Пайка для начинающих / Habr
Мои отношения с радио- и микроэлектроникой можно описать прекрасным анекдотом про Льва Толстого, который любил играть на балалайке, но не умел. Порой пишет очередную главу Войны и Мира, а сам думает «тренди-бренди тренди-бренди…». После курсов электротехники и микроэлектроники в любимом МАИ, плюс бесконечные объяснения брата, которые я забываю практически сразу, в принципе, удается собирать несложные схемы и даже придумывать свои, благо сейчас, если неохота возиться с аналоговыми сигналами, усилениями, наводками и т.д. можно подыскать готовую микро-сборку и остаться в более-менее понятном мире цифровой микроэлектроники.К делу. Сегодня речь пойдет о пайке. Знаю, что многих новичков, желающих поиграться с микроконтроллерами, это отпугивает. Но, во-первых, можно воспользоваться макетными платами, где просто втыкаешь детали в панель, без даже намека на пайку, как в конструкторе.
Так можно собрать весьма кучерявое устройство.
Но иногда хочется таки сделать законченное устройство. Опять-таки, не обязательно «травить» плату. Если деталей немного, то можно использовать монтажную плату без дорожек (я использовал такую для загрузчика GMC-4).
Но вот паять таки придется. Вопрос как? Особенно, если вы этого никогда раньше не делали. Я, возможно, открою Америку, но буквально несколько дней назад я сам для себя открыл волшебный мир пайки без особого геморроя.
До сего времени мое понимание сути процесса ручной пайки было следующим. Берется паяльник (желательно с жалом не в форме шила, а с небольшим уплощением, типа лопаточки), припой и канифоль. Для запайки пятачка, ты берешь капельку припоя на паяльник, макаешь паяльник в канифоль, происходит «пшшшшш», и пока он идет, ты быстро-быстро касаешься паяльником места пайки (деталь, конечно, должна быть уже вставлена), и после нескольких мгновений разогрева припой должен каким-то волшебным образом переходить на место пайки.
Увы, у меня такой метод работал очень
плохо, практически не работал. Детали нагревались, но припой никуда с паяльника не переходил. Очевидно, что проблема была в катализаторе, то есть канифоли. Того «пшшшшш», что я делал, опуская конец паяльник в канифоль, явно не хватало, чтобы «запустить» процесс пайки. Пока ты тащишь паяльник к месту пайки, вся почти канифоль успевает сгореть. Именно поэтому, кстати, мне была совершенно непонятна природа припоя, внутри которого уже содержится флюс (какой-то вид катализатора, типа канифоли). Все равно, в момент набирания припоя на паяльник весь флюс успевает сгореть.Экспериментальным путем я нашел несколько путей улучшить процесс:
- Лудить места пайки заранее. Реально, при пайке деликатных вещей, типа
микросхем это крайне непрактично. Тем более, обычно, их ножки уже
луженые. - Крошить канифоль прямо на место пайки. Аккуратно кладешь кристаллик канифоли прямо на место пайки, и тогда «пшшшшш» происходит прямо там, что позволяет припою нормально переходить с паяльника. Увы, после такой пайки плата вся обгажена черными заплесами горелой канифоли. Хотя она и изолятор, но порой не видно дефектов пайки.Поэтому плату надо мыть, а это отдельный геморрой. Да и само выкрашивание делает пайку крайне медленной. Так я паял Maximite.
- Использовать жидкой флюс. По аналогии с выкрашиваем канифоли, можно аккуратно палочкой класть капельку жидкого флюса (обычно, он гораздо «сильнее» канифоли), и тогда будет активный «пшшшшш», и пайка произойдет. Увы, тут тоже есть проблемы. Не все жидкие флюсы являются изоляторами, и плату тоже надо мыть, например, ацетоном. А те, что являются изоляторами все равно остаются на плате, растекаются и могут мешать последующей внешней «прозвонке». Выход — мыть.
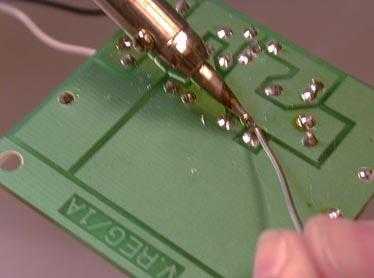
Итак, мы почти уже у цели. Я так подробно все пишу, так как, честно, для меня это было прорыв. Как я случайно открыл, все, что нужно для пайки несложных компонент — это паяльник, самый обычный с жалом в виде шила:

и припой c флюсом внутри:

ВСЕ!
Все дело в процессе. Делать надо так:
- Деталь вставляется в плату и должна быть закреплена (у вас не будет второй руки, чтобы держать).
- В одну руку берется паяльник, в другую — проволочка припоя (удобно, если он в специальном диспенсере, как на картинке).
- Припой на паяльник брать НЕ НАДО.
- Касаетесь кончиком паяльника места пайки и греете его. Обычно, это секунды 3-4.
- Затем, не убирая паяльника, второй рукой касаетесь кончиком проволочки припоя с флюсом места пайки. В реальности, в этом месте соприкасаются сразу все три части: элемент пайки и его отверстие на плате, паяльник и припой. Через секунду происходит «пшшшшш», кончик проволочки припоя плавится (и из него вытекает немного флюса) и необходимое его количество переходит на место пайки. После секунды можно убирать паяльник с припоем и подуть.
Ключевой момент тут, как вы уже поняли, это подача припоя и флюса прямо на место пайки. А «встроенный» в припой флюс дает его необходимое минимальное количество, сводя засирание платы к минимуму.
Ясное дело, что время ожидания на каждой фазе требует хотя бы минимальной практики, но не более того. Уверен, что любой новичок по такой методике сам запаяет Maximite за час.
Напомню основные признаки хорошей пайки:
- Много припоя еще не значит качественного контакта. Капелька припоя на месте контакта должна закрывать его со всех сторон, не имея рытвин, но не быть чрезмерно огромной бульбой.
- По цвету пайка должна быть ближе к блестящей, а не к матовой.
- Если плата двухсторонняя, и отверстия неметаллизированные, надо пропаять по указанной технологии с обоих сторон.
Стоит заметить, что все выше сказанное относится к пайке элементов, которые вставляются в отверстия на плате. Для пайки планарных деталей процесс немного более сложен, но реален. Планарные элементы занимают меньше места, но требуют более точного расположения «пятачков» для них. Планарные элементы (конечно, не самые маленькие) даже проще для пайки в некотором роде, хотя для самодельных устройств уже придется травить плату, так как на макетной плате особого удобства от использования планарных элементов не будет.
Итак, небольшой, почти теоретический бонус про пайку планарных элементов. Это могут быть микросхемы, транзисторы, резисторы, емкости и т.д. Повторюсь, в домашних условиях есть объективные ограничения на размер элементов, которых можно запаять обычным паяльником. Ниже я приведу список того, что лично я паял обычным паяльником-шилом на 220В.
Для пайки планарного элемента уже не получится использовать припой на ходу, так как его может «сойти» слишком много, «залив» сразу несколько ножек. Поэтому надо предварительно в некотором роде залудить пятачки, куда планируется поставить компонент. Тут, увы, уже не обойтись без жидкого флюса (по крайне мене у меня не получилось).
Фаза 1
Капаете немного жидкого флюса на пятачек (или пятачки), берете на паяльник совсем немного припоя (можно без флюса). Для планарных элементов припоя вообще надо очень мало. Затем легонько касаетесь концом паяльника каждого пятачка. На него должно сойти немного припоя. Больше чем надо, каждый пятачек «не возьмет».
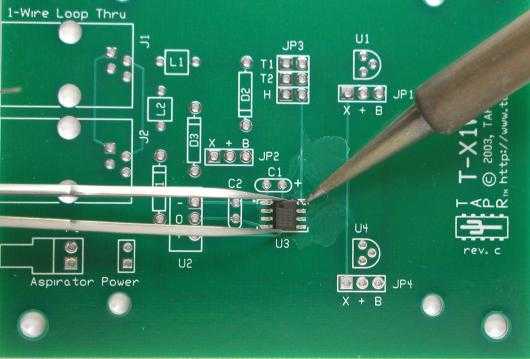
Фаза 2
Берете элемент пинцетом. Во-первых, так удобнее, во-вторых пинцет будет отводить тепло, что очень важно для планарных элементов. Пристраиваете элемент на место пайки, держа его пинцетом. Если это микросхема, то надо держать за ту ножку, которую паяете. Для микросхем теплоотвод особенно важен, поэтому можно использовать два пинцета. Одним держишь деталь, а второй прикрепляешь к паяемой ножке (есть такие пинцеты с зажимом, которые не надо держать руками). Второй рукой снова наносишь каплю жидкого флюса на место пайки (возможно немного попадет на микросхему), этой же рукой берешь паяльник и на секунду касаешься места пайки. Так как припой и флюс там уже есть, то паяемая ножка «погрузится» в припой, нанесенный на стадии лужения. Далее процедура повторяется для всех ног. Если надо, можно подкапывать жидкого флюса.
Когда будете покупать жидкий флюс, купите и жидкость для мытья плат. Увы, при жидком флюсе лучше плату помыть после пайки.
Сразу скажу, я ни разу не профессионал, и даже не продвинутый любитель в пайке. Все это я проделывал обычным паяльником. Профи имеют свои методы и оборудование.
Конечно, пайка планарного элемента требует куда большей сноровки. Но все равно вполне реально в домашних условиях. А если не паять микросхемы, а только простейшие элементы, то все еще упрощается. Микросхемы можно покупать уже впаянные в колодки или в виде готовых сборок.
Это самый простой вид корпусов. Такие можно ставить в колодки, которые по сложности пайки такие же. Эти элементарно паяются по первой инструкции.
Следующие два уже сложнее. Тут уже надо паять по второй инструкции с аккуратным теплоотводом и жидким флюсом.
Элементарные планарные компоненты, типа резисторов ниже, весьма просто паяются:
Но есть, конечно, предел. Вот это добро уже за пределами моих способностей.
Под занавес, пару дешевых, но очень полезных вещей, которые стоит купить в дополнение к паяльнику, припою, пинцету и кусачкам:
- Отсос. Изобретателю этого устройства стоит поставить памятник. Налепили много припоя или запаяли не туда? Сам припой, увы, обратно на паяльник не запрыгнет. А вот отсосом убирается элементарно. Одной рукой разогреваете паяльником место «отпайки». Второй держите рядом взведенный отсос. Как «оттает», нажимаете на кнопку, и припой прекрасным образом спрыгивает в отсос.

