Как проверить герметичность клапанов? Устраняем негерметичность клапанов своими руками!
Проверка герметичности клапанов — важное мероприятие, поскольку от плотности прилегания впускных и выпускных клапанов к седлам во многом зависит правильная работа силового агрегата. Сегодня вы узнаете как проверить герметичность клапанов, а также как притереть клапана в домашних условиях при помощи специальных щупов и набора вспомогательных приспособлений.
Без правильной и слаженной работы ГРМ (газораспределительный механизм) – невозможна бесперебойная работа двигателя, это необходимо понимать и своевременно выявлять все имеющиеся проблемы в работе этой системы. Ключевую роль в ГРМ играют клапана впускные и выпускные, как уже понятно из названия, одни выпускают, а другие — впускают… Плотность прилегания клапанов — важный момент, от которого, как уже говорилось выше, очень много зависит в противном случае в камере сгорания не будет создаваться необходимое давление и работа ДВС будет неэффективной, а возможно и вовсе невозможной.
Для того, чтобы выполнить проверку герметичности клапанов необходимо иметь:
- Набор плоских щупов;
- Широкую слесарную линейку или специальный шаблон;
- Притирочную пасту;
- Керосин;
- Специальную «приспособу» для притирки клапанов.
Как проверить герметичность клапанов?
Проверка герметичности клапана и седла выполняется следующим образом:
1. Снимается головка блока цилиндров (ГБЦ).
2. Выполняется очистка ГБЦ и корпуса подшипников от грязи, нагара и прочих масляных отложений.
3. Дальше необходимо выполнить тщательный осмотр головки и корпуса подшипников. При осмотре не должно быть никаких трещин, царапин или других следов повреждения.
4. После осматриваем рабочие поверхности корпуса подшипников, опор распредвала, а также стенок посадочных отверстий гидротолкателей, на них не должно быть никаких следов наплыва металла или задиров.
5. Направляющие клапанов и седла должны плотно сидеть и прилегать к «телу» ГБЦ. На седлах и клапанах не должно быть трещин или следов прогорания.
На седлах и клапанах не должно быть трещин или следов прогорания.
Актуально: Признаки закоксованного двигателя. Как понять, что нужна раскоксовка?
6. Используя шаблон, выполните проверку плоскостности ГБЦ, в случае отсутствия такового это можно сделать при помощи широкой слесарной линейки. Приложите линейку ребром к нижней привалочной плоскости головки по диагонали, проверьте нет ли зазора между ГБЦ и ребром линейки. Как правило, его можно заметить в центральной части или по краям. Измерьте зазор с обеих сторон, используя плоские щупы, максимально допустимый зазор – 0,1 мм. В случае если у вас вышло больше — потребуется фрезеровка привалочной плоскости или полная ее замена.
7. Дальше необходимо проверить герметичность ГБЦ. Чтобы выполнить такую проверку необходимо заглушить на торцевой поверхности головки блока окно подачи ОЖ к термостату. Дальше переверните головку и налейте керосин в ее рубашку охлаждения. Убедитесь в том, что нигде нет никаких подтечек, в случае обнаружения таковой следует произвести ремонт головки блока цилиндра или полностью ее заменить.
Убедитесь в том, что нигде нет никаких подтечек, в случае обнаружения таковой следует произвести ремонт головки блока цилиндра или полностью ее заменить.
8. Теперь пришла очередь клапанов. Чтобы проверить герметичность клапанов ГБЦ положите ее на ровный стол привалочной плоскостью к верху, затем налейте в камеры сгорания головки керосин и подождите пару минут. Эту процедуру еще называют «проливкой». Если вы заметили, что уровень керосина в камере сгорания начал снижаться, или на столе появилась лужа, это значит, что в этой камере один из клапанов или оба клапана имеют негерметичность, а значит необходима притирка клапанов.
Как устранить негерметичность клапанов? Притирка клапанов
1. Устранение негерметичности клапанов выполняется путем их притирки к седлам, в случае отсутствия трещин или повреждений на тарелке и клапане его можно восстановить путем притирания. Для выполнения этой процедуры необходимо:
2. Снять с клапана маслосъемный колпачок.
3. Достать клапан, который плохо прилегает из направляющей втулки.
4. Дальше на рабочую поверхность (ту, которую необходимо притереть) наносится специальная притирочная паста, например «Алмазная».
5. Клапан устанавливается в головке блока цилиндров, а к его стержню крепится «приспособа» для притирки клапанов.
6. Прижимая клапан к седлу, выполняется притирка путем вращения клапана из стороны в сторону, сделав 10-15 таких движений поверните его на 90° и снова продолжите притирку. Выполнять притирку следует до тех пор, пока на тарелке и седле не образуется равномерная ровная поверхность, а сами детали не станут идеально прилегать друг к другу.
7. По завершению остатки притирочной пасты удаляются, а клапан с новыми маслосъемными колпачками устанавливается на место.
На этом у меня все, желаю удачи в работе! Спасибо, что читаете нас, до новых встреч на Вопрос Авто!
Герметичность клапанов после ремонта можно проверить
Как проверить герметичность клапанов после притирки?
Притирка клапанов — важная процедура, которую необходимо проводить каждый раз при снятии ГБЦ, либо замене клапанов. Притирка восстанавливает герметичность старых и создает герметичность закрытия новых клапанов.
Притирка восстанавливает герметичность старых и создает герметичность закрытия новых клапанов.
Но мало притереть клапана. После притирки необходимо убедиться в их герметичности. Иначе, вся работа будет зря. Просто представьте себе ситуацию, что вы собрали двигатель, завели, а он троит. А вся проблема в том, что герметичность клапана была недостаточной. Поэтому, перед сборкой, проверяем качество закрытия.
Один из самых популярных методов проверки герметичность связан с использованием такой жидкости, как керосина. Хотя, подойдет любая другая текучая жидкость, которая не навредит металлу.
