Какую толщину металла можно варить полуавтоматом?
Как правильно варить толстые заготовки при помощи полуавтомата? Технологические особенности
Соединение массивных деталей с использованием полуавтоматической сварки проводится в соответствии с ГОСТ 14771-76. Для обеспечения прочности соединений необходимо соблюдать общие правила: правильно подготавливать кромки деталей, устанавливать величину сварочного тока в определенных диапазонах, обеспечивать поступление необходимого количества углекислого газа в зону сварки.
Технологические особенности сварки толстого металла полуавтоматом
Чтобы свариваемые металлоконструкции выдерживали нагрузки, требуется создать надежные соединения:
- швы должны прочно соединять все элементы изделия;
- необходимо снять напряжения, которые возникают после сварки внутри сплавов. Для этого можно использовать предварительный подогрев. После сварки рекомендуется обеспечить медленное остывание;
- важно получить определенный технологией катет шва, это также усиливает металлоконструкцию.
При этом следует учитывать, что при работе на больших токах возникает риск деформации, это значит, что контрольные размеры детали изменятся, а форма конструкции будет отличаться от той, которая планировалась.
Необходимое оборудование и материалы
Для работы потребуются:
- Мощный сварочный аппарат. Максимальное значение сварочного тока – не менее 250 А.
- Баллон для хранения и транспортировки углекислого газа. Существуют емкости объемом 5, 10 и 40 литров. Баллоны красят черной краской.
- Редуктор для понижения давления газа. Требуется использовать специальное устройство для СО2. Желательно наличие подогревающего элемента.
- Шланг и хомуты – для подключения баллона.
Для сварки сталей полуавтоматом используют проволоку типа Св-08Г2с или аналогичную для сварки углеродистых сталей 08х18н9т, а также эквивалент для сварки коррозионностойких сталей. Диаметр – 1 до 1,6 мм.
Примерная стоимость проволоки для сварки углеродистых сталей на Яндекс.маркет
В некоторые аппараты, работающие от сети 220 вольт, помещаются только маленькие бухты с проволокой.
Настройка аппарата и газового оборудования
Сварочные полуавтоматы разных производителей устроены по-разному. На лицевой панели располагаются как минимум два-три регулятора:
- настройка скорости подачи проволоки – регулируется частота вращения электромотора, который двигает проволоку;
- изменение силы тока – параметр влияет на скорость плавления присадки в сварочной ванне;
- настройка индуктивности – изменение касается характеристик тока. При минимальных значениях глубина проплавления металла меньше, а шов более выпуклый. Для сварки толстых заготовок рекомендуется увеличить до среднего или еще больше.
Совет: настраивать аппарат можно на слух. Во время сварки расплавление проволоки происходит очень плавно, полуавтомат издает ровный шуршащий звук.
После подключения редуктора к баллону с углекислым газом требуется выставить давление на выходе. Для работы в помещении достаточно 1-1,5 кг/кв. см. Если на редукторе установлен расходомер, то следует выставить 10-12 литров в минуту.
Подготовка к проведению работ. Обработка кромок
Сварочные работы с использованием полуавтомата следует производить только с чистыми заготовками. На поверхности не должно быть ржавчины, масла и грязи. В противном случае, будут появляться поры.
Правильная разделка кромок – важный этап подготовки деталей под сварку. Для обеспечения формирования качественных швов следует снять фаски в соответствии с ГОСТ 14771-76 – в зависимости от типа соединения. Если все сделано правильно, то соединение получится прочным. Важно добиться того, чтобы металл был проплавлен по всей своей толщине.
Процесс сварки
Толстые заготовки не допускается варить за один проход. Последовательность действий после подготовительных работ:
Последовательность действий после подготовительных работ:
- Сборка элементов на прихватки.
- Проверка размеров будущей детали.
- Проваривание корня шва.
- Заполнение канавки между кромками в несколько проходов.
- Создание облицовочного шва.
- Обработка соединений при помощи болгарки с зачистным кругом.
Прихватка представляет собой полноценный короткий шов длиной около 15-25 мм с шагом 45-50 см. Варится на таком же токе, что и все изделие. Прихватки следует располагать так, чтобы будущее изделие приобрело жесткость и его не «повело» во время обварки.
Если требуется исключить (или максимально уменьшить) деформации от нагрева, рекомендуется зафиксировать деталь на сборочном столе с помощью зажимов, струбцин. Можно временно прихватить его к верстаку или стальной плите.
Первый проход. Корень шва
Коренной шов – это первое и самое важное сварное соединение между кромками, которое максимально удалено от лицевой части деталей. Важно добиться, чтобы с обратной стороны образовался валик, плавно соединяющий оба элемента.
Важно добиться, чтобы с обратной стороны образовался валик, плавно соединяющий оба элемента.
Если коренной шов проварен с дефектами, в процессе эксплуатации детали могут появиться трещины, которые способны привести к разрушению всей конструкции.
Во время работы необходимо следить, чтобы деталь не нагревалась слишком сильно. Если используется метод сварки каскадом, коренной шов не требуется.
Заполнение пространства между свариваемыми кромками
Толстый металл необходимо сваривать за несколько проходов, заполняя пространство между кромками. Часто применяют каскадный способ сварки или метод «горка»:
- «каскад» – этот вариант предполагает одновременное формирование корня шва и заполнение пространства между кромками. Сначала варится отрезок корневого соединения длиной около 20-25 см. Следом накладывается второй шов протяженностью 40-50 см, половина которого ложится на коренной. Третий – длиной 60-65 см – частично (на две трети) перекрывает предыдущие, а ⅓ станет корневым.
 Четвертый шов (также около 60-65 см) должен перекрыть третий и выйти на толщину металла над корневой частью второго. Этот метод похож на сварку «ступеньками»;
Четвертый шов (также около 60-65 см) должен перекрыть третий и выйти на толщину металла над корневой частью второго. Этот метод похож на сварку «ступеньками»; - «горкой» – после сварки корня варится второй шов, соединяющий кромки и перекрывающий первый. После него накладываются третий и четвертый (облицовочный).
Благодаря тому, что полуавтомат позволяет непрерывно подавать проволоку в сварочную ванну, можно формировать длинные швы с высокой скоростью.
Сварка в вертикальном и потолочном положениях
Особенности работы в положениях, отличных от горизонтального, заключаются в том, что металл трудно удержать, под воздействием силы тяжести он стремится вытечь из сварочной ванны. Чтобы избежать этого, применяют два способа.
- Уменьшение величины сварочного тока на 15-20%. Металл нагревается менее интенсивно и быстрее кристаллизуется.

- Сварка с отрывом. Накладываются короткие швы, идущие друг за другом. В вертикальном положении следует идти снизу вверх. Сварка сверху вниз не допускается из-за возможных непроваров.
По возможности следует избегать работы в положениях, отличных от горизонтального. Сварка вертикальных и потолочных швов требует более тщательной подготовки кромок, считается менее производительной и более трудоемкой.
Особенности сварки порошковой проволокой
Если при работе с омедненной проволокой требуется защитный газ, то применение порошковой его не требует. Процесс напоминает сварку электродом – с образованием шлаковой корки, которую необходимо удалять. Обмазка проволоки содержит элементы (флюс), которые при нагреве защищают сварочную ванну от воздействия воздуха. Отличительные особенности:
- высокая мобильность – не требуется перемещать баллоны по рабочей площадке;
- множество разновидностей марок проволоки позволяет подобрать ту, которая необходима в конкретных условиях;
- порошковую проволоку часто применяют во время уличных работ, в этом случае порывы ветра не мешают процессу в отличие от сварки с газом.

Главный минус – высокая стоимость. В среднем порошковая проволока на 50% дороже обычной омедненной.
Дефекты, возникающие при сварке массивных деталей. Как избежать проблем
Во время проведения работ могут возникать проблемы, влияющие на качество соединений.
Основные тонкости технологии сварки металлов полуавтоматом
Современные производители сварочных аппаратов выпускают десятки различных моделей устройств для полуавтоматической сварки. Технология сварки металлов полуавтоматом позволяет прочно соединить между собой металлические детали, обеспечивая надёжное крепление конструкций.
Под понятием полуавтоматической сварки металлов подразумевается процесс присоединения друг к другу нескольких металлических деталей, при котором электродная проволока поступает в зону сварочных работ с определённой скоростью в автоматическом режиме. Вместе с этим в область сваривания подаётся инертный или активный газ.
Какой толщины должен быть металл для сварки полуавтоматом?
Преимущество сварочной обработки полуавтоматического типа состоит в том, что эта технология позволяет работать с материалами любой толщины. Сварка металла полуавтоматом подходит для работ с деталями, произведёнными из тонкого металла (металл считается тонким, если его толщина не превышает 5 миллиметров). Для проведения сварочных работ над такими конструкциями достаточно использовать аппараты с низкой или средней производительностью.
Также полуавтоматические сварочные аппараты годятся для обработки деталей из толстых металлов. Сварка полуавтоматом эффективно соединяет конструкции, толщина которых не превышает 250 миллиметров. Специфика работы с толстыми металлическими изделиями зависит от материала, из которого они были произведены.
СОВЕТ: при сварке толстых металлических конструкций, произведённых из низколегированной стали, рекомендуется предварительно подвергнуть детали термической обработке. Высокая температура поможет размягчить металл и подготовить его к дальнейшим сварочным работам. Подогрев поможет провести сварку быстрее и с более высокими шансами на удачный результат. Если конструкция не будет подвергнута прогреванию, то тогда появится риск появления деформаций в материале.
Полуавтоматическая сварка толстых металлов
Аппарат полуавтомат для сварки толстых металлов успешно справляется со свариванием уплотнённых деталей при помощи создаваемой им высокой плотности тока. Она обеспечивает глубокое плавление обрабатываемого материала, что позволяет прочнее скрепить монтируемые конструкции. Больше всего такой тип сварочных работ подходит для обработки жёстких металлических конструкций, а также изделий, которые изготовлены из марок стали с высокой теплоустойчивостью и особой прочностью.
При сварке изделий, выполненных из устойчивых к перепадам температур металлов, возможно ухудшение прочностных свойств материала. Причина этого в том, что в зоне температурного влияния, оказываемого сварочным аппаратом, возникают микроскопические трещины, которые и размягчают сталь. Поэтому при полуавтоматических сварочных работах на толстых металлах дополнительно предпринимаются защитные меры, защищающие обрабатываемые конструкции от разупрочнения материала.
СОВЕТ: помните, что сварка толстого металла полуавтоматом может привести к возникновению трещин в конструкциях. Также сварочные работы способны повредить антикоррозийный слой деталей, из-за чего они окажутся подвержены вредному влиянию ржавчины. По этой причине рекомендуется прибегнуть к защитным мерам после сварки. Металл необходимо обработать специальным покрытием, которое сможет восстановить защиту изделия от коррозии.
Сварка полуавтоматом тонких металлических конструкций
При обработке металлических конструкций небольшой толщины не нужно стремиться получить поверхностный шов. Конструкции должны быть сварены как можно плотнее – только так удастся добиться их полноценного соединения. Именно поэтому для сварки тонких металлов используют полуавтоматический аппарат – он предельно эффективно работает со свариванием таких конструкций.
Конструкции должны быть сварены как можно плотнее – только так удастся добиться их полноценного соединения. Именно поэтому для сварки тонких металлов используют полуавтоматический аппарат – он предельно эффективно работает со свариванием таких конструкций.
Перед сварочными работами полуавтоматом обрабатываемые конструкции необходимо предварительно подготовить. Металл требуется очистить от грязи, кусочков краски или эмали, пыли или смазочных покрытий. Если этого не сделать, то плавящийся металл будет слишком сильно разбрызгиваться, и шов выйдет искривлённым. К тому же, посторонние элементы могут быть токсичны.
Для сварки тонкого металла полуавтоматом понадобится следующее оборудование:
- сварочный аппарат;
- электроды для сварки;
- источник электроэнергии;
- защитная амуниция для сварщика (укреплённый шлем, термостойкие перчатки, затемнённые очки).
СОВЕТ: для того, чтобы шов получился аккуратным и ровным, сварщику необходимо самостоятельно регулировать скорость движения сварочного аппарата. Также ему нужно подобрать электроды правильного типа и осуществлять контроль за стабильной подачей тока со постоянным показателем силы.
Также ему нужно подобрать электроды правильного типа и осуществлять контроль за стабильной подачей тока со постоянным показателем силы.
Технология полуавтоматической сварки оцинкованных металлов
Особенностью оцинкованных металлов является их высокая сопротивляемость воздействию коррозии. Всё дело в свойствах цинка – этот элемент успешно защищает различные изделия от появления ржавчины, что повышает устойчивость конструкции и продлевает срок её эксплуатации. При сварке оцинкованного металла полуавтоматом антикоррозийная устойчивость всей конструкции может быть нарушена.
Причиной этого является разная температура плавления. Если для сварки большинства металлов нужна температура в пределах 1700-2200 градусов по Цельсию, то плавление цинка начинается уже при 420°С. При 907°С этот элемент закипает и превращается в оксид, который образует на поверхности металлической конструкции микроскопические поры и трещины. Это и приводит к тому, что металл становится восприимчив к появлению коррозии.
Современная технология сварки оцинкованных металлов полуавтоматом заключается в одной инновации – MIG-пайке. Она позволяет проводить сварочные работы с помощью высокочастотных электрических колебаний с пониженной температурой. При этом плавление цинка не происходит, поэтому он не превращается в оксидное соединение и не наносит повреждение основному материалу обрабатываемой конструкции. Эта технология и позволяет решить проблему разрушения антикоррозионного слоя при полуавтоматическом сваривании оцинкованных металлов.
Сварка полуавтоматом цветных металлов
Процесс сварки цветных металлов полуавтоматом начинается с проверки состояния оборудования. В процессе его осмотра требуется настроить режим функционирования сварочного устройства, подобрать силу тока, уровень напряжения и скорость передвижения проволоки. Если толщина обрабатываемого металла менее трёх миллиметров, то подходящая сила тока находится в пределах 120-145 амперов. При этом скорость передвижения проволоки должна равняться 900 метрам в час.
После того как оборудование проверено, происходит включение подающего проволоку переключателя в рабочее положение. Затем осуществляется зажжение электрической дуги. При наличии плавящейся проволоки нужно лишь прикоснуться к металлической поверхности. После зажжения электрической дуги можно протестировать выбранный режим работы на проверочном материале. Если аппарат функционирует нормально, то можно непосредственно приступать к сварке.
При полуавтоматической сварке цветных металлов передвижения горелки нужно вести только лишь в одном направлении. Лучшего всего проводить сваривание деталей с высокой скоростью и посредством одного шва. Если цветной металл отличается большой толщиной, то его необходимо разогреть до 150-300°С.
Полуавтоматическая сварка аргоном чёрных металлов
Сварка чёрных металлов полуавтоматом с аргоном отличается некоторыми особенностями. Нужно отметить, что большую опасность для чёрных металлов при их сварке представляет влага. Она может остаться внутри сварочного шва, после чего начнётся её конденсация. При испарении частицы влаги будут образовывать небольшие поры и микроскопические трещины в шве, которые в будущем отрицательно скажутся на его прочности. Поэтому перед началом сварки обрабатываемые конструкции рекомендуется прогреть до 100-150 градусов по Цельсию.
При испарении частицы влаги будут образовывать небольшие поры и микроскопические трещины в шве, которые в будущем отрицательно скажутся на его прочности. Поэтому перед началом сварки обрабатываемые конструкции рекомендуется прогреть до 100-150 градусов по Цельсию.
Для полуавтоматического сваривания чёрных металлов необходимо использование специальных электродов. Без них сварочный шов получится неаккуратным и слишком хрупким. Для сварки чёрных металлов лучше всего использовать электроды из цветного металла с большим содержанием графита. Наиболее оптимальный выбор – медно-никелевые компоненты, которые помогают надёжно сварить металл и не оставляют в получившемся шве большого количества графитных примесей.
Сварка чугунных и стальных изделий полуавтоматом
Инертный газ используется не только для обработки цветных металлов. Для работы с чугунными и стальными конструкциями также применяется аргон. Для получения чугуна используется железо и углерод. Процесс его сваривания очень трудоёмок из-за того, что получающиеся швы часто трескаются.
Еще одной особенностью чугуна является его предрасположенность к ускоренному окислению. Поэтому для его сварки и нужен аргон – он помогает формировать соединительные швы без образования шлаковых осадков. Быстрое окисление чугуна сделало его популярным материалом для ремонта старых автомобилей. Этот материал соединяется с требующими починки тонкими металлическими конструкциями.
Сварка чугуна и хрупких металлов полуавтоматом зачастую проводится при помощи вольфрамовой проволоки. Обрабатываемые изделия также нуждаются в предварительном подогреве. Для сваривания чугунных конструкций используется как постоянный, так и переменный ток. Его сила зависит от толщины металла и диаметра проволоки (на каждый миллиметр проволоки приходится от 50 до 90 амперов элетротока). Вместо вольфрама в качестве материала для проволоки может использоваться графит, медь или никель.
Полуавтоматическая сварка деталей из нержавеющего металла
Сварка полуавтоматом нержавеющих металлов отличается высокой производительностью. Кроме этого, её можно вести практически в любых условиях. Для сваривания нержавеющих стальных конструкций необходим сварочный аппарат, который работает в аргоновой среде. Защитный газ помогает предотвратить азотирование и окисление создающегося соединительного шва, который без аргоновой защиты сварной шов начал бы контактировать с внешней атмосферой и стал бы непрочным. Аргон подходит и потому, что даже при особо повышенной температуре не вступает в какие-либо химические реакции – он гораздо тяжелее воздуха, что помогает легко вытеснять его в зоне сварочных работ.
Кроме этого, её можно вести практически в любых условиях. Для сваривания нержавеющих стальных конструкций необходим сварочный аппарат, который работает в аргоновой среде. Защитный газ помогает предотвратить азотирование и окисление создающегося соединительного шва, который без аргоновой защиты сварной шов начал бы контактировать с внешней атмосферой и стал бы непрочным. Аргон подходит и потому, что даже при особо повышенной температуре не вступает в какие-либо химические реакции – он гораздо тяжелее воздуха, что помогает легко вытеснять его в зоне сварочных работ.
Сварка нержавеющего металла аргоном осуществляется при помощи электродов, изготовленных из неплавящихся материалов. В процессе работы их необходимо располагать строго перпендикулярно относительно свариваемой обрабатываемой поверхности. Если это условие будет соблюдено, то сварной шов получится высококачественным.
Напоследок необходимо отметить, что на данный момент полуавтоматическая сварка металлов получила особо широкое распространение в нескольких областях производства, тесно связанных с обработкой металлов. Наиболее востребованной сварка полуавтоматом оказалась в автомобильной промышленности. Именно там всегда присутствует необходимость в обработке металлов малой толщины, для которых и подходят полуавтоматические сварочные работы. Зачастую в автомобилестроении используется сварка полуавтоматом металлов толщиной в 10 мм и меньше. Также сварка полуавтоматом часто используется при строительных работах, которые часто требуют сваривания жёстких металлических конструкций большой толщины.
Наиболее востребованной сварка полуавтоматом оказалась в автомобильной промышленности. Именно там всегда присутствует необходимость в обработке металлов малой толщины, для которых и подходят полуавтоматические сварочные работы. Зачастую в автомобилестроении используется сварка полуавтоматом металлов толщиной в 10 мм и меньше. Также сварка полуавтоматом часто используется при строительных работах, которые часто требуют сваривания жёстких металлических конструкций большой толщины.
Как правильно варить сварочным полуавтоматом. Пособие для «чайников».
Полуавтоматическая сварка, на данный момент, считается самой производительной на различных производствах. Ею оснащаются большинство компаний, занимающихся производством металлоконструкций. Каждый сварщик, работающий в таких компаниях знает как варить полуавтоматом. Но полуавтомат так же, становится очень популярен и в домашних мастерских. Что объясняет такой интерес не только профессионалов, но и сварщиков-любителей к вопросу «как правильно варить полуавтоматом«. В нашей, сегодняшней статье мы поговорим именно об этом.
В нашей, сегодняшней статье мы поговорим именно об этом.
Сварка полуавтоматом. Обучающее видео.
Отличия полуавтоматической сварки от электрода
Самой востребованной и незаменимой сваркой всегда считалась сварка электродом. То есть, ручная дуговая сварка покрытым электродом(РДС). Но время не стоит на месте, в большинстве случаев предъявляются совершенно другие требования к качеству шва и производительности сварочных работ. Тут то и появилась полуавтоматическая сварка в среде защитных газов.
Такая сварка является самой производительной и аккуратной, что дает ей несравнимое преимущество перед РДС. Единственное, в чем проигрывает полуавтомат(ПА) перед РДС, так это мобильность. Ручной дуговой сваркой можно выполнять работы и перемещаться практически в любых условиях. Да, полуавтомат более стационарен, за счет своего веса и необходимости использования баллона с газом.
Обратите внимание на полезную статью — дефекты сварных швов.
Список основных отличий
- Непрерывность шва на всем протяжении сварочного соединения
- Отсутствие необходимости счищать шлак после сварки
- Качество шва на физическом и химическом уровнях выше
Устройство сварочного полуавтомата
Сварочные полуавтоматы бывают от разных производителей, типов конструкций и моделей. Но все они имеют единый тип устройства.
Но все они имеют единый тип устройства.
