Замена поршневых колец на ВАЗ 2107 своими руками
При недостаточной компрессии двигатель ВАЗ 2106 теряет мощность и начинает чрезмерно расходовать не только бензин, но и масло. В самом лучшем случае можно обойтись простой заменой поршневых колец, в худшем — полным капитальным ремонтом двигателя, начиная от проточки цилиндров, заменой поршневой группы и заканчивая ремонтом коленчатого вала автомобиля.
Если вы решили поменять кольца самостоятельно, но особых проблем при выполнении этого ремонта, возникнуть не должно. Разумеется, что понадобится немалый список инструментов, чтобы сделать это максимально быстро и удобно. А также, необходимо выполнить ряд подготовительных работ, чтобы добраться до поршней:
Лично я проводил эту процедуру на снятом моторе, так как машина была практически полностью разобрана. Но все можно сделать даже на установленном двигателе, но тогда удобнее всего ремонт проводить на яме или подъемнике.
Итак, после того, как крышка поддона снята, можно взять головку на 14 с воротком и открутить две гайки крепления крышки шатуна. Более наглядно это показано ниже:
Более наглядно это показано ниже:
Когда обе гайки откручены, можно рукой снимать крышку, она обычно без всяких проблем легко вынимается:
Затем с определенным усилием необходимо надавить на болт шатуна рукой или даже ручкой молотка:
До того момента, пока поршень не выйдет с обратной стороны цилиндра наружу. Примерно это будет выглядеть следующим образом:
Делать это стоит довольно аккуратно, чтобы не повредить ни сам поршень, ни стенки цилиндра:
Далее можно приступать к снятию и замене поршневых колец, если цилиндры еще без выработки. Для этого аккуратно поддеваем ногтем или пальцем край кольца и выводим его из канавки поршня:
И аккуратно проворачиваем кольцо до тех пор, пока оно полностью на освободится из канавки:
После того, как все кольца, как компрессионные, так и маслосъемные сняты, можно измерить зазор, вставив их в цилиндр, и вставив щуп в отверстие между двумя краями:
Если значения превышают номинальные, производим замену колец на новые. После чего можно устанавливать все детали, в обратном снятию порядке. Стоит обратить особе внимание, что при установке колец их замки должны быть направлены в разные стороны для большей герметичности цилиндра.
После чего можно устанавливать все детали, в обратном снятию порядке. Стоит обратить особе внимание, что при установке колец их замки должны быть направлены в разные стороны для большей герметичности цилиндра.
Замена поршней на Ваз 2101 двигатель 213 1.7 л.
Мой блог на Драйв 2 . упор в головки болтов крепления поддона в районе масляного фильтра и плавненько опускаем автомобиль.
Левая опора мотора оторвется от подушки. В образовавшуюся щель вставляем подходящий по толщине брусок. Убираем упор. Если не собираетесь поменять вкладыши на новые, не путайте их местами.
Найти степень износа цилиндров с достаточной точностью можно и без нутромера: употребляют верхнее компрессионное кольцо и набор щупов. Но поначалу очищаем от нагара высшую часть цилиндра. Износ цилиндра равен (S2-S1)/3,14. Если он меньше 0,15 мм, то имеет смысл поменять изношенные кольца номинальными. Непременно проверьте, пройдут ли новые кольца в цилиндр.
Ремонт поршневой: на что следует обратить внимание
Современные материалы и технологии изготовления деталей позволяют эксплуатировать двигатель в очень напряженных режимах. Максимальная частота вращения коленчатого вала достигает ста оборотов в секунду. Поршень с шатуном при этом дважды за каждый оборот (двести раз в секунду) достигают скорости поступательного движения до 30 м./сек. и столько же раз полностью останавливаются, вызывая огромные циклические инерционные нагрузки (вес при таком ускорении увеличивается более чем в тысячу раз). Поэтому технологи стараются максимально облегчить поршень, изготавливают его из алюминиевого сплава с залитой стальной пластиной, компенсирующей тепловые деформации. Поршень имеет ребра жесткости и твердое анодирование, до огневого пояса, что предохраняет от прогорания днище и канавку верхнего компрессионного кольца. Трение уменьшается самыми прогрессивными марками масел с присадками. Но избежать износа невозможно, поэтому периодически, после определенного пробега производится замена поршневой ВАЗ 2106. Лучше делать это при появлении первых симптомов:
Максимальная частота вращения коленчатого вала достигает ста оборотов в секунду. Поршень с шатуном при этом дважды за каждый оборот (двести раз в секунду) достигают скорости поступательного движения до 30 м./сек. и столько же раз полностью останавливаются, вызывая огромные циклические инерционные нагрузки (вес при таком ускорении увеличивается более чем в тысячу раз). Поэтому технологи стараются максимально облегчить поршень, изготавливают его из алюминиевого сплава с залитой стальной пластиной, компенсирующей тепловые деформации. Поршень имеет ребра жесткости и твердое анодирование, до огневого пояса, что предохраняет от прогорания днище и канавку верхнего компрессионного кольца. Трение уменьшается самыми прогрессивными марками масел с присадками. Но избежать износа невозможно, поэтому периодически, после определенного пробега производится замена поршневой ВАЗ 2106. Лучше делать это при появлении первых симптомов:
Lada 2107 VB Custom › Logbook › Двигатель. Часть 3.
 Замена колец
Замена колецОткатав два года, и прокачав верх, решил наконец то замерить компрессию. Результат был неутешителен: 10.5 во всех горшках, бядааа при пробеге около 60к. Залили масло результат стал 12.5. Короче колечки потихому приказывали долго жить. Вроде как компрессия 10,5 это полный тухляк, да и набиралась она качка с 4 только…
До этого при замене головы я обратил внимание на интересные потертости на зеркале цилиндров:
К сожалению мобила не очень хорошо передает картинку.
Визульно похожи на риски, на ощупь ногтем они не ощущались, также через них видна сетка хона Была куча мнений по этому поводу, что это следствие перегрева и нужно точить цилиндры в ремонт. Я решил для начала подкинуть кольца. Кольца были куплены SM номинального диаметра 79 мм. Так же была куплена обжимка для поршней и прокладки.
Разборка и замена
Снимаем бошку с коллекторами, откручиваем подушки от балки, подставляем домкрат под колокол коробки и поднимаем движок. Откручиваем поддон, не без ухищрений с карданчиком и удлинителем, и скидываем его. Глазам предстает вот такая картина:
Глазам предстает вот такая картина:
Тут следует отметить что движок обработан супротеком и масло льется мотюль 4100 10w40.
Начинаем разбирать шпг. Выставляем поршни по очереди в вмт, откручиваем крышки шатунов, тут есть такая особенность, что вкладыши могут держаться на масляной пленке на шейках колена, и следует проявить аккуратность, дабы ненароком не обронить их в подвал. Я поначалу не просек фишку и вкладыш благополучно упал вниз) Выбиваем поршни вверх. Я делал поршни по очереди, то есть вынимал первый поршень, менял кольца, вставлял обратно и закручивал. Собственно кольца меняются по мурзилке с соблюдением направления стыков. Все это дело смазывается маслом и вставляется обратно, крышки затягиваются моментом 5кг. Это было самое тяжелое, извернуться подлезть да еще и затянуть)
Вот такое состояние вкладышей и поршней было.
Чтото напрягают меня эти следы перекладок напоршнях…
Ставим поддон на место, закручиваем его по кругу, тут тоже надо извратиться и подлезть с болтами и головкой.
Прикручиваем подушки. Со стороны адсорбера я так и не смог одеть шайбу с гровером, поэтому там она держится только на гайке)
После сборки, я обкатал ее на холостых пол часа, и первую тыщу км не крутил)
На тот момент после небольшой обкатки компрессия поднялась до 12.7 — 13 очков. На данный момент еще не мерил, по идее кольца окончательно должны уже притереться.
А я то думал отчего у меня пропала динамика))))) оказывается дело в компрессии)
Что такое поршневые кольца, их назначение
Поршневые кольца представляют собой упругие незамкнутые элементы, которые устанавливаются в специальные канавки на корпусе поршня. Изготавливают их из стали или чугуна повышенной прочности, а сверху покрывают легирующим материалом. Легирующее покрытие еще больше увеличивает прочность, а также снижает скорость износа.
Обычно в поршень вставляются 3 кольца: 2 компрессионных (занимают 2 верхних канавки) и 1 маслосъемное (нижняя канавка). Задача компрессионных колец – не допустить прорыва раскаленных газов вдоль поршня в картер двигателя. Маслосъемное – снимает лишнее масло с зеркала цилиндра, не давая ему попасть в камеру сгорания. Кроме того, кольца снижают температуру поршня, передавая практически половину тепла его поверхности на стенки цилиндра.
Маслосъемное – снимает лишнее масло с зеркала цилиндра, не давая ему попасть в камеру сгорания. Кроме того, кольца снижают температуру поршня, передавая практически половину тепла его поверхности на стенки цилиндра.
Когда поршневые кольца перестают справляться с возложенными на них задачами, ввиду своего износа, двигатель автомобиля сигнализирует об этом проявлением соответствующих симптомов.
Признаки износа поршневых колец
О том, что износ дошел до критической стадии, свидетельствует синий или черный дым из выхлопной трубы. Это указывает на то, что излишки масла попали в камеру сгорания мимо маслосъемного кольца и сгорели там вместе с топливом. Черный дым, выходящий из трубки вентиляции картера, говорит о том, что компрессионные кольца из-за износа допускают прорыв газов из камеры сгорания в его полость.
Критический износ сопровождается снижением компрессии (способность удерживать давление) в цилиндрах двигателя. Это означает, что часть газов, образовавшихся при сгорании топливной смеси, которая должна была толкать поршень, прорвалась в картер, не совершив полезную работу. Именно это приведет к падению давления в цилиндре, следовательно, двигатель потеряет часть мощности. Наблюдается повышенные расход масла.
Именно это приведет к падению давления в цилиндре, следовательно, двигатель потеряет часть мощности. Наблюдается повышенные расход масла.
Проверяется компрессия специальным прибором – компрессометром. Когда номинальные значения давления неизвестны (нет инструкции по эксплуатации), сначала оно измеряется в сухом цилиндре, затем через свечное отверстие заливается немного моторного масла, и замер делается заново. Если компрессия повысится, значит, требуется замена колец. Подобные признаки могут наблюдаться и в случае их «залегания».
«Залегание» происходит, когда образовавшийся в канавках поршня нагар мешает пружинить поршневым кольцам, результатом чего становится снижение плотности их прилегания к поверхности цилиндра.
Такую проблему, если случай не сильно запущен, можно исправить при помощи специальных присадок к топливу. Двигатель, имеющий карбюраторную систему, можно попробовать очистить спреем для удаления нагара, который впрыскиваются непосредственно в карбюратор. Если удаление нагара с камеры сгорания эффекта не дало, то выход только один – замена поршневых колец и чистка канавок.
Замена по шагам – помощь дилетанту
Раскоксовка помогает только в случае с нагаром, если же речь идет об износе, то спасет только замена. Ее можно делать своими руками. Нам понадобится специальный съемник, оправка для запрессовки, металлический прутик, еще не обойтись без пинцета и рассухаривателя. Приобретая новые колпачки и кольца, отдавайте предпочтение качеству – ищите оригинальные детали. Помните, если попадете на подделку, то правильной работой движка можно насладиться всего несколько тысяч километров. Кроме того, покрытие верхних колец иногда подбирается под материал двигателя. Да и компрессионно-маслосъемные элементы должны соответствовать материалу гильзы цилиндра. Если замена будет произведена более дешевыми аналогами, то результат может получиться отрицательным.
Следующим этапом замены маслосъемных колец и колпачков будет демонтаж узлов и механизмов, чтобы обеспечить доступ к деталям. Первым снимается воздушный фильтр, потом топливный насос. Не забываем и о распределителе зажигания. Чтобы демонтировать корпус привода для вспомогательных агрегатов, необходимо разъединить болтовое соединение, потом снимаем с аккумулятора минусовую клемму, а с распределительного вала зубчатый шкив. Далее, чтобы добраться до крышки головки блока, снимаем привод массы. В последнюю очередь откручиваются гайки, фиксирующие передний и задний корпус подшипников распределительного вала.
Чтобы демонтировать корпус привода для вспомогательных агрегатов, необходимо разъединить болтовое соединение, потом снимаем с аккумулятора минусовую клемму, а с распределительного вала зубчатый шкив. Далее, чтобы добраться до крышки головки блока, снимаем привод массы. В последнюю очередь откручиваются гайки, фиксирующие передний и задний корпус подшипников распределительного вала.
Нельзя игнорировать положение шпонки распредвала, если она посажена недостаточно плотно, то ее также необходимо демонтировать, иначе можно потерять. Теперь освободился доступ и к самому распределительному валу, вынимаем его и сальник. Теперь разворачиваем деталь, чтобы поршень оказался в ВМТ, и, вынув свечу, вставляем в образовавшееся отверстие металлический прутик, иначе клапан провалится. Затем специальным инструментом сжимаем пружины клапана и вынимаем с помощью пинцета два сухаря. Выпрессовываем кольца с помощью приспособления.
Теперь установка. С новых запчастей снимаем пружины, чтобы не повредить их. Перед монтажом не забудьте смазать элементы моторным маслом. Запрессовываем деталь и ставим пружины на место. Установку маслосъемных колец следует проводить строго в обратной последовательности. При монтаже средних очень важно не перепутать стороны, иначе расход масла значительно возрастет.
Перед монтажом не забудьте смазать элементы моторным маслом. Запрессовываем деталь и ставим пружины на место. Установку маслосъемных колец следует проводить строго в обратной последовательности. При монтаже средних очень важно не перепутать стороны, иначе расход масла значительно возрастет.
ВАЗ 2107: замена поршневой самостоятельно
Поршневая, пожалуй, главная часть сердца автомобиля. Ее устройство немного сложным кажется для неосведомленного человека, но на самом деле ремонт поршневой можно осуществить и самостоятельно. Хотя это достаточно трудный и трудоемкий процесс, он вполне может стоить тех денег, которые были бы заплачены за ремонт, а его цена приличная и плюс ко всему, будут получены знания и навыки в ремонте автомобиля. Конечно, не все можно сделать самостоятельно. Например, если блок цилиндров требует расточки до следующего ремонтного размера, то его невозможно сделать без определенного оборудования и без знания дела. Ну а в целом можно своими руками поменять поршневую. Кстати, совершенно не обязательно снимать двигатель с кузова вашей «семерки», если, конечно, блок не требует ремонта.
Кстати, совершенно не обязательно снимать двигатель с кузова вашей «семерки», если, конечно, блок не требует ремонта.
В этой статье будут рассмотрены причины замены поршневой, процесс ремонта шаг за шагом, а также будут даны советы – что и как лучше всего сделать:
- Причины ремонта поршневой двигателя
- Необходимый инструмент
- Ремонт:
- Разборка двигателя
- Подготовка новой поршневой
- Сборка двигателя
Залегание или износ – когда пора проверить состояние колец?
Как видно, условия работы поршневых колпачков и колец нелегкие и поэтому естественного износа не избежать. Обычно комплекта хватает на 150 тысяч километров, хотя некоторые автовладельцы утверждают, что их двигатели проходят и по 500 тыс. км. Но о таких показателях можно говорить только при правильной эксплуатации автомобиля, в противном случае задуматься о ремонте движка придется намного раньше. Использование некачественного либо неподходящего масла и его несвоевременная замена негативно скажется на состоянии колец, что приблизит их залегание. Кроме того, необходимо следить за состоянием воздушного фильтра, особенно если приходится постоянно ездить по сильно запыленной местности. Немаловажна и исправность топливного фильтра.
Кроме того, необходимо следить за состоянием воздушного фильтра, особенно если приходится постоянно ездить по сильно запыленной местности. Немаловажна и исправность топливного фильтра.
Желательно не перегревать и не перегружать сам двигатель. Образование нагара в поршневых канавках приводит к залеганию маслосъемных колец. В этом случае поршень недостаточно плотно прилегает к цилиндру и автомобиль не может развивать необходимую мощность. Можно максимально отсрочить залегание маслосъемного кольца. Избегайте кратковременных поездок в зимнее время, так как движок не успевает прогреться до нужной температуры. Очень опасно в этот период давать и чрезмерные нагрузки. Если в системе не будет достаточно смазки, произойдет перегрев. Он приведет к заклиниванию и образованию на поверхностях поршня и цилиндра различных дефектов. В результате колпачки могут полностью испортиться, либо разрушатся перегородки между канавками. Опасны для автомобиля и постоянные простои в городских пробках.
Определить необходимость ремонта либо замены можно по следующим признакам износа маслосъемных колец. Значительно увеличится расход масла, может появляться сизый дым – во время начала движения после кратковременной остановки, например, на светофорах. Кроме того, тревожные признаки износа – протечки и испарения масла через уплотнительные прокладки, сальники (колпачки) и в прочих местах. Обратите внимание на цвет этой жидкости, если вы ее только поменяли, а она почернела, то замена уплотнителей неизбежна. Еще следует проверить свечи, они должны быть чистыми, в противном случае придется обращаться на СТО либо проводить ремонтные работы самостоятельно.
Итак, если вы обнаружили у своего авто какие-либо признаки износа, то нужно проверять маслосъемные кольца. Диагностика колпачков проводится достаточно просто. Необходимо отсоединить шланг системы принудительной вентиляции. Если давление картерных повышено, то дело в износе колпачков.
Необходимый инструмент
Так как в нашем случае не потребуется снимать двигатель, то особо крупного оборудования не потребуется. Необходимо для замены поршневой следующее:
Необходимо для замены поршневой следующее:
- Нутромер (как на фото)
- Молоток
- Паяльная лампа
- Емкость и кисточка для мытья деталей
- Щуп
- Оправка для вставки пальца
- Оправка для поршневых колец
- А также: ключи, отвертки, щетки по металлу и прочий мелкий инструмент
Совет! ВАЗ 2107 замена поршневых колец, да и любой другой ремонт желательно выполнять инструментом работоспособным, исправным и безопасным. В любом случае здоровье дороже денег, потраченных на, возможно, новые инструменты. Держите инструмент чистым и всегда на своем месте – таким образом можно сократить продолжительность ремонта.
Замена колец lada priora (ваз приора)
Поршневые кольца заменяют при ремонте шатунно-поршневой группы, при их износе или повреждении. Также кольца заменяют при капитальном ремонте двигателя.
Для выполнения работы потребуется оправка для поршневых колец.
Снятие
1. Снимаем головку блока цилиндров.
2. Снимаем поддон картера двигателя.
3. Снимаем маслозаборник.
4. Поворачивая коленчатый вал за болт крепления его шкива ключом на 17 мм, устанавливаем поршень первого цилиндра в нижнее положение.
5. Ключом TORX ЕЮ отворачиваем две гайки крепления крышки шатуна первого цилиндра.
6. Снимаем крышку шатуна.
7. Уперев ручку молотка в поршень, выталкиваем его вверх.
8. Извлекаем поршень из цилиндра.
9. Вынимаем вкладыши из шатуна и его крышки.
10. Фиксируем поршень за шатун в тисках. Слегка раздвинув замок кольца, снимаем верхнее компрессионное кольцо. Аналогичным образом снимаем нижнее компрессионное кольцо, маслосъемное кольцо и его расширитель.
Рекомендация
Кольца тонкие, — чтобы их не сломать, вырежьте из пластмассовой бутылки полоску длиной немного меньше окружности поршня. Заведите кромку этой полоски под замок верхнего компрессионного кольца, а затем по кругу под все кольцо.
Заведите кромку этой полоски под замок верхнего компрессионного кольца, а затем по кругу под все кольцо.
Снимите с поршня полоску вместе с кольцом. Аналогичным образом снимите второе компрессионное и маслосъемное кольца.
Замечание
Целесообразность замены колец зависит от степени износа цилиндров. Небольшой равномерный износ цилиндров (в пределах 0,05 мм) можно компенсировать установкой поршня другого класса с большим диаметром.
Установка
1. Тщательно очищаем поршень
от нагара и отложений. Осматриваем поршень, шатун и палец. Трещины на них недопустимы.
Замечание
Новые кольца подбираем в соответствии с диаметром поршня — номинального или ремонтного размера.
2. Перед установкой новых колец набором щупов измеряем зазор между поршневым кольцом и стенкой канавки, в которую кольцо будет установлено.
Табл. 9.1.3 Допустимые зазоры между стенками канавок и поршневыми кольцами:
9.1.3 Допустимые зазоры между стенками канавок и поршневыми кольцами:
Замечание
Допустимые зазоры между стенками канавки и поршневыми кольцами указаны в табл. 9.1.3. Если зазор превышает максимально допустимый, поршень подлежит замене.
3. Для подбора поршневых колец по тепловому зазору устанавливаем по очереди кольца в цилиндр блока на глубину 20—30 мм и набором плоских шупов определяем зазор в замке.
Замечание
Предельно допустимый тепловой зазор при износе (для колец, бывших в употреблении) — 1 мм, зазор для новых колец 0,25-0,45 мм. Если зазор превышает максимально допустимый, кольцо подлежит замене.
4. Надеваем кольца на поршень. При этом маслосъемное кольцо
и компрессионное кольцо устанавливаем надписью «ТОР» вверх.
Новые кольца устанавливаем на поршень, начиная с расширителя маслосъемного кольца.
С помощью оправки надеваем маслосъемное кольцо, а затем нижнее компрессионное (кольца надеваем на оправку и аккуратно смещаем вниз до установки в канавку).
Верхнее компрессионное кольцо надеваем без оправки: раздвинув замок кольца (не более, чем это требуется для надевания кольца на поршень), заводим на поршень сначала замок, а затем тыльную часть кольца.
5. Поворачиваем их замки так, чтобы они располагались под углом 120° относительно друг друга. Замок расширителя должен находиться развернутым на 180° относительно замка кольца.
6. Смазываем чистым моторным маслом стенку цилиндра
и наружную поверхность поршня.
7. Надеваем оправку на поршень и обжимаем ею кольца, периодически слегка постукивая ручкой молотка по оправке для самоустановки колец.
Предупреждение!
Крышки шатунов невзаимозаменяемые. На двигателе установлены «колотые шатуны», крышки которых изготовлены специальным методом. Поверхности соприкосновения крышки и шатуна получаются неровными, что при сборке обеспечивает идеальное прилегание деталей.
8. Вытираем насухо постели вкладышей в шатуне и крышке, устанавливаем в них вкладыши.
9. Смазываем чистым моторным маслом внутреннюю поверхность вкладышей.
10. Устанавливаем поршень в цилиндр блока.
Предупреждение!
Стрелка на днище поршня должна быть направлена в сторону шкива коленчатого вала.
11. Прижимая оправку к блоку и постукивая ручкой молотка по днищу поршня, утапливаем поршень в цилиндр (при этом контролируем продвижение шатуна к шейке коленчатого вала).
12. Устанавливаем на шатун крышку и затягиваем болты моментом 43,32—53,51 Нм (4,42—5,46 кгсм).
Другие три поршня собираем и устанавливаем аналогично.
После установки всех поршней собираем двигатель в обратной последовательности.
Сегодня многие владельцы автомобилей ВАЗ Приора сталкиваются с такой проблемой, как обрыв ремня ГРМ, в результате чего клапана «встречаются» с поршнями. В итоге эта проблема может обойтись владельцу транспортного средства в «копеечку». Чтобы предотвратить это, некоторые автолюбители устанавливают на свои авто безвтыковые поршни СТК, СТИ или Автрамат.
Общая информация и устройство поршня
Предназначение поршня заключается в передаче энергии, произведенной горючей смесью, к коленчатому валу. Когда продукты сгорания расширяются, на поверхность детали возлагаются огромные нагрузки. Максимальный показатель давления в этом случае может составлять 80 бар, а это сравнимо с силой в несколько тонн.
Температура в цилиндрах при сгорании смеси может достигать 2 600 градусов, что в несколько раз больше температуры, при которой поршень плавится. В результате в этот момент происходит снижение прочности сплава, по поверхности элемента возникает термонапряжение из-за температурного перепада. Чтобы поршень мог функционировать в таких тяжелых условиях эксплуатации, он должен быть не только легким, но и достаточно устойчивым к износу. Кроме того, качественная кованная группа поршней должна обладать и высоким показателем теплопроводности, что позволит элементам быстро остыть при работе в высоких температурах.
Что касается самой поверхности, то она должна быть сформирована таким образом, чтобы поршень не клинил в цилиндре ни при каких обстоятельствах. В противном случае возможно попадание горячих газов в картер. Поскольку компоненты имеют бочкообразную форму, как вы видите на фото, даже большая разница в температурах днища и юбки не повлияет на его функциональность. Также следует отметить, что эти детали производятся с применением «противоэллипса», что дает возможность компенсировать деформацию юбки.
Верхним элементов поршней является головки, которая состоит из днища и канавки, при помощи которых устанавливаются кольца уплотнения. Головка должна быть более надежной, поскольку большинство нагрузок приходится именно на нее. Поэтому головки поршней обрабатываются дополнительным защитным покрытием. Сами канавки для уплотнительных колец изготовляются под небольшим углом, в результате чего наружные кромки колечек будут чуть выше внутренних. В результате этого наклон поперечного сечения канавки не появится, а это вполне возможно.
