Комплектование, сборка и установка шатунно-поршневой группы
Категория:
Ремонт тракторов и автомобилей
Публикация:
Комплектование, сборка и установка шатунно-поршневой группы
Читать далее:
Комплектование, сборка и установка шатунно-поршневой группы
Шатуны подбирают по массе. Разница в массе шатунов, входящих в один комплект, для многих двигателей допускается в пределах 8…15 г. С увеличением массы шатуна допускаемая разница возрастает. В шатунах автомобильных двигателей, кроме того, проверяют и уравновешивают массу нижней и верхней головок.
Поршни подбирают в соответствии с гильзами или цилиндрами блока. Все гильзы и поршни в комплекте должны быть одной размерной группы. Метки Б, С, М или другие размерной группы указаны на днище поршня и на верхнем торце гильзы. Если гильзы или цилиндры растачивали, то поршни подбирают к каждому цилиндру отдельно следующим образом: ленту-щуп шириной 13 мм и длиной 200 мм вставляют со стороны, противоположной разрезу направляющей части поршня (автомобильные двигатели), и протягивают ее динамометром.
Поршневые кольца подбирают нормального или соответствующего ремонтного размера, если цилиндры шлифовали, и подгоняют их по цилиндру и поршню. Цифра ремонтного размера нанесена на торцевой поверхности кольца около замка. При подборе по цилиндру кольцо вставляют в калибр с внутренним размером, равным диаметру цилиндра, или в цилиндр, выравнивают положение кольца и щупом замеряют зазор в замке.
Рекламные предложения на основе ваших интересов:
Рис. 1. Подбор поршня по цилиндру:
1 — динамометр; 2 — поршень; 3 — лента-щуп.
Одновременно проверяют кольца на плотность прилегания к стенкам цилиндра. Допускается просвет не более чем в двух местах между кольцом и стенкой цилиндра на дуге не более 30° и не ближе 30° от замка.
Кольца с зазором в замке менее допускаемого обрабатывают напильником в стыке до получения нормального зазора. Кольца с большим зазором в замке или с плохим прилеганием к стенкам цилиндра к сборке не допускаются.
При подборе колец по поршню их поочередно прокатывают по канавкам и щупом замеряют зазор между кольцом и стенкой канавки. Если кольцо заедает в канавке или зазор меньше допускаемого, торцевую поверхность кольца шлифуют на листе наждачной бумаги, плотно уложенной на контрольной металлической плите. Подобранные кольца проверяют на упругость на приборе для проверки упругости пружин. Кольцо сжимают в направлении, перпендикулярном горизонтальной плоскости, проходящей через замок, до получения нормального зазора в замке и по весам определяют упругость. Кольца с упругостью менее допускаемой на сборку не направляют.
Подобранные кольца проверяют на упругость на приборе для проверки упругости пружин. Кольцо сжимают в направлении, перпендикулярном горизонтальной плоскости, проходящей через замок, до получения нормального зазора в замке и по весам определяют упругость. Кольца с упругостью менее допускаемой на сборку не направляют.
Поршневые пальцы подбирают в соответствии с размерной группой отверстий в бобышках поршня по цвету краски (белый, желтый, черный), нанесенной на бобышки поршня и на торцы пальца. Во втулке верхней головки шатуна смазанный поршневой палец должен легко проворачиваться от руки, не иметь ощутимых поперечных качаний и выпадать из шатуна под действием собственной массы. Номинальный зазор между пальцем и втулкой находится в пределах 0,03…0,06 мм.
Шатунные вкладыши подбирают в соответствии с размерами шатунных шеек коленчатого вала так же, как и коренные.
Комплектование и сборка шатунно-поршневой группы ведутся на рабочем месте, оборудованном необходимыми монтажными и контрольно-измерительными приспособлениями.
Перед сборкой скомплектованные детали прополаскивают и продувают сжатым воздухом. Поршень нагревают в специальной духовке до температуры 80…85 °С, соединяют пальцем с шатуном на приспособлении или под прессом, и палец стопорят кольцами.
Собранные поршни с шатунами проверяют по массе. Разница их массы в одном комплекте двигателя не должна превышать допускаемых значений.
Поршневые кольца устанавливают при помощи специальных приспособлений выточкой вверх. Кольца на поршне должны плавно перемещаться в канавках и утопать в них под воздействием собственной массы при поворачивании поршня в горизонтальном положении.
Перед установкой шатуна (в сборе) в блок снимают крышку нижней головки и вкладыш, расставляют на поршне рядом стоящие кольца так, чтобы замки располагались под углом 120° по окружности, но в то же время не находились против отверстия под палец и против выемки в днище поршня.
Смазывают шатунные вкладыши, шейки и поршень дизельным маслом, надевают на поршень специальное приспособление (оправку) для сжатия поршневых колец и устанавливают шатун и поршень в блок так, чтобы выемка в днище поршня дизелей располагалась на стороне, противоположной распределительному валу.
Соединяют шатун с шейкой коленчатого вала и затягивают гайки нормальным усилием затяжки. Точно так же устанавливают остальные шатуны.
Проверяют продольный разбег нижней головки шатуна. Верхняя головка шатуна должна располагаться посередине бобышек поршня и иметь примерно одинаковый зазор между торцами головки шатуна и бобышек поршня. Нормальный зазор в шатунных подшипниках в среднем равен 0,08…0,15 мм. В дизелях днища поршней должны выступать над плоскостью блока в пределах, не превышающих допускаемые техническими условиями. Для двигателя С.МД-14, например, нормальным считается выступление поршней.
Рекламные предложения:
Читать далее: Установка деталей механизма газораспределения и головки блока
Категория: — Ремонт тракторов и автомобилей
Главная → Справочник → Статьи → Форум
Комплектование гильз поршней — Энциклопедия по машиностроению XXL
Сборка шатунно-поршневой группы осуществляется методом групповой взаимозаменяемости. Гильзы цилиндров сортируют на размерные группы и маркируют (размерная группа гильзы указывается на верхнем торце). Поршни сортируют по размерам и массе (обозначение группы наносят на днище или на нижнем торце поршня). При комплектовании подбирают гильзы и поршни одной размерной группы, а поршни, кроме того, и одной группы по массе. Подгонку поршней по массе можно осуществлять, снимая лишний металл с внутренней поверхности нижней части юбки поршня.
Гильзы цилиндров сортируют на размерные группы и маркируют (размерная группа гильзы указывается на верхнем торце). Поршни сортируют по размерам и массе (обозначение группы наносят на днище или на нижнем торце поршня). При комплектовании подбирают гильзы и поршни одной размерной группы, а поршни, кроме того, и одной группы по массе. Подгонку поршней по массе можно осуществлять, снимая лишний металл с внутренней поверхности нижней части юбки поршня.
Сборку цилиндропоршневой группы осуществляют методом групповой взаимозаменяемости. Гильзы цилиндров сортируют на размерные группы и маркируют. Поршни сортируют по размерам и массе. При комплектовании подбирают гильзы и поршни одной размерной группы. Подгонку поршней по массе осуществляют снятием металла с внутренней поверхности нижней части юбки поршня. [c.215]
При простом комплектовании к базовым деталям подбирают соответствующие детали таким образом, чтобы выдержать нормальный зазор в сопряжениях.
Износ отверстия под поршень в гильзах двигателя ЗИЛ-130 устраняют расточкой с последующим хо-нингованием под один из двух ремонтных размеров 0,5 и 1,0. Гильзы КамАЗ подлежат замене при износе по диаметру более 4,1 мм. При комплектовании индекс варианта гильзы (10, 20, 30, 40), нанесенный на нерабочем торце ее выступа и поршня, нанесенный на днище, должен быть одинаков. [c.180]
Поршни в сборе с шатунами устанавливаются в гильзы в соответствии с их маркировкой, выполненной при комплектовании гильзопоршневой группы на заводе-изго-товителе или при ее восстановлении на ремонтном предприятии.
При простом комплектовании к базовым деталям подбирают соответствующие детали таким обрзом, чтобы выдержать нормальный зазор в сопряжениях. Например, в условиях депо подбирают к коленчатому валу вкладыши подшипников или к гильзе цилиндров — поршни. Нередко прибегают также к индивидуальной пригонке одной из деталей сопряжения путем ее обработки или постановки компенсаторов. Хотя этот способ подбора сложен и требует больших затрат времени, его достаточно широко используют в практике ремонта тепловозов в депо и на многих заводах, где ремонт ведется в основном без обезличивания деталей. С целью же сокращения объема работ по комплектованию годные трущиеся детали, ранее работавшие вместе, а также спаренные детали, т. е. ранее подобранные индивидуальной подгонкой по размерам, массе или другим параметрам, стараются по возможности не обезличивать.
Допуск посадки от зазора 0,072 мм до натяга 0,048 мм составляет 0,12 мм, что является суммой допусков деталей (0,06 + 0,06). Для более точного комплектования поршни и гильзы двигателя ЗМЗ-24 селектируются при их изготовлении на пять групп через каждые 0,012 мм (табл. 6). Обозначение группы выбивается на днище поршня или- штампом на нижнем поясе гильзы. [c.78]
Комплектование цилиндро поршневой группы | Авто Брянск
Шатуны подбирают по массе. Разница в массе шатунов, входящих в один комплект, для многих двигателей допускается в пределах 8…15 г. С увеличением массы шатуна допускаемая разница возрастает. В шатунах автомобильных двигателей, кроме того, проверяют и уравновешивают массу нижней и верхней головок.
Поршни подбирают в соответствии с гильзами или цилиндрами блока. Все гильзы и поршни в комплекте должны быть одной размерной группы. Метки Б, С, М или другие размерной группы указаны на днище поршня и на верхнем торце гильзы. Если гильзы или цилиндры растачивали, то поршни подбирают к каждому цилиндру отдельно следующим образом: ленту-щуп шириной 13 мм и длиной 200 мм вставляют со стороны, противоположной разрезу направляющей части поршня (автомобильные двигатели), и протягивают ее динамометром. Усилие на динамометре определено техническими условиями для каждого двигателя. Для автомобильных двигателей оно в среднем равно 35…45 Н. Номинальный зазор между цилиндром и направляющей частью поршня для большинства тракторных двигателей находится в пределах 0,15…0,20 мм, а допускаемый без ремонта — в пределах 0,35…0,40 мм. Поршни, подобранные по гильзам или цилиндрам, взвешивают. Разница в массе не должна превышать допускаемого значения. Для поршней двигателя СМД -14, например, она равна не более 10 г. При необходимости поршни уравновешивают протачиванием внутренней поверхности направляющей части поршня.
Если гильзы или цилиндры растачивали, то поршни подбирают к каждому цилиндру отдельно следующим образом: ленту-щуп шириной 13 мм и длиной 200 мм вставляют со стороны, противоположной разрезу направляющей части поршня (автомобильные двигатели), и протягивают ее динамометром. Усилие на динамометре определено техническими условиями для каждого двигателя. Для автомобильных двигателей оно в среднем равно 35…45 Н. Номинальный зазор между цилиндром и направляющей частью поршня для большинства тракторных двигателей находится в пределах 0,15…0,20 мм, а допускаемый без ремонта — в пределах 0,35…0,40 мм. Поршни, подобранные по гильзам или цилиндрам, взвешивают. Разница в массе не должна превышать допускаемого значения. Для поршней двигателя СМД -14, например, она равна не более 10 г. При необходимости поршни уравновешивают протачиванием внутренней поверхности направляющей части поршня.
Поршневые кольца подбирают нормального или соответствующего ремонтного размера, если цилиндры шлифовали, и подгоняют их по цилиндру и поршню. Цифра ремонтного размера нанесена на торцевой поверхности кольца около замка. При подборе по цилиндру кольцо вставляют в калибр с внутренним размером, равным диаметру цилиндра, или в цилиндр, выравнивают положение кольца и щупом замеряют зазор в замке. Номинальный зазор для компрессионных колец большинства тракторных двигателей составляет 0,40…0,70 мм и для маслосъемных 0,50…0,80 мм, для колец автомобильных двигателей соответственно 0,30…0,50 и 0,15…0,45 мм.
Цифра ремонтного размера нанесена на торцевой поверхности кольца около замка. При подборе по цилиндру кольцо вставляют в калибр с внутренним размером, равным диаметру цилиндра, или в цилиндр, выравнивают положение кольца и щупом замеряют зазор в замке. Номинальный зазор для компрессионных колец большинства тракторных двигателей составляет 0,40…0,70 мм и для маслосъемных 0,50…0,80 мм, для колец автомобильных двигателей соответственно 0,30…0,50 и 0,15…0,45 мм.
Рекламные предложения на основе ваших интересов:
Рис. 1. Подбор поршня по цилиндру:
1 — динамометр; 2 — поршень; 3 — лента-щуп.
Одновременно проверяют кольца на плотность прилегания к стенкам цилиндра. Допускается просвет не более чем в двух местах между кольцом и стенкой цилиндра на дуге не более 30° и не ближе 30° от замка.
Кольца с зазором в замке менее допускаемого обрабатывают напильником в стыке до получения нормального зазора. Кольца с большим зазором в замке или с плохим прилеганием к стенкам цилиндра к сборке не допускаются.
При подборе колец по поршню их поочередно прокатывают по канавкам и щупом замеряют зазор между кольцом и стенкой канавки. Если кольцо заедает в канавке или зазор меньше допускаемого, торцевую поверхность кольца шлифуют на листе наждачной бумаги, плотно уложенной на контрольной металлической плите. Подобранные кольца проверяют на упругость на приборе для проверки упругости пружин. Кольцо сжимают в направлении, перпендикулярном горизонтальной плоскости, проходящей через замок, до получения нормального зазора в замке и по весам определяют упругость. Кольца с упругостью менее допускаемой на сборку не направляют.
Поршневые пальцы подбирают в соответствии с размерной группой отверстий в бобышках поршня по цвету краски (белый, желтый, черный), нанесенной на бобышки поршня и на торцы пальца. Во втулке верхней головки шатуна смазанный поршневой палец должен легко проворачиваться от руки, не иметь ощутимых поперечных качаний и выпадать из шатуна под действием собственной массы. Номинальный зазор между пальцем и втулкой находится в пределах 0,03…0,06 мм.
Шатунные вкладыши подбирают в соответствии с размерами шатунных шеек коленчатого вала так же, как и коренные.
Комплектование и сборка шатунно-поршневой группы ведутся на рабочем месте, оборудованном необходимыми монтажными и контрольно-измерительными приспособлениями.
Перед сборкой скомплектованные детали прополаскивают и продувают сжатым воздухом. Поршень нагревают в специальной духовке до температуры 80…85 °С, соединяют пальцем с шатуном на приспособлении или под прессом, и палец стопорят кольцами.
Собранные поршни с шатунами проверяют по массе. Разница их массы в одном комплекте двигателя не должна превышать допускаемых значений.
Поршневые кольца устанавливают при помощи специальных приспособлений выточкой вверх. Кольца на поршне должны плавно перемещаться в канавках и утопать в них под воздействием собственной массы при поворачивании поршня в горизонтальном положении.
Перед установкой шатуна (в сборе) в блок снимают крышку нижней головки и вкладыш, расставляют на поршне рядом стоящие кольца так, чтобы замки располагались под углом 120° по окружности, но в то же время не находились против отверстия под палец и против выемки в днище поршня.
Смазывают шатунные вкладыши, шейки и поршень дизельным маслом, надевают на поршень специальное приспособление (оправку) для сжатия поршневых колец и устанавливают шатун и поршень в блок так, чтобы выемка в днище поршня дизелей располагалась на стороне, противоположной распределительному валу.
Соединяют шатун с шейкой коленчатого вала и затягивают гайки нормальным усилием затяжки. Точно так же устанавливают остальные шатуны.
Проверяют продольный разбег нижней головки шатуна. Верхняя головка шатуна должна располагаться посередине бобышек поршня и иметь примерно одинаковый зазор между торцами головки шатуна и бобышек поршня. Нормальный зазор в шатунных подшипниках в среднем равен 0,08…0,15 мм. В дизелях днища поршней должны выступать над плоскостью блока в пределах, не превышающих допускаемые техническими условиями. Для двигателя С.МД-14, например, нормальным считается выступление поршней.
Работоспособность отремонтированного двигателя зависит в значительной степени от правильного укомплектования деталей для важнейших его узлов — кривошипно-шатунного и распределительного механизмов.
Поршни комплектуют по весу и по зазору между поршнем и цилиндром блока. Допуск на отклонение веса поршня по чертежу обычно значительно превышает допуск на отклонение веса отдельных поршней в комплекте для одного двигателя. Например, для двигателей ЗИЛ допуск на отклонение веса одного поршня составляет 56 г, а в комплекте для одного двигателя — не более 8 г. Поэтому необходимо рассортировать все поршни на несколько весовых групп. В рассмотренном примере допуск на отклонение веса в 56 г разбит на семь весовых групп через каждые 8 г. В комплект одного двигателя должны входить поршни одной группы. В отдельных случаях подобрать поршни по весу из имеющейся партии не удается. Тогда после подбора комплекта поршней по цилиндрам прибегают к подгонке их веса, для чего у более тяжелых поршней удаляют часть металла с нижних приливов у бобышек, предусмотренных специально для этой цели. Лишний металл удаляют симметрично, с обоих приливов. Эту операцию выполняют фрезой на вертикально-фрезерном или сверлильном станке, а также с помощью электродрели. Существуют также приспособления для определения веса поршней, снабженные небольшими фрезами, позволяющими снимать излишек металла не снимая поршень с приспособления.
Существуют также приспособления для определения веса поршней, снабженные небольшими фрезами, позволяющими снимать излишек металла не снимая поршень с приспособления.
Подбор поршней по цилиндрам выполняют селективным способом.
Отнесение поршней к той или иной размерной группе производится по наибольшему фактическому размеру.
Отнесение цилиндров к той или иной размерной группе производится по наименьшему фактическому размеру.
Подобным же образом делят допуски на размерные группы для ремонтных размеров.
Цилиндры одного блока двигателя иногда бывают различных размерных групп. Поэтому и подбираемые по цилиндрам поршни должны быть тех же групп. Подобранные поршни проверяют на свободу их перемещения вдоль цилиндра. Для этого в цилиндр вставляется щуп, представляющий собой стальную ленту строго определенных размеров. Толщина ее для различных марок двигателей различна и находится в пределах 0,06—0,15 мм. После этого в цилиндр вводят поршень днищем вниз и вытягивают щуп. Усилие, необходимое для перемещения щупа, измеряют пружинным динамометром. Величина усилия должна находиться в определенных пределах, различных для разных типов двигателей (обычно от 2 до 5 кГ). Если поршни имеют юбку с разрезом, щуп помещают со стороны, противоположной разрезу.
