ВАЗ 2115 | Затяжка болтов головки блока цилиндров
Руководства → ВАЗ → 2115 (Самара 2)
Затяжка болтов головки блока цилиндров
(2) ДВИГАТЕЛЬ D7F
Предварительная усадка уплотнительной прокладки
Затяжка всех болтов с моментом 2 даН.м, затем доворот на 90° в указанном ниже порядке. Выдержка 3 минуты
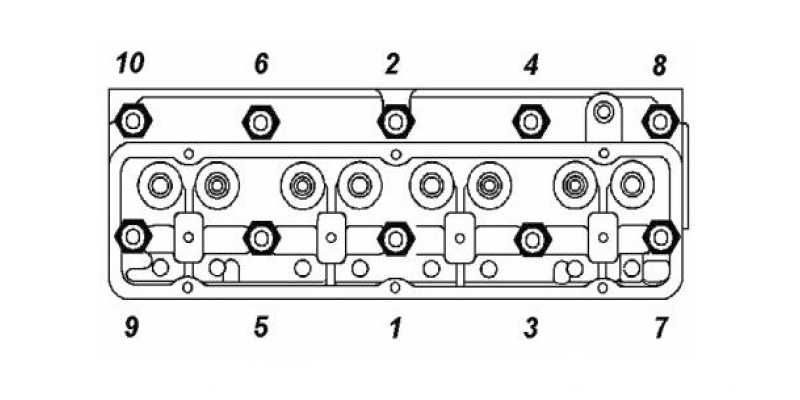
Затяжка болтов головки блока цилиндров
— Отверните болты 1 и 2 до их свободного вращения.
— Затяните болты 1 и 2 с моментом 2 даН.м, затем доверните их на 200°.
— Отверните болты 3-4-5-6доих свободного вращения.
— Затяните болты 3-4-5-6с моментом 2 даН.м, затем доверните их на 200°.
— Отверните болты 7-8-9-10 до их свободного вращения.
— Затяните болты 7-8-9-10с моментом 2 даН.м, затем доверните их на 200°.
Порядок затяжки
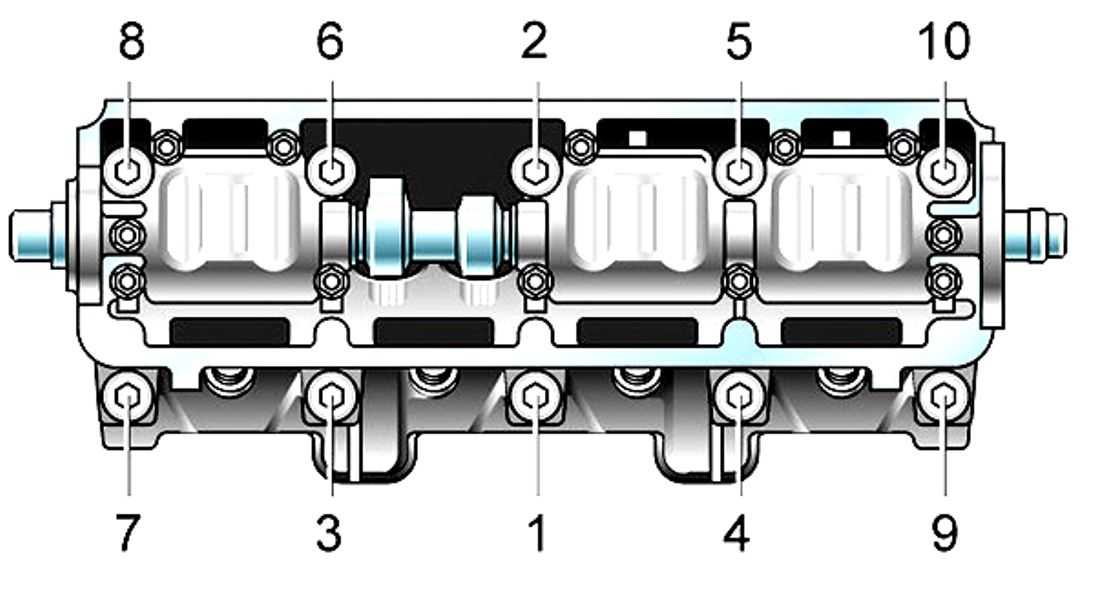
(3) ДВИГАТЕЛЬ E7J
Предварительная усадка уплотнительной прокладки
Затяжка с моментом 2 даН.м, затем доверните на 100°±6° в указанном порядке:
— затяжка болтов 1-2,
— затяжка болтов 3-4-5-6,
— затяжка болтов 7-8-9-10.