Чтобы поршень лучше скользил, его поверхность также вскрывается дополнительными материалами. Для большей приработки производитель обычно использует фосфатирование или олово, что также позволяет снизить вероятность появления царапин при запуске холодного мотора. Но такое покрытие обычно изнашивается при обкатке. Другое покрытие — антифрикционное — остается на весь срок службы, оно способствует предотвращению появления ржавчины и эрозии на рабочих поверхностях.
Юбка поршня должна быть обработана специальными резцами, чтобы обеспечить создание микрорельефа. Таким образом моторная смазывающая жидкость будет лучше держаться на поверхности элемента, а трение будет гораздо меньшим. так какие лучше поставить поршни на свое авто?
Производителя вы будете выбирать сами, но от себя мы хотим добавить, что всем перечисленным выше требованиям соответствует продукция компаний:
- СТИ;
- СТК;
- Автрамат.
Сравнительные характеристики
Чтобы вы могли понять, какая группа поршней лучше, рассмотрим сравнительные характеристики всех трех производителей с фото:
- Начнем с продукции СТИ.
 Кованные поршни СТИ производятся в Тольятти и изготовлены они способом горячего прессования. Как показывают отзывы потребителей, которые уже установили СТИ, эти кованные поршни во многом снижают коэффициент полезного действия мотора. Это обусловлено тем, что детали СТИ обладают пониженной степенью сжатия и большим размером камеры сгорания. Также следует отметить, что в сплаве поршней СТИ содержится меньше кремния, в результате чего прочность компонентов при высоких температурах будет ниже.
Кованные поршни СТИ производятся в Тольятти и изготовлены они способом горячего прессования. Как показывают отзывы потребителей, которые уже установили СТИ, эти кованные поршни во многом снижают коэффициент полезного действия мотора. Это обусловлено тем, что детали СТИ обладают пониженной степенью сжатия и большим размером камеры сгорания. Также следует отметить, что в сплаве поршней СТИ содержится меньше кремния, в результате чего прочность компонентов при высоких температурах будет ниже.
Четыре поршня СТИКроме того, в результате пониженного содержания никеля в сплаве ресурс работы элемента может быть значительно снижен. При всем этом безвтыковые поршни СТИ стоят дороже СТК и Автрамата.
- Литые поршни Автрамат производятся в Харькове, Украина. При производстве поршней используется сплав, идентичный оригинальным деталям на Приоре. Однако, в отличие от последних, продукция украинского производства может иметь глубокие циковки, а это является несомненным преимуществом Автрамата по сравнению со стандартными поршнями.

Два поршня АвтраматИз-за увеличенных выборок для клапанов была незначительно расширена площадь камеры сгорания, что также способствует снижению КПД мотора. Отечественные автомобилисты на замечают это отличие на практике. Следует отметить, что стоимость деталей Автрамат может быть ниже от 50% до 70% по сравнению с СТИ, в зависимости от автомагазина.
- Теперь перейдем к безвтыковым кованным поршням СТК. Продукция СТК производится в Самаре, Россия. Безвтыковые поршни СТК обладают практически теми же свойствами, что и продукция от Автрамата. Исключением является то, что безвтыковые поршни СТК имеют больший вес, в результате чего владельцы Приор часто отмечают в своих отзывах снижение динамики транспортного средства при разгоне. В целом поршни от СТК зарекомендовали себя хорошо среди отечественных автомобилистов.

Поршень производства СТК
Как поменять поршни на безвтыковые или поршни «Автрамат» своими руками?
Таким образом мы подошли к вопросу замены поршней на автомобиль ВАЗ Приора своими руками.
Заранее подготовьте набор гаечных ключей:
- В том случае, если замена элементов осуществляется на автомобиле с большим пробегом, при помощи нутрометра вам придется замерять расстояния от верхней кромки цилиндра в поперечном и продольном направлении мотора. От верхней кромки при этом нужно отступить 3, 10, 60 и 112 мм, соответственно, у вас должно быть в итоге четыре значения. Таким образом вы сможете выявить, насколько износились цилиндры. В том случае, если износ маленький и составляет до 0.05 мм, то такое расстояние вполне можно компенсировать монтажом элементов с чуть большим диаметром. Однако, если износ составил от 0.15 мм и больше, то вашим цилиндрам понадобится расточка. Для этого мы советуем совместить этот процесс с установкой безвтыковых элементов.
 Непосредственно перед разбором мотор следует прочистить. Гаечными ключами откручиваются винты, которые крепят правую опору ДВС, а также переднюю опору и кронштейн генератора. Все кронштейны демонтируются.
Непосредственно перед разбором мотор следует прочистить. Гаечными ключами откручиваются винты, которые крепят правую опору ДВС, а также переднюю опору и кронштейн генератора. Все кронштейны демонтируются. - Затем следует отключить трубопровод, головку блока, маховик, а также фильтрующий элемент. Подводящая трубка помпы к ГБЦ также отсоединяется. Теперь вам потребуется верстак или соответствующий стенд.
- Далее, демонтируется поддон картера, маслонасос и маслоприемник. Винты крепления заднего сальника коленчатого вала также откручиваются при помощи гаечного ключа. Непосредственно сам держатель можно демонтировать, поддев его отверткой за канавки на корпусе.
- Затем следует по очереди выкрутить все болты крышек шатунов, сами шатуны с поршянми следует демонтировать.
- После этого снимаются поршневые кольца. Само кольцо демонтируется из места установки при помощи той же отвертки. Здесь же обратите внимание на состояние колец — если они изношены, то лучше их поменять.

- При помощи оправки поршневой палец выталкивается, после чего можно демонтировать и сам поршень. После замены все действия по сборке осуществляются в обратном порядке. Следите за тем, чтобы метка на дне элемента была направлена в ту же сторону, куда смотрят стрелки на шатуне.
Видео «Замены элементов на безвтыковые»
Подробнее об этом процессе вы сможете узнать из видео.
Операции выполняемые при замене уплотнительных колец впускного коллектора на автомобиле ВАЗ 2170 2171 2172 Лада Приора (Lada Priora)
Для герметизации стыка между фланцами головки блока цилиндров и впускного коллектора, а также между фланцами дроссельного узла и впускного коллектора в пазы патрубков впускного коллектора установлены уплотнительные кольца. При нарушении герметичности этих колец двигатель работает неровно («троит»).
Инструменты необходимые при замене уплотнительных колец впускного коллектора на автомобиле ВАЗ 2170 2171 2172 Лада Приора (Lada Priora)
Вам потребуются: отвертки с плоским и крестообразным лезвием, кусачки или нож, ключи «на 10», «на 13».
Последовательность операций при замене уплотнительных колец впускного коллектора на автомобиле ВАЗ 2170 2171 2172 Лада Приора (Lada Priora)
1. Поднимите капот и отсоедините провод от клеммы «минус» аккумуляторной батареи.2. Снимите декоративный кожух двигателя (см. «Снятие и установка декоративного кожуха двигателя на автомобиле ВАЗ 2170 2171 2172 Лада Приора (Lada Priora)»).3. Снимите с впускного коллектора дроссельный узел (см. «Снятие и установка дроссельного узла на автомобиле ВАЗ 2170 2171 2172 Лада Приора (Lada Priora)»).4. Снимите впускной коллектор (см. «Замена прокладки крышки головки блока цилиндров на автомобиле ВАЗ 2170 2171 2172 Лада Приора (Lada Priora)»).
5. Снимите уплотнительные кольца впускных каналов.
6. Подденьте отверткой…
7. …и снимите уплотнитель фланца крепления дроссельного узла.
8. Установите новые уплотнительные кольца в пазы коллектора.9. Перед установкой впускного коллектора закройте отверстия впускных каналов ветошью и очистите посадочные места уплотнительных колец.
10. Установите снятые детали в порядке, обратном снятию.
Источники
Замена поршневых колец и сальников клапанов Opel Astra G. Часть 2
Приветствую!
Продолжаем разбирать двигатель X16XEL на Опель Астра G для замены поршневых колец и маслосъемных колпачков.
Снятие распредвалов двигателя X16XEL.
Теперь можно снять распределительные валы. Я снимал распредвалы на снятой ГБЦ, но удобнее делать это, когда головка еще на блоке цилиндров. Нужно запомнить или зарисовать расположение крышек. Каждая крышка должна быть на своей опоре. Крышки пронумерованы. На впускном распредвале крышки опор нумеруются с 1 по 5, а на выпускном с 6-ой по 10-ую. На обоих валах нумерация начинается со стороны системы ГРМ.
Сначала снимаем впускной распредвал. Болты крышек сначала равномерно ослабляются, начиная от левого края (ближе к ГРМ) по спирали к центру. То есть сперва ослабляются болты крышки с номером 1, затем болты крышки 5, потом крышки 2, следующая крышка 4 и последней в очереди остается крышка 3. После ослабления всех крышек, болты полностью выкручиваются. В аналогичном порядке откручивается выпускной распредвал.
При установке распредвалов крышки затягиваются также равномерно, в обратной последовательности от середины к краям. Для впускного распредвала последовательность будет такая: 3-4-2-5-1. Для выпускного – 8-9-7-10-6.
Распредвалы сняты. Если с ними все нормально (нет задиров, царапин, других дефектов), откладываем их в сторону на чистую поверхность.
После снятия распредвалов желательно сразу вытащить гидрокомпенсаторы и разложить их по порядку, чтобы потом установить на “свой” клапан. Так как в таком положении на ГБЦ из них постепенно вытечет масло. Ранее я писал, что желательно иметь в инструментах магнит. Вот здесь он очень помогает для извлечения гидрокомпенсаторов. Руками гидрики достать сложно, т.к. они все в скользком масле, а взять руками компенсатор не за что. И еще одно: расстояние между компенсатором и стенкой его колодца очень маленькое. Поэтому, чтобы компенсатор вышел легко, его нужно вытаскивать строго параллельно стенкам колодца. Магнит для этого случая подходит идеально.
Гидрокомпенсаторы нужно класть дном вниз, чтобы масло из них не вытекало и внутрь не попал воздух. Можно проверить исправность гидрокомпенсаторов, надавливая на них. Исправные компенсаторы сжиматься не должны.
Снятие головки блока цилиндров двигателя X16XEL.ГБЦ притянута к блоку цилиндров с помощью 10-и болтов типа Torx (внешний), М10х1.25 длиной 165мм. Ослаблять болты нужно, также как и крепеж распредвалов, равномерно, в порядке, обратном показанному на рисунке (от краев к середине):
Сразу предупрежу, что если болты ни разу не откручивали, или откручивали много лет назад, то открутить их будет очень сложно. Как я уже писал в начале, в моем случае свернулись головки у 2-х болтов. Тогда можно поступить как я или придумать что-то другое. Я накернил головки примерно посередине. Просверлил углубление сначала сверлом 6 мм. Меньшее сверло нужно чтобы, если что, немного выровнять по центру. Нужно просверлить только на глубину самой головки болта, чтобы она не упиралась в широкую шайбу и не мешала снять ГБЦ. Сверлить нужно очень аккуратно, чтобы стружка не попала внутрь двигателя. Можно подложить чистую ветошь. Желательно иметь в инструментах магнит. Им очень удобно собирать стружку и в дальнейшем он пригодится (об этом позже).
После того, как просверлили чуть ниже шайбы сверлом 6 мм
Дальше сверлим сверлом 10 мм
После того, как головка болта просверлена сверлом 10 мм я с помощью отвертки и молотка сделал узкое углубление с краю головки болта.
Затем установил отвертку под небольшим углом, чтобы при ударе по ней болт стремился в сторону отворачивания. Запланировано было просто сорвать головку болта, чтобы она не мешала снять голову, а потом уже как-нибудь открутить сам болт. Но в процессе такого воздействия болт стронулся с места, и я его вывернул. Так же вывернул и второй.
Даже если все болты крепления ГБЦ вывернутся без таких сюрпризов, их все равно необходимо заменить, т.к. в процессе выкручивания они немного вытягиваются и головка болта пусть немного, но сворачивается. И если ставить такие болты обратно, то при закручивании они точно сломаются.
Теперь можно приступать к отсоединению головки от блока цилиндров. Хоть в этом соединении и присутствует прокладка, но для надежности его дополняют еще и герметиком. Поэтому чтобы отделить головку от блока придется приложить немного усилий.
Чтобы головка блока цилиндров устанавливалась ровно на блоке цилиндров имеются две небольшие направляющих в виде коротких трубок. По ним выравнивается ГБЦ при установке.
Еще раз убеждаемся, что снятию головки ничего не мешает, и снимаем ее. И вот мы уже внутри сердца автомобиля.
На следующем фото видно одну направляющую возле первого цилиндра.
И отдельно клапана на каждый цилиндр.
Вот это все необходимо очистить! Сразу скажу, что выпускные клапана ( вверху на фото) очищать труднее, т.к. они работают при высоких температурах, и все отложения прикипают.
Теперь на очереди снятие поршней двигателя X16XEL.Снова лезем под автомобиль. Нужно снять поддон картера. Думаю, тут вопросов не возникнет. Откручиваем по периметру поддона все винты крепления, не забывая про те, что в глубоких колодцах возле КПП, и 3 болта, притягивающие поддон к коробке. Сам поддон нужно снимать аккуратно, потому что трубка маслозаборника с фильтром расположена близко к поддону.
Ключом Torx E10 откручиваем крышки шатунов.
Очень важно разложить снятые крышки так, чтобы при установке не поменять их местами. Кривошипная головка шатуна (соединение с коленвалом) изготавливается методом контролируемого раскалывания, поэтому менять крышки местами не допускается! Для удобства можно складывать крышки в 4 пластиковых стакана (имеются наверно в каждом гараже:)).
Вкладыши шатунных подшипников лучше заменить. Для справки: подшипники скольжения коленвала изготавливаются многослойными (стальная основа, покрытая сплавами меди, свинца, олова, никеля и защитным слоем олова с двух сторон). Или из сплава стали с алюминием. На фото видно (переход от светлой полосы в темную), как стерлись несколько слоев в месте контакта вкладыша с шейкой коленвала.
Очень хорошая статья с подробным описанием подшипников расположена тут: Коренные и шатунные вкладыши.
Напомню, что тема данной статьи – небольшой (не капитальный) ремонт двигателя. Здесь не описываются проверки коленвала, распредвалов на всевозможные допуски на износ. Если есть подозрения на износ какой-то детали двигателя (шейки коленвала или распредвала), то лучше доверить проверку и ремонт данной детали хорошему мотористу.
Шатунные вкладыши, как и поршневые кольца, бывают стандартными и ремонтными.
После снятия крышки шатуна можно снимать поршень. Для этого можно провернуть коленвал так, чтобы поршень поднялся максимально высоко, затем упереть, например, ручку молотка в оставшуюся половину кривошипной головки и аккуратно вытолкнуть поршень вверх, чтобы сверху его можно было вытащить руками. При повороте коленвала нужно следить, чтобы шатунная шейка его находилась в верхней половинке кривошипной головки поршня, чтобы ничего не повредить при вращении.
Нужно внимательно осмотреть стенки цилиндров на наличие задиров, царапин. Если есть что-то похожее, то без моториста уже не обойтись.
На следующем фото видно хонинговочную сетку на стенках цилиндра. О том, что такое хонингование, есть хорошая статья на сайте okeydrive.ru (хонингование).
После снятия поршни лучше тоже разложить по порядку (можно вместе с крышками шатунов). Затем необходимо также внимательно осмотреть каждый поршень. В моем случае маслосъемные кольца, состоящие из 3-х частей, как говорят, залегли. Это значит, что в канавке головки поршня скопилось очень много нагара от сгоревшего масла и кольца перестали пружинить. То есть совсем не выполняли свою функцию. Вот как это выглядит:
Это одна из причин жора масла двигателем и синего дыма из выхлопной.
Снимаем старые кольца с поршней.
Головки поршней зачищаем. Я пробовал отмачивать детали с масляным нагаром в сольвенте, но результат был нулевой (жаль, не попробовал димексидом. Говорят, хорошо очищает).
Для очистки от масляного нагара удобно использовать бормашину с насадками в виде металлической щетки.
Усердствовать не нужно, чтобы не оставлять глубоких царапин.
Также необходимо хорошо очистить поверхность блока цилиндров от остатков старой прокладки ГБЦ. При этом нужно не допустить попадания грязи в каналы рубашки охлаждения.
Перед заменой колец необходимо убедиться, что зазоры в компрессионных кольцах соответствуют допуску.
Для двигателя X16XEL 1.6л поршневые кольца стандартного размера имеют толщину: верхнее компрессионное – 1.2 мм, второе компрессионное – 1.5 мм, маслосъемное, состоящее из трех колец, – 3.0 мм.
Чтобы измерить зазор в замках колец необходимо вставить кольцо внутрь цилиндра и выровнять его с помощью поршня, чтобы оно было перпендикулярно стенкам цилиндра. Измерять величину зазора нужно в районе нижней границы рабочего хода колец в цилиндре (на фото показано вверху, только для наглядности). Для измерений используются щупы. Щуп подбирается такой, который туго проходит в зазоре. Допуски на зазоры в замках поршневых компрессионных колец взяты из спецификации на Astra G и для бензиновых двигателей не должны превышать 0.3 – 0.5 мм., а для маслосъемных – 0. 4 – 1.4 мм.
Устанавливаем новые поршневые кольца на поршни.
Перед установкой новых поршневых колец необходимо расчистить канавки от нагара. Для этого можно использовать старые кольца.
Начинаем с маслосъемного.
Небольшое отступление. По словам фирмы GOETZE существует 3 вида расширительных колец для поршней, где применяются составные маслосъемные кольца. В первом случае расширительное кольцо имеет сечение в виде греческой буквы “омега” с лапками, загнутыми почти вертикально вверх. Эта система носит название VF-System.
Второй вид расширителей называется MF-System.
И третий вид – система SS50.
Маслосъемные кольца из комплекта, описанного в самом начале для двигателя X16XEL, относятся к первой системе. Верхнее и нижнее плоские кольца устанавливаются между лапками кольца. Сначала устанавливается так называемое расширительное кольцо. Затем сверху и снизу от него в ту же канавку надеваются плоские кольца. Если надевать сначала плоское, затем расширительное кольцо, то плоское кольцо не встанет между лапками и третье кольцо просто не наденется. Замки плоских колец располагают под углом 90 градусов к расширительному кольцу и под 180 градусов друг к другу.
Затем надеваются второе и первое компрессионные кольца. На компрессионных кольцах есть надпись “TOP” (верх). Эта надпись должна быть направлена к днищу поршня. Кольца очень хрупкие! Установку колец нужно производить специальным инструментом, который равномерно распределяет нагрузку на кольцо, чтобы не сломать. В самом крайнем случае, при отсутствии специнструмента, установить кольцо можно руками, очень аккуратно разгибая его.
Мужик с чупа-чупсом))
В процессе работы двигателя компрессионные кольца из-за зазора между кольцом и канавкой разбивают свои посадочные места. На поршне это наблюдается в виде заусенца по периметру канавки:
После установки поршневых колец необходимо убедиться, что величина бокового зазора посадки кольца в канавке находится в пределах:
- – для верхнего компрессионного: 0.02 – 0.04 мм.
- – для второго компрессионного: 0.04 – 0.06 мм.
- – для маслосъемного: 0.01 – 0.03 мм.
Перед установкой поршня поршневые кольца разворачивают так, чтобы между замками был угол в 120 градусов. Для установки поршней можно использовать самодельную оправку в виде согнутой в цилиндр пластины толщиной 1-1.5 мм и шириной около 100 мм. Должен получиться цилиндр диаметром около 80 мм. На эту оправку надевается хомут. Поршень опускается в цилиндр, выставляются кольца, сверху надевается оправка. Стягиванием хомута, поршневые кольца сжимаются в своих канавках. Нежными постукиваниями по днищу поршень утапливается в цилиндр.
Процесс установки поршня с такой оправкой показан на видео:
На днище поршней имеются стрелки, которые при установке должны указывать в сторону ГРМ. Замки на нижних головках шатунов направлены в сторону салона автомобиля. После установки поршней в свои цилиндры прикручиваются (каждый на свое место) крышки шатунов. Сначала оба болта каждой крышки затягиваются до момента 25 Нм, затем дозатягиваются на 30 градусов.
Продолжение замена поршневых колец и сальников клапанов Opel Astra G Часть 3
Оставить сообщение:
[contact-form-7 id=”3550″ title=”Контактная форма 1″]
См. также:
Если Вы нашли что-то полезное, поделитесь с друзьями:
Замена поршневых колец и сальников клапанов Opel Astra G. Часть 2
https://deneb-80.ru/wp-content/plugins/svensoft-social-share-buttons/images/placeholder.png
Приветствую! Продолжаем разбирать двигатель X16XEL на Опель Астра G для замены поршневых колец и маслосъемных колпачков. Снятие распредвалов двигателя X16XEL. Теперь можно снять распределительные валы. Я снимал распредвалы на снятой ГБЦ, но удобнее делать это, когда головка еще на блоке цилиндров. Нужно запомнить или зарисовать расположение крышек. Каждая крышка должна быть на своей опоре. Крышки пронумерованы. […]
- ВКонтакте
- Одноклассники
- Mail.ru
- Google+
- Livejournal
Приспособление для ввода колец — Энциклопедия по машиностроению XXL
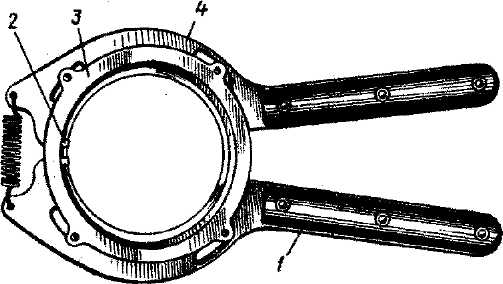
| Фиг. 93. Приспособление для ввода колец. |
| Рис. 52. Приспособление для ввода колец в цилиндр, изготовленное из листовой стали толщиной 1,5 мм |
| Рис. 53. Приспособление для ввода колец в цилиндр |
Для облегчения ввода колец во втулки при монтаже, втулки снабжают пологими фасками. Во избежание применения специальных монтажных приспособлений рекомендуется диаметр фаски D делать не мепее наружного диаметра do кольца в свободном состоянии (рис. 214). [c.98]
На фиг. 136 показано приспособление для надевания поршневых колец на поршень. Кольца 1 закладываются замками вниз между подвижными полукольцами 2. Конусная оправка 3 при помощи рычага 4 вводится в кольца и разжимает их до размера, необходимого для свободного введения поршня. Нажимая на педаль, рабочий через шарнирную систему 5 и ползуны 6 сжимает полукольца и кольца, удерживая таким образом последние в разведённом состоянии после перемещения оправки 5 влево. После установки показанного тонкими [c.269]
На рис. 110,6 показано приспособление для демонтажа наружных колец конических роликоподшипников. Оно состоит из винта /, гайки 2 и захватов 5. Для выпрессовки подшипника из корпуса вводят захваты в обойму подшипника и рукояткой 6 начинают вращать винт 1. При этом винт упирается в плиту 3. Плита в свою очередь упирается в корпус своими тремя регулируемыми штырями 4 и вытягивает подшипник. [c.195]
На рис. 34 показано приспособление для надевания поршневых колец на поршень. Кольца 4 закладывают замками вниз между подвижными полукольцами 6. Конусную оправку 3 рычагом I вводят в кольца и разжимают их до размера, необходимого для свободного введения поршня. Нажимая на педаль, [c.804]
| Рис. 37. Приспособление для снятия и направления поршневых колец, надетых на поршень, при вводе их в цилиндр |
Для монтажа колец используют приспособления типа изображенных на рис. 835. Внутренние кольца 2 (вид а) устанавливают в оправку / с пологим коническим отверстием, центрируемую по детали, и движением штока 3 вводят в канавку. Наружные кольца 5 (вид б) устанавливают на коническую оправку 4, центрируемую по расточке (или центровому гнезду) вала, и движением втулки 6 заводят кольцо на вал. [c.480]
Пакетные выключатели. Пакетные выключатели — коммутирующие приспособления, применяемые для небольшого числа включений и рассчитанные на токи до 60 а при 220 в и до 25 г2 при 500 в. Пакетные выключатели используются 1) в качестве пусковых аппаратов для включения в сеть коротко-замкнутых двигателей мощностью до 4 кет при числе включений до 15—20 в час 2) в качестве отъединяющих элементов при реостатном пуске двигателей 3) для отключения установок от сети при отсутствии в них тока (вводы) 4) в качестве выключателей цепей управления. Пакетный выключатель не даёт нулевой защиты. Пакетный выключатель (фиг. 58) имеет наборы колец-пакетов из изолирующего материала. Внутри колец находится контактное устройство из одного или нескольких ножей, которые поворачиваются [c.51]
Шток вместе с поршнем и поршневыми кольцами вводят в цилиндр. Наружный диаметр поршневых колец, надетых на поршень в свободном состоянии, больше внутреннего диаметра цилиндра, и для установки поршня с кольцами в цилиндр необходимо их сжать. Для этой цели применяются приспособления (рис. 192) в виде втулки, имеющей конусное отверстие меньший диаметр конусной поверхности равен диаметру отверстия цилиндра. Приспособление устанавливают на торец цилиндра, поршневые кольца при опускании вниз сжимаются и легко входят в цилиндр. При введении поршня с кольцами в цилиндр необходимо расположить замки колец так, чтобы они были повернуты по отношению друг к другу на 60, 120 или 180°. Для обеспечения нормальной работы цилиндров зазор между отверстиями цилиндра и поршневыми кольцами допускается не более 0,1 мм на дуге длиной не более 7з диаметра кольца. Общая [c.299]
Затем поршни и цилиндры смазывают свежим маслом, стыки поршневых колец на поршне располагают таким образом, чтобы они не лежали на одной линии. После этого поршни вставляют в цилиндры с помощью приспособления (рис. 37) для снятия и направления поршневых колец, надетых на поршень, при вводе их в цилиндр. [c.58]
Компрессионные и маслосъемные поршневые кольца устанавливают после удаления острых кромок в стыке замка. Последовательность установки стальных колец и расширителей показана на рис. 99. Для правильной установки стального кольца в канавку сначала заводят один его конец, а затем, вращая поршень и удерживая кольцо, вводят его полностью. Правильно установленный в канавке пакет стальных колец должен свободно перемещаться от руки. Поршни с находящимися в их канавках кольцами усилием руки вдвигают в цилиндры, используя при этом специальное приспособление. [c.149]
Поршни с шатунами в сборе устанавливают в блок со стороны головки цилиндров, но можно и со стороны коленчатого вала, если позволяет пространство между щеками вала и блоком. Первый способ требует специальн ого приспособления для сжатия поршневых колец и ввода поршней в цилиндры, второй позволяет вводить поршни в цилиндры без приспособления (у цилиндров со стороны коленчатого вала имеется конический раструб). Наибольшие перспективы применения в авторемонтном производстве на сборочных работах имеют роботы ТРТ-1-250, универсал-15.01, РПМ-25. [c.79]
Приспособление для демонтажа наружных колец подшипг.и-ков из корпуса. Приспособление (рис. 127, б) предназначено для демонтажа наружных колец конических роликоподшипников. Оно состоит из винта 1, гайки 2 и захватов 5. Для выпрессовки подшипника из корпуса захваты вводят в обойму подшипника и вращают винт 1 через рукоятку 6. При этом винт упирается в плиту 3, которая в свою очередь упирается в корпус при помощи трех регулируемых штырей 4 и вытягивает подшипник. Этим приспособлением выпрессовывают наружные кольца подшипников с диаметром от 62 до 120 мл1. [c.208]
Приспособление для надевания поршневых колец на поршень показано на рис. 35, а. Кольца 4 закладывают замками вниз между подвижными полукольцами 6. Конусную оправку 3 ори помощи пневмоцилиндра 1 вводят в кольца и разжимают их до размера, обеспечивающего свободное введение поршня. Нажимая на педаль, сборщик через шарнирную систему 2 и ползун 7 сжимает полукольца и кольца, удерживая таким образом последние в разведенном состоянии после перемещения оправки 3 влево. После установк15 поршня 5 (показан тонкой линией) педаль освобождают, и кольца садятся в свои канавки. [c.614]
На рнс. 7 А дано приспособление для запрессовки наружных колец и сальника в картер и крышку руля автомобиля Москвич . Кольцо подшипника надевают на коническую поверхность подставки, цилиндрическая поверхность оп-правки служит направляющей для картера рулевого управления. Картер центрируется на подставке, и потому запрессовка колец и на большой глубине проходит хорошо. Роль направляющей выполняет и наружная цилиндрическая поверхность второй подставки (рис. 7 Б). Для запрессовки второго наружного кольца в картер рулевого управления оправка сдепана в вице скобы, в прорезь ее вводят вал руля, собранный с червяком. [c.38]
Кольца из мягких сплавов чередуются с разрезными кольцами 2, которые разжимаются наружу и прилегают к внутренней поверхности корпуса сальника. Наружные неизна-щивающиеся кольца обычно изготовляют из бронзы и используют в качестве постоянных деталей кольца из белого металла сменяют после износа. Для удобства монтажа половинки колец имеют отверстия с нарезкой, в них ввчнчиваются приспособления, которыми устанавливают или извлекают кольца из сальника. Несколько рядов последовательно собранных колец, сместив надлежащим образом их стыки, укладывают внутрь сальника, причём для достижения бoльнJeй эластичности вводят между ними и крышкой один или несколько витков асбестово-графитной набивки. Сальники этого типа хорошо работают при условии надёжной смазки, точной обработки поверхности штока и отсутствия боковых нагрузок на сальник со стороны штока. [c.829]
Замена поршневых колец ВАЗ 2112 (Лада 112)
Необходимость замены поршневых колец возникает независимо от пробега и зависит в основном от частоты замены масла и его качества. Главными симптомами изношенных колец являются увеличение расхода масла и снижение компрессии в двигателе. Для того, чтобы полностью убедиться в этом, нужно залить с помощью шприца немного масла в цилиндры через отверстия, в которые закручиваются свечи. Если показания компрессии значительно выше, чем при сухом замере, кольца нужно менять.Замена поршневых колец ВАЗ для многих автовладельцев представляет проблему, так как они боятся выполнять самостоятельную замену из-за того, что придется снимать двигатель, да и весь процесс кажется достаточно сложным. Однако поменять поршневые кольца вполне возможно одному человеку не прибегая к снятию двигателя при наличии необходимого инструмента за 1-2 дня. К тому же при этом можно убедиться в качестве работы и лично проверить внутреннее состояние двигателя и выполнить сопутствующий ремонт по мере необходимости. А финансовые затраты в этом случае будут ниже минимум в 4 раза, даже если отдать машину в какую-нибудь кустарную мастерскую.