Основные составляющие полуавтомата
- Источник питания, в который встроены различные дисплеи с возможностью ручной настройки.
- Система подачи проволоки
- Кабель-шланг, с помощью которого в зону сварки подается газ, проволока и электричество
- Кабель массы
- Сварочная горелка(кому привычно — держак)
- Баллон с негорючим газом
- Редуктор(для настройки подачи газа)
- Шланг(для подачи газа к клапану в полуавтомате)
Все эти составляющие обязательны для работы с полуавтоматической сваркой. Исключением является наличие баллона, так как варить полуавтоматом возможно порошковой проволокой. Где роль газа выполняет порошок, находящийся в проволоке.
Как работает сварочный полуавтомат
Ответ на этот вопрос скорее для новичков. Принцип работы полуавтомата заключается в следующем:
Сварщик, нажимая на кнопку расположенную на горелке запускает ряд процессов. Газовый клапан, который пускает газ в зону сварки, электрический ток, который подается на медный наконечник расположенный на конце горелки, внутри сопла. И запускает механизм подачи проволоки.
И запускает механизм подачи проволоки.
Сварочная проволока проходит через узкий наконечник, на который подается электрический ток, касается замкнутого с помощью массы металла и возбуждается дуга. В зоне возбуждения дуги уже присутствует защитный газ, который вытесняет кислород и другие продукты внешний среды.
Здесь ведь все знают — что такое сварка? Надеюсь, да. Тогда погнали дальше!
Режими полуавтоматической сварки
Сварка полуавтоматом насчитывает 4 режима:
- Обратная полярность(где плюс на сварочной проволоке, а минус на массе)
- Прямая полярность(применимо только при сварке порошковой проволокой). Минус на проволоке, плюс на массе
- Импульсная сварка
- Обратная связь — когда аппарат самостоятельно регулирует скорость подачи проволоки в зависимости от силы тока
Выше перечисленные все режимы, которые существуют для сварки полуавтоматом.
Как варить полуавтоматом.
На самом деле, варить полуавтоматом не так уж и сложно. Возможно новички со мной не согласятся, но это на самом деле так. От сюда и название, полуавтомат. Половину работы за вас выполнит сварочный аппарат. Но до начала самого процесса сварки, необходимо провести ряд, подготовительных работ. Кстати, перейдя по следующей ссылке вы можете узнать, как варить потолочный шов полуавтоматом.
Возможно новички со мной не согласятся, но это на самом деле так. От сюда и название, полуавтомат. Половину работы за вас выполнит сварочный аппарат. Но до начала самого процесса сварки, необходимо провести ряд, подготовительных работ. Кстати, перейдя по следующей ссылке вы можете узнать, как варить потолочный шов полуавтоматом.
Как настроить сварочный полуавтомат видео
Как правильно настроить сварочный полуавтомат
Первым делом, нам необходимо правильно настроить сварочный полуавтомат. А это значит:
- Выставить силу сварочного тока. Вообще, практически все параметры настраиваемые на полуавтомате, указанны в инструкции по его использованию. Так как каждый полуавтомат имеет свои нюансы при настройке и все они разные.
- Настраиваем скорость подачи проволоки. Опять же, все это связанно с толщиной металла, силой сварочного тока. И указанно в инструкции по использовании.
- Рабочее давление газа.
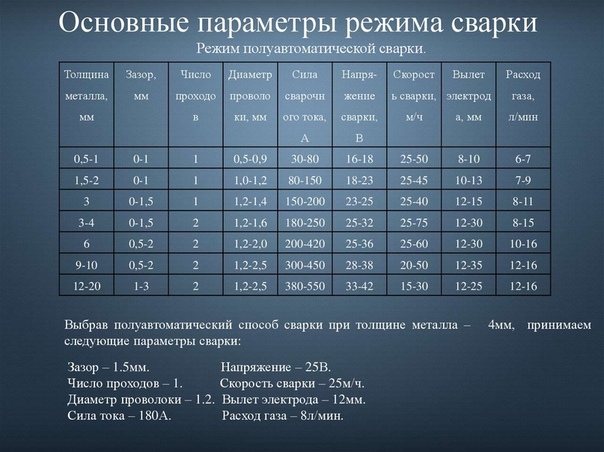
Приблизительная таблица соответствия толщины металла/силы тока/скорости подачи проволоки и прочее.
Да, значений здесь действительно не мало. Но если немного разобраться, оказывается все совсем просто. Более того, что бы варить полуавтоматом, изучать эти условные значения не нужно. Как правило, все настройки производятся на глаз, ощупь и тд. Вы это поймете, когда попробуете!
Подготовить свариваемый металл
Тут все просто, многим эти действия знакомы еще со сварки электродом. Но если читает реально новичок вообще в сварке, то опишем процесс подготовки металла немного подробнее.
Подготовить металл под сварку не всегда самое просто занятие, как может показаться. Какие действия подразумеваются под подготовкой металла под сварку:
- Правка металла от вмятин, изгибов и прочего
- Разметка металла для резки заготовок
- Зачистка металла от масляных пятин, ржавчины, окалины и прочего
- Подготовка кромок свариваемых деталей(разделка, зачистка, выставление зазора).
Все эти действия относятся к подготовке металла под сварку. Я думаю все понятно из пунктов ниже, что нужно делать согласно каждого пункта.
Процесс сварки
Подведите горелку к месту сварки в плотную. Возможно даже касание сопла свариваемого металла. Нажимаем кнопку на держаке. В этот момент начинается процесс сварки. Проволока начинает подаваться, газ аналогично. Как только проволока касается металла( вы это не просмотрите), загорится сварочная дуга. Тут плавными движениями установите вылет проволоки примерно равный одному миллиметру. И продолжайте варить. Пробуйте, пробуйте и пробуйте. Здесь у каждого свои ощущения. Каждый расскажет по своему.
Не забывайте делиться ссылкой на статью со своими друзьями и коллегами в социальных сетях. Для этого у нас есть специальные кнопки! Спасибо!
Как сварить полуавтоматом тонкий металл
Полуавтоматическая сварка металлов обычно происходит в защитной газовой среде. Благодаря этому получается прочный шов, не имеющий пор и устойчивый к коррозии. Такой метод подойдет для соединения деталей любой толщины, однако сварка тонкого металла полуавтоматом имеет ряд нюансов. Прежде чем приступить к работе, ознакомьтесь с полезной информацией.
Прежде чем приступить к работе, ознакомьтесь с полезной информацией.
Сварочный полуавтомат: конструкция и технология
- Источник питания.
- Система управления, соединенная электрической цепью с источником питания.
- Механизм для подачи присадочной проволоки . Он включает в себя редуктор, электродвигатель и подающие ролики, может доставлять проволоку тянущим,толкающим либо комбинированным методом.
- Держатель, оснащенный каналом для перемещения проволоки.
- Газовый баллон. В нем нет необходимости, если сварка производится при помощи порошковой проволоки: защитный газ образуется при сгорании флюса, которым наполнена ее внешняя оболочка.
- Шланги, кабеля с держателем и зажимом.
Технология сварки включает в себя использование защитных газов. Ацетилен , водород , пиролизный, коксовый, природные газы вытесняют собой те компоненты окружающей среды, которые могут значительно ухудшить качество соединения.
Перед началом работы выставляется сила тока, которая зависит от толщины свариваемых поверхностей, а также скорость подачи электрода и расхода защитного газа .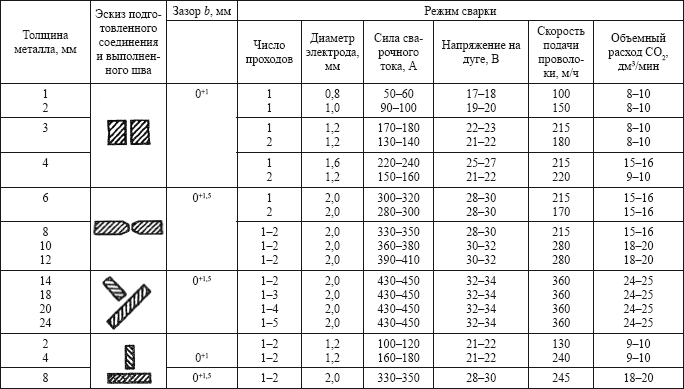 Проверяется количество газа в баллоне, подлежащие соединению металлы очищаются от грязи, лака, краски и т.д. Затем, открутив вентиль подачи газа, можно зажигать дугу и начинать сваривание. Чтобы проволока поступила в зону сварки, достаточно нажать кнопку «пуск». В процессе расходный материал должен располагаться перпендикулярно к детали.
Проверяется количество газа в баллоне, подлежащие соединению металлы очищаются от грязи, лака, краски и т.д. Затем, открутив вентиль подачи газа, можно зажигать дугу и начинать сваривание. Чтобы проволока поступила в зону сварки, достаточно нажать кнопку «пуск». В процессе расходный материал должен располагаться перпендикулярно к детали.
Что и какими методами можно сваривать полуавтоматом
Наиболее часто полуавтоматическая сварка применяется для сваривания листового металла – нержавеющей стали , алюминия, цветных металлов. Сварке подлежат изделия и из чугуна. Зная, как правильно варить черные металлы, можно приступать и к сварке цветных.
Без использования полуавтомата при соединении тонких металлов трудно представить услуги СТО, сборку и ремонт бытовых приборов, установку всевозможных ограждений, емкостей для сбора и нагрева воды на даче и т.д. В промышленных условиях (например, в автомобильной промышленности) полуавтоматическую сварку используют тогда, когда необходимо получить высокое качество шва.
Варить полуавтоматом машину или заменять участки поврежденных деталей можно стыковым методом, однако он требует некоторого опыта сварки. Соединение по готовым отверстиям стоит произвести там, где ставится заранее выкроенная заплатка. Сварка внахлест, при которой происходит точечное соединение поверхностей, доступна даже для новичков.
Плюсы и минусы сварки металла полуавтоматом
Полуавтоматическая сварка имеет ряд преимуществ:
- Подойдет для начинающих сварщиков.
- Нет необходимости постоянно удалять шлак из области сварного шва.
- Не требуется постоянно менять электроды.
- Металл при работе не разбрызгивается.
К минусам можно отнести:
- Невозможность использования аппарата в ветреных условиях: произойдет выдувание защитных газов из-под горелки.
- Газовый баллон делает конструкцию аппарата несколько громоздкой.
Подготовка прибора к сварке
Перед началом работ аппарат заправляется катушкой сварочной проволоки. С помощью механизма протяжки регулируется ее натяжение. Если посадочный диаметр катушки не соответствует, воспользуйтесь адаптером. Сняв сопло и наконечник, выведите проволоку из механизма примерно на 15 см, затем, установив детали на место, обрежьте лишнюю длину.
С помощью механизма протяжки регулируется ее натяжение. Если посадочный диаметр катушки не соответствует, воспользуйтесь адаптером. Сняв сопло и наконечник, выведите проволоку из механизма примерно на 15 см, затем, установив детали на место, обрежьте лишнюю длину.
Установите и зафиксируйте баллон с защитным газом. Удостоверьтесь, что сеть снабжена предохранителями, режим сварки выбран правильный, тип газа соответствует типу металла, в запасе имеются контактные наконечники и подающие ролики для проволоки. Механизм готов к работе.
Как самому настроить сварочный полуавтомат, можно узнать здесь .
Как варить тонкий металл полуавтоматической сваркой
Зная, как правильно варить тонкие металлы, можно использовать сварку полуавтоматическим инвертором при ремонте автомобилей , изготовлении труб небольшого диаметра, емкостей для воды и т.д. Толщина свариваемого металла находится в пределах 0,2-4 миллиметров. Прежде всего, нужно выбрать правильную толщину электродов, поскольку электроды с толщиной более 4 мм будут гасить сварочную дугу. Чтобы она горела непрерывно, металл до 1 мм варят электродами 0,5 – 2 мм. При толщине деталей 1,5 – 2 мм электрод будет иметь диаметр 2 – 2,5 мм. Профессионалы рекомендуют варить полуавтоматом с электродами 2-3 мм.
Чтобы она горела непрерывно, металл до 1 мм варят электродами 0,5 – 2 мм. При толщине деталей 1,5 – 2 мм электрод будет иметь диаметр 2 – 2,5 мм. Профессионалы рекомендуют варить полуавтоматом с электродами 2-3 мм.
Произвести сварку металла толщиной 1 мм и тоньше – довольно сложная задача, так как есть большая вероятность сквозного прожога шва . Чтобы избежать дефектов , нужно соединить металл электросваркой при помощи прихваток. Расстояние между ними должно быть 1,5 – 2 см. Затем производятся короткие швы . После каждого из них нужно выдерживать небольшую паузу, чтобы металл успел остыть. Длинное сварочное соединение можно получить, поочередно сваривая металлические поверхности. Кроме того, для охлаждения деталей используется медный или латунный лист, расположенный непосредственно за ними, а также обычный увлажненный текстиль, которым протирают поверхность между швов.
Как правильно варить металл, если вы новичок в сварке? Полуавтомат значительно упрощает работу, однако некоторые нюансы стоит все же учесть:
- необходимо правильно подобрать режим сварки .
- Соединение поверхностей происходит на пониженных токах (10-75 А).
- Скорость подачи проволоки гораздо ниже, чем при сварке толстых металлов.
- Движения горелкой должны быть равномерными, иначе не избежать наплыва сварочного валика или прожога детали.
- При точечной сварке соединять начинают с центра заготовки, расположенной снизу. Это позволяет избежать заливания металлом отверстия.
- Очистив поверхности от ржавчины, загрязнений, следов краски и обезжирив их, вы не только получите более прочный шов, но и избежите токсичных испарений. При очистке не стоит снимать большой слой металла.
- Угол между горелкой и зоной сварки должен составлять 45 градусов.
- Для получения полного провара сваривать рекомендуют с зазором.
- Присадочная проволока должна иметь продолжительный период плавления.
- Обязательно используйте защитную одежду.
- Предварительно почитайте рекомендации опытных сварщиков о том, как сварить тонкий металл.
С охраной труда при сварке можно ознакомиться здесь.
Тонкий металл можно варить полуавтоматом в горизонтальном , вертикальном , потолочном , нижнем положениях. Последний способ пользуется большой популярностью. Многие начинающие сварщики задаются вопросом — как варить тонкий металл в вертикальном положении? Чтобы получить вертикальный шов, учитывают толщину свариваемого металла:
- До 3 мм. Варить полуавтоматом стоит сверху вниз.
- Более 3 мм. Сварка производится по направлению снизу вверх.
Как варить толстый металл при помощи полуавтомата
Предварительно осведомившись, какой толщины металл подлежит сварке, можно подготовить его к этому процессу по всем правилам. Сваривать толстый металл – детали с толщиной стенок более 4 мм – нужно, сняв фаску в предполагаемых местах соединения. Учтите, что можно это сделать с помощью газовой резки, но применяются также ручное и пневматическое зубила. Металлические листы с толщиной 5 – 15 мм оснащаются V-образными скосами, для деталей толщиной более 15 мм предполагается X-образный скос.
Шов при соединении толстых поверхностей, особенно при тавровых соединениях, необходимо упрочнять при помощи еще двух, расположенных на верхней и нижней его кромках. Дугой необходимо не вести вдоль прямой линии, но совершать зигзагообразные или возвратно-поступательные движения. Металл шва должен заходить на поверхность изделия на ширину, равную толщине этой детали. Для получения надежного соединения чаще всего используют сварку каскадом или горкой.
При сварке толстого металла есть высокая вероятность, что повредится антикоррозийное покрытие детали. Поэтому после сварки деталь нужно обработать специальными составами. Если же она изготовлена из низколегированной стали, то не помешает предварительный подогрев. Термическая обработка размягчит изделие, подготовив его к дальнейшим работам.
Как варить толстый металл, сохранив первоначальные качества детали? Чтобы уменьшить деформацию или полностью предотвратить ее, изделия из толстого металла перед сваркой надежно фиксируются при помощи струбцин. Сделать это можно на верстаке, сборочном столе или плите из стали.
Сделать это можно на верстаке, сборочном столе или плите из стали.
Как правильно варить сварочным полуавтоматом. Пособие для «чайников».
Полуавтоматическая сварка, на данный момент, считается самой производительной на различных производствах. Ею оснащаются большинство компаний, занимающихся производством металлоконструкций. Каждый сварщик, работающий в таких компаниях знает как варить полуавтоматом. Но полуавтомат так же, становится очень популярен и в домашних мастерских. Что объясняет такой интерес не только профессионалов, но и сварщиков-любителей к вопросу «как правильно варить полуавтоматом«. В нашей, сегодняшней статье мы поговорим именно об этом.
Сварка полуавтоматом. Обучающее видео.
Отличия полуавтоматической сварки от электрода
Самой востребованной и незаменимой сваркой всегда считалась сварка электродом. То есть, ручная дуговая сварка покрытым электродом(РДС). Но время не стоит на месте, в большинстве случаев предъявляются совершенно другие требования к качеству шва и производительности сварочных работ. Тут то и появилась полуавтоматическая сварка в среде защитных газов.
То есть, ручная дуговая сварка покрытым электродом(РДС). Но время не стоит на месте, в большинстве случаев предъявляются совершенно другие требования к качеству шва и производительности сварочных работ. Тут то и появилась полуавтоматическая сварка в среде защитных газов.
Такая сварка является самой производительной и аккуратной, что дает ей несравнимое преимущество перед РДС. Единственное, в чем проигрывает полуавтомат(ПА) перед РДС, так это мобильность. Ручной дуговой сваркой можно выполнять работы и перемещаться практически в любых условиях. Да, полуавтомат более стационарен, за счет своего веса и необходимости использования баллона с газом.
Обратите внимание на полезную статью — дефекты сварных швов.
Список основных отличий
- Непрерывность шва на всем протяжении сварочного соединения
- Отсутствие необходимости счищать шлак после сварки
- Качество шва на физическом и химическом уровнях выше
Устройство сварочного полуавтомата
Сварочные полуавтоматы бывают от разных производителей, типов конструкций и моделей.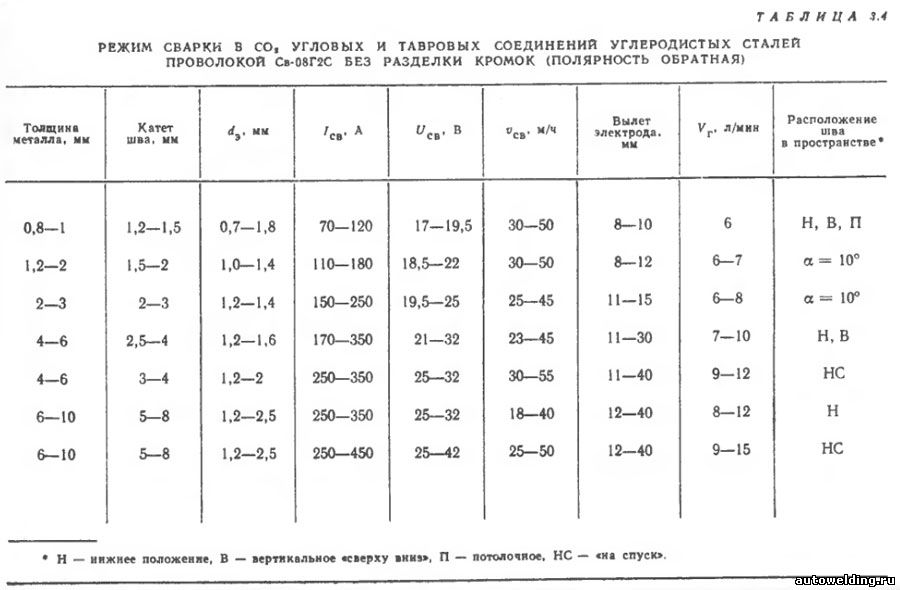 Но все они имеют единый тип устройства.
Но все они имеют единый тип устройства.
Основные составляющие полуавтомата
- Источник питания, в который встроены различные дисплеи с возможностью ручной настройки.
- Система подачи проволоки
- Кабель-шланг, с помощью которого в зону сварки подается газ, проволока и электричество
- Кабель массы
- Сварочная горелка(кому привычно — держак)
- Баллон с негорючим газом
- Редуктор(для настройки подачи газа)
- Шланг(для подачи газа к клапану в полуавтомате)
Все эти составляющие обязательны для работы с полуавтоматической сваркой. Исключением является наличие баллона, так как варить полуавтоматом возможно порошковой проволокой. Где роль газа выполняет порошок, находящийся в проволоке.
Как работает сварочный полуавтомат
Ответ на этот вопрос скорее для новичков. Принцип работы полуавтомата заключается в следующем:
Сварщик, нажимая на кнопку расположенную на горелке запускает ряд процессов. Газовый клапан, который пускает газ в зону сварки, электрический ток, который подается на медный наконечник расположенный на конце горелки, внутри сопла. И запускает механизм подачи проволоки.
Сварочная проволока проходит через узкий наконечник, на который подается электрический ток, касается замкнутого с помощью массы металла и возбуждается дуга. В зоне возбуждения дуги уже присутствует защитный газ, который вытесняет кислород и другие продукты внешний среды.
Здесь ведь все знают — что такое сварка? Надеюсь, да. Тогда погнали дальше!
