Шарошить нельзя притирать. — ВМПАВТО
В последнее время в сети появилось достаточно много материалов о том, что притирка клапанов – дело, по большому счету хлопотное и абсолютно ненужное. Мол, технологии сейчас так далеко шагнули, что современные двигатели после станочной обработки в притирке клапанов совсем не нуждаются. Нет необходимости в этом и после капитального ремонта головки блока.
Набор универсальных шарошек. Прирезать ими качественно седло вручную может только мастер с большим опытом.Шарошки, они же развертки, они же зенкеры настолько хорошо подгоняют седла клапана к тарелке нового клапана, что в притирке нет никакой нужды. И с этим трудно не согласиться. Клапаны на новых двигателях действительно не притираются. Седла прирезаются станками под конкретный тип клапана с минимальными погрешностями. В дальнейшем они в процессе обкатки прихлопываются и тем самым обеспечивают необходимую герметичность. В идеале это так и происходит.
На заводе седла прирезаются станком. Гаражному мастеру такое оборудование недоступно.
Гаражному мастеру такое оборудование недоступно.Все эти утверждения, как правило, появляются в материалах, которые в итоге сводятся к тому, что только прирезка клапанов шарошками обеспечит тот самый уровень точности, который позволит головке блока без проблем пройти тест вакуумметром.
Впрочем, зачастую даже очень дорогие инструменты неспособны обеспечить нужный класс обработки седла для достижения полной герметичности с клапаном. Все в той же сети есть немало примеров того, как после развертки седел брендовыми шарошками так и не удавалось достичь необходимой герметичности клапана. Не мало рассказов и о том, как купленные в сборе новые головки блоков с треском проваливали вакуумный тест. А седла в них, между прочим, были прирезаны с применением станков. То ли станки были уже изношены, то ли резцы на шарошках тупые, а может, и вовсе, двигатель был собран 30 декабря. В итоге доводить параметры седел и клапана до ГОСТовского значения мастерам приходилось именно притирочными пастами.
Да, да. Как это не покажется странным, но на то, какими должны быть клапаны и какой уровень шероховатости должен быть в пятне контакта с седлом, есть свой ГОСТ Р 53810-2010 «Двигатели автомобильные. Клапаны. Технические требования и методы испытаний». Согласно этого ГОСТа шероховатость обработанных поверхностей посадочного конуса головки клапана не должна превышать 1,00 мкм. параметра Ra. В противном случае не будет достигнута необходимая герметичность. Обеспечить такую шероховатость могут именно притирочные пасты.
Клапаны. Технические требования и методы испытаний». Согласно этого ГОСТа шероховатость обработанных поверхностей посадочного конуса головки клапана не должна превышать 1,00 мкм. параметра Ra. В противном случае не будет достигнута необходимая герметичность. Обеспечить такую шероховатость могут именно притирочные пасты.
Времена, когда клапана притирали толченым кирпичом с маслом, давно канули в лету. Да и к чему это, если рынок буквально наводнен притирочными пастами на любой вкус и кошелек. Однако давайте разберемся, какой должна быть действительно хорошая притирочная паста.
Клапан до притирки пастой. Обеспечить герметичность узла на сто процентов он пока не в состоянии.Только качественная притирочная паста при правильной геометрии прилегания клапана к седлу способна обеспечить необходимый уровень шероховатости. Достигается это как правильно подобранными твердостью и зернистостью абразива. В процессе притирки абразив будет сам переходить из разряда грубого в разряд финишного. Это обеспечит плавность изменения шероховатости, а так же избавит мастера от лишних телодвижений при переходе с одного абразива на другой. Помимо этого, правильно подобранный абразив сводит на нет эффект шаржирования. Впрочем, трудно себе представить, что какой либо абразив с легкостью вотрется в тело седла или клапан, посадочный конус которого дополнительно уплотнен жаро- и износостойкой наплавкой. Разве что клапана и седла будут выполнены из свинца или латуни. Ну или притирать клапаны будут настоящим алмазным порошком.