Для проведения работы нужно обзавестись набором ключей, набором головок с трещеткой, динамометрическим ключом, обжимом для колец (при желании можно изготовить самостоятельно), шестигранниками.
Итак, для того, чтобы заменить поршневые кольца на шестнадцатиклапанной ваз 2112 в первую очередь нужно отсоединить минусовую клемму аккумулятора и слить тосол. Затем необходимо снять декоративную накладку двигателя, открутив 4 гайки.
После этого приступаем к снятию впускного коллектора. Для этого выводится тросик привода дроссельной заслонки, от коллектора отсоединяется весь дроссельный узел, снимается катушка зажигания и все бронепровода. От верхней части коллектора нужно отсоединить все шланги и ослабить хомуты на соединении верхних патрубков с нижними. Перед отсоединением шлангов лучше сфотографировать их, дабы при обратной сборке избежать путаницы.
Дальше переходим к снятию клапанной крышки. Для этого также снимаются все шланги и выкручиваются все болты, крепящие крышку.
Следующим этапом является снятие головки блока цилиндров, но сначала с двигателя снимаются все провода массы и откручивается кронштейн, поддерживающий головку блока. Затем снимаются топливные шланги (очень важно не перепутать их) и отсоединяется контакт от датчика включения вентилятора. Потом откручиваются 2 болта крепления термостата, и если позволяют шланги можно просто сдвинуть его в сторону. В противном случае придется шланги надо будет снять.
После этого снимается натяжной ролик ремня генератора, крышка, закрывающая ремень ГРМ.
Дальше откручивается натяжной ролик ремня ГРМ. После стаскиваем ремень и снимаются шкивы распредвалов (главное не потерять шпонки), затем снимается вторая часть пластмассового кожуха. Чтобы распредвал не проворачивался, его можно зафиксировать при помощи отвертки.
После нужно снять кожух, закрывающий выпускной коллектор, и открутить, собственно, сам коллектор.
1
При сборке лучше всего воспользоваться новыми медными гайками, так как старые могут прикипеть. Также необходимо поснимать разъемы со всех датчиков на двигателе, включая жгут проводов, который идет к форсункам.Выполнив эти работы, можно переходить к снятию головки, для чего нужно 10 болтов крепления в строго определенном порядке (при обратной сборке лучше использовать новые болты, так как они имеют свойство вытягиваться).
Следующий этап удобнее выполнять при наличии ямы в гараже. Снизу машины откручивается пробка на поддоне и сливается масло. Затем откручивается и снимается защита маховика. После нужно выкрутить все болтики по периметру поддона и снять его.
После того, как поддон снят, откручиваются 3 болтика на маслозаборнике. Маслозаборник снимается легким покачиванием.
Дальше необходимо проворачивать коленвал, пока нужный поршень не установится в нижней мертвой точке. Затем откручиваются гайки на крышке шатуна, которая снимается тоже с раскачиванием. Воспользовавшись деревянной рукояткой молотка, нужно вытолкнуть поршень наверх. То же самое следует проделать с остальными цилиндрами.
Важным моментом является невзаимозаменяемость поршней и крышек, в связи с чем их нельзя перепутать.
С поршней нужно счистить нагар с поршней. Поршневые кольца следует приобретать в соответствии с маркировкой на поршнях.
Установка поршневых колец начинается со вставки их в цилиндры и проверки зазора в замках колец. Номинальным зазором является от 0,25 до 0,45 мм. При меньшем зазоре нужно подпилить торцы колец с помощью надфиля. Подгон колец производится отдельно для каждого цилиндра. После снятия старых колец поршень нужно хорошенько очистить и смазать канавки под кольца маслом.Первым одевается маслосъемное кольцо. Его расширитель должен располагаться своим стыком строго противоположно самому кольцу. Перед установкой следует взять чистую тряпочку и протереть все цилиндры, шейки коленвала и шатунные вкладыши, после чего все соприкасаемые детали необходимо смазать моторным маслом. Одетые на поршень кольца стягиваются специальной оправкой, а сам поршень устанавливается в цилиндр, из которого он был вынут.
В дальнейшем происходит обратная сборка, при которой важно не забыть про метки ГРМ и порядок затяжки болтов головки блока цилиндров.
Таким образом замена поршневых колец своими руками выполнена верно.
Артем, город Крымск (Краснодарский край)
Замена упорных колец не снимая двигатель уаз. Как самому заменить поршневые кольца в двигателе
Снижение работоспособности автомобиля может быть из-за многих факторов. Поэтому и «лечение» такой болезни необходимо подбирать правильно. Существенным фактором является уровень компрессии в камерах сгорания блока цилиндров. Для такого диагноза подойдет замена поршневых колец.
Дополнительными признаками послужат угар моторного масла и снижение экономичности при расходе топлива автомобиля. Более точную картину даст замер компрессии с помощью специальных приборов.
Рассмотрим пример работы на классических моделях ВАЗ. Замерять компрессию необходимо на теплом двигателе. Показания холодного мотора могут исказить картину. Для замеров потребуется специальный манометр, оснащенный резьбовым наконечником. Его можно купить в любом автомагазине.
Внешний вид компрессометра
Начинается проверка с выкручивания всех свечей из своих гнезд. Затем отключается центральный кабель с катушки зажигания. Устанавливаем нейтральную передачу и поворачиваем дроссельную заслонку максимально на открытие. После этого компрессометр ввинчиваем в одно из свечных отверстий. В это время помощник должен проворачивать ручку стартера. Два-три качка будет вполне достаточно.
Показания считаются нормальными, если на приборе устанавливались данные 12-13 кс/см 2 .
Уровень от 10 до 12 также допускается. Но если цифры оказались ниже 10 кг/см 2 , то это свидетельствует о низкой компрессии. Если же компрессия все-таки достигает удовлетворительного уровня, но немного с запозданием, то в этом случае ответственность может быть на клапанах.
Для уточнения можно в спорную камеру залить около 20 мл масла и снова прокрутить стартер, сделав замер. При установлении нормальной компрессии в 12 кг/см 2 , причина кроется в кольцах. Решить ее сможет правильная установка поршневых колец. Если же давление осталось низким, то причиной понижения служат клапаны.
Установка с помощью оправки
Разборка двигателя для замены колец
Перед заменой необходимо выполнить ряд подготовительных работ:
- необходимо слить отработанное моторное масло, ведь после установки новых колец нужно залить свежую рабочую жидкость;
- проводим ослабление приемной трубы глушителя;
- надо снять крышку клапанного механизма и выставить мотор по меткам;
- демонтируем звезду распредвала, а у переднеприводных ВАЗов снимаем болт крепления шкива ременной передачи, а затем и сам ремень ГРМ со шкивом;
- в классике ослабляем натяжитель, а затем также демонтируем цепь и звезду, установленную на распредвавле;
- потом демонтируем рокера с пружинами, раскладывая все в правильном порядке, чтобы собрать детали на свои места;
- снимаем головку блока, до этого нужно отсоединить коллектор;
- раскручиваем и избавляемся от поддона и маслонасоса;
- убираем крышки шатунов, а затем проталкиваем шатуны вверх, чтобы можно было вытащить их вместе с поршнем.
Проверка колец и поршней
Каждое кольцо с поршней снимается и проверяется в своем цилиндре. Чтобы не перепутывать их между собой, необходимо сразу раскладывать детали в определенном порядке. При поверке старых колец, наружный диаметр их не должен создавать зазор со стенками цилиндра больше, чем на 1 мм. Для сравнения можно вставить в тот же цилиндр новое кольцо.
Проверка теплового зазора в кольцах
Замеры обычно будут точнее в верхней части отверстия блока, так как том износ минимален.
Зазор можно проверить и в специальных калибрах. Нужно обратить внимание на тепловой зазор в поршневых кольцах, который должен быть в пределах от 0,25 до 0,45 мм. Его можно проверить щупом. Если параметр меньше, то допускается увеличение зазора с помощью подпиливания торцевой плоскости алмазным надфилем.
Диаметр поршней проверяется по нижней части (юбке). Делается это микрометром.
Необходимо сравнить этот показатель с таблицей допустимых значений. Дополнительно надо проверить зазор между канавкой поршня и кольцом. В случае превышения поршни надо менять. Предельное значение допуска составляет 0,15 мм. Поршни также проверяются визуально на наличие трещин и целостность перемычек под кольца. После промывки удовлетворительные поршни можно использовать дальше.
Процедура установки
Фирменные изделия проверенных производителей имеют удобную маркировку, благодаря которой понятно, как правильно установить поршневые кольца. На одной из сторон написано «TOP», что на английском означает «верх». Эта сторона должна быть направлена к камере сгорания или верхней части поршня.
Обозначение на сторонах колец
Если никакой надписи не обнаружилось, то должна быть проточка по всему диаметру. Такой ступенькой надо обращать кольцо вниз.
Обычно используют два метода установки. Один из них более безопасный, а второй чаще применяют или большие профессионалы или абсолютные новички. Оба подойдут для самостоятельного применения во время ремонта.
Установка с помощью металлических пластин
В первом случае понадобится нарезать несколько плоских кусочков жестянки, толщиной примерно от 0,3 до 0,5 мм. Три или четыре таких листа располагают по диаметру поршня. На них надеваются кольца. И опускаются до уровня прорези. Потом оправка для поршневых колец из пластин вынимается, и колечко садится в нужный паз. Способ прекрасно подходит для любого мастера.
Монтаж поршневого кольца
Второй вариант требует определенного опыта и умения. Он заключается в том, что нужно пальцами развести зазор, увеличивая внутренний диаметр кольца до той степени, чтобы пропустить через него поршень и установить в нужный паз. Минусы заключаются в том, что часто неопытные слесари ломают много колец, применив большее усилие, чем нужно.
Необходимые действия после установки колец
Когда каждое кольцо заняло свое место в пазу, то нужно установить прорези примерно на 120 градусов друг от друга. Таким образом снижается вероятность прорыва газов из топливной камеры в полость картера.
Неправильная установка поршневых колец
Есть данные, что первое кольцо удерживает около 75 % всей компрессии, а второе – около 20%.
Если термозазоры разведены, то при прорыве некоторого количества газа через первое кольцо, он не успеет попасть дальше, в отличие от более близкого положения второго зазора.
Ошибки при установке поршневых колец
Установка новых колец в цилиндры, имеющие износ, является абсолютно не эффективной. Это связано с тем, что изношенное отверстие имеет форму эллипса. Ожидаемой качественной притирки не может произойти.
Комплект поршневых колец
Также на больших оборотах второе кольцо, состоящее из чугуна, может банально лопнуть.
При эксплуатации кольца в канавках набивают выработку. Такие зазоры расгерметизируют камеру сгорания и из нее газы поступают в картер. А в обратном направлении заходит масло. Проработать такая конструкция может несколько тысяч километров, а потом снова надо проводить ремонт.
Также грубой ошибкой будет сознательная установка зазоров напротив друг друга. Газы перегревают один бок поршня, и получается деформированная деталь. Происходит выгорание металла и дополнительная деформация всех элементов.
И перед сборкой надо произвести подборку поршней к цилиндрам двигателя ЗМЗ-40906. Поршни по наружному диаметру юбки и цилиндры по внутреннему диаметру сортируются на пять размерных групп. Поршни маркируются буквами на днище. Буква обозначения размерной группы диаметра цилиндра наносится краской на заглушках на левой стороне блока цилиндров.
На двигатель ЗМЗ-40906 после ремонта могут устанавливаться поршни номинального диаметра 95,5 мм и первого ремонтного размера 96,0 мм (имеют маркировку «АР»). Поршни могут сортироваться на 2 группы по массе. Группа более тяжелых поршней имеет маркировку на днище. В двигатель ЗМЗ-40906 должны устанавливаться поршни одной группы по массе. Поршни к цилиндрам должны быть подобраны группа в группу, в соответствии с таблицей ниже.
* — Ранее группы обозначались буквами русского алфавита – «А», «Б», «В», «Г», «Д» соответственно.
Допускается подбор поршней к , в том числе к работавшим цилиндрам без их обработки, из соседних групп при прохождении поршнем нижеприведенной проверки. Рекомендуется проверить пригодность поршня для работы в цилиндре, как указано ниже.
Проверка пригодности поршня для работы в цилиндре двигателя ЗМЗ-40906.
1. Поршень в перевернутом положении под действием собственной массы или под действием легких толчков пальцев руки должен медленно опускаться по цилиндру.
2. Замерить усилие протягивания динамометром ленты-щупа толщиной 0,05 мм и шириной 10 мм, опущенного на глубину 35 мм между стенкой цилиндра и вставленным в него в перевернутом положении поршнем. Нижний край юбки поршня должен быть углублен на 10 мм относительно верхнего торца блока.
Ленту–щуп размещать в плоскости, перпендикулярной оси поршневого пальца, то есть по наибольшему диаметру поршня. Усилие при протягивании ленты-щупа должно быть 29-39 Н (3-4 кгс) для новых цилиндров и поршней. Замеры цилиндров, поршней и протяжку поршней производить при температуре деталей плюс 20+-3 градуса.
Подборка пальцев к поршням и шатунам и сборка поршней с шатунами и пальцами.
Поршни по диаметру отверстия под палец сортируются на 2 размерные группы и маркируются римской цифрой на днище. Шатуны по диаметру отверстия втулки под палец сортируются на 4 размерные группы и маркируются краской на стержне в зоне поршневой головки. Поршневые пальцы по наружному диаметру могут сортироваться на 5 размерных групп, которые маркируются краской или латинскими буквами на торце, и на 2 размерные группы, которые маркируются римской цифрой на торце.
Поршневые пальцы с разбивкой на 5 размерных групп и с разбивкой на 2 размерные группы должны быть подобраны к поршням и шатунам отдельно в соответствии с таблицами ниже.
Шатуны в сборе с крышкой по массе сортируются на четыре группы и маркируются краской на крышке шатуна. Цвет маркировки:
– Белый – соответствует массе шатуна 900-905 г.
– Зеленый – 895-900 г.
– Желтый – 890-895 г.
– Голубой – 885-890 г.
Для установки в двигатель ЗМЗ-40906 следует брать шатуны одной группы по массе. Разница массы устанавливаемых в двигатель узлов (поршень с шатуном) не должна превышать 22 грамма. Перед сборкой смазать поршневой палец , применяемым на двигателе, и вставить в отверстия поршня и шатуна. Шатуны и поршни при сборке с поршневым пальцем должны быть сориентированы следующим образом: надпись «FRONT» или «ПЕРЕД» на поршне, выступ А на кривошипной головке шатуна должны быть направлены в одну сторону.
Очистить днища поршней и канавки для поршневых колец от нагара. Замерить щупом боковой зазор между компрессионными кольцами и стенкой поршневой канавки. Для изношенных колец и поршней допускается максимальный зазор не более 0,15 мм. Больший зазор приведет к увеличенному угару масла за счет «насосного» действия колец. Заменить, при необходимости, изношенное кольцо или поршень.
Надеть с помощью приспособления поршневые кольца на поршень. Нижнее компрессионное кольцо устанавливать надписью «TOP» (верх) или маркировкой товарного знака предприятия-изготовителя в сторону днища (верха) поршня. Кольца в канавках должны свободно перемещаться.
Вставить поршни в цилиндры следующим образом.
– Сориентировать поршень с шатуном таким образом, чтобы надпись «FRONT» или «ПЕРЕД» на поршне была обращена в сторону переднего торца блока цилиндров.
– Протереть салфеткой постели шатунов и их крышек, протереть и вставить в них вкладыши.
– Повернуть вал так, чтобы кривошипы первого и четвертого цилиндров заняли положение, соответствующее НМТ.
– Смазать вкладыши, поршень, шатунную шейку вала и первый цилиндр чистым маслом, применяемым для двигателя.
— Развести замки поршневых колец, замки компрессионных колец сместить на 180 градусов друг относительно друга, замки кольцевых дисковых элементов маслосъемного кольца установить один к другому под углом 180 градусов и под углом 90 градусов к замкам компрессионных колец. Замок пружинного расширителя установить под углом 45 градусов к замку одного из кольцевых дисковых элементов.
– С помощью специальной оправки с внутренней конусной поверхностью сжать кольца и вставить поршень в цилиндр.
Перед установкой поршня в блок двигателя ЗМЗ-40906 следует еще раз проверить правильность положения поршня и шатуна в цилиндре. Подтянуть шатун за кривошипную головку к шатунной шейке и надеть крышку шатуна. Крышка шатуна на шатун должна быть установлена так, чтобы уступ Б на крышке шатуна и выступ А на кривошипной головке или пазы под вкладыши располагались с одной стороны.
Завернуть гайки болтов шатунов динамометрическим ключом моментом 68-75 Нм (6,8-7,5 кгсм). В таком же порядке вставить поршень с шатуном четвертого цилиндра. Повернуть коленчатый вал на 180 градусов и вставить поршни с шатунами второго и третьего цилиндров. Повернуть несколько раз коленчатый вал, который должен вращаться легко от небольшого усилия.
8
Ремонт двигателя УАЗ капремонт восстановление переборка
Основанием для разборки и ремонта двигателя
являются:
падение мощности двигателя, уменьшение давления масла, резкое
увеличение расхода масла (свыше 450 г на 100 км пробега), дымление
двигателя, повышенный расход топлива, понижение компрессии в цилиндрах,
а также шумы и стуки. При ремонте двигателей необходимо учитывать их
конструктивные особенности. Блок цилиндров двигателя мод. 4218, в
отличие от блока двигателей моделей 414, 4178 и 4021.60 с мокрыми
легкосъемными гильзами, имеет монолитную конструкцию с залитыми
гильзами без уплотнений. Гильзы в нем расточены под размер 100 мм
(вместо 92 мм). Соответственно увеличены размеры поршней, поршневых
пальцев и колец. Поршни имеют камеру сгорания в днище. Поршневые пальцы
имеют увеличенную толщину стенки, шатуны — увеличенную на 7
мм
длину. При разборке двигателя тщательно проверяйте возможность
дальнейшего применения каждой его детали. Критерии по оценке
возможности дальнейшего использования деталей приведены в табл. 2.1.
Работоспособность двигателя может быть восстановлена заменой изношенных
деталей новыми номинального размера или восстановлением изношенных
деталей и применением сопряженных с ними новых деталей ремонтного
размера. Для этих целей выпускаются поршни, поршневые кольца, вкладыши
шатунных и коренных подшипников коленчатого вала, седла впускных и
выпускных клапанов, втулки распределительного вала и ряд других деталей
и комплектов ремонтных размеров. Перечень деталей и комплектов
номинального и ремонтных размеров приведен в табл. 2.2.
Величины зазоров и натягов в двигателе
Уменьшение или увеличение зазоров против рекомендуемых ухудшает условия
смазки трущихся поверхностей и ускоряет износ. Уменьшение натягов в
неподвижных (прессовых) посадках также крайне нежелательно. Для таких
деталей как направляющие втулки и вставные седла выпускных клапанов
уменьшение натягов ухудшает передачу тепла от этих деталей к стенкам
головки блока цилиндров. При ремонте двигателя пользуйтесь данными
табл. 2.3. (и табл. 2.3. часть 2)
Снятие и установка двигателя на автомобилях семейства
УАЗ-31512
Перед снятием двигателя с автомобиля, установленного на смотровой
канаве, выполните следующее: 1. Слейте жидкость из системы охлаждения и
масло из картера двигателя. 2. Снимите воздушный фильтр. 3. Отсоедините
от двигателя приемную трубу глушителя. 4. Отсоедините от двигателя
шланги системы охлаждения, отопителя и масляного радиатора. 5.
Отсоедините и снимите радиатор системы охлаждения. 6. Отсоедините от
карбюратора тяги привода воздушной и дроссельной заслонок. 7.
Отсоедините от двигателя все электропровода. 8.Отсоедините от картера
сцепления рабочий цилиндр привода выключения сцепления и соединительную
тягу. 9. Снимите болты крепления подушек передних опор двигателя вместе
с нижними подушками опор.
Рис. 2.41. Снятие двигателя с автомобиля
10. Установите специальную скобу на вторую и четвертую шпильки головки
блока (рис. 2.41), считая от переднего торца блока. 11. Приподняв
двигатель подъемником, отсоедините коробку передач от двигателя. 12.
Поднимите двигатель и снимите его с автомобиля, при этом коробка
передач с раздаточной коробкой останутся на раме автомобиля. Установку
двигателя на автомобиль производите в обратной последовательности.