Усадка уплотнительной прокладки.
Выдержка 3 минуты.
Затяжка
— Отверните болты 1-2.
Повторная затяжка болтов 1-2 с моментом 2 даН.м, затем доверните их на 100°±6°.
— Отверните болты 3-4-5-6.
Повторная затяжка болтов 3-4-5-6 с моментом 2 даН.м, затем доверните их на 100°±6°.
— Отверните болты 7-8-9-10.
Повторная затяжка болтов 7-8-9-10 с моментом 2 даН.м, затем доверните их на 100°±6°.
Подтяжка резьбовых соединений головки блока цилиндров не производится.
Порядок затяжки
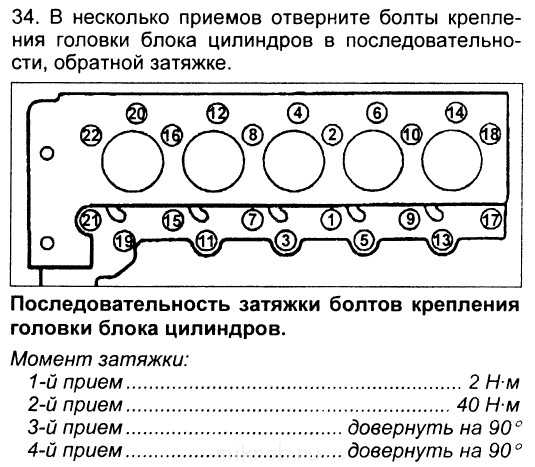
(4) ДВИГАТЕЛЬ E7J
Предварительная усадка уплотнительной прокладки Затяжка с моментом 3 даН.м, затем доверните на 100°±4°.
Выдержка 3 минуты.
Затяжка
Затяжка соединений головки блока цилиндров выполняется поэтапно, последовательность затяжки болтов: 1-2, затем 3-4, 5-6, 7-8 и, наконец, 9-10.
Отверните поочередно болты до их свободного вращения, затем выполните:
-Iю повторную затяжку с моментом 2,5 даН. м.
м.— 2ю повторную затяжку на 213°±7°.
Порядок затяжки
Двигатель | Емкость заправки маслом * (л) | Минимальное давление масла (бар) при 80° С | ||||
Картер | Картер + Фильтр | Холостой ход | 1000 об/мин | 3000 об/мин | 4000 об/мин | |
D7F | 3,5 | 3,7 | 0,8 | — | — | 3,5 |
E7J | 2,7 | 2,9 | 1 | — | — | 3 |
F8Q | 4,7 | 5,2 | — | 1,2 | 3,5 | — |
Качество используемого масла см. в главе «Общие сведения».
в главе «Общие сведения».
* Количество после смены масла (проверяется с помощью щупа).
16. Порядок затяжки болтов (гаек) крепления головки блоков цилиндров
Крепление головки блоков цилиндров, картеров и крышек распределительных шестерен, многоболтовых фланцев производят в определенной последовательности — от середины к краям и крест-на-крест, с многократным постепенным затягиванием крепежных деталей ( фиг. Такой способ крепления обеспечивает равномерное прилегание деталей друг к другу без перекосов и местных перенапряжений и обеспечивает равномерное и надежное уплотнение прокладок.
Болты и гайки крепления головки блока цилиндров затягивают динамометрическим ключом
Детали кривошипно-шатунного механизма во время работы сильно нагреваются и воспринимают переменные нагрузки большой величины, поэтому для обеспечения длительной работы двигателя в исправном состоянии необходимо выполнять следующие рекомендации:
применять моторные масла только рекомендованные в соответствии с климатическими и температурными условиями;
новый или отремонтированный двигатель необходимо подвергать обкатке;
пуск двигателя при температуре окружающей среды ниже -5°С следует производить при помощи предпускового подогревателя или только после предварительного прогрева водой;
не давать двигателю полной нагрузки, пока он не прогреется;
не перегружать двигатель длительное время и не допускать во время работы ненормальных стуков и дымления;
поддерживать температуру охлаждающей жидкости в пределах 82 — 85°С;
не
допускать длительной работы на холостом
ходу.