В процессе притирки абразив будет сам переходить из разряда грубого в разряд финишного. Это обеспечит плавность изменения шероховатости, а так же избавит мастера от лишних телодвижений при переходе с одного абразива на другой. Помимо этого, правильно подобранный абразив сводит на нет эффект шаржирования. Впрочем, трудно себе представить, что какой либо абразив с легкостью вотрется в тело седла или клапан, посадочный конус которого дополнительно уплотнен жаро- и износостойкой наплавкой. Разве что клапана и седла будут выполнены из свинца или латуни. Ну или притирать клапаны будут настоящим алмазным порошком.
Помимо этого, качественная притирочная паста хорошо удерживается в зоне контакта, что исключает ее стекание в направляющую клапана. Это достигается подбором консистенции. Плюс к этому сложно представить себе мастера, который после притирки соберет двигатель, не удостоверившись, что все детали отмыты от абразива. Кстати, даже микронная песчинка, оставшаяся с зоне контакта седла и клапана, не позволит клапану закрыться герметично, и вакуумный тест будет провален.
Кстати, даже микронная песчинка, оставшаяся с зоне контакта седла и клапана, не позволит клапану закрыться герметично, и вакуумный тест будет провален.
 Причем притирочная паста сама подскажет, когда процесс закончен. Измениться тональность звучания при притирке.
Причем притирочная паста сама подскажет, когда процесс закончен. Измениться тональность звучания при притирке.Так, где ставить запятую во фразе «шарошить нельзя притирать»? И в первом и во втором случае фраза будет звучать неправильно. Что прирезка, что притирка клапанов — процедуры необходимые, и зачастую одна вполне органично дополняет другую. Особенно важна притирка в случае, если, к примеру, при ремонте меняются клапаны, а седла остается старыми или наоборот. Тут уже подогнать их друг к другу без притирки будет крайне проблематично. Так что правильнее ставить не запятую, а союз «и». А «нельзя» убрать.
Наша страница на DRIVE2:
Просмотры: 1 718
Как притереть клапана своими руками?
Главная » Статьи
Рубрика: СтатьиАвтор: Александр Виногоров
При вопросе, как притереть клапана своими руками, не следует паниковать. При знании принципа и последовательности действий вся операция может быть выполнена самостоятельно, без посторонней помощи.
Содержание
- Зачем и когда нужно притирать клапана
- Как притереть клапана своими руками
- Видео
- Итог
Зачем и когда нужно притирать клапана
Стандартная притирка клапанов выполняется во время их замены, либо планового ремонта ГБЦ. Суть в том, что во время работы устройства, на деталях появляется нагар, окислы, снижающие пятно контакта между седлом и крышкой клапана. В результате теряется герметичность системы и падает эффективность силовой установки.
В результате теряется герметичность системы и падает эффективность силовой установки.
Второй вариант – необходимость притирки клапанов во время их замены. Здесь имеется ввиду наличие заводских борозд и неровностей, полученных в процессе изготовления.
Как притереть клапана своими руками
Чтобы выполнить притирку клапанов самостоятельно потребуются материалы:
- электрическая дрель либо шуруповерт;
- абразивная паста;
- пружина;
- отрезок резинового шланга подходящего размера;
- хомуты.
Последовательность действий выглядит так.
- Все притирочные поверхности следует тщательно очистить от загрязнений, окислов, нагара.
- Надеть резиновый шланг на металлический стержень и закрепить его в патроне дрели. Для надежной фиксации резинки можно воспользоваться металлическим хомутом.
- Далее нужно надеть на стержень клапана пружину и установить его в посадочное место на ГБЦ.
- Соединить ножку клапана с резиновым шлангом и закрепить это все хомутом.

- Немного выдвинуть клапан из гнезда и нанести на контактную поверхность необходимое количество притирочной пасты.
- Далее потребуется включить дрель/шуруповерт на низких оборотах, параллельно двигая агрегатом вперед/назад. Собственно в этом нам будет помогать заранее надетая на клапан пружина.
- После 3-5 секунд притирки поставить устройство на реверс и продолжить процедуру. Переключение выполняется каждые 4-5 сек.