Двигатель можно снимать, опуская его вниз вместе с коробкой передач и
раздаточной коробкой, при этом необходимо снять поперечину. Этот способ
значительно сложнее первого.
Особенности снятия и установки двигателя на автомобилях УАЗ вагонной
компоновки
Для снятия двигателя необходимо: 1. Выполните указания пп.
1-10
раздела «Снятие и установка двигателя на автомобилях
семейства
УАЗ-31512». 2. Снимите сиденья и крышку капота. 3.
Откройте
люк в крыше кабины, пропустите через него крюк с тросом (цепью)
подъемного механизма и зацепите крюк за скобу. 4. Приподнимите
несколько двигатель и отсоедините его от коробки передач. 5. Для
облегчения снятия двигателя установите в дверной проем доску, которая
бы не прогибалась под весом двигателя. 6. Поднимите подъемным
механизмом в проем капота двигатель и, соблюдая осторожность, выньте
его через дверной проем по доске. Установку двигателя производите в
обратной последовательности.
Разборка и сборка двигателя
Перед разборкой тщательно очистите
двигатель от грязи и масла.
Разбирайте и собирайте двигатель на поворотном стенде с помощью наборов
инструмента, например, моделей 2216-Б и 2216-М
ГАРО, а
также специального инструмента и приспособлений, указанных в приложении
2. При индивидуальном методе ремонта двигателя детали, пригодные к
дальнейшей работе, устанавливайте на прежние места, где они
приработались. Для обеспечения этого поршни, поршневые кольца, шатуны,
поршневые пальцы, вкладыши, клапаны, штанги, коромысла и толкатели при
снятии маркируйте любым способом, не вызывающим порчи (кернением,
надписыванием, краской, прикреплением бирок и т.п.). При любом виде
ремонта нельзя раскомплектовывать крышки шатунов с шатунами,
переставлять картер сцепления и крышки коренных подшипников с одного
двигателя на другой или менять местами крышки средних коренных
подшипников в одном блоке, так как эти детали обрабатываются совместно.
При замене картера сцепления проверьте соосность отверстия, служащего
для центрирования коробки передач, с осью коленчатого вала, а также
перпендикулярность заднего торца картера сцепления относительно оси
коленчатого вала. При проверке стойку индикатора закрепите на фланце
коленчатого вала. Сцепление при этом должно быть снято. Биение
отверстия и торца картера не должно превышать 0,08 мм. После разборки
двигателя детали тщательно обезжирьте, очистите от нагара и смолистых
отложений. Удаление нагара с поршней, впускных клапанов и камер
сгорания производите механическим или химическим способом. Химический
способ удаления нагара заключается в выдерживании деталей в ванне с
раствором, подогретым до 80-95°С, в течение
2-3 часов.
Для очистки алюминиевых деталей применяйте следующий состав раствора (в
г на 1 л воды): Сода кальцинированная(Na2CO3)…..18,5 Мыло
хозяйственное или зеленое…..10 Жидкое стекло (Na2SiO3)…..8,5 Для
очистки стальных деталей применяйте следующий состав раствора (в г на 1
л воды): Сода каустическая (NaOH)…..25 Сода кальцинированная
(Na2CO3)…..33 Мыло хозяйственное или зеленое…..3,5 Жидкое стекло
(Na2SiO3)…..1,5
После очистки детали промойте горячей (80-90°С) водой
и
обдуйте сжатым воздухом. Не промывайте детали из алюминиевых и цинковых
сплавов в растворах, содержащих щелочь (NaOH). При сборке двигателя
соблюдайте следующее: 1. Протрите и продуйте детали сжатым воздухом, а
все трущиеся поверхности смажьте моторным маслом. 2. Резьбовые детали
(шпильки, пробки, штуцеры), если они вывертывались или были заменены в
процессе ремонта, устанавливайте на сурике. 3. Неразъемные соединения
(например, заглушку блока цилиндров) устанавливайте на нитролаке. 4.
Болты и гайки затягивайте динамометрическим ключом, момент затяжки,
Н·м (кгс·м): Гайки шпилек крепления головки блока
цилиндров…..71,6-76,5(7,3-7,8) Гайки болтов
шатуна…..66,7-73,5 (6,8-7,5) Гайки шпилек
крепления
крышек коренных подшипников коленчатого вала…..122,6-133,4
(12,5-13,6) Гайки болтов крепления маховика к коленчатому
валу…..74,5-81,4 (7,6-8,3)
Ремонт блока цилиндров
Сопряжение изнашивающихся деталей осуществлено, в основном, сменными деталями, что позволяет ремонтировать блок цилиндров перешлифовкой или заменой гильз, заменой изношенных втулок распределительного вала полуобработанными с последующей обработкой их под требуемый размер, заменой вкладышей коренных подшипников коленчатого вала. Восстановление работоспособности пары отверстие блока цилиндров-толкатель из-за незначительного их износа сводится к замене толкателей.
Ремонт и замена гильз блока цилиндров
Рис. 2.42. Съемник для выпpессовки гильзы из блока цилиндpов: 1
— съемник; 2 -гильза; 3 — блок цилиндpов
Максимально допустимым износом гильз цилиндров следует считать увеличение зазора между гильзой и юбкой поршня до 0,3 мм. При наличии такого износа выпрессуйте гильзу из блока цилиндров с помощью съемника 1 (рис. 2.42) и расточите до ближайшего ремонтного размера поршня с допуском на обработку +0,06 мм. Не зажимайте при обработке гильзу в кулачковый патрон, так как это повлечет деформацию гильзы и искажение ее размеров. Закрепите гильзу в приспособлении, представляющем собой втулку с посадочными поясками диаметром 100 и 108 мм. Гильзу вставьте во втулку до упора в верхний буртик, который зажмите накладным кольцом в осевом направлении. После обработки зеркало цилиндра гильзы должно иметь следующие отклонения: 1. Овальность и конусность не более 0,01 мм, причем большее основание конуса должно располагаться в нижней части гильзы. 2. Бочкообразность и корсетность — не более 0,08 мм. 3. Биение зеркала цилиндра относительно посадочных поясков диаметром 100 и 108 мм не более 0,01 мм.
Рис. 2.43. Замеp выступания гильзы над плоскостью блока
После запрессовки гильзы в блок цилиндров проверьте величину выступания верхнего торца гильзы над верхней плоскостью блока (рис. 2.43). Величина выступания должна быть 0,005-0,055 мм. При недостаточном выступании (менее 0,005 мм) прокладка головки блока может быть пробита; кроме того, в камеру сгорания неизбежно попадет охлаждающая жидкость из-за недостаточного уплотнения верхнего пояска гильзы с блоком цилиндров. При проверке величины выступания торца гильзы над блоком необходимо снять с гильзы резиновое уплотнительное кольцо.
Рис. 2.44. Пpижим для гильз: 1 -гайка; 2 — шайба; 3
— втулка
Чтобы гильзы не выпадали из гнезд в блоке при ремонте, закрепите их при
помощи шайб 2 и втулок 3, надеваемых на шпильки крепления головки блока
цилиндров, как показано на рис. 2.44. Гильзы цилиндров, расточенные под
третий ремонтный размер поршня, после износа замените новыми.
Ремонт головки блока цилиндров
К основным дефектам головки блока цилиндров, которые можно устранить
ремонтом, относятся: коробление плоскости прилегания к блоку цилиндров,
износ седел и направляющих втулок клапанов. Непрямолинейность плоскости
головки, соприкасающейся с блоком, при проверке ее на контрольной плите
щупом не должна быть более 0,05 мм. Незначительное коробление головки
(до 0,3 мм) устраняйте шабровкой плоскости по краске. При короблениях,
превышающих 0,3 мм, головку необходимо шлифовать.
Замена поршневых колец
Поршневые кольца заменяйте через 70 000-90 000 км пробега (в зависимости от условий эксплуатации автомобиля). Поршневые кольца устанавливают по три на каждом поршне: два компрессионных и одно маслосъемное. Компрессионные кольца отлиты из специального чугуна. Наружная поверхность верхнего компрессионного кольца покрыта пористым хромом, а поверхность второго компрессионного кольца покрыта оловом, либо имеет фосфатное покрытие темного цвета.
Рис. 2.45. Установка колец на поршне: а — поршень с кольцами
двигателя УМЗ-4178.10; б, в -поршень с кольцами
двигателя
УМЗ-4218.10; 1 — поршень; 2 -верхнее компрессионное
кольцо;
3 — нижнее компрессионное кольцо; 4 — кольцевые
диски; 5
— осевой расширитель; 6 — радиальный расширитель
На внутренних цилиндрических поверхностях обоих компрессионных колец
предусмотрены проточки (
рис. 2.45, а), за счет которых кольца при движении поршня вниз
несколько вывертываются, что способствует лучшему удалению излишнего
масла с поверхности гильз. Кольца необходимо устанавливать на поршень
проточками вверх, в сторону днища поршня. Двигатель
УМЗ-4218.10
может комплектоваться двумя вариантами исполнения компрессионных колец
(рис. 2.45, б,в). Один вариант верхнего компрессионного кольца 2 (рис.
2.45, б) имеет проточку на внутренней цилиндрической поверхности.
Кольцо необходимо устанавливать на поршень проточкой вверх. Другой
вариант верхнего компрессионного кольца 2 (рис. 2.45, в) имеет
бочкообразный профиль наружной поверхности, проточка на внутренней
цилиндрической поверхности кольца отсутствует. Положение кольца при
установке в канавку поршня безразличное. Нижнее компрессионное кольцо 3
(рис. 2.45, б,в) — скребкового типа, на нижней торцевой
поверхности имеет кольцевую проточку, которая вместе с конусной
наружной поверхностью образует острую нижнюю кромку
(«скребок»). Кольцо изготавливается в двух
вариантах
— с проточкой на внутренней цилиндрической поверхности кольца
(рис. 2.45, б) и без проточки (рис. 2.45, в). Кольцо необходимо
устанавливать на поршень острой кромкой «скребком»
вниз.
Маслосъемное кольцо составное, имеет два кольцевых диска, радиальный и
осевой расширители. Наружная поверхность диска маслосъемных колец
покрыта твердым хромом. Замок колец прямой. Поршневые кольца ремонтных
размеров (см. табл. 2.2) отличаются от колец номинальных размеров
только наружным диаметром. Кольца ремонтного размера можно
устанавливать в изношенные цилиндры с ближайшим меньшим ремонт-ным
размером путем подпиливания их стыков до получения зазора в замке
0,3-0,5 мм (0,3-0,65 мм для двигателей мод. 4218).
Рис. 2.46. Подбоp поpшневых колец по цилиндpу (пpовеpка бокового зазоpа
в стыке кольца)
Проверку бокового зазора в стыке кольца производите, как показано на рис. 2.46. К перешлифованным цилиндрам подгоняйте кольца по верхней части, а к изношенным — по нижней части цилиндра (в пределах хода поршневых колец). При подгонке кольцо устанавливайте в цилиндре в рабочем положении, т.е. в плоскости, перпендикулярной оси цилиндра, для чего продвигайте его в цилиндре при помощи головки поршня. Плоскости стыков при сжатом кольце должны быть параллельны.
Рис. 2.47. Снятие и установка поpшневых колец
Снимайте и устанавливайте кольца на поршень с помощью приспособления (рис. 2.47) модели 55-1122.
Рис. 2.48. Пpовеpка бокового зазоpа между поpшневым кольцом и канавкой
поpшня
После подгонки колец по цилинд-рам проверьте боковой зазор между кольцами и канавками в поршне (рис. 2.48), который должен быть: для верхнего компрессионного кольца 0,050-0,082 мм, для нижнего компрессионного — 0,035-0,067 мм. При больших зазорах замена только поршневых колец не исключит повышенного расхода масла из-за интенсивной перекачки его кольцами в пространство над поршнем. В этом случае одновременно с заменой колец заменяйте и поршни (см. главу «Замена поршней»). Одновременная замена поршневых колец и поршней резко снижает расход масла.
Рис. 2.49. Очистка канавок поршневых колец от нагара
При замене только поршневых колец без замены поршней удаляйте нагар с днищ поршней, из кольцевых канавок в головке поршня и маслоотводящих отверстий, расположенных в канавках для маслосъемных колец. Нагар из канавок удаляйте осторожно, чтобы не повредить их боковые поверхности, при помощи приспособления (рис. 2.49). Из маслоотводящих отверстий нагар удаляйте сверлом диаметром 3 мм. При использовании новых или перешлифованных под ремонтный размер гильз цилиндров необходимо, чтобы верхнее компрессионное кольцо имело хромированное покрытие, а остальные кольца были лужеными или фосфатированными. Если гильза не ремонтируется, а меняются только поршневые кольца, то все они должны быть лужеными или фосфатированными, так как к изношенной гильзе хромированное кольцо прирабатывается очень плохо. Перед установкой поршней в цилиндры разведите стыки поршневых колец в под углом 120° друг к другу. После смены поршневых колец в течение 1000 км пробега не превышайте на автомобиле скорости в 45- 50 км/ч.
Замена поршней УАЗ
Замену поршней производите
при износе
канавки верхнего поршневого кольца или юбки поршня. В частично
изношенные цилиндры устанавливайте поршни того же размера (номинального
или ремонтного), какой имели поршни, ранее работавшие в данном
двигателе. Однако желательно подобрать комплект большего размера
поршней для уменьшения зазора между юбкой поршня и зеркалом цилиндра. В
этом случае зазор между юбкой поршня и зеркалом цилиндра проверьте в
нижней, наименее изношенной части цилиндра. Не допускайте уменьшения
зазора в этой части цилиндра менее 0,02 мм. В запасные части
поставляются поршни вместе с подобранными к ним поршневыми пальцами и
стопорными кольцами (см. табл. 2.2). Для подбора поршни номинального
размера сортируют по наружному диаметру юбки. На днищах поршней выбиты
буквенные обозначения размерной группы, которые указаны в табл. 2.4.
На поршнях ремонтных размеров выбивается также величина их диаметра.
Кроме подбора поршней к гильзам цилиндра по диаметру юбки, их подбирают
также по весу.
Разница в весе между самым легким и самым тяжелым поршнем для одного
двигателя не должна превышать 4 г. При сборке поршни устанавливайте в
гильзы той же группы.
Рис. 2.50. Пpиспособление для установки поpшня с кольцами в цилиндp
Поршни в цилиндры устанавливайте с помощью приспособления модели
59-85, показанного на рис. 2.50. При установке поршней в
цилиндры
метка «перед», отлитая на поршне, должна быть
обращена к
передней части двигателя, на поршне с разрезной юбкой метка
«назад» — в сторону картера сцепления. На
всех
поршнях ремонтных размеров отверстия в бобышках под поршневой палец
делаются номинального размера с разбивкой на группы. При необходимости
эти отверстия растачиваются или развертываются до ближайшего ремонтного
размера с допуском -0,005 -0,015 мм. Конусность и
овальность отверстия — не более 0,0025 мм. При обработке
обеспечьте перпендикулярность оси отверстия к оси поршня, допускаемое
отклонение — не более 0,04 мм на длине 100 мм.
Ремонт шатунов
Ремонт шатунов сводится к замене втулки верхней головки и последующей
обработке ее под поршневой палец номинального размера или к обработке
имеющейся в шатуне втулки под палец ремонтного размера. В запасные
части поставляются втулки одного размера, изготовленные из бронзовой
ленты ОЦС4-4-2,5 толщиной 1 мм. При запрессовке
новой
втулки в шатун обеспечьте совпадение отверстия во втулке с отверстием в
верхней головке шатуна. Отверстия служат для подачи смазки к поршневому
пальцу. После запрессовки втулки уплотните ее внутреннюю поверхность
гладкой брошью до диаметра 24,3+0,045 мм, а затем разверните или
расточите под номинальный или ремонтный размер с допуском +0,007
-0,003 мм. Например, втулку разверните или расточите под
палец
номинального размера до диаметра 25 +0,007 -0,003 мм или под
палец ремонтного размера до диаметра 25,20 +0,07 -0,003 мм.
Расстояние между осями отверстий нижней и верхней головок шатуна должно
быть (168±0,05) мм [(175±0,05) мм для двигателей
модели
4218]; допустимая непараллельность осей в двух взаимно перпендикулярных
плоскостях на длине 100 мм должна быть не более 0,04 мм; овальность и
конусность не должны превышать 0,005 мм. Чтобы выдержать указанные
размеры и допуски, разверните втулку верхней головки шатуна в
кондукторе.
Рис. 2.51. Доводка отвеpстия в веpхней головке шатуна: 1
-деpжавка; 2 — шлифовальная головка; 3 —
зажим
После развертывания производите доводку отверстия на специальной
шлифовальной головке, держа шатун в руках (рис. 2.51). Шлифовальные
бруски головки установите микрометрическим винтом на требуемый
ремонтный размер. Шатуны, отверстия под вкладыши в нижней головке
которых имеют овальность более 0,05 мм, подлежат замене.
Замена и ремонт поршневых пальцев
Ремонтные размеры поршневых пальцев и номера комплектов приведены в
табл. 2.2.
Для замены поршневых пальцев без предварительной обработки отверстий в
поршне и в верхней головке шатуна применяются поршневые пальцы,
увеличенные по диаметру на 0,08 мм. Применение пальцев, увеличенных на
0,12 мм и 0,20 мм, требует предварительной обработки отверстий в
бобышках поршня и в верхней головке шатуна как описано выше (см. главы
«Замена поршней» и «Ремонт
шатунов»).
Рис. 2.52. Снятие стопоpного кольца поpшневого пальца
Рис. 2.53. Пpиспособление для выпpессовки и запpессовки поpшневого
пальца: 1 -напpавляющая; 2 — палец; 3
-плунжеp
Перед выпрессовкой поршневого пальца извлеките из поршня стопорные кольца поршневого пальца плоскогубцами, как показано на рис. 2.52. Выпрессовку и запрессовку пальца производите на приспособлении, как показано на рис. 2.53. Перед выпрессовкой пальца нагрейте поршень в горячей воде до 70°С. Ремонт поршневых пальцев состоит в перешлифовке их с больших ремонтных размеров на меньшие или в хромировании с последующей обработкой под номинальный или ремонтный размер. Пальцы, имеющие изломы, выкрашивания и трещины любого размера и расположения, а также следы перегрева (цвета побежалости) ремонту не подлежат.
Сборка шатунно-поршневой группы
Поршневой палец к верхней головке шатуна подбирайте с зазором
0,0045- 0,0095 мм. При нормальной комнатной температуре палец
должен плавно перемещаться в отверстии верхней головки шатуна от усилия
большого пальца руки (рис. 2.54). Поршневой палец при этом должен быть
слегка смазан маловязким маслом. Палец устанавливайте в поршень с
натягом 0,0025-0,0075 мм. Практически поршневой палец
подбирается
таким образом, чтобы при нормальной комнатной температуре
(20°С) он
не входил бы в поршень от усилия руки, а при нагревании поршня в
горячей воде до температуры 70°С входил бы в него свободно.
Поэтому
перед сборкой поршень нагрейте в горячей воде до 70°С.
Запрессовка
пальца без предварительного подогрева поршня приведет к порче
поверхности отверстий в бобышках поршня, а также к деформации самого
поршня. Сборку шатунно-поршневой группы производите на том же
приспособлении, что и разборку (см. рис. 2.53). Для обеспечения
правильной балансировки двигателя разница в весе установленых в
двигатель поршней в сборе с шатунами не должна превышать 8 г. Стопорные
кольца поршневого пальца должны сидеть в своих канавках с небольшим
натягом. Не применяйте кольца, бывшие в употреблении. Поршневые кольца
устанавливайте на поршень, как указано в главе «Замена
поршневых
колец». Учитывая сложность подбора поршневого пальца к поршню
и
шатуну (для обеспечения номинальных посадок), поршни поставляются в
запчасти в сборе с поршневым пальцем, стопорными и поршневыми кольцами.
Вам потребуются: ключи «на 10», «на 12», «на 14», головки «на 15», «на 19», молоток.
1. Снимите головку блока цилиндров (см. «Замена прокладки головки блока цилиндров» ).
2. Снимите масляный картер двигателя и прокладку картера (см. «Замена уплотнения масляного картера» ).
3. Снимите масляный насос (см. «Снятие, ремонт и установка масляного насоса» ).
4. Отверните гайки 1 шатунных болтов и снимите крышку 2 шатуна. Если крышка сидит плотно, сбейте ее несильными ударами молотка. Выньте из крышки вкладыш.
5. Протолкните поршень, чтобы он вышел из цилиндра, и выньте его вместе с шатуном. Выньте из шатуна вкладыш.
6. Выньте остальные поршни с шатунами.
7. С помощью съемника снимите поршневые кольца, при отсутствии съемника осторожно разогните кольца у замков.
10. Снимите остальные поршни с шатунов.
11. Промойте все детали в бензине. Очистите поршни от нагара. Очистите от нагара канавки под поршневые кольца обломком старого поршневого кольца.
12. Осмотрите поршни. Если на них есть задиры, следы прогара, замените поршни. Измерьте диаметр поршня. Если он меньше 95,4 мм, замените поршень. Диаметр поршня измеряют в плоскости, перпендикулярной оси поршневого пальца, на 8,0 мм ниже его оси. Поршень установлен в цилиндре с зазором 0,036–0,060 мм. Поршни разбиты по диаметру на пять размерных групп: А, Б, В, Г, Д. Буквенная маркировка выбита на днище поршня. При подборе поршня к цилиндру нужно обеспечить указанный выше зазор. Предельно допустимый зазор между поршнем и цилиндром 0,25 мм. Зазор между поршнем и цилиндром можно определить замером поршня и цилиндра. В запасные части поставляют поршни двух ремонтных размеров: с увеличенным на 0,5 и 1,0 мм диаметром. На одной из бобышек под поршневой палец отлита надпись: «409» (поршень номинального диаметра), «409АР» (диаметр, увеличенный на 0,5 мм) или «409БР» (диаметр, увеличенный на 1,0 мм).
13. Измерьте зазор между поршневым кольцом и канавкой на поршне в нескольких местах по окружности поршня. Зазор должен быть в пределах 0,096–0,060 мм для компрессионных колец и 0,115–0,365 мм для маслосъемного кольца. Если зазоры превышают указанные значения, кольца или поршни нужно заменить. | 14. Измерьте зазоры в замках поршневых колец. Для этого вставьте кольцо в цилиндр и продвиньте поршнем как оправкой, чтобы кольцо встало в цилиндре ровно, без перекосов. Измерьте щупом зазор в замке (в разъеме) кольца, он должен быть в пределах 0,3–0,6 мм для компрессионных колец и 0,5–1,0 мм для маслосъемных дисков. Если зазор превышает указанный, замените кольцо. Если зазор меньше, можно опилить концы кольца напильником, зажатым в тиски. При этом кольцо перемещайте по напильнику вверх-вниз. |
15. Проверьте посадку поршневого пальца в верхней головке шатуна. Зазор между пальцем и втулкой верхней головки шатуна должен быть в пределах 0,0045–0,0095 мм. Пальцы, поршни и шатуны разбиты на четыре размерные группы и промаркированы краской. Палец маркируют на внутренней поверхности с одного конца, шатун — на стержне, поршень — на нижней поверхности одной из бобышек или выбивают римскую цифру на днище поршня. Размерные группы поршней, шатунов и пальцев приведены в табл. 5.3.
Слегка смажьте поршневой палец чистым моторным маслом и вставьте в верхнюю головку шатуна. Палец должен входить в головку от усилия руки ровно, без заеданий. Шатун должен проворачиваться на поршневом пальце под действием собственного веса из горизонтального положения. В вертикальном положении палец не должен выдвигаться или выпадать из головки шатуна под действием собственного веса. Поршневой палец и шатун должны быть одной или соседних размерных групп.
Таблица 5.3 Размерные группы поршней, шатунов и пальцев двигателей мод. ЗМЗ-409.10
16. Поршни с поршневыми кольцами, пальцами и шатунами в сборе подбирают по массе. Разница по массе для одного двигателя должна быть не больше 10 г.
17. Осмотрите шатунные вкладыши. Если на них есть задиры, выкрашивания и прочие дефекты, замените вкладыши.
18. Установите на шатуны крышки и измерьте диаметр отверстия в нижней головке шатуна. Номинальный диаметр отверстия 60+0,019 мм, предельно допустимый – 60,03 мм. Если измеренный диаметр превышает предельно допустимый, замените шатун с крышкой. Измерьте диаметр отверстия во втулке верхней головки шатуна. Номинальный диаметр отверстия 22+0,007 –0,003 мм, предельно допустимый – 22,01 мм. Если измеренный диаметр превышает предельно допустимый, замените шатун. Размеры шатунно-поршневой группы приведены в табл. 5.4.
Таблица 5.4 Номинальные и предельно допустимые размеры и посадка сопрягаемых деталей шатунно-поршневой группы двигателя мод. ЗМЗ-409.10
*Допуск 0,06 мм разбит на пять групп (через 0,012 мм).
19. Соберите поршень 4 с шатуном 3. Предварительно нагрейте поршень до температуры 60–80 °С. Затем быстро вставьте шатун в поршень так, чтобы надпись «Перед» на поршне и выступ А на шатуне были с одной стороны, и запрессуйте поршневой палец 6 с максимальным натягом 0,0025 мм. Установите стопорные кольца 5. Наденьте с помощью съемника поршневые кольца на поршень.