Основными
внешними признаками неисправности
кривошипно-шатунного механизма являются:
повышенный расход масла, дымный выхлоп
отработавших газов и ненормальные
стуки. Все это происходит в результате
износа деталей и увеличения зазоров в
сопряжениях, что вызывает падение
давления масла в магистрали. Прежде чем
проверять зазор в подшипниках, следует
убедиться в правильности показаний
манометра, проверить загрязненность
фильтров и состояние других элементов
системы смазки. Предварительная оценка
состояния подшипников коленчатого вала
по давлению масла в масляной магистрали
производится приспособлением КИ-4940:
номинальное давление прогретого
двигателя до нормального теплового
состояния при номинальной частоте
вращения должно быть 250 — 350 кПа (2,5 — 3,5
кгс/см2), а предельно допустимое 100 кПа
(1,0 кгс/см2). Падение давления масла в
магистрали ниже предельно допустимого
является одной из причин износа шеек
коленчатого вала и подшипников. Допустимый
зазор в шатунных и коренных подшипниках
коленчатого вала должен быть 0,3 мм.
Зазоры в подшипниках можно проверить следующим способом. После слива масла и снятия поддона необходимо ослабить гайки крепления крышек коренных и шатунных подшипников, и снять крышку проверяемого подшипника вместе с нижним вкладышем. Затем положить на него вдоль оси коленчатого вала прокладку из латуни размером 25x13x0,3 мм, т.е. толщиной, равной максимально допустимому зазору, поставить крышку на место и затянуть гайки. Затяжку производят при помощи динамометрического ключа. Гайки шатунных болтов следует стопорить новыми шплинтами. Момент затяжки гаек коренных подшипников составляет 200 — 220 Н м (20 — 22 кгс-м), а шатунных 150 — 180 Н м (15 — 18 кгс-м).
Затем проверяют возможность вращения коленчатого вала, предварительно включив декомпрессионный механизм. Если вал будет вращаться свободно, то зазор в подшипнике превышает допустимое значение. Увеличение
зазора между деталями цилиндро-поршневой
группы приводит к падению мощности
двигателя, повышенному угару масла и
выделению газов из сапуна. Чтобы оценить
состояние цилиндропоршневой группы,
можно воспользоваться различными
способами, но наиболее простыми являются
такие, которые позволяют определить
техническое состояние деталей без
разборки двигателя. К этим способам
относятся: определение компрессии в
цилиндрах двигателя при помощи
компрессиметра КИ-861 или технического
состояния цилиндропоршневой группы по
утечке газов в картер двигателя при
помощи индикатора расхода газов
КИ-4887-1.
Чтобы оценить
состояние цилиндропоршневой группы,
можно воспользоваться различными
способами, но наиболее простыми являются
такие, которые позволяют определить
техническое состояние деталей без
разборки двигателя. К этим способам
относятся: определение компрессии в
цилиндрах двигателя при помощи
компрессиметра КИ-861 или технического
состояния цилиндропоршневой группы по
утечке газов в картер двигателя при
помощи индикатора расхода газов
КИ-4887-1.
Окончательное решение о техническом состоянии цилиндропоршневой группы можно принять только после частичной разборки двигателя с замером зазоров между отдельными сопряженными деталями. Например, предельные зазоры между основными деталями цилиндропоршневой группы, по которым оценивают техническое состояние двигателя А-ОЗМЛ, равны:
зазор между юбкой поршня и гильзой цилиндра в верхнем рабочем пояске — 0,60 мм;
зазор между канавкой поршня и верхним компрессионным кольцом — 0,50 мм;
зазор
между остальными кольцами — 0,40 мм;
зазор в стыке компрессионного кольца
— 6,00 мм; зазор в стыке маслосъемного
кольца — 3,00 мм; зазор между бобышками
поршня и пальцем — 0,10 мм; зазор между
верхней головкой шатуна и пальцем —
0,30 мм; выступание гильзы цилиндра
относительно плоскости блока — 0,165 мм.
Для установки поршневых пальцев поршни перед сборкой нагревают в масле до температуры 80 — 100°С. Поршневые кольца подбирают по гильзе, а затем по канавкам в поршне. Для проверки зазора в замке кольца его устанавливают в гильзу при помощи Поршня на глубину 25 мм от верхнего торца. Подгонка зазора в замке осуществляется при помощи личного напильника, а под гонка кольца по канавкам в поршне по высоте осуществляется притиркой на чугунной плите.