- Очки. Когда имеешь дело с ножками и проводами, может случиться, что разогретая ножка отпружинит, и припой с нее куда-то полетит, возможно, в глаз. С этим лучше не шутить.

Успехов в пайке! Запах канифоли — это круто!
habr.com
выбор инструмента и расходные материалы, как правильно паять детали
Пайка — один из наиболее надёжных видов создания соединений деталей. Это обеспечивается введением в соединительную зону сплава в жидкой форме, чья температура плавления ниже, чем у материала, из которого выполнены соединяемые части. Узнать, как правильно пользоваться паяльником и какие работы им выполняются, можно изучив особенности процесса, подготовив необходимые инструменты и расходные материалы и пройдя практику. Полученные в процессе навыки можно использовать в ремонте электроники, ведь пайка проводов паяльником — единственный способ соединить их надёжно.
Выбор инструмента
Что нужно для пайки паяльником? Инструменты бывают разные. Они отличаются по мощности, скорости нагрева, потребляемому напряжению. В зависимости от этих характеристик они используются для выполнения конкретных задач. Флюсы, обеспечивающие более равномерный разогрев спаиваемых деталей и лучшее прилипание к ним припоя, тоже отличаются в зависимости от задачи. Канифолью не запаять BGA-микросхему на плату. А ортофосфорная кислота — это немного перебор для того чтобы припаять или залудить два медных провода. Сам припой тоже бывает очень разным по составу, что обуславливает как температуру его плавления, так и области применения в приборах.
Бытовой паяльник
Обычный бытовой паяльник может применяться для работы с электронными схемами и элементами. В комплекте с ним идёт набор жал для нагревательного элемента. По мощности они распределяются примерно так:
- Маломощные. Для спайки проводов и лужения дорожек на платах — от 40 до 80 ватт;
- Средней мощности. Для выполнения работ с элементами толщиной до 1 миллиметра — от 80 до 100 ватт;
- Паяльники высокой мощности, применяемые в работах с деталями от 2 миллиметров, толщиной — от 100 ватт.
Для домашних потребностей хватит первых двух, они справятся с большинством повседневных задач. Если же требуется выполнение более специфических работ таких как пайка микросхем, мелких SMD-компонентов или сложных чипов, лучше приобрести паяльную станцию, в комплект которой входит как паяльник, так и фен. Станции такого типа обладают настраиваемой температурой нагрева. Если же требуется проводить очень специфические работы такие как замена микросхем и мостов материнских плат, лучше воспользоваться инфракрасной паяной станцией. Такие аппараты не имеют практических применений для повседневного использования и являются уделом узкого круга задач для профессиональных нужд.
Расходные материалы
Флюсы — это специальные вещества, противодействующие быстрому окислению подготовленных к пайке металлических частей деталей и проводов. Они обеспечивают сцепливание поверхности и припоя. В качестве флюсов могут использоваться различные вещества:
- Канифоль — входит в состав смол хвойных деревьев. Получают отделением летучих соединений из них;
- Тетраборат натрия;
- Ортофосфорная кислота — применяется в основном для лужения поверхностей плат, не рекомендуется для постоянного использования из-за агрессивности;
- Обычный аспирин (ацетилсалициловая кислота) — один из самых активных кислотных флюсов;
- Глицерин.
Флюсы на основе канифоли, распространяющиеся как в виде кусков смолы, так и в форме пасты (в продаже называются ЛТИ), не растворяются водой. Их следует удалять с поверхностей деталей после пайки спиртом. В случае с электроникой делать это необязательно, так как канифоль — диэлектрик и не вызывает замыканий. А вот такие флюсы как, например, глицерин, обязательны к удалению, так как их высокая гигроскопичность может ускорить процесс окисления платы. Существуют также специальные пасты, где флюс смешивается с частицами припоя или, наоборот, припой в трубчатом виде (гарпиус), содержащий флюс внутри.
Припой — легкоплавкий сплав, чаще всего олова и свинца, который выступает проводником и соединительным веществом. Раньше даже провода паяли чистым оловом, но его дороговизна заставила искать пути к оптимизации расходов. В электронике припой бывает свинцовым и бессвинцовым. Последние могут содержать такие металлы как медь, цинк, серебро и индий. Об оловянно-свинцовом припое можно прочесть в этой статье.
Свинцовые различаются по температуре перехода в жидкое состояние и области применения. Так, содержащие около 50% висмута сплавы Розе и Вуда имеют температуру плавления до 100 градусов. Это позволяет их использовать в ремонте техники для смешивания с припоем на платах и более лёгкой и правильной замены компонентов.
Правила пайки
Провода, оборванные в результате неосторожности, микросхемы, почерневшие от перегрева, конденсаторы, вспухшие или пересохшие от длительной работы, — все они паяются одинаково. Перед началом пайки необходимо также залудить жало паяльника для обеспечения нормального расплавления припоя. Технология пайки подразумевает тщательную предварительную подготовку поверхности детали: обезжиривание и смачивание флюсом, достаточный разогрев припоя жалом и качественное его нанесение в нужное место.
Важно, чтобы после его растекания и остывания на поверхности не возникало микротрещин, так как они могут быть причиной различных неприятностей, и оборудование будет работать нестабильно. При пайке микросхем, обладающих большим количеством ножек, следует обращать внимание на то, не образовалось ли контакта между ними в результате недостаточного растекания флюса в месте монтажа.
Особенности процесса
Наиболее частые поломки оборудования связаны с потерей или недостаточной силой контакта между его компонентами. Провода, потерявшие свои свойства под действием температур или механических повреждений, являются виновниками таких проблем чаще всего. Они должны выдерживать значительные механические нагрузки, а потому спаять их не так просто.
Виды скручивания проводки
Прежде всего, следует правильно скрутить соединяемую проводку. Различают такие виды скручивания:
- Простое — используется для соединения одно- и многожильных проводов с недавно снятой изоляцией.
- Прямое британское (британка) — используется для проводов, которые не подвержены продолжительным механическим воздействиям большой силы.
- Желобковое скручивание — применяется при использовании проводов из легкоплавящейся изоляции.
- Бандажное — используется при соединении толстых электрических кабелей, имеющих одну жилу. Оно позволяет поддерживать достаточный контакт даже при значительном окислении верхнего слоя или непропае.
Для облегчения нанесения припоя концы проводов следует смочить достаточным количеством флюса. Чтобы спаять очень мелкие провода, можно использовать специальное приспособление. Оно позволяет зажать два конца в маленьких тисках и спокойно соединить их.
Оголённые участки спаянных проводов следует заизолировать. Можно использовать как простую изоленту, так и специальные термоусадочные трубки, которые уменьшаются в диаметре сечения под воздействием температуры (для этого пригодится даже обычная зажигалка) и плотно прилегают к поверхности кабеля.
obrabotkametalla.info
Соединение деталей пайкой
Соединение деталей пайкой – неразъемное соединение, заключающееся в том, что неразъемное соединение материалов получают с помощью расплавленного промежуточного металла (припоя), плавящегося при более низкой температуре, чем соединяемые детали.
Соединение материалов происходит в результате диффузии припоя и основного материала путем смачивания, растекания и заполнения зазора между ними расплавленным припоем и сцепления их при кристаллизации шва (рис. 1).
Рис. 1. Паяные соединения: а – встык; б – внахлестку; в – встык со скошенными кромками; г, д – внакладку; е, ж – припаивание фланцев; з – в шпунт
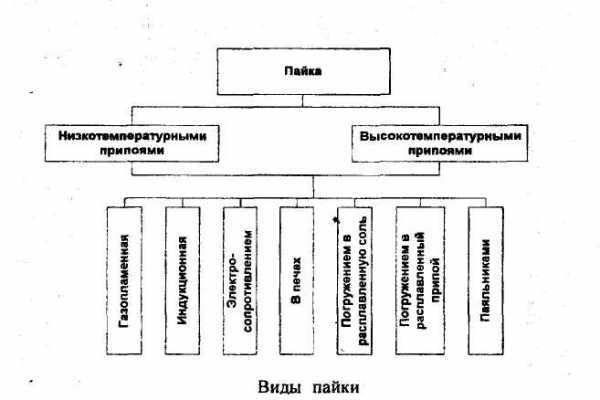
В зависимости от температуры в контакте соединяемых материалов пайка подразделяется на низкотемпературную – 450° С и высокотемпературную – выше 450° С. Нагрев может производиться паяльником, токами высокой частоты, в печах, в пламени газовой горелки и т. д.
Припои характеризуются температурой начала и конца плавления (рис. 2).