Усилие, необходимое для перемещения щупа, измеряют пружинным динамометром. Величина усилия должна находиться в определенных пределах, различных для разных типов двигателей (обычно от 2 до 5 кГ). Если поршни имеют юбку с разрезом, щуп помещают со стороны, противоположной разрезу.
С целью уменьшения трудоемкости подбора поршни должны быть рассортированы и расставлены на стеллажах по размерным и весовым группам. Кроме того, подбор поршней по весу и по размерам следует производить по возможности параллельно к нескольким блокам с одинаковыми ремонтными или нормальными размерами цилиндров.
Рассмотрим подбор поршневых пальцев к поршням. Сопряжение поршневых пальцев с поршнями из алюминиевого сплава выполняется по неподвижной посадке, с натягом. Детали этого сопряжения по размерам также разделяются на несколько групп. Количество размерных групп устанавливается в зависимости от величины общих допусков на размер пальца и отверстия бобышки поршня с тем, чтобы допуски на размеры деталей в пределах каждой группы не превышали 0,002—0,003 мм. Например, в двигателях ГАЗ и ЗИЛ эта величина равна 0,0025 мм при общем допуске на размер поршневого пальца 0,01 мм. В этом случае при комплектовании деталей одинаковой размерной группы будет обеспечена требуемая посадка для данного сопряжения без подбора.
Например, в двигателях ГАЗ и ЗИЛ эта величина равна 0,0025 мм при общем допуске на размер поршневого пальца 0,01 мм. В этом случае при комплектовании деталей одинаковой размерной группы будет обеспечена требуемая посадка для данного сопряжения без подбора.
Общие поля допусков размеров пальца и отверстия в бобышке поршня разбиты на четыре интервала.
Сопряженные детали рассортированы на четыре размерные группы — А, Б, В и Г.Любые две детали одинаковой размерной группы обеспечивают в сопряжении требуемый натяг в пределах 0,0025—0,0075 мм.
Подбор поршневых колец — компрессионных и маслосъемных — осуществляется по зазору в замке и по высоте канавки поршня.
Иногда поршневые кольца не могут быть подобраны без подгонки. Подгонку колец (как и других деталей) целесообразно выполнять в процессе комплектования, учитывая, что на участке комплектования всегда имеется значительное количество деталей разных размеров, что, как правило, позволяет свести подгонку к минимуму. Подгонка требуемого зазора в замке поршневого кольца заключается в опиливании напильником стыковых поверхностей и периодическом контроле щупом зазора в замке. Для удобства контроль зазора нужно выполнять не по цилиндру, а по калибру.
Подгонка требуемого зазора в замке поршневого кольца заключается в опиливании напильником стыковых поверхностей и периодическом контроле щупом зазора в замке. Для удобства контроль зазора нужно выполнять не по цилиндру, а по калибру.
При установке стальных поршневых колец отпадает необходимость подбора колец по высоте канавки. Но вместе с тем появляется потребность в обязательном контроле прилегания колец к зеркалу цилиндра на просвет (просвет по окружности не допускается). Для удобства выполнения этой операции применяют набор калибров, представляющих собой невысокие гильзы, имеющие внутренние диаметры, соответствующие размерам цилиндров. Эти калибры устанавливают в прибор для контроля прилегания колец на просвет.
Величина зазора между поршневым пальцем и втулкой шатуна находится и пределах 0,004—0,08 мм для разных марок двигателей. Замер этого зазора представляет известные трудности. Поршневой палец должен плавно входить в отверстие втулки под давлением большого пальца руки. Детали перед этим нужно тщательно протереть, а температура их должна быть одинаковой. Представляется целесообразным применять для этого сопряжения селективный подбор. В двигателях ЗИЛ пальцы и отверстия втулки верхней головки шатуна делят на шесть размерных групп с допуском 0,0025 мм и маркируют красками различных цветов.
Детали перед этим нужно тщательно протереть, а температура их должна быть одинаковой. Представляется целесообразным применять для этого сопряжения селективный подбор. В двигателях ЗИЛ пальцы и отверстия втулки верхней головки шатуна делят на шесть размерных групп с допуском 0,0025 мм и маркируют красками различных цветов.
Комплектование вкладышей коренных и шатунных подшипников по шейкам коленчатого вала производят в соответствии с ремонтными размерами последних.
При комплектовании шатунов кроме диаметра отверстия втулки верхней головки следует учитывать еще вес нижней головки и межосевое расстояние. Вес нижней головки определяется на специальных весах. Допустимые отклонения ее веса в комплекте шатунов, идущих на один двигатель, составляют от 15 до 50 г. При отсутствии специальных весов, позволяющих, производить подбор шатунов по весу нижних головок, шатуны могут быть подобраны по их полному весу; при этом разница в весе шатунов, комплектуемых для одного двигателя, должна быть та же, что и для нижней головки шатуна.
Необходимо учитывать расстояние между осями верхней и нижней головок шатуна, поскольку у части восстановленных шатунов это расстояние оказывается уменьшенным. Вместе с тем радиус кривошипа коленчатого вала после каждого перешлифования шатунных шеек изменяется в другую сторону — увеличивается на 0,1—0,2 мм, компенсируя укорочение шатунов.
Увеличение радиуса кривошипа коленчатого вала объясняется следующими обстоятельствами. В результате преобладающего действия инерционных сил шатунные шейки изнашиваются больше со стороны оси коленчатого вала. С целью снятия наименьшего припуска при перешлифовании шатунных шеек их ось смещают в направлении от оси коленчатого вала. Это снижает трудоемкость операции перешлифования, а также повышает общий срок службы коленчатого вала.
Практически отклонение этих двух размеров — длины шатунов и радиусов кривошипов — неодинаково. В результате этого получается большая неравномерность степени сжатия в отдельных цилиндрах, чем в новом двигателе (вследствие неодинакового положения отдельных поршней в верхней мертвой точке). Это приводит к неравномерной работе двигателя. Для устранения данного явления все шатуны по межосевому расстоянию делят на несколько размерных групп, с тем чтобы на двигатель устанавливались шатуны одной группы. Кроме того, желательно шатуны, имеющие меньшее межосевое расстояние, комплектовать с валами, шейки которых неоднократно подвергались перешлифованию, т. е. имеют более высокие номера ремонтных размеров.
Это приводит к неравномерной работе двигателя. Для устранения данного явления все шатуны по межосевому расстоянию делят на несколько размерных групп, с тем чтобы на двигатель устанавливались шатуны одной группы. Кроме того, желательно шатуны, имеющие меньшее межосевое расстояние, комплектовать с валами, шейки которых неоднократно подвергались перешлифованию, т. е. имеют более высокие номера ремонтных размеров.
Рекомендуется также применять селективный подбор таких сопряжений, как клапан — направляющая втулка, толкатель-отверстие в направляющих (или в блоке), корпус масляного насоса — шестерни масляного насоса (по высоте), ось шестерни масляного насоса — отверстие корпуса масляного насоса.
Шестерни распределительного механизма подбирают по величине бокового зазора между зубьями. Измерять зазор можно несколькими способами.
Не нашли то, что искали? Воспользуйтесь поиском:
Комплектование деталей шатунно-поршневой группы начинают с подбора поршней к гильзам цилиндров в соответствии с их размерами и массой – по размерным группам. Обозначение группы нанесено на верхнем торце гильзы и днище поршня. Поршни и гильзы в составе одного двигателя должны быть одной размерной группы – номинального (Б, С, М) или ремонтного (РБ, РС, РМ). Допускается подбирать детали, бывшие в эксплуатации поршни и гильзы по фактическому зазору согласно приложения 5.
Обозначение группы нанесено на верхнем торце гильзы и днище поршня. Поршни и гильзы в составе одного двигателя должны быть одной размерной группы – номинального (Б, С, М) или ремонтного (РБ, РС, РМ). Допускается подбирать детали, бывшие в эксплуатации поршни и гильзы по фактическому зазору согласно приложения 5.
Поршневые пальцы к отверстиям бобышек поршней подбирают по натягу (в «холодном» состоянии), а к втулке верхней головки шатуна – по зазору (приложение 6).
Поршневые кольца подбирают по размерам гильз и поршневым канавкам. Как было сказано выше.
При подборе кольцо устанавливают в гильзу и щупом проверяют величину зазора в замке и плотность прилегания к поверхности гильзы. Если зазор мал, то его увеличивают, опиливая поверхность одного торца замка. При проверке прилегания кольца допускается зазор между кольцом и гильзой не более 0,02. 0,03 мм на дуге 60°.
Кольцо должно прокатываться по канавке поршня свободно, без заеданий. Зазор между канавкой и кольцом измеряют щупом. Если зазор меньше допустимого, то кольцо шлифуют на плоскошлифовальном станке с одного торца.
Если зазор меньше допустимого, то кольцо шлифуют на плоскошлифовальном станке с одного торца.
Поршни, пальцы, шатуны кроме подбора по линейным размерам должны иметь минимальные отклонения по массе в рамках одного комплекта на двигатель (приложение 4). При необходимости выравнивания массы металл удаляют со специального прилива нижней крышки шатуна сверлением или на обдирочно-шлифовальном станке.
Втулки подбирает в соответствии с размерами отверстий в верхних головках шатунов. Втулки должны входить с натягом 0,125. 0,048 мм — это нормальный, допустимый — 0,040 мм.
Сборку шатунно-поршневой группы начинают с запрессовки втулок в верхние головки шатунов. При этом нужно следить за совпадением маслоподводящих отверстий во втулке и шатуне.
Сопряжение «палец-втулка верхней головки шатуна» считается правильно подобранным в том случае, если шатун, свободно висящий на смазанном дизельным маслом пальце, при проворачивании, руками за палец, отклоняется от вертикального положения на угол около 30°.
Поршень подлежит тщательному осмотру. На обработанных его поверхностях не допускаются забоины, надрывы металла, глубокие риски, задиры, заусенцы и острые кромки. Выход маслосливных отверстий на поверхность юбки не допускается.
Далее необходимо соединить поршень с шатуном поршневым пальцем. Для этого нагреть поршень до температуры 80. 90 °С в электрошкафу или масляной ванне. Смазать втулку верхней головки шатуна дизельным маслом и при помощи наставки запрессовать поршневой палец в поршень на прессе. Продольное перемещение пальца ограничить установкой стопорных колец.
Проверить щупом зазор между торцом верхней головки шатуна и бобышкой поршня, который должен быть в пределах 2±0,5 мм с каждой стороны, Проверить на весах массу шатунов в сборе с поршнями. Разность массы комплектов на дизель не должна превышать 30 г.
Установить на поршень при помощи разжимного приспособления маслосъемные и компрессионные кольца, отвечающие требованиям, изложенным в разделе «Разборка и дефектация». Для двигателей Д-50, Д-240 в первую и вторую кольцевые канавки снизу — маслосъемные кольца и в остальные — компрессионные.
Для двигателей Д-50, Д-240 в первую и вторую кольцевые канавки снизу — маслосъемные кольца и в остальные — компрессионные.
При вращении поршня, находящегося в горизонтальном положении, вокруг своей оси на 360° компрессионные кольца должны плавно перемещаться в канавках и утопать в них при легком встряхивании. На поверхности колец не должно быть рисок, задиров, забоин и трещин.
Шатуны комплектуют с новыми вкладышами номинального или ремонтного размера. Ремонтные размеры вкладышей большего размера могут быть получены путем расточки старых вкладышей меньшего размера. После расточки толщина антифрикционного слоя должна быть не менее 0,3 мм.
Шатунные болты должны входить в отверстие шатуна и крышки от легких ударов молотка массой 200 г. На болтах и в гайках не допускаются сорванные, смятые и стянутые нитки резьбы.
Для определения сборочного зазора «вкладыш — шатунная шейка» коленчатого вала следует измерить диаметр отверстий в нижней головки шатуна (рисунок 15) с установленными вкладышами (затяжка крышки моментом 170…160 Н·м) и диаметр шатунной шейки коленчатого вала (рисунок 16).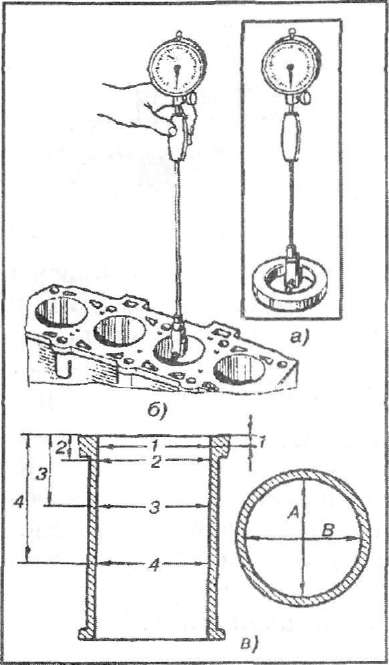
Рисунок 15. — Измерение отверстия шатунного подшипника индикаторным нутромером.
Рисунок 16. — Измерение диаметра шатунной шейки коленчатого вала микрометром.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Какие износы и неисправности обнаруживаются у деталей шатунно-поршневой группы?
2. Все ли детали шатунно-поршневого комплекта подвергаются ремонту и восстановлению?
3. Как осуществляется подбор деталей ШПГ двигателя?
4. Каков порядок сборки шатунно-поршневой группы?
5. В чем суть окончательной подгонки отверстия во втулке верхней головки шатуна?
6. Технология восстановления втулок раскатыванием.
7. Как осуществить дорнование втулок?
8. В чем недостаток холодной правки шатунов?
9. По каким показателям контролируют поршневые кольца?
10. Преимущества и недостатки применяемых технологий ремонта и восстановления деталей?
ЛИТЕРАТУРА
1. Сушкевич М.В. Контроль при ремонте сельскохозяйственной техники. – М.: Агромиздат, 1988. — 254 с.
– М.: Агромиздат, 1988. — 254 с.
2. Беккер И.Г. Ремонт технологического оборудования лесозаготовительных машин. – М.: Экология, 1991. – 30 с.
3. Шевченко А.Н., Сафронов П.И. Справочник слесаря по ремонту тракторов. – Л.: Машиностроение, 1989. – 512 с.
4. Ремонт машин / Под ред. И.Е. Ульмана. – М.: Колос, 1982. — 446 с.
5. Бабусенко С.М. Ремонт тракторов и автомобилей. – М.: колос, 1980. – 335 с.
6. Шасси тракторов МТЗ-80, -82 / Технические требования на капитальный ремонт. – М.: ГОСНИТИ, 1985. – 204 с.
7. Технологические карты на капитальный ремонт двигателей СМД-14, -17, -18. – М.: ГОСНИТИ, 1980. – 260 с.
8. Двигатели А-41, А-01М. / Технические требования на капитальный ремонт . – М.: ГОСНИТИ, 1986. – 200 с.
ПРИЛОЖЕНИЯ
ПРИЛОЖЕНИЕ 1
Дата добавления: 2018-02-15 ; просмотров: 2043 ; ЗАКАЗАТЬ РАБОТУ
Ремонт блока двигателя и кривошипно-шатунного механизма
Какая она, гильза цилиндра
На современных легковых автомобилях применяются две группы гильз:
- «мокрые» гильзы — данный тип гильз конструктивно соприкасается с охлаждающей жидкостью двигателя.
 Комплектуются уплотнительными прокладками для предотвращения попадания газов в охлаждающую жидкость и наоборот. Гильза цилиндра этой группы более ремонтопригодная.
Комплектуются уплотнительными прокладками для предотвращения попадания газов в охлаждающую жидкость и наоборот. Гильза цилиндра этой группы более ремонтопригодная.
- «сухие» гильзы – гильза цилиндра данной группы в некоторых двигателях заливается в блок при изготовлении. Естественно, они не соприкасаются с охлаждающей жидкостью, отсюда и название.
Основными свойствами, которыми должна обладать гильза цилиндра, являются: износостойкость, прочность, высокая антикоррозийная устойчивость. Конструктивные особенности гильз должны обеспечивать надёжность уплотнений в местах стыка гильзы с ГБЦ и блоком цилиндров.
Установки приватности
Мы придаем большое значение прозрачности в вопросе защиты персональных данных. На наших страницах Вы получите точную информацию о том, какие настройки Вы можете выбрать и какие функции они выполняют. Выбранную Вами настройку Вы можете изменить в любое время. Независимо от выбранной Вами настройки, мы не будем определять Вашу личность (за исключением тех случаев, когда Вы однозначно ввели свои данные, например, в контактных формах). Информацию об удалении файлов куки Вы найдете в справке Вашего браузера. Дополнительная информация приводится вЗаявлении о защите данных.
Информацию об удалении файлов куки Вы найдете в справке Вашего браузера. Дополнительная информация приводится вЗаявлении о защите данных.
Измените свои настройки приватности путем нажатия на соответствующие кнопки
- Необходимость
- Комфорт
Необходимость
Файлы куки, необходимые для работы веб-сайта, обеспечивают его надлежащее функционирование. При отсутствии файлов куки возможно появление ошибок и сообщенийоб ошибках.
Данный веб-сайт будет выполнять следующее:
- сохранять файлы куки, необходимые для работы веб-сайта.
- сохранять настройки, выполненные Вами на данном сайте.
При этой настройке данный веб-сайт ни в коем случае не будет выполнять следующее:
- сохранять Ваши настройки, например, выбор языка или баннер куки, чтобы Вы не выполняли их заново.
- анонимно анализировать посещаемость нашего веб-сайта и использовать эту информацию для его оптимизации.
- определять Вашу личность (за исключением тех случаев, когда Вы однозначно ввели свои данные, например, в контактных формах).

Комфорт
Файлы куки делают посещение Вами веб-сайта более удобным и комфортным, сохраняя, например, определенные настройки, чтобы Вам не приходилось заново выполнятьих каждый раз при посещении сайта.
Данный веб-сайт будет выполнять следующее:
- сохранять файлы куки, необходимые для работы веб-сайта.
- сохранять Ваши настройки, например, выбор языка или баннер куки, чтобы Вы не выполняли их заново.
При этой настройке данный веб-сайт ни в коем случае не будет выполнять следующее:
- анонимно анализировать посещаемость нашего веб-сайта и использовать эту информацию для его оптимизации.
- определять Вашу личность (за исключением тех случаев, когда Вы однозначно ввели свои данные, например, в контактных формах).
Статистика
Статистические файлы куки позволяют нам анализировать использование нашего веб-сайта в анонимной форме, т. е. не определяя при этом Вашу личность. Это дает нам возможность оценивать и постоянно повышать эффективность сайта, чтобы сделать его более удобным и приятным для пользования.
Данный веб-сайт будет выполнять следующее:
- сохранять файлы куки, необходимые для работы веб-сайта.
- сохранять Ваши настройки, например, выбор языка или баннер куки, чтобы Вы не выполняли их заново.
