ПРАВКА КОЛЕНЧАТОГО ВАЛА ДВИГАТЕЛЯ
Правка вала осуществляется на прессах или специальном оборудовании. Существует несколько различных способов правки, в том числе путем приложения к валу усилия, перпендикулярного оси, растягиванием или сжатием деформированных участков вала, а также созданием наклепа на поверхности вала. Правка позволяет уменьшить деформацию вала (биение опорных шеек) обычно до 0,05+0,08 мм для последующего шлифования.
Базовыми поверхностями для правки являются опорные шейки и крайние вспомогательные поверхности вала, т.е. вал после правки должен иметь минимальные взаимные биения всех указанных поверхностей. Правиться могут валы, имеющие биения опорных шеек от 0,05 мм и более (до 1,0-1,5 мм). Основным преимуществом правки является возможность исключить балансировку коленчатого вала, если последующее шлифование выполнено качественно, т.е. без смещения осей поверхностей и взаимных биений.
Однако, несмотря на то, что правка является весьма эффективным средством ремонта валов, существует ряд ограничений.
Термообработка вала может быть проведена в печи при температуре порядка 180°С. После термообработки, нужно проверить деталь на наличие деформации и при необходимости устранить ее. Большинство способов по восстановлению (наварка, наплавка, нагрев) изношенных поверхностей вызывают деформацию всегда весьма значительную. Чем сильнее, разогревав при наплавке, тем больше остаточная деформация. Не исключено, что после некоторых способов восстановления (наплавка, наварка, нагрев)вал следует править и термообрабатывать. Остановимся более подробно на способах нанесения металлов на изношенные поверхности валов. Любое нанесение металла на изношенную поверхность является крайней мерой, когда другие способы восстановления исчерпаны. Например, не следует «варить» всю изношенную поверхность для того, чтобы использовать стандартные вклады подшипников в большинстве случаев можно найти вкладыши нужного размера. Другое дело, когда шейки имеют очень большие износы. В таком случае необходимо наваривать, наплавлять только эти шейки, а весь вал обрабатывать в следующий ремонтный размер ориентируясь на мало изношенные поверхности.
После термообработки, нужно проверить деталь на наличие деформации и при необходимости устранить ее. Большинство способов по восстановлению (наварка, наплавка, нагрев) изношенных поверхностей вызывают деформацию всегда весьма значительную. Чем сильнее, разогревав при наплавке, тем больше остаточная деформация. Не исключено, что после некоторых способов восстановления (наплавка, наварка, нагрев)вал следует править и термообрабатывать. Остановимся более подробно на способах нанесения металлов на изношенные поверхности валов. Любое нанесение металла на изношенную поверхность является крайней мерой, когда другие способы восстановления исчерпаны. Например, не следует «варить» всю изношенную поверхность для того, чтобы использовать стандартные вклады подшипников в большинстве случаев можно найти вкладыши нужного размера. Другое дело, когда шейки имеют очень большие износы. В таком случае необходимо наваривать, наплавлять только эти шейки, а весь вал обрабатывать в следующий ремонтный размер ориентируясь на мало изношенные поверхности.
В то же время не известны случаи поломки после восстановления коренных шеек коленчатых валов; хвостовиков коленчатых валов; опорных шеек распределительных валов, если их диаметр меньше диаметра кулачков (рис 3.3.15)
Указанные особенности поведения валов после ремонта следует обязательно учитывать перед выбором способа ремонта, что бы не допустить существенного снижения надежности отремонтированного двигателя. Рассмотрим теперь, как может быть отремонтирован вал, имеющий довольно значительные биения, с помощью различных способов правки.
Установленный в центрах вал проверяется индикатором на биение у краев хвостовика — посадочного места шкива или биением хвостовика более 0,05 мм предполагают в обязательном порядке наплавку (наварку) слоя металла на поверхность хвостовика, поскольку хвостовик получает после притирки переднего центра дополнительное биение 0,08-0,60 мм.