Рис. 2. Классификация и виды припоев по температуре плавления
В качестве припоев используются цветные металлы и их сплавы, которые в зависимости от температуры плавления подразделяются на мягкие и твердые.
Мягкие припои, имеющие температуру плавления не выше 400-450° С, обладают невысокой механической прочностью, твердые припои – температура плавления свыше 450° С – имеют высокую механическую прочность.
В качестве мягких (легкоплавких) припоев применяют оловянно-свинцовые, висмутовые, кадмиевые и другие сплавы. Наиболее низкотемпературные припои содержат индий, висмут и кадмий с температурой плавления 70-145° С.
Основные материалы мягких припоев – сплавы олова и свинца. Их обозначение (например, ПОС 61) расшифровывается так: П – припой, ОС – оловянно-свинцовый, 61 – содержание олова в процентах. Основные характеристики мягких припоев и область их применения приведены в табл. 1 – 3.
Таблица 1. Свойства и назначение олова
| Марка | Характеристика, назначение |
| ОВ4-000 | Особо чистое, для полупроводниковой техники |
| О1 п.ч. | В пищевой промышленности, для лужения жести |
| О1 | Для лужения жести, изготовления припоев |
| О2 | Для изготовления баббитов, припоев, труб, фольги, лужения кухонной утвари |
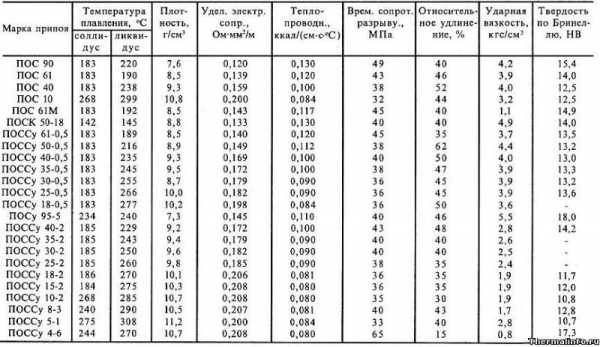
Таблица 2. Припои оловянно-свинцовые (ГОСТ 21930-76)
| Марка | Температура плавления, °С | Удельное электрическое сопротивление, ρ·10е, Ом·м | Теплопроводность, Вт/(м·°С) | δ, % |
| Бессурмянистые | ||||
| ПОС 90 | 220 | 0,120 | 55 | 40 |
| ПОС 61 | 190 | 0,139 | 50 | 46 |
| ПОС 40 | 238 | 0,159 | 42 | 52 |
| ПОС 10 | 299 | 0,200 | 35 | 44 |
| ПОС 61М | 192 | 0,143 | 49 | 40 |
| ПОСК 50-18 | 145 | 0,133 | 55 | 40 |
| Малосурьмянистые | ||||
| ПОССу 61-0,5 | 189 | 0,140 | 50 | 42 |
| ПОССу 50-0,5 | 216 | 0,149 | 48 | 55 |
| ПОССу 40-0,5 | 235 | 0,169 | 42 | 50 |
| ПОССу 35-0,5 | 245 | 0,172 | 42 | 47 |
| ПОССу 30-0,5 | 255 | 0,179 | 38 | 45 |
| ПОССу 25-0,5 | 266 | 0,182 | 38 | 45 |
| ПОССу 18-0,5 | 277 | 0,198 | 35 | 45 |
| Сурьмянистые | ||||
| ПОССу 95-5 | 240 | 0,145 | 46 | 46 |
| ПОССу 40-2 | 229 | 0,172 | 42 | 48 |
| ПОССу 35-2 | 243 | 0,179 | 38 | 40 |
| ПОССу 30-2 | 250 | 0,182 | 34 | 40 |
| ПОССу 25-2 | 260 | 0,185 | 38 | 35 |
| ПОССу 18-2 | 270 | 0,206 | 34 | 35 |
| ПОССу 15-2 | 275 | 0,208 | 34 | 35 |
| ПОССу 10-2 | 285 | 0,208 | 34 | 30 |
| ПОССу 8-3 | 290 | 0,207 | 34 | 43 |
| ПОССу 5-1 | 308 | 0,200 | 35 | 40 |
| ПОССу 4-6 | 270 | 0,208 | 34 | 15 |
Таблица 3. Области применения оловянно-свинцовых припоев
| Марка | Применение |
| ПОС 90 | Лужение и пайка швов пищевой посуды и медицинской аппаратуры |
| ПОС 61 | Лужение и пайка электроаппаратуры, точных приборов с высоко герметичными швами, где не допускается перегрев |
| ПОС 40 | Лужение и пайка электрорадиоаппаратуры, деталей из оцинкованного железа с герметичными швами |
| ПОС 10 | Лужение и пайка контактных поверхностей электрических аппаратов, приборов, реле |
| ПОС 61М | Лужение и пайка медной проволоки, печатных проводников в кабельной промышленности, электро- и радиоэлектронной промышленности |
| ПОСК 50-18 | Пайка деталей, чувствительных к перегреву |
| ПОССу 61-0,5 | Лужение и пайка электроаппаратуры, обмоток электрических машин, оцинкованных радиодеталей при жестких требованиях к перегреву |
| ПОССу 50-0,5 | Лужение и пайка авиационных радиаторов, пайка пищевой посуды с последующим лужением оловом |
| ПОССу 40-0,5 | Лужение и пайка жести, обмоток электрических машин, пайка радиаторных трубок, холодильных агрегатов, оцинкованных деталей |
| ПОССу 35-0,5 | Лужение и пайка свинцовых кабельных оболочек, электротехнических изделий неответственного назначения |
| ПОССу 30-0,5 | Лужение и пайка листового цинка, радиаторов |
| ПОССу 25-0,5 | Лужение и пайка радиаторов |
| ПОССу 18-0,5 | Лужение и пайка трубок теплообменников, электрических ламп |
| ПОССу 95-5 | Пайка трубопроводов, работающих при повышенных температурах |
| ПОССу 40-2 | Лужение и пайка холодильных установок, тонколистовой упаковки; припой широкого назначения |
| ПОССу 30-2 | Лужение и пайка в холодильном и электроламповом производстве, абразивная пайка |
| ПОССу 18-2 ПОССу 15-2 ПОССу 10-2 | Пайка в автомобилестроении |
| ПОССу 8-3 | Лужение и пайка в электроламповом производстве |
| ПОССу 5-1 | Лужение и пайка деталей, работающих при повышенной температуре |
| ПОССу 4-6 | Пайка белой жести, лужение и пайка деталей с закатанными и клепаными швами из латуни и меди шпатлевка кузовов автомобилей |
Твердые припои выполняют на серебряной основе (например, ПСр 72, где 72 – содержание серебра, %) или на меднолатунной и медно-никелевой основах. Серебряные припои применяют для пайки черных и цветных металлов, кроме сплавов алюминия и магния, а припои на медной основе – для пайки углеродистых и легированных сталей, никеля и его сплавов. Основные свойства твердых припоев приведены в табл. 4. В качестве твердых (тугоплавких) припоев применяют в основном три вида припоев: медно-цинковые ПМЦ и латунь Л-62, серебряные ПСР и медно-фосфористые марки ПМФ, обладающие хорошей жидкотекучестью и обеспечивающие высокое качество пайки.
Таблица 4. Свойства серебряных припоев (ГОСТ 19738-74)
| Марка | Температура плавления, °С | Удельное электрическое сопротивление, мкОм·см | Плотность, г/см3 | Марка | Температура плавления, °С | Удельное электрическое сопротивление, мкОм·см | Плотность, г/см3 |
| ПСр 72 | 779 | 2,1 | 10 | ПСр 15 | 640 | 20,7 | 8,5 |
| ПСр 50 | 779 | 2,5 | 9,3 | ПСр 40 | 590 | 7,0 | 9,25 |
| ПСр 70 | 715 | 4,1 | 9,8 | ПСр 37,5 | 725 | 37,2 | 8,9 |
| ПСр 65 | 695 | 8,6 | 9,45 | ПСр 62 | 650 | 25,5 | 9,6 |
| ПСр 45 | 665 | 10 | 9,1 | ПСр 23 | 304 | 20,4 | 11,4 |
| ПСр 25 | 740 | 7,7 | 8,7 | ПСр 2,5 | 295 | 21,4 | 11 |
| ПСр 12М | 793 | 7,4 | 8,3 | ПСр 2 | 235 | 16,7 | 9,5 |
| ПСр 10 | 822 | 7,3 | 8,4 | ПСр 1,5 | 273 | 19,1 | 10,4 |
| ПСр 71 | 645 | 4,3 | 9,8 |
Флюсы применяют для повышения качества пайки. Флюсом называют химически активное вещество, которое обладает способностью очищать в месте пайки соединяемые поверхности деталей и припоя от оксидов, предотвращения образования оксидов в процессе пайки, снижения поверхностного натяжения припоя и т. д. Флюс способствует лучшему затеканию расплавленного припоя в зазоры между соединяемыми деталями.
В качестве флюсов применяют смеси солей, растворы некоторых солей, кислот и органических соединений. Роль флюса при пайке могут выполнять также специальные газовые среды. Различают флюсы для легкоплавких и тугоплавких припоев, а также для пайки алюминиевых сплавов, коррозионно-стойких сталей и чугуна. Флюсы для мягких припоев – это хлористый цинк, нашатырь, канифоль, пасты и др. Флюсы для твердых припоев – это борнокислый натрий (бура), борная кислота и некоторые другие вещества. Большинство флюсов поступает в готовом для применения виде, а хлористый цинк (травленая кислота) готовят из технической соляной кислоты и металлического цинка, беря их в определенном соотношении. Флюсы увеличивают жидкотекучесть припоев при пайке.
Расчет на прочность паяных соединений производят по методике, изложенной для сварных соединений.
где А – площадь среза припоя.
Допускаемые напряжения на срез для оловянисто-свинцовых припоев [τ‘cр ] = 20 ÷ 30 МПа, для медноцинковых припоев [τ‘cр] = 175 ÷ 230 МПа.
Просмотров: 107
extxe.com
Как правильно паять паяльником платы, чипы, алюминий
Способ соединения металлических изделий и заготовок в одно целое с помощью паяльника и припоя известен человечеству очень давно. Очевидно, первыми начали применять такой способ кузнецы — ювелиры (Goldsmith), поскольку способ кузнечной сварки не подходил для их тонких и изящных изделий. Позже технологию стали применять для ремонта металлической посуды, а с освоением электричества она надолго стала основным способом соединения проводников и электрокомпонентов. Научиться, как правильно паять электропаяльником, не очень сложно. Потребуются внимательность, аккуратность и терпение.
 Как правильно паять
Как правильно паятьЧто такое пайка
С точки зрения технологии, спаиванием называют операцию неразъемного соединения деталей из различных материалов, выполняемую с помощью легкоплавкого металла или сплава. Припой в расплавленном виде вводится между двух остающихся в твердом фазовом состоянии изделий, затекает в их мельчайшие поры и, застывая, прочно соединяет их.
Люди начали паять паяльником, нагревая его на открытом огне. Такая работа требовала большого навыка и даже определенного мастерства, чтобы научиться паять, у ученика уходили годы. В начале XX века появились электрические паяльники, поддерживающие постоянную температуру жала, и с тех пор освоить основы пайки по плечу любому за несколько часов. Пайка паяльником утратила тайны ремесла и превратилась в обычный навык домашнего мастера. Тем не менее, электропаяльник паяет не сам, и необходимо соблюдать определенные правила пайки.
Технология пайки паяльником
Профессионалы, занимающиеся паяльными работами весь рабочий день, применяют паяльные станции — достаточно сложный агрегат, позволяющий тонко настраивать режимы процесса. Домашний мастер обходится парой электропаяльников разной мощности.
Технологический процесс состоит из следующих основных операций:
- Подготовка поверхностей.
- Обработка поверхностей флюсом или лужение.
- Нагрев соединяемых предметов.
- Внесение припоя в рабочую зону.
- Прекращение нагрева и затвердевание.
- Проверка качества соединения.
Перечень операций выглядит коротким и простым, но в каждой из них скрываются свои подводные камни.
Как правильно паять
Чтобы научиться паять, необходимо три вещи:
- Терпение.
- Терпение.
- Терпение.
Кроме того, для того, чтобы правильно паять, требуется
- Правильно оборудованное рабочее место.
- Качественный и исправный электропаяльник.
- Правильно выбрать подходящие к спаиваемым материалам паяльную проволоку и флюс.
- Правильно и тщательно подготовить поверхности.