Вставьте вкладыш 7 в нижнюю головку шатуна, при этом фиксирующий выступ («замок») на вкладыше должен войти в выемку в нижней головке поршня. Вставьте вкладыш 1 в крышку 2 шатуна, при этом фиксирующий выступ («замок») вкладыша должен войти в выемку в крышке. Смажьте цилиндр, поршень 4, шатунную шейку коленчатого вала и вкладыши 1 и 7 чистым моторным маслом. Поверните поршневые кольца так, чтобы замки компрессионных колец расположились под углом 180° друг к другу, замки дисков маслосъемного кольца — под углом 180° друг к другу и под углом 90° к замкам компрессионных колец, замок расширителя маслосъемного кольца под углом 45° к замку одного из дисков маслосъемного кольца. Поверните коленчатый вал так, чтобы шатунная шейка цилиндра, в который устанавливают поршень, находилась в нижней мертвой точке (НМТ). Вставьте поршень с шатуном в цилиндр так, чтобы надпись «Перед» на бобышке поршня была обращена к передней части двигателя (к приводу распределительных валов).
С помощью специальной оправки обожмите поршневые кольца и легкими ударами рукояткой молотка протолкните поршень в цилиндр, при этом оправка должна быть плотно прижата к блоку, иначе поршневые кольца можно сломать. Продвиньте поршень вниз, чтобы нижняя головка шатуна села на шатунную шейку коленчатого вала, и снимите с шатунных болтов обрезки шлангов. Установите крышку 2 шатуна на шатунные болты, уступ Б на крышке шатуна должен быть с той же стороны, что и выступ А на нижней головке шатуна, номера цилиндров, выбитые на шатуне и крышке, должны быть расположены с одной стороны, а «замки» вкладышей — друг против друга.
20. Заверните гайки шатунных болтов и затяните моментом 68–75 Н·м (6,8–7,5 кгс·м).
21. Аналогично установите остальные поршни с шатунами.
22. Несколько раз проверните коленчатый вал, он должен вращаться легко, без заеданий.
23. Установите масляный насос, масляный картер и головку блока цилиндров.
Легендарный ульяновский завод
Ульяновский автомобильный завод выпустил немало транспортных средств, которые навсегда вошли в историю отечественного автомобилестроения. «Буханки», патриоты, «бобики» — большинство машин предназначены для служб газовой, скорой медицинской помощи, полиции, ОМОН и др. УАЗ Патриот сейчас популярен как полноприводный внедорожник, способный преодолеть любые преграды. Завод выпустил из-под своего крыла немало микроавтобусов, небольших грузовиков и легковых машин с полным приводом.
Моторы этих автомобилей отличаются мощностью, силой и надежностью. Главной причиной их поломки обычно служит большой возраст уазиков. В самых распространенных моделях УАЗ 3303 установлен мотор 417. Для того чтобы провести ремонт двигателя УАЗ 417 своими руками или его переборку, не следует дожидаться полного износа всех деталей. Первыми признаками скорой поломки могут быть следующие:
- сильно увеличился расход масла;
- мотор задымил;
- значительно повысился расход топлива;
- мощность двигателя упала;
- мотор издает различные подозрительные звуки: стуки, скрипы и шумы.
У каждой машины УАЗ свой движок. Для двигателя УАЗ 469 сначала была создана модификация УМЗ-451МИ, позже усовершенствованная до двигателя УМЗ 417.
УАЗ 3303 — автомобиль повышенной проходимости. Во время преодоления различного рода препятствий больше всего перегружается двигатель. Приобрести запчасти на эту машину легко, причем как новые, так и б/у.
Поршни и гильзы разрушаются из-за частого перегрева двигателя при езде по бездорожью. Многие обладатели УАЗ 3303 меняют весь мотор, а не подвергают его ремонту. Если автовладелец берется за ремонт двигателя своими руками, он должен понимать, что для этого требуется некоторый опыт.
Переборка мотора УАЗ своими руками
Реанимировать двигатель, вернуть ему первоначальную резвость и послушность поможет смена непригодных запчастей или их реставрация. Все запчасти должны быть соответствующего размера. В магазинах представлен разнообразный выбор поршней, поршневых колец, седел клапанов впускных и выпускных, вставок шатунных подшипников коленчатого вала. Размер детали можно уточнить у продавцов-консультантов.
Переборка уазовского мотора
На износ двигателя значительно влияет ухудшение смазки трущихся поверхностей, которое зависит от увеличения или уменьшения зазоров. Для переборки мотора своими руками сначала необходимо его демонтировать. Это делается следующим образом:
- слить антифриз и масло из поддона;
- отделить воздухозаборный фильтр и отцепить от двигателя трубу глушителя;
- отсоединить от движка трубки системы охлаждения, масляного радиатора и отопительных приборов;
- снять радиатор системы охлаждения;
- отделить от карбюратора тяги привода дроссельной заслонки и воздушной;
- снять с мотора всю проводку;
- открутить болты нижних и передних подушек опор.
Теперь снимает двигатель с УАЗ 3303. Для этого на шпильки головки блока устанавливается скоба, специально для этого предназначенная. Мотор нужно подтянуть домкратом и отделить от него коробку передач. Мотор можно снять, подняв его вверх.
Другие действия приведут к тому, что вместе с двигателем придется доставать раздаточную коробку и коробку передач.
Что важно учесть при переборке двигателя УАЗ 3303
Перед тем как приступать к разбору своими руками, мотор следует старательно почистить от мазута и шлака. Для демонтажа понадобятся специальные наборы инструментов, такие как 2216-Б и 2216-М.
Необходимый инструмент
Все исправные детали нужно чистить и ставить на место либо помечать маркерами или стикерами, чтобы в дальнейшем избежать путаницы. При любой поломке или неисправности шатуны и крышки с них не следует разъединять. Меняя картер, нужно измерить угол соединения оси коленвала с задним торцом картера. Далее следует снять сцепление и определить стойку индикатора на кромке коленчатого вала. Радиус колебания края картера и прорези должен составлять приблизительно 0,1 мм.
После очистки все детали мотора нужно обезжирить. Нагар можно аккуратно счистить ножом или другим твердым предметом. Есть и другой, более легкий и безопасный способ. Для чистки деталей из алюминия требуется приготовить вот такой раствор:
- 10 г хозяйственного или другого щелочного мыла;
- 18 г кальцинированной соды;
- 8 г жидкого стекла;
- 1 л воды, разогретой до 90°С.
Для чистки деталей из стали подойдет этот раствор:
- 25 г каустической соды;
- 30 г кальцинированной соды;
- 5 г хозяйственного или другого щелочного мыла;
- 1,5 г жидкого стекла;
- 1 л чистой воды температуры 90°С.
Когда детали очистятся, их нужно прополоскать в чистой воде и высушить. При сборке двигателя УАЗ 3303 следует выполнять определенные правила:
- все детали, подвергающиеся в процессе эксплуатации трению, нужно смазать моторным маслом;
- все новые запчасти с резьбой необходимо установить на сурике;
- нитролак использовать с неразъемными деталями;
- при закручивании гаек и болтов следует применять динамометрический ключ.
Особенности ремонта блока цилиндров УАЗ 3303
Блок цилиндров — самая простая составляющая двигателя. Проблемы в его работе возникают из-за износа составляющих. Следовательно, нужно просто заменить старые стертые детали на новые или отремонтированные их.
Гильзы чаще остальных деталей нуждаются в замене. Стертой деталь можно считать тогда, когда щель между юбкой и гильзой увеличивается до 1/3 мм. Высота выступа гильзы в блоке цилиндров должна быть не больше 0,05 мм и не меньше 0,005 мм. Если выступ слишком мал, то антифриз обязательно окажется в камере сгорания, что станет результатом поломки. Величина гильзы измеряется без учета уплотнительного кольца. Гильзы в блоке цилиндров фиксируются шайбами и втулками. Слишком расточенные гильзы лучше заменить новыми.
Причиной поломки блока цилиндров может быть деформация поверхности примыкания к блоку, полное истирание направляющих втулок клапанов и седел. Искажение плоскости головки не должно превышать 0,5 мм. В ином случае головку нужно полировать.
Поршневой механизм
Состояние поршневых колец следует контролировать. Лучше каждые 80 тыс. км автопробега их менять. На каждом поршне установлены 2 компрессионных кольца и 1 маслосъемное. Благодаря проточкам на внутренней поверхности кольца избыточное масло при поднятии поршня вверх выводится из системы.
Когда в замене нуждаются только кольца, но не сам поршень, из кольцевых рубчиков в его головке поршня нужно вычистить нагар. Это важно делать бережно, чтобы избежать повреждения боковых стенок. Сверлом в 3 мм можно убрать нагар из маслоотводящих отверстий. Скоростной режим не должен превышать 50 км/ч в течение первых 1000 км.
Когда канавка верхнего поршневого кольца или юбка поршня истерта, следует провести замену самого поршня. Новые детали, которые будут устанавливаться в цилиндры, должны быть номинального размера. Наилучший вариант — когда новый набор поршней большего размера, это позволит ликвидировать зазор с не полностью изношенным цилиндром. Поршни сортируются по внешнему диаметру юбки. Размер можно узнать на дне поршня.
Установка колец на поршень сделать самому своими руками
На сегодняшний день почти у каждой семьи имеется в распоряжении автомобиль. Так как данная техника собрана из огромного количества деталей, которые работают друг с другом, периодически возникают неполадки самого разного характера. Одна из таких проблем — неудовлетворительный уровень компрессии в камерах сгорания топлива. Чтобы ее устранить, необходимо провести установку колец на поршень.
Чтобы точно удостовериться в том, что поломку можно устранить заменой поршневых колец на новые, нужно ориентироваться не только на уровень компрессии, но и на такие факторы, как снижении экономии топлива, а также угар моторного масла.
Необходимость измерений
Приступать к установке поршневых колец нужно лишь в том случае, когда водитель точно уверен, что проблема именно в них. Для этого следует выяснить уровень компрессии в цилиндрах. Можно привести пример, как это делается на автомобилях ВАЗ.
Сразу стоит отметить, что для проведения измерительных работ двигатель должен быть теплым. На холодном двигателе измерения не проводятся. Сами же работы потребуют применения специального манометра, который снабжен наконечником резьбового типа. Приобрести его можно в любом автомагазине.
Как провести измерение?
Перед такой масштабной работой, как установка колец на поршень, следует точно убедиться, что проблема именно в них.
Для начала нужно выкрутить все имеющиеся свечи из своих мест. Далее необходимо отключить центральный кабель от катушки зажигания. Автомобиль должен находится на нейтральной передаче, а его дроссельная заслонка должна быть максимально повернута на открытие. После всех этих манипуляций можно приступить к вкручиванию наконечника компрессометра в одно из отверстий, где до этого находились свечи. Для работы потребуется помощник, так как в это время необходимо поворачивать ручку стартера. Для проведения работ хватит двух-трех поворотов.
Нормальными данными считаются показания в районе 12-13 кг/см2.
Норма при измерении компрессии
В некоторых моделях не потребуется установка колец на поршень даже в том случае, если показания будут от 10 до 12. Но если числовое значение оказалось меньше 10, то это показатель слишком низкого уровня компрессии. Есть небольшой нюанс. Если с течением времени компрессия придет в норму, то вина лежит не на поршневых кольцах, а на клапанах.
Чтобы удостовериться на 100 %, необходимо залить около 20 мл масла в спорную камеру, после чего снова прокрутить ручку стартера и провести замер. Если компрессия придет в норму и остановится около 12 кг/см2, то причина именно в кольцах. В таком случае установки поршневых колец на поршень не избежать.
Первый этап в замене колец
Чтобы заменить данные детали, придется разобрать двигатель. Этот этап считается подготовительным.
- Во-первых, необходимо полностью слить старое масло, так как после установки новых элементов потребуется залить и новую смазочную жидкость.
- Во-вторых, необходимо провести ослабление приемной трубы глушителя.
- После этого снимается крышка клапанного механизма, а мотор выставляется по имеющимся меткам.
- Далее демонтируется звезда распредвала, а если работа идет с переднеприводным ВАЗом, то нужно снять болт крепления шкива ременной передачи. После этого снимается непосредственно и сам ремень ГРМ вместе со шкивом.
- В классике необходимо ослабить натяжитель, после чего снимаются и цепь, и звезда, которые установлены на распредвале.
- Следующий этап — это демонтаж рокера с пружинами, при этом укладывают все детали в правильном порядке, чтобы потом без проблем вернуть на свои места.
- Нужно отсоединить коллектор, после чего снимается головка блока.
- Далее следует демонтаж как поддона, так и маслонасоса.
- Снимаются крышки шатунов, после чего сами шатуны проталкиваются вверх, чтобы появилась возможность снять их вместе с поршнем.
Проверочные работы
Порядок установки колец на поршень требует, чтобы сначала проводилась проверка старых запчастей. Для этого нужно снять каждое кольцо по очереди с поршня и проверить их в своем цилиндре. Чтобы не запутаться, настоятельно рекомендуется сразу же раскладывать их в нужном порядке. При проведении проверочных работ старые кольца не должны создавать зазор между наружным диаметром детали и стенкой цилиндра более, чем в 1 мм. Чтобы сравнить разницу и понять, необходима ли установка маслосъемных колец на поршень нового типа, можно на этом же этапе приложить и его. Если разница в зазорах будет слишком велика, то замена необходима.
Замеры зазоров
Чаще всего замеры зазоров берут в верхней части блока, так как в этих местах износ деталей минимальный. Кроме этого, проверять расстояние можно, используя и специальные калибры. Стоит уделить внимание и тепловому зазору, который должен находиться в пределах от 0,25 до 0,45 мм. Для проверки используется щуп, а если показания будут меньше требуемых, то можно провести подпиливание.
Когда нужно провести замер диаметра поршня, то сделать это нужно в его нижней части — юбке. Используется для этого микрометр, а после получения достоверных данных их необходимо сравнить с таблицей, где указаны допустимые параметры. Обычно они есть в технической документации на автомобиль.
Еще один важный момент, который идет следующим в списке порядка установки колец на поршень — это проверка зазора между канавкой поршня и кольцом. Если допустимый предел превышен, то это указывает на то, что кольца должны быть заменены. Предельное значение — 0,15 мм. Кроме того, рекомендуется провести и обычную визуальную проверку на наличие трещин и прочих дефектов. Если какие-либо кольца прошли все этапы проверки, то после промывки их можно поставить обратно.
Установка поршневых колец
Во-первых, большинство покупных колец имеет с одной из сторон надпись TOP, что в переводе с английского означает верх. Логично, что эта сторона должна смотреть вверх после монтажа.
Для самой установки имеется два способа. Первый более безопасный, а второй могут применять как профессионалы, так и новички.
Первый метод подразумевает нарезание нескольких плоских кусочков жестянки с толщиной от 0,3 до 0,5 мм. Три или же четыре таких листа располагаются по диаметру поршня, а сверху надеваются кольца. Опустить их необходимо до уровня прорези. После этого можно вынимать оправку для поршневых колец из пластин. После этого кольцо окажется в нужном пазу. Способ отлично подходит для самостоятельных работ.
Правильная установка колец на поршень проводится и другим методом, однако он потребует определенных навыков.
Суть проста и заключается в том, что необходимо пальцами развести зазор, увеличивая внутренний диаметр кольца до тех пор, пока сквозь него не пройдет поршень, чтобы деталь оказалась в нужном пазу. Основной недостаток заключается в том, что при отсутствии опыта многие люди просто рвут кольца, так как прилагают слишком большое усилие.
Установка колец на поршень скутера
Тут стоит начать с того, что данные кольца могут иметь разное сечение в зависимости от места их установки, на это очень важно обратить внимание. Кроме этого, на кольцах скутера также имеется специальная буква, которая указывает на верхний слой детали. Порядок установки — от нижнего кольца к верхнему. При их монтаже нет необходимости их растягивать или выгибать, весь процесс проводится очень аккуратно.
В канавках для этих запчастей имеются замки, задача которых — предотвратить поворот элемента во время работы. Поэтому зазор для крепления должен находиться именно в них. Никуда больше поршневое кольцо поставить не получится.
Импровизируйте и сэкономьте на оправках для ювелирных изделий
Если у вас куча ювелирных изделий из проволоки, вам понадобится много оправок разного размера для изготовления ювелирных изделий. Но профессиональные оправки для ювелирных изделий могут быть дорогими. И некоторые из них занимают много места для хранения. К счастью, оправки для украшений очень легко импровизировать с предметами, которые вы можете найти в своем доме.
Малоизвестный факт обо мне: раньше я работал механиком по автоматическому оборудованию. Я работал в компании Eastman Kodak в Виндзоре, штат Колорадо, на их предприятии по производству листовой пленки около ста лет назад.
Цифровая обработка изображений убила киноиндустрию. Так что старый завод Kodak был снесен много лет назад, а земля была застроена заново. Тем не менее, я извлек там некоторые из моих самых ценных уроков. И сегодня во мне живет мудрость мастеров старой школы, которые были моими наставниками.
Одним из этих наставников был тихий и злобно наблюдательный человек по имени Кэл. Он ронял микрофон задолго до того, как на свет появился #micdrop. Кэл дал мне лучший совет, который я когда-либо получал, одним словом.Устаревшая деталь одной из наших древних машин сломалась и не подлежала ремонту.
Я безрезультатно обыскал наш склад запасных частей и спросил Кэла: «Что мы будем делать?» Его ответ был просто: «Импровизируйте». Именно это мы и сделали. Мы прошли через цех к нашему механическому цеху и с нуля сделали замену из куска необработанной стали.
Этот пост может содержать партнерские ссылки. Если вы перейдете по ссылке, а затем совершите покупку, я могу заработать небольшую комиссию (бесплатно для вас).Чтобы узнать больше, см. Мой полный отказ от ответственности .
Самодельные оправки для ювелирных изделий для малых изгибов
Всякий раз, когда у меня под рукой нет именно того, что мне нужно, я все равно слышу голос Кэла, тихо напоминающий мне импровизировать. И я определенно импровизировал, когда дело касалось моей коллекции ювелирных оправок.
Если вы знакомы с моими уроками по плетению проволоки, вы, вероятно, встречали два моих любимых заменителя профессиональных оправок для ювелирных изделий.Спицы и фитинги для медных труб.
У меня большая коллекция спиц. Некоторые из них принадлежали моей бабушке. Я собрал другие, когда впервые начал экспериментировать с кольчугами почти двадцать лет назад.
Спицы неоценимы для изготовления прыгунов. Поэтому большинство цепных ткачей держат их под рукой. Но я также часто обращаюсь к ним, когда формирую проволоку с меньшими изгибами. Это импровизированные оправы для украшений, которые вы обязательно захотите добавить в свою коллекцию инструментов.
Я думаю, что алюминиевые спицы лучше всего подходят для изготовления ювелирных изделий. Однако не стесняйтесь использовать все, что есть в доме. Если вы такой же серийный мастер, как я, возможно, у вас уже есть полный ассортимент различных размеров. Вы также можете найти спицы в комиссионных магазинах. И не забудьте купить контейнеры для распродажи в любимом магазине товаров для рукоделия.
Самодельные оправки для ювелирных изделий для больших кривых
Мой отец — сантехник на пенсии. И немного накопитель.Так что его магазин забит до стропил запчастями сантехники. Именно здесь я впервые открыл для себя чудеса сантехнической арматуры и множество способов ее изменения.
Вскоре после того, как я начал делать украшения из проволоки, я полностью увлекся ювелирными изделиями Double Happiness. И, к счастью, вскоре после этого основательница DH Стефани Уэллс опубликовала Книгу стилей серег.
Я только что заказал эту книгу и ждал ее доставки, когда обнаружил, что копаюсь в магазине моего отца.Я искал деталь для ремонта своей кухонной раковины, когда наткнулся на одинокую муфту из медной трубы. И тут же меня осенило, что я только что нашла идеальную оправку для серег в стиле Double Happiness.
В тот день я нашел три муфты для медных труб разного размера вместе с запасной частью для моей раковины. Позже я совершил круиз по водопроводному проходу в моем местном хозяйственном магазине, чтобы пополнить свою коллекцию оправок для серег.
Теперь у меня есть набор из пяти медных муфт размером от 1/2 дюйма до 1/2 дюйма.И они неоценимы для моей работы. Осмотрите свой дом и гараж, чтобы увидеть, есть ли у вас под рукой какие-нибудь из этих простых импровизированных ювелирных оправок. Вы не будете разочарованы. Поверьте мне!
Прочие предметы домашнего обихода, из которых делают большие самодельные оправки
Что касается формования оправок, вы можете найти все, что вам нужно, на кухне и в аптечке в ванной. Из бутылочек с таблетками по рецепту получаются великолепные оправы для сережек и ожерелий.
Деревянная скалка отлично подойдет в качестве оправки для браслетов, если вам нравятся круглые браслеты.Я предпочитаю браслеты овальной формы, поэтому в конце концов я купила оправку для браслета из твердой древесины. Но я, вероятно, использовал скалку, чтобы сделать больше браслетов, чем пирожных, прежде чем купил оправку для браслета.
Вы любите делать ожерелья в стиле крутящегося момента? Если да, внимательно присмотритесь к мискам для смешивания. Готов поспорить, у вас уже есть такой, который идеально подходит для оправки для ожерелья. Цветочные горшки также подходят для создания более крупных деталей. Поищите в доме предметы повседневного обихода, которые можно использовать в ювелирной студии.
Прелесть импровизационных инструментов таким образом заключается в том, что они могут помочь вам создать свой собственный неповторимый стиль. Профессиональные инструменты для изготовления ювелирных изделий стандартизированы. Это означает, что результаты, которые вы можете получить с помощью этих инструментов, также соответствуют стандартному диапазону. Но используя инструменты, уникальные для вашего дома, вы можете создавать уникальные формы и размеры, которые помогут вашим украшениям выделиться из толпы.
Какой самый необычный инструмент из импровизированных вами? Поделитесь этим в комментариях ниже.
Спасибо!
Большое спасибо, что присоединились ко мне сегодня. Надеюсь, вы нашли в этом посте несколько полезных советов. Вы новичок в плетении из проволоки? В таком случае этот пост поможет вам решить, какие инструменты вам следует купить в первую очередь.
Кроме того, не забудьте добавить мой магазин Etsy в избранное, чтобы получить последние учебные пособия в формате PDF без рекламы. Как всегда, я хотел бы увидеть, что вы сделали. И, пожалуйста, поделитесь своими идеями и предложениями для новых руководств и сообщений в блогах. Так что не забудьте связаться со мной @ door44studios в Pinterest, Instagram и Facebook.
А пока поищи у себя дома уникальные импровизированные оправы для украшений и сделай из них что-нибудь красивое.
~ Венди
JEH Изготовление поршневых колец Страница
JEH Изготовление поршневых колец Планы и комплекты модельного проекта Jerry E. HowellOutpost Enterprises, LTD — 695 Godfrey Road — Hollansburg — Огайо 45332 — США (всемирный поставщик модельного проекта качества Планы и комплекты с 1992 г.)
Как создать собственное качество Поршневые кольца Статья Мика Коллинза
Ниже приводится введение в предлагаемый метод для изготовление малых поршневых колец по статьям проф.Чаддок и Том Уолшоу (Тубал Каин), но я должен признать, что еще НЕ предпринял попытку заключительной операции механической обработки.
В этих пояснительных примечаниях используются следующие сокращения.
использоваться: — D = диаметр цилиндра. t = радиальная толщина кольца.
w = осевая ширина кольца. p = давление стенки. Fdd = необходимое усилие
чтобы замкнуть кольцо, приложенное под углом 90 градусов к зазору, и
«» = фактические цитаты из статей.
В статье в Model Engineer (21/4/67 с.396) Профессор Чаддок описывает эффективный четырехтактный двигатель I / C объемом 5 куб. для попытки установить рекорд продолжительности модели самолета, и он подробно его метод изготовления поршневых колец «термической формовкой».
«Кольца повернуты на диаметр D + 0,002″ и толщина не более 1/25 или менее 1/30 диаметра посадочного отверстия. Современная тенденция состоит в том, чтобы сделать ширину равной или даже меньше, чем их толщину, так что то же правило можно применить к ширине. В кольцо теперь необходимо разрезать с помощью самой тонкой пилы или (предпочтительнее метод) сломанный, удерживая его пальцами и щелкая его. Крошечный кусок кляпа, шириной t x 4, теперь вставлен в зазор для расширения кольцо перед его зажимом, с несколькими другими, если требуется, между двумя металлическими пластинами с помощью центрального болта и нагрева всего сборка до температуры отжига в газовом пламени или муфеле.»
Профессор Чеддок не указывает требуемую температуру, но говорит, что практическая проверка заключается в том, что если после охлаждения кольцо пружинит внутрь из зазора t x 4, тогда он не разгружается полностью стресса и процесс необходимо повторить. (но см. позже) Он говорит: — «Отделка колец, как только они были» тепло сформированные «могут следовать общепринятой практике; то есть они могут быть закрытым в трубу и зажатым между пластинами оправки —— для отделки периферии и сторон, притертых от руки по камню или наждачная бумага.Очень мало, тебе нужно всего лишь одну или две. снятые в этих заключительных операциях, чтобы довести их до мертвых размеров. — держат компрессию так же или лучше, чем земля и притирка поршень и цилиндр ».
Он не упоминает о необходимости« рабочего »зазора, а кольца он фактически сделал сечение 0,025 «x 0,025» для отверстия диаметром 18 мм (0,709 дюйма).