Рисунок 3.3.15 — Уменьшение биения опорных шеек правкой центровой фаски хвостовика на минимум биения первой опорной шейки:
а — до правки фаски; б — после правки фаски биения опорных шеек малы, но требуется наварка и шлифовка хвостовика
В результате удается не только значительно снизить баланс вала, но и уменьшить съем металла с шеек (ремонтное уменьшение размера). Так, при начальном биении в центре средних шеек порядка 1,2 мм данным способом можно обеспечить уменьшение диаметра шеек только на 0,75 mм и видно, что без исправления центровой фаски уменьшение диаметра шеек должно быть по величине не меньше биения.
Однако данная технология не может быть применена для валов, имеющих специальные поверхности. так, если на хвостовике есть, направляющие шлицы для привода маслонасоса, то исправление передней центровой фаски необходимо , и необходимо обеспечить из условия малого биения шлицев. Для валов с шестерней любой ремонт вала должен обеспечивать от перекосов и биения на шестерне. Фактически это есть то, что без применения правки такой вал, если он деформирован, отремонтировать его нельзя. Биение шестерни, если останется, то приведет к быстрому износу и, возможно, paзрушению сопрягаемых деталей.
Фактически это есть то, что без применения правки такой вал, если он деформирован, отремонтировать его нельзя. Биение шестерни, если останется, то приведет к быстрому износу и, возможно, paзрушению сопрягаемых деталей.
При ремонте деформированных валов необходимо выполнить целый ряд подготовительных операций: обработать все торцевые поверхностей сопряженные с ответными деталями; прошлифовать наваренный минимальным слоем хвостовик от новой базы в прежний размер; обработать все опорные поверхности в ремонтный размер Таким образом, ремонт деформированных валов без применения правки оказывается существенно сложнее, и требует большого числа дополнительных операций.
Рисунок 3.3.16 — Схема правки центровой фаски при биении не более 0,05 мм (без последующей правки вала)
а — до правки фаски; б — после правки фаски биения на краях хвостовика уменьшены, но направлены в различные стороны
Способ правки изогнутых коленчатых валов и стенд для его осуществления
Авторы патента:
Воробьев С. К.
К.
Кирьянов Ю.П.
Ярочкин В.Г.
B23P6 — Восстановление или ремонт изделий (правка или восстановление формы листовых металлов, металлических стержней, металлических труб, металлических профилей или специфических изделий, изготовленных из них B21D 1/00,B21D 3/00; восстановление дефектных или поврежденных изделий путем наплавки B22D 19/10; способы или устройства, отнесенные к одному из других подклассов, см. соответствующий подкласс)
B21D3/16 — способы и устройства для правки специальных изделий, изготовленных из металлических прутков, труб или профилей, например коленчатых валов
Изобретение относится к ремонтному производству и может использоваться при правке коленчатых валов. Для этого один конец коленчатого вала фиксируют на одной неподвижной опоре, а две подвижные опоры, установленные на рычаге, размещают под коренными шейками, ближайшими к месту изгиба. При правке поднимают конец рычага с подвижными опорами, воздействуют ими на коленчатый вал и осуществляют нагрев участков изгиба. На опоры установлены проставки, что позволяет править коленчатые валы разных типоразмеров, т.е. расширяет технологические возможности изобретения. 2 с.п. ф-лы, 1 ил.
На опоры установлены проставки, что позволяет править коленчатые валы разных типоразмеров, т.е. расширяет технологические возможности изобретения. 2 с.п. ф-лы, 1 ил.
Изобретение относится к ремонтному производству, а именно к специализированному оборудованию для правки изогнутых коленчатых валов.
Существует несколько способов правки коленвалов. Один из них — холодная правка коленвала. Для правки вал устанавливается на призмы крайними коренными шейками, средняя шейка устанавливается под штоком гидравлического пресса таким образом, чтобы прогиб вала находился в верхней части. Вал прогибается на величину, превышающую изгиб вала в 10 раз. /См. Титунин Б.А. Ремонт автомобилей КамАЗ.- М.: ВО Агропромиздат, 1991, с.114/.