- Манипуляции следует продолжать до тех пор, пока на клапане не появится матовая полоска.
- Когда все готово, следует снять абразив растворителем со всех поверхностей.
Процедуру следует выполнять последовательно для всех клапанов. При этом, после притирки их запрещено менять местами.
Важный нюанс. По причине того, что большинство современных силовых установок изготовлены из алюминия. Подобный материал исключает возможность притирки клапанов ввиду используемых компонентов. Если выполнить нечто подобное на таком ДВС, его можно окончательно запороть.
Видео
Вернуться на главную
Итог
Узнав, как самостоятельно притереть клапана своими руками, пользователь может выполнить процедуру самостоятельно, без помощи мастеров. Если же уверенности в собственных силах нет, рекомендуется обратиться к специалистам.
Понравилась статья? Поделиться с друзьями:
Набор инструментов для ручного притирочного шлифования клапана Присоска Набор из 2 предметов
- 8 99 $8,99
Название по умолчанию — 8,99 долларов США.
- КЛАПАНЫ С ТОЧНОЙ ПОСАДКОЙ: Набор инструментов для ручного притирочного шлифования клапанов ABN Набор из 2 предметов – Притирочный стержень с присоской на двух концах, 1-1/8”, 1-3/8”, 5/8”, 3/16 ” Дюйм помогает правильно подогнать седла клапанов при капитальном ремонте двигателя; Эти инструменты включают в себя двойные наконечники с чашками из синтетического каучука, устойчивыми к маслам и ультрафиолетовому излучению, которые помогут вам внести последние штрихи в настройку.

- РАЗЛИЧНЫЕ ПРИМЕНЕНИЯ: Подходит для любой чистой, плоской поверхности газонокосилки, бензопилы, автомобиля с малым или большим двигателем или другого транспортного средства с 5/8-дюймовым, 13/16-дюймовым, 1-1/18-дюймовым и 1 -3/8-дюймовые (1,6 см, 2,1 см, 2,9 см, 3,5 см) клапаны; Благодаря общей длине 8,9 и 8,3 дюйма (22,6 см и 21,1 см) эти инструменты можно использовать даже для установки и снятия встроенных светильников или труднодоступных мини-ламп
- УДОБНЫЙ ЗАХВАТ: ручки длиной 6,75 дюйма (17,1 см) обеспечивают максимальный контроль, снижают утомляемость пользователя и повышают производительность; 8,9-дюймовая и 8,3-дюймовая (22,6 см и 21,1 см) общая длина
- ЛЕГКО ИСПОЛЬЗОВАТЬ: Очистите клапан от нагара и протрите каждый клапан, установите клапан в направляющую клапана, плотно прижмите присоску нужного размера к головке клапана и слегка поверните ручку инструмента между ладонями (как будто пытаетесь запустить огонь) до тех пор, пока не будет получена подходящая отделка; Мы рекомендуем наносить притирочный/шлифовальный состав для клапана (не входит в комплект) на седло клапана или поверхность клапана (следите за тем, чтобы состав не попал на верхнюю поверхность клапана, чтобы обеспечить надлежащее всасывание)
- СОДЕРЖИМОЕ УПАКОВКИ: В комплект входят (2) инструмента для притирки клапанов с двумя концами для вашего удобства – большие 1-1/8 дюйма и 1-3/8 дюйма, малые 5/8 дюйма и 3/16 дюйма; Притирочно-шлифовальная паста не включена
Производитель предоставляет гарантию производителя на отсутствие дефектов материалов и изготовления сроком на ОДИН (1) ГОД с даты первоначальной розничной покупки.
ПРЕДУПРЕЖДЕНИЕ: Этот продукт может подвергнуть вас воздействию химических веществ, которые, как известно в штате Калифорния, вызывают рак и врожденные дефекты или другие нарушения репродуктивной функции. Для получения дополнительной информации посетите веб-сайт www.P65Warnings.ca.gov.