Режими полуавтоматической сварки
Сварка полуавтоматом насчитывает 4 режима:
- Обратная полярность(где плюс на сварочной проволоке, а минус на массе)
- Прямая полярность(применимо только при сварке порошковой проволокой). Минус на проволоке, плюс на массе
- Импульсная сварка
- Обратная связь — когда аппарат самостоятельно регулирует скорость подачи проволоки в зависимости от силы тока
Выше перечисленные все режимы, которые существуют для сварки полуавтоматом.
Как варить полуавтоматом.
На самом деле, варить полуавтоматом не так уж и сложно. Возможно новички со мной не согласятся, но это на самом деле так. От сюда и название, полуавтомат. Половину работы за вас выполнит сварочный аппарат. Но до начала самого процесса сварки, необходимо провести ряд, подготовительных работ. Кстати, перейдя по следующей ссылке вы можете узнать, как варить потолочный шов полуавтоматом.
Как настроить сварочный полуавтомат видео
Как правильно настроить сварочный полуавтомат
Первым делом, нам необходимо правильно настроить сварочный полуавтомат. А это значит:
- Выставить силу сварочного тока. Вообще, практически все параметры настраиваемые на полуавтомате, указанны в инструкции по его использованию. Так как каждый полуавтомат имеет свои нюансы при настройке и все они разные.
- Настраиваем скорость подачи проволоки. Опять же, все это связанно с толщиной металла, силой сварочного тока. И указанно в инструкции по использовании.
- Рабочее давление газа.
Приблизительная таблица соответствия толщины металла/силы тока/скорости подачи проволоки и прочее.
Да, значений здесь действительно не мало. Но если немного разобраться, оказывается все совсем просто. Более того, что бы варить полуавтоматом, изучать эти условные значения не нужно. Как правило, все настройки производятся на глаз, ощупь и тд. Вы это поймете, когда попробуете!
Подготовить свариваемый металл
Тут все просто, многим эти действия знакомы еще со сварки электродом. Но если читает реально новичок вообще в сварке, то опишем процесс подготовки металла немного подробнее.
Подготовить металл под сварку не всегда самое просто занятие, как может показаться. Какие действия подразумеваются под подготовкой металла под сварку:
- Правка металла от вмятин, изгибов и прочего
- Разметка металла для резки заготовок
- Зачистка металла от масляных пятин, ржавчины, окалины и прочего
- Подготовка кромок свариваемых деталей(разделка, зачистка, выставление зазора).
Все эти действия относятся к подготовке металла под сварку. Я думаю все понятно из пунктов ниже, что нужно делать согласно каждого пункта.
Процесс сварки
Подведите горелку к месту сварки в плотную. Возможно даже касание сопла свариваемого металла. Нажимаем кнопку на держаке. В этот момент начинается процесс сварки. Проволока начинает подаваться, газ аналогично. Как только проволока касается металла( вы это не просмотрите), загорится сварочная дуга. Тут плавными движениями установите вылет проволоки примерно равный одному миллиметру. И продолжайте варить. Пробуйте, пробуйте и пробуйте. Здесь у каждого свои ощущения. Каждый расскажет по своему.
Не забывайте делиться ссылкой на статью со своими друзьями и коллегами в социальных сетях. Для этого у нас есть специальные кнопки! Спасибо!
Выбор проволоки и правила работы полуавтоматическим сварочным аппаратом
Востребованность полуавтоматов для сварки на рынке сварочного оборудования продолжает расти с каждым годом. Это обуславливается их очевидными преимуществами: доступная стоимость, широкий диапазон режимов работы, простота в настройке и эксплуатации. Тем не менее, начинающему мастеру не всегда под силу разобраться, как правильно пользоваться полуавтоматом. Первое, что нужно знать – это устройство и принцип работы агрегата, а также основные рекомендации по выбору проволоки для сварки.
Устройство и принцип работы полуавтомата
Основное предназначение полуавтоматического сварочного аппарата – это дуговая сварка с применением плавящегося электрода, который обдувается защитным газом. Аппарат используется для соединения низколегированных и малоуглеродистых сталей, как протяженными, так и прерывистыми швами.
Данное оборудование предназначено для работы в закрытых, хорошо вентилируемых помещениях при температуре воздуха от -10°С до +40°С.
Состоит полуавтомат из следующих элементов:
- основного блока, вырабатывающего сварочный ток необходимой величины;
- блока подачи проволоки;
- сварочной горелки с подсоединенным кабелем, через который проходит силовой провод, газовый шланг, управляющий провод и направляющая для проволочного электрода.
Принцип работы агрегата заключается в следующем. При нажатии на кнопку пуска, расположенную на рукоятке горелки, начинается подача электродной проволоки (4), тока и защитного газа через сопло (2). Ток на проволоку поступает через токопроводящий наконечник (4). При соприкосновении ее с основным металлом возникает электрическая дуга, которая начинает плавить электрод. Капли электродного металла, попадая на основной металл (8), образуют шов (6). При этом сварочная ванна (7) находится под обдувом защитным газом (10), который предотвращает попадание в нее кислорода и азота из атмосферного воздуха. Благодаря газовой защите сварной шов получается прочным и качественным.
Работа полуавтомата возможна и без защитного газа. В таком случае применяется электродная проволока, имеющая специальное порошковое покрытие. При высоких температурах данное покрытие испаряется, и образующиеся при этом газы выполняют защитную функцию для сварочной ванны.
Выбор электродной проволоки
Электродная проволока является оснасткой, без которой сварочный аппарат не сможет работать. Подается она с помощью специального механизма и выполняет функцию электрода.
Для полуавтоматов существует две группы материалов для сварки:
- проволока сплошного сечения;
- порошковая электродная проволока.
Разновидностей первого варианта насчитывается более 76. Но чаще всего, используется лишь малая их часть. Остальные виды оснастки узкоспециализированные и применяются на производстве. Главное, что нужно учитывать при выборе проволоки – это тип металла, из которого будет свариваться конструкция. Чаще всего автоматом приходится варить низкоуглеродистые и низколегированные стали с использованием не омедненной и омедненной проволоки.
Омедненная проволока пользуется наибольшей популярностью среди сварщиков благодаря антикоррозийному покрытию. Но не все знают, что при плавке меди в воздух попадают вредные испарения. Не омедненная проволока является более безвредной и имеет защищающее от коррозии покрытие.
Также на полуавтоматах используется порошковая проволока, не требующая при варке наличия защитного газа. Электродная проволока имеет специальную маркировку, например, такую: СВ-08Г2С. Расшифровывается она следующим образом:
- СВ – сварная проволока;
- 08 – означает, что массовая доля углерода в составе оснастки составляет 0,08%;
- Г – данной буквой обозначается марганец, который есть в составе проволоки;
- 2 – цифра указывает, что содержание марганца 2%;
- С – данная буква говорит о наличии кремния в составе оснастки, если после буквы нет цифры, то его содержится не более 1%.
Далее приведена таблица, в которой расшифрованы буквенные обозначения всех добавок, входящих в состав сварочной проволоки.
Например, пользуясь таблицей, можно расшифровать маркировку СВ-06Х21Н7БТ, которая означает: сварочная проволока имеет 0,06% углерода, 21% хрома, а никеля – 7%; проволока легирована двумя металлами, ниобием и титаном.
Для сварки низколегированных сталей (это 90% всего металлопроката) используется проволока 08Г2С диаметром 0,6 мм. Она может применяться как в быту, так и для кузовного ремонта. К тому же, ее можно использовать на агрегатах с током до 500А. Для сваривания нержавеющих сталей используют проволоку марки Св01Х19Н9. Алюминий и медь варятся в аргонной среде, соответствующей по составу проволокой. Алюминий варят марками СВ-97, СВ-А85 и СВ-АМц. Для сварки меди применяют оснастку марок СВ-97, СВ-А85 и СВ-АМц.
Совет! Если предстоят работы полуавтоматом в полевых условиях либо на открытом воздухе, то можно использовать порошковую проволоку, которой не требуется обдув защитным газом.
Диаметр электродной проволоки подбирается в соответствии с толщиной свариваемого металла.
Правила сварки полуавтоматом
Прежде всего, приступая к работе полуавтоматом, предназначенные для соединения детали должны быть хорошо зачищены от краски и ржавчины. Также следует зачистить место, к которому будет прикреплен зажим для массы.
Как держать горелку
Удерживать горелку можно и одной рукой, но качество шва будет лучше, если использовать обе. Одна рука служит опорой, а другая удерживает горелку.
При таком способе легче контролировать угол и расстояние горелки от заготовки, а также проводить необходимые движения для формирования качественного шва. Чтобы руки оставались свободными, нужно использовать сварочную маску, которая закрепляется на голове.
Идеального угла при работе полуавтоматом не существует. Обычно для соединения заготовок, лежащих в одной плоскости, используется наклон горелки (от вертикального положения) в 15-20 градусов. Соединяя детали, находящиеся под углом друг к другу, используется наклон горелки в 45°. Каждый сварщик с приобретением опыта подбирает для себя наиболее удобный угол наклона инструмента с учетом различных ситуаций.
Движения горелкой
Для формирования качественного шва существует много способов движений горелкой.
- Для металлов толщиной 1-2 мм применяется волнисто-зигзагообразное движение. Таким образом, дуга захватывает оба листа металла и не успевает прожечь его. В результате шов получается герметичным и прочным.
- Для сваривания металлов любых толщин применяют прямой шов, исключающий какие-либо движения в сторону. Но в таком случае от оператора требуется наличие определенного опыта, чтобы при перемещении горелки дуга равномерно воздействовала на обе сопрягаемые детали.
- Если предстоят работы по металлу толщиной меньше 1 мм, то следует уменьшить силу тока и скорость подачи проволоки, а также использовать проволоку меньшего диаметра. Сварка должна происходить короткими импульсами, с паузой между ними около 1 секунды. Пауза нужна для остывания металла и сливания следующих сегментов в монолитный шов.
- Если сопрягаются длинные, тонкие детали, то сварка проводится короткими сегментами или точками, расположенными на определенном расстоянии. Также, чтобы избежать деформации деталей, можно варить поочередно, короткими сегментами, с разных концов сопрягаемого отрезка.
Совет! Чтобы варить вертикальный шов, горелка ведется сверху вниз со скоростью, достаточной для опережения расплавленного металла. Наклонять горелку следует немного вверх, чтобы сварочная ванна удерживалась теплом.
Скорость сварки
Это скорость перемещения электрической дуги вдоль места сопряжения деталей, и контролируется она оператором полуавтомата. Скорость передвижения инструмента должна соответствовать напряжению дуги, скорости подачи проволоки, толщине металла и требуемой форме шва. При высокой скорости перемещения горелки образуется много брызг, защитный газ остается в быстро застывающем шве и вызывает в нем образование пор. При медленной скорости перемещения горелки образуется излишнее воздействие электрической дуги в материал, что может прожечь его насквозь. Кроме этого, при соединении массивных деталей образуется толстый шов. На следующем рисунке показано, как выглядят швы при разной скорости перемещения горелки.
Скорость подачи газа
Подача газа должна быть достаточной, чтобы обеспечить обдув подаваемой проволоки. При слабом потоке газа не будет обеспечена защита шва от окисления. Но и при высокой скорости потока защита будет недостаточной из-за возникновения завихрений. Все эти отклонения от нормы делают шов пористым и непрочным. Поэтому очень важно добиться ровной подачи газа, чтобы поток не вызывал завихрений и в полной мере обеспечивал защиту места сварки.
Длина выхода проволоки
Проволока перед тем, как коснется металла, должна выходить из наконечника на 6-13 мм. От этого значения зависит сопротивление и температура данного отрезка электрода. Чем сильнее вылет проволоки из наконечника, тем меньшим будет размер дуги. В результате, шов получится толстым и узким, с низким проникновением в металл. Если длину выхода оснастки уменьшить, то увеличится проникновение дуги в металл, а шов станет более тонким и широким.
Совет! Для порошковой проволоки, работающей без газа, вылет должен быть в пределах 30-45 мм.
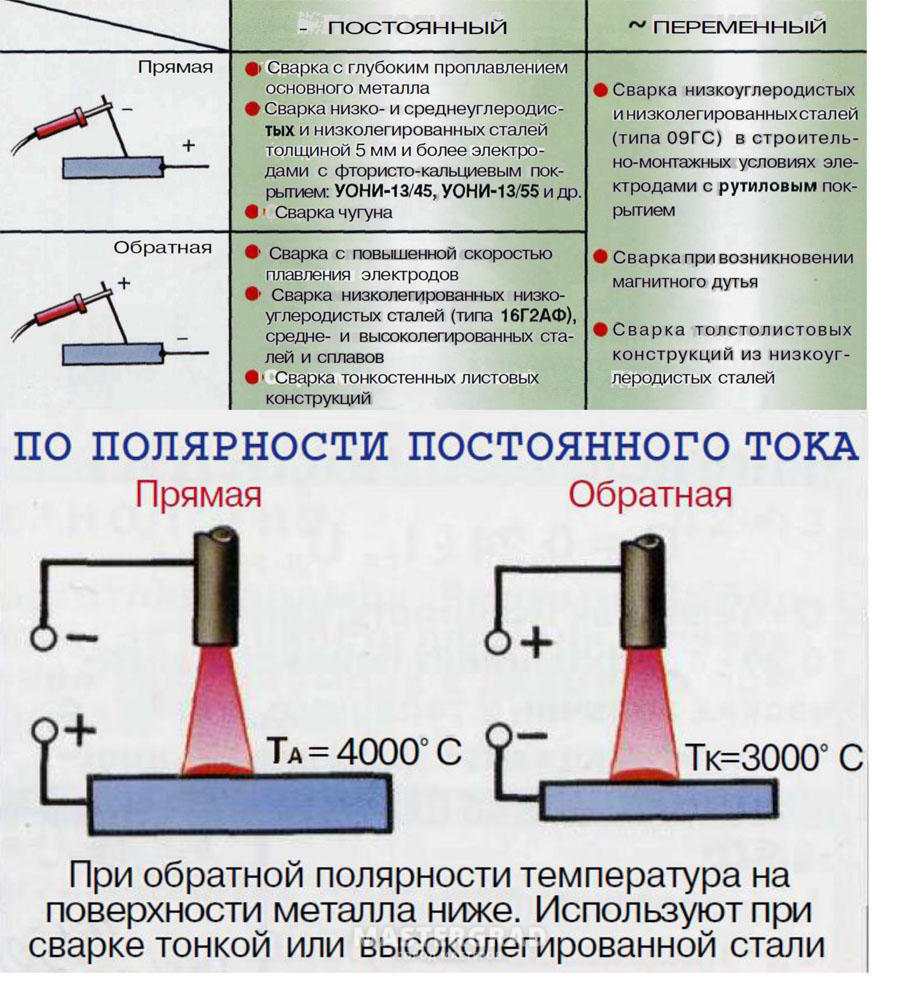
Полярность
Под полярностью в сварочном оборудовании подразумевается направление тока в его цепи. При прямой полярности на проволоку подается отрицательный заряд, а на свариваемую деталь – положительный. При обратной полярности все наоборот: проволока – плюс, а заготовка – минус.
Важно! При работе без защитного газа, порошковой проволокой, используют метод прямой полярности, а с газом – обратной полярности.
Звук при сварке
Прислушиваться к звукам сварки важно, особенно новичкам при обучении. Правильное звучание при сварке полуавтоматом напоминает звук жарящегося на сковороде мяса. Когда слышится “шипяще-жужжащий” звук, это значит, что соблюден баланс между настройками тока, скоростью подачи проволоки и газа. На изменение звука при работе аппарата может влиять:
- плохой контакт между зажимом массы и деталью;
- наличие застывших брызг на наконечнике горелки, препятствующих нормальному потоку газа;
- плохо очищенная от ржавчины или краски область сварки.
Меры безопасности при работе
При работе со сварочным оборудованием необходимо соблюдать следующие меры безопасности.
- Сварщик должен защищать все участки тела от попадания на них брызг раскаленного металла. Для этого используется спецодежда, плотно закрывающая открытые участки тела, а также защитные перчатки. Одежда должна быть из плотного материала, который может выдержать попадание раскаленных брызг. Ни в коем случае одежда не должна быть из синтетических волокон, которые при воздействии высоких температур начинают плавиться. Такой материал мгновенно прогорает, что может вызвать ожоги у сварщика.
- Поскольку при сварке образуется жесткое ультрафиолетовое излучение, то от него необходимо защищать глаза, используя маску с затемненным стеклом. Не так давно в продаже появились маски со стеклом “хамелеон”, которое затемняется при появлении яркого света. Также от ультрафиолета должны быть защищены и другие участки тела.
- Обувь должна быть закрытой, чтобы исключить попадание в нее раскаленных брызг.
- Помещение, где проводятся сварочные работы, должно иметь принудительную либо естественную вентиляцию (наличие окон, которые можно открыть). Вдыхание паров и дыма, образуемого в процессе сварки, пагубно влияет на здоровье человека.
Как варить полуавтоматом — видео, особенности
Полуавтоматическая сварка (MIG), это своеобразная эволюция ручной электродуговой сварки (MMA). Даже, несмотря на доступность MMA инверторов, для бытового использования лучше применять MIG сварку. Но, чтобы полностью оценить ее преимущества, нужно знать, как варить полуавтоматом. На самом деле, в этом нет ничего сложного.
Сварка полуавтоматом
Для сварки металла полуавтоматом, применяется специальная проволока и защитный газ. Газ подается на горелку через сварочный рукав вместе с проволокой, защищая сварочную ванну от воздействия внешней среды.
Электродная проволока выпускается в бобинах. Ее толщина:
- 0,6 мм;
- 0,8 мм;
- 1 мм;
- 1,2 мм.
Для металлов тоньше 4-х мм применятся проволока 0,6-0,8 мм, толще – 1-1,2 мм.
Защитный газ – углекислота или смесь CO2 с аргоном. Чистый углекислый газ дешевле – но шов получается хуже и от сварки получается больше брызг, чем при использовании смеси с аргоном.
Особенности сварки полуавтоматом:
- автоматическая подача сварочной проволоки – повышает скорость и качество сварки;
- варит тонкий металл – толщина заготовок начинается от 0,5 мм;
- универсальность – полуавтоматический аппарат варит сталь, нержавейку, чугун и цветные металлы;
- на готовом сварочном соединении нет шлака;
- во время сварки практически нет дыма.
С другой стороны, полуавтомат громоздкий за счет баллона с газом. Кроме того, на сильном ветру варить в газовой среде не получится – ветер будет выдувать углекислоту из под горелки.
Что нужно знать о сварке полуавтоматом
Прежде чем варить, нужно учесть тонкости работы сварочного аппарата.
Как правильно варить полуавтоматом:
- плюсовая клемма подключается к горелке, минусовая к заготовке;
- для каждого вида металла применяется специальная проволока. Например, для алюминия – алюминиевая, для нержавейки – нержавеющая и т.д.;
- сила тока и скорость подачи проволоки это взаимно связанные настройки. Чем больше ток – тем больше скорость и наоборот;
- используемый на горелке токосъемный наконечник, должен соответствовать диаметру проволоки. Эта деталь относится к расходным материалам, поэтому требует периодической замены;
- от настройки механизма подающего проволоку, зависит качество шва;
- шланг, подающий проволоку, должен быть жестким – иначе он может перегнуться и подача проволоки застопорится;
- металл тоньше 1 мм лучше сваривать точками, если не нужно получить герметичный шов. Так заготовка не перегреется и не прогорит;
- если напряжение сети, ниже номинального, например 190, а не 220 вольт – лучше применять проволоку меньшего диаметра. Например, вместо 0,8 взять 0,6 – аппарату справится с ней гораздо легче, и шов получится качественным.
- для сварки полуавтоматом без газа применяется специальная проволока, при этом плюсовая клемма подключается к заготовке.
При сварке в нижнем положении, горелка держится под углом примерно 60 градусов по отношению к заготовке. Расстояние до заготовки 5-15 мм. Горелка ведется от себя – «углом вперед».
Перед началом работы нужно откусить кончик проволоки, торчащий из горелки. На нем образуется шарик, который плохо проводит электричество – горелку будет тяжелее разжечь.
Нужно периодически чистить наконечник и сопло горелки от брызг. Если этого не делать подача проволоки станет прерывистой. Поэтому применяются специальные силиконовые аэрозоли, которые защищают поверхности от налипания – нужно брызнуть им внутрь горелки.
Общие правила сварки
Как и в любом деле, у сварки полуавтоматом, есть база, которую обязан знать сварщик.
- при сварке деталей толщиной более 3-х мм, между ними делается зазор 1-2 мм. Это нужно для полного проплавления металла. Если зазора не будет – шов получится поверхностным;
- от нагрева металл тянет, чтобы обеспечить равномерность зазора, делаются прихватки сверху и снизу заготовки. Если длина провара большая – число прихваток увеличивается;
- нужно следить за равномерным наплавлением шва на обе заготовки.
Это простые правила, которые нужно помнить.
Настройка сварочного аппарата
От правильности настройки полуавтомата зависит качество сварочного шва. Что нужно настроить:
- Силу тока.
- Скорость подачи проволоки.
- Давление газа.
В комплекте есть инструкция, в которой указаны рекомендуемые настройки для разных видов швов и пространственных положений. Их нужно воспринимать как ориентир, т.к. не существует такого эталона, который можно было бы применять на всех аппаратах. Поэтому настройки индивидуальны. Задача – получить ровное горение дуги, глубокий провар и красивый сварочный шов.
Поскольку проволока поступает в горелку вместе с углекислотой, нужно выставить давление газа. Оно делается в пределах 1-2 атмосфер.