- анонимно анализировать посещаемость нашего веб-сайта и использовать эту информацию для его оптимизации.
Ремонт гильз цилиндров
Как правило, восстановление ресурса двигателя возможно при помощи метода гильзования. Для этого производителем предусмотрены ремонтные гильзы (втулки). Согласитесь, что ремонт блока цилиндров, ремонт ГБЦ и ремонт гильз цилиндров, это намного более дешёвая процедура, чем покупка нового двигателя.
Ремонт гильз цилиндров в блоках из разных материалов (чугун, алюминий) отличается по своей технологии.
- «сухие» гильзы, как правило, устанавливаются способом термической обработки, или устанавливаются холодным способом, т.е. с применением специализированного оборудования.
- «мокрые» гильзы проще поддаются ремонту, так как вставляются и удаляются при ремонте блока цилиндров, вручную.

Не является обязательным условием при ремонте гильз, их замена во всех цилиндрах. Во время диагностики цилиндров блока выявляется, какая гильза цилиндра требует ремонта (замены).
К
атегория:
Ремонтирование строительных машин
П
убликация:
Ремонт блока двигателя и кривошипно-шатунного механизма
Ч
итать далее:
Ремонт головки блока цилиндров и газораспределительного механизма
Ремонт блока двигателя и кривошипно-шатунного механизма
Блоки цилиндров двигателей изготовляют из серого или низколегированного чугуна. Блок цилиндров представляет собой отливку сложной конфигурации со стенками разной толщины.
После длительной эксплуатации возможны следующие дефекты блоков цилиндров: трещины и обломы различного характера; пространственная деформация поверхностей прилегания под головки цилиндров; изнашивание или нарушение соосности гнезд под вкладыши коренных подшипников; изнашивание отверстий под втулки толкателей и распределительного вала; изнашивание или срыв резьбы в отверстиях крепления деталей.
Ремонт блока цилиндров начинают с устранения трещин, обломов, пробоин, так как применяемая для этой цели сварка вызывает коробление детали. Коробление устраняют механической обработкой.
Рекламные предложения на основе ваших интересов:
Трещины в водяной рубашке и картере в зависимости от их местоположения могут быть заварены электросваркой стальными электродами из проволоки СВ-08 или электродами ЦЧ-4 способом отжигающих валиков с предварительной постановкой штифтов или электродами монелевыми, биметаллическими 034-1 диаметром 4 мм и др. Трещины на ненагруженных поверхностях можно заклеивать составами на основе эпоксидных смол или клеями БФ-2, ВС-ЮТ и № 88 с наложением заплаты из стеклоткани.
Пространственную деформацию поверхностей прилегания под головку цилиндров устраняют шлифованием на плоскошлифовальных или вертикально-сверлильных станках с последующим углублением на такой же размер выточки под бурты гильз цилиндров.
Соосность гнезд восстанавливают путем их расточки под ремонтные размеры с постановкой вкладышей увеличенного наружного размера. Практикуется также восстановление блока напылением смесью железных и медных порошков. Изношенные поверхности под вкладыши восстанавливают, нанося на них эпоксидные составы.
Практикуется также восстановление блока напылением смесью железных и медных порошков. Изношенные поверхности под вкладыши восстанавливают, нанося на них эпоксидные составы.
Изношенные отверстия под направляющие втулки толкателей и втулки распределительного вала развертывают под ремонтные размеры.
Резьбовые отверстия с изношенной, сорванной или забитой резьбой восстанавливают нарезанием новой резьбы ремонтного размера, постановкой ввертышей или спиральных вставок.
Перед нарезанием резьбы ремонтного размера отверстие с дефектной резьбой зенкуют и нарезают резьбу требуемого размера на радиально-сверлильных станках с применением револьверных головок и накладных кондукторов. Блок устанавливают на поворотном стенде с базированием на плоскость со стороны нижнего картера и на два установочных отверстия. При постановке ввертыша ввертывают дополнительную деталь с резьбой номинального размера и на его границе сверлят отверстие диаметром 3,3 мм, а также нарезают на ввертыше резьбу М4Х0. 5 для его стопорения.
5 для его стопорения.
Восстановленные блоки испытывают на герметичность на стендах. При гидравлическом испытании блоков под давлением 0,4…0,5 МПа в течение 3 мин не должно быть запотевания швов.
Цилиндры и гильзы изнашиваются неравномерно. Наибольший износ наблюдается в зоне верхнего компрессионного кольца при положении поршня в верхней мертвой точке. В нижней части цилиндра износ небольшой.
Зеркало гильзы в основном подвергается абразивному, коррозионному и механическому изнашиванию. Наибольшее влияние на износ гильз оказывают абразивные частицы пыли, попадающие в двигатель через впускную магистраль вместе с воздухом, маслом, топливом; через сапуны у дизелей и принудительную систему вентиляции картеров у карбюраторных двигателей; через неплотности в соединениях всасывающего коллектора и картера. Коррозионное изнашиванние верхней части гильзы цилиндра вызывается работой двигателя при низкой температуре. Часть продуктов сгорания топлива конденсируется, происходят сложные превращения, приводящие к образованию кислот, которые вызывают коррозию зеркала гильзы. Для уменьшения износа необходимо поддерживать температуру нагрева двигателя не ниже 70 °С. Износ цилиндров с воздушным охлаждением вдвое меньше, чем у цилиндров с жидкостным охлаждением. Это объясняется более быстрым прогревом цилиндров после запуска.
Для уменьшения износа необходимо поддерживать температуру нагрева двигателя не ниже 70 °С. Износ цилиндров с воздушным охлаждением вдвое меньше, чем у цилиндров с жидкостным охлаждением. Это объясняется более быстрым прогревом цилиндров после запуска.
Механическое изнашивание зеркала цилиндра вызывается движением поршня с кольцами (истирание) и вибрацией цилиндра (кавитационное разрушение) дизельных двигателей.
При кавитационном и коррозионном разрушении наружной поверхности гильз их бракуют.
Изношенные внутренние поверхности гильз и цилиндров шлифуют под ремонтный размер на всю длину на вертикально-расточных станках 278А, 268, 277Б, 2В-697. Можно использовать также переносные станки 2407ГАРО. Гильзы шлифуют и подвергают окончательной обработке хонингованием на хонинговальных станках 3833 или на сверлильных станках с хоиинговальными головками. Станок обеспечивает автоматическое вращательное и возвратно-поступательное движение головки, заданное увеличение ее диаметра за каждый цикл подъема и опускания. Хонингование проводят шлифовальными или алмазными брусками. Зернистость бруска выбирают в зависимости от требуемой шероховатости поверхности, а твердость связки —в соответствии с твердостью обрабатываемого материала. Хонингование ведут с подачей охлаждающей жидкости (керосина или смеси керосина с 15…20% машинного масла). Рекомендуется использовать алмазные бруски АСМ и для окончательного хонингования бруски АСП-40. После хонин-гования овальность и конусность должны быть не более 0,02…0,03 мм.
Хонингование проводят шлифовальными или алмазными брусками. Зернистость бруска выбирают в зависимости от требуемой шероховатости поверхности, а твердость связки —в соответствии с твердостью обрабатываемого материала. Хонингование ведут с подачей охлаждающей жидкости (керосина или смеси керосина с 15…20% машинного масла). Рекомендуется использовать алмазные бруски АСМ и для окончательного хонингования бруски АСП-40. После хонин-гования овальность и конусность должны быть не более 0,02…0,03 мм.
Изношенные гильзы последнего ремонтного размера восстанавливают постановкой сухой гильзы, изготовленной из титано-меднистого или марганцовистого чугуна. В расточенный блок запрессовывают гильзу, вновь ее растачивают и хонингуют на номинальный размер. Гильзы перед запрессовкой охлаждают, а блок подогревают. После окончательной обработки гильзы распределяют по размерным группам и комплектуют с поршнями одноименной размерной группы.
Для повышения износостойкости рабочей поверхности гильз рекомендуется подвергать их виброобкатыванию шариком или рожком на сверлильных или расточных станках. Это создает поверхностный наклеп и снижает шероховатость поверхности.
Это создает поверхностный наклеп и снижает шероховатость поверхности.
Ремонт поршневых пальцев производят перешлифовкой на меньший размер на шлифовальном станке без центров или с помощью конусной оправки. При централизованном восстановлении пальцев на номинальный размер в большинстве случаев применяют холодную раздачу. Поршневые пальцы восстанавливают также осталиванием и хромированием с последующей обработкой под номинальный ремонт или ремонтный размер.
Шатуны, поступающие в ремонт, имеют следующие дефекты: изгиб и скручивание стержня, трещины, изнашивание внутренней поверхности втулки верхней головки шатуна и отверстия под нее, отверстия нижней головки, поверхностей по плоскости разъема шатуна с крышкой, отверстий и опорных поверхностей под гайки и головки шатунных болтов.
Отсутствие установочных баз и изнашивание рабочих поверхностей затрудняет ремонт шатунов. Тем не менее на некоторых ремонтных заводах их успешно ремонтируют по следующей технологии: – выпрессовывают втулку верхней головки шатуна; – шлифуют боковую поверхность нижней головки шатуна для восстановления установочной базы; правят шатун; шлифуют или фрезеруют плоскость разъема крышки; собирают шатун с крышкой и запрессовывают втулку в верхнюю головку; растачивают отверстия нижней и верхней головок шатуна; контролируют шатун.
Рис. 1. Приспособление для проверки и правки шатуна 1 — рукоятка для выбивания скалки; 2, 6 — малая и большая скалки; 3 — направляющие ползуна; 4 ~ индикаторы;. 5 — коромысло; 7 — стойки
Изгиб стержня шатуна устраняют способом правки на винтовых и гидравлических прессах, а скручивание— с помощью рычага или струбцины, захваты которой закрепляют с противоположных сторон поперечного сечения стержня.
Шатун можно править и на приспособлении, показанном на рис. 1. С помощью индикаторов, установленных на этом приспособлении, контролируют изгиб, скручивание и межцентровое расстояние осей отверстий.
После правки шатун рекомендуется подвергать термообработке. Для этого его нагревают до температуры 400…450°С, выдерживают в течение 0,5…1 ч и охлаждают на воздухе.
Шатуны с трещинами любого размера и расположения выбраковывают.
Изношенные втулки верхней головки шатуна выпрессовывают на прессе с пневматическим приводом. Боковые поверхности нижней головки шлифуют на плоскошлифовальных станках кругами зернистостью 40…60, твердостью СМ2, СМ1. Перед шлифованием гайки шатунных болтов затягивают динамометрическим ключом.
Перед шлифованием гайки шатунных болтов затягивают динамометрическим ключом.
Изношенную внутреннюю поверхность верхней головки шатуна растачивают под ремонтный размер, и запрессовывают втулку увеличенного размера или омедненную. Отверстие нижней головки шатуна восстанавливают железнением. Сначала предварительно растачивают головку, а после железнения окончательно растачивают на приспособлении алмазно-расточного станка.
Изношенную поверхность нижней головки шатуна можно восстанавливать газовой наплавкой. Самофлюсующийся порошок ПГ-Х480СГ2 наносят на поверхность через пламя ацетиленокислородной горелки. Перед па-несением порошка шатун собирают с нижней крышкой. Стержень шатуна охлаждают, погружая в воду по головку. После направки отверстие нижней головки шатуна хонингуют до получения номинального размера.
Поверхности отверстий нижней головки шатуна восстанавливают наплавкой в углекислом газе и вибродуговым способом. Затем отверстия растачивают на расточных или токарных станках.
Поврежденные плоскости разъема шатуна с крышкой восстанавливают железнением с последующей механической обработкой.
Изношенные опорные поверхности под гайки и головки шатунных болтов фрезеруют и снимают следы изнашивания. После фрезерования при сборке нижней головки шатуна следят, чтобы отверстие для шплинта шатунного болта не выступало за торцовую поверхность гайки. В противном случае поверхность наплавляют, а затем фрезеруют до номинального размера.
Рис. 2. Подгонка поршневого Рис. 92. Пригонка поршневых кольца колец к цилиндру
Рис. 3. Прибор для определения упругости поршневых колец(а) и пружин (б) 1 — подвижный упор; 2 — стопорный винт; 3 — каретка; 4 — поршневые кольца; 5 —столик; 6 — дополнительный груз; 7 —основной груз; 8 — коромысло
После окончания ремонта шатун контролируют на специальном приспособлении (см. рис. 1).
При ремонте кривоишпно-шату иного механизма особое внимание должно быть обращено на тщательный подбор деталей друг к другу и к цилиндрам двигателя. Масляные и компрессионные кольца подбирают по размеру гильз и высоте канавок на поршне, при необходимости производят подгонку подпиливанием стыков колец (рис. 2) до получения необходимого зазора (0,3… 0,4 мм для карбюраторных и 0,7… 1 мм для дизельных двигателей). Для цилиндров, подвергшихся перешлифовке, подгонку зазора в стыках колец производят по верхней части цилиндра, а к цилиндрам, не подвергшимся перешлифовке, кольца подгоняют в зоне наименьшего диаметра цилиндра (в пределах хода поршневых колец). Кольца проверяют также по высоте канавок поршней и при необходимости шлифуют на абразивном круге или абразивной бумагой. Упругость кольца проверяют на специальном приборе (рис. 3). Кольцо вставляют между площадкой весов и нажимным устройством так, чтобы стык кольца был в горизонтальном положении. Нагружают кольцо нажимным устройством до нормального зазора в стыке, проверяемого шумом. Сила сжатия кольца при этом должна соответствовать установленным нормам упругости.
Масляные и компрессионные кольца подбирают по размеру гильз и высоте канавок на поршне, при необходимости производят подгонку подпиливанием стыков колец (рис. 2) до получения необходимого зазора (0,3… 0,4 мм для карбюраторных и 0,7… 1 мм для дизельных двигателей). Для цилиндров, подвергшихся перешлифовке, подгонку зазора в стыках колец производят по верхней части цилиндра, а к цилиндрам, не подвергшимся перешлифовке, кольца подгоняют в зоне наименьшего диаметра цилиндра (в пределах хода поршневых колец). Кольца проверяют также по высоте канавок поршней и при необходимости шлифуют на абразивном круге или абразивной бумагой. Упругость кольца проверяют на специальном приборе (рис. 3). Кольцо вставляют между площадкой весов и нажимным устройством так, чтобы стык кольца был в горизонтальном положении. Нагружают кольцо нажимным устройством до нормального зазора в стыке, проверяемого шумом. Сила сжатия кольца при этом должна соответствовать установленным нормам упругости.
Поршни с гильзами ремонтного размера комплектуют по зазору между поршнем (по юбке) и гильзой. Эту операцию выполняют на ощупь или контролируют по усилию протягивания ленты-щупа определенной толщины, заложенной между гильзой и поршнем по всей его длине (рис. 4).
Эту операцию выполняют на ощупь или контролируют по усилию протягивания ленты-щупа определенной толщины, заложенной между гильзой и поршнем по всей его длине (рис. 4).
Поршневые пальцы к алюминиевым поршням подбирают по размерной группе отверстий в бобышках поршней таким образом, чтобы при комнатной температуре (20 °С) они от усилия руки входили в поршень, а при нагревании поршня в воде до 70 °С входили в него свободно. Этим достигается небольшой зазор в соединениях во время работы двигателя, так как коэффициент линейного расширения алюминия (поршень) и стали (палец) неодинаков. К шатуну поршневой палец подбирают так, чтобы при нормальной комнатной температуре он плавно входил в отверстие под небольшим усилием.
После подбора отдельных деталей друг к другу производят подсборку шатунно-поршневой группы, проверяют правильность взаимного положения образующейся цилиндрической поверхности юбки поршня и отверстия нижней головки шатуна, затем весь комплект на один двигатель подгоняют по массе. Разница в массах собранных комплектов (сверх допустимых пределов) устраняется снятием металла со специальных приливов, имеющихся на поршне.
Разница в массах собранных комплектов (сверх допустимых пределов) устраняется снятием металла со специальных приливов, имеющихся на поршне.
Рис. 4. Подбор поршней к цилиндрам 1 — ручные пружинные весы; 2 — лента-щуп
Рис. 5. Приспособление для сжатия и направления поршневых колец при ввода их в цилиндр 1 — стальная лента; 2 — ключ; 8 — стяжная лента
Выверенные комплекты устанавливают в цилиндры двигателя. При этом для облегчения операции сжатия колец и предупреждения их повреждений пользуются приспособлением, показанным на рис. 5.
Сборка шатунно-поршневой группы может также производиться на шестипозиционном автомате карусельного типа.
У коленчатого вала возможны следующие основные дефекты: прогиб вала, изнашивание шатунных и коренных шеек, изнашивание и повреждение гнезда под подшипник, повреждение резьбы, фасок, трещины.
Дефекты коленчатых валов, поступающих в ремонт, повторяются в определенных сочетаниях, что позволяет разработать технологию ремонта не по каждому дефекту в отдельности, а по комплексу дефектов каждого сечения, с которым вал поступает в ремонт.
Ремонт коленчатого вала начинают с контрольных операций, выполняемых с помощью магнитного дефектоскопа или магнитного карандаша для выявления трещин на шейках. При обнаружении трещин валы выбраковывают.
Затем определяют прогиб вала, причем во избежание ошибок и неточностей прогиб следует проверять по торцовому биению фланца крепления маховика, которое допускается не более 0,05 мм. При большем биении прогиб вала устраняют шлифованием или правкой в холодком состоянии на прессе. Для снятия внутренних напряжений после правки производят термическую обработку (термофиксацию), состоящую в выдержке вала при температуре 400…500 °С в течение 0,5… 1 ч. Коленчатый вал правят также местным наклепом щек.
Изношенные шатунные и коренные шейки ремонтируют различными способами. Способ механической обработки под ремонтный размер наиболее распространен и эффективен только в случае, когда изменение размера не приводит к ликвидации термически обработанного поверхностного слоя коленчатого вала. Все коренные или шатунные шейки одного вала обрабатывают под один ремонтный размер.
Все коренные или шатунные шейки одного вала обрабатывают под один ремонтный размер.
Перед шлифовкой шеек вала устраняют все другие дефекты. Обрабатывают шейки вала на шлифовальных станках типа 3420, 3423, позволяющих ремонтировать как коренные, так и шатунные шейки. Однако для большей точности обработки их настраивают на шлифовку либо коренных, либо шатунных шеек.
После шлифования под ремонтный размер шейки полируют на станке для полирования. Шейки можно также полировать с помощью приспособления к шлифовальному станку, на универсальном приспособлении к токарному станку или обжимками вручную.
Шейки коленчатых валов можно восстанавливать наплавкой, способом электролитического железнения и хромирования, напылением металла.