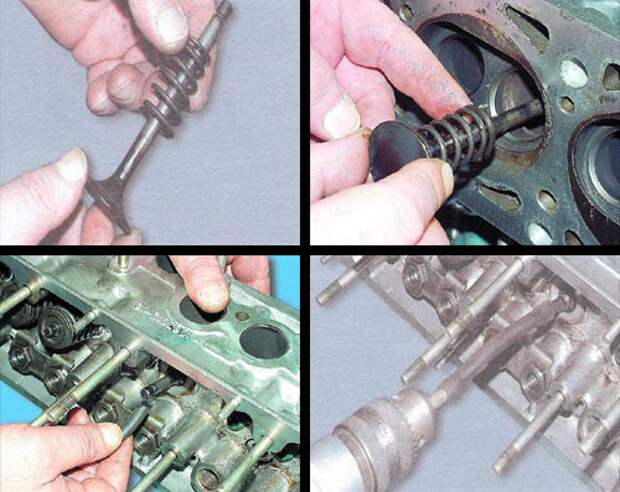
С ГБЦ желательно снять коллектора, а затем укладываем ее так, чтобы выпуск или впуск смотрели вверх, а клапаны смотрели на вас по горизонтали. Для тех, кто не понял, фото ниже.
В отверстие впуска или выпуска заливаем жидкость, чтобы она заполнила всю полость, где открывается клапан. Таким образом, можно убедиться в качестве его закрытия. Жидкость не должна вытекать ручьем из закрытого клапана, при этом, допускается небольшое убывание, но очень медленное. Многие пытаются притереть клапана так, чтобы он был полностью герметичным и жидкость совсем не уходила, но это не обязательно, небольшое и медленное подтекание допустимо.
Многие пытаются притереть клапана так, чтобы он был полностью герметичным и жидкость совсем не уходила, но это не обязательно, небольшое и медленное подтекание допустимо.
Затем переворачиваем ГБЦ на другой бок (если был впуск, то переворачиваем на выпуск) и поверяем другой ряд клапанов подобным образом. К примеру, до этого мы проверяли выпускные клапаны, а теперь проверим впускные. Так же проливаем их керосином.
Есть и другой метод — проверить все клапаны сразу. Кладем головку, как на фото ниже и заливаем жидкость прямо на клапаны.
Данный метод позволит наглядно убедиться в скорости убывания жидкости, но не скажет точно, какой именно клапан подтекает.
Источник
Что такое притирка и для чего она нужна
Притирка клапанов — это процесс, обеспечивающий идеальное прилегание впускного и выпускного клапана в цилиндрах двигателя на их посадочных местах (седлах). Обычно притирка выполняется при замене клапанов на новые, или же после выполнения капитального ремонта двигателя. В идеале притертые клапана обеспечивают максимальную герметичность в цилиндре (камере сгорания). Это, в свою очередь, обеспечивает высокий уровень компрессии, коэффициент полезного действия мотора, его нормальную работу и технические характеристики.
В идеале притертые клапана обеспечивают максимальную герметичность в цилиндре (камере сгорания). Это, в свою очередь, обеспечивает высокий уровень компрессии, коэффициент полезного действия мотора, его нормальную работу и технические характеристики.
Другими словами, если не притереть новые клапана, то часть энергии сгоревших газов, будет безвозвратно потеряна вместо того, чтобы обеспечить должную мощность двигателю. При этом наверняка увеличится расход топлива, а мощность мотора однозначно уменьшится. Некоторые современные автомобили оборудованы системой автоматического контроля за формой клапанов. Она попросту стачивает клапан, поэтому необходимость в ручной притирке отпадает.
Как определить, что клапан нужно притирать
Обычно клапаны притирают после капитального ремонта двигателя. Или, например, после замены поршневых колец. Чтобы второй раз не разбирать. Необходимость процедуры проверяют на снятой головке блока цилиндров. Ее устанавливают на ровную поверхность тарелками клапанов вверх. Затем в камеры сгорания наливают керосин, а если его нет, то сойдет и бензин. Замечают уровень, после чего в таком положении оставляют ГБЦ на двенадцать часов.
Затем в камеры сгорания наливают керосин, а если его нет, то сойдет и бензин. Замечают уровень, после чего в таком положении оставляют ГБЦ на двенадцать часов.
Если жидкость за это время не ушла, то все в порядке. Если же уходит, то это значит, что предстоит поработать. Чтобы определить, какой из двух клапанов в цилиндре пропускает, хорошо помогает наличие сырости в выпускном или во впускном коллекторе. Можно проверить и другим способом. Принцип будет один и тот же, а разница в том, что жидкость (бензин или керосин) заливается в коллекторы. Головка при этом стоит на боку. Естественно, что оценивают течь уже со стороны тарелок.
Что необходимо для притирки
Процесс притирки выполняется при демонтированной головке блока цилиндров. Поэтому кроме инструментов для притирки клапанов автовладельцу также понадобится инструмент для демонтажа ГБЦ. Как правило, это обычные слесарные ключи, отвертки, ветошь. Однако также желательно иметь и динамометрический ключ, который понадобится на этапе обратного монтажа головки на место. Необходимость в нем возникает, поскольку крепежные болты, держащие головку на ее посадочном месте, должны быть закручены с определенным моментом, который как раз и можно обеспечить лишь при помощи динамометрического ключа. В зависимости от того, какой будет выбран способ притирки клапанов — ручной или механизированный (о них немного позже), отличается и набор инструментов для работы.
Необходимость в нем возникает, поскольку крепежные болты, держащие головку на ее посадочном месте, должны быть закручены с определенным моментом, который как раз и можно обеспечить лишь при помощи динамометрического ключа. В зависимости от того, какой будет выбран способ притирки клапанов — ручной или механизированный (о них немного позже), отличается и набор инструментов для работы.