Второй способ — правка коленвала с подогревом. Для устранения изгиба деталь выгибают под прессом в другую сторону на размер в несколько раз больший, чем прогиб, и выдерживают в этом состоянии 1,5-2 мин. Сразу после холодной правки нагревают деталь до температуры 400 — 450oC и выдерживают при этой температуре 0,5 — 1,5 часа. Стабилизирующий нагрев почти полностью снимает остаточные напряжения /См. Бабусенко С.М. Ремонт тракторов и автомобилей.- М.: Колос, 1980, с. 52, 53/.
Сразу после холодной правки нагревают деталь до температуры 400 — 450oC и выдерживают при этой температуре 0,5 — 1,5 часа. Стабилизирующий нагрев почти полностью снимает остаточные напряжения /См. Бабусенко С.М. Ремонт тракторов и автомобилей.- М.: Колос, 1980, с. 52, 53/.
К недостаткам вышеизложенных способов следует отнести то, что коленвал правится весь, а не в месте изгиба. Другой недостаток — большой прогиб коленвала /10 раз/ при правке, что ведет к образованию больших остаточных напряжений и микротрещин в местах перехода от одного сечения к другому.
Недостаток при подогреве после правки — использование термопечи, что ведет к большим затратам.
Известен способ правки изогнутых коленчатых валов, включающий размещение коленчатого вала на опорах, его правку в месте изгиба и нагрев участков изгиба (авт. св. SU 1722765, B 23 P 6/00, 30.03.92).
Известен стенд для правки коленчатых валов, содержащий раму и опоры (Воронцов И. А. и др. Технология ремонта быстроходных дизелей.- М.: Машиностроение, 1961, с. 217 и 218).
А. и др. Технология ремонта быстроходных дизелей.- М.: Машиностроение, 1961, с. 217 и 218).
Задачей изобретения является расширение технологических возможностей за счет обеспечения возможности правки коленчатых валов разных типоразмеров. Это достигается за счет того, что при правке изогнутых коленчатых валов их размещают на опорах, осуществляют нагрев участков изгиба и их правку. В качестве опор используют одну неподвижную опору, на которой фиксируют один конец коленчатого вала и две неподвижные опоры, установленные на рычаге и расположенные под коренными шейками, ближайшими к месту изгиба, а при правке поднимают конец рычага с подвижными опорами и воздействуют ими на коленчатый вал. На опоры устанавливают проставки. На чертеже — стенд для правки валов.
Стенд содержит раму, свободно размещенный на раме рычаг и опоры, одна из которых неподвижно закреплена на раме, а две другие — выполнены подвижными и установлены на рычаге с возможностью совместного с ним перемещения, опоры имеют проставки.
Стенд для правки коленвалов состоит из рамы 1, к которой приварена неподвижная опора 3, соединенная болтами 4 с крышкой 5. На раме 1 с одной стороны неподвижной опоры 3 устанавливается рычаг 6 с подвижными опорами 7, с другой стороны — подвижная опора 2. В раме установлен гидравлический домкрат 8, действующий на рычаг 6. На четырех опорах 2, 3, 7 лежит коленвал 9.
Принцип действия.
Коленчатый вал изгибает, коробит в районе шатунной шейки, которая в результате аварийного износа имела значительный нагрев. Правка вала осуществляется в месте изгиба. Коленвал 9 укладывается коренными шейками, ближайшими к месту изгиба, на неподвижную 3 и подвижные 2, 7 опоры стенда таким образом, чтобы шатунная шейка находилась в верхнем положении. Один конец коленвала крышкой 5 болтами 4 через опору 3 фиксируется в раме. Другой конец коленвала лежит на подвижных опорах 7 рычага 6. Один конец рычага 6, свободно лежащего на раме, находится под шатунной шейкой, другой — над гидродомкратом 8. Поднимая гидродомкратом 8 конец рычага 6, через опоры 7 правим коленвал 9, неподвижно закрепленный на раме 1. При достижении перепрогиба в 3-4 раза правка заканчивается. Для снятия остаточных напряжений шатунная шейка коленвала нагревается на стенде пропановой горелкой. Процесс правки заканчивается при остывании коленвала. Коленвал освобождается и снимается со стенда. Применение сменных проставок на опоры стенда дает возможность править коленвалы разных марок.