Пайка проводов
Пайка для начинающих лучше получится, если взять для освоения относительно несложное задание, и обязательно на учебном материале. Не нужно осваивать процесс, пытаясь починить пылесос или материнскую плату компьютера — возьмите отрезки проводков и потренируйтесь на них.
Подготовка паяльника к работе
При первом включении нового электропаяльника с его поверхности идет дымок, и появляется характерный запах. Это сгорает тонкий слой смазки, нанесенный на кожух электронагревателя на производстве. Когда смазка выгорит, нужно выключить устройство и дождаться его остывания.
Заточка жала
Жало — это стержень из медного сплава, имеющий форму сильно вытянутого цилиндра. Требуется придать концу жала одну из используемых при паяльных работах форм.
- Сплющенная в виде лопатки. Применяется, чтобы паять массивные заготовки мощными электропаяльниками.
- Заточенная на острый конус или четырехгранную пирамиду. Используется при работе с тонкими проводниками и электронными компонентами.
- Тупой конус подходит для более толстых жил.
Заточка лопаткой позволяет одним жалом паять и тонкие, и более толстые провода и изделия, поворачивая его нужной стороной.
Лужение паяльника
Перед началом работы с паяльником на жало требуется нанести тонкий слой оловянного сплава (залудить). Применяется два основных способа:
- Разогретым жалом прикасаются к канифоли, расплавляют кусочек паяльной проволоки и деревянным шпателем втирают его в поверхность кончика жала.
- Разогретое жало трут о тряпку, пропитанную раствором хлористого цинка, далее действуют так же, как и в первом способе.
После того, как кончик жала покрылся слоем олова, подготовка паяльника к работе завершена.
Какие существуют виды паяльников
За тысячелетия совершенствования технологии люди разработали несколько видов устройств, причем большинство из них — за последнее столетие.
Молотковый
Это традиционный, проверенный временем вид — заостренная с одной стороны медная болванка, которую нагревали на углях или в пламени костра.

Молотковый паяльник
Работа требует отличной координации движений и чувства времени — остывает такое устройство довольно быстро.
Электропаяльник
Это тот самый прибор, который используют большинство домашних мастеров. За столетие изменился лишь материал ручки и изоляция сетевого шнура. Конструкция оптимальна для мощности 25-250 ватт. По цене конкурентов не имеет.
Керамический
Вместо нагревателя из нихрома применяется элемент из специальной электрокерамики. Такой прибор очень быстро нагревается и позволяет регулировать температуру нагрева.

Паяльник с керамическим нагревателем
Их делают маломощными и применяют на производствах.
Импульсный
Жало включается в цепь вторичной обмотки трансформатора, намотанной толстым проводом в несколько витков. В этой цени низкое напряжение, но очень сильный ток. Он разогревает жало за долю секунды. Нагревается жало не постоянно, а только в момент пайки, для чего на рукоятке имеется кнопка включения. Температура не регулируется, но для домашнего применения они удобны и экономичны.
Индукционные
В таких устройствах разогрев сердечника происходит с использованием явления высокочастотной индукции. Отличаются стабильностью рабочей температуры.
Газовые
Сзади жала расположена миниатюрная газовая горелка, а в рукоятке — баллончик с газом. Позволяет работать без электричества, может работать с высокотемпературными припоями, после снятия жала превращается в универсальную газовую горелку.

Газовый паяльник
Отличается повышенной пожароопасностью.
Выбор мощности
Выбор мощности зависит от тех объектов, которые собираются спаивать:
- Тонкие проводки и электронные компоненты : 25-40 ватт.
- Проводники и детали толщиной до одного миллиметра: 40-80 ватт.
- Изделия толщиной до 2 мм: не менее 100 ватт.
Домашний мастер обычно покупает два электропаяльника:25-40 ватт для тонких работ и 60-100 ватт — для средних. Пайку кабелей и сосудов лучше поручить профессионалу, имеющему соответствующее оборудование и навыки.
Подготовка к пайке
Перед тем, как начать паяльные работы, следует подготовить спаиваемые поверхности. С кабелей удаляют изоляцию, с контактных площадок — загрязнения и лаковое покрытие, если оно имеется.
Далее нужно правильно удалить окисную пленку с поверхности металла. Для этого пользуются следующими способами:
- Механический — зачистка «бархатным» надфилем или мелкозернистой наждачной бумагой.
- Химический — обработка лака слабым раствором кислоты.
- Комбинированный.
Если требуется паять паяльником приводок или вывод электронного компонента к площадке на печатной плате, очистку проводят крайне осторожно, чтобы не повредить соседние участки. Правильно паять — это значит, прежде всего, тщательно готовиться к операции.
Обработка флюсом или лужение
Чтобы компоненты были правильно и надежно спаяны, а соединение обладало минимальным сопротивлением электрическому току, необходимо добиться полного разрушения оксидных пленок на поверхности. Для этого служат две операции: лужение и обработка флюсом.
Лужение
Чтобы залудить провод, понадобится:
- Канифоль.
- Кусочек паяльной проволоки.
- Прогретый электропаяльник.
Конец проводка прижимается жалом к канифоли и во время прогрева проворачивается несколько раз. До образования лужицы расплавленной канифоли.
На жало следует набрать немного припоя, проводок вынимают из канифоли и проводят по нему жалом. Он покрывается тонким слоем олова.
Обработка флюсом
Операция требует меньшей ловкости — нужно всего лишь смазать кончик проводка флюсом с помощью кисточки или загнутой в петельку проволочки. Однако достаточно важно правильно выбрать флюс. Для разных материалов рекомендованы свои составы флюса:
- Для спайки меди и алюминия применяют ЛТИ-120 на основе буры.
- Для меди с медью — ПОС-60, ПОС-50, ПОС-40.
- Для алюминия с алюминием — Ц12, П-250А, ЦА-15.
Флюсы на основе кислоты нельзя применять для работы с печатными платами. Для этого подойдут флюсы на основе воды или спирта.
Разогрев и выбор температуры
Для достижения оптимального режима температура соединяемых элементов должна быть на 60 -80 ⁰C выше температуры плавления припоя, а температура жала должна быть еще на 10-20 ⁰C выше.
На профессиональной паяльной станции выставляют температуру жала на 70-110 ⁰C больше температуры плавления. На обычном устройстве датчика температуры нет, поэтому пользуются следующим способом: при погружении жала в канифоль она должна бурно кипеть, с шипением и появлением характерного смолистого запаха, но не должна дымить и трещать — это означает, что жало перегрето.
Внесение припоя
В разогретую до требуемой температуры рабочую зону припой вносят двумя методами:
- В жидком виде, на кончике жала, применяется при соединении небольших элементов. Для этого касаются проволоки жалом, кусочек проволоки плавится и под действием сил поверхностного натяжения перетекает на жало, покрывая его тонким слоем. Капля при этом с жала свисать не должна.
- В твердом виде, поднося проволоку к рабочей зоне. Применяется при работе с крупными деталями.