Перед наплавкой отверстия масляных каналов должны быть закрыты графитовой пастой, пластинками из малоуглеродистой стали или графитовыми стержнями. После наплавки и охлаждения коленчатого вала выполняют предварительное шлифование шеек, затем разделку и очистку масляных отверстий и каналов, окончательное шлифование, полирование всех шеек и очистку вала.
Коленчатые валы, наплавленные под флюсом (с добавкой графита), проходят последующую термическую обработку и закалку шеек на установке ТВЧ. Наплавку шеек ведут от галтелей к середине. После наплавки их протачивают на токарном станке, отпускают вал при температуре 650 °С, выдерживают в течение 2 ч и закаливают нагревом ТВЧ на глубину 3,5 мм, а затем шлифуют до заданного размера. При шлифовании шеек необходимо соблюдать радиус галтелей.
Восстановление валов способом напыления металла имеет большое практическое значение для ремонта двигателей. Высокая температура плазменной струи позволяет применять тугоплавкие металлы и их сплавы, формировать на изношенных деталях поверхностный слой высокой твердости и получать высокую прочность сцепления нанесенного слоя с деталью. Транспортирующие инертные газы снижают окисляемость частиц металла, что в совокупности создает предпосылки для получения высокой износостойкости покрытия.
При повреждении резьбы в деталь устанавливают спиральные вставки или нарезают новую резьбу ремонтного размера.
Изношенные шпоночные канавки фрезеруют под шпонки ремонтного размера.
При увеличении размера отверстия под подшипник вал ремонтируют постановкой дополнительных ремонтных деталей в такой последовательности: обработка под втулку, запрессовка и механическая обработка.
Поверхность фасок вала, как правило, бывает повреждена, поэтому центровые фаски правят путем механической обработки. После шлифования шеек под ремонтные размеры уменьшается глубина фасок на отверстиях масляных каналов. Поэтому фаски обрабатывают и полируют.
Сборку коленчатых валов начинают с запрессовки трубок для направления масла в шатунных шейках, установки сегментных шпонок под шестерни. Затем вал промывают, продувают масляные каналы сжатым воздухом и устанавливают заглушки, резьбовые уплотни-тельные кольца и сальники.
Коленчатый вал подвергают динамической балансировке в сборе с маховиком (иногда и со сцеплением на специальном станке). Коленчатый вал уравновешивают с маховиком в его плоскости путем постановки балансировочных пластин или сверления отверстия в торце маховика. У тракторных двигателей с неразъемным картером маховика коленчатые валы балансируют без маховика.
У тракторных двигателей с неразъемным картером маховика коленчатые валы балансируют без маховика.
Коренные и шатунные подшипники коленчатых валов автотракторных двигателей при износе получают овальность с большой осью в плоскости, перпендикулярной разъему подшипников, конусность, а поверхности насыщаются продуктами износа. В результате этого увеличиваются зазоры в подшипниках, что приводит к появлению давления масла в магистрали.
Последующее использование изношенных подшипников для большого размера вала возможно после удаления поверхностного слоя с накопленными абразивными частицами путем растачивания.
У подшипников наблюдается также выкрошивание антифрикционного слоя, смятие плоскостей в местах разъема и ослабление посадки в постелях шатуна и блока в результате износа их внутренней поверхности. При наличии этих дефектов подшипники выбраковываются.
К дефектам маховика, устраняемым при ремонте, относят износ зубчатого венца, отверстий под болты и плоскости прилегания ведомого диска сцепления. Изношенные венцы спрессовывают и заменяют новыми, а задиры на плоскости прилегания ведомого диска сцепления устраняют шлифовкой. Следует иметь в виду, что маховик вместе с коленчатым валом должен быть обязательно подвергнут динамической балансировке.
Изношенные венцы спрессовывают и заменяют новыми, а задиры на плоскости прилегания ведомого диска сцепления устраняют шлифовкой. Следует иметь в виду, что маховик вместе с коленчатым валом должен быть обязательно подвергнут динамической балансировке.
При сборке кривошипно-шатунного механизма все резьбовые соединения должны затягиваться предельными ключами, обеспечивающими требуемый момент затяжки, а затяжка болтов крепления головки блока, кроме того,—в определенной последовательности.
Рекламные предложения:
Читать далее: Ремонт головки блока цилиндров и газораспределительного механизма
К
атегория: — Ремонтирование строительных машин
Главная → Справочник → Статьи → Форум
Реконструкция блока цилиндров
Этот процесс начинается с расточки цилиндров под гильзы. На качество расточки очень сильно влияет ресурс ремонтируемого двигателя. Расточка блока позволяет добиться как необходимого размера, так и правильной геометрии гнёзд.
Если расточка проведена неправильно, то эллипсоидная геометрия гнезда, после гильзования передастся самой гильзе. Для придания точности и необходимой гладкости поверхности гнёзд, после расточки их подвергают хонингованию.
Для придания точности и необходимой гладкости поверхности гнёзд, после расточки их подвергают хонингованию.
Процедура гильзования
Если с «мокрыми» гильзами процедура гильзования более менее понятна, в силу конструктивных особенностей, то гильзование «сухих» гильз цилиндра вам вряд ли удастся провести своими руками в гараже.
Горячее гильзование производится с учетом разницы температур. Блок цилиндров нагревается при помощи газовой горелки до температуры 120-1500. После этого в подготовленное гнездо вставляется охлаждённая гильза.
Монтажу гильзы цилиндра предшествует её обработка специальным составом для избавления от водяного конденсата. Метод горячего гильзования «сухих» гильз цилиндра является самым качественным.
В силу особенностей структуры материала цилиндры блоков, выполненные из галникала, не поддаются расточки. Поэтому в такие блоки цилиндров при ремонте производится запрессовка алюминиевых гильз.
Виды работ
Особенности данного сервиса по своему виду также зависят от материала, из которого изготовлен блок силового агрегата. Так, изделия из алюминия гильзуют втулками из алюминиевых сплавов при добавлении необходимых присадок. Соответственно, втулки из легированного чугуна применяют к чугунным блокам.
Так, изделия из алюминия гильзуют втулками из алюминиевых сплавов при добавлении необходимых присадок. Соответственно, втулки из легированного чугуна применяют к чугунным блокам.
На цену незначительно может повлиять и количество тех самых присадок, если мастера на СТО решат их использовать.
Где, как и у кого заказать
Для получения качественной расточки цилиндров двигателя и желаемого эффекта от этой процедуры следует обращаться в специализированный сервис. Опытный мастер моторист определит неполадки, проведет необходимые замеры, сделает расточку. Специалисты рекомендуют доверять свой двигатель только профессиональным станкам и измерительному оборудованию.
Да, существует соблазн залезть во «внутренности» подкапотного пространства самому, либо обратиться к кустарному мастеру, только вот шансы навредить своему железному любимцу от таких действий резко возрастают. Полный комплекс расточки занимает от одних до пяти суток, поэтому записывайтесь к выбранному специалисту заранее по телефону и договаривайтесь о встрече.
Почему появляются задиры?
Причин этому явлению несколько:
- Естественный износ. В данном случае задиры возникают не раньше, чем через 200 тысяч километров. Нередки случаи, когда дефекты отсутствовали спустя 500 и более тысяч километров.
- Несвоевременная замена масла или езда с низким уровнем. В результате, теряется эластичность пленки и двигатель работает «на сухую». Кольца трутся о поверхность стенок, образовывая задиры. Специалисты рекомендуют производить замену масла каждые 10 тысяч километров.
- Нарушение температурного режима двигателя. Это может спровоцировать не только царапины на стенках цилиндров, но и дефекты головки блока.
- Проникновение в камеру инородных предметов. Это может быть пыль от грязного воздушного фильтра. Иногда — металлическая стружка от забитого масляного фильтра. Чтобы не допустить этого, меняйте данные расходники раз на 10 тысяч километров.
- Использование топлива с ненадлежащим октановым числом. Может повлечь за собой детонацию, задиры и прогар клапанов.
Комплектование и сборка шатунно-поршневой группы — Студопедия.Нет
Комплектование деталей шатунно-поршневой группы начинают с подбора поршней к гильзам цилиндров в соответствии с их размерами и массой – по размерным группам. Обозначение группы нанесено на верхнем торце гильзы и днище поршня. Поршни и гильзы в составе одного двигателя должны быть одной размерной группы – номинального (Б, С, М) или ремонтного (РБ, РС, РМ). Допускается подбирать детали, бывшие в эксплуатации поршни и гильзы по фактическому зазору согласно приложения 5.
Поршневые пальцы к отверстиям бобышек поршней подбирают по натягу (в «холодном» состоянии), а к втулке верхней головки шатуна – по зазору (приложение 6).
Поршневые кольца подбирают по размерам гильз и поршневым канавкам. Как было сказано выше.
При подборе кольцо устанавливают в гильзу и щупом проверяют величину зазора в замке и плотность прилегания к поверхности гильзы. Если зазор мал, то его увеличивают, опиливая поверхность одного торца замка. При проверке прилегания кольца допускается зазор между кольцом и гильзой не более 0,02…0,03 мм на дуге 60°.
Кольцо должно прокатываться по канавке поршня свободно, без заеданий. Зазор между канавкой и кольцом измеряют щупом. Если зазор меньше допустимого, то кольцо шлифуют на плоскошлифовальном станке с одного торца.
Поршни, пальцы, шатуны кроме подбора по линейным размерам должны иметь минимальные отклонения по массе в рамках одного комплекта на двигатель (приложение 4). При необходимости выравнивания массы металл удаляют со специального прилива нижней крышки шатуна сверлением или на обдирочно-шлифовальном станке.
Втулки подбирает в соответствии с размерами отверстий в верхних головках шатунов. Втулки должны входить с натягом 0,125…0,048 мм — это нормальный, допустимый — 0,040 мм.
Сборку шатунно-поршневой группы начинают с запрессовки втулок в верхние головки шатунов. При этом нужно следить за совпадением маслоподводящих отверстий во втулке и шатуне.
Сопряжение «палец-втулка верхней головки шатуна» считается правильно подобранным в том случае, если шатун, свободно висящий на смазанном дизельным маслом пальце, при проворачивании, руками за палец, отклоняется от вертикального положения на угол около 30°.
Поршень подлежит тщательному осмотру. На обработанных его поверхностях не допускаются забоины, надрывы металла, глубокие риски, задиры, заусенцы и острые кромки. Выход маслосливных отверстий на поверхность юбки не допускается.
Далее необходимо соединить поршень с шатуном поршневым пальцем. Для этого нагреть поршень до температуры 80…90 °С в электрошкафу или масляной ванне. Смазать втулку верхней головки шатуна дизельным маслом и при помощи наставки запрессовать поршневой палец в поршень на прессе. Продольное перемещение пальца ограничить установкой стопорных колец.
Проверить щупом зазор между торцом верхней головки шатуна и бобышкой поршня, который должен быть в пределах 2±0,5 мм с каждой стороны, Проверить на весах массу шатунов в сборе с поршнями. Разность массы комплектов на дизель не должна превышать 30 г.
Установить на поршень при помощи разжимного приспособления маслосъемные и компрессионные кольца, отвечающие требованиям, изложенным в разделе «Разборка и дефектация». Для двигателей Д-50, Д-240 в первую и вторую кольцевые канавки снизу — маслосъемные кольца и в остальные — компрессионные.
При вращении поршня, находящегося в горизонтальном положении, вокруг своей оси на 360° компрессионные кольца должны плавно перемещаться в канавках и утопать в них при легком встряхивании. На поверхности колец не должно быть рисок, задиров, забоин и трещин.
Шатуны комплектуют с новыми вкладышами номинального или ремонтного размера. Ремонтные размеры вкладышей большего размера могут быть получены путем расточки старых вкладышей меньшего размера. После расточки толщина антифрикционного слоя должна быть не менее 0,3 мм.
Шатунные болты должны входить в отверстие шатуна и крышки от легких ударов молотка массой 200 г. На болтах и в гайках не допускаются сорванные, смятые и стянутые нитки резьбы.
Для определения сборочного зазора «вкладыш — шатунная шейка» коленчатого вала следует измерить диаметр отверстий в нижней головки шатуна (рисунок 15) с установленными вкладышами (затяжка крышки моментом 170…160 Н·м) и диаметр шатунной шейки коленчатого вала (рисунок 16).
Рисунок 15.- Измерение отверстия шатунного подшипника индикаторным нутромером.
Рисунок 16.- Измерение диаметра шатунной шейки коленчатого вала микрометром.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Какие износы и неисправности обнаруживаются у деталей шатунно-поршневой группы?
2. Все ли детали шатунно-поршневого комплекта подвергаются ремонту и восстановлению?
3. Как осуществляется подбор деталей ШПГ двигателя?
4. Каков порядок сборки шатунно-поршневой группы?
5. В чем суть окончательной подгонки отверстия во втулке верхней головки шатуна?
6. Технология восстановления втулок раскатыванием.
7. Как осуществить дорнование втулок?
8. В чем недостаток холодной правки шатунов?
9. По каким показателям контролируют поршневые кольца?
10. Преимущества и недостатки применяемых технологий ремонта и восстановления деталей?
ЛИТЕРАТУРА
1. Сушкевич М.В. Контроль при ремонте сельскохозяйственной техники. – М.: Агромиздат, 1988.- 254 с.
2. Беккер И.Г. Ремонт технологического оборудования лесозаготовительных машин. – М.: Экология, 1991. – 30 с.
3. Шевченко А.Н., Сафронов П.И. Справочник слесаря по ремонту тракторов. – Л.: Машиностроение, 1989. – 512 с.
4. Ремонт машин / Под ред. И.Е. Ульмана. – М.: Колос, 1982.- 446 с.
5. Бабусенко С.М. Ремонт тракторов и автомобилей. – М.: колос, 1980. – 335 с.
6. Шасси тракторов МТЗ-80,-82 / Технические требования на капитальный ремонт. – М.: ГОСНИТИ, 1985. – 204 с.
7. Технологические карты на капитальный ремонт двигателей СМД-14,-17,-18. – М.: ГОСНИТИ, 1980. – 260 с.
8. Двигатели А-41, А-01М. / Технические требования на капитальный ремонт . – М.: ГОСНИТИ, 1986. – 200 с.
ПРИЛОЖЕНИЯ
ПРИЛОЖЕНИЕ 1
Оценка точности элементных размеров деталей цилиндро-поршневой группы автомобильного двигателя ЗМЗ-511. 10 Текст научной статьи по специальности «Механика и машиностроение»
мощности / И. А. Мурог [и др.] // Проектирование колесных машин : материалы Всерос. науч.-техн. конф., посвящ. 70-летию факультета «Специальное машиностроение» МГТУ им.
Н. Э. Баумана. — М. : Изд-во МГТУ им. Н. Э. Б аумана, 2010. — С. 87-91.
4. Мурог, И. А. Теория автомобильной техники как абстрактная сложная система / И. А. Мурог, В. Ф. Васильченков // Материалы XXIX науч.-метод. конф. воен. автомоб. и-та — Рязань : ВАИ, 1999 — С. 125 — 128.
ТЕРЕЩЕНКО Евгений Сергеевич, кандидат технических наук, преподаватель кафедры двигателей Омского филиала Военной академии материально-технического обеспечения (ОФВАМТО).
Адрес для переписки: [email protected]
МУРОГ Игорь Александрович, кандидат технических наук, профессор (Россия), заместитель губернатора Челябинской области.
Адрес для переписки: [email protected] ФАДЕЕВ Дмитрий Юрьевич, кандидат технических наук, старший преподаватель кафедры двигателей ОФВАМТО.
Адрес для переписки: [email protected] ШАБАЛИН Денис Викторович, кандидат технических наук, преподаватель кафедры двигателей ОФВАМТО.
Адрес для переписки: [email protected]
Статья поступила в редакцию 15.02.2013 г.
© Е. С. Терещенко, И. А. Мурог, Д. Ю. Фадеев, Д. В. Шабалин
УДК 621.9.08:621.753.2:531.7:621.431 Н. Н. ЧИГРИК
Омский техникум высоких технологий машиностроения
ОЦЕНКА ТОЧНОСТИ ЭЛЕМЕНТНЫХ РАЗМЕРОВ ДЕТАЛЕЙ ЦИЛИНДРО-ПОРШНЕВОЙ ГРУППЫ АВТОМОБИЛЬНОГО ДВИГАТЕЛЯ ЗМЗ-511.10_______________________________
На основании исследования вопросов точности элементных размеров деталей ци-линдро-поршневой группы автомобильного двигателя ЗМЗ-511.10 при их комплектации и групповой взаимозаменяемости методом селективной сборки по группам действительных ремонтных размеров, применения методики расчета вероятностных характеристик цилиндрических сопряжений и графического изложения вероятностного распределения зазоров и натягов в сопряжениях «гильза — поршень», «отверстие в поршне под установку поршневого пальца — поршневой палец», «поршневой палец — отверстие во втулке верхней головки шатуна в сборе» выведены соотношения распределения зазоров и натягов в указанных сопряжениях и функциональная расчетная зависимость определения теоретического зазора и натяга в цилиндрическом сопряжении. Ключевые слова: точность элементных размеров деталей, формы поверхностей элементов и их взаимного расположения, посадка, допуск посадки, групповой допуск, размерная цепь.
Работоспособность деталей и механизмов автомобиля зависит от изменения предельных отклонений в подвижных сопряжениях вследствие износа деталей, ослабления прочности сопрягаемых посадочных соединений, нарушения нагрузочного режима, несоблюдения норм точности на сборку изделий и взаимной увязки отклонений размеров, формы и расположения, шероховатости поверхностей с точки зрения их влияния на погрешность измерений. Повышение качества ремонта автомобилей достигается совершенствованием организации технологии сборочных процессов и соблюдения технических требований на сборку, а комплектование и подбор деталей при ремонте непосредственно влияет на формирование его качества. При этом погрешность измерений зависит не только от точности применяемых средств измерений, но и от полноты реализации стандартных определений измеряемых величин, применяемого метода измерений, метода сборки,
условий, способа и схемы измерений, правильности и соответствия значений в конструкторской документации технических записей нормам точности, установления соответствия терминологии геометрических величин, их условных обозначений стандартным определениям на диаметр вала и отверстия по ГОСТ 25346-89 (СТ СЭВ 145-88) и ГОСТ 25347-82 (СТ СЭВ 144-88) [1, 2], на допуски формы и расположения поверхностей — по ГОСТ 24642-81, ГОСТ 24643-81 [3, 4].