Непосредственно для выполнения притирки клапанов автовладельцу понадобится:
- Ручной держатель клапана. В автомагазинах или автомастерских имеются в продаже уже готовые такие изделия. Если вы по каким-либо причинам не хотите или не можете купить подобный держатель, то его можно изготовить самостоятельно. Как его сделать, рассказано в следующем разделе. Ручной держатель клапана используется при ручной притирке клапанов.
- Паста для притирки клапанов. В большинстве случаев автовладельцы покупают уже готовые составы, поскольку в настоящее время этих средств в автомагазинов достаточно много, в том числе по разным ценам.
 В крайнем случае можно сделать подобный состав и самостоятельно из абразивной стружки.
В крайнем случае можно сделать подобный состав и самостоятельно из абразивной стружки. - Дрель или шуруповерт с возможностью реверса (для выполнения механизированной притирки). Как правило, притирка выполняется в обе стороны вращения, поэтому дрель (шуруповерт) должна вращаться как в одну, так и в другую стороны. Также можно воспользоваться ручной дрелью, которая сама по себе может вращаться в одном и другом направлении.
- Шланг и пружинка. Эти устройства необходимы для выполнения механизированной притирки. Пружинка должна иметь невысокую жесткость, и диаметр на два-три миллиметра больше диаметра стержня клапана. Аналогично и шланг, чтобы его можно было впритык надеть на стержень. Также для его закрепления можно воспользоваться маленьким хомутом. Еще необходим какой-нибудь недлинный металлический стержень по диаметру аналогичный стержню поршня, чтобы он также впритирку подходил для резинового шланга.
- Керосин.
 Его используют в качестве очистителя и впоследствии для проверки качества выполненной притирки.
Его используют в качестве очистителя и впоследствии для проверки качества выполненной притирки. - «Шарошка». Это специальное приспособление, предназначенное для снятия поврежденного металла в посадочном гнезде клапана. Такие приспособления продаются в готовом виде в автомагазинах. В настоящее время в автомагазинах можно найти эту деталь практически для любого двигателя (тем более для распространенных автомобилей).
- Ветошь. Впоследствии с ее помощью нужно будет вытереть насухо обработанные поверхности (заодно и руки).
- Растворитель. Нужен для очистки рабочих поверхностей.
- Скотч. Является нужной составляющей при выполнении одного из методов механизированной очистки.
Приспособление для притирки клапанов
Если у автовладельца нет возможности/желания покупать заводское приспособление для притирки клапанов своими руками (вручную), аналогичное устройство можно сделать самостоятельно с помощью подручных средств. Для этого понадобится:
Для этого понадобится:
- Металлическая трубка с полостью внутри. Ее длина должна составлять около 10…20 см, а диаметр внутреннего отверстия трубки должен быть на 2…3 мм больше, чем диаметр стержня клапана двигателя.
- Электродрель (или шуруповерт) и сверло по металлу диаметром 8,5 мм.
- Контактная или газовая сварка.
- Гайка и болт диаметром 8 мм.
Алгоритм изготовления устройства для притирки клапанов будет следующим:
- С помощью дрели на расстоянии около 7…10 мм от одного из краев необходимо просверлить дырку указанного выше диаметра.
- С помощью сварки необходимо приварить гайку ровно над просверленным отверстием. При этом работать нужно аккуратно, чтобы не повредить резьбу на гайке.
- Вкрутить болт в гайку так, чтобы его край достал внутренней поверхности противоположной от отверстия стенки трубки.
- В качестве рукоятки для трубки можно либо загнуть противоположный кусок трубы под прямым углом, либо же доварить еще один кусок трубы или любой другой металлической детали, похожей по форме (прямой).

- Выкрутить болт обратно, а в трубку вставить стержень клапана, и с помощью болта зажать его крепко с помощью гаечного ключа.
Методы притирки клапанов
Способов притирки клапанов на самом деле существует два — ручной и механизированный. Однако ручная притирка — процесс трудоемкий и затратный по времени. Поэтому лучше пользоваться так называемым механизированным методом, с использованием дрели или шуруповерта. Однако разберем один и другой метод по порядку.
Вне зависимости от выбранного метода притирки в первую очередь необходимо выполнить демонтаж клапанов из головки блока цилиндров (она должна быть также предварительно демонтирована). Чтобы извлечь клапана из направляющих втулок головки блока цилиндров необходимо снять пружины клапанов. Для этого пользуются специальным приспособлением, после чего вынуть из тарелок пружин «сухари».
Ручной метод притирки
Чтобы выполнить притирку клапанов двигателя автомобиля, необходимо следовать приведенному ниже алгоритму:
- После демонтажа клапана необходимо хорошенько очистить его от нагара.
 Для этого лучше воспользоваться специальными чистящими средствами, а также абразивной поверхностью с тем, чтобы тщательно убрать с поверхности налет, смазку, грязь.
Для этого лучше воспользоваться специальными чистящими средствами, а также абразивной поверхностью с тем, чтобы тщательно убрать с поверхности налет, смазку, грязь. - Нанести на фаску клапана сплошной тонкий слой притирочной пасты (для начала используют крупнозернистую пасту, а потом — мелкозернистую).
- В случае, если используется описанное выше самодельное приспособление для притирки, то его необходимо вставить клапан в его седло, перевернуть головку блока цилиндров, и надеть держатель на стоящий в клапанной втулке и смазанный притирочной пастой клапан. Далее нужно закрутить болт с тем, чтобы закрепить клапан в трубе как можно крепче.
- Потом нужно вращать притирочное приспособление вместе с клапаном попеременно в обе стороны на половину оборота (примерно на ±25°). Через одну-две минуты необходимо поворачивать клапан на 90° по или против часовой стрелки, повторять обратно-поступательные движения по притирке. Клапан необходимо притирать, периодически прижимая его к седлу, а потом отпуская, повторять процедуру циклически.