Мы также рекомендуем
1,1-дюймовый инструмент для хонингования тормозных цилиндров Деглазер для хонингования цилиндров двигателя .75-2,5 дюймов ABN 1859
Набор ударных головок 1/2 дюйма с удлинителем — 17 мм, 19 мм, 21 мм ABN 3774
Торцевая головка 1/2 дюйма — торцевые головки SAE с глубоким ударом, 6 точек, 1 упаковка ABN 4010-27-34-41-58-65_PARENT
Комплект для снятия замка ведущего колеса 1/2 дюйма Устройство для снятия зажимных гаек Блокировка 4 шт. SAE ABN 7405
Набор ударных головок 1/2 дюйма с удлинителями и шарнирным соединением ABN 7271-7288_PARENT
кругов или работа клапана | 4-х велосипедный картинг Боба
навсегда
Поддержка сайта
- #1
хорошо, просветите меня .. провел небольшое исследование, но хочу услышать от парней, которые этим занимаются .. Притирка клапана, просто чтобы установить его на место, (сопоставить клапан и седло?) я вижу парней с сверла и некоторые с палкой и сосать, чашки.
имеет ли значение, если вы вращаетесь только в одном направлении или вам нужно делать небольшие движения вперед и назад??
вы делаете это с клапаном, который собираетесь использовать.. это только имеет смысл, но я видел, как парни используют «притирочный клапан», а затем вставляют другой клапан.. кажется неправильным..
если вы делаете седло клапана, «работа с клапаном», вам не нужны специальные инструменты, а затем вы не запрессовываете бронзовое седло??
Научите меня
плоский1
Дог 89
- #2
Вы правильно поняли.
используйте клапан, который вы собираетесь запускать, вручную, вперед и назад, хорошо очистите не менее 3 раз.
при замене седла вам понадобится направляющий шток и фреза или шлифовальная машина для седла клапана.
использование дрели кажется чрезмерным, и или вы пытаетесь спасти что-то неправильное, может быть хорошо, если вы пытаетесь спасти ротационный румпель, который вы получили от дедушки.
М.Д.рейсинг
Новый участник
- #3
Если у вас есть плохое место в седле и у вас нет фрез для повторного вырезания седла, вы можете использовать «фиктивный» клапан, чтобы выточить плохое место, не вырезая глубокую канавку в клапане, который вы собираетесь использовать. Манекен должен постоянно подправляться с помощью шлифовальной машины для клапанов, чтобы не скруглить угол уплотнения. Как только вы вытащите плохое место из седла, слегка притрите исправным клапаном. Вы наблюдаете, как бедняга чинит плохое сиденье без резаков.
Манекен должен постоянно подправляться с помощью шлифовальной машины для клапанов, чтобы не скруглить угол уплотнения. Как только вы вытащите плохое место из седла, слегка притрите исправным клапаном. Вы наблюдаете, как бедняга чинит плохое сиденье без резаков.
АндрейК
Новый участник
- #4
Если двигатель хороший и у вас есть монета, почините клапан. Также хорошая работа клапана не требует притирки.
молодые двигатели
Участник
- #5
Я притираю каждый клапан, который я делаю в гоночном приложении, после работы с клапаном.. действительно просто, чтобы увидеть точный запас.. затем я могу настроить его, если необходимо.. JMO
АндрейК
Новый участник
- #6
youngengines сказал:
Я притираю каждый клапан, который я делаю в гоночном приложении, после работы с клапаном.. действительно просто, чтобы увидеть точный запас.. затем я могу настроить его, если необходимо.
. JMO
Нажмите, чтобы развернуть…
Вместо того, чтобы использовать притирочную пасту, я предпочитаю использовать синюю подшипник или подобную ей.
Но что бы ни работало, у Барри репутация мастера качественной работы, и в любой день недели я прислушаюсь к его советам, а не к своим.
Пратт
Участник
- #7
АндрейС сказал:
Если это хороший двигатель и у вас есть монета, поработайте с клапаном. Также хорошая работа клапана не требует притирки.
Нажмите, чтобы развернуть…

Если клапан исправен, то слесарь уже притер клапаны.