Гильзы цилиндров меняют на новые, если их износ в верхней зоне первого компрессионного кольца превышает 0,60 мм. Поршни заменяют, если зазор между канавкой и новым компрессионным кольцом по высоте превышает 0,50 мм. Затяжку гаек на шпильках при креплении головки цилиндров двигателя производят в определенной последовательности, момент составляет 200 — 220 Н м (20 — 22 кгс-м)
Процедура затяжки болтов головки TTY на двигателях GM 3,8 л?
Перейти к содержимому Искать:Реклама
Social Connect
Ресурсы
Наш бренд
Контент для профессионалов и любителей двигателей
Подписаться
Перво-наперво — всех с наступающим Новым годом. Я искренне надеюсь, что вы были с друзьями и семьей во время праздников, и что у всех вас был безопасный и веселый конец 2021 года. Теперь мы официально приветствовали 2022 год, и, поскольку праздники быстро приходят и уходят, как всегда, я
Я искренне надеюсь, что вы были с друзьями и семьей во время праздников, и что у всех вас был безопасный и веселый конец 2021 года. Теперь мы официально приветствовали 2022 год, и, поскольку праздники быстро приходят и уходят, как всегда, я
Обо всем по порядку. С Новым годом вас всех. Я искренне надеюсь, что вы были с друзьями и семьей во время праздников, и что у всех вас был безопасный и веселый конец 2021 года. Теперь мы официально приветствовали 2022 год, и, поскольку праздники быстро приходят и уходят, как всегда, Я поймал себя на том, что вспоминаю год.
Читать полностью
Новогодняя резолюция
Безумно думать, что 2021 год подходит к концу. Дни и недели в году всегда кажутся длинными, но месяцы и сам год пролетают незаметно. Странно, что так всегда. Как говорится, Отца Времени не остановить! Все, что мы можем сделать, это двигаться вперед и
Автор: Грег Джонс
Машиностроитель не вашего отца
Я на самом деле потерял счет тому, сколько времени прошло с тех пор, как люди начали заявлять, что печать умерла. Прошло много времени! Теперь я понимаю, что заявление о том, что «печать мертва», может быть другим для газет, чем для журналов, но я могу сказать вам следующее: ландшафт контента, безусловно, меняется. Статьи по теме –
Прошло много времени! Теперь я понимаю, что заявление о том, что «печать мертва», может быть другим для газет, чем для журналов, но я могу сказать вам следующее: ландшафт контента, безусловно, меняется. Статьи по теме –
Автор: Грег Джонс
Опыт всегда побеждает
Гонки Формулы-1 часто рассказывают небольшие истории внутри каждой отдельной гонки; Финальные отрезки Гран-при России в моих глазах доказали, что опыт всегда побеждает.
Автор: Грег Джонс
Другие сообщения
Наука против религии
Что-то, что я иногда считаю само собой разумеющимся в этой отрасли, это количество знаний, которыми мы располагаем. Это происходит из всех слоев общества, разных возрастов, полов, регионов, а также из разных областей производства, разработки, двигателестроения, гонок и так далее. У нас есть несколько очень умных и талантливых людей, помогающих распространять информацию по нашим
Автор: Грег Джонс
Куда делись все детали двигателя?
Звучит знакомо? «Мы сталкиваемся с проблемами в цепочке поставок, которые привели к задержкам производства, временному дефициту товаров, увеличению сроков выполнения заказов и увеличению затрат. Вы можете столкнуться с задержкой доставки и нехваткой товара. Мы полны решимости справиться с этими проблемами и благодарим вас за ваше терпение и поддержку». Статьи по теме — EPA
Автор Грег Джонс
Защитите себя как малый бизнес
Колонка этого месяца предназначена для всех тех, кто занимается малым бизнесом в области автомобилестроения, а также для тех, кто хочет попасть в этот сегмент отрасли. Производительность автомобилей — это серая зона, которая сопряжена с рисками и выгодами, а также с клиентами, которые не знают, чего они не знают. Если вы не будете осторожны,
Нейт Буш
Апрель был добр ко мне
Два года назад в этом месяце меня повысили до редактора этого прекрасного издания и бренда, который мы называем Engine Builder. После пяти лет работы управляющим редактором я получил шанс управлять кораблем, как говорится, когда Дуг Кауфман принял должность главного редактора Babcox Media
Автор Грег Джонс
FLNAG0005 Визуально осмотрите выравнивание фланцев, чтобы убедиться в том, что получена приемлемая посадка. При центровке фланцев следите за тем, чтобы в стыке не было остаточных напряжений. Использование термокоррекции для выравнивания фланцев не рекомендуется и должно быть строго запрещено. После завершения всех предварительных проверок. Вы можете продолжить затяжку шпильки в заранее определенной последовательности крутящего момента, упомянутой здесь. Затяните болты и гайки в последовательности «КРЕСТ-КРЕСТ», используя как минимум три прохода затяжки и максимальное усилие болта, как определено. После завершения трех основных проходов крутящего момента повторите затяжку гаек по крайней мере один раз, используя окончательный крутящий момент «КРЕСТ-КРЕСТ», пока гайка не перестанет вращаться. Для удобства нумерация болтов должна быть выполнена по часовой стрелке вокруг фланца в следующей последовательности. В таблице ниже показана последовательность крутящего момента для фланцев с болтами от 4 до 32. Проверка центровки фланцев.