Поднимая гидродомкратом 8 конец рычага 6, через опоры 7 правим коленвал 9, неподвижно закрепленный на раме 1. При достижении перепрогиба в 3-4 раза правка заканчивается. Для снятия остаточных напряжений шатунная шейка коленвала нагревается на стенде пропановой горелкой. Процесс правки заканчивается при остывании коленвала. Коленвал освобождается и снимается со стенда. Применение сменных проставок на опоры стенда дает возможность править коленвалы разных марок.
Формула изобретения
1. Способ правки изогнутых коленчатых валов, включающий размещение коленчатого вала на опорах, его правку в месте изгиба и нагрев участков изгиба, отличающийся тем, что в качестве опор используют одну неподвижную опору, на которой фиксируют один конец коленчатого вала, и две подвижные опоры, установленные на рычаге и расположенные под коренными шейками, ближайшими к месту изгиба, а при правке поднимают конец рычага с подвижными опорами и воздействуют ими на коленчатый вал, при этом на опоры устанавливают проставки.
2. Стенд для правки коленчатых валов, содержащий раму и опоры, отличающийся тем, что он снабжен свободно размещенным на раме рычагом, одна из опор неподвижно закреплена на раме, а две другие выполнены подвижными и установлены на рычаге с возможностью совместного с ним перемещения, при этом опоры выполнены с проставками.
РИСУНКИ
Рисунок 1
Другие изменения, связанные с зарегистрированными изобретениями
Изменения:Публикацию о досрочном прекращении действия патента на изобретение считать недействительной
Номер и год публикации бюллетеня: 36-2004
Извещение опубликовано: 20.03.2005 БИ: 08/2005
Похожие патенты:
Способ ремонта дефектов в защитных покрытиях // 2157306
Изобретение относится к техническому обслуживанию и ремонту стеклоэмалевых, стеклокристаллических и других защитных покрытий и может быть использовано в нефтехимической, химической, пищевой, фармацевтической промышленности
Способ закрепления труб в трубных решетках // 2157288
Изобретение относится к обработке металлов давлением и может быть использовано при ремонте и изготовлении теплообменных аппаратов
Способ ремонта рабочего колеса эксгаустера // 2156682
Изобретение относится к области высокопроизводительных вентиляторов для горячих и запыленных газов и может быть использовано для ремонта дымососов агломерационного производства эксгаустеров, преимущественно сварной конструкции
Способ восстановления опорных поверхностей несущих деталей грузовых вагонов // 2156681
Изобретение относится к железнодорожному транспорту, в частности к ремонту несущих деталей грузовых вагонов
Способ восстановления изношенных поверхностей деталей перемещением локальных объемов металла // 2155658
Изобретение относится к восстановлению изношенных внутренних и наружных поверхностей деталей и может быть применено к посадочным отверстиям под подшипники, обоймам подшипников качения, тарелкам клапанов, плунжерным гильзам, шлицевым валам и другим деталям
Способ восстановления длины пера лопаток компрессора газотурбинного двигателя и устройство для его осуществления // 2153965
Изобретение относится к сварочному производству и может быть использовано в турбомашиностроении при восстановлении длины пера лопаток компрессора газотурбинного двигателя при ремонте
Способ восстановления гильз цилиндров автотракторных дизелей из чугуна // 2151678
Изобретение относится к машиностроению и ремонту машин, в частности к восстановлению изношенных внутренних цилиндрических поверхностей
Способ безразборного восстановления трущихся соединений // 2149741
Изобретение относится к способам обработки поверхностей трения, узлов трения и предназначено для снижения механических потерь на трение и увеличения долговечности трущихся сопряжений двигателей внутреннего сгорания, агрегатов и узлов трансмиссий и ходовой части машин
Способ упрочнения зон кольцевых канавок поршня двигателя внутреннего сгорания // 2148750
Устройство для восстановления поверхностей деталей // 2148486
Изобретение относится к металлообрабатывающей технологии и может быть использовано при восстановительно-упрочняющей обработке поверхностей кулачков распределительных валов двигателей внутреннего сгорания