Для настройки полуавтомата подойдут ненужные куски металла, с такой же толщиной, как и основные заготовки. Начинающий мастер не сможет сразу выставить оптимальные настройки аппарата, поэтому эксперименты нужно проводить на металле, который не жалко выкинуть. Нормальный шов – гладкий и равномерный, без прерываний и резких наплывов. Разобраться в настройках полуавтомата помогут уроки на видео в статье.
Виды сварочных швов
Разные типы сварочных швов отличаются настройками. Тип сварочного шва различается по виду соединения и пространственному положению заготовок.
По пространственному положению:
- горизонтальный;
- вертикальный;
- потолочный;
- нижний.
По типу соединения:
- в стык;
- тавровое;
- в нахлест;
- угловое.
Самые простые соединения заготовок – сварка внахлест и встык в нижнем положении.
Вертикальный шов
Чтобы полноценно пользоваться сваркой, нужно знать, как варить вертикальный шов полуавтоматом. Направление вертикального шва зависит от толщины заготовок:
- Толщина заготовок до 3-х мм – направление сверху вниз.
- Толщина более 3-х мм – направление снизу вверх.
Горелка находится под углом 45 градусов к заготовке. Как правило, требуется уменьшать сварочный ток и скорость подачи проволоки по сравнению со сваркой аналогичных заготовок в нижнем положении.
Для получения качественного шва, от сварщика требуется выдерживать 3 вещи:
- Равномерную скорость движения горелки.
- Расстояние от горелки до заготовки.
- Правильный угол.
Важно не перегревать свариваемый металл, чтобы он не стекал вниз. Остальное сделает сварочный полуавтомат.
Сварка тонкого металла
В сваривании деталей толщиной до 1 мм, нет ничего тяжелого. Даже наоборот, варить тонколистовой металл сварочным полуавтоматом не сложнее чем толстый.
Тонколистовой металл сваривается двумя способами:
- обычный – любые типы соединений;
- заклепочный – заготовки ложатся внахлест и варятся через заранее сделанные отверстия в верхнем листе.
Есть несколько правил такой сварки:
- сила тока и скорость подачи проволоки уменьшается;
- нельзя задерживать горелку на одном месте – получится либо наплыв сварочного валика, либо прожег заготовки;
- при заклепочном методе – сварка начинается с центра нижней заготовки. Если начать варить с краев верхней – металл просто зальет отверстие, т.е. хорошо заварить не получится
Если не требуется получить герметичное соединение – не нужно варить сплошным швом. Для тонких деталей, достаточно точек с промежутком 1-5 см. Процесс сварки, можно посмотреть на видео к статье.
Сварка толстых металлов
При сварке заготовок тоще 4 мм, с кромок снимаются фаски. Это делается для получения глубокого провара. Горелка ведется не по прямой линии, а с небольшими колебательными движениями. Например, зигзагообразные, спиральные, вперед-назад и т.д. Так шов получится глубже и шире.
Правила:
- между деталями делается зазор 1-2 мм;
- ширина сварочного шва должна равняться толщине заготовки (примерно), например, если варятся 2 детали, толщиной по 6 мм, шов должен зайти на каждую их них по 3 мм;
Если толщина заготовок более 5 мм, может потребоваться варить в несколько проходов. Первый шов делается по центру, второй и третий – сверху и снизу первого шва.
На практике, понять, как работать полуавтоматом не сложно. Получить приемлемые результаты можно уже на первый день обучения. Главное – не бояться экспериментировать и помнить, что настройки полуавтомата индивидуальны для каждого сварщика.
Поделись с друзьями
2
0
1
4
Как варить тонкий металл полуавтоматом. Полезная информация
Полуавтоматическая сварка металлов обычно происходит в защитной газовой среде. Благодаря этому получается прочный шов, не имеющий пор и устойчивый к коррозии. Такой метод подойдет для соединения деталей любой толщины, однако сварка тонкого металла полуавтоматом имеет ряд нюансов. Прежде чем приступить к работе, ознакомьтесь с полезной информацией.
Содержание статьи
Сварочный полуавтомат: конструкция и технология
Аппарат для полуавтоматической сварки состоит из следующих компонентов:
Технология сварки включает в себя использование защитных газов. Ацетилен, водород, пиролизный, коксовый, природные газы вытесняют собой те компоненты окружающей среды, которые могут значительно ухудшить качество соединения.
Перед началом работы выставляется сила тока, которая зависит от толщины свариваемых поверхностей, а также скорость подачи электрода и расхода защитного газа. Проверяется количество газа в баллоне, подлежащие соединению металлы очищаются от грязи, лака, краски и т.д. Затем, открутив вентиль подачи газа, можно зажигать дугу и начинать сваривание. Чтобы проволока поступила в зону сварки, достаточно нажать кнопку «пуск». В процессе расходный материал должен располагаться перпендикулярно к детали.
Что и какими методами можно сваривать полуавтоматом
сварка алюминия полуавтоматомНаиболее часто полуавтоматическая сварка применяется для сваривания листового металла – нержавеющей стали, алюминия, цветных металлов. Сварке подлежат изделия и из чугуна. Зная, как правильно варить черные металлы, можно приступать и к сварке цветных.
Без использования полуавтомата при соединении тонких металлов трудно представить услуги СТО, сборку и ремонт бытовых приборов, установку всевозможных ограждений, емкостей для сбора и нагрева воды на даче и т.д. В промышленных условиях (например, в автомобильной промышленности) полуавтоматическую сварку используют тогда, когда необходимо получить высокое качество шва.
Варить полуавтоматом машину или заменять участки поврежденных деталей можно стыковым методом, однако он требует некоторого опыта сварки. Соединение по готовым отверстиям стоит произвести там, где ставится заранее выкроенная заплатка. Сварка внахлест, при которой происходит точечное соединение поверхностей, доступна даже для новичков.
Плюсы и минусы сварки металла полуавтоматом
Полуавтоматическая сварка имеет ряд преимуществ:
- Подойдет для начинающих сварщиков.
- Нет необходимости постоянно удалять шлак из области сварного шва.
- Не требуется постоянно менять электроды.
- Металл при работе не разбрызгивается.
К минусам можно отнести:
- Невозможность использования аппарата в ветреных условиях: произойдет выдувание защитных газов из-под горелки.
- Газовый баллон делает конструкцию аппарата несколько громоздкой.
Подготовка прибора к сварке
зарядка полуавтомата проволокойПеред началом работ аппарат заправляется катушкой сварочной проволоки. С помощью механизма протяжки регулируется ее натяжение. Если посадочный диаметр катушки не соответствует, воспользуйтесь адаптером. Сняв сопло и наконечник, выведите проволоку из механизма примерно на 15 см, затем, установив детали на место, обрежьте лишнюю длину.
Установите и зафиксируйте баллон с защитным газом. Удостоверьтесь, что сеть снабжена предохранителями, режим сварки выбран правильный, тип газа соответствует типу металла, в запасе имеются контактные наконечники и подающие ролики для проволоки. Механизм готов к работе.
Как самому настроить сварочный полуавтомат, можно узнать здесь.
Как варить тонкий металл полуавтоматической сваркой
Зная, как правильно варить тонкие металлы, можно использовать сварку полуавтоматическим инвертором при ремонте автомобилей, изготовлении труб небольшого диаметра, емкостей для воды и т.д. Толщина свариваемого металла находится в пределах 0,2-4 миллиметров. Прежде всего, нужно выбрать правильную толщину электродов, поскольку электроды с толщиной более 4 мм будут гасить сварочную дугу. Чтобы она горела непрерывно, металл до 1 мм варят электродами 0,5 – 2 мм. При толщине деталей 1,5 – 2 мм электрод будет иметь диаметр 2 – 2,5 мм. Профессионалы рекомендуют варить полуавтоматом с электродами 2-3 мм.
сварочный шов, полученный при помощи полуавтоматаПроизвести сварку металла толщиной 1 мм и тоньше – довольно сложная задача, так как есть большая вероятность сквозного прожога шва. Чтобы избежать дефектов, нужно соединить металл электросваркой при помощи прихваток. Расстояние между ними должно быть 1,5 – 2 см. Затем производятся короткие швы. После каждого из них нужно выдерживать небольшую паузу, чтобы металл успел остыть. Длинное сварочное соединение можно получить, поочередно сваривая металлические поверхности. Кроме того, для охлаждения деталей используется медный или латунный лист, расположенный непосредственно за ними, а также обычный увлажненный текстиль, которым протирают поверхность между швов.
Как правильно варить металл, если вы новичок в сварке? Полуавтомат значительно упрощает работу, однако некоторые нюансы стоит все же учесть:
- необходимо правильно подобрать режим сварки.
- Соединение поверхностей происходит на пониженных токах (10-75 А).
- Скорость подачи проволоки гораздо ниже, чем при сварке толстых металлов.
- Движения горелкой должны быть равномерными, иначе не избежать наплыва сварочного валика или прожога детали.
- При точечной сварке соединять начинают с центра заготовки, расположенной снизу. Это позволяет избежать заливания металлом отверстия.
- Очистив поверхности от ржавчины, загрязнений, следов краски и обезжирив их, вы не только получите более прочный шов, но и избежите токсичных испарений. При очистке не стоит снимать большой слой металла.
- Угол между горелкой и зоной сварки должен составлять 45 градусов.
- Для получения полного провара сваривать рекомендуют с зазором.
- Присадочная проволока должна иметь продолжительный период плавления.
- Обязательно используйте защитную одежду.
- Предварительно почитайте рекомендации опытных сварщиков о том, как сварить тонкий металл.
точечный сварной шов полуавтоматомС охраной труда при сварке можно ознакомиться здесь.
Тонкий металл можно варить полуавтоматом в горизонтальном, вертикальном, потолочном, нижнем положениях. Последний способ пользуется большой популярностью. Многие начинающие сварщики задаются вопросом — как варить тонкий металл в вертикальном положении? Чтобы получить вертикальный шов, учитывают толщину свариваемого металла:
- До 3 мм. Варить полуавтоматом стоит сверху вниз.
- Более 3 мм. Сварка производится по направлению снизу вверх.
Как варить толстый металл при помощи полуавтомата
Предварительно осведомившись, какой толщины металл подлежит сварке, можно подготовить его к этому процессу по всем правилам. Сваривать толстый металл – детали с толщиной стенок более 4 мм – нужно, сняв фаску в предполагаемых местах соединения. Учтите, что можно это сделать с помощью газовой резки, но применяются также ручное и пневматическое зубила. Металлические листы с толщиной 5 – 15 мм оснащаются V-образными скосами, для деталей толщиной более 15 мм предполагается X-образный скос.
сваренный полуавтоматом толстый металлШов при соединении толстых поверхностей, особенно при тавровых соединениях, необходимо упрочнять при помощи еще двух, расположенных на верхней и нижней его кромках. Дугой необходимо не вести вдоль прямой линии, но совершать зигзагообразные или возвратно-поступательные движения. Металл шва должен заходить на поверхность изделия на ширину, равную толщине этой детали. Для получения надежного соединения чаще всего используют сварку каскадом или горкой.
При сварке толстого металла есть высокая вероятность, что повредится антикоррозийное покрытие детали. Поэтому после сварки деталь нужно обработать специальными составами. Если же она изготовлена из низколегированной стали, то не помешает предварительный подогрев. Термическая обработка размягчит изделие, подготовив его к дальнейшим работам.
Как варить толстый металл, сохранив первоначальные качества детали? Чтобы уменьшить деформацию или полностью предотвратить ее, изделия из толстого металла перед сваркой надежно фиксируются при помощи струбцин. Сделать это можно на верстаке, сборочном столе или плите из стали.
[Всего: 1 Средний: 5/5]Как варить полуавтоматом: инструкция для начинающих
На чтение 5 мин. Опубликовано
Полуавтоматическая сварка помогает быстро и надежно соединить 2 металлических заготовки. Устройство работает с деталями любой толщины, применяется в производственных и бытовых условиях. Чтобы понять, как варить полуавтоматом, нужно изучить теоретические и практические аспекты.
О технологии сварки полуавтоматом
Устройство для полуавтоматической сварки работает с газом или без, с применением специальной проволоки.
В газовой среде
Для скрепления металлических заготовок применяют несколько типов газа, например углекислый или гелий. Это объясняется невысокой стоимостью и экономичным расходом. Газы снижают окисление металла, делая шов более прочным.
При сваривании с углекислотой требуется предварительная подготовка материала – очищение от пыли, грязи, коррозии и краски. Для этого понадобится металлическая щетка или шлифовальная машина.
Применяют 3 техники сварки с газом:
- Непрерывная обработка. Электрод или горелка устанавливается на начало шва и проводится до конца.
- Точечная обработка. При таком способе элементы соединяют не сплошным швом, а пунктирной линией.
- Коротким замыканием. Применяется для соединения деталей из тонкого металла. Материал расплавляют импульсами, подаваемыми от замыкания в агрегате. Жидкий металл формирует каплю, необходимую для создания шва.
Для работы с углекислотой устанавливают функцию переменного тока. Агрегат настраивают в соответствии с видом и толщиной металла. Расход газа определяется режимом сварки. Проволока расплавляется с одинаковой скоростью. Подготовив детали, запускают подачу газа, активируют сварочную дугу.
Для этого проводят электродом по детали, нажимают на клавишу «Пуск». Качество сварочного шва зависит от следующих нюансов:
- Расстояние от электрода до заготовки. Нельзя устанавливать проволоку близко к металлу, это затрудняет обзор шва.
- Зазор между краями деталей. При толщине листа менее 1 см оставляют расстояние в 1 мм. При больших значениях зазор составляет 10%.
- Использование подложки. Этот инструмент препятствует вытеканию расплава из шва.
Пайка алюминия
С помощью полуавтомата сваривают разные металлы, в т. ч. алюминий. Однако есть тонкости, связанные со структурой материала. Поверхность покрыта тонким слом окисла, который плавится при более высокой температуре. В качестве вспомогательного газа в таком случае применяют аргон. Алюминий сразу расплавляется, поэтому под детали ставят подложку.
Заготовки соединяют плавкими электродами под воздействием постоянного тока. На дугу ставится плюсовой заряд, на металл – отрицательный. Так верхний слой расплавляется быстрее. Перед началом сварки поверхность можно очистить от оксидной пленки. Детали устанавливают в любой пространственной позиции.
С использованием проволоки
Сварку с проволокой выполняют как с применением газа, так и без него. Самый распространенный способ – использование флюса. Такой метод необходим на производственных площадках. Необходимо учитывать высокую стоимость флюса. Материал представляет собой порошок, расположенный в сердцевине проволоки. При плавлении образуется газ, защищающий шов от окисления. Дополнительной подачи вещества не происходит. Этот способ сварки полуавтоматом для начинающих имеет следующие особенности:
- Возможность использования во всех условиях. При газовой сварке качество шва ухудшается в ветреную погоду или при сквозняке.
- Сварку с проволокой не рекомендуется применять для обработки тонкого металла или низкоуглеродистой стали. Шов может трескаться или деформироваться.
- Для повышения температуры сварочной дуги используют обратную полярность.
Правила варки полуавтоматом
Чтобы научиться качественно соединять детали, нужно знать нюансы работы с аппаратом. Не менее важной считают технику безопасности. При сварке полуавтоматом соблюдают следующие правила:
- Надевают защитный костюм, маску, нейтрализующую негативное воздействие ультрафиолета на глаза.
- Делают пробный шов на черновых деталях. Это поможет правильно настроить аппарат. Перед использованием устройства изучают инструкцию.
- Во время работы делают паузы, препятствующие перегреву агрегата.
Рабочие параметры выставляют с помощью настроечных таблиц, входящих в руководство по эксплуатации устройства. Варить толстые детали при низкой силе тока не рекомендуется. Это ухудшает качество шва. Иногда соединить детали друг с другом не удается.
Силу тока устанавливают на основании того, какой толщины заготовки будут свариваться. С учетом принципа работы агрегата меняют и напряжение.
Инструкция по работе со сварочным аппаратом
Сварку металлических заготовок осуществляют так:
- Подготавливают рабочее место и детали. Подсоединяют массу к свариваемому материалу. При работе с небольшими заготовками используют металлический стол. К нему подсоединяют нужный проводник. Стол можно заменить горизонтально установленным металлическим листом, к которому подключают «нуль» сварочного агрегата.
- Выбирают величину выступа проволоки из сопла. Рекомендованное значение – 5 мм. Сильно выступающий элемент отрезают кусачками.
- Устанавливают свариваемые детали рядом друг с другом. Проводят электродом по 2 точкам. Это сделает заготовки неподвижными. При сварке внахлест используют струбцины, надежно удерживающие детали.
- Возбуждают сварочную дугу, расплавляют металл в местах соединения. Если аппарат работает нестабильно, увеличивают силу генерируемого агрегатом тока.
- Проваривают шов от одного конца к другому, плавно ведя дугу над металлом.
Какие ошибки нельзя допускать
При нарушении технологии сварки шов получается недостаточно прочным. При неправильном выборе расходного материала появляются трещины и пустоты, делающие соединение некачественным. Ошибки возникают при некорректном подборе следующих величин:
- Размер проволоки. С недостаточным значением сварочный шов получается слишком узким, с избыточным – широким. Это негативно отражается на глубине соединения.
- Сила тока. Также сказывается на глубине провара. Чем больше значение, тем глубже соединение. Это приводит к появлению отверстий, особенно при работе с тонкими изделиями. Увеличение напряжения способствует расширению шва.
- Скорость сварки. Если вести дугу вдоль стыка слишком быстро, соединение получится неглубоким. При снижении скорости работы образуются прожоги, соединение становится неравномерным. Заготовки нередко деформируются.
Дефекты возникают, если пользователь не знает, как работает полуавтомат и что нужно для качественной сварки.
Как варить металл полуавтоматом? — moyakovka.ru
Как варить полуавтоматом? При работе аппаратом, в отличие от ручной механизированной сварки, в сварочную зону осуществляется подача электрода.
При сварке полуавтоматом после подачи электрода сварщик выполняет работу вручную.Дальнейшую работу сварщик производит вручную. Электродом является специальная проволока.
Виды сварочных полуавтоматов, их преимущества и недостатки
Горелка для полуавтоматической сварки плавящимся электродом: 1 — мундштук; 2 — сменный наконечник; 3 — электродная проволока; 4 — сопло.В настоящее время выпускается большое количество полуавтоматов для сварки. Сварочным полуавтоматом выполняется варка стали, алюминия и других металлов. В заводских цехах при помощи сварочных полуавтоматов приваривают детали к металлической поверхности машин. Для этого заводские полуавтоматы снабжены боковым соплом.
В полуавтоматах в качестве электрода может быть использована алюминиевая или стальная проволока. Сварной шов приборы выполняют под защитой флюса либо в защитных газах. Есть конструкции, в которых сварной шов защищается при помощи порошковой проволоки. Полуавтоматы подразделяются на следующие виды:
- стационарные;
- переносные;
- передвижные.
Преимущества варки прибором:
- Можно сваривать металл, имеющий небольшую толщину, до 0,5 мм.
- Прибор можно применять даже для варки загрязненных или ржавых поверхностей.
- Сварка имеет невысокую стоимость трудозатрат.
- Можно осуществлять варку оцинкованных деталей проволокой из медного сплава. При этом цинковое покрытие не повреждается.
Недостатки полуавтоматической сварки:
- При варке может разбрызгиваться металл, если не будет использован защитный газ.
- Открытая дуга имеет интенсивное излучение.
Полуавтомат применяется при варке деталей автомобилей. Больше всего сварку полуавтоматом применяют при сваривании стальных и алюминиевых деталей.
В процессе работ применяют защитный газ: углекислый газ, аргон или гелий. Чаще всего применяют сварку стали в аргоне или углекислом газе.
Источником питания является постоянный обратный ток. Сварочный полуавтомат включает в себя источник питания, горелку и механизм подачи проволоки.
Основным механизмом полуавтомата является сварочная горелка. Она подает в зону работ сварочную проволоку и защитный газ.
Подающий механизм бывает трех видов:
- тянущий;
- толкающий;
- универсальный.
Вернуться к оглавлению
Как правильно варить полуавтоматом?
При сварке обязательно используйте защитный шлем.Материалы и инструменты:
- свариваемый материал;
- защитный газ или флюс;
- источник электропитания;
- защитный шлем;
- защитные перчатки;
- сварочный полуавтомат.
Перед выполнением работ нужно сделать настройку аппарата:
- Выбирают силу тока, которая зависит от толщины металла. Обычно в инструкции аппарата указывается, какая сила тока необходима для той или иной толщины металла. При малой силе тока сварка получается некачественной.
- Настраивают скорость подачи электрода. Скорость устанавливают при помощи специальных шестерен, которые входят в комплект к прибору.
- Устанавливают определенную силу тока и напряжение на источнике тока.
- Затем выполняют предварительную проверочную сварку на небольшом кусочке металла. Если сварка некачественная, проводят повторную настройку аппарата. Если полуавтомат настроен правильно, сварочный шов будет плотным, в аппарат подается необходимое количество сварочной проволоки и защитного газа.
- Регулятор подачи проволоки необходимо поставить в положение «вперед».
- Наполняют воронку флюсом или защитным газом.
- Устанавливают держатель, при этом необходимо, чтобы в сварочной зоне находился наконечник.
- Открывают заслонку воронки для защитного газа. Нажимают кнопку «пуск», при этом чиркая по месту варки. В результате этого загорается дуга и начинается процесс варки.