Все размеры с проставленными нормами точности следует подразделять на элементные, или сопрягаемые, образующие посадку с сопрягаемой деталью, и координирующие, определяющие положение элементов детали или присоединяемых деталей относительно комплекта основных конструкторских баз. Реальная форма поверхностей элементов делает элементный размер переменным, ограниченным двумя значениями — наибольшим и наименьшим. Например,
ОМСКИЙ НАУЧНЫЙ ВЕСТНИК № 2 (120) 2013 МАШИНОСТРОЕНИЕ И МАШИНОВЕДЕНИЕ
МАШИНОСТРОЕНИЕ И МАШИНОВЕДЕНИЕ ОМСКИЙ НАУЧНЫЙ ВЕСТНИК № 2 (120) 2013
Рис. 1. Расположение полей допусков втулки и вала при посадке с зазором: а — концентричное расположение полей допусков втулки и вала относительно общего центра симметрии; б — смещение полей допусков втулки и вала относительно общего центра симметрии вертикально вниз
до совмещения их в одной точке; в — образование предельных значений отклонений сопряжения
наибольший диаметр вала есть диаметр прилегающего цилиндра, а его наименьший диаметр — минимальное расстояние между противолежащими точками цилиндрической поверхности. Допуск элементного размера ограничивает отклонение формы его поверхностей, а допуск координирующего размера ограничивает отклонения расположения образующих его элементов. При измерениях и сортировке деталей на размерные группы валы сортируются по наибольшему диаметру, а отверстия — по наименьшему.
Реальное расположение элементов деталей делает переменными координирующие размеры, которые также можно ограничить двумя значениями — наибольшим и наименьшим, измеренными как расстояния между прилегающими к реальным поверхностям или их осям в направлениях, определяемых конструкторскими базами по ГОСТ 21495-76 [5]. Отклонения расположения не включают расположение формы рассматриваемой поверхности за счет использования прилегающих поверхностей, при этом исключения составляют радиальное и торцевое биение. Действительные размеры годных отверстий и валов в партии деталей, изготовленных по одним и тем же чертежам, могут колебаться между заданными предельными размерами, соответственно величина зазоров или натягов в сопряжении может колебаться в зависимости от действительных размеров сопрягаемых поверхностей деталей.
Графическое отображение при посадке с зазором расположения полей допусков втулки и вала относительно общего центра симметрии (рис. 1 а) наглядно поясняет образование предельных значений размеров и отклонений в сопряжении. Окружности, соответствующие предельным отклонениям втулки и вала, отстоят относительно номинальной окружности на значения верхних и нижних отклонений, причем оба отклонения втулки положительны, а отклонения вала отрицательны. Графическое определение значений номинального размера и предельных диаметральных отклонений втулки и вала в сопряжении осуществляется путем смещения окружностей вертикально вниз до совмещения их в одной точке (рис. 1 б). Однако такое графическое пояснение неудобно в связи с невозможностью совмещения масштабов номинального и предельных размеров ввиду того, что номинальный размер составляет де-
сятки и сотни миллиметров, а отклонения — всегда доли миллиметра. Для наглядности графического отображения значение номинального размера не указывают, а положение номинального размера без указания значения в масштабе заменяют горизонтальной линий, относительно которой откладывают в масштабе значения предельных отклонений сопряжения втулки с валом (рис. 1 б, в).
Объем сборочных работ составляет приблизительно 20 % общей трудоемкости капитального ремонта автомобилей [6]. Комплектование и подбор деталей играет более важную роль в формировании качества при ремонте автомобилей, чем при их производстве. В отличие от автостроения, где сборка производится из деталей, имеющих только номинальные размеры, сборка при ремонте автомобилей производится из трех различных по своей точности групп деталей, поступающих на сборку — из деталей годных без ремонта, восстановленных и новых. В авторемонтном производстве полная взаимозаменяемость сохраняется для деталей новых и восстановленных под действительные размеры. Для деталей ремонтных размеров взаимозаменяемость возможна лишь в пределах одного ремонтного размера, а для деталей, поступающих на сборку с допустимыми износами ремонтных размеров, взаимозаменяемость утрачивает свое значение в связи с невозможностью обеспечения величины допустимых отклонений в сопряжениях собираемых узлов и агрегатов. Соответственно, организация сборочных процессов в авторемонтном производстве может осуществляется по методу полной взаимозаменяемости, методом групповой взаимозаменяемости или селективного подбора, методом регулировки и пригонки.
Сборка методом пригонки производится путем изменения размера одной из деталей, заранее определенной величины, снятия с нее слоя металла. Все другие детали изготавливаются с экономически достижимой точностью для данных условий. Метод регулировки обеспечивает заданную точность в сопряжении путем постановки прокладок, шайб и дополнительных деталей.
Сборка по методу полной взаимозаменяемости наиболее желательна, но ее применение в авторемонтном производстве ограничено из-за использования при комплектации и подборе деталей годных без
£
£
п
В
2
.с Со С/1 ё со
П
2
Х\\\Чч\\\\\
о)
Рис. 2. Схема сортировки деталей на группы: а) посадка с зазором, Т1)=Т<1; б) посадка с зазором, ТО>Т<1; в) посадка с натягом, ТО>Т<1
ремонта, восстановленных и новых, изготовленных с более расширенными полями допусков при последующей сортировке деталей на равное число групп с более узкими групповыми допусками, что обеспечивается методом групповой взаимозаменяемости или методом селективной сборки.
В авторемонтном производстве с помощью селективного подбора обеспечивается точность сборки сопряжений узлов и механизмов, собираемых из деталей трех категорий — новых, восстановленных и изношенных, но с допустимыми износами. Селективная сборка узлов и агрегатов применяется для обеспечения высокой точности при отсутствии возможности точной обработки деталей. Необходимая точность собираемых узлов и механизмов автомобилей достигается путем включения в размерную цепь деталей, изготовленных со сравнительно широкими технологически выполненными допусками, в связи с тем, что изготовление деталей с меньшими допусками связано с увеличением вероятности появления брака и повышением себестоимости. При этом предусматривается дальнейшая комплектация деталей на равное число групп с более узкими групповыми допусками и последующей сборкой деталей по одноименным группам.
Селективным подбором обеспечивается сборка деталей цилиндро-поршневой группы двигателя, таких как поршни, поршневые пальцы, цилиндры, отверстия в бобышках поршня и в верхней головке шатуна; деталей переднего моста — сборка отверстий балки передней оси под клин шкворня поворотной цапфы; деталей заднего моста — сборка крестовины дифференциала и сателлита; деталей коробки передач — сборка наружной обоймы подшипника и диаметра отверстия под подшипник ведущего и ведомого вала.
Для установления числа групп п сортировки деталей необходимо знать требуемые предельные значения групповых зазоров или натягов, которые находят из условия обеспечения наибольшей долговечности соединения, либо допустимую величину группового допуска Тйгр’ или ТПгр’, определяемую точностью сборки и сортировки деталей, величиной возможной погрешности их формы. При этом отклонения формы не должны превышать группового допуска, поскольку одна и та же деталь может попасть в одну или в другую ближайшую группу в зависимости от того, в каком сечении будет измеряться деталь при сортировке. Из схемы сортировки деталей (рис. 2), при селективной сборке сопрягаемых деталей по посадке с зазором или с натягом, наибольшие зазоры или натяги уменьшаются, а наименьшие увеличиваются, приближаясь с ростом числа групп сортировки к среднему значению зазора или натяга для данной посадки, что делает соединения более стабильными и долговечными. В переходных посадках наибольшие натяги и зазоры уменьшаются, приближаясь с ростом числа групп сортировки к тому натягу или зазору, который соответствует серединам полей допусков деталей. В случай определения числа п групп, когда в исходной посадке наблюдается равенство полей допусков отверстия и вала ТБ=Тй групповой зазор или натяг остаются постоянными при переходе от одной группы к другой (рис. 2 а). При сборке деталей для повышения долговечности подвижных соединений необходимо создавать наименьший допустимый зазор, а для повышения надежности соединений с натягом — наибольший допустимый натяг. В случае, когда поле допуска отверстия больше поля допуска вала ТБ>Тй групповой зазор (или натяг) при переходе от одной группы к другой изменяются (рис. 2б, в), что не обеспечивает однородность соединений. Со-
ОМСКИЙ НАУЧНЫЙ ВЕСТНИК № 2 (120) 2013 МАШИНОСТРОЕНИЕ И МАШИНОВЕДЕНИЕ
Рис. 3. Графическое пояснение образования вероятностным способом отклонений полей допусков вала и отверстия, значений предельных и средних зазоров сопряжения, распределенных по нормальному закону распределения Гаусса
ответственно при равенстве полей допусков отверстия и вала ТБ=Тй наблюдается целесообразность применения метода селективного подбора.
В сопряжениях цилиндрических деталей предельные размеры вала и отверстия являются случайными величинами. Используя правило об алгебраическом суммировании систематических частей величин и квадратическом — случайных [7— 13] и принимая допущение, что распределение предельных размеров вала и отверстия соподчинены нормальному закону распределения в пределах поля допуска отверстия и вала [14], расчет предельных зазоров и натягов в сопряжении проводят вероятностным способом (рис. 3), полагая, что средние (систематические) значения диаметров соответствуют середине поля допуска отверстия и вала (Ес и ес), распределяются симметрично относительно центра группирования по нормальному закону распределения (кривой Гаусса), а случайное рассеивание размеров
от среднего значения размеров составляет половину поля допуска и определяется средним квадрати-
1
ческим отклонением, равным —Т (т.
Nc
N + N . max mm..
2 «
• Ec.
В переходных посадках числовое значение среднего натяга (Мс) и среднего зазора (5с) определяется выражениями
Рис. 5. Номограмма определения относительного количества деталей в группах при селективной сборке
Y
34,136 Н 34,136 %
13,592 % 2,137% \/< / 13,592 % ЛУ 2,137%
>%>
-За -2а
2а За
Рис. 6. Распределение деталей по зонам дисперсии при нормальном законе распределения
N + N . max min
S + S . max min
N — S max max
S — N max max
2
2
Эмпирические кривые распределения размеров соединяемых деталей используются для сокращения объемов незавершенного производства, образующегося при селективной сборке. Если смещения центров группирования и кривые распределения размеров соединяемых деталей одинаковы и подчиняются нормальному закону распределения, то количество деталей в одноименных группах будет одинаковым. При идентичности кривых распределения сборка деталей одноименных групп (рис. 4) устраняет образование незавершенного производства.
При делении допуска, выраженного в единицах длины, на равные части заменяют делением допуска на части, границы которых выражаются в долях дисперсии (о). Определение относительного количества деталей в каждой группе при выражении их границ в долях о осуществляется по номограмме [9], представленной на рис. 5. По оси абсцисс, имеющей равномерную шкалу, откладываются значения случайной величины х, а по оси ординат — значения интегральной функции вероятностей (Рх<х). Ось ординат имеет трансформированную шкалу вероятностей, для которой график интегральной функции (Рх<х) обращается в прямую линию. В случае, если первая группа имеет сортировочные границы от —2о до — 3о, то относительное количество деталей этой группы будет составлять 2,272 — 0,135 = 2,137 %, тогда относительное количество деталей второй группы при сортировочных границах от — о до —2о составит 15,864 — 2,272= 13,592 %, а относительное количество деталей третьей группы при сортировочных границах ±о будет составлять 84,136—15,864 = 68,272 %.
В четвертой и пятой группах относительное количество деталей соответственно равно 13,592 и 2,137 %. На рис. 6 отображено распределение деталей по зонам о при нормальном законе распределения. Количество сборочных единиц, собранных из деталей третьей группы, примерно в четыре раза больше, чем собранных из первой, второй или четвертой и пятой групп.
Изменение технического состояния цилиндропоршневой группы, а именно, цилиндров, поршневых колец, поршней, поршневых пальцев, шатунов, шеек и вкладышей коленчатого вала зависит от многих факторов эксплуатационного порядка, таких как нагрузка, температурный режим, периодичность и качество технического обслуживания, качество масел, топлива, режима прогрева двигателя. Интенсивность изнашивания деталей цилиндро-поршневой группы двигателя автомобиля определяется конструкцией и состоянием рабочих поверхностей подвижных сопряжений деталей, происходит в условиях высоких температур и часто изменяющихся скоростных и нагрузочных режимов работы двигателя, является преимущественно результатом процесса граничного трения из-за присутствия абразивных и коррозионно-активных веществ.
К сборке кривошипно-шатунного механизма предъявляются особо жесткие требования с целью обеспечения необходимых зазоров и натягов в сопрягаемых деталях. Цилиндрические сопряжения деталей двигателя, такие как «гильза —поршень», «поршень — поршневой палец — отверстие во втулке верхней головки шатуна в сборе» после их изготовления, непосредственно перед сборкой, сортируют на классы и группы с соответствующей маркировкой. Соединения деталей кривошипно-шатунного механизма собирают по методу групповой взаимозаменяемости, поскольку сборка по методу полной взаимозаменяемости технически и экономически не целесообразна,
Б
Б
S
max
Б
Б
2
e
c
— ec Ec
2
2
Sc —
-Ec — ec
ОМСКИЙ НАУЧНЫЙ ВЕСТНИК № 2 (120) 2013 МАШИНОСТРОЕНИЕ И МАШИНОВЕДЕНИЕ
МАШИНОСТРОЕНИЕ И МАШИНОВЕДЕНИЕ ОМСКИЙ НАУЧНЫЙ ВЕСТНИК № 2 (120) 2013
а производственные допуски деталей соединения значительно больше, чем технологические требования к допуску посадки. Поэтому существующий производственный допуск на изготовление деталей соединения искусственно уменьшают Td/n; TD/n для получения равенства допусков ТП=ТS, ТП=TN и по суженым допускам TDr; Tdr детали сортируют на размерные группы. При селективной сборке деталей соединения, относящихся к одной размерной группе, посадка сопрягаемых деталей будет обеспечена по методу полной взаимозаменяемости в соответствии с требованиями технической документацией, что предопределяет надежность и долговечность работы сопряжений деталей.
В поршневом пальце маркировка наносится краской на внутренней поверхности, на поршне — в нижней части бобышек, на шатуне — на наружной цилиндрической поверхности малой головки. Согласно конструкторской документации [15], подбор поршней к гильзам цилиндров осуществляется по наружному диаметру поршня и внутреннему диаметру гильзы цилиндров, при этом маркировка групп производится на днище поршня и на посадочном пояске гильзы цилиндров (рис. 7, 8). При сборке палец, поршень и шатун комплектуют из деталей только одной группы. Количество размерных групп определяется необходимой точностью сборки и допусками для деталей сопряжений.
Согласно конструктивным требованиям [15] комплектование поршней с гильзами цилиндров двигателя ЗМЗ-511.10 автомобиля ГАЗ-3307 осуществляется селективным подбором. В сопряжении «гильза — поршень» внутренний диаметр гильзы цилиндров составляет 0 92+0,060 мм, наружный диаметр юбки
поршня 0 92-
мм по посадке с зазором S =
max
Рис. 7. Подбор поршневых пальцев и поршней из деталей, имеющих одинаковые ремонтные размеры
Sc
S max- N max 0,072 — 0,048
2
2
= 0,012 мм,
изменяются в пределах допуска сопряжения «гильза — поршень»
TП=TD+Td = Smаx+Nmаx =
= 0,072 + 0,048 = 0,120 мм.
При этом числовое значение допуска сопряжения «гильза — поршень» значительно превышает значения допуска посадки на данное сопряжение, установленного техническими требованиями [15]. Для выполнения условия обеспечения точности сборки сопряжения «гильза — поршень»
ТП= TS,
TD+Td = S -S
max min’
= +0,024 мм и Smjп= +0,012 мм. Поршень номинального размера 0 92 мм изготавливают с допуском по диаметру юбки поршня Тй = 0,060 мм с наибольшим предельным размером йтах=91,988 мм и наименьшим предельным размером йтп = 92,048 мм. Внутренний диаметр гильзы цилиндра номинального размера 0 92 мм изготавливают с допуском ТБ=0,060 мм с наибольшим предельным размером Бтах=92,060 мм. Если произвести сборку данного сопряжения без подбора, методом полной взаимозаменяемости, характеристики посадки будут иметь следующие числовые значения
Smax=Dmax dmjп=ES =
= 92,060 — 91,988 = 0,072 мм,
N =d -D = es—EI=
max max mjn
= 92,048 — 92 = 0,048 мм,
существующий производственный допуск на изготовление деталей соединения искусственно уменьшают путем деления его на пять равных частей
п=ТП^=0,060/0,012 = 5.
Групповой допуск размерной группы
ТБг = ТБ/п = 0,060/5 = 0,012 мм,
Тйг = Тй/п = 0,060/5 = 0,012 мм.
В табл. 1 приведены группы действительных ремонтных размеров сопряжения внутреннего диаметра гильзы цилиндров с наружным диаметра юбки поршня автомобильного двигателя ЗМЗ-511.10, маркировка по группам сопряжения при комплектации поршней с гильзами цилиндров. На рис. 9 представлена схема расположения полей допусков до и после селективной сборки.
0,012
Группа гильзы
Группа поршня
Рис. 8. Подбор поршней с гильзами цилиндров с простановкой маркировки группы на днище поршня и на посадочном пояске гильзы цилиндра
Таблица 1
Группы действительных ремонтных размеров сопряжения внутреннего диаметра гильзы цилиндров и наружного диаметра юбки поршня автомобильного двигателя ЗМЗ-511.10 с указанием маркировки
Группы действительных ремонтных размеров гильзы цилиндра, мм Группы действительных ремонтных размеров юбки поршня, мм Маркировка
92,000-92,012 91,988-92,000 А
92,012-92,024 92,000-92,012 Б
92,024-92,036 92,012-92,024 В
92,036-92,048 92,024-92,036 Г
92,048-92,060 92,036-92,048 Д
Примечание: все измерения производятся при температуре 20 °С по ГОСТ 8.050-73 [16]
Рис. 9. Схема расположения полей допусков до и после селективной сборки в сопряжении внутреннего диаметра гильзы цилиндров и наружного диаметра юбки поршня
двигателя ЗМЗ-511.(N=0,5 — 0,3023 = 0,198= 19,8 %.
При сборке внутреннего диаметра гильзы цилиндров и наружного диаметра юбки поршня автомобильного двигателя ЗМЗ-511.10 примерно 80,2 % составят соединения с зазорами и 19,8 % — с натягами. Графическое пояснение вероятностного распределения зазоров и натягов сопряжения отображено на рис. 10.