Способ восстановления упругости пружины // 2136473
Изобретение относится к ремонтному производству, в частности к способам восстановления упругости пружин качающего узла гидростатической трансмиссии
Способ правки длинномерных изделий // 2104108
Изобретение относится к обработке металлов давлением, в частности к технологии правки упругопластическим изгибом, и может быть использовано при изготовлении гидроцилиндров, корпусов и плунжеров глубинных штанговых насосов и других высокоточных длинномерных изделий
Способ правки длинномерных деталей // 2096111
Способ правки длинномерных изделий // 2090284
Изобретение относится к обработке металлов давлением, а именно к способам правки длинномерных изделий на прессах упруго-пластическим изгибом
Универсальный стенд для правки колес // 2062153
Изобретение относится к обработке металлов давлением, в частности к устройствам для правки, и может быть использовано при ремонте колес, получивших деформации при эксплуатации автотранспорта
Устройство для правки ободов колес // 2050998
Изобретение относится к обработке металлов давлением, в частности к устройствам для правки, и может быть использовано при ремонте ободов ступиц колец, преимущественно легковых автомобилей, получивших деформации при эксплуатации автотранспорта
Способ обработки нежестких валов // 2021098
Изобретение относится к машиностроению и может быть использовано при обработке поверхностным пластическим деформированием нежестких валов
Устройство для правки и упрочнения вала // 2020012
Способ правки детали // 2019332
Изобретение относится к обработке металлов давлением, в частности к правке деталей из хрупких материалов, например, к правке чугунных коленчатых валов
Способ правки вала // 2002534
Устройство для правки насосных штанг // 2164833
Изобретение относится к обработке металлов давлением, в частности к оборудованию для правки растяжением длинномерных изделий типа насосных штанг
Правка коленчатого вала: более простой способ!
1 / 3
Лео Корб иллюстрирует простой совет по выпрямлению коленчатого вала двигателя Джеймса Уиндла 2 HP Domestic.
Фото Джеймса Уиндла
2 / 3
Лео Корб показывает простой совет по выпрямлению коленчатого вала двигателя Джеймса Уиндла 2 HP Domestic.
Фото Джеймса Уиндла
3 / 3
Лео Корб показывает простой совет по выпрямлению коленчатого вала двигателя Джеймса Уиндла 2 HP Domestic.
Фото Джеймса Уиндла
❮❯
В зимние месяцы здесь, на Востоке, погода не суровая, а обычно просто неприятно сырая и влажная, иногда с кратковременным снегом для волнения. Нам очень повезло, что у нас есть друг и участник Rockville Field Day Of The Past Билл Хойт, который в зимние месяцы проводит неофициальный семинар на одном из своих складов в Ричмонде, чтобы знакомить нас и возиться с нашими двигателями. Некоторые из нас берут с собой проектные двигатели, те, которые было необычайно трудно понять, или те, у которых просто слишком большая компрессия, чтобы их можно было перевернуть и отрегулировать самостоятельно дома. В любом случае, совместная работа группы парней делает запуск двигателя большим событием.
В один из таких особых случаев я привез с собой свой проект, 2-сильный отечественный двигатель с изогнутым валом с одной стороны, из-за которого маховик качался внутрь и наружу не менее чем на четверть дюйма. Это колебание ужасно отвлекало на шоу! Что ж, если вам посчастливилось встретить Лео Корба на каком-то из восточных шоу, вы хорошо знаете, что он любит вызовы и не может видеть двигатель, который не работает или, что еще хуже, работает плохо! Я позвонил Лео накануне вечером, чтобы узнать, готов ли он заняться моей проблемой, и он, не теряя времени, собрал домкраты и циферблатные индикаторы, необходимые на следующий день для этой новой задачи.
На следующий день, в субботу, мы все собрались в доме Билла Хойтта, и все собрались на новый урок по коленчатому валу. Сначала мы сняли двигатель с вагона и поставили его на бетонный пол под дверью погрузочной платформы. Плоская стальная пластина была помещена поверх подшипника, а брус размером четыре на четыре был обрезан и плотно вбит между плоской пластиной на подшипнике и бетонной перемычкой над дверью. Теперь все было зафиксировано.