АндрейК
Новый участник
- #8
Пратт сказал:
Если клапан исправен, слесарь уже притер клапаны.
Нажмите, чтобы развернуть…
Не обязательно, у меня были головки без притирки, и они были в порядке, иногда я притираю клапаны, иногда нет.
Если бы у меня была машина serdi, я сомневаюсь, что стал бы возиться со всем этим вместе. В остальном мире притирка клапанов является устаревшей практикой, которая десятилетиями использовалась во многих других кругах автоспорта по всему миру.
В остальном мире притирка клапанов является устаревшей практикой, которая десятилетиями использовалась во многих других кругах автоспорта по всему миру.
молодые двигатели
Член
- #9
АндрейС сказал:
Вместо того, чтобы использовать притирочную пасту, я предпочитаю использовать синюю подшипник или подобную ей.
Но что бы ни работало, у Барри репутация мастера качественной работы, и в любой день недели я прислушаюсь к его советам, а не к своим.
Нажмите, чтобы развернуть.
..
Я бы прислушался к вашему совету в любое время .. Я действительно просто делаю круг, чтобы увидеть свою маржу .. как раз то, что я привык делать ..
диксонелеко
Участник
- #10
Я вытягиваю вакуум на своем. Запас, который вы видите, является определенным преимуществом при попытке достичь определенных целей. Как указано, если угол клапана соответствует углу седла, притирка (а не попытка притирки) клапанов вторична. I есть вакуумный пистолет Sioux с поршневой рукояткой. Я видел, как этот инструмент указывает на многие вещи.
молодые двигатели
Участник
- #11
dixonelecco сказал:
Я вытягиваю вакуум на своем. Запас, который вы видите, является определенным преимуществом при попытке достичь определенных целей. Как указано, если угол клапана соответствует углу седла, притирка (а не попытка притирки) клапанов вторична. вакуумный пистолет Sioux с поршневой рукояткой. Я видел, как этот инструмент указывает на многие вещи.
Нажмите, чтобы развернуть…
У меня нет такой роскоши.. .. Я заливаю метанол в порт и смотрю, не течет ли он..
АндрейК
Новый участник
- #12
youngengines сказал:
У меня нет такой роскоши.. .. Я заливаю метанол в порт и проверяю, не течет ли он..
Нажмите, чтобы развернуть…
Я беден, как Барри! Сейчас использую керосин.
диксонелеко
Участник
- №13
Тоже работает. Мой отец использовал для сборки двигателей для дрэг-рейсинга. Я перезваниваю, у него был комплект головок Cleveland 351, и прямо из механического цеха клапаны не были загерметизированы. Он использовал жидкостный метод. либо опломбированы, либо нет…
Он использовал жидкостный метод. либо опломбированы, либо нет…
Мистер гнев
Участник
- №14
Как уже говорилось, многие люди используют колени, чтобы увидеть, что происходит с работой клапана, положением ширины уплотнения и т. д. голова, которая плохо прилегает к скамейке и динамометру.
Закрепите печать на стенде и диностенде.
Тот же ###, что у меня есть.
Много чего происходит во время бега, чего не происходит на скамейке запасных
молодые двигатели
Участник
- №15
Мистер гнев сказал:
Как уже говорилось, многие люди используют притирку, чтобы увидеть, что происходит с работой клапана, положением ширины уплотнения и т. д.
Что касается герметизации, что касается выдувания/всасывания, разлива вашего любимого напитка в порт LOL
Возьмите головку, которая плохо герметизируется на скамейке, и проведите динамометрию.
Закрепите печать на стенде и диностенде.
Тот же ###, что у меня есть.Много чего происходит во время бега, чего не происходит на скамейке запасных
Нажмите, чтобы развернуть…
Я бы сказал, что вы правы. Я просто делаю это для «безопасности», я думаю.. Особенно при продаже головы.