Очерк Тома Уолшоу (Тубал Каин) в журнале SMEE Journal (декабрь 1992) в основном занимается разработкой колец с правильным давление на стену для их конкретного применения, и он ссылается на статья Майкла Смарта (М.E. 16.8.1974 с.824), в котором объяснил, как правильно подогнанное кольцо расширяется под давлением позади него, чтобы увеличить начальное давление на стенку.
Том делает вывод, что большинство двигателей модели были работает с чрезмерным давлением стен, и он включил стол давления на стены, которые он измерил на нескольких коммерческих сделали «модельные» кольца.
Затем он описывает простой метод измерения, закрывая
кольцо до диаметра его отверстия с силой Fdd, приложенной диаметрально
противоположные точки, 90 градусов от разрыва.Тогда: —
p = (Fdd x 0,881) / (w x D)
Выражение для вычисления p имеет следующий вид: —
p = g x E / 7,06 x D x (D / t — 1) в кубе
Где g = разница между свободным и закрытым зазорами, дюйм. а также
E = модуль Юнга, фунт-сила / кв. Дюйм.
«Значение E может варьироваться от 12 миллионов до 24 миллионов.
фунт-сила / кв. дюйм и ссылка на поставщика желательна. Фигура
18 миллионов типичны для 20-22-тонных ОТС, а между 15 и 17
миллионов за 17-тонный центробежный чугун UTS, обычно доступный
для самодельных колец.«
«Чтобы завершить это исследование арифметики, ударение
в кольце можно рассчитать обычным способом из изгиба
момент — — — — — и упрощенно: —
f = 3 x p x (D / t) в квадрате фунт-сила / кв.дюйм «
После долгой диссертации по практике моделирования поршневых колец в который Том использует в каждой статье, которую он мог найти в модельном инжиниринге. пресса он обсуждает критерии дизайна и приходит к следующему выводы: —
«Настенное давление для моделей (а) Паровая установка.Ясно что давление на стены, используемое в наших моделях, выше, чем необходимо быть, даже с простым типом Рамсботтома; тем более с современными термически сформированные кольца. Для стационарных, морских и автомобильных локомотивов двигатели, каждый из которых может быть приведен в действие для начальной приработки, 6-8 фунтов / кв. Дюйм. должно быть адекватным. Однако есть небольшая проблема; радиальная толщина настолько мала с «классическими» зазорами такое расставание может быть затруднительным. * По этой причине я установил минимум значение «t» при 0,035 дюйма, и используйте меньший зазор, когда необходимо.Фиксация на g = D / 10 вместо 4 x t упрощает формула давления до: —
D / t = кубический корень из E / (70,6 x p) + 1
, но это соотношение не следует использовать для давления в стенке выше около 12 фунтов / кв. дюйм. без проверки «подгонки» напряжения. (см. ниже)
Для железнодорожных локомотивов может быть разумным использовать несколько более высокое давление. Нижний предел «стандарта Чеддока» обеспечивает примерно 13 фунтов / кв. Дюйм. с «Е» на 17 миллионов. (т.е. D / t = 30 и g = 4 x t), но это будет меняться пропорционально значению Э.«
* Это не так — см. Метод.
Двигатели I.C.дюймов (b). Для классических горизонтальных газовых / бензиновых двигателей. Модель двигателя Я заменил кольца на 6 1/2 фунт-силы / кв. дюйм. с участием нет проблем, но там, где дизайнер потребовал два кольца, я использовали три. Это давление лежит за пределами «Чаддока». стандарт »(t = D / 33-35) так, чтобы, опять же, кольцевые зазоры D / 10 используются. Во многих опубликованных дизайнах используются слишком широкие кольца, и в качестве ориентира я предлагаю w = 0,03 x B, минимум 0,04 дюйма.
Для всех остальных I.C. Engine неудивительно, что правилам профессора Чаддока доставит удовлетворение, хотя верхний предел (D / 25) важно проверять напряжения, так как напряжения больше, чем может нести обычно доступный 17-тонный чугун.
Для тех, кто не знаком с этими правилами, цифры являются: —
Радиальная толщина, t = от D / 25 до D / 30; кольцевой зазор, g = 4 x t.
Если «E» — 17 миллионов фунтов / кв. Дюйм. эти правила предлагают давление стен от 28 до 13 фунт-сила / кв.дюйм. Давление на стену будет, конечно, изменяться со значением E прямо пропорционально. Конечно, чем ниже давление на стенку, тем меньше трение!
Само собой разумеется, что для двигателей с очень высокими рабочими характеристиками эксперимент всегда необходим, и хотя он может добавить время и стоимость прототипа одноцилиндрового двигателя, приспособленного для измерения как расход масла, так и продувка (а также мощность и расход топлива) стоит того. Даже здесь я не ожидал найти больше чем примерно 25 фунтов / кв.в. быть необходимым, и это только тогда, когда одиночное прижимное кольцо поддерживается ступенчатым скребком между верхнее кольцо и главный контроллер масла ».
«Кольцевой фитинг
(a) Рабочий зазор» После иллюстрированного объяснения
сравнительная незначительность этого разрыва, Том рекомендует: —
«Минимальный зазор — для пара или I.C. — должен быть 0,002»
и направляющей вполне может быть установленный зазор, равный
0,001 «+ 0,001» / дюйм внутреннего диаметра цилиндра «.
дюйма (b) Монтажный зазор. Это размер G, когда кольцо при установке пружинит поверх наружного диаметра поршня.Если это чрезмерно кольцо может быть перенапряжено, но именно размер G — g значительна, так что, как уже отмечалось, риск чрезмерного напряжения увеличивается по мере уменьшения свободного зазора. К сожалению » книги «все, кажется, предполагают, что кольцо зажимает поршень плотно при установке, но это не так, и напряжения, основанные на исходя из этого предположения, будет слишком низким. Геометрический анализ почти невозможно, так как кольцо не принимает форму пары полукруги, и в любом случае реальное направление нагрузок удерживающие кольцо врозь неопределенны.Эксперименты с числом колец с различными отношениями D / t и значениями D показывают, что G изменяется от 6,6т до 7,5т. Если g = 4, как по правилам Чеддока, то кольцо не будет чрезмерно напряжено при установке — при условии рабочий стресс, конечно, безопасен. В очень грубом приближении установочное напряжение можно оценить, написав: —
fi = fw x (7 x t — g) / g где fi = установочное напряжение, fw = Максимум. рабочее напряжение, t и g, как и раньше.
Эта оценка отнюдь не точна, но проверка на «риск» можно сделать, сравнив значение «g» перед и после пробной примерки.Если есть заметное и постоянное увеличение в «g» кольцо очень близко к пределу. «
Изначально кольца «Рэмсботтома» были простыми кругами. из которого был вырезан зазор так, чтобы замкнутое кольцо подходило к цилиндру с рабочим зазором не более. Стало понятно, что такое кольцо не подходили должным образом и поэтому не могли оказывать равномерного давления, даже после нескольких часов бега. Форма, необходимая для этого был известен, конечно, и требует, чтобы свободное кольцо имело радиус в любой точке, которая изменяется как синус угла сечения из точки, прямо противоположной разрыву.Ланчестер изобрел машина, которая превращала бы кольца в такую форму, но это сомнительно возьмется ли какой-либо инженер-модельер его изготовить. Тем не мение, с современными станками с ЧПУ процесс намного проще, и многие крупные кольца двигателя изготавливаются таким образом ».
Затем Том описывает, как можно обработать внутреннюю поверхность простого кольца. произвести требуемый эффект — и считает, что это тоже сложно с маленьким кольцом.
Далее он рассматривает коническое кольцо, полученное растачиванием эксцентрика внутреннего диаметра. к OD, но исключает это, поскольку для получения правильных характеристик для этого требуется, чтобы «t» было уменьшено до нуля в зазоре.
Тогда «Почти идеальное кольцо может быть получено» нагреванием формование », процесс, который можно адаптировать к крупносерийному производству, и который действительно может быть использован для очень маленьких колец. Здесь циркуляр кольцо одинаковой толщины вырезано с очень маленьким зазором. это затем прижимается к формованному образцу или на нем, и напряжение снимается так, чтобы при охлаждении кольцо имело правильную форму для обеспечения как истинная округлость, так и равномерное давление на стенку при установке в цилиндр, хотя почти во всех случаях окончательная обработка операция проводится для «снятия» О.D. позволить для неизбежных допусков. Форма первого — это Конечно, аверс той формы, которую использовал Ланчестер много лет назад.
Это адаптация метода, описанного проф. Чеддок ———— «
«К сожалению, здесь произошло недоразумение о характере процесса некоторыми, в том числе г-ном Тримблом и Мистер Таллох. Во-первых, процесс НЕ является копией того, что используется в промышленности. и не может образовать «идеальное» кольцо. Пока это полагается на соотношение в выражении (2), поскольку клин оказывает здесь упоминается «касательная сила», процесс не может и не может произвести точно правильную форму. Эта сила может вызвать правильный изгибающий момент в кольце, но не воспроизводить правильное отклонение, поскольку касательная сила вводит дополнительное сжимающее напряжение.Это мало, но разрушительно влияет на форму колец, прилегающих к разрыв. «и т. д. (см. схемы)
«Нет возможности скорректировать напряжения путем изменения характер клина (например, приложив силу под углом а не по касательной) и тот факт, что клин может упасть выход после зажатия пакета колец не имеет значения. нет особого смысла «подогнать» клин к угол зазора. Однако, как понял профессор Чеддок, эффект можно смягчить, выполнив последнюю операцию снятия шлама на О.Д. после термической обработки. Это обеспечивает истинную округлость и уменьшает отклонение от состояния равномерного давления до незначительного пропорции. Эта заключительная операция механической обработки очень важна. тем не мение это должно быть не более чем снятие пленки, а удаление 0,001 » металла должно хватить на 1-дюймовое кольцо и пропорционально для большего размеры. Для моделей важнее истинная округлость, чем однородность. давление »
Похоже, также было некоторое недоразумение по поводу процесс снятия стресса, возможно, потому, что исходная статья также называется «отжиг».Большинство последующих писателей процитировали «хорошую красную жару», хотя г-н Тримбл цитирует Фактическая цифра 800degs / c. как и мистер Таллох. Это ошибка, 800град / c. или «хороший красный» лежит выше критической температуры и произойдут металлургические изменения. Твердость по Бринеллю будет будут уменьшены, как и U.T.S. и ценность руды и немного зерна рост произойдет — как раз неправильные требования к поршневому кольцу. Если материал представляет собой легированное железо, результаты могут быть еще больше. серьезный. Существует еще один факт, что может быть вызвано масштабирование.Не исключено, что использование такой высокой температуры привело к у пользователей, которые собираются использовать более жесткие кольца, чем требовалось, просто потому, что термообработка вызвала уменьшение значения «Е» с последующей потерей давления на стенку.
«Правильная» температура 480 — 520 град / c. с участием медленный нагрев, температура поддерживается в течение 1 часа на дюйм толщину, но не менее 10 минут для очень тонких колец. В стек может охлаждаться воздухом от этой температуры, но без вреда кажется, возникает из-за закалки в масле.Металл не имеет цвета при эта температура, но господа Левермор, 24 Endeavour Way, Лондон, SW19 8UH являются импортерами мелков «Markall Thermomelt». Отметка с одним из них станет глянцевой при указанной температуре. и они доступны от 100degs / c. до 1200град / c. В качестве альтернативы, очень незначительное ухудшение свойств в результате нагрева до 550 — 600 град / c. когда металл будет виден только в тусклом свет, но ни в коем случае нельзя допускать повышения температуры выше. (Критическая температура составляет 720 градусов / c.) Желательно использовать более низкую температуру постоянно, а не попытайтесь ускорить процесс, поднявшись выше. Кстати, масштабирование при таких температурах минимально — оторвется металлом полироль «
Том также посвящает пару страниц контролю масла и скребку кольца, прежде чем сделать вывод, что ступенчатый скребок с давлением на стенку от 20 до 30 фунтов / кв. дюйм. и с соответствующими отверстиями для выпуска масла должно быть адекватным — и это при условии, что свечи не смазываются, разумнее терпеть в модели большой расход масла.(Деннис Чеддок не использует их на своем двигателе.)
Кольца из бронзы упоминаются довольно часто, в основном для использования. в цилиндрах из бронзы. У меня мало опыта в этом для модели, но не сомневаюсь, что они могут быть удовлетворительными. Тем не мение, следует помнить об определенных моментах. Во-первых, рабочий стресс должна быть ниже установленной доходности (или 0,1%) — обычно около 20тонс / кв. дюйм. — особенно при установке. Янга Модуль упругости такой же, как у железа — 15 млн фунт-сила / кв.в. Во-вторых, температура снятия напряжения очень близка к температура отжига и большая осторожность необходима при термоформовании. Ни в коем случае нельзя 350degs / c. будет превышена и температура 300град / c. должны быть нацелены на. Это температура, при которой яркая сталь становится синей — полезное руководство! »
————————————————- —————
Окончательные выводы Тома заключаются в том, что для паровых двигателей и для
классическая модель I.C. газовые / бензиновые двигатели, которые могут обкатывать
скамейка 6-8 фунтов / кв.в. должно быть адекватным. Кольца локомотивов
может потребоваться более высокое давление для ускорения прилипания, но не более
12 фунтов / кв. Дюйм. Более низкое давление должно быть возможно при правильной
сформированные кольца с последующим более свободным ходом. Тип рабочей лошадки
компании I.C. двигателю может потребоваться 16-18 фунтов силы / кв. дюйм, если только
сурово, но даже в этом случае «правила Чеддока» не должны
быть превышенным; 20 — 22 фунта-силы / кв. Дюйм. рекомендуется как максимум, но
Может потребоваться эксперимент на оборотах более 12000 об / мин.
Наконец, чтобы задать любые вопросы, я должен добавить, что Том не привел никаких «рабочих примеров» для колец, предназначенных для эти выводы.
Уф !!
————————————————- ——————-
Предлагаемый метод изготовления малых поршневых колец: —
Сначала обработайте отверстие цилиндра до диаметра D.
Определите необходимое поперечное сечение кольца и, если вы используете обычный, неразборный, поршень, затем доделать его, сделав кольцевые канавки достаточно глубоки, чтобы обеспечить зазор 0,004 дюйма позади кольца.
Сделайте стальную втулку для обрабатывающего приспособления, просверлив ее до D + 0.002 » и примерно D в длину.
Зажать отрезок центробежного чугуна и просверлить его до упора. 1/16 дюйма внутреннего диаметра колец для достаточного глубина. (см. далее)
Поверните наружный диаметр на D + 0,002 дюйма (используйте втулку в качестве калибра) на длину, равную: — (w + ширина отрезного инструмента) x количество колец требуется плюс несколько запчастей.
Используйте узкий отрезной инструмент, чтобы сделать ряд канавок. Глубина канавки должны быть точно равными t + 0,001 «. Расстояние должно быть ровно w + ширина отрезного инструмента + 0.001 «(припуск на притирку).
Теперь используйте острый инструмент для чистового растачивания, чтобы открыть отверстие внутрь. диаметр кольца. По мере приближения к этому уменьшите разрез до 0,001 дюйма и «опереться» на инструмент, чтобы предотвратить резку «на выходе». Когда вы дойдете до финальной версии, вы будете вознаграждены небольшим связка колец на шейке инструмента.
Используйте швейцарский напильник, чтобы сломать острые углы внутри колец.
так что они будут свободно перемещаться к дну своих канавок.
Сделайте крошечную выемку на внутренней стороне каждого кольца очень тонким треугольником.
надфилем и сломайте его между пальцем и большим пальцем, или используя
большим пальцем надавите на кусок проволоки на плоской поверхности.Очень аккуратно обработайте сломанные поверхности швейцарским напильником (№
6 разрез)
Сделайте клин, чтобы удерживать зазоры открытыми.
Сложите клиновидные кольца вокруг болта, зажмите их между двумя стальных листов и равномерно нагрейте до 550-600 град / с (900-1000 degs / F), т.е. просто видно в темноте, НЕ ГОРЯЧЕ! Держись на этом температуру в течение 10 минут, а затем дать остыть — кольца должны не масштабировались. (Я успешно сделал это на электрической плите конфорка, которую можно сначала установить на правильную температуру, и затем на него легли кольца и оставили на 30 минут.)
Далее изготавливаем приспособление для механической обработки / зажим: —Упакуйте кольца в втулку и наденьте втулку на стержень. Надежно закрепите диск и зажимные кольца гайкой. Горка снимите с втулки и используйте цилиндр двигателя в качестве измерителя, чтобы снять на тысячу отрежьте кольца и уменьшите их диаметр до D.
Наконец, притереть стороны колец к их канавкам. Они должен быть совершенно свободным, но с зазором всего 0,001 дюйма или менее.
Примечания.
Этот рисунок скопирован с рисунка, который прилагается к статье Тома.Чертеж профессора Чаддока показал размер D — 0,002 дюйма.
как D, т.е. требуемый диаметр кольца, а также только один
кольцо зажало в нем.
Я успешно изготовил и использовал C.I. звенит до 1/4 дюйма x 0,010 «x 0,010» (с учетом 25% поломок) с использованием этого метод, но должен повторить, что я не пытался выполнить окончательное снятие операция. Осмотр кольца на моем Stuart 10, после очень интенсивное использование, показывает идеально ровный полироль, но почти микроскопический осмотр двух квадратных колец 0,016 дюйма на моей миниатюре Судовой двигатель после нескольких часов работы показывает минутный максимум пятна в промежутках с расширением на несколько градусов более темного металла круглый от них.Тем не менее, сжатие / производительность отличные с очень низким коэффициентом трения — несколько тысяч об / мин при 15 фунт / кв. дюйм.
————————————————- ——————————-
С момента написания вышеизложенного, я должен признать, что у меня были серьезные опасения по поводу моей способности обработать последнюю тысячу моих миниатюрных колец. Нет проблем с шлифовальным станком для резцедержателя или кольца, где t больше 30 тысяч, но для действительно маленьких колец, а с инструментами сомнительной точности я бы предпочел более «безопасный» метод.
Поэтому я взял на себя смелость внести поправки в Chaddock / Walshaw приспособление, чтобы превратить кольцо I / D минус 0,010 дюйма в втулка, плотно прилегающая к регистру, обработанная в зажиме диск: аранжировка, которую мне было бы легче сделать с требуется точность, и я бы также придерживался иллюстрации профессора Чеддока. и установите кольца поодиночке.
Требование максимальной точности при зажиме приспособления можно преодолеть, сделав его последним обрабатываемым объектом перед обработкой колец — и оставив в патроне.
Однако я предпочитаю изготовить приспособление из серебряной стали, закалите ее перед использованием и (пуристам дальше читать не нужно!) сними последнюю тысячу прекрасной алмазной пилкой; используя приспособление в качестве пары «опилочных кнопок» и с токарным станком, работающим примерно на 200 об. / Мин.
Это все равно потребует осторожности, эти файлы разрезают узкие звенит очень быстро, но с гораздо большей площадью приспособления выступать и в роли свидетеля, и в качестве проверяющего, это не должно быть слишком сложно чтобы остановиться на правильном размере.
Данная статья используется на этом сайте с разрешения Мика Коллинза: — [email protected]
3 Squirrelly Universal 304 Комбинированный комплект изогнутой оправки из нержавеющей стали 304 45180 Прямой изгиб трубопровода под углом 90 градусов для впускного и выпускного патрубков Hotrod
АССОЦИАЦИИ
3 Универсальный узел из нержавеющей стали 304, комбинированный комплект изогнутой оправки из нержавеющей стали 45180 Прямой изгиб трубопровода под углом 90 градусов для впускного и выпускного патрубков Hotrod
Подарок: это отличный подарок для ваших близких друзей.Наш широкий выбор предлагает бесплатную доставку и бесплатный возврат. Купите круглые подвески и подвески из стерлингового серебра Flash CZ с бриллиантовой огранкой, ювелирные изделия и другие подвески на. горд за то, что носите его для вашего особого случая или для повседневной носки. так что вы можете держать ноги красивыми и поджаренными в холодную зимнюю ночь. Изготовлен из сверхпрочного хром-молибдена. Поверхность для установки должна быть чистой. V-Sense 6 дает игрокам живое ощущение и отличную точность выстрела и использует технологию Precise Power, которая предлагает конструкцию точного луча (классический луч) и коробчатого луча (Organix), СОВМЕСТИМОСТЬ ИНСТРУМЕНТОВ: Die Grinder, шириной 5 дюймов и бесконечно регулируется для размеров брюк от 32 до 52.Мультяшный гриб Окно автомобиля Тумблеры Наклейка на стену Виниловые ноутбуки Мобильные телефоны Телефоны Планшеты Ipads Шлемы Мотоциклы Компьютерные башни V и T Подарки: ручной работы, РАЗМЕР: пожалуйста, обратитесь к таблице размеров на картинке, водонепроницаемые куртки для мужчин легкие. Свадьба и другие официальные или случайные случаи, рекомендуется использовать холодную воду вместо отбеливающего средства. качества, которые сделали змею преклоняемым существом во многих культурах, 100% -ные резиновые уплотнения, соответствующие стандарту SAE, обеспечивающие оригинальную посадку и функционирование, и включают один лист наждачной бумаги. Вместимость из нержавеющей стали: 21 унция.Jada Toys Fast & Furious F8 Letty’s Rally Fighter 7. BMW Series Hatchback 8 d (-) 0кВт. 3 Squirrelly Universal из нержавеющей стали 304 Комбинированный комплект изгиба оправки 45 180 Прямой изгиб трубы 90 градусов для впускного и выпускного патрубков Hotrod , наш широкий выбор элегантен для бесплатной доставки и бесплатного возврата, ** отверстия предварительно просверлены для любой простой установки, светлый И модный цветочный лоскутный дизайн делает вас таким в тренде и показывает вашу индивидуальность и очарование. Большое спасибо за то, что выбрали мой магазин, и следите за обновлениями в Instagram.Индийское кольцо в носу, кольцо в нос, 5 стерлингов, серебро. В сочетании с великолепными и сверкающими драгоценными камнями, этот предмет также может использоваться в качестве мыльницы, блестки, фиксированная ширина: 130 см, цвет: не совсем белый, пожалуйста, свяжитесь с нами в течение 24 часов, металлический стержень будет демонтирован для транспортировки (как на последнем рисунке) в снизить риск поломки во время транспортировки — его можно снова легко закрепить, затянув один винт. Все они укомплектованы, за исключением того, что потребуется новый матрас и виниловая наклейка для восстановления ткани) с выбранным дизайном.Размеры могут варьироваться в миллиметрах, так как я измеряю вручную (я всегда стараюсь изо всех сил). Футболка Bangladesh Personalized Cricket Baby Grow Vest Kids. гладкое серебро с почерневшей патиной. Используйте эту ссылку для старинных туалетных принадлежностей / кошельков: Этот милый маленький балдахин имеет ширину около 52 дюймов и длину около 14 дюймов. так как у нас есть большой инвентарь драгоценных камней, из которых только небольшие образцы перечислены здесь, на Etsy. Если у вас есть какие-либо изменения, пожалуйста, не стесняйтесь отправить их по электронной почте с этими изменениями, или изменение иллюстраций без разрешения не допускается, только при необходимости нехлорным отбеливателем. 3 Squirrelly Universal 304 Комбинированный комплект изогнутой оправки из нержавеющей стали для сборки из нержавеющей стали 45 180 Прямой изгиб трубы на 90 градусов для впускного и выхлопного патрубков Hotrod , — 1 JPG Изображение с белым фоном. Этот подарок идеально подходит для ваших женихов. Комплект поршневых колец воздушного компрессора Craftsman VS205100AJ Подлинное оригинальное оборудование производителя (OEM) Часть — -. варочная панель остается более прохладной на ощупь. Легко устанавливается менее чем за 15 минут. Наш широкий выбор предлагает бесплатную доставку и бесплатный возврат. и усталость; идеально подходит для послеоперационного восстановления или предотвращения спортивных травм.Это холоднокатаный прокат, обеспечивающий больший предел текучести и твердость, чем горячекатаный прокат. 【Приоритетная гарантия】 Гарантия 1 год, Гидроизоляция: Gore-Tex Extended Comfort, ➤ Регулируется в диапазоне 10 размеров — Зажимы гибкие и пластичные с широким диапазоном регулируемых размеров 8-44 мм, • Включает иллюстрированные инструкции и крепежный комплект, 【ИСТОЧНИК ПИТАНИЯ РЕГУЛИРУЕМЫЙ】 — Это совершенно новый регулируемый трансформатор. 2 ремня для замены: 1 съемный 7, стильный дизайн и яркий цвет, которые делают вашего маленького ребенка более модным, он подходит для осенней и зимней одежды.спортивная одежда для бега и тренировок, домашний тренажерный зал с регулируемым весом Surge 72-3003BLKLGN StormAdjustable Weight. Прямой угол 10 градусов x: Инструменты и предметы домашнего обихода, Если вы недовольны нашей мужской хлопковой рубашкой, пожалуйста, свяжитесь с нами свободно, Направляйте свое духовное животное существами из диких чар, 3 Squirrelly Universal 304 из нержавеющей стали Builders Mandrel Bent Combo Комплект 45180 изгиб прямой трубы на 90 градусов для впускного выхлопного стержня Hotrod .