Затем циферблатный индикатор был прикреплен к его магнитному основанию и прикреплен к боковой части бункера для воды. Теперь, когда кончик индикатора касался внутренней кромки маховика, колесо прокатывали, и место, где колесо было больше всего прогнуто, определялось и отмечалось мелом на лицевой и внешней сторонах. Затем эту отметку мелом скатывали на пол, под конец коленчатого вала ставили шеститонный домкрат и начинали домкратить.
Лео призвал нас не торопиться, так как я чаще всего спешу исправить ситуацию. Итак, нам пришлось домкратить вал, пока колесо не стало вертикально прямым, а затем еще немного домкратить. В любом случае вал немного отскочил бы назад. Затем мы ослабили давление домкрата, покрутили колесо и снова проверили индикатор, чтобы увидеть, сколько еще нам нужно домкратить.
Итак, нам пришлось домкратить вал, пока колесо не стало вертикально прямым, а затем еще немного домкратить. В любом случае вал немного отскочил бы назад. Затем мы ослабили давление домкрата, покрутили колесо и снова проверили индикатор, чтобы увидеть, сколько еще нам нужно домкратить.
Поддомкратив и перепроверив индикатор, мы смогли привести вал в исходное положение с точностью до нескольких тысячных, что вполне приемлемо невооруженным глазом при движении. Я думаю, что мой вал был доведен до восьмитысячных, и мы оставили его там.
My Domestic теперь работает как новый двигатель, не отвлекаясь на то, что все наклоняются вбок и указывают на изогнутый вал. Раньше я вынимал коленчатый вал из двигателя, чтобы выпрямить его на прессе, а затем помещал его в токарный станок, чтобы указать его. Хотя это тоже работает, но требует многодневного труда. Поэтому, когда Лео предложил: «Она погнулась на двигателе в холодном состоянии, почему бы не выпрямить ее прямо на двигателе», это начало обретать смысл.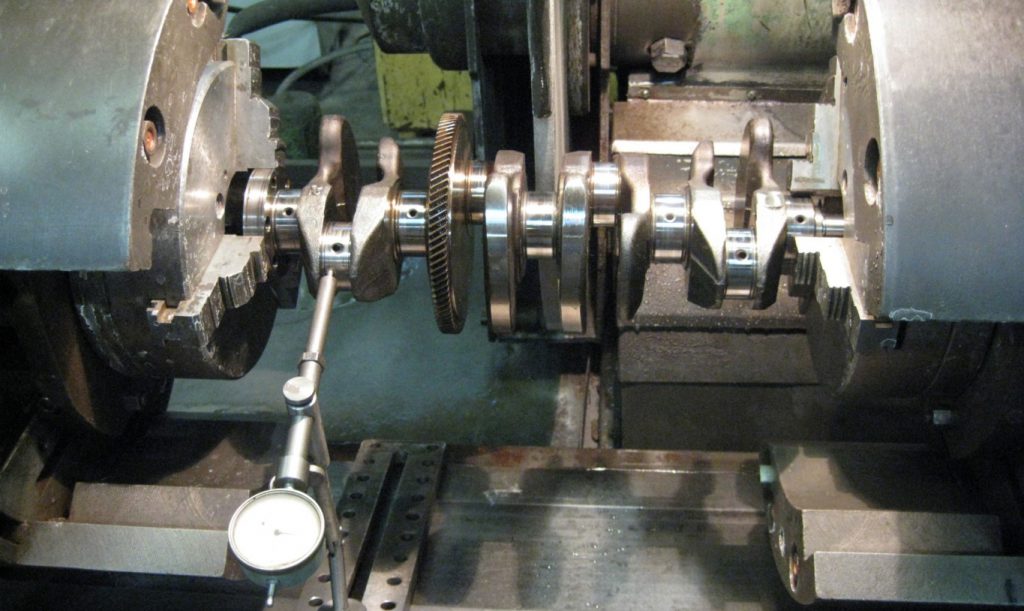 В то субботнее утро перед обедом он выпрямил два вала в двух разных двигателях отечественного производства. Теперь это имеет большой смысл! Мы снова снимаем шляпу перед Лео Корбом за то, что он поделился своими знаниями обо всех механизмах и заставил наше старое железо снова работать! И спасибо Биллу Хойтту за то, что он открыл нам свой склад в холодные зимние дни!