- Ручную притирку клапанов необходимо выполнять до появления на фаске матово-серого ровного однотонного пояска. Его ширина составляет около 1,75…2,32 мм для впускных клапанов, и 1,44…1,54 мм для выпускных клапанов. После притирки матово серый поясок соответствующего размера должен появиться не только на самом клапане, но и на его седле.
- Другим признаком, по которому можно косвенно судить, что притирку можно заканчивать, является изменение звука процедуры. Если в начале притирания он будет чисто «металлическим» и громким, то ближе к концу звук будет более приглушенным. То есть, когда трется не металл по металлу, а металл по матовой поверхности. Обычно процесс притирки занимает 5…10 минут (зависит от конкретной ситуации и состояния клапанного механизма).
- Обычно притирку выполняют с использованием паста разной зернистости. Сначала используют крупнозернистую пасту, а потом — мелкозернистую. Алгоритм их использования одинаковый. Однако вторую пасту можно использовать лишь после того, как будет хорошо зашлифована и затвердеет слой первой пасты.

- После выполнения притирки необходимо тщательно протереть непосредственно клапан и его седло чистой ветошью, а также можно промыть поверхность клапана с тем, чтобы удалить с его поверхности остатки притирочной пасты.
- Проверить качество притирки путем проверки концентричности расположения тарелки клапана и его седла. Для этого необходимо нанести на фаску головки клапана тонкий слой графита карандашом. Далее помеченный клапан нужно вставить в направляющую втулку, слегка прижать к седлу, после провернуть. По полученным следам графита можно судить о концентричности расположения клапана и его седла. Если притирка хорошая, то от одного поворота клапана все нанесенные черточки сотрутся. Если этого не произошло — притирку необходимо повторить до выполнения указанного условия. Однако полную проверку выполняют другим методом, описанным ниже.
- По завершении выполнения притирки клапанов все рабочие поверхности деталей промывают керосином с целью удаления остатков притирочной пасты и грязи.
 Ножку клапана и втулку смазывают моторным маслом. Далее клапана устанавливают на их посадочные места в головке блока цилиндров.
Ножку клапана и втулку смазывают моторным маслом. Далее клапана устанавливают на их посадочные места в головке блока цилиндров.
В процессе притирки клапанов необходимо избавиться от следующих типов дефектов:
- Нагар на фасках, не приведший к деформации фаски (клапана).
- Нагар на фасках, приведший к деформации. В частности, на их конической поверхности появилась ступенчатая поверхность, а сама фаска стала круглой.
Обратите внимание, что если в первом случае клапан можно просто притереть, то во втором нужно обязательно выполнить его проточку. В некоторых случаях притирка выполняется в несколько этапов. Например, грубая притирка проводится до тех пор, пока на поверхности обрабатываемой детали не будут удалены все раковины и царапины. Зачастую для притирки используют пасту с разным уровнем зернистости. Крупный абразив предназначен для удаления значительных повреждений, а мелкий — для доводки. Соответственно, чем более мелкий абразив применяется — тем качественнее считается притирка клапанов. Обычно пасты имеют номера. Например, 1 — чистовая, 2 — черновая. Нежелательно попадание абразивной пасты на другие элементы клапанного механизма. Если же она попала туда — смойте ее керосином.
Обычно пасты имеют номера. Например, 1 — чистовая, 2 — черновая. Нежелательно попадание абразивной пасты на другие элементы клапанного механизма. Если же она попала туда — смойте ее керосином.
Притирка клапанов дрелью
Притирка клапанов с помощью дрели — наиболее оптимальный вариант, с помощью которого можно сэкономить время и силы. Его принцип аналогичен ручной притирке. Алгоритм его выполнения следующий:
- Взять подготовленный металлический стержень и надеть на него резиновый шланг подходящего диаметра. Для лучшего закрепления можно воспользоваться хомутом соответствующего диаметра.
- Упомянутый металлический стержень с прикрепленным резиновым шлангом закрепить в патроне электродрели (или шуруповерта).
- Взять клапан и надеть на его стержень пружинку, после чего установить его на посадочное место.
- Немного выдвинув клапан из головки блока цилиндров, нанести на его фаску небольшое количество притирочной пасты по периметру его тарелки.
- Вставить стержень клапана в резиновый шланг.
 При необходимости также воспользоваться для лучшего крепления хомутом соответствующего диаметра.
При необходимости также воспользоваться для лучшего крепления хомутом соответствующего диаметра. - На низких оборотах дрели начать притирать клапан на его посадочном месте. При этом нужно двигать его вперед-назад, в чем, собственно, и будет помогать установленная пружина. После нескольких секунд вращения в одну сторону нужно переключить дрель на реверс, и вращать ее в противоположную сторону.
- Процедуру выполнять аналогично, до появления матового пояска на корпусе клапана.
- По завершении притирки тщательно вытереть клапан от остатков пасты, желательно с помощью растворителя. Причем удалять пасту нужно не только с фаски клапана, но и с его седла.
Видео на тему
Притирку клапанов выполняют на снятой головке блока цилиндров. Для извлечения клапанов из направляющих втулок головки блока цилиндров необходимо снять пружины клапанов, сжав их специальным приспособлением и вынув сухари из тарелок пружин. Для притирки клапанов удобнее всего пользоваться специальным механическим приспособлением (реверсивной дрелью).
Кроме того, в продаже имеются готовые ручные держатели клапана. При отсутствии готовых приспособлений можно воспользоваться приспособлением, изготовленным по чертежу.
Вместо резинового шланга и хомутов можно приварить к стержню приспособления наконечник, у которого в боковой стенке выполнено сквозное резьбовое отверстие, в него ввернут болт для фиксации стержня клапана.