Пайка твердым припоем
Важно следить за тем, чтобы не образовывались капли припоя — их надо сразу убирать
Какие существуют припои
В промышленности разработаны и применяются десятки различных марок для различных комбинаций спаиваемых материалов и различных методов спаивания. Правильно выбрать марку из этого разнообразия не так просто, для этого нужны систематические знания по материаловедению В домашней мастерской из всего этого многообразия можно вполне обойтись сплавами группы ПОС ХХ (оловянно-свинцовыми). Две цифры после названия обозначают процентное содержание олова в сплаве.
Свойства припоев
Для ответственных спаек — печатные платы и электронные компоненты — применяют ПОС-60, для менее важных можно обойтись ПОС-30 .Для спайки алюминия правильно применять составы марки Авиа.
Как правильно паять паяльником несколько советов
Чтобы правильно и надолго припаять детали, следуйте нескольким советам:
- Тщательно готовьте поверхности.
- Правильно прогревайте рабочую зону, не допуская как недостаточного прогрева, так и перегрева.
- Не допускайте недостатка или излишка припоя в рабочей зоне. Его ровный слой должен полностью покрывать провода и контакты, но не должны образовываться капли и потеки.
- Правильно компонуйте рабочее место. Избегайте захламленности. Все должно быть под рукой.
- Придерживайте провода и выводы деталей пинцетом во избежание ожогов.
Как научиться паять паяльником
В качестве учебного задания прекрасно подойдет тренировка на обрезках проводов. Начать лучше с одножильных. Просто возьмите два проводка, и попробуйте их спаять. Когда удастся правильно спаять одножильные проводки (они перестанут отваливаться друг от друга), можно перейти на многожильные.
Признаки того, что вы научились паять правильно и у вас получилась качественное соединение:
- Поверхность затвердевшего припоя серебристая, с отблеском.
- Нет капель и потеков.
- Соединение прочное (не рвется руками).
- Изоляция не оплавлена.
Далее можно продолжать тренироваться на многожильных кабелях, а потом — на жилах большого сечения.
После завершения пайки
В том случае, когда концы проводов и контактную площадку подвергали обработке флюсом, по окончании операции его остатки необходимо удалить.
Ветошь или губку следует смочить в мыльном растворе и протереть место соединения. Далее его надо просушить сухой ветошью либо феном.
Другие виды пайки
Сухая пайка паяльным карандашом, применяется в тех случаях, когда растекание припоя из рабочей зоны нежелательно — при изготовлении украшений и предметов художественного творчества. Жало берут бронзовое и лужению его не подвергают.
Скрученные жилы большого сечения пропаивают погружением в чашку, заполненную расплавившимся припоем, или футорку. Футорка имеет электроподогрев, на поверхности находится слой кипящего флюса, через который проходят концы жил при окунании.
Для медных изделий большой массы, таких, как трубы, применяют пайку в пламени горелки. Высокая температура факела удаляет окисный слой.