Согласно техническим требованиям [15], вследствие того, что точность центрирования деталей в соединениях определяет наибольший допустимый зазор при заданном значении радиального биения (БСИЯ) на нормируемой длине вдоль внутренней цилиндрической поверхности гильзы цилиндров в сопряжении «гильза —поршень», определяемый разностью наибольшего и наименьшего расстояний от всех точек реальной поверхности в пределах нормируемого участка до базовой оси, одним из требований к цилиндрическому сопряжению «гильза —поршень» является указание числового значения зазора в сопряжении, определяемого замыкающим звеном размерной цепи (рис. 11)
АД = А2-АГ
ОМСКИЙ НАУЧНЫЙ ВЕСТНИК № 2 (120) 2013 МАШИНОСТРОЕНИЕ И МАШИНОВЕДЕНИЕ
129
Рис. 10. Вероятностное распределение зазоров и натягов в сопряжении внутреннего диаметра гильзы цилиндров и наружного диаметра юбки поршня двигателя ЗМЗ-511.10
Рис. 11. Размерная цепь цилиндрического сопряжения «гильза—поршень», образующая зазор
Таблица 2
Группы действительных ремонтных размеров цилиндрических сопряжений деталей цилиндро-поршневой группы автомобильного двигателя ЗМЗ-511.10 «отверстие в поршне под установку поршневого пальца — поршневой палец», «поршневой палец — отверстие во втулке в верхней головке шатуна в сборе» и их маркировка
Группы действительных ремонтных размеров поршневого пальца, мм Группы действительных ремонтных размеров отверстии поршня, мм Группы действительных ремонтных размеров отверстия во втулке малой головки шатуна в сборе, мм Цвет маркировки
25,0000-24,9975 25,0000-24,9975 25,0070-25,0045 белый
24,9975-24,9950 24,9975-24,9950 25,0045-25,0020 зеленый
24,9950-24,9925 24,9950-24,9925 25,0020-24,9995 желтый
24,9925-24,9900 24,9925-24,9900 24,9995-24,9970 красный
Примечание: все измерения производятся при температуре 20 °С по ГОСТ 8.050 — 73 [16]
Исходя из графического представления вероятностного распределения зазоров и натягов в сопряжениях, применяя стандартные обозначения выведена функциональная расчетная зависимость определения теоретического зазора и натяга в цилиндрическом сопряжении «гильза —поршень», где зазор является замыкающим звеном размерной цепи
_ гъ-Ё5 лев
-\d +
(ES + Е1) ± (ES + Е1) 2 _ 2
(ев + ег) (ев + ег)л
22
= (Ес — ес) ±д/(0,5 • Тй)2 + (0,5 • Тв)2 = Sc ± Тп.
где D, d — номинальные диаметры гильзы цилиндров
и юбки поршня двигателя; мм; Тй, Ти — допуски поршня и гильзы цилиндров, мм; Ес, ес — средние значения полей допусков соответственно гильзы цилиндров и поршня.
В табл. 2 приведены группы действительных ремонтных размеров сопряжений деталей цилиндропоршневой группы автомобильного двигателя ЗМЗ-511.10 [15] таких как «отверстие в поршне под установку поршневого пальца—поршневой палец» и «поршневой палец — отверстие во втулке верхней головке шатуна в сборе», их маркировка, а на рис. 12—14 — схемы расположения полей допусков до и после селективной сборки, графическое пояснение вероятностного распределения зазоров и натягов в указанных сопряжениях.
Согласно техническим требованиям [15], комплектование деталей автомобильного двигателя ЗМЗ-511.10, таких как поршней с поршневыми пальцами
Рис. 12. Схема расположения полей допусков в сопряжениях деталей цилиндро-поршневой группы двигателя ЗМЗ-511.10 «отверстие в поршне под установку поршневого пальца — поршневой палец» и «поршневой палец — отверстия во втулке верхней головке шатуна в сборе»
ОтвеОС/Пие в поршне под установке поршневого польий
ПППШНРІЇПЙ ПППРИ
Рис. 13. Вероятностное распределение зазоров и натягов в сопряжении «отверстие в поршне под установку поршневого пальца — поршневой палец» деталей цилиндро-поршневой группы ЗМЗ-511.10
от берет ue b Зронзобои
Рис. 14. Вероятностное распределение зазоров и натягов в сопряжении «поршневой палец — отверстие во втулке верхней головке шатуна в сборе» деталей цилиндро-поршневой группы ЗМЗ-511.10
и с отверстием в верхней головкой шатунов в сборе, осуществляется групповой взаимозаменяемостью или методом селективного подбора.
В сопряжениях «отверстие в поршне под установку поршневого пальца — поршневой палец» и «поршневой палец — отверстие во втулке верхней головки шатуна в сборе» внутренний диаметр отверстия в поршне под установку поршневого пальца составляет 0 25-0010 мм, наружный диаметр поршневого пальца 0 25-0010 мм, внутренний диаметр отверстия во втулке верхней головки шатуна в сборе 0 25’++0<003 мм. Соединение «отверстие в поршне под установку поршневого пальца — поршневой палец» осу-
ществляется по переходной посадке Smax= +0,025 мм, N =0,025 мм, а сопряжение «поршневой палец —
max << it г “I
отверстия во втулке верхней головки шатуна в сборе» — по посадке с натягом N =+0,095 мм и N . =
* max ‘ min
= +0,045 мм. Внутренний диаметр отверстия в поршне под установке поршневого пальца номинального диаметра 0 25 мм изготавливают с допуском TD1= = 0,010 мм с наибольшим предельным размером Dlmax=25 мм и наименьшим предельным размером D1min = 24,990 мм. Наружный диаметр поршневого пальца номинального размера 0 25 мм изготавливают с допуском Td=0,010 мм с наибольшим предельным размером dmax= 25 мм и наименьшим предельным
ОМСКИЙ НАУЧНЫЙ ВЕСТНИК № 2 (120) 2013 МАШИНОСТРОЕНИЕ И МАШИНОВЕДЕНИЕ
МАШИНОСТРОЕНИЕ И МАШИНОВЕДЕНИЕ ОМСКИЙ НАУЧНЫЙ ВЕСТНИК № 2 (120) 2013
размером йтШ = 24,990 мм. Внутренний диаметр отверстия во втулке верхней головки шатуна в сборе номинального диаметра 0 25 мм изготавливают с допуском ГО2 =0,010 мм наибольшим предельным размером &2шах= 25,007 мм и наименьшим предельным размером &2ш1п = 24,997 мм.
Вследствие того, что точность центрирования деталей в соединениях определяет наибольший допустимый зазор при заданном значении радиального биения (БСЫК) на нормируемой длине вдоль внутренней цилиндрической поверхности гильзы цилиндров в сопряжении «гильза — поршень», определяемый разностью наибольшего и наименьшего расстояний от всех точек реальной поверхности в пределах нормируемого участка до базовой оси, одним из требований к цилиндрическому сопряжению «гильза — поршень» является указание числового значения зазора в сопряжении, определяемого замыкающим звеном размерной цепи. Исходя из графического представления вероятностного распределения зазоров и натягов в сопряжениях и применяя стандартные обозначения выведена функциональная расчетная зависимость определения теоретического зазора и натяга в цилиндрическом сопряжении «гильза-поршень». На основании изложенной методики вероятностного распределения характеристик цилиндрических сопряжений, вероятность распределения зазоров и натягов в сопряжении «отверстие в поршне под установку поршневого пальца — поршневой палец» соединения с зазорами приблизительно распределяются с вероятностью 50 %, и соединения с натягами также распределяются приблизительно с вероятностью 50 %. В сопряжении «поршневой палец-отверстие во втулке верхней головки шатуна в сборе» соединения с натягами составят приблизительно 99,8 %, а соединения с зазорами — 0,2 %. При комплектовании и селективном подборе внутреннего диаметра гильзы цилиндров и наружного диаметра юбки поршня автомобильного двигателя ЗМЗ-511.10 вероятность соединений с зазорами составит приблизительно 80,2 %, а соединений с натягами — 19,8 %.
Библиографический список
1. ГОСТ 25346-89 (СТ СЭВ 145-88). Основные нормы взаимозаменяемости. Единая система допусков и посадок. Общие положения, ряды допусков и основных отклонений. — Введ. 1990-01-01. — Взамен ГОСТ 25346-82. — М. : Изд-во стандартов, 1992. — 26 с.
2. ГОСТ 25347-82 (СТ СЭВ 144-88). Основные нормы взаимозаменяемости. Единая система допусков и посадок. Поля допусков и рекомендуемые посадки. — Введ. 1983-07-01. -М. : ИПК Изд-во стандартов, 2001. — 54 с.
3. ГОСТ 24642-81 (СТ СЭВ 301-88). Основные нормы взаимозаменяемости. Допуски формы и расположения. Основные термины и определения. — Введ. 1981 — 01—07. — М. : Изд-во стандартов, 1990. — 70 с.
4. ГОСТ 24643-81 (СТ СЭВ 646-77). Основные нормы взаимозаменяемости. Допуски формы и расположения. Числовые значения. — Введ. 1981 — 01—07. — М. : Изд-во стандартов, 1981. — 16 с.
5. ГОСТ 21495-76. Базирование и базы в машиностроении. Термины и определения. — Введ. 1977-01-01. — М. : Изд-во стандартов, 1982 г. — 37 с.
6. Технология ремонта машин и оборудования / Под общ. ред. И. С. Левитского. — М. : Колос, 1975. — 560 с.
7. Глухов, В. И. Метрологическое обеспечение качества по точности геометрических величин : учеб. пособие / В. И. Глухов. — Омск : Изд-во ОмГТУ, 2012. — 140 с.
8. Глухов, В. И. Теория измерений геометрических величин деталей : учеб. пособие / В. И. Глухов. — Омск : Изд-во ОмГТУ, 2012 . — 108 с.
9. Чигрик, Н. Н. Основы метрологии : конспект лекций / Н. Н. Чигрик. — Омск : Изд-во ОмГТУ, 2006. — 104 с.
10. Чигрик, Н. Н. Основы стандартизации : учебное пособие для вузов / Н. Н. Чигрик. — Омск : Изд-во ОмГТУ, 2007 . — 112 с.
11. Чигрик, Н. Н. Методы обнаружения и исключения
систематической составляющей погрешности результатов измерений : метод. указания / Н. Н. Чигрик, С. Ф. Елецкая. —
Омск : Изд-во ОмГТУ, 2005. — 24 с.
12. Чигрик, Н. Н. Методы дисперсионного анализа в теории погрешностей : метод. указания / Н. Н. Чигрик. — Омск : Изд-во ОмГТУ, 2006. — 27 с.
13. Чигрик, Н. Н. Выявление и исследование первичных
погрешностей измерительного прибора : метод. указания / Н. Н. Чигрик. — Омск : СибАДИ, 2009. — 16 с.
14. Допуски и посадки : справ. В 2 ч. Ч. 1 / В. Д. Мягков
[и др.]. — 6-е изд., перераб. и доп. — Л. : Машиностроение. Ленинград. отделение, 1982. — 543 с.
15. ГАЗ-3307. ГАЗ-3309. Руководство по эксплуатации, техническому обслуживанию и ремонту. — М. : Издательский дом Третий Рим, 2007. — 188 с.
16. ГОСТ 8.050-73 (СТ СЭВ 1155-78). Государственная система обеспечения единства измерений. Нормальные условия выполнения линейных и угловых измерений. — Введ. 1981 — 01—01. — М. : Изд-во стандартов, 1988. — 11 с.
17. Сергеев, А. Г. Метрология : учеб. пособие для вузов / А. Г. Сергеев, В. В. Крохин.— М. : Логос, 2001. — 408 с.
ЧИГРИК Надежда Николаевна, кандидат технических наук, доцент (Россия), преподаватель спецдис-циплин.
Адрес для переписки: [email protected]
Статья поступила в редакцию 28.03.2013 г.
© Н. Н. Чигрик
Поправка
В журнале «Омский научный вестник», № 3(103), 2011 г., в разделе «Машиностроение и машиноведение» название статьи авторов М. А. Зверева, Вал. И. Сурикова, Вад. И. Сурикова, Н. А. Прокудиной следует читать: «Мультиплетность процессов а-релаксации в композитах на основе полифениленсульфида».
10.5 Комплектование деталей и сборка двигателя
Страница 1 из 6
Перед сборкой двигателя все детали промываются, производится их тщательный осмотр и контрольные замеры для определения их технического состояния и возможности их использования при сборке.
Затем производится комплектование деталей и подсборка отдельных групп деталей и узлов.
Если износ шеек коленчатого вала не превышает допустимого, то он комплектуется с вкладышами подшипников номинального размера. Если износ коренных и шатунных шеек коленчатого вала больше допустимого, то он комплектуется коренными и шатунными вкладышами увеличенной толщины одного из ремонтных размеров, определяемых по наиболее изношенной из коренных и из шатунных шеек. При этом производится перешлифовка коренных и шатунных шеек вала под размеры соответствующих комплектов ремонтных вкладышей.
При невозможности ремонта коленчатого вала он заменяется на новый и комплектуется вкладышами номинального размера, а перед установкой в блок цилиндров производится его балансировка в сборе с маховиком и сцеплением. При установке сцепления на маховик для его центрирования в запрессованный в торце коленчатого вала подшипник вставляют специальную оправку, или первичный вал коробки передач.
При установке коленчатого вала смазываются моторным маслом и устанавливаются в гнезда блока цилиндров и крышек вкладыши коренных подшипников, затем укладывается коленчатый вал, устанавливаются в пазы упорные полукольца и крепятся крышки коренных подшипников.
Рис. 208. Измерение цилиндров индикаторным нутромером:
а — установка нутромера на ноль по калибру, б — проведение замера, в — пояса замеров; А и В — направления измерений; 1, 2, 3, 4 — номера поясов
При необходимости замены деталей поршневой группы производится подбор поршней к цилиндрам (гильзам) по размерам таким образом, чтобы между гильзой и поршнем обеспечивался оптимальный зазор, равный 0,05…0,07 мм. Для этого производится измерение цилиндра в нескольких поясах по высоте в двух взаимно перпендикулярных направлениях с помощью индикаторного нутромера (рис. 208). Глубина поясов для замера цилиндров двигателей приведена в табл. 6.
Установка гильз цилиндров | Гильзы цилиндров PowerBore
Правильная установка гильз цилиндров или гильз цилиндров потребует от вас некоторой практики, без вопросов. Это несколько громоздкий процесс, требующий тепла в дополнение к инструментам, а умение настраивать все необходимое для создания правильной посадки — это навык.
Прежде чем мы продолжим, мы расскажем вам НЕПРАВИЛЬНЫЙ СПОСОБ УСТАНОВКИ РУКАВОВ ЦИЛИНДРОВ. Многие старожилы раньше (и, к сожалению, до сих пор делают) кладут деревянный брусок на верхнюю часть втулки и забивают его в цилиндр.НЕ ДЕЛАЙТЕ ЭТОГО. Размеры, посадка с натягом и зазор имеют решающее значение для работы вашего высокопроизводительного двигателя. Скорее всего, вы что-то испортите, используя этот метод, и навредите себе больше, чем пользы. Сможете ли вы таким образом протолкнуть свой двигатель? Да. Вы хотите, чтобы? №
Теперь вот правильный способ установки гильз цилиндров. Прежде чем даже приступить к установке рукавов, убедитесь, что ваш цилиндр просверлен до нужных размеров, чтобы принять втулку. Это критически важная регулировка, которую необходимо выполнить перед установкой гильз цилиндров.Посадка с натягом зависит от материала, поскольку алюминий имеет большее тепловое расширение, чем железо. Промышленным стандартом является использование фитинга 0,004 дюйма для алюминиевого блока и фитинга 0,002–0,004 дюйма для железного блока в зависимости от размера отверстия и от того, настроен ли двигатель на работу с мокрыми или сухими рукавами. Если вы выйдете за пределы 0,004 ”, вы рискуете деформировать цилиндр и создать потенциал для потери сжатия и утечки газа.
Правильная установка имеет решающее значение, поскольку такая посадка будет удерживать цилиндр на месте при работе двигателя и позволит цилиндру остыть с оптимальной скоростью.
Теперь вы готовы к установке втулки.Снимите с цилиндра двигателя все детали, такие как гайки и болты, или другие препятствия. Это может показаться очевидным, но некоторым людям приходится все усвоить на собственном опыте и что-то взорвать, прежде чем они поймут, как правильно выполнять свою работу.
Блок следует нагреть до 400 градусов и выдержать при такой температуре в течение часа, чтобы обеспечить равномерный нагрев баллона. Это заставит цилиндр немного расшириться, и втулка должна упасть.Если в рукаве есть порты, вам нужно будет повернуть втулку, чтобы убедиться, что порты совпадают. После того, как блок охладится, возможно, потребуется соединить порты и снять фаску с помощью шлифовальной машины, чтобы не было несоответствия между стенкой цилиндра и втулкой. Если у вас есть порты, в которые врезаны узкие углы входа, вам понадобится механик, чтобы установить втулки.
Некоторые блоки, обычно с мокрыми втулками, позволяют обработать (отточить) втулки перед установкой, а некоторые из них необходимо отшлифовать в блоке.Если вы устанавливаете гильзы цилиндров, которые не были окончательно хонингованы, их необходимо отточить, чтобы обеспечить правильный зазор поршня.
Наконец, вы, вероятно, захотите отделить верхнюю часть цилиндра, чтобы обеспечить правильную посадку и уплотнение прокладки головки.
Примечание о мокрых гильзах…Если вы строите или восстанавливаете двигатель с мокрыми гильзами или мокрыми гильзами цилиндров, например, дизельный двигатель, то посадка с натягом не является серьезной проблемой. Большинство таких гильз цилиндров предназначены для установки с скользящей посадкой, и многие из них перед установкой в блок оттачиваются в соответствии со спецификациями.Если втулка подходит для скольжения, то критически важной областью, на которую следует обратить внимание, является расточка. Если цековка не обработана для установки фланца втулки, втулка не будет подходить правильно.
Гильза цилиндра — Как установить гильзу цилиндра для восстановления блока
Гильза цилиндра — Как установить гильзу цилиндра для восстановления блока Изучение того, как установить гильзу цилиндра, — отличный способ утилизировать блокировку, которая в противном случае была бы ненужной. Основные причины установки гильзы цилиндра в блок — это либо ремонт поврежденного отверстия цилиндра, либо уменьшение размера изношенного цилиндра.Еще одним преимуществом установки гильзы цилиндра на один неисправный цилиндр является дополнительная экономия средств.
Следовательно, не нужно покупать поршни и кольца увеличенного размера. Возможно, вы сможете повторно использовать поршни, и вам нужно будет заменить только кольца. Так что, какова бы ни была причина, это не все плохие новости. Кроме того, многие блоки слишком тонкие, чтобы надежно выдерживать растачивание без втулок. Когда гильза цилиндра устанавливается в чугунный блок, процесс довольно простой и эффективный.