Кроме того, вам потребуются: притирочная паста, керосин, слабая пружина, по наружному диаметру проходящая в отверстие седла клапана.
- 1. Очистите клапан от нагара.
- 2. Нанесите на фаску клапана сплошной тонкий слой притирочной пасты.
- 3. Наденьте на стержень клапана предварительно подобранную пружину и вставьте клапан в направляющую втулку со стороны камеры сгорания, смазав стержень клапана слоем графитной смазки.
- 4. Наденьте на стержень клапана приспособление для притирки клапанов (или с некоторым натягом резиновую трубку для соединения клапана с реверсивной дрелью)
- 5.
 Включив дрель на минимальную частоту вращения (в реверсивном режиме) или вращая приспособление (в случае ручной притирки) попеременно в обе стороны на пол-оборота притрите клапан, периодически то прижимая его к седлу, то ослабляя усилие прижатия.
Включив дрель на минимальную частоту вращения (в реверсивном режиме) или вращая приспособление (в случае ручной притирки) попеременно в обе стороны на пол-оборота притрите клапан, периодически то прижимая его к седлу, то ослабляя усилие прижатия. - 6. Притирайте клапан до появления на его фаске матово-серого непрерывного однотонного пояска шириной не менее 1,5 мм, при этом…
- 7. …на седле клапана после притирки также должен появиться блестящий поясок шириной не менее 1,5 мм.
- 8. После притирки тщательно протрите клапан и седло чистой тряпкой и промойте, чтобы удалить остатки притирочной пасты. Проверьте герметичность клапана, для чего установите его в головку с пружинами и сухарями. Затем положите головку набок и залейте керосин в тот канал, который закрыт клапаном. Если в течение 3 мин керосин не просочится в камеру сгорания, клапан герметичен.
Замена прокладки ГБЦ
Нельзя не отметить, что срок службы уплотнительного соединения ГБЦ специалистами не выявлен. Иначе говоря, нет установленного времени, в течение которого прокладка безупречно выполняет все свои функции. Срок ее службы зависит от множества факторов, в числе которых в первую очередь стоит назвать манеру вождения, марку автомобиля, регулярность и своевременность технического обслуживания.
Иначе говоря, нет установленного времени, в течение которого прокладка безупречно выполняет все свои функции. Срок ее службы зависит от множества факторов, в числе которых в первую очередь стоит назвать манеру вождения, марку автомобиля, регулярность и своевременность технического обслуживания.
О неисправностях в функционировании силового агрегата свидетельствуют следующие признаки:
- -выхлопной дым, имеющий светлый цвет;
- -попадание в моторное масло через неработающую прокладку жидкой эмульсии, которая отвечает за охлаждение мотора;
- -масляные подтеки на месте стыков.
Как проверить герметичность клапанов?
Проверка герметичности клапана и седла выполняется следующим образом:
1. Снимается головка блока цилиндров (ГБЦ).
2. Выполняется очистка ГБЦ и корпуса подшипников от грязи, нагара и прочих масляных отложений.
3. Дальше необходимо выполнить тщательный осмотр головки и корпуса подшипников. При осмотре не должно быть никаких трещин, царапин или других следов повреждения.
4. После осматриваем рабочие поверхности корпуса подшипников, опор распредвала, а также стенок посадочных отверстий гидротолкателей, на них не должно быть никаких следов наплыва металла или задиров.
5. Направляющие клапанов и седла должны плотно сидеть и прилегать к «телу» ГБЦ. На седлах и клапанах не должно быть трещин или следов прогорания.
6. Используя шаблон, выполните проверку плоскостности ГБЦ, в случае отсутствия такового это можно сделать при помощи широкой слесарной линейки. Приложите линейку ребром к нижней привалочной плоскости головки по диагонали, проверьте нет ли зазора между ГБЦ и ребром линейки. Как правило, его можно заметить в центральной части или по краям. Измерьте зазор с обеих сторон, используя плоские щупы, максимально допустимый зазор – 0,1 мм. В случае если у вас вышло больше — потребуется фрезеровка привалочной плоскости или полная ее замена.
7. Дальше необходимо проверить герметичность ГБЦ. Чтобы выполнить такую проверку необходимо заглушить на торцевой поверхности головки блока окно подачи ОЖ к термостату. Дальше переверните головку и налейте керосин в ее рубашку охлаждения. Убедитесь в том, что нигде нет никаких подтечек, в случае обнаружения таковой следует произвести ремонт головки блока цилиндра или полностью ее заменить.
Дальше переверните головку и налейте керосин в ее рубашку охлаждения. Убедитесь в том, что нигде нет никаких подтечек, в случае обнаружения таковой следует произвести ремонт головки блока цилиндра или полностью ее заменить.
8. Теперь пришла очередь клапанов. Чтобы проверить герметичность клапанов ГБЦ положите ее на ровный стол привалочной плоскостью к верху, затем налейте в камеры сгорания головки керосин и подождите пару минут. Эту процедуру еще называют «проливкой». Если вы заметили, что уровень керосина в камере сгорания начал снижаться, или на столе появилась лужа, это значит, что в этой камере один из клапанов или оба клапана имеют негерметичность, а значит необходима притирка клапанов.
Как устранить негерметичность клапанов? Притирка клапанов
1. Устранение негерметичности клапанов выполняется путем их притирки к седлам, в случае отсутствия трещин или повреждений на тарелке и клапане его можно восстановить путем притирания. Для выполнения этой процедуры необходимо:
2. Снять с клапана маслосъемный колпачок.
Снять с клапана маслосъемный колпачок.
3. Достать клапан, который плохо прилегает из направляющей втулки.
4. Дальше на рабочую поверхность (ту, которую необходимо притереть) наносится специальная притирочная паста, например «Алмазная».