Вернуться к оглавлению
Сварка полуавтоматом алюминия
Аппарат подает электрод к свариваемому металлу. Всю работу сварщик должен выполнять самостоятельно.
Схема дуговой сварки алюминия.Как выполняется дуговая сварка алюминия:
- Материал необходимо варить алюминиевой проволокой. Алюминиевая проволока мягкая, образует петли, поэтому при сварке необходимо применять специальный токосъем.
- При сварке алюминия используется аргон. Он должен соответствовать необходимым параметрам. Аргон должен иметь давление, позволяющее надежно защитить сварочную ванну.
- При этом надо обеспечить такую сварку, в процессе которой не будет попадания разреженного воздуха в аппарат, которая может произойти при высокой скорости прохождения газа.
Сварщик выполняет следующую работу:
- Очищает материал, предназначенный для сваривания.
- При помощи растворителя удаляет все загрязнения.
- Выполняет проверочный шов на специальном образце.
- Сварщик должен уметь пробить окисную пленку на материале, правильно выполнять сварку металла и при этом контролировать сварочную ванну.
При соблюдении этих условий варка алюминия будет выполнена правильно.
Вернуться к оглавлению
Сварка аппаратом в углекислом газе
Сварку полуавтоматом в среде углекислого газа производят при сборке и ремонте автомобилей.
Схема сварки в углекислом газе.Преимущества варки в углекислом газе:
- Возможность сделать небольшой узкий шов позволяет приваривать мелкие детали к металлическим поверхностям машины.
- При варке повреждается небольшой узкий слой краски, что сокращает отделочные работы в дальнейшем.
- Высокая скорость подачи электрода, которая повышает производительность труда.
- Сварочный шов очень прочный, имеет высокое качество.
- Не нужно предварительно подгонять детали, которые будут сваривать.
- Сварка в углекислом газе позволяет получить сварные соединения различной толщины.
- Из всех защитных газов, используемых при сварке, углекислый газ является самым доступным.
- Выполнение работ при сварке в углекислом газе быстро осваивается сварщиком.
Вернуться к оглавлению
Сварка без использования защитного газа
Схема сварки под флюсом.Благодаря использованию защитного газа улучшается качество сварного шва.
Если сварку собираются выполнять нечасто, то баллон с углекислым газом обычно не покупают. В таком случае можно вместо защитного газа применять флюсовую или порошковую сварочную проволоку.
Проволока состоит из стальной трубки. Флюс находится внутри этой трубки. Во время сварки флюс сгорает и образует в свариваемой зоне облачко газа, которое защищает сварной шов. Сварку при этом выполняют прямым током.
Варка вертикального шва имеет свои особенности. При варке тепло перемещается кверху. Поэтому сварочный аппарат ведут по направлению вниз. Горелку наклоняют слегка кверху. Это необходимо для сохранения тепла в сварочной ванне. Передвигать аппарат нужно быстро, для того чтобы опередить перемещение раскаленного металла. При этом проволока должна находиться в передней части сварочной ванны.
Вернуться к оглавлению
Какой выбрать сварочный полуавтомат?
Перед покупкой прибора нужно:
Схема устройства сварочного полуавтомата.- Выяснить, какие характеристики имеет сеть электропитания, через которую будет осуществляться сварка.
- Выяснить, для каких работ предназначен полуавтомат.
- Сравнить различные виды приборов и выбрать тот, который по своим характеристикам соответствует назначению сварных работ.
- Тщательно освоить технологию полуавтоматической сварки.
- Обеспечить соблюдение правил по технике безопасности при выполнении сварки.
Полуавтоматическая сварка дает возможность варить металл различной толщины. Полуавтомат может сваривать любые детали автомобиля, которые находятся в кузове.
Вернуться к оглавлению
Способы сварки полуавтоматом
Существуют различные способы сварки.
Варка встык используется при неполной замене деталей. Например, варят встык при установке заплаты на крыло. При такой сварке не надо убирать фаски сбоку тонкого листа металла. Если толщина металла больше 2 мм, то фаски нужно снимать.
Перед началом работ необходимо выполнить точную подгонку деталей. При подгонке не должно быть зазоров между краями деталей. Если не будут выполнять подгонку, то это может повлечь деформацию деталей и поверхности металла, к которой их будут приваривать.
Этот способ используют для сварки деталей кузова и наружной поверхности автомобиля. Сварку встык используют в тех случаях, когда требуется высокая точность сварки. Бывает необходимо на место поврежденного участка приварить новый элемент. При этом заменяют не всю деталь, а лишь ее часть. Для этого осуществляют сварку встык сплошным швом. Затем делают зачистку. При качественной сварке после зачистки не придется выполнять шпаклевку.
Схема сварки встык.При сварке встык нужно выполнять много работ по подгонке деталей. Поэтому такую работу должен производить сварщик высокой квалификации.
Сварку встык металла, имеющего большую толщину, выполнять намного проще. При этом не нужна точная подгонка. Сварку выполняют сплошным точечным швом.
Сварка внахлест является самой распространенной. При такой сварке одну часть металла накладывают на другую. Сварка внахлест используется при варке ремонтных заплат. Такой вид сварки применяют при замене или ремонте порогов, лонжеронов, усилителей.
Сварка через отверстие является разновидностью варки внахлест. Применяется при ремонте машины. Также методом электрозаклепки можно приваривать новые детали, например крылья, пороги на силовые элементы кузова.
Существуют следующие виды сварных швов:
- точечные;
- сплошные;
- сплошные прерывистые.
Точечный шов представляет собой сварные точки, которые расположены на определенном расстоянии друг от друга. Это расстояние бывает от 1 мм до нескольких см.
Сплошной шов состоит из точек, которые находятся рядом друг с другом и заходят одна на другую. Сплошной шов используют при сваривании встык металла, имеющего различную толщину. В кузове машины такой шов не используют, так как кузов должен быть пластичным, чтобы избежать деформаций.
Сплошной шов обладает высокой прочностью, но не придает эластичность соединениям. Сплошной шов используют для создания высокой прочности сварных соединений, например, при сварке бака для воды, который устанавливают в бане или при выполнении деталей из стального профиля.
Сплошной прерывистый шов представляет собой чередование сплошных участков шва с промежутками. Расстояния сплошных участков и промежутков выбираются сварщиком в зависимости от поставленной цели. Таким швом сваривают силовые элементы кузова, изготовленные из металла большой толщины.
Вернуться к оглавлению
Металл необходимо подготовить к сварке
Перед варкой следует обязательно очистить металл.Перед варкой металл очищают от различных загрязнений, ржавчины, красителей, покрытий и смазки.
Затем детали, которые будут сваривать, необходимо совместить друг с другом без наличия зазоров. Совместить детали можно зажимами или креплением на болтах.
Затем выбирают величину сварочного тока. Он зависит от толщины металла. Если сваривают металл, имеющий небольшую толщину, сила тока составляет приблизительно 50 А.
Для того чтобы установить силу тока, необходимо сначала ознакомиться с инструкцией прибора. Если сила тока выбрана правильно, сварной шов будет качественным.
Затем выполняют пробную варку. Выполняют сварные точки на металле. Сварку выполняют в защитном шлеме и перчатках. Сначала подносят аппарат к поверхности на расстояние 4 мм. Аппарат надо держать двумя руками за рукоятку. Нажимают кнопку, при этом загорается дуга. Через 3 секунды отпускают кнопку. Получилась сварная точка. Нужно оценить ее качество.
Если сварочный ток слишком мал, то расплавленный металл не растекается должным образом, а деталь не проваривается окончательно. При таком варианте нужно увеличить силу тока и проварить еще раз. Если ток выбран правильно, то расплавленный металл растекается хорошо и сварка выполняется качественно. На противоположной стороне детали образуется капля расплавленного металла.
Если ток слишком большой, то сварная точка проседает, на обратной стороне детали повиснет капля. Если ток настолько большой, что при варке в металле прожгли дыру, то необходимо убавить ток. Пробную варку выполняют до тех пор, пока не получится правильная сварная точка. После пробных сварок можно учиться сваривать куски металла.
Вернуться к оглавлению
Какие проблемы могут возникнуть при сварке?
При выполнении сварочных работ полуавтоматом может быть неправильно выбран режим работы прибора.
Таблица определения силы тока в зависимости от толщины металла.- Если неправильно выбран сварочный ток, то возможен прожог металла. Иногда на конце электрода образуется большая капля металла и приваривается к медному наконечнику. Дальнейшая сварка становится невозможной. В этом случае нужно снять сопло и напильником запилить край наконечника. Пилить надо до тех пор, пока проволока не освободится от наконечника. После устранения проблем правильно устанавливают необходимый ток и продолжают сварку.
- Если произошла неправильная регулировка прижима проволоки в электроде, то проволока ломается на выходе из сопла. Необходимо отрегулировать прижим правильно.
- Если слишком мал расход защитного газа, то сварка становится пористой. Надо увеличить расход газа, установив правильно редуктор. В инструкциях к приборам указаны необходимые нормы.
Могут возникнуть проблемы, которые связаны с неисправностями прибора.
В аппарате может изнашиваться медный наконечник. При этом слышны щелчки, дуга горит непостоянно, сварка не происходит. Механический износ наконечника происходит из-за трения о проволоку. Также может произойти эрозия наконечника от воздействия высокой силы тока. Если наконечник пришел в негодность, его необходимо заменить.
Во время сварки иногда не получается выполнить шов необходимого качества. Если при этом сварочный ток и скорость подачи проволоки установлены правильно, то причиной данных проблем может стать пониженное напряжение в электросети.
Сварку металла полуавтоматом можно выполнять своими руками. Для этого нужно научиться основам производства сварочных работ. Большое значение имеет подготовка металла и свариваемых деталей, правильный выбор и установка необходимых параметров аппарата, выполнение пробной сварки.
https://moyakovka.ru/youtu.be/qRo-sczdXZs
Сначала нужно научиться варить полуавтоматом несложные элементы. Постепенно с приобретением опыта сварщика можно будет сваривать детали автомобиля и другую работу высокой сложности, получая при этом отличное качество сварки.
Сварка тонкого металла:
Сварка тонкого металла — проблема даже для некоторых сварщиков с опытом. Новичкам в сварном деле вообще приходится тяжело. Тут работают совсем не те правила, что при сварке толстых изделий: есть множество особенностей и сложностей из-за чего тяжелее подбирать режимы и электроды. Проще это делать со сварочными полуавтоматами, но они в быту — довольно редкое явление, гораздо чаще встречаются инверторы. Вот о сварке тонкого металла инвертором и пойдет речь.
И первая сложность при сварке металла небольшой толщины состоит в том, что сильно нагревать его нельзя: он прогорает, образуются дыры. Потому работают по принципу «чем быстрее, тем лучше» и ни о каких траекториях движения электродов речь не идет вообще. Тонколистовой металл варят проводя электрод в одном направлении — вдоль шва без каких либо отклонений.
При сваривании тонких металлов листы перегреваются и изгибаютсяВторая сложность состоит в том, что работать нужно на малых токах, а это приводят к тому, что дугу приходится делать короткую. При незначительном отрыве она просто гаснет. Могут также возникать проблемы с розжигом дуги, потому используйте аппараты с хорошей вольт-амперной характеристикой (напряжение холостого хода выше 70 В) и плавной регулировкой сварного тока, которая начинается от 10 А.
Еще одна неприятность: при сильном нагреве происходит изменение геометрии тонких листов: их выгибает волнами. От этого недостатка избавиться очень тяжело. Единственный вариант — постараться не перегревать или отвести тепло (про метод с теплоотводящими прокладками читайте ниже).
При сварке встык тонких листов металла, их кромки тщательно обрабатывают и зачищают. Наличие загрязнений и ржавчины сделает сварку еще более проблематичной. Потому тщательно все выровняйте и зачистите. Располагают листы очень близко один к другому — без зазора. Детали фиксируют струбцинами, прижимами и другими приспособлениями. Потом детали прихватывают через каждые 7-10 см короткими швами — прихватками. Они не дадут деталям сместиться и их с меньшей вероятностью погнет.
Если хорошо зачистить кромки, может получится хороший шовКак варить тонкий металл инвертором
Сварочные аппараты, выдающие постоянный ток хороши тем, что мы можем варить на обратной полярности. Для этого к «+» подключаем кабель с держателем электрода, а «-» цепляем к детали. При таком подключении больше греется электрод, а металл прогревается минимально.
О том, как выбрать сварочный инвертор для дома или дачи читайте тут.
Варить необходимо с использованием самых тонких электродов: от 1,5 мм до 2 мм. При этом выбирать нужно с высоким коэффициентом расплавления: тогда даже при малых токах шов будет качественным. Ток выставляется маленький. Для электродов размером 1,5 мм он должен быть порядка 30-45 ампер, для «двойки» — 40-60 ампер. Реально ставят иногда и ниже: важно чтобы вы смогли работать.
| Толщина металла, мм | 0,5 мм | 1,0 мм | 1,5 мм | 2,0 мм | 2,5 мм |
|---|---|---|---|---|---|
| Диаметр электрода, мм | 1,0 мм | 1,6 мм — 2 мм | 2 мм | 2,0 мм — 2,5 мм | 3 мм |
| Сила тока, А | 10-20 ампер | 30-35 ампер | 35-45 мм | 50-65 мм | 65-100 мм |
Чтобы металл меньше нагревался, детали ставят в вертикальном или хотя-бы наклонном направлении. Тогда варят сверху-вниз, двигая кончик электрода строго в этом направлении (не отклоняя и не возвращая). Угол наклона — углом вперед, при этом его величина 30-40°. Так прогрев металла будет минимальным, а это для сварки тонких металлов — одна из самых важных задач.
Положения электрода при сварке и их использованиеОбщая рекомендация по выбору электродов для сварки тонких металлов: купите для такой работы качественные импортные электроды. Проблем будет в разы меньше.
Об изготовлении сарая на металлическом каркасе читайте тут.
Техники и методы сварки тонких листов металлов
Иногда тонкие листы нужно сваривать под углом. В этом случае удобнее использовать метод отбортовки: кромки листа отгибают на необходимый угол, скрепляют короткими поперечными швами через каждые 5-10 см. После сваривают как говорилось выше: непрерывным швом сверху-вниз.
В видео показано, как варить тонкий листовой металл электродом при помощи сварочного инвертора. Используется метод отбортовки: края деталей отгибаются, потом прихватываются в нескольких местах короткими швами. После идет сварка тонким электродом толщиной 2 мм.
Не всегда получается при сварке без отрыва избежать прожога. Тогда можно попробовать отрывать на несколько мгновений дугу, а затем снова опускать электрод в то же место и продвигать его еще на несколько миллиметров. Так, отрывая и возвращая дугу, и варить. При таком методе получается, что металл за время отрыва дуги успевает остывать. На видео вы увидите, как изменяется цвет места сварки после того, как электрод убрали. Главное — не дать металлу остыть лишком сильно.
Сварка тонкого металла с отрывом дуги продемонстрирована в первой части видео. Способ стыковки — внахлест (одна деталь перекрывается второй на 1-3 см), используется электрод с рутиловым покрытием (для конструкционных и низколегированных сталей). Затем показана сварка нержавейки нержавеющим электродом с основной обмазкой, и в завершение тем же электродом из нержавейки проварен стык черного металла. Шов, кстати, получился более качественным, чем при использовании рекомендованных электродов.
О выборе электродов для сварки инверторным аппаратом читайте тут.
Если при сварке тонкого металла не требуется создание непрерывного шва, используют точечный шов. При таком способе сварки небольшого размера прихватки находятся на небольшом расстоянии один возле другого. Такой способ называется прерывистым швом.
Так выглядит прерывистый шов на тонком металлеВообще варить сваркой тонкое железо встык сложно. Внахлест проще: не так перегревается детали и меньше шансов, что все «поведет».
О типах сварных швов и соединений читайте тут.
При электросварке тонкого металла встык можно между листами проложить тонкую проволоку диаметром 2,5-3,5 мм (можно оббить обмазку на поврежденных электродах и использовать их). Ее располагают так, чтобы с лицевой стороны она была вровень с поверхностью металла, а с изнаночной выступала почти на половину диаметра. При сварке дугу ведут по этой проволоке. Она и принимает основную термическую нагрузку, а свариваемые листы металла прогреваются периферийными токами. При этом они не перегреваются, их не коробит, шов получается ровный, без признаков перегрева. После удаления проволоки с трудом удается рассмотреть следы того, что она присутствовала.
Так выглядит шов при сварке тонкого металла встык с проложенной снизу термоотводящей проволокойЕще один способ — под место стыка положить пластины меди. Медь имеет очень высокую теплопроводность — в 7-8 раз выше, чем у стали. Уложенная под место сварки она значительную часть тепла отбирает, не допуская перегрева металла. Этот метод сварки тонких металлов называют «с теплоотводящими подкладками».
Как сварить беседку из металла читайте тут. Возможно, вам будет интересно прочесть как сделать мангал из газового баллона или металла? Вещь нужная и для освоения сварки подходящая.
Сварка оцинковки
Оцинкованная сталь — та же тонкая листовая, только покрытая слоем цинка. Если вам необходимо сварить ее, на кромках под сварку придется это покрытие удалить полностью, до чистой стали. Есть несколько способов. Первый — снять механически: абразивным кругом на болгарке или шлифмашинке, наждачной бумагой и металлической щеткой. Есть еще способ — выжечь сваркой. В этом случае дважды проходят электродом проходят вдоль шва. При этом идет испарение цинка (он испаряется при 900°C), а его пары очень ядовиты. Так что эти работы проводить можно или на улице, или если на рабочем месте есть вытяжка. После каждого прохода нужно сбивать флюс.
Сварку оцинковки лучше проводить на открытом воздухе: испаряющийся цинк очень вреденПосле полного удаления цинка начинается собственно сварка. При сварке оцинкованных труб для получения хорошего шва нужны будут два прохода разными электродами. Первый шов варят электродами с рутиловым покрытием например, МР-3, АНО-4, ОЗС-4. При этом колебания имеют очень небольшую амплитуду. Верхний шов — облицовочный делать шире. Он примерно равен трем диаметрам электрода. Тут важно не спешить и хорошо проваривать. Этот проход используют электроды с основным покрытием (например,УОНИ-13/55, УОНИ-13/45, ДСК-50).
Подробнее о выборе электродов для инверторной сварки читайте тут.
Урок 2 — Общие процессы электродуговой сварки
Урок 2 — Общие процессы электродуговой сварки © АВТОРСКИЕ ПРАВА 1998 УРОК ГРУППЫ ЭСАБ ИНК. II проволока, сварочная ванна и площадь в зоне дуги защищены от атмосферы газообразным щит.Для защиты используются инертные газы, химически активные газы и газовые смеси. Металл Режим передачи зависит от выбора защитного газа и уровня сварочного тока. Рисунок 9 — это набросок процесса, показывающий основные особенности. ФИГУРА 9 СВАРОЧНЫЙ ПРОВОД СВАРОЧНЫЙ КАБЕЛЬ ЗАЩИТНЫЙ ГАЗ КОНТАКТ ГАЗОВОГО ФОРСУНКА НАКОНЕЧНИК РАБОЧЕЙ ЧАСТИ СВАРКА РАСПЛАВЛЕННЫМ БАССЕЙНОМ МЕТАЛЛИЧЕСКАЯ ДУГА ГАЗОВЫЙ ЭКРАН ТВЕРДЫЙ ПРОВОДНОЙ ЭЛЕКТРОД НАПРАВЛЕНИЕ ПУТЕШЕСТВИЯ ГАЗОВАЯ ДУГОВАЯ СВАРКА МЕТАЛЛА 2.4.0.1 Газ металлическая дуговая сварка — это универсальный процесс, который можно использовать для сварки широкого множество металлов, включая углерод стали, низколегированные стали, нержавеющие стали, алюминиевые сплавы, магний, медь и медные сплавы, и никелевые сплавы. Его можно использовать для сварки листового металла или относительно тяжелые секции. Сварные швы может быть выполнен во всех положениях, и процесс может быть использован для полуавтомата или автомата сварка. При полуавтоматической сварке скорость подачи проволоки напряжение, сила тока и расход газа предварительно устанавливаются на контрольном оборудовании.В оператор нуждается просто направить сварочный пистолет вдоль стыка с постоянной скоростью и удерживать относительно постоянный длина дуги. При автоматической сварке пистолет устанавливается на ходовой тележке. что движется шарнир или пистолет может быть неподвижен, а деталь движется или вращается под Это. 2.4.0.2 Практически все GMAW выполняются с использованием DCEP (электрод положительный). Эта полярность обеспечивает глубокое проплавление, стабильная дуга и низкий уровень разбрызгивания.Небольшое количество Сварка GMAW — это сделано с DCEN, и хотя скорость плавления электрода высока, дуга неустойчивый. Чередование ток не используется для газовой дуговой сварки металла. 2.4.1 Текущий Плотность — Чтобы понять, почему газовая дуговая сварка металла может наплавить сварной шов металл в быстром темпе, необходимо что следует понимать термин «плотность тока». Рисунок 10. показан электрод с покрытием 1/4 дюйма и Проволока диаметром 1/16 дюйма, нарисованная в масштабе. несущий 400 ампер.Уведомление что площадь провода 1/16 дюйма составляет всего 1/16 площади сердечника провода покрытого электрода. Мы можем говорят, что плотность тока у провода 1/16 дюйма в 16 раз большеДуговая сварка под флюсом (SAW) — Weld Guru
Дуговая сварка под флюсом (SAW) — это процесс, в котором соединение металлов производится дугой или дугой между неизолированным металлическим электродом или электродами и изделием.