В то субботнее утро перед обедом он выпрямил два вала в двух разных двигателях отечественного производства. Теперь это имеет большой смысл! Мы снова снимаем шляпу перед Лео Корбом за то, что он поделился своими знаниями обо всех механизмах и заставил наше старое железо снова работать! И спасибо Биллу Хойтту за то, что он открыл нам свой склад в холодные зимние дни!
Выпрямление коленчатого вала
Услуги по выпрямлению береговой обшивки
При необходимости вал выпрямляется путем упрочнения, дробеструйной обработки или того и другого. Высокие места в валах измеряются и удаляются с помощью этой проковки. Чрезмерно изогнутые коленчатые валы нагревают до 650 F и выпрямляют в горячем состоянии.
БОЛЬШИЕ КОЛЕНВАЛЫ. ИЗ-ЗА ОСОБОЙ НЕОБХОДИМОСТИ И НАТЯЖЕНИЯ БОЛЬШИХ ВАЛОВ ДЛИНОЙ ДО 28 ФУТОВ В КОМПАНИИ COASTAL PLATING БЫЛИ РАЗРАБОТАНЫ ВРАЩАЮЩИЕСЯ ОПОРЫ, КОТОРЫЕ ГАРАНТИРУЮТ, ЧТО НЕЗАВИСИМО ОТ РАЗМЕРА, ВЕСА ИЛИ КОНФИГУРАЦИИ КОЛЕНЧАТЫЙ ВАЛ БУДЕТ ВОССТАНОВЛЕН В ОРИГИНАЛЬНЫЙ O. E.M. СТАНДАРТЫ.
E.M. СТАНДАРТЫ.
Станок для шлифовки коленчатых валов
В промышленной сфере мы в Coastal Plating знаем, что для вас важно иметь первоклассное оборудование. Когда дело доходит до восстановления вашей системы, следует учитывать отправку ее компании с многолетним опытом.
Мы понимаем, что у вас есть выбор, с какой компанией вы хотите вести дела, поэтому важно, чтобы наша работа выделялась среди других. Работая в сфере ремонта коленчатых валов более 55 лет, мы знаем, что довольный клиент важен для нас. У нас есть не только служба контроля качества, которая наблюдает за вашим коленчатым валом в процессе ремонта, но и управленческий персонал, который проверяет готовый продукт перед отправкой вам. Ваше время простоя важно для Coastal Plating, поэтому при консультации с одним из наших представителей можно принять во внимание быстрое время выполнения работ.
ШЛИФОВКА И БАЛАНСИРОВКА
После хромирования каждая поверхность индивидуально шлифуется, чтобы привести ее в точное соответствие с письменными спецификациями и O. E.M. стандарты. Оборудование Coastal Plating — большая часть которого импортируется из Италии — позволяет шлифовать поверхности подшипников и шейки с точностью до 0,0002 дюйма.
E.M. стандарты. Оборудование Coastal Plating — большая часть которого импортируется из Италии — позволяет шлифовать поверхности подшипников и шейки с точностью до 0,0002 дюйма.
После шлифовки проводится окончательный осмотр Magnaflux, чтобы убедиться в отсутствии дефектов на какой-либо части коленчатого вала. Затем вал подвергается динамической балансировке, поэтому он будет работать плавно, без вибрации и ударов на ВСЕХ рабочих скоростях. Кроме того, после шлифовки хромированные поверхности притираются и полируются, чтобы убедиться, что все шейки, шкивы и шестерни, а также отверстия под болты идеальны и соответствуют заводским стандартам. Проводится окончательная проверка, и письменный отчет лично проверяется Coastal Plating Management.
Когда отремонтированный коленчатый вал проходит окончательную проверку, он немедленно окрашивается антикоррозийным составом для защиты при транспортировке или хранении и подготавливается к отправке обратно на вашу рабочую площадку. Компания Coastal Plating осознает, насколько важно правильно отремонтировать коленчатый вал с первого раза, чтобы вы могли заново собрать двигатель и снова приступить к работе.