5. Клапан устанавливается в головке блока цилиндров, а к его стержню крепится «приспособа» для притирки клапанов.
6. Прижимая клапан к седлу, выполняется притирка путем вращения клапана из стороны в сторону, сделав 10-15 таких движений поверните его на 90° и снова продолжите притирку. Выполнять притирку следует до тех пор, пока на тарелке и седле не образуется равномерная ровная поверхность, а сами детали не станут идеально прилегать друг к другу.
7. По завершению остатки притирочной пасты удаляются, а клапан с новыми маслосъемными колпачками устанавливается на место.
На этом у меня все, желаю удачи в работе! Спасибо, что читаете нас, до новых встреч на Вопрос Авто!
Источник
Причины неисправности вакуумного усилителя
Вакуумный усилитель тормозов и его сопутствующие элементы — достаточно простые устройства, поэтому специалисты выделяют следующие основные и возможные неисправности ВУТ:
- Разгерметизация вакуумного трубопровода.
 По нему происходит разрежение, необходимое для нормальной работы тормозной системы. Соответственно, если в него будет подсос воздуха извне, то ВУТ работать не будет. Разгерметизация (подсос воздуха) от старости резины может произойти в самых разных местах — в резиновых шлангах, местах соединений, хомутах.
По нему происходит разрежение, необходимое для нормальной работы тормозной системы. Соответственно, если в него будет подсос воздуха извне, то ВУТ работать не будет. Разгерметизация (подсос воздуха) от старости резины может произойти в самых разных местах — в резиновых шлангах, местах соединений, хомутах. - Неисправность обратного клапана. Его задача состоит в удалении воздуха из тормозной системы и недопущения попадания его как в саму систему, так и в главный тормозной цилиндр. Неисправным может быть как сам клапан, например, по причине естественного износа, так и по причине значительного износа резиновых его уплотнений.
- Разгерметизация рабочих камер вакуумного усилителя. Это достаточно редкая причина, которая происходит, чаще всего, из-за механического повреждения ВУТ. Например, при ремонте или ДТП.
- Разрыв диафрагмы. Это критическая поломка, поскольку она возникает внутри самого усилителя, а он обычно является неремонтопригодным, соответственно, подлежит замене.
 При этом усилитель будет травить воздух, и издавать шипение.
При этом усилитель будет травить воздух, и издавать шипение. - Образование в ВУТ дополнительного зазора. Дело в том, что в результате эксплуатации машины и в частности механизма крепления вакуумного усилителя его мембрана немного сдвигается вперед, из-за чего на самом деле водителю легче давить на педаль тормоза. Однако в результате этого возникает лишний зазор в креплении, из-за которого порой может возникать стук при резком торможении. Чтобы решить эту проблему достаточно отрегулировать шток, переместив его немного вперед. Подобный ремонт возможен как в условиях гаража, так и в автосервисе.
Притирочные клапаны
Сразу признаюсь, я не мастер-механик. я не брал автомагазин
в старшей школе, и пока другие ребята чинили свои 57 Шевроле, я
пел в хоре, занимался высшей математикой и вообще был
ботаник (кроме букв в треке). Я предполагаю, что многие из вас знают больше, чем я
делать об автомеханиках, и это часто подтверждается ответами
к моим сообщениям
ВиллисТех.
Но я притер свои клапаны с большим успехом, так что для Вы, кто не знаком с процессом, позвольте мне объяснить.
Мой двигатель работал очень неровно. Замер компрессии показал 90, 115, 60, 50, так что в основном он работал на 1 1/2 цилиндрах. я отрегулировал впускные клапана год назад, а выпускные не делал потому что я не рискнул вытащить выпускной коллектор (из-за плохой ржавые шпильки и гайки). С тех пор кто-то сказал мне, что он поправил свой выпускные клапаны без вытягивания коллектора, но он признал, что места было очень плотно.
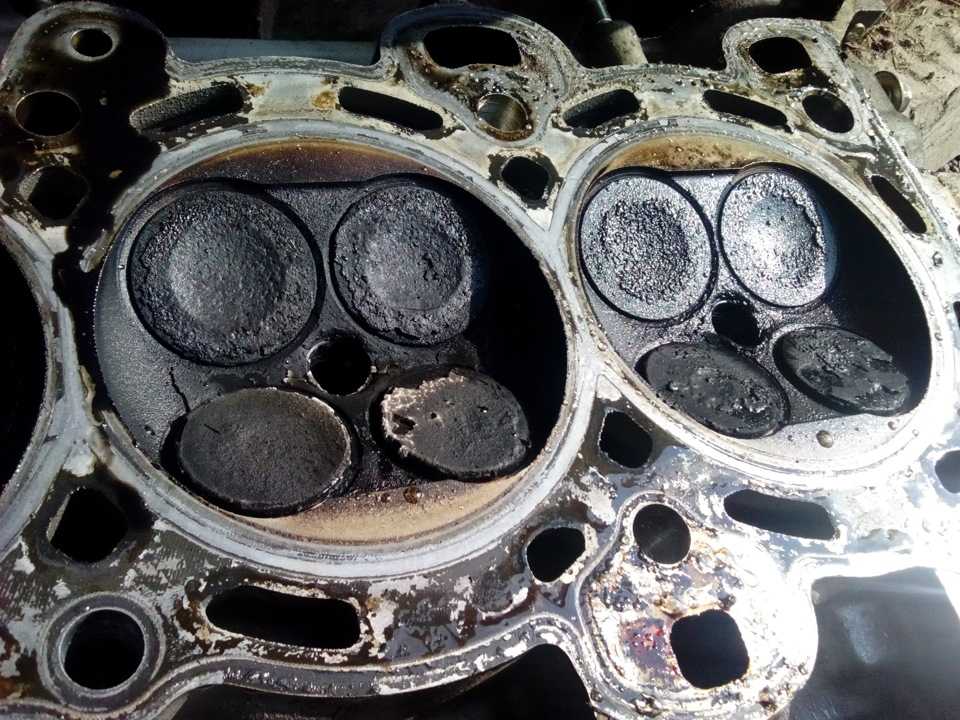
Я снял головку со своего F4-134, чтобы найти слегка прогоревшие клапана, с
выхлоп чуть хуже впуска, как я и ожидал
с моим пренебрежением к ним. Если клапан неплотно закрывается, небольшое количество
горячих дымовых газов будет выходить. Этот горячий газ под высоким давлением разрушает
поверхности клапана и седла, что приводит к тому, что называется прогаром
клапаны. Прогоревшие клапаны неплотно закрываются, поэтому состояние усугубляется
сам. Глядя на скошенный край клапанов, я мог видеть неровные
темные вкрапления, не гладкий блестящий металл.