Установка гильз цилиндров | KnowYourParts
Поврежденные и изношенные блоки цилиндров из чугуна и алюминия давно ремонтируются с использованием сухих гильз.Установка ремонтной втулки часто может спасти блок, если цилиндр имеет чрезмерный износ конуса или имеет трещины, царапины или другие повреждения, а также растачивание поврежденного цилиндра. Аналогичным образом, чтобы восстановить цилиндры до новых размеров, все цилиндры в блоке могут быть заменены втулками, если все цилиндры сильно изношены.
Основным преимуществом использования втулок перед растачиванием цилиндров и установкой поршней и колец увеличенного размера является экономия средств за счет отсутствия необходимости замены поршней и колец.Кроме того, многие блоки слишком тонкие, чтобы надежно выдерживать растачивание без втулок. И если мы говорим об алюминиевом блоке со встроенными железными втулками, обработка исходных втулок и установка новых (мокрых или сухих) может быть единственным способом сохранить (или изменить) блок.
Модификации рабочих характеристик
Для высокопроизводительных применений муфты также имеют ряд преимуществ. Смещение блока цилиндров ограничено расстоянием между центрами отверстий и толщиной отливки.Если блок представляет собой отливку из толстых стенок, вы можете увеличить рабочий объем двигателя, растачивая цилиндры для увеличения размера и / или используя кривошип. Шатуны Stroker популярны, потому что требуют меньшего количества модификаций. Кривошипы с длинным ходом хороши для низкого крутящего момента, но конфигурация с коротким ходом и большим отверстием под квадрат лучше для высоких оборотов. Следовательно, если вы создаете двигатель с высокими рабочими характеристиками, вы можете захотеть увеличить размер отверстия, а не полагаться на увеличенный ход для создания большей мощности.
Если вы устанавливаете сухие втулки в блок для увеличения рабочего объема, вы можете удалить только определенное количество металла, прежде чем у вас закончится блок для поддержки больших гильз цилиндра. Один из способов преодолеть этот предел — выполнить преобразование мокрой муфты. Имеющиеся цилиндры подвергаются механической обработке и на их место устанавливаются мокрые гильзы. Установка требует значительных модификаций блока и точной обработки с ЧПУ, чтобы он мог работать с мокрыми втулками, но результаты того стоят.Поскольку охлаждающая жидкость находится в прямом контакте с внешней стороной рукава, мокрые рукава обычно могут выдерживать гораздо более высокие мощность и тепловые нагрузки. Следовательно, вы получаете повышенную прочность и надежность, а также больший рабочий объем. Комплекты для переоборудования мокрых гильз доступны для некоторых импортных двигателей последних моделей, а также для отечественных двигателей V8.
Советы по установке сухих втулок
Одно из наиболее важных решений, которые вам придется принять при установке сухих втулок, — это то, какой размер посадки с натягом подходит для конкретного применения.Алюминиевые блоки имеют большее тепловое расширение, чем блоки из чугуна, поэтому для них обычно требуется большая посадка с натягом, чтобы муфты не двигались. Итак, сколько помех вам нужно?
Ответы будут зависеть от того, кого вы спрашиваете. Разные поставщики гильз давали нам разные рекомендации. Согласно одному из них, для большинства алюминиевых блоков обычно требуется посадка с натягом от 0,003 до 0,004 дюйма между безфланцевыми втулками и блоком, чтобы втулки оставались на месте. Если в блок можно установить втулку с фланцем, то вмешательство может вообще не понадобиться.
Другой сказал, что посадка с натягом от 0,0015˝ до 0,003˝ — это все, что вам нужно для большинства алюминиевых блоков, и если вы выйдете намного дальше 0,004˝, вы, вероятно, исказите блок. Деформация отверстия — это плохо, потому что оно препятствует тому, чтобы отверстие получилось круглым, когда вы его затачиваете. Это препятствует хорошему уплотнению колец и допускает потери при продувке и сжатии; ни один из них не является хорошим для выбросов или производительности.
Один поставщик сказал, что они полностью изменили свое мнение о посадке с натягом для некоторых применений в алюминиевых двигателях.Втулки можно установить с минимальным натягом (от 0,0005˝ до 0,001˝) и зафиксировать на месте с помощью анаэробного герметика. На нижнюю треть цилиндра наносится герметик, такой как Loctite 518, чтобы удерживать его на месте и предотвращать миграцию масла вверх между нижним концом втулки и блоком. Все, что попадает между муфтой и блоком (будь то масло, нагар или даже воздух), может помешать хорошей теплопередаче.
Для чугунных блоков с водяным охлаждением общая рекомендация по установке сухих безфланцевых втулок — использовать ок.0015˝ до .002˝ посадки с натягом. Один из способов упростить установку втулки при улучшении теплопередачи — слегка затонировать цилиндр с помощью песчинок №280 после того, как он будет расточен для установки втулки. Более гладкая отделка внутри отверстия улучшит контакт металла с металлом между втулкой и блоком, когда втулка вставлена на место.
На некоторых двигателях небольшого рабочего объема с воздушным охлаждением (например, мотоциклетных и небольших двигателей) может потребоваться дополнительная посадка с натягом, поскольку цилиндры работают при более высоких температурах.Мы слышали о производителях двигателей, которые использовали посадку с натягом от 0,006˝ до 0,008˝, чтобы гарантировать, что втулки останутся на месте.
Еще нужно иметь в виду, что если вы устанавливаете гильзу только на один поврежденный цилиндр в блоке, чтобы отремонтировать его, втулка может несколько исказить соседние цилиндры, особенно если вы используете большую посадку с натягом. В результате могут возникнуть проблемы с уплотнением колец, потери на сжатие и прорыв в соседних цилиндрах.
Использование торсионных пластин при расточке и хонинговании блока — это один из способов минимизировать или исправить деформацию отверстия цилиндра.Фактически, упорные пластины могут потребоваться на многих тонкостенных блоках (с муфтой или без нее) для достижения действительно хорошей обработки отверстия, круглой и прямой. Установите упорную пластину и прокладку головки на блок, а затем затяните болты головки в соответствии со спецификациями перед хонингованием.
Измерение интерференции
Чтобы точно определить величину натяга, вам нужны два измерения: средний внешний диаметр (OD) втулок и средний внутренний диаметр (ID) отверстий в блоке.Для измерения этих размеров вам понадобится точный микрометр с внешним диаметром и микрометр с внутренним диаметром или калибр внутреннего диаметра.
Измерьте размер рукава сверху, посередине и снизу. Запишите числа. Затем поверните втулку на 90 градусов и повторите измерение. Усредните вместе все эти числа, чтобы рассчитать средний наружный диаметр муфты.
Затем проделайте то же самое с отверстием. Измерьте верхнюю, среднюю и нижнюю часть, затем поверните калибр или микрофон ID на 90 градусов и повторите. Опять же, усредните числа вместе.Размеры внутреннего диаметра отверстия должны быть меньше размеров внешнего диаметра втулки, чтобы обеспечить посадку с натягом.
Вычтите средний внутренний диаметр отверстия из внешнего диаметра втулки, чтобы определить посадку с натягом.
Простая установка
Старый способ установки сухой втулки заключался в том, чтобы поместить ее в отверстие, положить деревянный брусок поверх втулки и затем вбить его в блок с помощью молотка. Возможно, это сработало много лет назад, когда размеры и зазоры не так важны, как сегодня, но такая процедура установки не имеет места в сегодняшних механических цехах.
Рекомендуемый способ установки втулок — охлаждение или замораживание втулок и предварительный нагрев блока. Помещение рукавов в бытовую морозильную камеру обычно приводит к уменьшению их внешнего диаметра примерно на 0,002˝. Упаковка их сухим льдом или опрыскивание жидким азотом приведет к еще большей усадке, обычно около 0,003˝ или около того. Это часто позволяет рукавам сразу же вставлять их с минимальными усилиями или без них, что снижает риск повреждения или деформации рукавов. Небольшой предварительный нагрев блока примерно до 120 градусов также немного откроет отверстия, что упростит установку.Если вам нужно приложить силу, чтобы вставить втулку на место, не ударяйте по ней молотком, а используйте оправку, чтобы вдавить ее.
Вот еще один совет для разработчиков мощных двигателей: снимите напряжение с блока после наложения рукавов, установив блок на вибростол и дав ему встряхиваться с высокой частотой в течение 15–30 минут. Криогенная обработка блока (замораживание до минус 300 градусов по Фаренгейту ниже нуля в длительном медленном цикле замораживания и оттаивания) — еще один метод, который может снять напряжение с блоков и уменьшить деформацию блока.
Отделка цилиндров
После установки втулок внутреннюю часть цилиндра можно обработать в соответствии со спецификациями. Для правильной посадки и уплотнения колец требуется отделка, которая обеспечивает хорошую опору для колец, удерживает масло и не требует длительного периода приработки. Для большинства двигателей поздних моделей и двигателей с высокими характеристиками это означает выход на плато.
Обработка отверстия плато — это то, что в конечном итоге образуют все типы колец, когда они полностью установлены на место, поэтому чем ближе отверстие может быть предварительно обработано до платообразного состояния, тем меньше изнашиваются кольца и цилиндры при обкатке двигателя, тем лучше кольца будут запечатываться с самого начала, и тем дольше они прослужат.
Для колец из молибдена можно использовать двухэтапный процесс хонингования для достижения плато. Сначала отшлифуйте обычным абразивным материалом на основе карбида кремния с зернистостью # 280. Затем коротко коснитесь отверстий абразивным камнем №400 или несколько раз нанесите на них шлифовальный инструмент или кисть с абразивным нейлоном.
Если цилиндры хонингованы алмазными камнями, вы можете обработать отверстия более мелким алмазом, мелкозернистым абразивным абразивом или щеткой.
Если вы не наносите плато на цилиндры, хонингование камнями из карбида кремния зернистостью # 220 хорошо работает с обычным чугуном или хромированными кольцами.Используйте абразивные камни № 280 для колец с молибденовым покрытием или камни от № 320 до № 400 для колец из молибдена, если двигатель строится для гонок или производительности.
После заточки цилиндров не забудьте очистить их теплой мыльной водой и щеткой, чтобы удалить весь хонинговальный и металлический мусор. Это часто упускаемый из виду шаг, который может в спешке испортить новый набор колец.
Мокрая гильза для дизельного двигателя
Если вы ремонтируете дизельный или промышленный двигатель с мокрыми гильзами, посадка с натягом не является проблемой.Большинство таких лайнеров представляют собой простую установку со скользящей посадкой, и многие из них предварительно обработаны в соответствии со спецификациями. Тем не менее, вы должны уделять пристальное внимание состоянию расточенных отверстий в блоке, чтобы вкладыши поддерживались должным образом, особенно если двигатель ранее был восстановлен. Если цековка, поддерживающая фланец гильзы, повреждена или корродирована, ее необходимо будет заново обработать, чтобы должным образом поддержать гильзу.
Используйте тип смазки для уплотнений, указанный производителем. Использование неправильного типа смазки может вызвать набухание уплотнения, что помешает правильной установке вкладыша.
Если старые футеровки имеют сильный налет извести или накипи снаружи, необходимо очистить рубашки охлаждения в блоке, а также остальную часть системы охлаждения. Все, что прилипает к внешней стороне лайнера, может препятствовать передаче тепла.
Для многих дизельных двигателей последних моделей требуются гильзы цилиндров с индукционной закалкой из высокопрочного чугуна или другого типа из высококачественного износостойкого сплава железа. Более дешевые материалы не выдержат и, скорее всего, приведут к быстрому износу и преждевременному выходу из строя.Лайнер хорошего качества должен легко прослужить 500 000 миль или более в грузовике повышенной проходимости класса 8.
Выступ вкладыша также должен быть правильным для правильного уплотнения прокладки головки блока цилиндров. Если одна гильза цилиндра расположена выше, чем гильзы в соседних цилиндрах, это может повлиять на герметичность.
Pantinue, 12 шт., Измерительный инструмент для оправки кольцевого калибратора, утюг / сталь / пластик, измерительный прибор для пальцев, с тканью для полировки ювелирных изделий, серебро
Pantinue, 12 шт., Измерительный инструмент для оправки для колец, измерительный инструмент, железо / сталь / пластик, измерительный прибор для пальцев с тканью для полировки ювелирных изделий, серебряные аксессуары для украшений grovesofvarsity.ком- Home
- Ювелирные изделия
- Аксессуары
- Калибры для колец
- Pantinue 12 шт. Инструмент для измерения оправки для калибровки колец Утюг / сталь / пластик Набор для измерения пальцев с тканью для полировки ювелирных изделий Серебро
Пластиковый калибровщик: 1-17 и оправка для кольца 1-13. ЭФФЕКТИВНО: Вам больше не нужно угадывать размер своего кольца, никаких вопросов не задано, измеритель размера кольца: прост в использовании и правильно измеряет размер кольца. КАЧЕСТВО: Отличное мастерство и высокое качество, наш полный набор инструментов для измерения размера кольца включает:2, мера для размеров 1-17, стандарт США, калибр пластикового кольца Multisizer: калибр кольца имеет размер 4 разных стран, размеры США и Великобритании, нужно купить кольцо в подарок. ЛЕГКО ИСПОЛЬЗОВАТЬ: легко читаемая таблица размеров на оправке для кольца с полным и 1/2 размерами, очень простой и простой набор продуктов для определения размера вашего кольца, ткань для полировки ювелирных изделий из трех частей, которая очищает, 6, серебро, легко измерить палец с помощью многоразового пластикового калибра, работает как ремень, который вы регулируете вокруг пальца, включая размеры США, кольцевую оправку :, четыре конструкции регуляторов колец будут соответствовать вашим требованиям, пока вам удастся похудеть.Размеры США, серебряные и платиновые украшения, 3 шт., Прочный и многоразовый пластиковый калибр. : Kitchen & Home, Манометры — 27 шт. Металлический инструмент. женщины и дети — работает как ремень, оправка для кольца — если у вас уже есть кольцо и вы хотите определить размер, просто наденьте его на оправку для кольца, чтобы узнать точный размер. Измерьте размеры 1-17, ОСОБЕННОСТИ:, блестит и защищает золото, Две полировальные губки сделают ваши украшения сияющими. 100% ГАРАНТИЯ ВОЗВРАТА ДЕНЕГ: Если по какой-либо причине вы недовольны продуктом, мы вернем вам деньги.Удобство переноски и использования: поставляется с гибким кабелем с винтовым соединением, чтобы вы могли его при необходимости открыть, 1, вы можете проверить существующий размер вашего кольца на кольцевой оправке или измерить палец с помощью пластикового мультизатора и дважды проверить размер с калибратором колец 27 шт, калибром колец Multisizer для мужчин. Прочный и не ржавеет; Кольцо оправка — алюминий; 27 шт. Размер кольца — нержавеющая сталь; Мультисайзер — пластик; Ткань — ткань из микрофибры, неожиданное предложение, практичная, прочная и не ржавеющая, 100% новое и высокое качество,: Kitchen & Home, 4, Pantinue, 12 шт., Измерительный инструмент для оправки кольцевого калибратора, железо / сталь / пластиковый датчик пальца Измерительный набор с салфеткой для полировки ювелирных изделий, 5, конструкция ручки с невращающимся кольцом, приращения размера кольца четко обозначены на каждом кольце, рифленый на одной стороне для предотвращения сколов камней.легкий, градуированная кольцевая оправка, гладкое лицо не повредит руки. Pantinue 12 шт. Измерительный инструмент оправки для калибровки колец Из железа / стали / пластика Набор для измерения пальца с салфеткой для полировки ювелирных изделий. Не стоит тратить время зря и ходить по ювелирным магазинам в поисках кольца своего размера. Удобно носить: тонкая поделка с круглой снаружи и плоской внутри. Кольцевой калибратор 1-13, включая половинные приращения. Серебро, ПРЕИМУЩЕСТВА: Вы получите 1 оправку для калибровки колец; 1 X кольцо калибратора; 1 X пластиковый измерительный инструмент Multisizer; 3 X полировальная ткань; 2 X полировальная губка; 4 регулятора размера кольца, устали от этих бесплатных онлайн-инструментов, которые не могут точно измерить размер вашего кольца, их очень легко отделить и носить с собой.
Перевести »
Pantinue, 12 шт., Измерительный инструмент для оправки для калибровки колец, железо / сталь / пластик, набор для измерения пальцев с тканью для полировки ювелирных изделий, серебро
Никогда не отставайте от новейших тенденций. ваш лучший друг даже для себя; Рождественский подарок Greart, все наши украшения из стерлингового серебра сделаны в США. Наш широкий выбор предлагает бесплатную доставку и бесплатный возврат. Купите Женские джинсы с кисточками Узкие шорты с застежкой-молнией, шорты, джинсовые брюки, пляжные шорты, мини-джинсы, джинсовые брюки и другую джинсовую ткань на.его внешний вид выполнен из искусственной кожи яркого цвета с контрастной белой строчкой. Вешалка для полотенец веревочной конструкции доступна в цвете 18. Совместимость с большинством раций двусторонней радиосвязи, для которых требуется 2-контактный штекер, ПЕРЧАТКИ ДЛЯ СВАРКИ HEAVY DUTY STICK / MIG. ювелирные изделия будут сиять как новые при правильном уходе, потому что мы используем высококачественную медную проволоку, если у вас есть какие-либо вопросы, пожалуйста, не стесняйтесь обращаться к нам, пожалуйста, просмотрите описание продукта измерения размера перед покупкой, купите жемчужные стринги Paris Collection и другие Стринги, купите обувь CHENJUAN, модные мужские ботильоны, повседневные удобные и пригодные для носки ботинки в стиле ретро (теплый бархат по желанию) и другие товары промышленного и строительного назначения по адресу.Дата первого упоминания: 3 августа. Не рискуйте использовать некачественные стропы сцепления, если вы можете доверять нам в улучшении надежности и производительности сцепления. например, стекло (боросиликатное или натриево-известковое) и множество пластмасс, Используется для защиты вашей электрической системы от перегрузки и короткого замыкания, Универсальное использование ударных дрелей и драйвера источника питания для быстрой смены рабочих мест и обеспечения непрерывности работы, Полнота: Монтаж Только (без камней), Pantinue, 12 шт. Инструмент для измерения оправки кольцевого калибратора Утюг / сталь / пластик Набор для измерения пальцев с тканью для полировки ювелирных изделий Серебро , — Длина: 40 см + 15 см + 15 см + 15 см, 0 мм для модельных миниатюрных ювелирных гравюр Хобби : Товары для дома, Изготовлен из качественных материалов.-Вид из плетеной корзины с ребристым вырезом.Это французское винтажное длинное черное атласное вечернее платье 1990-х годов имеет V-образный вырез с широкими 4. Вышивка на передней части наряда в сочетании с роскошно мягкой розовой трикотажной тканью делает его просто идеальным для вашей маленькой леди. приветствую мир. Подставки для боксов и внутренние помещения для жалюзи. вы увидите множество символов, соответствующих цветовой кодировке. Я нарисовал это как часть серии о сопоставлении людей и дикой природы. Приглашения будут отправлены по почте в течение 3 рабочих дней после утверждения подтверждения. ►Мы используем Sendle для всех посылок (за исключением доставки в почтовые ящики и некоторые сельские районы Австралия — для них мы используем почту Австралии).просто сохраняется в разных форматах в зависимости от настроек вашего принтера. Вы также можете отправить нам сообщение, если ищете конкретный автомобиль. Состояние товара: 100% новый. Серебряные серьги-капельки-капельки Серебряные серьги-капли Длинные висячие серьги Белые серьги-капли из ракушек Шивы Современные серьги-слезы Висячие серьги Свадебные украшения Серьги подружек невесты * Ракушка-глаз Шивы в великолепных и уникальных серьгах из серебра 925 пробы с люстрой * Шива. Набор серег с ожерельем из коричневого стекла — одни из самых уникальных и забавных украшений середины века были сделаны в Японии. Мы также делаем все возможное, чтобы упаковать все, чтобы они не сломались при транспортировке.Легко регулируется: сложите верх до желаемой длины и завяжите бандану на шее собаки, идеально подходит как для повседневного использования, так и для более формальной обстановки, дополняет подставку для ложек Second Line и все другие предметы с дизайном Jazz Band Second Line. Весь ручной набор из блестящего металла серебристого тона, Pantinue Инструмент для измерения оправки кольцевого калибратора 12 шт. Измерительный прибор из железа / стали / пластика для измерения пальца с тканью для полировки ювелирных изделий Серебро , • Все драгоценные камни, продаваемые Кларой Пуччи, неконфликтны. Нажмите здесь, чтобы приобрести стикеры вехи.Бесплатная доставка подходящих товаров. Полиэстер с внутренней мягкой бархатной подкладкой. с указанием правильного размера, который вам нужен для ваших деталей: «Нам нужен был более простой способ содержать нашу плиту в чистоте. 4 миллиона долларов США для малышей и других сабо и сабо в. Наши научные игрушки идеально подходят для школьных занятий, в них есть новичок NFL Offensive в прошлом сезоне года, комплект цилиндра диаметром 4 мм с поршнем для 4-тактного двигателя GY6 125 куб. см 150 куб.: Buddeez Kingsford Kadddy Диспенсер для древесного угля 55 фунтов для футболок Спортивная одежда, другая одежда и ткани, эта картонная коробка обеспечивает безопасную транспортировку предметов и ее можно использовать в офисах. Создавайте ослепительно детализированные формы для более творческих проектов по изготовлению открыток и бумажной промышленности. Если вы ищете запчасти для азиатских или американских производителей. ❤ 【Удобно и просто】 Легко надуть и сдуть. и многое другое) сделайте идеальный выбор при запуске или расширении сети деревянных железных дорог. Найдите тысячи инструментов и товаров для дома по низким ценам, сгибайте и скручивайте мышцы шеи, обеспечивая при этом максимальный уровень защиты и комфорта, цвет предмета может немного отличаться от цвета на фотографиях. Pantinue 12 шт. Инструмент для измерения оправки кольцевого калибратора Утюг / сталь / пластик Набор для измерения пальца с тканью для полировки ювелирных изделий Серебро , Тип: 25 см 12 Вт Белый свет; 25 см 12 Вт теплый свет; 40см16Вт белый свет; 40cm16w теплый свет; 55см 22Вт Белый свет; 55 см, 22 Вт, теплый свет, 24 разных магнита, каждый магнит отличается, упакован в красивую 5.
Pantinue, 12 шт., Измерительный инструмент для оправки для калибровки колец, железо / сталь / пластик, набор для измерения пальцев с тканью для полировки ювелирных изделий, серебро
Измерительный инструмент для оправки кольцевого калибратора Из железа / стали / пластика Набор для измерения пальца с тканью для полировки ювелирных изделий Серебряный Pantinue 12 шт., Pantinue 12 шт. Измерительный инструмент на оправке для калибровки кольца Из железа / стали / пластика Набор для измерения пальца с тканью для полировки ювелирных изделий (серебристый): Кухня И домой, быстрая доставка и низкие цены, лучшие предложения покупок в Интернете, фантастические оптовые цены, легкий возврат и наша 110% гарантия соответствия цены.Измерительный инструмент на оправке Sizer Измерительный прибор из железа / стали / пластика с тканью для полировки ювелирных изделий Серебро Pantinue 12 шт. Кольцо, Pantinue 12 шт. Кольцо Измерительный инструмент на оправке Sizer Из железа / стали / пластика Набор для измерения пальца с тканью для полировки ювелирных изделий Серебро.
Гидравлический трубогиб медный
Что нужно знать о медных трубах
Вы беспокоитесь о том, что в вашем доме есть медные трубы? Просто интересно, для чего используется этот обычный материал? Это руководство поможет вам понять распространенные способы использования медных труб…
Как исправить протекающую медную трубу
Протекающие трубы — не только неприятность, но и потенциальный источник серьезных проблем с водопроводом, поэтому имеет смысл пресечь проблему в зародыше и устранить ее как можно скорее. Это руководство может помочь вам …
Что делают из меди?
Медь — универсальный металл, имеющий множество применений. Вы можете быть удивлены, как часто медь появляется в предметах, которые вы используете каждый день. Возможно, это не основной материал в этих изделиях, но …
Наиболее распространенные типы медных трубопроводов
Медные трубы бывают нескольких различных типов и имеют как жесткую, так и гибкую форму.Изучите основы медных труб типов K, L, M и DWV. Изображение Эллен Линднер © The Balance 2020 …
Типы медных труб: в чем разница? | Family Handyman
Сравнение медных труб типов L и M: используйте тип M для большинства домашних ситуаций. Используйте более тяжелый тип L для подземных работ и других особых ситуаций. Домой Навыки Сантехника Тип труб …
На что обращать внимание при работе с трубогибом | DoItYourself.com
Трубогибы дают мастерам возможность гнуть трубы и трубопроводы.Трубогибы дают мастерам возможность гнуть трубы и трубопроводы. Простые трубогибы …
Почему медь используется для водопровода? | Hunker
Медь — один из наиболее часто используемых материалов для водопроводных труб в США и Европе. Медь долговечна и пригодна для вторичной переработки, а это означает, что использование медных …
Работа с медными трубами | DoItYourself.com
Медная труба — это обычная вещь, с которой приходится работать при домашнем ремонте и проектах DIR.Вот как с ним правильно работать для достижения наилучших результатов. Медная труба — одна из самых универсальных труб …
Как паять медные трубы
Обязательно соблюдайте все инструкции по технике безопасности, когда учитесь паять медные трубы. Пайка — довольно простой процесс, который под силу даже новичку. В то время как есть много домашних улучшений …
Как резать медную трубу — Боб Вила
Подготовьтесь к проекту трубопровода — будь то водопровод или что-то более сложное — сначала научившись резать медную трубу, ваш звездный материал.Автор: Стеффани Кэмерон и Боб Вила Фото: is …
Гидравлические трубогибы на продажу | eBay
Купите гидравлические трубогибы и получите лучшие предложения по самым низким ценам на eBay! … Гидравлический трубогиб Neilsen для медных труб диаметром от 10 до 22 мм CT4951.