Дуга защищена слоем гранулированного плавкого материала на рабочем месте.
Давление не используется.
Компоненты оборудования для сварки под флюсом, необходимые для сварки под флюсом, показаны на рисунке 10-59.
Оборудование состоит из сварочного аппарата или источника питания, механизма подачи проволоки и системы управления, сварочной горелки для автоматической сварки или сварочного пистолета и кабельной сборки для полуавтоматической сварки, бункера для флюса и механизма подачи, обычно системы восстановления флюса, и механизм передвижения для автоматической сварки.
Источник питания для дуговой сварки под флюсом должен быть рассчитан на 100-процентный рабочий цикл, поскольку операции сварки под флюсом являются непрерывными, а продолжительность сварки может превышать 10 минут.
Если используется источник питания с 60-процентным рабочим циклом, его номинальные характеристики должны быть снижены в соответствии с кривой рабочего цикла для 100-процентной работы.
При использовании постоянного тока переменного или постоянного тока необходимо использовать систему подачи проволоки с чувствительным к напряжению электродом.
При использовании постоянного напряжения используется более простая система подачи проволоки с фиксированной скоростью. Система CV используется только с постоянным током.
Используются как генераторные, так и трансформаторно-выпрямительные источники питания, но выпрямительные машины более популярны.
Сварочные аппараты для дуговой сварки под флюсом мощностью от 300 до 1500 ампер.
Их можно подключать параллельно для обеспечения дополнительной мощности для сильноточных приложений.
Электропитание постоянного тока используется для полуавтоматических применений, но питание от переменного тока используется в основном с машиной или автоматическим методом.
Для систем с несколькими электродами требуются специальные типы цепей, особенно когда используется переменный ток.
Для полуавтоматического применения сварочная горелка и кабельная сборка используются для передачи электрода и тока, а также для обеспечения потока на дуге.
Небольшой бункер для флюса прикреплен к концу кабельной сборки.
Электродная проволока подается через дно этого флюсового бункера через наконечник датчика тока к дуге.
Подача флюса из бункера в зону сварки осуществляется самотеком.
Количество подаваемого флюса зависит от того, насколько высоко расположен пистолет над изделием.
Бункерный пистолет может включать пусковой переключатель для инициирования сварки или может использовать «горячий» электрод, чтобы при прикосновении электрода к изделию подача начиналась автоматически.
Для автоматической сварки горелка присоединяется к двигателю механизма подачи проволоки и включает наконечники датчиков тока для передачи сварочного тока на электродную проволоку.
Бункер флюса обычно прикрепляется к горелке и может иметь клапаны с магнитным приводом, которые могут открываться или закрываться системой управления.
Другое оборудование, которое иногда используется, может включать в себя передвижную тележку, которая может быть простым трактором или сложным движущимся специализированным приспособлением. Блок рекуперации флюса обычно используется для сбора неиспользованного флюса подводной дуги и возврата его в питающий бункер.
Система для дуговой сварки под флюсом может стать довольно сложной из-за включения дополнительных устройств, таких как толкатели для швов, ткацкие станки и рабочие вездеходы.
Схема сварки под флюсом
Рисунок 10-59. Блок-схема оборудования для сварки под флюсом.Преимущества SAW
Основными преимуществами процесса сварки под флюсом или под флюсом являются:
- сварной металл высокого качества.
- чрезвычайно высокая скорость и производительность наплавки
- гладкий, однородный сварной шов без брызг.
- мало или совсем нет дыма.
- нет дуги, поэтому необходимость в защитной одежде минимальна.
- высокий коэффициент использования электродной проволоки.
- простая автоматизация для высокого оператора.
- в норме, никаких манипулятивных навыков не задействовано.
Основные области применения SAW
Процесс под флюсом широко используется при производстве толстолистовой стали. Сюда входит сварка:
- фасонный профиль
- Продольный шов трубы большего диаметра
- производство деталей машин для всех видов тяжелой промышленности,
- производство сосудов и резервуаров для давления и хранения использовать
Он широко используется в судостроении для сращивания и изготовления узлов, а также во многих других отраслях промышленности, где используется сталь средней и большой толщины.
Также применяется для наплавочных и наплавочных работ, технического обслуживания и ремонта.
При сварке под флюсом флюс и проволока разделены. И то и другое влияет на свойства сварного шва, что требует от инженера выбора оптимальной комбинации для каждого проекта.Ограничения процесса
Основным ограничением сварки под флюсом является ограничение положения при сварке. Другое ограничение заключается в том, что он в основном используется только для сварки мягких и низколегированных высокопрочных сталей.
Высокая погонная энергия и цикл медленного охлаждения могут быть проблемой при сварке закаленной и отпущенной стали.При использовании дуговой сварки под флюсом необходимо строго соблюдать ограничение тепловложения для рассматриваемой стали.
Это может потребовать выполнения многопроходных сварных швов, когда однопроходный сварной шов приемлем для низкоуглеродистой стали. В некоторых случаях экономические преимущества могут быть снижены до такой степени, что следует рассматривать дуговую сварку порошковой проволокой или какой-либо другой процесс.
При полуавтоматической сварке под флюсом невозможность видеть дугу и лужу может быть недостатком для достижения корня шва с разделкой кромок и правильного заполнения или калибровки.
Демонстрация процесса сварки пилой.Принципы работы
Процесс
Процесс сварки под флюсом показан на рисунке 10-60. Он использует тепло дуги между непрерывно подаваемым электродом и изделием.
Рисунок 10-60: Схема процесса сварки под флюсомТепло дуги плавит поверхность основного металла и конец электрода. Металл, расплавленный с электрода, переносится через дугу к заготовке, где он становится наплавленным металлом сварного шва.
Экранирование достигается за счет слоя гранулированного флюса, который накладывается непосредственно на область сварного шва. Флюс, близкий к дуге, плавится и смешивается с расплавленным металлом сварного шва, помогая очищать и укреплять его.
Флюс образует стеклоподобный шлак, который легче по весу, чем наплавленный металл шва, и плавает на поверхности в качестве защитного покрытия.
Сварной шов погружается под этот слой флюса и шлака, отсюда и название сварка под флюсом. Флюс и шлак обычно покрывают дугу, так что ее не видно.
Нерасплавленную часть флюса можно использовать повторно. Электрод вводится в дугу автоматически из катушки. Дуга поддерживается автоматически.
Путешествие может быть ручным или машинным. Дуга возникает при запуске с плавким предохранителем или системой реверсирования или возврата.
Нормальный метод применения и возможности положения
Самый популярный метод нанесения SAW — это машинный метод, при котором оператор контролирует сварку.
На втором месте по популярности находится автоматический метод, при котором сварка осуществляется нажатием кнопки.Процесс может применяться полуавтоматически; однако этот способ нанесения не слишком популярен.
Этот процесс нельзя применить вручную, потому что сварщик не может контролировать невидимую дугу. Процесс дуговой сварки под флюсом — это сварочный процесс с ограниченными позициями.
Позиции сварки ограничены, потому что большая ванна расплавленного металла и шлака очень текучие и имеют тенденцию вытекать из стыка. Сварку можно легко выполнять как в горизонтальном, так и в горизонтальном положении.
В соответствии со специальными контролируемыми процедурами, можно выполнять сварку в горизонтальном положении, иногда называемом сваркой на 3 часа.
Для этого требуются специальные устройства для удержания флюса, чтобы расплавленный шлак и металл шва не могли уйти. Процесс нельзя использовать в вертикальном или верхнем положении.
Металлы свариваемые и диапазон толщины
Сварка под флюсом применяется для сварки низко- и среднеуглеродистых сталей, низколегированных высокопрочных сталей, закаленных и отпущенных сталей и многих нержавеющих сталей.
Экспериментально он использовался для сварки некоторых медных сплавов, никелевых сплавов и даже урана.
Металл толщиной от 1/16 до 1/2 дюйма (от 1,6 до 12,7 мм) можно сваривать без подготовки кромок. С подготовкой кромок можно выполнять сварные швы за один проход на материале от 1/4 до 1 дюйма (от 6,4 до 25,4 мм).
При использовании многопроходной техники максимальная толщина практически не ограничена. Эта информация обобщена в таблице 10-22. Горизонтальные угловые швы можно выполнять до 3/8 дюйма.(9,5 мм) за один проход и в плоском положении можно выполнять угловые швы размером до 1 дюйма (25 мм).
Совместное проектирование
Хотя в процессе дуговой сварки под флюсом могут использоваться те же детали конструкции соединения, что и в процессе дуговой сварки защищенным металлом, для максимального использования и эффективности дуговой сварки под флюсом предлагаются другие детали соединения. Для сварных швов с канавкой можно использовать конструкцию с квадратными канавками толщиной до 5/8 дюйма (16 мм).
При превышении этой толщины требуются фаски.Используются открытые корни, но необходимы подкладки, так как расплавленный металл будет проходить через стык.
При сварке более толстого металла, если используется достаточно большая поверхность основания, опорный стержень может быть удален. Однако для обеспечения полного проплавления при сварке с одной стороны рекомендуется использовать подкладные стержни. Там, где доступны обе стороны, можно сделать подкладочный сварной шов, который вплавится в исходный сварной шов, чтобы обеспечить полное проплавление.
Сварочная цепь и ток
При сварке под флюсом или под флюсом в качестве сварочной мощности используется постоянный или переменный ток.Постоянный ток используется в большинстве приложений, в которых используется одиночная дуга. Используются как положительный электрод постоянного тока (DCEP), так и отрицательный электрод (DCEN).
Источник постоянного напряжения постоянного напряжения более популярен для дуговой сварки под флюсом с использованием электродной проволоки диаметром 3,2 мм и меньшего диаметра.
Система постоянного тока обычно используется для сварки электродной проволокой диаметром 5/3 2 дюйма (4 мм) и большего диаметра. Схема управления мощностью CC более сложна, поскольку она пытается дублировать действия сварщика, чтобы сохранить определенную длину дуги.Система подачи проволоки должна определять напряжение на дуге и подавать электродную проволоку в дугу, чтобы поддерживать это напряжение. При изменении условий подача проволоки должна замедляться или увеличиваться, чтобы поддерживать заданное напряжение на дуге. Это усложняет систему управления. Система не может реагировать мгновенно. Запуск дуги более сложен с системой постоянного тока, так как она требует использования реверсивной системы, чтобы зажигать дугу, отводить и затем поддерживать заданное напряжение дуги.
Для сварки SAW на переменном токе всегда используется постоянный ток. Когда системы с несколькими электродными проводами используются как с дугой переменного, так и с постоянным током, используется система постоянного тока. Однако система постоянного напряжения может применяться, когда два провода подводятся к дуге, питаемой от одного источника питания. Сварочный ток для дуговой сварки под флюсом может варьироваться от 50 до 2000 ампер. Чаще всего сварка под флюсом выполняется в диапазоне от 200 до 1200 ампер.
Скорость наплавки и качество сварки
Скорость наплавки при дуговой сварке под флюсом выше, чем при любой другой дуговой сварке.Скорость наплавки отдельных электродов показана на рисунке 10-62. Скорость наплавки при сварке под флюсом определяется как минимум четырьмя факторами: полярность, большой вылет, добавки во флюсе и дополнительные электроды. Скорость осаждения является самой высокой для отрицательного электрода постоянного тока (DCEN). Скорость осаждения для переменного тока находится между DCEP и DCEN. Полярность максимального тепла — отрицательный полюс.
Скорость наплавки при любом сварочном токе можно увеличить, увеличив «вылет».”Это расстояние от точки, где ток вводится в электрод, до дуги. При использовании «длинного вылета» степень проникновения уменьшается. Скорость наплавки может быть увеличена за счет добавок металла во флюс под флюсом. Дополнительные электроды можно использовать для увеличения общей скорости осаждения.
Качество наплавленного металла шва, наплавленного дуговой сваркой под флюсом, высокое. Прочность и пластичность металла сварного шва превышают таковые у низкоуглеродистой стали или низколегированного основного материала, когда используется правильное сочетание электродной проволоки и флюса под флюсом.Когда сварка под флюсом выполняется машиной или автоматически, человеческий фактор, присущий процессам ручной сварки, исключается. Сварной шов будет более однородным и без неровностей. Как правило, размер сварного шва за проход намного больше при дуговой сварке под флюсом, чем при любом другом процессе дуговой сварки. Подвод тепла выше, а скорость охлаждения ниже. По этой причине газам дается больше времени для выхода. Кроме того, поскольку плотность шлака под флюсом ниже плотности металла сварного шва, он будет всплывать в верхнюю часть сварного шва.Однородность и последовательность — преимущества этого процесса при автоматическом применении.
При использовании полуавтоматического метода нанесения может возникнуть ряд проблем. Электродная проволока может искривляться на выходе из сопла сварочной горелки. Эта кривизна может привести к возникновению дуги в месте, не ожидаемом сварщиком. При сварке в достаточно глубоких канавках кривизна может привести к тому, что дуга будет приходиться к одной стороне сварного соединения, а не к основанию. Это приведет к неполному сращиванию корней.Флюс останется у основания сварного шва. Другая проблема, связанная с полуавтоматической сваркой, заключается в том, что сварная канавка полностью заполняется или сохраняется точный размер, поскольку сварной шов скрыт и не может быть замечен во время его выполнения. Для этого нужно сделать дополнительный проход. В некоторых случаях получается слишком много сварного шва. Вариации раскрытия корня влияют на скорость движения. Если скорость движения одинакова, сварной шов может быть недостаточно или переполнен на разных участках. Высокая квалификация оператора решит эту проблему.
Есть еще одна проблема качества, связанная с очень большими наплавками за один проход.Когда эти большие сварные швы затвердевают, все примеси в расплавленном основном металле и в металле сварного шва собираются в последней точке замерзания, которая является центральной линией сварного шва. Если в этом месте будет достаточно сдерживания и собрано достаточно примесей, может произойти растрескивание по средней линии. Это может произойти при выполнении больших однопроходных плоских угловых сварных швов, если основные металлические пластины расположены под углом 45º от плоскости. Простое решение — избегать размещения деталей под истинным углом 45 °. Ее следует изменять примерно на 10º, чтобы корень шва не совпадал с центральной линией углового шва.Другое решение — сделать несколько проходов, а не пытаться сделать большой сварной шов за один проход.
Другая проблема качества связана с твердостью наплавленного металла шва. Чрезмерно твердые отложения сварного шва способствуют растрескиванию сварного шва во время изготовления или во время эксплуатации. Рекомендуется максимальный уровень твердости 225 по Бринеллю. Причиной твердого сварного шва углеродистых и низколегированных сталей является слишком быстрое охлаждение, недостаточная обработка после сварки или чрезмерное поглощение сплава металлом шва.Чрезмерное поглощение сплава связано с выбором электрода со слишком большим количеством сплава, выбором флюса, который вводит слишком много сплава в сварной шов, или использованием слишком высоких сварочных напряжений.
При автоматической и машинной сварке дефекты могут возникать в начале или в конце шва. Лучшее решение — использовать вкладки биения, чтобы запуски и остановки находились на вкладках, а не на продукте.
Графики сварки
Процесс дуговой сварки под флюсом, применяемый машиной или полностью автоматически, должен выполняться в соответствии с графиками сварочных работ.Все сварные швы, выполненные с помощью этой процедуры, должны пройти аттестацию и испытания, предполагая, что были выбраны правильный электрод и флюс. Если графики отличаются более чем на 10 процентов, следует провести квалификационные испытания для определения качества сварки.
Сварочные параметры
Параметры сварки для дуговой сварки под флюсом аналогичны другим процессам дуговой сварки, за некоторыми исключениями.
При дуговой сварке под флюсом тип электрода и тип флюса обычно зависит от механических свойств, требуемых сварным швом.Размер электрода зависит от размера сварного шва и тока, рекомендованного для конкретного соединения. Это также необходимо учитывать при определении количества проходов или валиков для конкретного соединения. Сварные швы одного и того же размера могут выполняться за несколько или несколько проходов, в зависимости от желаемой металлургии металла шва. За несколько проходов обычно получается более качественный сварной металл. Полярность устанавливается изначально и зависит от того, требуется ли максимальное проникновение или максимальная скорость наплавки.
Основные переменные, влияющие на сварку, включают подвод тепла и включают сварочный ток, напряжение дуги и скорость перемещения.Сварочный ток — это самое главное. Для однопроходных сварных швов сила тока должна быть достаточной для желаемого проплавления без прожога. Чем выше сила тока, тем глубже проникновение. При многопроходной работе ток должен быть подходящим для получения сварного шва того размера, который ожидается при каждом проходе. Сварочный ток следует выбирать исходя из размера электрода. Чем выше сварочный ток, тем выше скорость плавления (скорость наплавки).
Напряжение дуги изменяется в более узких пределах, чем сварочный ток.Это влияет на ширину и форму борта. Более высокое напряжение приведет к тому, что борт будет шире и ровнее. Следует избегать чрезмерно высокого напряжения дуги, так как это может вызвать растрескивание. Это связано с тем, что чрезмерное количество флюса расплавляется, и избыточные раскислители могут быть перенесены в наплавленный слой, снижая его пластичность. Более высокое напряжение дуги также увеличивает количество потребляемого магнитного потока. Низкое напряжение дуги создает более жесткую дугу, которая улучшает проплавление, особенно в нижней части глубоких канавок.Если напряжение слишком низкое, получится очень узкий валик. У него будет высокий венец, и удалить шлак будет сложно.
Скорость движения влияет как на ширину борта, так и на глубину проникновения. Более высокие скорости движения позволяют получить более узкие валики с меньшим проникновением. Это может быть преимуществом при сварке листового металла, когда требуются небольшие валики и минимальное проплавление. Однако при слишком высоких скоростях возникает тенденция к образованию подрезов и пористости, поскольку сварной шов застывает быстрее. Если скорость движения слишком низкая, электрод слишком долго остается в сварочной ванне.Это создает плохую форму валика и может вызвать чрезмерное разбрызгивание и вспышку через слой флюса.
Вторичные переменные включают угол электрода к изделию, угол самой работы, толщину слоя флюса и расстояние между наконечником датчика тока и дугой. Этот последний фактор, называемый «вылетом» электрода, оказывает значительное влияние на сварной шов. Обычно расстояние между контактным наконечником и деталью составляет от 1 до 1-1 / 2 дюйма (от 25 до 38 мм). Если вылет увеличивается сверх этого значения, это вызовет предварительный нагрев электродной проволоки, что значительно увеличит скорость наплавки.По мере увеличения вылета уменьшается проникновение в основной металл. Этому фактору необходимо уделить серьезное внимание, потому что в некоторых ситуациях требуется проникновение.
Также необходимо учитывать глубину слоя флюса. Если он слишком тонкий, то в потоке или вспышке дуги будет слишком много дуги. Это также может вызвать пористость. Если глубина флюса слишком велика, сварной шов может быть узким и выпуклым. Слишком большое количество мелких частиц во флюсе может вызвать точечную коррозию на поверхности, поскольку газы, образующиеся в сварном шве, могут не выйти.Иногда их называют следами клюва на поверхности борта.
Советы по использованию процесса
Одно из основных применений дуговой сварки под флюсом — это круговые сварные швы, при которых детали вращаются под неподвижной головкой. Эти сварные швы могут быть выполнены по внутреннему или внешнему диаметру. При дуговой сварке под флюсом образуется большая сварочная лужа и расплавленный шлак, который имеет тенденцию течь. Это означает, что на наружных диаметрах электрод должен располагаться перед крайним верхом или положением на 12 часов, чтобы металл сварного шва начал затвердевать до того, как начнется наклон вниз.Это становится еще большей проблемой, когда диаметр свариваемой детали становится меньше. Неправильное положение электрода увеличивает вероятность улавливания шлака или плохой поверхности сварного шва. Также следует изменить угол наклона электрода и направить его в направлении движения вращающейся части. Когда сварка выполняется по внутренней окружности, электрод следует наклонить так, чтобы он находился впереди центра нижней части или в положении «6 часов».
Иногда свариваемая деталь имеет уклон вниз или вверх, чтобы обеспечить различные типы контуров сварных швов.Если работа идет под уклоном, борт будет иметь меньшую глубину проникновения и будет шире. Если сварной шов идет вверх с уклоном, валик будет иметь более глубокий провар и будет уже. Это основано на том, что все остальные факторы остаются неизменными.
Сварочный шов будет отличаться в зависимости от угла наклона электрода по отношению к работе, когда работа выровнена. Это угол перемещения, который может быть углом сопротивления или толкания. Он оказывает определенное влияние на контур валика и проплавление металла шва.
Односторонняя сварка с полным проваром корня может быть получена дуговой сваркой под флюсом.Если сварное соединение спроектировано с плотным отверстием в корне и довольно большой поверхностью корня, следует использовать высокий ток и положительный электрод. Если соединение спроектировано с корневым отверстием и минимальной поверхностью основания, необходимо использовать опорный стержень, поскольку нет ничего, что могло бы поддерживать расплавленный металл сварного шва. Расплавленный флюс очень жидкий и будет проходить через узкие отверстия. Если это произойдет, металл шва последует за ним, и сварной шов прожигет соединение. Опорные стержни необходимы всякий раз, когда есть отверстие в корне и минимальная поверхность корня.