Глядя на скошенный край клапанов, я мог видеть неровные
темные вкрапления, не гладкий блестящий металл.
Я получил от Checker комплект для притирки менее чем за 10 долларов, который состоял из деревянная палочка с присосками на каждом конце и две банки абразива составные: грубые и мелкие. При снятых клапанных пружинах клапаны могут свободно выйти. Для снятия напряжения требуется инструмент для сжатия клапанной пружины. натяжение пружин, чтобы можно было снять клипсы, удерживающие пружины к клапанам.
Соскоблил нагар с клапанов. я положил немного притирки
состав (по консистенции зубной пасты) на поверхности клапана,
затем вставьте его в головку (или блок для выпускных клапанов). я использовал отсос
чашкой на плоской поверхности клапана и вращением палочки между
ладонями моих рук, повернул клапан на своем месте. Сначала я использовал грубый и
потом на выпускных клапанах нормально, а на впускных только нормально. Я проверил
поверхности клапана и соответствующего седла время от времени и
повторял процесс, пока каждый клапан не выглядел хорошо.
Когда собрал двигатель, компрессия была 112, 115, 115, 80. Цилиндр номер 4 имеет несколько сильных царапин, возможно, сделанных сломанное кольцо или выпавшая булавка. Теперь я бегу на 3 1/2 цилиндры. Некоторое улучшение могло бы быть достигнуто за счет регулировка клапана, но притирка полирует клапан и седло, устранение мелких неровностей сопрягаемых поверхностей, что приводит к более плотное уплотнение.
Изначально у двигателей 134 седло клапана было вырезано непосредственно в литой блок. Этот металл слишком мягкий и быстро изнашивается, особенно при неэтилированный газ. Мой двигатель был оснащен закаленным седлом клапана. вставки. Любая механическая мастерская может сделать это для вас, если ваш двигатель еще не сделал это. Вставка сиденья стоит около 5 долларов, но вам нужно вырезать землю в блок и вдавить сиденье. Я был рад узнать, что кто-то уже сделал это на моем двигателе.
Притирку можно было сделать за день, только в моем случае я сломал шпильку,
затем сломал винтовой экстрактор, потом сломал несколько твердосплавных насадок и
в конце концов поставил спираль и новую шпильку. Я потратил несколько дней.
Я потратил несколько дней.
Притирка клапанов так же стара, как двигатель внутреннего сгорания. Я был в руководстве по эксплуатации Model-T рекомендовали притирку на обычном график, может раз в год. Работа клапана в механическом цехе ставит точная фаска на поверхностях клапана и седла, которая превосходит то, что можно сделать с притиркой. После нескольких притирок клапанов вы иметь канавку в седле, что нежелательно, поэтому вам придется иметь их заземлить и/или заменить. Если клапан серьезно сгорел, его следует заменены. Притирка является наименее затратной, наименее эффективной и простой ремонт прогоревших клапанов.
Я предполагаю (и это всего лишь предположение, поскольку я этого не делал), что если Вы регулярно регулируете клапана (раз в год?) и притираете их, когда сжатие указывает на то, что это необходимо, вы можете пройти немного дольше между рабочими местами клапана.
Рик
10.09.98
Негерметичность впускного клапана после притирки
рыцарский
Участник
- #1
У меня есть двигатель, который я проверил на герметичность, прежде чем снять головку, чтобы выполнить работу с 3-угловым клапаном. Было 2% при 100psi. Вполне нормально! Без слышимых утечек из впуска или выхлопа.
Я обрезал верхний и нижний углы и оставил 45 в покое. Притерли все, собрали обратно, проверка на утечку составила 3%, и я слышал, как она вытекает из впускного отверстия.
Итак, я снял головку, аккуратно вырезал входное отверстие фрезой 45, затем притер и покрасил его 4 раза, чтобы получить хорошее уплотнение 1 мм / 40 тыс., собрал все обратно, и все еще протекает через входное отверстие на уровне 3%.
Я поставил его на динамометрический стенд на холостой ход в течение 30 минут и только что разогнал его до 6k примерно 10 раз, а завтра буду тестировать его всерьез.
Какие мнения? Вы чувствуете, что в конце концов это закроется? Или у меня есть серьезная проблема? . ….. друг предложил новый впускной клапан, что я думаю, я сделаю, если результаты динамометрического стенда не будут меня удовлетворять.
….. друг предложил новый впускной клапан, что я думаю, я сделаю, если результаты динамометрического стенда не будут меня удовлетворять.
Думаю, новый двигатель проработал около 60 часов за 2 года.
ДиноДон
Модератор
- #2
После обрезки седла клапан нельзя использовать повторно, пока не будет произведена повторная притирка клапана. На старом клапане выбит рисунок, и этот рисунок не будет соответствовать вырезу вашего нового седла так же хорошо, как новая поверхность.