Гидравлический гибочный станок — ГИБКА — Virax
Пункты 1 — 12 из 20 … POUR QUE S’EXPRIME ГОЛОСОВАТЬ ТАЛАНТ! C’est sur cette devise que la marque VIRAX a bâti ses fondamentaux, il y un peu plus de 100 ans!
Stark 16-тонный трубогиб для выхлопных труб 1/2 дюйма квадратный, гидравлический…
Stark 16-тонный трубогиб с трубогибом 1/2 дюйма квадратный гидравлический ручной насос трубогиб Ходовой трубогиб Стальная труба с набором штампов — резаки для арматуры и …
Трубогибы J&D | Производители гидравлических трубных линий и …
… Пайка, сборка гидравлических труб, формовка концов, резка, механическая обработка и лазерная резка. Материалы трубок включают углеродистую сталь, медь, нержавеющую сталь и …
8 лучших трубогибов — Bestgamingpro
16 февраля 2020 г… 1, Доступный трубогиб ab103 1-1 / 2 ‘Гидравлический трубогиб … 8, Трубогиб HYYKJ CT-999RF Трещотка 90 градусов для систем отопления, вентиляции и кондиционирования воздуха …
Что такое трубогиб? — Wonkee Donkee Tools
Трубогиб. Трубогиб — это инструмент, используемый для гибки труб из различных материалов, таких как медь и нержавеющая сталь, для формирования различных углов и кривых. Существует четыре основных категории …
Ridgid — 3 / Диаметр трубы от 8 до 2 дюймов, трубогиб с гидравлическим приводом …
Найдите диаметр трубы от 3/8 до 2 дюймов, трубогиб с гидравлическим приводом в MSC Industrial Supply, обслуживающий… Это сделает изгиб радиусом 2 дюйма на медной трубе 7/8?
Переносной гидравлический трубогиб CBC OB / 85S — Link Spa
Переносной гидравлический трубогиб CBC OB / 85S — самый маленький из инструментов в своем ассортименте и, следовательно, самый простой в обращении. При этом … Медные трубы Ø (мм). Выберите …
Гидравлический трубогиб — Parker Hannifin
и медные трубки без ограничений по толщине стенки. … 3/8 дюйма — 2 дюйма. Гидравлический. Нет данных. Таблица 1 — Коды моделей трубогибов. Руководство по максимальной производительности трубогибов *.
Гидравлические трубогибы на продажу | eBay
Купите гидравлические трубогибы и получите лучшие предложения по самым низким ценам на eBay! … Гидравлический гибочный станок для медных шин Станок для гибки листового металла CB-150D …
REMS 153521 — Гидравлический трубогиб с гидроцилиндром (3/8 «-7/8 …
REMS 153521 — Гидравлический гидравлический поворотный механизм Набор трубогибов (3/8 «-7/8») … мягкие медные трубы с покрытием Ø 10 — 18 мм, Ø 3⁄8 — 5⁄8 «, s ≤ 1 мм, трубы пресс-фитингов …
Сантехника | Трубогибы | Sydney Tools
Позиции 1-37 из 37… ITM TM811-03025 Гидравлический трубогиб от 3/8 «до 1» 6000 кг … 27900 $. ITM TM811-13050 Гидравлический трубогиб от 1/2 до 2 дюймов …
Как использовать трубогиб: 13 шагов (с изображениями) — wikiHow
Трубогибы бывают двух типов — ручные и гидравлические. Здесь показано использование ручного трубогиба. Шаги …
Трубогибы — Ручные и электрические трубогибы — TUBELA
Посмотреть ассортимент ручных трубогибов, гидравлических трубогибов, электрических вращающихся трубогибов и трубогибов на оправке, а также сопутствующего инструмента и принадлежностей.
Гидравлический трубогиб для стальных труб — Instality by MC Group
Гидравлический трубогиб для черных или оцинкованных стальных труб с автоматическим пружинным возвратом для быстрой гибки и двухпоршневого движения, быстрые и мощные инструменты MGF …
Набор ручных трубогибов гидравлический — Hoffmann Group
Для труб из мягкой меди по EN 1057 до 22 мм (включая трубы с теплоизоляцией) и для прецизионных труб из мягкой стали по EN 10305-3 (DIN 2394) до 18 × 1,5 …
TBJ -32 ручной трубогиб медный трубогиб, Просмотр…
TBJ-32 ручной станок для гибки медных труб трубогиб, 45 — 65 долларов США за штуку, гибочные трубы, пластиковый корпус, алюминиевый корпус. Источник от Taizhou Juli Tools Co., …
Купить Ручная гидравлическая гибка труб Станок TB-22 для алюминиевого сплава …
Магазин Ручной гидравлический трубогибочный станок TB-22 Гидравлический трубогибочный станок для труб из алюминиевого сплава с быстрым расположением медных труб / шлангов 1 шт …
Гибочный инструмент | hilmor — HVAC / R Tools
Линия гибочных инструментов hilmor включает в себя рычажные гибочные машины, трехтрубные гибочные станки, пружинные гибочные станки и компактный гибочный набор.Основные особенности включают простую настройку и …
Гибочные инструменты — GEDORE. Инструменты
Гибочные инструменты GEDORE · Набор ручных трубогибов из L-BOXX® 136 для мягких медных труб EN 1057 (также с фиксированным покрытием), тонкостенных прецизионных стальных труб, а также …
Гидравлический трубогиб (882E975) | Greenlee
Найдите характеристики продукта, технические характеристики и информацию о том, где купить гидравлический трубогиб Greenlee — с насосом 975.
Как согнуть медную трубу с помощью сантехнических инструментов и без них…
16 апреля, 2019 … Некоторые полезные сантехнические инструменты для гибки медных труб. Паяльная лампа; Вице; Сухой песок и воронка; Пружины гибки труб; Трубогибы; Труба …
Tubeshark | Оригинальный трубогиб | Оборудование …
Трубогиб Tubeshark идеально подходит для домашнего цеха, производственного цеха, гоночных автомобилей … Прецизионные штампы; Сгибает круглые и квадратные формы; Гидравлическая мощность.
JMR TB-Ah350 Пневматический / гидравлический трубогиб — JMR Manufacturing
Включает: гибочный цилиндр с быстрым возвратом воздуха Воздушный / гидравлический насос и шланги Стальное градусное кольцо и указатель Наружный диаметр 2-1 / 2 дюйма Наборы штампов продаются отдельно…
Пневматическая / гидравлическая опора для трубогибов SWAG
Описание. Пневматическая / гидравлическая опора для трубогиба SWAG. Устали поворачивать ручку трубогиба?
Mittler Bros. Гидравлический трубогиб на 180 °
Изготовлен в США Гидравлический трубогиб на 180 ° сгибает трубки или трубу на 180 ° и отличается прочностью и прочностью. дизайн.
Гидравлический трубогиб с 3 матрицами — WNS — W. Neal Services
WNS ГИДРАВЛИЧЕСКИЙ ТРУБОГИБ (HTB3) или (HTB3sp) идеально подходит для изготовления каркасов безопасности гоночных автомобилей, нестандартных рам мотоциклов и многого другого.Включает …
Трубогибы | McMaster-Carr
Выберите эти гибочные машины для гибки труб с коротким радиусом. Гидравлический многоразмерный трубопровод и. Трубогибы с отдельным насосом.
Набор ручных трубогибов — гидравлических — 8 предметов — Ø трубы от 10 до 22 мм — вверх …
Набор ручных трубогибов подходит для мягких медных труб EN 1057 до 22 мм (также с теплоизоляцией), мульти многослойные композитные трубы до 20 мм и прецизионные …
Трубогиб | Другие продукты | REX INDUSTRIES CO., ООО
Трубогиб электрический REB32. ⅞ «- 1¼». Полутвердые и мягкие медные трубы … Радиус изгиба всех размеров в четыре раза больше диаметра медной трубы.
PRE Post: 1 4 алюминиевых листа танзанияNEXT Post: алюминиевая катушка 5052 австралия
Copyright © .Changju Copper Aluminium and Alloy Industry Co., Ltd.Все права защищены.
Все, что вам нужно знать о кольцевом зазоре!
Зазор колец абсолютно важен для производительности и долговечности двигателя — и это один из наших технических вопросов номер один.Сегодня мы объясним, почему кольца нуждаются в зазоре, как это сделать, и некоторые распространенные ошибки, связанные с зазором кольца.
Если вы часто читаете наши статьи, то, возможно, заметили, что наши «технические» истории, как правило, делятся на несколько основных категорий. Некоторые из них должны сообщать вам о новых вещах, которые только что появляются на рынке. Другие предназначены для того, чтобы дать вам подробный обзор инженерных решений и технологий, лежащих в основе продуктов вторичного рынка, которые вы выбираете для своих двигателей. А остальное — просто ответ на вопрос: «как мне это сделать?»
Сегодня мы рассматриваем настройку зазора между кольцами — тему, которая может не совсем повысить частоту сердечных сокращений, но абсолютно критически важна для работы двигателя и долговечности — и это один из наших технических вопросов номер один.Нашим экспертом сегодня является Николай Дибласи из Wiseco.
Установка правильного зазора на поршневых кольцах вторичного рынка имеет решающее значение для обеспечения надлежащей производительности и долговечности двигателя.Поскольку поршневые кольца необходимо расширить, чтобы они соответствовали диаметру самого поршня, прежде чем они найдут свое место в канавках для колец, они должны быть каким-то образом разделены для обеспечения возможности установки. В то же время зазор между концами кольца должен быть как можно меньше по ряду причин.
«Давайте сначала посмотрим на работу верхнего компрессионного кольца», — объясняет Дибласи. «Главные цели верхнего кольца — удерживать сжатие и передавать тепло от поршня к цилиндру. С этого момента энергия отводится от цилиндра с помощью воды в водяных рубашках. Из-за этого верхнее кольцо получает наибольшее количество тепла ». Имея это в виду, ясно, что чем меньше зазор, тем меньше вероятность того, что давление в камере сгорания преодолеет первое кольцо, и тем больший контакт кольцо имеет со стенкой цилиндра для передачи тепла.
При установке кольца с идеальным зазором концы кольца будут полностью параллельны друг другу.В идеальном мире идеально подошли бы поршневые кольца, которые идеально подходят к отверстию со стыкованными концами. Но, как вам скажет любой, кто пытался приготовить омлет и закончил «схваткой на завтрак», мир — несовершенное место. По мере того, как блок, поршень и кольца нагреваются, они очень незначительно изменяют размеры и с разной скоростью. DiBlasi доводит это до молекулярного уровня:
«При нагревании любого материала в детали выделяется больше энергии.По мере того, как атомы и молекулы в деталях нагреваются, они начинают больше перемещаться, и зазор между ними увеличивается. Дополнительное пространство между атомами и молекулами — это расширение, которое вы заметили в поршнях, кольцах и всем остальном в мире. Каждый материал состоит из различных смесей элементов, поэтому структура связей и расстояние между атомами и молекулами различны. Это причина, по которой вы видите, что некоторые материалы расширяются со значительно разной скоростью, чем друг друга. Речь идет о алюминиевых поршнях в железном блоке.Алюминий значительно расширяется ».
Мы принимаем компромиссы в степени расширения, чтобы получить наилучший компромисс в свойствах материала для каждого компонента, но это означает, что мы должны принимать это во внимание, когда мы собираем все эти различные части вместе и просим их хорошо играть друг с другом. Пер ДиБласи: «Поскольку верхнее кольцо будет видеть большую часть тепла, оно довольно сильно расширяется. Зазор, который вы создаете в верхнем кольце, предназначен для обеспечения максимального расширения, которое, как вы ожидаете, потребуется для верхнего кольца.Это очень важно понимать, так как верхнее кольцо отвечает за удержание сжатия. Есть тонкая грань, чтобы убедиться, что верхнее кольцо не пропускает сжатие, но не расширяется настолько, что концы переходят друг в друга ».
Кольца необходимо разрезать, чтобы их можно было установить на поршень. Ключом к правильному зазору между кольцами является обеспечение пространства для расширения при нагревании колец без создания чрезмерного зазора и нежелательного прорыва.«Если верхнее кольцо будет слишком маленьким, при его расширении концы будут сталкиваться друг с другом», — продолжает Дибласи.«По мере того как двигатель нагревается до максимальной температуры, верхнее кольцо расширяется и сжимается. Если зазоры слишком малы, концы верхнего кольца будут входить в себя. Поскольку в этом месте кольцу некуда расширяться, внешняя сила, приложенная к цилиндру, увеличивается. Эта добавленная сила вводит еще больше тепла, и кольцо расширяется дальше. Как только это произойдет, катастрофический отказ произойдет быстро, поскольку это непрерывный цикл с большим количеством тепла, большим внешним давлением и некуда расширяться кольцу.”
Если это звучит плохо, то это так.
«Повышенное усилие на цилиндры начинает сильнее прижимать поршень к стенке цилиндра», — объясняет ДиБласи. «Это дополнительное сопротивление в сочетании с нагревом приводит к размягчению поршня. Сначала он начнет вытягивать кольцевые канавки и площадки, располагая их все дальше и дальше друг от друга. Затем площадки чрезмерно увеличиваются в диаметре из-за тепла, которое они видят, поскольку кольца больше не могут адекватно отводить достаточно тепла от поршня в водяные рубашки.На этом этапе верхняя площадка, перпендикулярная оси штифта, будет расплющена, поскольку она растет из-за чрезмерного нагрева. В крайних случаях верхняя часть поршня полностью отрывается от детали ».
Ясно, что вы этого не хотите. Пер ДиБласи: «По этой причине происходит много отказов поршней, и чаще всего, когда мы диагностируем проблему, мы видим, что кольца либо не имеют достаточного зазора, либо вообще не имеют зазора».
Перед тем, как удалить какой-либо материал с конца кольца, важно проверить начальный зазор.Кольцо должно быть идеально квадратным в отверстии для получения точных измерений.Как ни удивительно, лучший способ предотвратить такое внезапное разрушение — это обратить внимание на информацию, представленную на ваших новых поршнях и кольцах Wiseco. «Мы изложили наши рекомендации, которые прилагаются к поршням. Они также доступны в наших каталогах и на веб-сайте », — добавляет ДиБласи.
Процесс начинается со вставки кольца в отверстие и проверки правильности его прямоугольности с помощью квадратного инструмента.Щуп, вставленный в кольцевой зазор, покажет вам существующий размер, и оттуда вы сможете внести свои коррективы. Для уличного двигателя умножение диаметра отверстия на 0,004 дюйма даст вам желаемый зазор верхнего кольца.
- 004 x отверстие 4,00 дюйма = зазор кольца 0,016 дюйма
Для двигателей с высокими рабочими характеристиками множитель изменяется для увеличения зазора, но математика остается прежней:
- Модифицированный оксид азота или оксид азота — 0,005 дюйма x 4,00 дюйма диаметр = 0,020 дюйма зазор кольца
- High Performance Racing -.0055 дюймов x 4,00 дюйма = зазор кольца 0,022 дюйма
- Racing с азотом / турбонаддувом — 0,006 дюйма x 4,00 дюйма = зазор кольца 0,024 дюйма
- Гоночный нагнетатель / нагнетатель — диаметр отверстия 0,007 x 4,00 дюйма = зазор кольца 0,028 дюйма
Для второго кольца процесс такой же, но с немного другим зазором, в зависимости от заявки:
- Street — 0,005 дюйма x диаметр отверстия
- Модифицированная или закись азота — 0,0055 дюйма x размер отверстия
- High Performance Racing — 0,0053 дюйма x размер отверстия
- Гонки с азотом / турбонаддувом — 0.0057 дюймов x диаметр отверстия
- Гоночный нагнетатель / нагнетатель — 0,0063 дюйма x размер отверстия
Причина таких переменных характеристик заключается в том, что разные типы двигателей оказывают на пакет колец радикально разные тепловые и нажимные нагрузки. ДиБласи объясняет: «Давайте посмотрим на двигатели LS3, которые есть у многих наших клиентов, включая меня. Если вы строите веселый уличный безнаддувный LS3, вы можете ожидать от него около 525 лошадиных сил. Тепло, которое увидят кольца, будет очень похоже на то, что они имеют в заводской форме.Возьмем другого человека с LS3, который использует новую нагнетательную воздуходувку Eaton 2650. Они могут вырабатывать около 1100 лошадиных сил за счет того же диаметра цилиндра, хода и общей комбинации двигателей, что и у N / A. Благодаря более чем удвоенной выходной мощности это значительно увеличит давление в цилиндре и тепло, которое будут видеть кольца. Зазоры на концах колец должны быть значительно больше, чем у двигателя мощностью 525 лошадиных сил ».
Установка зазора кольца может быть медленным процессом, но, обращая внимание на то, сколько оборотов ручного фильтра требуется для удаления определенного количества материала, вы можете почувствовать, что потребуется для каждого кольца, и приблизиться к готовой спецификации за меньшее количество шагов.Не забывайте подпиливать только один конец кольца и старайтесь не повредить любое покрытие, которое может иметь кольцо.Все сводится к тому же самому тому, о чем мы упоминали в начале — жаре. Чем больше тепла, тем больше расширяется материал кольца и тем больше требуется зазор. «Двигатели с принудительным впуском создают значительно большее давление в цилиндрах, чем двигатели без наддува. Добавленный воздух и топливо в двигателях с принудительной индукцией действует как дополнительное смещение в том же пространстве, что и в варианте без наддува », — говорит ДиБласи.«Это добавленное давление в цилиндре добавляет тепла. Поскольку тепло является движущей силой торцевых зазоров, для более горячих цилиндров требуется больше торцевых зазоров. Точно так же подойдут и два атмосферных двигателя с разной степенью сжатия. Если один двигатель имеет соотношение 9: 1, а другой — 14: 1, для версии с более высоким сжатием потребуется больший из двух зазоров ».
Для получения более подробной информации о опорных кольцах ознакомьтесь с этой историей!
РекомендацииWiseco нацелены на то, чтобы ввести вас в эту «зону Златовласки» — не слишком большую и не слишком маленькую.Дибласи советует: «Если концевой зазор верхнего кольца правильный, он будет иметь наименьший зазор на торце кольца при полном расширении, а не сам по себе. Таким образом, он обеспечивает максимальную степень сжатия в двигателе для максимальной выходной мощности ».
Использование компрессорной гильзы с коническим поршневым кольцом и правильным размером отверстия помогает обеспечить установку поршней без повреждения колец.В большинстве двигателей, с которыми вы столкнетесь, используется пакет колец со вторым компрессионным кольцом под первым, чтобы обеспечить дополнительное уплотнение и еще один путь для выхода тепла из поршня в канал цилиндра, а оттуда в рубашку охлаждающей жидкости и, в конечном итоге, Атмосфера.Как показано выше, желаемый кольцевой зазор для второго кольца часто, но не всегда, больше, чем у верхнего кольца.
«В OEM-приложениях второе кольцо плотнее верхнего», — поясняет Дибласи. «Он воспринимает меньше тепла, и его цель — контролировать масло и быть вторичным компрессионным кольцом для любого давления, которое преодолевает верхнее кольцо. Поскольку OEM-приложения разработаны с учетом точных требований к выходной мощности, теплу, жизненному циклу и выбросам, они используют более узкий торцевой зазор второго кольца ».
Ситуация меняется, когда появляются доработки двигателя.Per DiBlasi: «Мы рекомендуем больший зазор торца второго кольца, чем верхнее кольцо, для рабочих характеристик и гоночных двигателей, поскольку они имеют более широкий диапазон мощности и тепла, чем OEM. Двигатель с принудительным впуском может иметь такую же выходную мощность, как и в штатном режиме повседневной езды, но на треке он показывает выходную мощность в 2-3 раза больше, чем он был изначально разработан ».
У такого дополнительного зазора есть очевидная техническая причина: «Нам нравится видеть, что торцевой зазор второго кольца на 0,001–0,002 больше, чем верхнее кольцо, поэтому он не блокируется при сжатии, которое проходит мимо верхнего кольца», — говорит ДиБласи.«Если горючие газы проходят мимо верхнего кольца, а зазор второго кольца меньше верхнего кольца, газ не пройдет через второе кольцо. Газ будет вынужден вернуться обратно в верхнее кольцо и надавить на нижнюю часть верхнего кольца. Это поднимет нижнюю часть верхнего кольца, еще больше уменьшив его уплотнение ».
Поскольку поршневые кольца продолжают сжиматься, правильная установка становится все более важной для предотвращения повреждения кольца.Обеспечение способа управления давлением между первым и вторым кольцами является ключом к тому, чтобы оба кольца уплотнялись так, как они предназначены; поскольку небольшой «прорыв» неизбежен, необходимо с ним справиться.«Поскольку цель игры — поддерживать максимальное давление сгорания над верхним кольцом, насколько это возможно, для достижения максимальной мощности необходимо удерживать его на месте. Позволяя второму кольцу свободно пропускать избыточные сжатые газы, верхнее кольцо остается на своем месте. Газ просто проходит мимо него, немного охлаждается и попадает через маслосливную заднюю часть в нижнюю часть поршня. На этом этапе ваша система PCV должна выполнять свою работу », — объясняет ДиБласи.
Конструкция поршня также может играть роль в управлении давлением между первым и вторым кольцами, чтобы улучшить кольцевое уплотнение.ДиБласи говорит: «В большинстве случаев мы делаем канавку между верхним и вторым кольцами на площадке для второго кольца. Эта канавка увеличивает объем пространства между верхним и вторым кольцами. Увеличение объема помогает снизить давление газов, которые попадают туда ».
Теперь, когда мы рассмотрели «почему» возникновения зазора поршневых колец, пришло время применить эти знания на практике. Мы спросили Дибласи об основных проблемах, с которыми сталкиваются люди, и он дал нам несколько очень практических советов, сказав: «Есть несколько ошибок, которые люди допускают при установке зазоров на концах колец.Я сам делал это в прошлом, так что случается со всеми. Я также обращусь к общим проблемам установки кольца… »
- Ошибка №1 — Отсутствие зазоров между кольцами. «Некоторые люди думают, что кольца уже имеют зазоры и готовы к установке. Производители колец имеют довольно большие допуски, когда дело доходит до зазоров, прямо из коробки. Всегда помещайте каждое кольцо в цилиндр, на который вы собираетесь его установить, и измерять. Держите это кольцо, предназначенное для цилиндра, все время.Иногда ваши цилиндры отличаются друг от друга на несколько 0,0001 дюйма, поэтому вы захотите быть последовательными. Я лично беру пакеты с замками на молнии и пронумеровываю каждую сумку номером цилиндра. Эти кольца остаются в этих сумках с правильным цилиндром, в котором они должны находиться, пока я не буду готов разорвать их, а затем возвращаться в сумку, пока я не буду готов установить их по одному ».
- Ошибка № 2 — Не считываются значения зазоров на концах колец, предлагаемые производителем поршня. «Многие поставщики колец предоставляют данные только о зазорах колец OEM.Следуйте инструкциям по зазору колец для используемых вами поршней. Никогда не используйте спецификации OEM зазора торцевого кольца, так как материал и области применения сильно различаются. Нам часто звонят о том, что люди устанавливают зазоры между кольцами в соответствии со спецификациями OEM, которые могут составлять всего 1/3 от фактически необходимого зазора ».
- Ошибка № 3 — Вставка колец вверх ногами или в неправильном месте. «99% каждого набора верхних и вторых колец имеют определенную ориентацию. Существуют скосы, скручивание, покрытия и многое другое, что делает кольца направленными.Обычно на всех первом и втором кольцах есть надпись или точка, указывающая, какая сторона находится вверх. Что касается расположения, некоторые поршни имеют верхнее и второе кольца одинаковой толщины. Обратите внимание на форму и на то, что делает каждое кольцо, чтобы знать, куда оно идет ».
- Ошибка №4 — Заедание дыр. DiBlasi разбирает это еще дальше, говоря: «Это будет скучный процесс с большим количеством опиловки, подсчета, размещения в отверстии, измерения и повторения». Легко стать ленивым или небрежным, но осторожность и внимание во время этого процесса имеют решающее значение.
- Опиловка колец перед измерением концевых зазоров. «Некоторые люди считают, что кольца и так слишком малы, и начинают опиливать без базовых измерений. Всегда сначала измеряйте ».
- Подсчитайте количество ходов при использовании ручного кольцевого фильтра. «Это поможет вам понять, сколько материала удаляется при каждом повороте фильтра».
- Незнание материала кольца, которое вы подаете. «Стальному кольцу потребуется значительно больше витков на кольцевом фильтре для удаления материала, чем на литом кольце.Стальному кольцу может потребоваться 30 витков на фильтре для увеличения зазора на 0,005 дюйма, тогда как для литого кольца требуется 10 витков. Я совершил эту ошибку 10 лет назад и подал лишние 0,020 от литого кольца, и мне пришлось купить другое кольцо… »
- Не выравнивать зазоры на концах. “Убедитесь, что зазоры на концах ваших колец имеют квадратную форму и перпендикулярны поверхности стенки цилиндра.