Чеки для гаек, шпилек или болтов
 Смазка не должна использоваться в прокладке и в зоне посадки прокладки.
Смазка не должна использоваться в прокладке и в зоне посадки прокладки. Проверка прокладки

Последовательность затяжки фланцевых болтов
 Убедитесь, что прокладка сжимается равномерно.
Убедитесь, что прокладка сжимается равномерно. Number of Bolt / Stud Bolt Tightening Sequence to Follow 4 bolt Flange 1,3,2,4 8 bolt Flange 1,5,3 ,7,2,6,4,8 12 болтов Фланец 1,7,4,10,2,8,5,11,3,9,6,12 16 болтов Фланец 1,9,5,13,3,11,7,15,2,10,6,14,4,12,8,16 20 болтов Фланец 1,11,6,16,3,13,8,18,5,15,10,20,2,12,7,17,4,14,9,19 24 болта Фланец 1,13,7,19,4,16,10,22,2,14,8,20,5,17,11,23,6,18,12,24,3,15 ,9,21 28 болт Фланец 1,15,8,22,4,18,11,25,6,20,13,27,2,16,9,23,5,19,12 ,26,3,17,10,24,7,21,14,28 32 болта Фланец 1,17,9,25,5,21,13,29,3,19,11,27 ,7,23,15,31,2,18,10,26,6,22,14,30,8,24,16,32,4,20,12,28
Torque Table for Class 150 Flange
| Flange Materials : ASTM A105, ASTM A182 grades F50 and F51, ASTM A350 grades LF2 and LF3, ASTM A694 grade F52 | |||||||
|---|---|---|---|---|---|---|---|
Bolting Materials : ASTM A193 классов B7 и B7M, ASTM A320 классов L7, L7M и L43. | |||||||
| Тип прокладки: Графитовая прокладка с выступом | |||||||
| Смазка для болтов Molykote 1000 (µ = 0,11) | |||||||
| Размер в дюймах | Размер в мм | Кол-во болтов | Диам. | Тип резьбы | Напряжение болта фунт/дюйм2 | Момент затяжки фунт-сила-фут. | Torque Nm |
| 1/2 | 15 | 4 | ½” | UNC | 25,000 | 22 | 30 |
| 3/4 | 20 | 4 | ½ | UNC | 30 000 | 26 | 36 |
| 1 | 35 | 4 | ½” | UNC | 33,000 | 29 | 39 |
| 1 ½ | 40 | 4 | ½” | UNC | 50,000 | 44 | 60 |
| 2 | 50 | 4 | 5/8” | UNC | 50,000 | 86 | 117 |
| 3 | 80 | 4 | 5/8” | UNC | 50,000 | 86 | 117 |
| 4 | 100 | 8 | 5/8” | UNC | 40,000 | 69 | 93 |
| 6 | 150 | 8 | ¾” | UNC | 45,000 | 137 | 185 |
| 8 | 200 | 8 | ¾” | UNC | 45,000 | 137 | 185 |
| 10 | 250 | 12 | 7/8” | UNC | 40,000 | 194 | 263 |
| 12 | 300 | 12 | 7/8” | UNC | 40,000 | 194 | 263 |
| 14 | 350 | 12 | 1” | UN8 | 41,000 | 296 | 401 |
| 16 | 400 | 16 | 1” | UN8 | 40,000 | 289 | 392 |
| 18 | 450 | 16 | 1 1/8” | UN8 | 40,000 | 421 | 571 |
| 20 | 500 | 20 | 1 1/8” | UN8 | 40,000 | 421 | 571 |
| 24 | 600 | 20 | 1 ¼” | UN8 | 40 000 | 588 | 797 |
 13 Flance Flance
13 Flance Flance 11)
11)