Общие причины установки гильзы цилиндра:- Цилиндр, который действительно треснул
- Деформация цилиндра от двигателя с гидрозамком
- Поврежден цилиндр из-за упавшего клапана или поврежденного поршня
- Посторонний материал попал в цилиндр (свеча зажигания, разные детали)
- Вертикальные царапины или вмятины
- Преобразование блока обратно в заводской размер
- Восстановление старых, труднодоступных блоков
Итак, как видите, это довольно распространенная процедура.
Выбор гильзы цилиндра Отображение вариантов выбора гильзы цилиндраНе все гильзы одинаковы. Разные материалы расширяются с разной скоростью, чем другие. В результате это влияет на необходимое измерение прессовой посадки. Всегда спрашивайте своего поставщика рукавов, сколько пресса рекомендуется для его рукава. Производители гильз предлагают широкий диапазон диаметров отверстий. От 2 до 8,5 дюймов и до 24 дюймов в длину. Доступна толщина втулки от 3/32 дюйма до 1/8 дюйма для отверстий до 5-1 / 8 дюйма.Для некоторых специальных применений может быть достигнута толщина стенки втулки 1/16 дюйма и 2 мм.
Основные процедуры Размеры гильзы цилиндраИзмерьте верх-середину-низ рукава, поверните рукав на 90 градусов и снова измерьте верх-середину-низ. Следовательно, среднее значение — это размер гильзы цилиндра. Используйте это измерение для расчета посадки с натягом. Во время транспортировки могла произойти небольшая деформация гильзы. Втулка примет форму после того, как она будет вдавлена в отверстие цилиндра.Небольшая хитрость, помогающая вдавить рукав, — это охладить или заморозить рукав до усадки. Так воткните рукав в морозильную камеру ПОСЛЕ того, как вы его измерили.
Выбор правильной прессовой посадкиПора определить, сколько пресса потребуется для приложения. Обычно .003 для большинства приложений. Имейте в виду, что следует также учитывать прошлый опыт машиниста.
Существует множество факторов, которые влияют на величину давления, необходимого для удержания втулки на месте:
- Местоположение повреждения, трещины или отверстия.
- Отсутствие длинной трещины или большого фрагмента снижает давление, так как повреждение откроется под нагрузкой. Увеличивайте или уменьшайте силу нажатия в зависимости от того, что герметизирует повреждение.
- Материал и прочность блока.
- (алюминиевый кувшин с воздушным охлаждением в сравнении с высоконикелевым блоком и облегченная конструкция по сравнению с литым блоком жесткого типа).
- Если вы устанавливаете гильзу только на один поврежденный цилиндр, гильза может деформировать соседние цилиндры.
Остановите расточный инструмент на 1/8 ″ до 1/2 ″ (в зависимости от типа блока, хода поршня, расположения масляного кольца, длины трещины и т. Д.) снизу цилиндра, чтобы оставалась ступенька (уступ), на которой могла бы сесть втулка. В результате головка блока цилиндров будет удерживать гильзу сверху. Расточите блок до размера, подходящего для втулки. Смените фрезу расточного станка на заостренный инструмент.
Чтобы выровнять ступеньку / уступ, установите инструмент примерно на 0,010 ″ (на сторону) меньше, чем был просверлен блок. Слегка срежьте часть фаски, пока резак не достигнет плоскости или верхней части ступеньки / уступа. Это позволяет втулке полностью прилегать к ступеньке / кромке, а не частично на скошенных кромках.
Установка гильзыРекомендуемый способ установки втулок — охлаждение или замораживание втулок и предварительный нагрев блока. Помещение рукавов в бытовую морозильную камеру обычно приводит к уменьшению их внешнего диаметра примерно на 0,002˝. Упаковка их сухим льдом или опрыскивание жидким азотом приведет к еще большей усадке, обычно около 0,003˝ или около того.
Это часто позволяет рукавам входить в них с минимальными усилиями или без них. В результате снижается риск повреждения или деформации рукавов.Небольшой предварительный нагрев блока примерно до 120 градусов также немного откроет отверстия, что упростит установку. Если вам нужно приложить силу, чтобы вставить втулку на место, не бейте по ней молотком! Для вдавливания используйте оправку.
Нанесите герметик для фиксации втулки по вашему выбору (необязательно, если не ремонтируете треснувший блок) на внешний диаметр втулки.
Подготовка палубыВажное примечание: Если блок был наложен втулкой из-за трещины или испытания на герметичность, блок необходим.Убедитесь, что ваш ремонт не протекает.
Обрежьте излишки материала втулки с верхней части блока (с нижней плоскостью расточного инструмента, если имеется значительный материал). Длинным острым напильником удалите все выступы втулки, которые могут вызвать проблемы с прокладкой головки, или обработайте блок фрезой. Если вы не хотите измельчать блок, вы можете попробовать побить камнями верхнюю часть блока в качестве последнего штриха. Мне нравится использовать твердый камень для сковороды или мягкий камень для заточки ножей.Наконец, снимите фаску с верхнего внутреннего диаметра рукава.
Заключение Отточить цилиндр двигателя с торсионной пластинойГильзы цилиндров поставляются с завода с такой же внутренней отделкой. Итак, вам придется расточить и отточить рукав до нужного размера. Использование торсионных пластин при расточке и хонинговании блока — это один из способов минимизировать или исправить деформацию отверстия цилиндра. Фактически, упорные пластины могут потребоваться на многих тонкостенных блоках (с муфтой или без нее) для достижения действительно хорошей обработки отверстия, круглой и прямой.
Поделитесь новостями DannysEnginePortal.com
Влияние исходной шероховатости поверхности хонингования гильзы цилиндра на характеристики поршневого двигателя самолета
Хонингование плато — это классическая процедура, применяемая в настоящее время для чистовой обработки поверхности гильзы цилиндра. Он обеспечивает правильную конечную морфологию поверхности и зависит, среди прочего, от условий обработки, настроек инструмента. Таким образом, можно изменять параметры шероховатости, чтобы обеспечить требуемое трибологическое поведение, на которое может приходиться до 97% расхода смазочного масла [1] и 45% общих механических потерь [2].Первоначально рекомендовалась очень гладкая структура поверхности цилиндра. Однако это состояние показало высокую износостойкость в период обкатки, хотя шероховатые поверхности обеспечивают высокую стойкость к заклиниванию. Виман [3] обнаружил, что сопротивление заеданию гильз цилиндров пропорционально высоте шероховатости поверхности. Последующие исследователи, сосредоточившиеся на определении оптимальной геометрической структуры цилиндра, рекомендовали процесс грубого хонингования с последующим точным хонингованием, процедуру, при которой одно распределение Гаусса накладывается на другое.Такой подход называется хонингованием на плато. Santochi и Vignale [4] обнаружили, что хонингование на плато значительно сокращает дорогостоящий период приработки, поскольку полученная поверхность напоминает поверхность приработки. Отшлифованная поверхность цилиндра обеспечивает одновременно скользящие свойства гладкой поверхности и отличную способность удерживать масло на пористой поверхности. Однако Йенг [5] сообщил, что, хотя поверхности с плато характеризуются более коротким периодом приработки, они имеют меньшее сопротивление схватыванию по сравнению с гауссовыми поверхностями с таким же стандартным отклонением по высоте.
Важность процесса хонингования при чистовой обработке гильз цилиндров для достижения удовлетворительных параметров двигателя и предотвращения задиров в настоящее время хорошо осознается, но не до конца понятна [2]. Например, общеизвестно, что увеличение маслоудерживающей способности за счет углубления впадин в профиле плато гильзы цилиндра приводит к снижению механических потерь [4, 6–9]. Механизм, лежащий в основе этого снижения механических потерь при меньшей высоте шероховатости, можно объяснить на модифицированной кривой Штрибека [10] как следствие явлений прорыва и кавитации [11].С другой стороны, такая микроструктура профиля плато приводит к повышенному расходу смазочного масла и выбросам сажи и частиц (твердых частиц), оксидов углерода [монооксида углерода (CO), диоксида углерода (CO 2 ) в выхлопных газах], и углеводороды (УВ) [6, 12]. Толщина масляной пленки, давление и объем масляного прорыва напрямую зависят от ширины и глубины хонинговальных царапин и расстояния между ними [13]. Некоторые модели трения и потока масла через шероховатость поверхности гильзы обсуждаются Jocsak et al.[14], в том числе рабочие характеристики бензинового и дизельного двигателей в зависимости от высоты шероховатости гильзы цилиндра, распределение их координат, угол штриховки хонинговальных штрихов и свойства смазочного масла.
Благодаря многочисленным результатам трибологических исследований и тенденции к производству двигателей с высоким отношением мощности к массе, уменьшенные в размерах двигатели часто оснащаются новыми передовыми технологиями, такими как регулируемое срабатывание клапана (VVA) или регулируемая степень сжатия ( VCR) [15] появился ряд новых подходов в технологии хонингования плато.Одним из них, отличающимся гладкой поверхностью и уменьшенной глубиной углублений базового хонингования, является хонингование с суппортом [16]. Основные цели при разработке этой технологии заключались в снижении износа, потерь на трение и расхода смазочного масла при сохранении производительности, сопоставимой с производительностью обычного хонингования на плато, и достижении высокой степени надежности самого процесса, а в условиях массового производства — длинного инструмента. срок службы, минимальная деформация отшлифованных поверхностей, т. е. минимальные дислокации в пограничном слое, и создание однородной и согласованной поверхности по всему отверстию цилиндра.Сопротивление истиранию может быть достигнуто путем изменения геометрии основных хонинговальных канавок [17]. Параметры оптимального соотношения материалов поверхности гильзы цилиндра с точки зрения расхода масла и выбросов вредных выхлопных соединений были оценены как для чугунных гильз [18], так и для гильз из алюминиевых сплавов [19].
Дальнейшая модификация процедуры хонингования скольжения состоит в увеличении угла хонингования за счет уменьшения скорости вращения хонинговального инструмента. Хонингование со скользящим / винтовым механизмом под углом хонингования 140 ° является следующим шагом к снижению выбросов и увеличению интервалов замены масла [20].Различные испытания на долговечность, проведенные на серийных шестицилиндровых двигателях с гильзами из стандартного серого чугуна, подтвердили преимущества винтового хонингования: (1) износ в зоне реверсирования был снижен примерно на 40% по сравнению с предыдущим производственным процессом хонингования; (2) долгосрочный расход масла был снижен на 50% и оставался очень стабильным в течение всего времени обкатки со значениями от 0,04 до 0,05% от расхода топлива [21]. Хотя процесс винтового хонингования дороже, чем хонингование с скольжением, сравнительно новое исследование, проведенное на тестере возвратно-поступательного движения, показало, что в целом такие сглаженные поверхности отверстий вызывают меньший износ колец и отверстий [22].
Дополнительная обработка поверхности может улучшить трибологические свойства скользящих элементов. Наиболее распространенным подходом является введение специфической текстуры на скользящую поверхность, включающую плоские и гладкие поверхности, прерываемые местными углублениями [23]. Для создания регулярных микролунок на скользящих поверхностях используются различные производственные технологии, включая лазерное текстурирование, механическую обработку, текстурирование ионным пучком и методы травления. Эти микролунки (также известные как масляные карманы, отверстия, ямки, ямки и полости) могут уменьшить трение, обеспечивая подъем в качестве микрогидродинамического подшипника и выступая в качестве резервуара для смазки, тем самым повышая сопротивление заеданию.Отверстия также могут служить ловушкой для остатков износа при скольжении.
Лазерное текстурирование на поверхности цилиндра может использоваться для минимизации риска полировки отверстия, особенно в зоне разворота цилиндра [24]. Полировка отверстия происходит при удалении топографии гильзы цилиндра [25]. Этот процесс приводит к нехватке смазки в дополнение к сварке и переносу материала между скользящими поверхностями и приводит к истиранию поверхностей и возможному выходу из строя двигателя [26]. Golloch et al.[27] описывает трибологическое сравнение между обычной поверхностью гильзы и гильзой с лазерной структурой, в которой они измеряют износ, толщину масляной пленки и силу трения. Их результаты показывают, что с точки зрения трибологических характеристик поверхность гильзы с лазерной структурой работает лучше, чем обычная поверхность с плоскостным хонингованием, что приводит к снижению расхода топлива и износа на 25%.
Влияние прямоугольных лунок с плоским дном на трение параллельных поверхностей исследовалось экспериментально и при моделировании [28].Положительный эффект впадин в снижении трения для параллельных поверхностей наблюдался в диапазоне больших скоростей скольжения, больших нагрузок и более гладких поверхностей. Наличие таких углублений на параллельных поверхностях может, в частности, снизить коэффициент трения для случаев с меньшим отношением толщины пленки к шероховатости ( h / Rq ), небольшой шероховатостью или большей нагрузкой. Более того, эти авторы обнаружили, что при одинаковых условиях продольные поверхности ведут себя лучше, чем поперечные, в плане снижения трения.В случае большего отношения толщины пленки к шероховатости ( h / Rq ), большей шероховатости или меньшей нагрузки изменение коэффициента трения для параллельных поверхностей из-за эффекта ямочки зависит от совокупного влияния эти факторы.
Положительный эффект масляных карманов в снижении потерь на трение проявляется даже в случае износостойких поверхностей, особенно гильз цилиндров, покрытых алмазоподобным углеродом (DLC) или Nikasil. Rahnejat et al. [29] протестировали три различные конфигурации гильз цилиндра: (1) стандартная штриховка под углом 25–35 ° к горизонтальной плоскости, покрытая никасилом; 2) стандартный штрихованный никасил с лазерным травлением; (3) лайнер из DLC.Они отметили, что гильза с лазерной гравировкой показывала постоянное улучшение характеристик до 4,5% по сравнению со стандартной гильзой, при этом максимальное преимущество возникало при частоте вращения двигателя при максимальном крутящем моменте.
Costa et al. [30] исследовали влияние топографии поверхности на толщину смазочной пленки для возвратно-поступательного скольжения узорчатых плоских стальных поверхностей по цилиндрическим контртелам в условиях гидродинамической смазки. Они использовали образцы круглых углублений, канавок и шевронов, в то время как частичное покрытие площади, глубина, ширина и ориентация скольжения относительно текстуры систематически менялись.Они обнаружили, что шевронные узоры были наиболее эффективными для увеличения толщины гидродинамической пленки, в то время как канавки были наименее эффективными.
Совершенно другой подход, но тот, который явно улучшает эффективность двигателя и износостойкость поршневых цилиндров (P – C), касается текстурирования поверхности поршневых колец с помощью лазерной обработки. Целью экспериментальных исследований, выполненных Etsion и Sher [31] на дизельном двигателе, было оценить положительное влияние текстуры поверхности поршневых колец на расход топлива и состав выхлопных газов.Лазерное текстурирование улучшает сопротивление заеданию гладких поверхностей, особенно при небольшой скорости скольжения и высоких нагрузках, а также при низкой вязкости масла [32]; как таковой, этот метод является предпочтительным подходом для формирования поверхностей поршневых колец и гильз цилиндров, особенно в зоне поворота колец.
Топографию поверхности можно контролировать с помощью контактных или бесконтактных (оптических) инструментов в двух (2D) или трех (3D) измерениях. Двухмерные контактные методы, обычно трудоемкие и не такие мощные, как трехмерные оптические, могут вносить некоторые ошибки из-за эффектов морфологической фильтрации [33].Тем не менее, источники неопределенности двумерных измерений достаточно хорошо известны и могут быть устранены. Двухмерные контактные методы также обеспечивают высокую доступность к измерительной поверхности, гибкость и нормализацию. 3D-параметры гораздо более информативны, но они часто коррелируют внутренне и с некоторыми адекватными 2D-параметрами [34]. Современные конфокальные микроскопы и интерферометры белого света обеспечивают обилие трехмерной информации о топографии поверхности гильзы цилиндра. Данные, полученные с помощью этих инструментов, используются в морфологических алгоритмах, таких как преобразование водораздела, для обнаружения и разделения структур, относящихся к функциям, которые могут быть описаны набором структурных параметров.Статистический анализ этих параметров обеспечивает функциональную характеристику всей измеряемой поверхности. Расчет углов хонингования показывает возможности, предоставляемые этим гибким методом оценки поверхности.
Иногда множественные отражения от масляных пленок или поверхностных покрытий могут стать проблемой при оптических исследованиях. Они также могут появляться на краях ступеней, когда свет над краем и под ним отражается. У интерферометрии белого света также есть проблемы со спеклами и «крыльями летучей мыши» [33], когда поверхностные структуры имеют размер, близкий к длине когерентности интерферометра белого света.Кроме того, конфокальные микроскопы иногда показывают перескоки в своих наборах данных вблизи острых краев [35].
Конструкция поршневого кольца и гильзыдля низкого расхода масла
Конструкция с поршневым кольцом и гильзой для низкого расхода маслаHannu Jääskeläinen
Это предварительный просмотр статьи, ограниченный некоторым исходным содержанием. Для полного доступа требуется подписка DieselNet.
Пожалуйста, войдите в систему , чтобы просмотреть полную версию этого документа.
Abstract : Система поршень-кольцо-гильза является основным источником расхода смазочного масла.Конструктивные подходы к минимизации деформации отверстия цилиндра и расхода смазочного масла включают повышенную податливость поршневого кольца, специальную обработку поверхности гильзы, стабильность поршневого кольца, конструкцию поршня и минимизацию испарения смазки.
Искажение отверстия
Система поршневое кольцо-гильза является важным источником расхода масла в современных дизельных двигателях. Одним из важных факторов, влияющих на расход масла в системе поршень-кольцо-гильза, является деформация отверстия цилиндра.Невооруженным глазом отверстие цилиндра может выглядеть идеально круглым, но при более внимательном рассмотрении на уровне микрометров оно может быть сильно искажено. Градиенты давления сгорания и температуры во время работы двигателя могут привести к дальнейшим искажениям. Фактически, деформация канала ствола в двигателях внутреннего сгорания является нормальным явлением, и его трудно предотвратить.
На рисунке 1 показан результат измерения деформированного отверстия цилиндра. Радиальная шкала была сильно искажена для иллюстрации деталей.
Рисунок 1 .Трехмерный вид деформации отверстия цилиндра(Источник: C-K Engineering)
Деформация отверстия влияет на соответствие или способность поршневых колец поддерживать контакт с гильзой цилиндра. В макроуровне деформация канала может быть описана рядом Фурье, рис. 2 [1984] [1980] :
R (φ) = ∑ (A i cos (φ) + B i sin (φ)) (1)
где:
R (φ) — радиальная координата,
φ — угловая координата,
A i , B i — амплитудные константы,
i — порядок, с суммированием от i = 0 до i = n ,
n — учитываемое искажение высшего порядка.