Пайка горелкой
Вначале проводят лужение тугоплавким припоем, после чего детали можно спаивать низкотемпературными составами.
Как паять алюминий
Пайка алюминия возможна с применением специального флюса Ф-61А и сплавами марки Авиа. Для операции применяют специальное жало из бронзы, покрытое скрещивающимися насечками, напоминающими рисунок напильника. Этими насечками соскребают оксидную пленку, мгновенно образующуюся на поверхности любого алюминиевого изделия.
В тех случаях, когда необходимо создать только электрический контакт, а в прочном соединении нужды нет, применяют способ с предварительным омеднением. Для этого в рабочую область добавляют щепотку порошкообразного медного купороса и растирают его жесткой щеточкой. После появления медного пятна на алюминиевой поверхности ее залуживают и паяют.
Мелкая пайка
При впаивании в печатную плату мелких деталей, таких, как электронные компоненты, нужно избегать двух ошибок:
- Перегрев. Он может привести к выходу их строя деталей и к отслоению проводящих дорожек.
- Избыток припоя. Остаточного тепла, содержащегося в его крупной капле, может хватить на то, чтобы вывести из строя транзистор или микросхему. Массы капли также бывает достаточно для того, чтобы в условиях вибрации или сильного удара оторвать дорожку.
По окончании пропаивания печатную плату следует покрыть специальным лаком, предохраняющим места соединений, детали и проводящие дорожки от влажности и коррозии.
ИМС и чипы
Интегральная микросхема, или чип, обладает особо тонким внутренним устройством и чрезвычайной чувствительностью к перегреву. Паять их необходимо с особой осторожностью, тщательно обеспечивая отвод тепла. Микросхемы в корпусах стандарта DIP, выводы на которых идут через 2,51 миллиметра, паяют маломощными устройствами. Выводы у таких микросхем залужены еще на заводе, поэтому для соединения достаточно короткого и точного прикосновения жала с минимумом состава ПОС 61, в качестве флюса берут спиртоканифоль или состав ТАГС.
Большие чипы, например, процессоры в персональных компьютерах, вообще не паяют, а вставляют в специальные гнезда, припаянные к материнской плате. Самостоятельно правильно припаять процессор смартфона также очень маловероятно, даже если у вас есть паяльная станция.
Микросхемы выпайка
По техническим условиям производителей, микросхемы после выпайки из платы не подлежат дальнейшему использованию — слишком высок риск перегрева. Однако народные умельцы ухитряются выпаивать микросхемы, прикладывая проволоку из нихрома к выпаиваемым ножкам для обеспечения теплоотвода. Но вероятность необратимого повреждения микросхемы все равно остается весьма высокой.
Заземление паяльника
Для работы с высокочувствительными электронными компонентами, которые могут быть выведены из строя зарядом статического электричества, следует использовать низковольтные электропаяльники. Их заземляют по специальной схеме, с применением понижающего трансформатора. Использование импульсных приборов недопустимо.
Кроме того, мастер должен надеть на запястье заземляющий браслет, подключенный гибким кабелем к массе печатной платы.
Меры безопасности при пайке
Паять правильно- это значит, в том числе, и паять безопасно.
Два основных фактора опасности при паяльных работах — это высокая температура и вредные для здоровья газы, выделяющиеся при плавлении паяльной прволокия и кипении флюса.
Исходя из этого, меры безопасности должны быть следующими:
- Перед началом работы следует осмотреть оборудование на предмет отсутствия механических повреждений, целостности кабеля питания и вилки, надежности крепления жала.
- Рабочее место должно хорошо вентилироваться, лучше всего — быть оборудованным вытяжной вентиляцией.
- Рабочее место недопустимо захламлять, в рабочей зоне должны быть только те предметы, которые будут паяться прямо сейчас.
- Каждый раз, выпуская электропаяльник из рук, кладите его на специальную массивную подставку, исключающую опрокидывание.
- Следует остерегаться брызг припоя и флюса, для чего надо обязательно использовать защитные очки или прозрачный щиток.
- Для фиксации деталей следует применять только инвентарные приспособления: пинцеты, зажимы, устройство «третья рука».
Недопустимо придавливать спаиваемые предметы локтем, кистью, корпусом прибора или другими тяжелыми предметами.
В случае, если брызги попали на кожу, необходимо промыть пораженное место струей холодной чистой воды и нанести антисептическую заживляющую мазь. При попадании брызг в глаза или на другие слизистые оболочки, а также в случае сильных ожогов следует немедленно обратиться к врачу.
При работе следует соблюдать и общие меры электробезопасности, а при использовании газовой паяльной горелки — дополнительные меры пожарной безопасности.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
правила процесса, инструмент и паяльные материалы для нее
Процесс соединения заготовок, в результате которого их материал не расплавляется, называется пайкой. То есть, материал не изменяет своих технических характеристик и качеств.
Пайка металлов происходит за счет смачивания поверхностей заготовок жидким припоем, которым заполняется зазор между двумя металлическими изделиями. При этом припой – это металл или сплав нескольких металлов, обычно олова и свинца.
Соединение с помощью пайки, без расплавления, дает возможность в будущем разъединить детали (распаять или перепаять заново), не нарушая их свойств. Качество пайки зависит от типов соединяемых металлов, от припоя и флюса, нагрева и вида соединения.
Преимущества и недостатки
К преимуществам процесса пайки можно отнести:
- возможность соединять сталь с цветными металлами;
- высокая технологичность процесса;
- возможность проводить паяльные операции в труднодоступных и неудобных местах;
- возможность соединять сложные по конструкции узлы и детали;
- процесс можно проводить не точно по контуру соединения, а по всей плоскости;
- нагрев при пайке обеспечивает термическую обработку металлических заготовок.
Что касается недостатков пайки, основной – это невысокая прочность паяного соединения на отрыв и сдвиг за счет мягкости припойного металла. Сложно проводить операции, которые касаются высокотемпературной технологии.
Где применяется
 После сварки пайка находится на втором месте по применению в категории стыковки металлов. А в некоторых областях производства она занимает главенствующую позицию.
После сварки пайка находится на втором месте по применению в категории стыковки металлов. А в некоторых областях производства она занимает главенствующую позицию.
К примеру, в производстве компьютеров, сотовых телефонов и другой IT-ной техники. Ведь мельчайшие детали этой техники требуют компактного контакта между собой.
Кроме этого пайка применяется для соединения медных трубок в производстве холодильников, теплообменников, при соединении твердосплавных деталей между собой, к примеру, режущие пластины к резцам.
При проведении кузовных работах проводится соединение деталей к тонким металлическим листам. Лужение тоже является частью процесса пайки, а эту операцию применяют для защиты различных конструкций от коррозии металлов.
В общем, можно сказать, что если в каких-то ситуациях нельзя соединить две металлические заготовки между собой сваркой, болтовым соединением, шпильками, клепками, клеем или другими способами, то на помощь приходит именно пайка металла.
Разновидности
Классификация пайки металлов достаточно сложна, потому что в каждой категории приходится учитывать большое количество различных параметров. Имеет значения тип припоя, способ нагрева, присутствует ли в зазоре давление или нет, как кристаллизуется паяный шов.
Но чаще всего разделение проводится по температуре расплавленного припоя. Это низкотемпературный процесс (до 450 ℃) и высокотемпературный (свыше 450 ℃).
Низкотемпературную пайку чаще всего используют именно в электронике, потому что сама технология достаточно проста и экономична. При этом появляется возможность паять мелкие детали, что актуально для этой промышленности. К тому же этим способом можно проводить соединение разнородных металлов и материалов.
Что касается высокотемпературной технологии, то она обозначается высокими прочностными характеристиками места стыка, такое соединение может выдержать даже ударные нагрузки и высокое давление.
В мелкосерийном производстве высокую температуру обеспечивают газовыми горелками или токами индукционного типа средней или высокой частоты.
В классификации процесса пайки есть еще одно разделение, в основе которого лежит тип припоя. Самый распространенный способ – использовать готовый припой.
Кстати, это не обязательно стержни из сплавов, это может быть специальная паста. Припой просто расплавляется и затекает в зазор между деталями. Здесь проявляется капиллярное явление. Силы поверхностного натяжения заставляют расплавленный металл проникать во все поры и трещины деталей.
Вторая позиция в этом разделении – реакционно-флюсовая операция, для чего используется цинкосодержащий флюс. По сути, между нагретыми кромками заготовок из металла и флюсовым материалом происходит химическая реакция, конечный результат которой и есть припой.
Способы нагревания
 Паяльные материалы можно нагревать разными способами. Если говорить о домашнем применении процесса пайки металлов, то самый распространенный вариант – паяльник или горелка.
Паяльные материалы можно нагревать разными способами. Если говорить о домашнем применении процесса пайки металлов, то самый распространенный вариант – паяльник или горелка.
Первый инструмент используется, если необходимо провести низкотемпературный процесс, второй – если высокотемпературный. Разнообразие современных паяльников велико. Среди них есть устройства с автоматической регулировкой температуры и другими полезными функциями.
В производстве используются в основном другие технологии: печная пайка, с помощью индукционных нагревателей, с погружением в специальные ванны с металлом или солями.
Применяется нагрев электросопротивлением, когда припой и соединяемые заготовки нагреваются за счет протекания по ним электрического тока, и прочие.
Припои
В реализации пайки элементов важны припои. Изготавливают их из чистых металлов или их сплавов. При выборе обращают внимание на две основные их характеристики: смачиваемость и температура плавления. Первое свойство – это сцепление припоя с заготовками, где прочность соединения между ними становится выше, чем между молекулами самого припойного материала.
Что касается температуры, то тут есть одно требование – температура плавления припойного металла должна быть ниже, чем тот же показатель у заготовок. Поэтому припойный материал делится на две категории: легкоплавкие и тугоплавкие.
Первые – материалы на основе олова и свинца в чистом виде или с добавлением различных компонентов. Вторые – материалы на основе серебра или меди. Это медно-цинковые припои, которыми можно паять медные, бронзовые и стальные заготовки.
Серебряные марки считаются лучшими, у них высокие прочностные характеристики, поэтому их применяют для стыка деталей, работающих под вибрацией или ударами.
Кроме основных видов в промышленности используются и другие разновидности. К примеру, никелевые применяют для деталей, работающих при высоких температурах.
Золотые – для соединения золотых украшений или пайки трубок, работающих под вакуумом. Магниевые – для стыковки магниевых заготовок или деталей из сплавов этого металла.
Сам припой может быть изготовлен в виде стержней, пасты, порошка, таблеток, тонкой фольги, гранул различного размера.
Флюсы
 Основное требование к качеству соединения – это физический контакт припоя с металлом двух деталей. Поэтому очень важно, чтобы на кромках заготовок не образовалась оксидная пленка.
Основное требование к качеству соединения – это физический контакт припоя с металлом двух деталей. Поэтому очень важно, чтобы на кромках заготовок не образовалась оксидная пленка.
Именно для этого в процессе пайки и применяют флюсы. Их основная задача – удалить старую пленку и не дать возможности образоваться новой.
Классификация флюсов основана на ряде различий по составу и свойствам. Они бывают:
- активные и нейтральные;
- с низкой температурой нагрева и высокой;
- твердые, пастообразные, жидкие, в виде гелей;
- на основе воды и безводные.
Из всех разновидностей, что сегодня используются для пайки металлов, самыми распространенными являются борная кислота и ее натриевая соль (бура), хлористый цинк, канифоль и ортофосфорная кислота.
Особенности паяния
Так как в промышленности реализуются разные проекты, то в процессе пайки могут участвовать разные металлы. Поэтому технологии пайки могут отличаться, а некоторых случаях ее применение крайне затруднено.
Сталь
 Сразу надо оговориться, что стальные заготовки можно паять только припоями на основе олова. Цинкосодержащие материалы для этой операции не подходят за счет низкого смачивания. Вот технологическая карта проводимых этапов.
Сразу надо оговориться, что стальные заготовки можно паять только припоями на основе олова. Цинкосодержащие материалы для этой операции не подходят за счет низкого смачивания. Вот технологическая карта проводимых этапов.
Кромки заготовок из металла очищают от грязи. Затем обрабатывают их наждачной бумагой или железной щеткой, удаляя тем самым оксидную пленку.
Проводится процесс обезжиривания с помощью любого растворителя. Заготовки стыкуются с зазором 2-3 мм. Производится нагрев паяльной лампой или другим нагревательным инструментом.
В зону нагрева добавляется флюс, а затем и припой. Обратите внимание, что последний должен нагреваться больше не от пламени огня, а от разогретых кромок заготовок. После окончания процесса с участка стыка удаляются остатки флюса и припоя.
Чугун
Соединять пайкой можно только серый чугун или ковкий, белый паять нельзя. Правила пайки чугуна основаны на решении двух проблем. Первая – плохая смачиваемость металла за счет большого в нем содержания графита.
Решается проблема просто. Надо перед пайкой обработать поверхности соединения борной кислотой. Вторая проблема – в процессе нагрева в металле происходят изменения его структуры, поэтому пайку чугуна рекомендуют проводить при температуре не выше +750 ℃.
Титан
 Пайка титана одна из самых сложных. На поверхности этого металла расположен альфированный слой, который насыщен атмосферными газами. Его и придется удалить или с помощью травления, или пескоструйкой. И даже после этого на поверхности останется оксидная пленка.
Пайка титана одна из самых сложных. На поверхности этого металла расположен альфированный слой, который насыщен атмосферными газами. Его и придется удалить или с помощью травления, или пескоструйкой. И даже после этого на поверхности останется оксидная пленка.
Чтобы соединение стало качественным, пайку проводят или в вакууме, или аргоном, или специальными флюсами. Последний вариант не гарантирует высокое качество конечного результата. При этом необходимо строго соблюдать температурный режим, который варьируется для данного металла в диапазоне 800-900 ℃.
Что касается припоев, то здесь используют или серебряные, или алюминиевые. Оловянные и свинцовые припои применяют редко, потому что с самим титаном они соединяются плохо. Хотя если нанести оловянный слой или свинцовый на поверхность титановой заготовки, то можно гарантировать неплохое качество пайки.
Нихром
 Пайка нихрома – самый простой процесс, потому что сам сплав (а это симбиоз хрома и никеля) является жаростойким и пластичным.
Пайка нихрома – самый простой процесс, потому что сам сплав (а это симбиоз хрома и никеля) является жаростойким и пластичным.
Температура его плавления в зависимости от добавок варьируется в пределах 1100-1400 ℃. То есть, для пайки можно использовать даже тугоплавкий припойный материал.
Пайка деталей из нихрома проводится при низкотемпературном режиме. Соединение сплава со сталью требует наличия высокотемпературного паяния. Многие мастера дома делают припои своими руками, смешивая вазелин (100 г), глицерин (5 г) и хлористый порошковый цинк (7 г).
Область применения пайки дает возможность соединять между собой детали из разных цветных металлов. Конечно, к выбору методов пайки надо подходить с позиции соответствия и технологии соединения, и правильного выбора расходных материалов.
Но, как показывает практика, в основе процесса лежит тип самих соединяемых заготовок, то есть, насколько высока их температура плавления.
Отталкиваясь от этого, и выбирается сам вид паяной операции. Ведь температура плавления припоя должна быть ниже, чем у металла соединяемых деталей. И нарушать этот закон нельзя ни в коем случае. Нарушили – получили некачественное соединение или, вообще, не получили спайки.
svaring.com
Пайка деталей
Внимание покупателей подшипников Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас: +74956460012
Доставка подшипников по РФ и зарубежью. Каталог подшипников на сайте каталог
|
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
+74956460012
[email protected]
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
+7 (495) 646 00 12
[email protected]
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте

Пайка, так же как и сварка, относится к способам образования неразъемных соединений.
Соединение двух и более деталей осуществляется за счет специально вводимого более легкоплавкого металла, называемогоприпоем.
Расплавленный жидкий припой смачивает соединяемые поверхности, частично дифундирует в них, а при остывании обеспечивает достаточно прочное соединение.
Различают:
мягкую пайку с помощью оловяно-свинцовых припоев
твердую пайку — с помощью медно-цинковых, серебряных и других припоев.
Мягкие припои легкоплавки (Тпл = 200~300°С). Механическая прочность этих припоев не более 50-70 Н/мм2. Применяются они главным образом там, где требуется герметичность соединения и хороший электрический контакт, т. е. в электро- и радиотехнике, и для пайки сосудов.
Твердые припои плавятся при температуре 720-860° и более, имеют механическую прочность 400-500 Н/мм2 и более.
Кроме припоев, при любой пайке металлов должны применяться различные флюсы для предохранения места спая от коррозии. Они же обеспечивают лучшую смачиваемость места соединения расплавленным припоем и способны растворять металлические окислы.
В качестве флюсов при оловяно-свинцовой пайке применяют: канифоль, нашатырь, хлористый цинк, соляную и фосфорную кислоты.
При пайке твердыми припоями используют в качестве флюса буру и плавильный шпат в смеси с окислителями или солями щелочных металлов.
Перед пайкой поверхности деталей очищают от окисной пленки и других загрязнений тонкой наждачной шкуркой, напильником, абразивом и другими средствами. Затем обезжиривают в растворе щелочи, промывают в воде. Для предупреждения смещения во время нагрева и пайки детали скрепляют проволокой или струбциной.
Прочность соединения во многом зависит от величины образовавшегося зазора. Практикой установлено, что величина зазора между соединяемыми деталями должна быть:
при пайке стали медью — не более 0,012 мм; в прочих случаях — 0,04-0,1 мм;
при серебряном припое — 0,05-0,08 мм;
при пайке цветных металлов — 0,1-0,15 мм.
По способу нагрева различают:
Пайку деталей с местным нагревом (паяльной лампой, газовой горелкой, электрической дугой, контактным сопротивлением и др.)
Пайку с общим нагревом (в горнах, печах, в ваннах металлических и соляных)
Для пайки мягким припоем применяют нагрев паяльником. Хорошо облуженным разогретым паяльником забирают порцию припоя и проводят им по шву, создавая необходимый прогрев и равномерное затекание расплавленного припоя во все зазоры. Если шов достаточно длинный, то перед паяльником впереди надо вести палочку припоя и периодически натирать нашатырем конец нагретого паяльника. По мере остывания паяльника надо подогреть и вновь облудить рабочую его часть. Хорошая взаимная пригонка спаиваемых деталей с минимальным и равномерным зазором гарантирует высокое качество шва. Спаивание деталей при помощи погружения их в ванны с расплавленным припоем применяется как для мягкой пайки, так и для пайки медноцинковым припоем в условиях серийного и массового производства. Подготовленные к пайке детали покрывают в месте спая флюсом и тут же опускают в ванну. После непродолжительной выдержки их вынимают и дают избытку припоя стечь в ванну. Поверхности, не требующие пайки, при подготовке покрывают защитным покрытием, состоящим из графита, мела и глины, или смачивают раствором хромовой кислоты.
Твердая пайка в большинстве случаев выполняется в соляных ваннах из смеси расплавленных компонентов хлористого бария и хлористого калия. Подготовленные по всем правилам к пайке детали с вставленными прокладками припоя опускаются на несколько минут в соляную ванну. После расплавления припоя детали вынимаются, остывают и направляются в зачистку. Общий нагрев деталей в печах применяется для пайки латунью или медью. Подготовленные детали с припоем и флюсом загружаются в печь, нагретую на 50-80% выше температуры плавления припоя. При начале расплавления припоя детали извлекают из печи, дают им остыть, а затем направляют на зачистку.
В настоящее время применяется автоматическая пайка стальных изделий в электрических печах с защитной газовой атмосферой; благодаря этому изделие не окисляется и остается светлым. Автоматической пайкой из простых штампованных деталей получают детали сложной конфигурации. Собранные детали с припоями и флюсом устанавливаются на огнеупорные поддоны, проходят нагрев. После расплавления припоя поддон с деталями автоматически перемещается в охладительную камеру. При автоматической пайке обеспечивается высокая культура производства и высокая прочность швов, не уступающая прочности основного металла.
themechanic.ru
Пайка SMD деталей в домашних условиях

SMD — Surface Mounted Devices — Компоненты для поверхностного монтажа — так расшифровывается эта английская аббревиатура. Они обеспечивают более высокую по сравнению с традиционными деталями плотность монтажа. К тому же монтаж этих элементов, изготовление печатной платы оказываются более технологичными и дешевыми при массовом производстве, поэтому эти элементы получают все большее распространение и постепенно вытесняют классические детали с проволочными выводами.
Монтажу таких деталей посвящено немало статей в Интернете и в печатных изданиях, в своей статье про выбор главного инструмента я уже писал немного по этой теме. Сейчас хочу ее дополнить.
Надеюсь мой опус будет полезен для начинающих и для тех, кто пока с такими компонентами дела не имел.
Выход статьи приурочен к выпуску первого датагорского конструктора, где таких элементов 4 шт., а собственно процессор PCM2702 имеет супер-мелкие ноги. Поставляемая в комплекте печатная плата имеет паяльную маску, что облегчает пайку, однако не отменяет требований к аккуратности, отсутствию перегрева и статики.
Инструменты и материалы
Несколько слов про необходимые для этой цели инструменты и расходные материалы. Прежде всего это пинцет, острая иголка или шило, кусачки, припой, очень полезен бывает шприц с достаточно толстой иголкой для нанесения флюса. Поскольку сами детали очень мелкие, то обойтись без увеличительного стекла тоже бывает очень проблематично. Еще потребуется флюс жидкий, желательно нейтральный безотмывочный. На крайний случай подойдет и спиртовой раствор канифоли, но лучше все же воспользоваться специализированным флюсом, благо выбор их сейчас в продаже довольно широкий.
В любительских условиях удобнее всего такие детали паять при помощи специального паяльного фена или по другому — термовоздушной паяльной станцией. Выбор их сейчас в продаже довольно велик и цены, благодаря нашим китайским друзьям, тоже очень демократичные и доступны большинству радиолюбителей. Вот например такой образчик китайского производства с непроизносимым названием. Я такой станцией пользуюсь уже третий год. Пока полет нормальный.

Ну и конечно же, понадобится паяльник с тонким жалом. Лучше если это жало будет выполнено по технологии «Микроволна» разработанной немецкой фирмой Ersa. Оно отличается от обычного жала тем, что имеет небольшое углубление в котором скапливается капелька припоя. Такое жало делает меньше залипов при пайке близко расположенных выводов и дорожек. Настоятельно рекомендую найти и воспользоваться. Но если нет такого чудо-жала, то подойдет паяльник с обычным тонким наконечником.