Медные подкладки используются при сварке тонкой стали. Без подкладных стержней сварной шов будет иметь тенденцию плавиться, и металл шва будет выпадать из стыка. Опорная планка удерживает металл сварного шва на месте, пока он не затвердеет. Медные опорные стержни могут охлаждаться водой, чтобы избежать возможности плавления и захвата меди в металле сварного шва. Для более толстых материалов основа может быть флюсом под флюсом или флюсом другого специального типа.
Варианты процесса SAW
Существует множество разновидностей процесса, которые дают дополнительные возможности дуговой сварке под флюсом.Некоторые из наиболее популярных вариантов:
- Двухпроводные системы — один источник питания.
- Двухпроводные системы — отдельный источник питания.
- Трехпроводные системы — отдельный источник питания.
- Ленточный электрод для наплавки.
- Добавки порошка железа во флюс.
- Сварка с длинным вылетом.
- Электрически «холодная» присадочная проволока.
Многопроволочные системы
Многопроволочные системы обладают преимуществами, поскольку скорость наплавки и скорость перемещения могут быть улучшены за счет использования большего количества электродов.На рис. 10-68 показаны два метода использования двух электродов: один с одним источником питания, а другой с двумя источниками питания. При использовании одного источника питания одни и те же приводные ролики используются для подачи обоих электродов в сварной шов. При использовании двух источников питания необходимо использовать отдельные механизмы подачи проволоки для обеспечения электрической изоляции между двумя электродами. С двумя электродами и отдельным источником питания можно использовать разные полярности на двух электродах или использовать переменный ток на одном и постоянный ток на другом.Электроды можно размещать рядом. Это называется поперечным положением электрода. Их также можно разместить один перед другим в положении тандемного электрода.
Двухпроводной тандем
Двухпроводный тандемный электрод с индивидуальными источниками питания используется там, где требуется очень глубокое проникновение. Ведущий электрод положительный, а задний электрод отрицательный. Первый электрод создает копающее действие, а второй электрод заполняет сварной шов.Когда две дуги постоянного тока находятся в непосредственной близости, существует тенденция к взаимному влиянию дуги между ними. В некоторых случаях второй электрод подключается к переменному току, чтобы избежать взаимодействия дуги.
Трехпроводная тандемная система
Трехпроводная тандемная система обычно использует питание переменного тока на всех трех электродах, подключенных к трехфазным системам питания. Эти системы используются для изготовления высокоскоростных продольных швов труб большого диаметра и сборных балок. Чрезвычайно высокие токи могут использоваться при соответственно высоких скоростях движения и производительности наплавки.
Система сварки лент
Система сварки полос используется для наплавки низкоуглеродистой и легированной стали, как правило, нержавеющей сталью. Получается широкий валик с равномерным и минимальным проплавлением. Этот вариант процесса показан на рисунке 10-69. Он используется для покрытия внутренней части сосудов, чтобы обеспечить коррозионную стойкость нержавеющей стали, используя при этом прочность и экономичность низколегированных сталей для толщины стенок. Требуется устройство подачи ленточных электродов, и обычно используется специальный флюс.Когда ширина полосы превышает 2 дюйма (51 мм), используется устройство колебания магнитной дуги для обеспечения равномерного прожигания полосы и равномерного проплавления.
Другие опции
Другой способ увеличения скорости наплавки при дуговой сварке под флюсом — добавление компонентов на основе железа в соединение под флюсом. Железо в этом материале расплавится под действием тепла дуги и станет частью наплавленного металла шва. Это увеличивает скорость наплавки без ухудшения свойств металла шва.Добавки для металлов также могут использоваться для специальных наплавок. Этот вариант может использоваться с однопроводной или многопроволочной установкой.
Другой вариант — использование электрически «холодной» присадочной проволоки, подаваемой в зону дуги. «Холодный» присадочный пруток может быть сплошным или порошковым для добавления специальных сплавов к металлу сварного шва. Регулируя добавление подходящего материала, можно улучшить свойства наплавленного металла шва. Можно использовать порошковую проволоку для электрода или для одного из нескольких электродов, чтобы ввести специальные сплавы в наплавленный металл шва.Каждый из этих вариантов требует специальной инженерии, чтобы гарантировать, что правильный материал добавлен для обеспечения желаемых свойств отложения.
Типичные приложения
Процесс дуговой сварки под флюсом широко используется при производстве большинства тяжелых стальных изделий. К ним относятся сосуды под давлением, котлы, резервуары, ядерные реакторы, химические сосуды и т. Д. Другое применение — изготовление ферм и балок. Применяется для приварки фланцев к стенке. Промышленность тяжелого оборудования является основным потребителем дуговой сварки под флюсом.
Используемые материалы
При сварке под флюсом используются два материала: сварочный флюс и плавящаяся электродная проволока.
Флюс для дуговой сварки под флюсом защищает дугу и расплавленный металл шва от вредного воздействия атмосферного кислорода и азота. Флюс содержит раскислители и поглотители, которые помогают удалять загрязнения из расплавленного металла шва. Флюс также обеспечивает введение сплавов в металл сварного шва. Когда этот расплавленный флюс охлаждается до стекловидного шлака, он образует покрытие, которое защищает поверхность сварного шва.Нерасплавленная часть флюса не меняет своей формы и не влияет на ее свойства, поэтому ее можно восстанавливать и использовать повторно. Флюс, который плавится и образует шлаковое покрытие, необходимо удалить со сварного шва. Это легко сделать после того, как сварной шов остынет. Во многих случаях шлак действительно отслаивается, не требуя особых усилий для удаления. При сварке с разделкой кромок затвердевший шлак может быть удален с помощью отбойного молотка сварщика.
Флюсыпредназначены для конкретных применений и для определенных типов наплавленных покрытий.Флюсы под флюсом имеют разный размер частиц. Многие флюсы не имеют маркировки по размеру частиц, потому что размер разработан и произведен для предполагаемого применения.
Нет спецификации для флюсов под флюсом, используемых в Северной Америке. Однако метод классификации флюсов заключается в наплавленном металле сварного шва, полученном с помощью различных комбинаций электродов и запатентованных флюсов для дуговой сварки под флюсом. Это соответствует стандарту Американского общества сварки. Электроды из углеродистой стали и флюсы для дуговой сварки под флюсом.Таким образом, можно назначить флюсы для использования с различными электродами, чтобы обеспечить желаемый анализ наплавленного металла шва.
Ссылки для SAW
Процесс дуговой сварки под флюсом
Настройки сварочного аппаратаMIG для различной толщины металла Настройки сварочного аппарата
MIGмогут существенно различаться от модели к модели и, конечно, от производителя к бренду. Эта статья является скорее общим руководством, чтобы помочь начинающему сварщику понять, как различные настройки повлияют на ваши результаты.В отличие от сварки штучным сварочным аппаратом, сварка MIG — это полуавтоматический процесс. Сама сварка требует очень небольшого количества навыков, если настройки сварочного аппарата MIG соответствуют области применения. Информация в этой статье относится к сварке сплошной проволокой. При сварке проволокой Flux Core параметры могут быть совсем другими.
Факторы, влияющие на настройки сварочного аппарата MIG
Вам потребуется внести изменения в настройки сварочного аппарата MIG на основе различных критериев. Перед началом сварки убедитесь, что вы понимаете, как эти настройки влияют на процесс сварки.Вы должны учитывать следующие факторы:
- Тип металла, который вы будете сваривать
- Тип необходимого газа
- Толщина металла
- Чистота стыка
Какой металл вы свариваете?
Тип металла, который вы будете сваривать, имеет большое влияние на настройки MIG Welder. Материал также определяет размер и материал проволоки, а также необходимый газ. Металлы, которые можно сваривать на аппарате MIG, можно разделить на три основных класса:
- Углеродистая сталь, также называемая мягкой сталью или A36
- Цветные металлы, алюминий, медь и титан
- Нержавеющая сталь и другие сплавы на никелевой основе
Какой газ вам нужен?
Защитный газ используется в процессе сварки MIG для предотвращения воздействия на расплавленную лужу кислорода, азота и водорода, которые присутствуют в атмосфере и загрязняют сварной шов.Для достижения оптимальных результатов вам необходимо использовать газ, соответствующий типу свариваемого металла. Скорость потока защитного газа также будет иметь значение. Обратитесь к руководству, прилагаемому к вашей машине, чтобы найти соответствующие настройки защитного газа.
Выберите лучший газ для вашего процесса:
Двуокись углерода (CO2): Это наиболее распространенный защитный газ, используемый в процессе сварки MIG. Это единственный защитный газ, который можно использовать без добавления инертного газа.CO2 — хороший выбор для сварки толстых материалов, требующих глубокого проплавления. Если стоимость является основным фактором, это самый дешевый защитный газ.
СМЕСЬ АРГОН / СО2: Отношение аргона к СО2 может составлять от 75 до 95 процентов. Аргон, смешанный с 5–25 процентами СО2. Argon CO2 MIX обеспечивает более высокое качество сварки по сравнению с прямым CO2, а также повышает производительность.
100-процентный аргон: Для сварки цветных металлов, таких как алюминий, магний и титан.
Tri-MIX Гелий / аргон / C02: Газ Tri-MIX создает более горячую дугу, что улучшает скорость и общую производительность. Это лучший вариант для сварки нержавеющей стали.
Толщина металла, параметры силы тока и размер провода
У каждого сварочного аппарата MIG есть оптимальное решение для заданной толщины материала из определенного сплава, с использованием проволоки определенного размера и определенного защитного газа. Чтобы помочь вам принять участие в охоте, мы предоставили удобные инструкции ниже. Имейте в виду, что это просто общий обзор, чтобы дать вам отправную точку, и эти настройки применимы только к низкоуглеродистой стали при сварке сплошной проволокой.Настройки для проволоки Flux-Core и цветных металлов будут совершенно другими.
Параметры толщины металла и силы тока: При сварке низкоуглеродистой стали хорошим практическим правилом является установка уровня силы тока на 1 ампер на каждые 0,001 дюйма толщины. Поэтому, если вы свариваете низкоуглеродистую сталь 12-го калибра и толщиной 0,100 дюйма, вы должны установить машину на 100 ампер.
Размер провода и диапазон силы тока: Каждый размер провода обеспечивает значительный рабочий диапазон и значительное перекрытие.Это может помочь вам стандартизировать один или два размера проводов для большей части вашей работы. Само собой разумеется, что меньшая проволока используется для более тонкого листового металла, а проволока большего диаметра используется для более тяжелой пластины. Вам необходимо соблюдать следующие параметры:
- Провод диаметром 0,023 дюйма / от 30 до 130 ампер
- Провод диаметром 0,030 дюйма / от 40 до 145 ампер
- Провод диаметром 0,035 дюйма / от 50 до 180 ампер
- Провод диаметром 0,045 дюйма / от 75 до 250 ампер
Где я могу найти правильные настройки сварочного аппарата MIG для моего аппарата?
Сварка под флюсом, Консультанты по сварке инверторов, дуговой сварки под флюсом, сварочных аппаратов и других систем сварки и резки
ДУГОВАЯ СВАРКА ПОД ФЛЮСОМ
Процесс с плоской дугой — (постоянное) напряжение.Используется в буровых, стреловых, тракторных и многоголовочных установках.
Тип операции.
Механизированный, автоматический или полуавтоматический.
Режим работы.
Между концом неизолированного проволочного электрода и изделием поддерживается дуга. По мере того как электрод плавится, он попадает в дугу с помощью набора валков, приводимых в движение управляемым двигателем. Скорость подачи проволоки регулируется автоматически, чтобы равняться скорости плавления электрода, поэтому длина дуги постоянна (аналогично MIG / MAG — постоянное напряжение).Дуга работает под слоем гранулированного флюса, следовательно, дуга под флюсом. Часть флюса плавится, образуя защитный покров над сварочной ванной. Остальная часть флюса не подвергается воздействию и может быть восстановлена и использована повторно при условии, что она сухая и не загрязнена.
Доступна полуавтоматическая версия, в которой оператор управляет сварочным пистолетом, который переносит небольшое количество флюса в бункере.
Основы процессов и оборудования.
Принципы процесса сварки под флюсом схематически показаны ниже.Источник питания P подключен через контактное сопло на сварочной головке и заготовке. Источником питания может быть трансформатор для сварки на переменном токе или выпрямитель (или двигатель-генератор) для сварки на постоянном токе. Присадочные материалы представляют собой непрерывный электрод без покрытия и гранулированный сварочный флюс, подаваемый к стыку по шлангу из бункера для флюса. Чтобы предотвратить перегрев электрода при высоких токах, сварочный ток передается в точке, очень близкой к электрической дуге. Дуга горит в полости, заполненной газом (CO2, CO и т. Д.).) и пары металлов. Спереди полость ограждена нерасплавленным основным материалом, а за дугой — затвердевающим металлом сварного шва. Покрытие полости состоит из расплавленного шлака. На диаграмме ниже также показан затвердевший сварной шов и тонкий слой твердого шлака, который необходимо снимать после завершения каждого цикла.
Поскольку дуга полностью покрыта флюсом, отсутствует раздражающее излучение дуги, характерное для процесса открытой дуги, поэтому сварочные экраны не нужны.
Сварочный флюс никогда не расходуется полностью, поэтому оставшиеся излишки можно собрать вручную или автоматически и вернуть в бункер для флюса для повторного использования.
Хотя существует полуавтоматическое оборудование для дуговой сварки под флюсом, которое удобно для определенных применений, в большинстве случаев для сварки под флюсом используется полностью механизированное сварочное оборудование. Одним из основных достоинств процесса сварки под флюсом является легкость, с которой его можно включить в полностью механизированные сварочные системы, чтобы обеспечить высокую производительность наплавки и стабильное качество сварки.Восстановление металла шва приближается к 100%, поскольку потери из-за разбрызгивания чрезвычайно малы. Тепловые потери от дуги также довольно низкие из-за изолирующего эффекта слоя флюса, и поэтому термический КПД процесса может достигать 60% по сравнению с примерно 25% для сварки MMA.
Расход флюса примерно равен расходу проволоки, фактическое соотношение — вес израсходованной проволоки: вес израсходованного флюса — зависит от типа флюса и используемых параметров сварки.
Блок управления дугой поддерживает заданные значения параметров сварки. Система обратной связи обычно используется для поддержания стабильной длины дуги, так что изменение длины дуги (соответствующее изменению напряжения дуги) приведет к увеличению или уменьшению скорости подачи проволоки до тех пор, пока исходная длина дуги не будет восстановлена.
Подготовка суставов.
Подготовка шва зависит от толщины плиты, типа шва e.грамм. по окружности или по длине и до некоторой степени в соответствии со стандартами, в соответствии с которыми строится конструкция.
Листы толщиной до 14 мм можно сваривать встык без подготовки с зазором не более 1 мм или 10% от толщины листа, в зависимости от того, что больше. Для получения полного проплавления более толстые листы нуждаются в подготовке. Переменная подгонка недопустима.
Сварщик, использующий стержневые электроды, может отрегулировать свою технику, чтобы справиться с различными зазорами в стыках и поверхностными поверхностями корня или с различными размерами.Не то чтобы автоматическая сварочная головка. Если созданы условия для корневого зазора 0,5 мм, а он увеличивается до 2 или 3 мм, прожиг произойдет, если не будет использована эффективная подкладочная полоса. В таких случаях рекомендуется выполнить ручную сварку корневого прохода с использованием MIG или MMA. Все края листа должны быть полностью чистыми и свободными от ржавчины, масла, прокатной окалины, краски и т. Д. Если примеси присутствуют и попадают в сварной шов, могут легко возникнуть пористость и растрескивание.
Время, затрачиваемое на минимизацию таких дефектов путем тщательной подготовки стыка и тщательного осмотра перед сваркой, — это хорошо потраченное время, поскольку вырезание дефектов сварного шва и повторная сварка являются дорогостоящими и трудоемкими.
Порядок сварки.
Как правило, чем жестче требования к вязкости при низких температурах, тем ниже максимальный сварочный ток, который можно использовать. Это необходимо для минимизации тепловложения и означает, что может потребоваться многопроходный метод. При сварке нержавеющих сталей необходимо поддерживать низкое тепловложение, поскольку они имеют низкую теплопроводность и высокий коэффициент расширения по сравнению с мягкой сталью. Эти два эффекта приводят к перегреву и чрезмерному искажению, если используются провода большого диаметра и большие токи.Поэтому многопроходные сварные швы с использованием проволоки малого диаметра рекомендуются для нержавеющих сталей и сплавов с высоким содержанием никеля, таких как Inconel.
Параметры сварки.
Выбор правильных условий сварки для толщины листа и подготовки шва к свариванию очень важен для получения удовлетворительных швов без дефектов, таких как трещины, пористость и поднутрение. Необходимо учитывать следующие переменные процесса:
- Полярность электродов.
- Сварочный ток.
- Диаметр электрода.
- Напряжение дуги.
- Скорость сварки.
- Удлинитель электрода.
- Угол электрода.
- Глубина потока.
а. Полярность электродов.
Наибольшее проникновение достигается при обратной полярности постоянного тока (положительный электрод постоянного тока, DCEP)
что также обеспечивает наилучший внешний вид поверхности, форму валика и устойчивость к пористости.
Прямая полярность постоянного тока (отрицательный электрод постоянного тока, DCEN) обеспечивает более быстрое выгорание (около 35%) и меньшее проникновение, поскольку максимальное тепло выделяется на кончике электрода, а не на поверхности пластины.По этой причине отрицательная полярность электрода постоянного тока часто используется при сварке сталей с ограниченной свариваемостью и при наплавке / плакировании, поскольку в обоих случаях проникновение в основной материал должно быть минимальным. Соотношение расхода флюса и проволоки меньше при отрицательной полярности электрода, чем при положительной полярности, так что легирование из флюса уменьшается.
При полярности постоянного тока максимальный используемый ток составляет 1000 ампер из-за проблем с дугой. При изменении полярности с положительной на отрицательную может потребоваться некоторое увеличение напряжения дуги для получения сравнимой формы валика.
Переменный ток дает результат примерно посередине между положительным электродом постоянного тока и отрицательным электродом постоянного тока и обычно дает более плоский и широкий валик. Его можно использовать в системах с несколькими головками и особенно полезно, когда возникает проблема с дугой. Он часто используется в системах с тандемной дугой, где положительный электрод постоянного тока используется в качестве ведущего электрода, а электрод переменного тока — в качестве следящего.
г. Сварочный ток.
Увеличение скорости подачи проволоки увеличивает сварочный ток, поэтому скорость наплавки увеличивается с увеличением сварочного тока.Скорость подачи проволоки является наиболее важным элементом управления сваркой и проплавлением. Плотность тока контролирует глубину проникновения — чем выше плотность тока, тем больше проникновение. Для данного потока стабильность дуги будет потеряна ниже минимальной пороговой плотности тока, так что, если ток для данного диаметра электрода слишком мал, стабильность дуги будет потеряна, и получится прочный, неравномерный валик. Слишком высокая плотность тока также ведет к нестабильности, так как электрод перегревается и может возникнуть недорез.
г. Диаметр электрода.
Для заданного тока изменение диаметра электрода изменит плотность тока. Следовательно, электрод большего диаметра уменьшит проплавление и вероятность прожога, но в то же время возникновение дуги затруднено и стабильность дуги снижается.
г. Напряжение дуги.
Напряжение дуги влияет на разбавление, а не на проникновение.Ширина сварного шва на пластинчатых сварных швах и закрытых стыковых швах с прямоугольными кромками увеличивается, и они становятся более разреженными по мере увеличения напряжения дуги, но глубина проплавления остается прежней. Если подготовка шва открытая, например, в стыковом шве с небольшим углом «V», увеличение напряжения дуги может уменьшить проплавление.
Напряжение дуги определяет длину дуги, расход флюса и свойства металла сварного шва. Увеличение напряжения дуги увеличивает длину дуги, так что ширина сварного шва увеличивается, армирование уменьшается, расход флюса увеличивается, а также увеличивается вероятность возникновения дуги.Когда используются легирующие флюсы, длина дуги и, следовательно, напряжение дуги очень важны, поскольку при высоких напряжениях дуги расплавляется больше флюса, так что больше легирующих элементов попадает в металл сварного шва. Таким образом, напряжение дуги может повлиять на состав металла сварного шва.
эл. Скорость сварки.
Скорость сварки или скорость перемещения контролируют глубину проплавления. Размер борта обратно пропорционален скорости движения. Более высокие скорости уменьшают проникновение и ширину борта, увеличивают
вероятность пористости и, если довести до крайности, образование подрезов и неровных валиков.При высоких скоростях сварки напряжение дуги должно поддерживаться на достаточно низком уровне, в противном случае возможно возникновение дуги.
Если скорость сварки слишком низкая, может произойти прожог. Комбинация высокого напряжения дуги и низкой скорости сварки может привести к образованию шва грибовидной формы с трещинами затвердевания на сторонах валика.
ф. Удлинение электрода.
Также известен как выступ электрода, изменяющий размер наконечника на рабочее расстояние. Удлинение электрода определяет степень резистивного нагрева электрода.Если удлинитель короткий, эффект нагрева невелик, а проникновение глубокое. Увеличение удлинения увеличивает температуру электрода, что снижает проникновение, но скорость наплавки увеличивается. Поэтому увеличенное удлинение полезно при наплавке и применении на поверхности, но необходимо предпринять шаги для направления электрода, иначе он будет блуждать.