Деформация отверстия вызвана рядом факторов, включая допуск на обработку (нулевой и 1 -й порядок искажений ), силы, возникающие при затяжке болтов головки (порядок деформации = количество болтов головки), изменения в охлаждении гильзы, приводящие к различиям в тепловом расширении, искажения, вызванные давлением газа, особенно при более тонких стенках цилиндров. Зажатие гильзы между головкой блока цилиндров и блоком цилиндров также может вызвать деформацию гильзы наружу.Максимальное искажение обычно происходит около верхнего края цилиндра [1980] .
Один из способов уменьшить деформацию канала ствола — выполнить окончательную обработку отверстия с помощью пластины настила, которая может воспроизвести некоторые деформации, возникающие из-за болтов головки блока цилиндров. В одном случае это, по оценкам, снизило потребление масла примерно на 20% [1985] .
Другие способы уменьшить деформацию канала ствола включают выбор материала гильзы цилиндра и детали конструкции двигателя, которые уменьшают деформирующие силы.Например, в 2012 году Federal Mogul анонсировала технологию двухкомпонентной гильзы цилиндра (Hybrid Liner) для уменьшения деформации цилиндра в высоконагруженных бензиновых двигателях с алюминиевым блоком цилиндров. Обычно алюминиевый блок цилиндров с литой гильзой не поддерживает контакт, необходимый для сведения к минимуму деформации гильзы цилиндра. Однако соединение между втулкой и поверхностями блока может быть улучшено путем нанесения распылением на внешнюю часть чугунной втулки сплава AlSi 12 , имеющего температуру плавления ниже, чем у алюминиевого блока цилиндров.Это может не только уменьшить деформацию канала ствола и расход масла, но и значительно улучшить теплопередачу через гильзу [2526] .
###
Руководство по установке колецПоршни 2618
ПЕРЕД БАЛАНСИРОВКОЙ , установкой штифтов, стержней или замков, пожалуйста, проверьте номер детали и описание на этикетке коробки, чтобы убедиться, что у вас есть правильные компоненты. Измененные, поцарапанные или поврежденные поршни полок возврату не подлежат. Изготовленные на заказ поршни подлежат возврату только в случае производственных дефектов.
Зазор между поршнем и стенкой цилиндра
- Диаметр поршня должен быть измерен в точке замера, которая в большинстве случаев находится на 0,500 дюйма от нижней части юбки (см. Рис. 1). Указанные размеры измерены при температуре 68 градусов по Фаренгейту. Примечание: алюминий расширяется и сжимается при изменении температуры.
- Ваши поршни изготовлены из аэрокосмического алюминиевого сплава с низким содержанием кремния 2618.
- Зазор установлен в поршне на основе чистового отверстия для нормальных условий эксплуатации.(См. Табл. 1).
- Перечисленные ниже зазоры являются минимальными. Для некоторых применений, таких как наддув, турбо, закись азота и износостойкость, может потребоваться добавление 0,001 «-. 003» к минимальным зазорам, указанным в таблице 1. Для морских систем водозабора холодной воды может потребоваться дополнительный зазор 0,002 «-. 004».
| Таблица 1 | Диапазон диаметра | Мин. Клиренс |
| Компактный Спорт | 2.От 500 до 3,625 дюйма | .0030 до .0035 « |
| Компактный Спорт | от 3,626 до 3,999 дюймов | .0035 до .0040 « |
| SB Applications | от 4.000 до 4.200 дюймов | от 0,0035 до 0,0045 « |
| BB Приложения | от 4.200 до 4.600 дюймов | от 0,0040 до 0,0050 « |
Зазор между поршнем и клапаном
Зазор между поршнем и клапаном определяется подъемом кулачка, расстоянием между лепестками, продолжительностью, зазором клапана, конструкцией головки и послепродажным фрезерованием головки блока цилиндров.Минимальный рекомендуемый зазор для впускного и выпускного клапана должен быть 0,100 дюйма в глубину и 0,050 дюйма в радиальном направлении. Проверьте с помощью пластилина или следуйте рекомендациям производителя кулачков для проверки зазора, убедившись, что кулачок имеет такую же степень защиты, как и во время работы.
Подготовка цилиндра / гильзы / блока
Мы настоятельно рекомендуем вам снять фаску или немного ослабить нижние края ваших цилиндров / гильз / блоков. Наличие острого края приведет к чрезмерному износу юбки поршня. Это очень важно при работе с ходовыми двигателями, когда юбка поршня проходит за нижнюю часть цилиндра.
Зазор между поршнем / куполом и головкой и свечой зажигания
Из-за большого выбора доступных на вторичном рынке головок цилиндров и большого разнообразия камер сгорания необходимо всегда проверять зазор между поршнем / куполом и головкой, а также зазор свечи зажигания, чтобы обеспечить надлежащий зазор (см. рис.2). Минимальный зазор для стального стержня = 0,040 дюйма, алюминия = 0,060 дюйма. Проверьте с помощью глины с поршнем, установленным на штоке в ВМТ, качните поршень, чтобы получить минимальный зазор.
Противовес кривошипа относительно зазора поршня
Всегда проверяйте противовес до зазора поршня или НМТ.Рекомендуемый минимум составляет 0,060 дюйма.
Зазор между шатуном и поршнем
Из-за больших различий в ширине штока и толщине материала над штифтом всегда проверяйте наличие надлежащего зазора между поршнем и концом пальца шатуна. Рекомендуемый зазор составляет минимум 0,050 дюйма на каждый стороны и мин. 0,050 дюйма от верха штока до поршня. Установив поршень на шток, покачивайте поршень из стороны в сторону и вращайте вперед и назад, чтобы обеспечить надлежащий зазор. (рис. 3)
Spiro Locks
Для установки Замки Spiro, возьмитесь за каждый конец замка и потяните (прибл.3/8 дюйма — 7/16 дюйма). Замок будет напоминать небольшую катушку (рис. 4). После этого замок можно закрутить на место по спирали, как если бы вы ввинчивали их в паз (рис. 5). Когда замки установлены правильно, только половина замка будет видна над пазом. Для большинства поршней SRP, для которых требуются спиральные замки, потребуется 4 фиксатора на поршень, по 2 на каждом конце пальца. ВНИМАНИЕ: Важно, чтобы на каждом поршне было установлено правильное количество замков, иначе может произойти серьезное повреждение двигателя. ВНИМАНИЕ: Не перетягивайте спиральные замки и не используйте их повторно!
Проволочные замки
Установите конец одного замка под углом 90 градусов от канавки замка отмычки.Используйте жесткую отвертку с маленьким лезвием и вставьте наконечник в канавку замка отмычки, одновременно вставляя замок в канавку, не перегибая и не деформируя замок. После того, как первый фиксатор будет установлен, установите его, плотно ударяя по булавке на запястье латунной выколоткой. Теперь установите шатун и второй фиксатор. Установите второй замок так же, как и первый. В качестве меры предосторожности мы рекомендуем ударять латунным выколотым штифтом с каждой стороны запястья еще раз. Выполняйте эти действия на тканевом полотенце или мягкой резиновой подушке, чтобы не повредить поршень.
Очистка
Перед установкой тщательно протрите поршни и стенки цилиндров растворителем для очистки автомобильных деталей или горячей водой с мылом. JE рекомендует нанести тонкий слой сборочного масла (Marvel Mystery Oil или аналогичное) на юбку поршней, кольца и стенки цилиндра для первоначальной установки и запуска. МЫ НЕ РЕКОМЕНДУЕМ ИСПОЛЬЗОВАТЬ СИНТЕТИЧЕСКОЕ МАСЛО ИЛИ ЛЮБЫЕ ДОБАВКИ К МАСЛАМ, ПОКАЗЫВАЕМЫЕ С ПРОДАЖИ ПРОДАЖИ ПРОДАЖИ, пока кольца не сядут должным образом. Обязательно тщательно смажьте поршневые пальцы и отверстия для поршневых пальцев монтажным маслом, чтобы предотвратить истирание при первом зажигании.Также рекомендуется дважды проверить принудительные отверстия масленки поршневого пальца на предмет посторонних предметов или мусора перед установкой кольца. Во время пробной сборки или макета убедитесь, что купол и карманы клапанов на поршнях соответствуют диаметрам камеры сгорания и клапанов головок цилиндров. Выхлопные карманы четырехклапанного поршня, как правило, расположены над логотипом JE на нижней стороне поршня. Многие поршневые конструкции JE / SRP имеют специальные смещенные купола и / или специальные карманы клапана «влево» или «вправо».Изготовитель двигателя несет ответственность за то, чтобы поршни с несимметричным (левым или правым поршнем) гнездами клапана были установлены в правильном месте цилиндра.
Инструкции по установке колец
ВАЖНАЯ ИНФОРМАЦИЯ: ПЕРЕД НАПИРАНИЕМ КОЛЬЦ — Проверьте каждое отдельное кольцо в соответствующей канавке поршневого кольца, чтобы убедиться в правильности глубины канавки (радиальный задний зазор) и бокового зазора (толщины) (рис. 6). Правильная отделка цилиндра (хонингование), зазор между кольцами и смазка имеют решающее значение для достижения оптимального кольцевого уплотнения.
Торцевая крышка
Торцевой зазор — это зазор между двумя концами поршневого кольца, установленного в цилиндре (рис. 7). Большинство производителей высокопроизводительных и гоночных двигателей покупают поршневые кольца немного завышенного размера, чтобы подогнать их к точным торцевым зазорам. Испытания показали заметное увеличение мощности и уменьшение прорыва в результате правильной подгонки торцевого зазора кольца к условиям эксплуатации. Такие факторы, как наддув, турбонаддув, закись азота, гонки на выносливость и различные виды топлива, определяют надлежащий торцевой зазор кольца.Правильный торцевой зазор кольца может увеличиваться более чем вдвое от одного двигателя к другому в зависимости от вышеуказанных факторов.
Точная обработка отверстий цилиндров имеет решающее значение, и по этой причине кольца должны быть установлены на цилиндр, в который они должны быть установлены. Разница в диаметре от одного цилиндра к другому изменяет торцевой зазор колец в этом цилиндре на коэффициент пи (3,1416). Например, цилиндр большего диаметра на 0,001 дюйма увеличит зазор торца кольца на 0,001 x 3,1416 = 0,003 дюйма, округляя.Торцевой зазор второго кольца всегда должен быть больше, чем концевой зазор верхнего кольца.
Комплекты колец, содержащие направляющую с выступом
При установке в горизонтально расположенный двигатель зазоры масляной направляющей следует устанавливать, как показано ниже (рис. 9). Направляющая для выступов должна быть установлена под расширителем масляного кольца так, чтобы выступ был направлен к нижней части кольцевой канавки, проходящей в разделенные задние отверстия для слива масла (рис. 8). Будьте осторожны, чтобы не вставить язычок направляющей в масляное отверстие для штифта на запястье.
Установка опорной рейки маслосъемного кольца
- Установите опорные рейки маслосъемного кольца на дно канавки маслосъемного кольца так, чтобы стопорный фиксатор, предотвращающий вращение, был обращен вниз.
- Вращайте опорную планку масляного кольца до тех пор, пока стопор против вращения не окажется между отверстием на пересечении канавки кольца и отверстия под палец. (рис.10)
- Установите масляное кольцо в сборе как обычно.
ЭТИ ИНСТРУКЦИИ МОГУТ ПОМОЧЬ В ПРОЦЕССЕ УСТАНОВКИ, ОБЕСПЕЧИВАЯ ПРАВИЛЬНУЮ РАБОТУ И МАКСИМАЛЬНУЮ ПРОИЗВОДИТЕЛЬНОСТЬ, НО НЕ ПРЕДНАЗНАЧЕНЫ В КАЧЕСТВЕ ПОЛНЫХ ИНСТРУКЦИЙ ПО УСТАНОВКЕ.
Поршни, кольца и гильзы | Goetze, AE / Hepolite & Nural
Диаграмма отказов поршня дизеля — Поиск и устранение неисправностей
Задиры поршня с серьезным повреждением верхней площадки
Признак: Отключение питания.Шум двигателя. Пары из сапуна двигателя.
Причина: Чрезвычайно высокая температура горения. Неисправность форсунок охлаждения поршневого масла (в двигателе с этим оборудованием). Они вызывают заедание вблизи днища поршня, что может привести к повреждению поршневого кольца и прогрессированию заедания на юбке поршня.
Устранение: Проверить регулировку системы впрыска топлива и при необходимости исправить. Устраните или замените поврежденные детали цилиндра. Убедитесь, что любой поршень под форсунками охлаждения короны работает правильно.
Излом гильзы цилиндра в области фланца
Признак: Отвод дымовых газов в охлаждающую жидкость, Шум двигателя, Возможное разрушение гильзы.
Причина: Неправильное распределение давления на фланце гильзы, что может быть вызвано:
• Деформация блока цилиндров • Неправильная затяжка шпилек ГБЦ.
• Неверно выровненное расточенное отверстие в блоке.
• Посторонний материал под фланцем.
• Неправильное расположение прокладок ГБЦ.
• Неправильные процедуры сборки футеровки.
Устранение: Установите причину и примите меры по устранению. Заменить гильзу цилиндра и любые другие поврежденные детали
Питтинг и эрозия внешней поверхности футеровки
Признак: Потеря охлаждающей жидкости.
Причина: Высокочастотная вибрация, приводящая к кавитационной эрозии. Этому может способствовать общий износ двигателя или частое использование в течение длительного времени при более высоких, чем обычно, нагрузках на двигатель.
Устранение: Очистить и проверить канавки под уплотнительные кольца и контактные поверхности. Заменить гильзу цилиндра. Убедитесь, что система охлаждающей жидкости работает при правильном давлении. Используйте ингибиторы охлаждающей жидкости в соответствии с рекомендациями производителя двигателя.
Эрозия юбки поршня, прилегающей к отверстию под поршневой палец, и повреждение отверстия цилиндра
Признак: Шум двигателя.Расход масла.
Причина: Неправильная установка стопорного кольца. Установка бывших в употреблении стопорных колец. Конечное давление, передаваемое через поршневой палец, возможно, связано с перекосом шатуна, конусностью шейки кривошипа или чрезмерным смещением конца коленчатого вала. Посторонний материал скопился в отверстии под поршневой палец.
Устранение: Устранить повреждение отверстия цилиндра. Проверьте и устраните перекосы в шатуне или малой концевой втулке. Проверьте и устраните люфт на конце коленчатого вала.Замените узел поршня, убедившись, что стопорные кольца установлены правильно.
Задиры поршня с серьезными повреждениями, сосредоточенными в нижней части юбки поршня
Признак: Отключение питания. Шум двигателя. Пары из сапуна двигателя.
Причина: а. Повреждения сконцентрированы на одном лице: отсутствие смазки. б. Повреждения с обеих сторон: прогрессирование повреждений, вызванных недостатком смазки. Недостаточный зазор между поршнем и цилиндром. Деформация отверстия цилиндра.Общий перегрев двигателя. Ограниченная циркуляция охлаждающей жидкости.
Устранение: Проверить отверстия цилиндров и циркуляцию охлаждающей жидкости. При необходимости исправьте. Заменить поврежденные детали цилиндра.
Деформация отверстия гильзы цилиндра. Задиры или заедание поршня и колец. Отложения нагара на внешней стороне лайнера.
Признак: Отключение питания. Расход масла. Пары из сапуна двигателя. Заедание поршня в крайних случаях.
Причина: Перекос блока цилиндров.Деформация головки цилиндров. Повреждена или неправильно установлена прокладка головки блока цилиндров. Неправильная установка лайнера.
Устранение: Тщательно очистите отверстия блока цилиндров. Проверьте наличие перекоса в отверстии блока и, если возможно, устраните его.
Трещины, исходящие от камеры сгорания
Признак: Не обнаруживается при нормальной работе двигателя.
Причина: Крайняя температура, приложенная к днищу поршня, приводящая к термическому удару. Этому может способствовать исключительно высокая нагрузка двигателя при работе в условиях низкой температуры окружающей среды.
Устранение: Заменить поврежденные компоненты
Задиры на поршневом кольце или локализованные области заедания поршневого кольца
Признак: Расход масла, возможны пары из сапуна двигателя.
Причина: Повышенная температура поверхности цилиндра. Предельная смазка, особенно на начальном этапе эксплуатации двигателя. Деформация отверстия цилиндра.
Средство устранения : Устранить любые повреждения отверстия цилиндра. Замените поршневые кольца, а также поршень, если необходимо.Убедитесь, что вся система смазки двигателя полностью заполнена (масляный насос, фильтр и т. Д.). Соблюдайте процедуры эксплуатации, рекомендованные производителем двигателя.
Поршневое кольцо Land Fracture
Признак: Отключение питания. Расход масла. Выбросы паров из сапуна двигателя.
Причина: Чрезвычайно высокое давление сгорания, что может быть вызвано улучшенной синхронизацией впрыскивающего насоса, чрезмерным использованием аэрозольного вспомогательного средства для запуска двигателя, повышенной степенью сжатия.
Устранение: Установите причину и примите меры по устранению. Заменить узел поршня.
Эрозия и обгорание короны поршня
Признак: Потеря мощности, выброс дыма из сапуна двигателя. Выхлопной дым.
Причина: Неправильный впрыск топлива, время впрыска, чрезмерная заправка, повреждение или неправильно расположенная форсунка.
Устранение: Осмотрите и отрегулируйте оборудование для впрыска топлива и синхронизацию. Проверьте и устраните любые повреждения отверстия цилиндра.Заменить поршень.
Оценка внутренней поверхности гильз цилиндров
Гильзы цилиндров
Заявление
Гильзы цилиндров камер сгорания в блоках цилиндров непосредственно контактируют с поршнями, движущимися внутри камер. Для обеспечения плавного движения поршня внутренняя поверхность гильз цилиндров должна быть должным образом смазана. Канавки на гильзах цилиндров помогают обеспечить необходимый слой смазки. Эти бороздки называются поперечными штрихами.Кроме того, внутренняя поверхность цилиндра должна иметь определенную шероховатость, чтобы обеспечить надлежащее скольжение. Для оценки гильз цилиндров необходимо изучить три характеристики:
- Конфигурация с перекрестными штрихами.
- Шероховатость поверхности гильзы цилиндра
- Угол пересечения штриховки
Решение
В микроскопе LEXT OLS5000 используются лазеры для выполнения трехмерных измерений тонких деталей поверхности гильз цилиндров, что необходимо для управления качеством.
Особенности продукта LEXT OLS5000
- Повышенное разрешение (разрешение плоскости 0,12 мкм) обеспечивает высокую точность измерения.
- Возможность измерения шероховатости позволяет получать точные данные измерений.
- Функция интеллектуального сканирования позволяет полностью автоматизировать сбор 3D-данных, что помогает минимизировать различия в данных, полученных разными операторами микроскопов.
- Функция сшивания изображений обеспечивает высокоточное измерение в широком поле зрения.