В заводских условиях пайка SMD деталей производится групповым методом при помощи паяльной пасты. На подготовленную печатную плату на контактные площадки наносится тонкий слой специальной паяльной пасты. Делается это как правило методом шелкографии. Паяльная паста представляет собой мелкий порошок из припоя, перемешанный с флюсом. По консистенции он напоминает зубную пасту.

После нанесения паяльной пасты, робот раскладывает в нужные места необходимые элементы. Паяльная паста достаточно липкая, чтобы удержать детали. Потом плату загружают в печку и нагревают до температуры чуть выше температуры плавления припоя. Флюс испаряется, припой расплавляется и детали оказываются припаянными на свое место. Остается только дождаться охлаждения платы.
Вот эту технологию можно попробовать повторить в домашних условиях. Такую паяльную пасту можно приобрести в фирмах, занимающихся ремонтом сотовых телефонов. В магазинах торгующих радиодеталями, она тоже сейчас как правило есть в ассортименте, наряду с обычным припоем. В качестве дозатора для пасты я воспользовался тонкой иглой. Конечно это не так аккуратно, как делает к примеру фирма Asus когда изготовляет свои материнские платы, но тут уж как смог. Будет лучше, если эту паяльную пасту набрать в шприц и через иглу аккуратно выдавливать на контактные площадки. На фото видно, что я несколько переборщил плюхнув слишком много пасты, особенно слева.
Посмотрим, что из этого получится. На смазанные пастой контактные площадки укладываем детали. В данном случае это резисторы и конденсаторы. Вот тут пригодится тонкий пинцет. Удобнее, на мой взгляд, пользоваться пинцетом с загнутыми ножками.
Вместо пинцета некоторые пользуются зубочисткой, кончик которой для липкости чуть намазан флюсом. Тут полная свобода — кому как удобнее.
После того как детали заняли свое положение, можно начинать нагрев горячим воздухом. Температура плавления припоя (Sn 63%, Pb 35%, Ag 2%) составляет 178с*. Температуру горячего воздуха я выставил в 250с* и с расстояния в десяток сантиметров начинаю прогревать плату, постепенно опуская наконечник фена все ниже. Осторожнее с напором воздуха — если он будет очень сильным, то он просто сдует детали с платы. По мере прогрева, флюс начнет испаряться, а припой из темно-серого цвета начнет светлеть и в конце концов расплавится, растечется и станет блестящим. Примерно так как видно на следующем снимке.

После того как припой расплавился, наконечник фена медленно отводим подальше от платы, давая ей постепенно остыть. Вот что получилось у меня. По большим капелькам припоя у торцов элементов видно где я положил пасты слишком много, а где пожадничал.
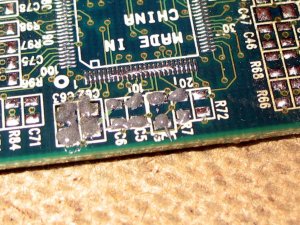
Паяльная паста, вообще говоря, может оказаться достаточно дефицитной и дорогой. Если ее нет в наличии, то можно попробовать обойтись и без нее. Как это сделать рассмотрим на примере пайки микросхемы. Для начала все контактные площадки необходимо тщательно и толстым слоем облудить.

На фото, надеюсь видно, что припой на контактных площадках лежит такой невысокой горочкой. Главное чтобы он был распределен равномерно и его количество на всех площадках было одинаково. После этого все контактные площадки смачиваем флюсом и даем некоторое время подсохнуть, чтобы он стал более густым и липким и детали к нему прилипали. Аккуратно помещаем микросхему на предназначенное ей место. Тщательно совмещаем выводы микросхемы с контактными площадками.

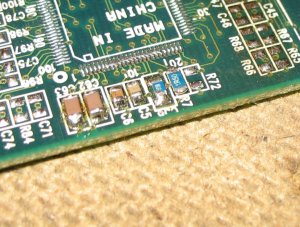
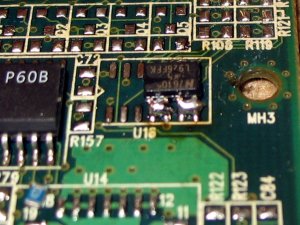
Рядом с микросхемой я поместил несколько пассивных компонентов керамические и электролитический конденсаторы. Чтобы детали не сдувались напором воздуха нагревать начинаем свысока. Торопиться здесь не надо. Если большую сдуть достаточно сложно, то мелкие резисторы и конденсаторы запросто разлетаются кто куда.

Вот что получилось в результате. На фото видно, что конденсаторы припаялись как положено, а вот некоторые ножки микросхемы (24, 25 и 22 например) висят в воздухе. Проблема может быть или в неравномерном нанесении припоя на контактные площадки или в недостаточном количестве или качестве флюса. Исправить положение можно обычным паяльником с тонким жалом, аккуратно пропаяв подозрительные ножки. Чтобы заметить такие дефекты пайки необходимо увеличительное стекло.

Паяльная станция с горячим воздухом — это хорошо, скажете вы, но как быть тем, у кого ее нет, а есть только паяльник? При должной степени аккуратности SMD элементы можно припаивать и обычным паяльником. Чтобы проиллюстрировать эту возможность припаяем резисторы и пару микросхем без помощи фена одним только паяльником. Начнем с резистора. На предварительно облуженные и смоченные флюсом контактные площадки устанавливаем резистор. Чтобы он при пайке не сдвинулся с места и не прилип к жалу паяльника, его необходимо в момент пайки прижать к плате иголкой.
Потом достаточно прикоснуться жалом паяльника к торцу детали и контактной площадке и деталь с одной стороны окажется припаянной. С другой стороны припаиваем аналогично. Припоя на жале паяльника должно быть минимальное количество, иначе может получиться залипуха.
Вот что у меня получилось с пайкой резистора.

Качество не очень, но контакт надежный. Качество страдает из за того, что трудно одной рукой фиксировать иголкой резистор, второй рукой держать паяльник, а третьей рукой фотографировать.
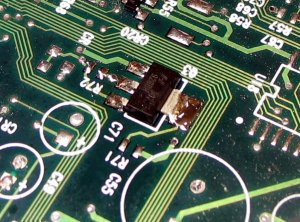
Транзисторы и микросхемы стабилизаторов припаиваются аналогично. Я сначала припаиваю к плате теплоотвод мощного транзистора. Тут припоя не жалею. Капелька припоя должна затечь под основание транзистора и обеспечить не только надежный электрический контакт, но и надежный тепловой контакт между основанием транзистора и платой, которая играет роль радиатора.

Во время пайки можно иголкой слегка пошевелить транзистор, чтобы убедиться что весь припой под основанием расплавился и транзистор как бы плавает на капельке припоя. К тому же лишний припой из под основания при этом выдавится наружу, улучшив тепловой контакт. Вот так выглядит припаянная микросхема интегрального стабилизатора на плате.
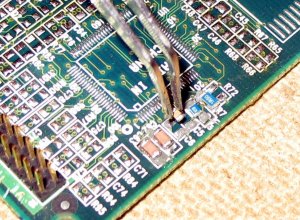
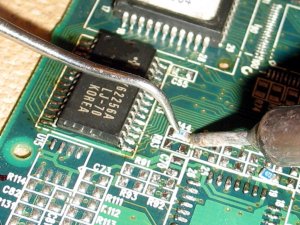
Теперь надо перейти к более сложной задаче — пайке микросхемы. Первым делом, опять производим точное позиционирование ее на контактных площадках. Потом слегка «прихватываем» один из крайних выводов.

После этого нужно снова проверить правильность совпадения ножек микросхемы и контактных площадок. После этого таким же образом прихватываем остальные крайние выводы.

Теперь микросхема никуда с платы не денется. Осторожно, по одной припаиваем все остальные выводы, стараясь не посадить перемычку между ножками микросхемы.
Вот тут то нам очень пригодится жало «микроволна» о котором я упоминал вначале. С его помощью можно производить пайку многовыводных микросхем, просто проводя жалом вдоль выводов. Залипов практически не бывает и на пайку одной стороны с полусотней выводов с шагом 0,5 мм уходит всего минута. Если же такого волшебного жала у вас нет, то просто старайтесь делать все как можно аккуратнее.

Что же делать, если несколько ножек микросхемы оказались залиты одной каплей припоя и устранить этот залип паяльником не удается?
Тут на помощь придет кусочек оплетки от экранированного кабеля. Оплетку пропитываем флюсом. Затем прикладываем ее к заляпухе и нагреваем паяльником.

Оплетка как губка впитает в себя лишний припой и освободит от замыкания ножки микросхемы. Видно, что на выводах остался минимум припоя, который равномерно залил ножки микросхемы.

Надеюсь, я не утомил вас своей писаниной, и не сильно расстроил качеством фотографий и полученных результатов пайки. Может кому-нибудь этот материал окажется полезным. Удачи!
С уважением, Тимошкин Александр (TANk)
Александр (TANk)
РФ, г.Ижевск
С паяльником с детства. По этой причине попал в спецшколу, где вместо уроков труда в старших классах были уроки радиоэлектроники.Потом физфак университета. Работа технологом в цехе микроэлектроники на оборонном заводе, пока завод не развалили.
Потом преподавал всяческую физику в университете. И вот уже лет двадцать — лужу паяю, компы починяю.
datagor.ru