Для нормальной сварки удлинение электрода должно составлять 25–30 мм для низкоуглеродистой стали и меньше примерно 20–25 мм для нержавеющей стали.Это связано с тем, что электрическая чувствительность проволоки из нержавеющей стали значительно выше, чем у проволоки из мягкой стали.
г. Угол электрода.
Поскольку угол между электродом и пластиной определяет точку приложения и направление силы дуги, он оказывает сильное влияние как на проплавление, так и на поднутрение. На первом рисунке показано влияние на горизонтальные / вертикальные угловые швы, а на втором рисунке сравнивается эффект, полученный с помощью вертикальной дуги, с эффектом, полученным с помощью передней и задней дуг.Особенно заметно влияние на подрезание.
ч. Глубина потока.
Часто игнорируется глубина флюса, или нагрузка флюса, и порошок накапливается вокруг проволоки до тех пор, пока дуга не будет полностью покрыта. Для получения оптимальных результатов глубина потока должна быть достаточной для покрытия дуги, хотя точка, в которой электрод входит в отраженный от дуги свет слоя флюса, должна быть видна. Слишком неглубокий слой флюса вызывает просвечивание и может вызвать пористость из-за недостаточной металлургической защиты расплавленного металла.Слишком глубокий слой флюса приводит к плохому внешнему виду валика и может привести к растеканию кольцевых сварных швов. При глубоком препарировании толстого листа особенно важно избегать чрезмерной глубины флюса, в противном случае форма сварного шва и удаление шлака могут быть неудовлетворительными.
Флюсы .
Флюсы делятся на два типа по показателю основности — агломерированные и плавленые. Размер частиц важен при больших токах, требующих более тонких потоков.
Плавленые флюсы темно-коричневого или черного цвета, имеют стекловидную поверхность и чешуйчатую форму. Они обеспечивают хороший профиль поверхности и приемлемые свойства. Плавленые флюсы — это флюсы общего назначения, не требующие предварительного нагрева.
Агломерированные флюсы имеют светлый цвет и примерно сферическую форму. Они обладают наилучшими механическими свойствами и низким водородным потенциалом, что требует предварительного нагрева (спекания) флюса. Агломерированные флюсы впитывают влагу, поэтому по окончании работы их необходимо удалить и просушить.
Сварка МИГ | Дуговая сварка | Основы автоматизированной сварки
На этой странице представлена информация о сварке MIG с рассмотрением типов сварки MIG, отличий от сварки MAG, а также характеристик сварочных аппаратов и методов сварки. На этой странице также объясняется метод низкочастотной импульсной сварки суперпозицией, используемый в производстве автомобилей и мотоциклов.
Обязательно к прочтению всем, кто занимается сваркой! Это руководство включает в себя базовые знания по сварке, такие как типы и механизмы сварки, а также подробные знания, касающиеся автоматизации сварки и устранения неисправностей.Скачать Сварка MIG (металл в инертном газе) — еще один метод дуговой сварки. Как и при сварке TIG, в качестве защитного газа используется инертный газ, но сварка MIG представляет собой тип сварки плавящимся электродом, при котором используется разрядный электрод, плавящийся во время сварки.
Этот процесс обычно используется для соединения деталей из нержавеющей стали или алюминиевого сплава. В зависимости от свариваемого металла необходимо использовать соответствующий тип защитного газа.
В качестве электрода используется спиральная сварочная проволока.Свернутая проволока прикрепляется к устройству подачи проволоки и автоматически направляется к наконечнику горелки подающим роликом, который приводится в действие электродвигателем. На провод подается напряжение, когда он проходит через контактный наконечник. Между проволокой и основным материалом зажигается дуга, которая одновременно плавит проволоку и основной материал для их сварки. Во время процесса защитный газ подается через сопло в зону сварного шва и в окрестности, чтобы защитить дугу и сварочную ванну от атмосферы.
- газ Ar или
Ar + 2% O 2 газ - Сплошной проволочный электрод
Полуавтоматический сварочный аппарат MIG в основном состоит из следующих компонентов:
- Источник сварочного тока
- Устройство подачи проволоки
- Горелка сварочная
- Баллон газовый
Конфигурация почти такая же, как у сварочного аппарата MAG, за исключением некоторых улучшений, добавленных в блок подачи проволоки.Поскольку для сварки алюминия часто используется сварка MIG, необходимо усовершенствовать механизм подачи проволоки, чтобы обеспечить стабильную подачу мягкой алюминиевой проволоки (четырехвалковая система).
- Газовый баллон
- Регулятор расхода газа
- Источник сварочного тока
- Устройство подачи проволоки
- Блок дистанционного управления
- Горелка сварочная
MIG можно классифицировать по использованию переменного или постоянного тока, импульсного или неимпульсного тока.
| Импульсный | Метод сварки | |
|---|---|---|
| Постоянный ток (DC) | № | Сварка MIG с короткой дугой |
| Сварка MIG распылением | ||
| Сварка MIG на больших токах | ||
| Есть | Импульсная сварка MIG | |
| Низкочастотная сварка MIG с наложением импульсов | ||
| Переменный ток (AC) | Есть | Импульсная сварка MIG на переменном токе |
| Сварка MIG с наложением низкочастотных импульсов переменным током | ||
| постоянного + переменного тока | Есть | Импульсная сварка MIG на переменном и постоянном токе |
Сварка MIG короткой дугой — это метод сварки, в котором используется явление передачи короткого замыкания (короткая дуга).Он часто используется в полуавтоматических системах, предназначенных для тонких листов, из-за низкого тепловыделения основного материала. Сварка MAG с использованием короткой дуги обычно используется для сварки листов средней толщины в принудительных положениях. В случае сварки MIG такие детали часто сваривают импульсной сваркой MIG.
Сварка MIG распылением — это процесс, при котором сварочный ток устанавливается выше критического, чтобы установить более высокое напряжение дуги. В нем используется явление распыления, при котором расплавленный наполнитель испаряется.Когда алюминиевая заготовка сваривается без разбрызгивания, это может привести к потере плавления или другим дефектам сварки. Чтобы предотвратить эту проблему, необходимо немного уменьшить напряжение дуги, чтобы обеспечить сварку в режиме малого распыления. Сварка MIG распылением больше не используется, потому что импульсная сварка MIG, которая позволяет обрабатывать заготовки от низкой до средней толщины, стала обычным явлением.
Для сварки MIG на больших токах используется сварочная проволока большого диаметра (примерно от 3,2 до 5,6 мм). Сварочная система включает в себя сварочную горелку с соплом для газа с двойной защитой и источник питания с постоянной характеристикой тока с номинальным выходным током около 1000 А.
Сварка MIG с использованием постоянного и импульсного тока также называется обычной импульсной сваркой MIG.
Основной принцип такой же, как и при импульсной сварке MAG.
Этот метод сварки пропускает небольшой базовый ток для поддержания дуги и импульсный ток, превышающий критический ток, поочередно, чтобы позволить каплям брызг переходить от проволоки, даже когда средний ток падает ниже критического. Они обеспечивают эффективную и качественную сварку тонких и толстых листов.
Низкочастотная наложенная импульсная сварка MIG — это метод, разработанный на основе импульсной сварки MIG для получения высокой добавленной стоимости сварки алюминиевых деталей.Поскольку этот процесс позволяет создавать красивые чешуйчатые валики, он используется для сварки тонких алюминиевых пластин для автомобилей или мотоциклов.
Дом
4 Общие методы сварки в производстве металлов
Методы сварки
Сварка — это основной процесс изготовления металла, который широко используется в обрабатывающей промышленности и строительстве.
Сварщики могут преобразовывать различные типы металлов в уникальные формы и изделия, которые они себе представляют.
Тип свариваемого металла часто определяет технику сварки, которая будет использоваться для достижения наилучшего возможного результата.
Как и любой другой специализированный навык, искусство сварки — это то, что необходимо освоить.
В большинстве случаев сварки при изготовлении металлов используются обычные металлы, такие как сталь, железо, алюминий, медь и другие металлы, которые можно соединять с помощью различных методов сварки.
Не существует единого процесса сварки, подходящего для всех областей применения.
Важно учитывать эти факторы при выборе метода сварки, используемого для изготовления металла:
- Тип металла
- Толщина металла
- Размер сварочного проекта
- Как должны выглядеть сварные швы
- Ваш общий бюджет
- Сварка в помещении или на открытом воздухе
Чтобы понять различные типы сварки, мы рассмотрим четыре распространенных метода сварки, используемых в производстве металла:
Различные виды сварки
Ручная или дуговая сварка (SMAW)
Ручная сварка, также известная как дуговая сварка экранированного металла, является одним из самых простых и широко используемых методов сварки в производстве металла.В этом методе сварки используется стержень плавящегося электрода, вырабатывающий электрический ток. При контакте со сталью, железом или любым свариваемым тяжелым металлом он создает электрическую дугу, которая вызывает температуру до 6500 по Фаренгейту.
Этот тип сварки может выполняться на металлах, которые не были предварительно очищены, и достаточно эффективен при работе с ржавыми металлами, что сокращает затраты времени сварщиков. Однако при использовании этого метода сварки важно использовать силу тока, соответствующую толщине свариваемого металла.Работа с тонкими металлами может усложнить процесс и может потребовать присутствия опытного и высококвалифицированного сварщика.
Ручная или дуговая сварка в основном подходит для тяжелых металлов, таких как железо и сталь, размером от 4 мм и выше. Как один из наиболее распространенных методов сварки, сварка штучной сваркой в основном используется для ремонта тяжелого металлообрабатывающего оборудования, сварки трубопроводов, монтажа стальных конструкций, а также металлических работ в обрабатывающей промышленности и строительстве. Изучение правильной процедуры дуговой сварки важно для обеспечения надлежащего сварного шва.
Сварка МИГ (GMAW)
В отличие от метода сварки штучной сваркой, при газовой дуговой сварке (GMAW) используется пистолет, в который непрерывно подается расходуемый электрод. Этот метод использует внешний газ для защиты свариваемого металла от различных факторов окружающей среды, таких как кислород, что делает процесс сварки быстрым и непрерывным. Этот метод дает меньше сварочного дыма, его легко освоить, он требует меньшего количества тепла и имеет высокий КПД электрода.
Однако поиск подходящего оборудования для сварки металлов в среде инертного газа (MIG) может быть дорогостоящим.Этот метод сварки не эффективен для толстых металлов, но хорошо работает с такими металлами, как магний, нержавеющая сталь, алюминий, кремниевая бронза, никель и медь. Он широко используется в строительстве, ремонте автомобилей, металлообработке, сантехнике, робототехнике и ремонте судов. Для создания высококачественных сварных швов металл необходимо очистить перед любой сваркой в металлоконструкциях.
Это легко сделать путем шлифовки металла, чтобы удалить всю краску, ржавчину или растворитель, которые могли скопиться на металле.Если у вас нет шлифовальной машины по металлу, вы также можете использовать моющее средство, растворитель и воду, чтобы удалить жир с металла. Когда металл станет чистым и начнется сварка, важно убедиться, что сварочная горелка не касается свариваемого металла. В этой общей технике сварки следует использовать зигзагообразный узор, чтобы обеспечить сварку обеих сторон металлического соединения.
Сварка TIG (GTAW)
СваркаTIG, также называемая дуговой сваркой вольфрамовым электродом, использует вольфрамовые стержни для создания четко очерченного и аккуратного сварного шва, который выглядит привлекательно.Посмотреть сообщение Для получения качественного шва металл необходимо тщательно очистить. При сварке также важно выбирать электрод наименьшего размера, чтобы свести к минимуму вероятность загрязнения. Когда дело доходит до сварки TIG, для разных металлов необходимо использовать дугу разной длины.
Для качественной работы сварщикам следует использовать дугу минимально возможной длины. В отличие от других видов сварочных технологий, этот метод может потребовать много времени и усилий и требует высокого уровня внимания и навыков, чтобы усовершенствовать технику и выполнить самые высокие стандарты работы.Также требуется внешний защитный газ. Несмотря на то, что сварка TIG может быть одной из самых сложных из всех распространенных сварочных технологий, используемых при изготовлении металла, она обеспечивает высококачественный сварной шов и может использоваться для сварки практически любого типа металла.
Из-за высокого уровня навыков, необходимых для овладения сваркой TIG, многие компании, занимающиеся сваркой и изготовлением металлов, находятся в постоянном поиске профессиональных и опытных сварщиков TIG. Сварка TIG наиболее подходит для сварки автомобилей, авиакосмической сварки, производства велосипедов, мотоциклов, труб и трубопроводов, а также высокоточных сварных швов.
Дуговая сварка порошковой проволокой
Этот метод сварки почти аналогичен технике сварки MIG в том, что касается всего процесса сварки и используемого оборудования. Для этого метода сварки в производстве металлов требуется электрод, содержащий флюс и постоянное напряжение. Также требуется защитный газ, который используется для защиты сварочной поверхности от любого атмосферного загрязнения. Это быстрый процесс сварки, который можно использовать для многих различных типов металлов.
Дуговая сварка порошковой проволокой стоит дороже, чем другие методы сварки. Этот метод быстро стал надежной альтернативой сварке защитным экраном. Благодаря высокой скорости сварки и портативности этот полуавтоматический сварочный шов широко используется в строительных проектах, связанных с производством металлических изделий, ремонтом тяжелого оборудования и монтажом металлоконструкций. Этот распространенный метод сварки эффективен при сварке толстых металлов.
Выбор правильной техники сварки
Сварочные технологии претерпели значительные изменения за последние несколько лет, что привело к появлению множества инновационных методов сварки.В связи с этим сварщикам необходимо разбираться в различных методах сварки, чтобы знать, какой из них подходит для работы. Компании, занимающиеся производством металлов, скорее всего, определят, кого нанять, в зависимости от уровня их знаний в области сварочных процессов. У каждого метода сварки есть свои плюсы и минусы, поэтому важно не торопиться, прежде чем выбрать наиболее подходящий процесс для ваших сварочных работ.
Покупка подходящего оборудования
Когда дело доходит до покупки сварочного оборудования, важно учитывать ваши потребности в производстве металлоконструкций.Сварщик — это, возможно, ваши самые большие расходы, поэтому убедитесь, что вы покупаете лучшее качество, которое вы можете себе позволить. Тип сварочного аппарата, который вы собираетесь купить, зависит от того, хотите ли вы простой сварочный аппарат с механизмом подачи проволоки для обычных металлических работ или аппарат, специально разработанный для промышленного производства металла. Вам также нужно будет купить сварочную проволоку, подходящую для вашего сварочного аппарата.
Другое оборудование, которое вам понадобится, включая подходящий защитный газ, сварочную тележку для увеличения портативности, твердосплавный или шилованный резец для разметки линий реза, магнитный квадрат или угловой зажим для фиксации стыков, угловую шлифовальную машину для правки, снятия фаски или шлифования. Сварные швы, молоток для стружки или проволочную щетку для удаления брызг и шлака и сварочные клещи для удаления брызг с сопла сварочной горелки и обрезки сварочной проволоки.
Безопасность превыше всего
Независимо от используемой техники сварки, сварочные процессы подвергают всех одинаковых опасностях. Обеспечение безопасности при сварке является критически важным компонентом любой услуги по изготовлению металлоконструкций. Если вы занимаетесь сварочными работами или отвечаете за безопасность в компании по производству металлоконструкций или металлоконструкций, важно выделить ключевые правила техники безопасности для всех рабочих.
- См. Руководство по эксплуатации сварочного аппарата, в котором содержатся важные инструкции и информация по технике безопасности.В руководстве также содержатся важные процедуры, касающиеся использования машины.
- При сварке убедитесь, что вы застегнуты. Любая незащищенная кожа может подвергнуться разрушительному и болезненному воздействию инфракрасных и ультрафиолетовых лучей. Открытые карманы или не застегнутые манжеты брюк могут незаметно тлеть, когда сварщик работает под защитным капюшоном.
- Наденьте правильное защитное снаряжение. Сюда входят защитные очки, шлем с автоматическим затемнением промышленного уровня, кожаный фартук, защитные сварочные перчатки, джинсовые брюки без манжет и кожаная обувь.
- Безопасность органов дыхания также важна при сварке. Дым и испарения, выделяемые при сварке металлических изделий, могут представлять опасность для здоровья. Убедитесь, что вы можете дышать свободно, и избегайте работы в замкнутом пространстве, где могут скапливаться пары, из-за чего воздух становится недоступным для дыхания. Некоторые сварочные работы требуют использования рекомендованных респираторов при сварке. Важно проконсультироваться с техническими данными производителя сварочного электрода, чтобы узнать о правильных процедурах.
- Также важно, чтобы в зоне сварки не было беспорядка.Четко отметьте или промаркируйте место для каждой единицы сварочного оборудования. В зоне сварки должны находиться только необходимые инструменты и оборудование, которые использует оператор.
Заключение
По мере роста мирового строительства и строительства потребность в квалифицированных специалистах по сварке будет продолжать расти.
По мнению отраслевых экспертов MSI, ведущей компании по производству металлоконструкций в Лос-Анджелесе, 80% компаний отрасли не могут найти достаточно квалифицированных специалистов по сварке, соответствующих их потребностям.
Ожидается, что в следующем десятилетии спрос на компании, специализирующиеся на сварочных услугах, особенно обладающих необходимыми навыками, необходимыми для понимания общих методов сварки, упомянутых выше, вырастет на 26%.
MSI — ваш надежный партнер, предлагающий полный спектр услуг по изготовлению металла, а также поставку стали и алюминия в Лос-Анджелесе и его окрестностях.
Более 55 лет мы предлагаем комплексные решения для изготовления металлических изделий нашим клиентам в жилом, промышленном и коммерческом секторах.
Если вы хотите обсудить свой сварочный проект или задать вопросы, свяжитесь с нами сегодня.
Дуговая сварка экранированного металла — обзор
1.1 Общие положения
Самозащитная дуговая сварка (SSAW) — это процесс сварки плавлением с использованием непрерывного (проволочного) плавящегося электрода, который не требует никакого внешнего экранирования (1, 2), либо с минеральный флюс, например, при сварке под флюсом или в защитных газах (CO 2 , Ar-CO 2 , Ar-O 2 и т. д.) как при сварке в среде защитного газа (MIG-MAG / GMAW). Для работы с SSAW на рабочем месте необходимо поставить только два элемента вместо трех: —
- (i)
сварочное оборудование (источник питания плюс устройство подачи проволоки) и
- (ii)
подходящие сварочные материалы, совместимые с свариваемым материалом, типом соединения и используемым положением.
На рис. 1.1 схематически показаны различия в типичных установках для сварки в самозащитной среде (часто называемой SS-FCAW) и сварки в среде защитного газа сплошной или трубчатой / порошковой проволокой.С SSAW отпадает необходимость в пункте (iii): защитный расходный материал — защитный газ.
Рис. 1.1. Типовые установки для металлической дуговой сварки плавящимся электродом с непрерывной проволокой, который может быть сплошным или трубчатым / порошковым: —
- (a)
самозащищенная сварка,
- (B)
сварка в защитном газе.
Таким образом, логистическое удобство SSAW аналогично ручной сварке стержневыми электродами с флюсовым покрытием (MMA / SMAW).Однако, поскольку в SSAW используется непрерывный проволочный электрод, это дает очевидные преимущества в производительности по сравнению со стержневым электродом, поскольку отсутствуют принудительные остановки и пуски. Как и дуговая сварка в защитном газе, самозащитная дуговая сварка может быть полуавтоматической или полностью механизированной. Таким образом, несмотря на текущую рыночную тенденцию замены покрытых флюсом электродов сваркой в среде защитного газа сплошной или трубчатой / порошковой проволокой, первый вопрос, который должен рассмотреть текущий пользователь покрытых флюсом электродов, заключается в следующем: —
«Можно ли сделать текущую работу более рентабельной с использованием самозащитных расходных материалов, если доступ позволяет использовать полуавтоматическую сварку?»
Повышение производительности при сварке непрерывным электродом общепризнано, но есть также некоторые опубликованные данные (3–5), показывающие технические преимущества, возникающие в результате устранения прерывания работы стержневого электрода и перехода на непрерывные электродные процессы, поскольку рассматривается ниже.
- (а)
Контроль вязкости. Это важно для сосудов под давлением, резервуаров для хранения и крупных сооружений, таких как морские платформы; например при строительстве одной недавней платформы около ½ миллиона долларов было потрачено только на испытания на ударную вязкость при разработке процедуры сварки (6). Тем не менее, всегда возникает вопрос о том, последовательно ли воспроизводится уровень ударной вязкости, продемонстрированный в технологической сварке, в производственных сварных швах, контролируемых соответствующими Спецификациями процедуры сварки (WPS).В таблице 1.1 сравниваются результаты испытаний на вязкость по Шарпи, полученные в ходе квалификационных испытаний (PQ) и производственных испытаний (3). Сравнение показывает, что при механизированных процессах с использованием непрерывных электродов производственные испытания достигли более 80% уровня ударной вязкости, продемонстрированного результатами испытаний PQ, но с ручным стержневым электродом уровень достижения при производственных испытаниях был лишь немногим выше 60%.
Таблица 1.1. Сравнение результатов ударной вязкости с V-образным надрезом по Шарпи, полученных для аттестации процедуры сварки (WPQ и производственные испытания аналогичных соединений, выполненных с помощью трех различных процессов.