подгруппа
Участник
- №16
Мне нравится притирать клапаны! Мне просто приятно знать, что все запечатано… Просто вызывает у меня ощущение нечеткости
крадется12303
Участник
- # 17
youngengines сказал:
Я притираю каждый клапан, который я делаю в гоночном приложении, после работы с клапаном.. действительно просто, чтобы увидеть точный запас.. затем я могу настроить его, если необходимо.. JMO
Нажмите, чтобы развернуть.
..
Я тоже. Даже с фрезами Neway. Притирка позволяет получить точную площадь контакта.
Джимбо
Иногда можно обмануть некоторых людей
- # 18
Во многих случаях седло клапана в дешевой отлитой под давлением головке деформируется, когда головка занимает положение, отличное от нескольких тепловых циклов, через которые она проходит. Болт с головкой и даже зажимная нагрузка свечи зажигания со временем будут толкать или тянуть материал головки (дешевый алюминий) в разных направлениях. Куда бы ни пошёл алюминий, седло клапана вскоре последует за ним. Иногда до такой степени, что вы видите дневной свет между клапаном и седлом.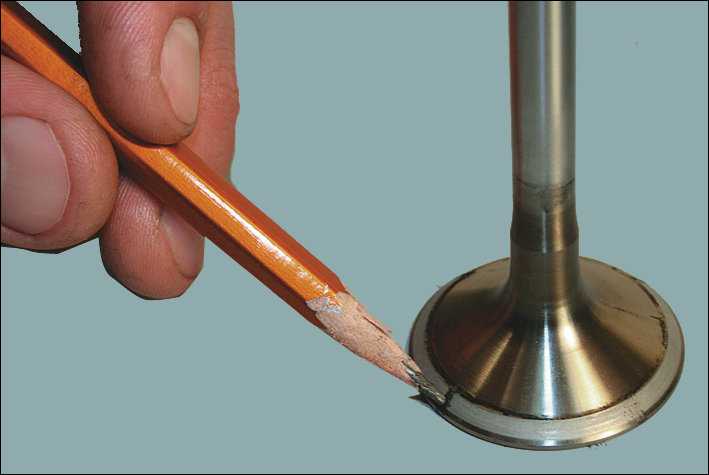
Механическая обработка поверхности прокладки головки блока цилиндров для большего сжатия усилит восприимчивость к движению за счет ослабления головки. Удаление материала для установки больших седел клапанов часто приводит к аналогичным результатам.
Если седло сместилось хотя бы на несколько тысяч дюймов, вы можете часами притирать клапан, и он все равно будет протекать. Чрезмерная притирка клапана разрушит острые края седла и создаст канавки на поверхности клапана, что повредит потоку. Насколько это больно, зависит от того, насколько уродливо вы сделали поверхность клапана и седло.
Притирка клапана часто указывает на то, что у вас есть контакт между клапаном и седлом по всей окружности, но на самом деле это не так.
Притирочный герметик сотрёт нижние и верхние точки и создаст ложное ощущение, что «я всё исправил».
Форма клапана и седла являются одним из наиболее важных факторов, определяющих мощность двигателя. делает!
Если вы собираетесь ремонтировать клапаны и седла, вам понадобится хорошее оборудование. Хорошее оборудование не состоит из притирочной пасты и палки с резиновой чашечкой на конце. Проверка уплотнения клапана жидкостью вроде керосина или WD 40 мало что вам даст, так как она намного гуще воздуха и не имеет давления за собой. Давление сгорания будет в тысячах фунтов на квадратный дюйм.
Хорошее оборудование не состоит из притирочной пасты и палки с резиновой чашечкой на конце. Проверка уплотнения клапана жидкостью вроде керосина или WD 40 мало что вам даст, так как она намного гуще воздуха и не имеет давления за собой. Давление сгорания будет в тысячах фунтов на квадратный дюйм.
оле4
Участник
- # 19
Если у вас есть митивак, то легко сделать течеискатель. Я получил кусок акрила от награды подходящего размера, просверлил отверстие посередине и впрессовал латунную трубку. К нему приклеена мягкая резиновая прокладка. Я добавляю немного спирта в камеру, чтобы, если клапан протекает, я мог видеть пузырьки и точно видеть, где протекают седла.