рыцарский
Участник
- #3
Ура, Дон, я получу несколько новых клапанов под заказ, так как это не первый раз, когда это происходит после обрезки седла, в прошлый раз это был выхлоп, и да, тогда я снова использовал старые клапаны….. даух!………теперь все имеет смысл……дьявол кроется в деталях.
Джоди / ARC Racing
Поддержка сайта
- #4
Еще один момент, на который следует обратить внимание, это ширина 30-градусного выступа на верхней части сиденья. Эта область не соприкасается с клапаном, и если ее обрезать слишком широко, это может позволить воздуху буквально поднять клапан с седла при давлении 80+ фунтов на квадратный дюйм при использовании пружин весом 10,8 фунта.
ДиноДон
Модератор
- #5
Хорошая мысль Джоди
Мэдд Дог Гонки
Участник
- #6
У меня есть крышка, которую я сделал, чтобы закрыть впускные и выпускные отверстия, чтобы провести вакуумное испытание перед установкой головки.
плоский1
Дог 89
- #7
Поправьте меня, если я ошибаюсь.
Кажется, здесь описано два метода.
Сначала это вакуумное тестирование камеры сгорания с открытыми окнами.
Во-вторых, вакуумная проверка портов при открытой камере сгорания.
Мэдд Дог Гонки
Участник
- #8
Я говорил о проверке портов с помощью триггерного вакуума, как для проверки тормозов на автомобиле! Это даст вам знать, если есть печать! С клапанами в пружинах и т. д. Готов к установке!
плоский1
Дог 89
- #9
Мэдд Дог Рейсинг сказал:
Я говорил о проверке портов вакуумным триггером, как при проверке тормозов на машине! Это даст вам знать, если есть печать! С клапанами в пружинах и т. д. Готов к установке!
Нажмите, чтобы развернуть.
..
Вакуумный насос 10-4а.
JPR57 делает это по-другому?
Джоди / ARC Racing
Поддержка сайта
- #10
Flattop1 сказал:
Вакуумный насос 10-4а.
JPR57 делает это по-другому?Нажмите, чтобы развернуть…
На самом деле два упомянутых метода — это утечка вниз, которая включает в себя заполнение цилиндра воздухом для проверки на наличие утечек. Другой — вакуумный тест, который включает в себя использование всасывающего шланга на порту для проверки на наличие утечек. Оба метода используют манометры, чтобы показать утечку. Если число ниже 100 или любое другое значение, которое вы используете, это означает утечку. Оба метода выполняются с головкой на двигателе и полностью закрытыми клапанами. Вакуумный тест требует удаления карбюратора.
Оба метода используют манометры, чтобы показать утечку. Если число ниже 100 или любое другое значение, которое вы используете, это означает утечку. Оба метода выполняются с головкой на двигателе и полностью закрытыми клапанами. Вакуумный тест требует удаления карбюратора.
Мистер гнев
Участник
- #11
JPR57 сказал:
Еще один момент, на который следует обратить внимание, это ширина 30-градусного рельефа на верхней части сиденья. Эта область не соприкасается с клапаном, и если ее обрезать слишком широко, это может позволить воздуху буквально поднять клапан с седла при давлении 80+ фунтов на квадратный дюйм при использовании пружин весом 10,8 фунта.
Узкий угол в 30 градусов обычно лучше подходит для стокового двигателя с легкими пружинами. Вот почему я использую два метода проверки герметичности клапана: утечку вниз и вакуумный тест. Вакуумный тест пытается втягивать воздух через порт вместо того, чтобы вдувать воздух в цилиндр. При использовании вакуумного теста обязательно добавьте каплю масла в клапан вокруг направляющей. Это запечатает направляющую, так что воздух не сможет втягиваться, что даст ложные показания.
Нажмите, чтобы развернуть…
Чувак, я не знаю, меня раздражает почти все, что ты публикуешь, но это поставило меня в тупик. что вы говорите, если я правильно понимаю, с широким 30-градусным верхним срезом на седле клапана. площадь под клапаном у седла больше, чем площадь головки клапана + давление пружины. Не вдаваясь в математику, я этого не вижу.
Мистер гнев
Участник
- #12
И что, черт возьми, произойдет, когда произойдет сгорание и резко подскочит давление. клапан должен быть полностью снят с седла в соответствии с вашей опубликованной теорией. Может я что-то упускаю LOL
Мистер гнев
Член
- №13
Последнее замечание на данный момент, я благодарю, я никогда не обрезал 30 так сильно, как я хочу, чтобы запас в верхней части клапана не был посередине, поэтому я никогда не проверял вашу теорию, просто пытаясь понять, поскольку для меня это все о площади, но что я знаю LOL
плоский1
Дог 89
- №14
(Вакуумный тест пытается втягивать воздух через порт вместо того, чтобы нагнетать воздух в цилиндр. )
Это утверждение я не увидел. У порта два конца. Вытягивание с конца порта с помощью вакуума не похоже на то, что это поднимет клапан. Vs вытягивание из камеры сгорания.
Хорошо, оба проверяют вакуумное уплотнение клапана со стороны порта.
Мистер гнев
Участник
- №15
FT Я полагаю, что он только заявляет, что он поднимает клапан при повышении давления в цилиндре. его вакуумный тест зацеплен за впускное отверстие, поэтому направляющая 9 должна быть герметизирована. 0003
0003
плоский1
Дог 89
- №16
Верно, я понял. Когда он сказал тянуть через порт, я подумал, может быть, он что-то придумал. Пластинчатая голова поднимает вакуум.
Не имело смысла. Интересно, сможешь ли ты
открыть клапан. 15 фунтов атмосферы, 15 фунтов негатива и 10 фунтов пружины
плоский1
Дог 89
- # 17
Нет, это снова в районе.
Джоди / ARC Racing
Поддержка сайта
- # 18
Мистер гнев сказал:
Чувак, я не знаю, меня пугает почти все, что ты пишешь, но это поставило меня в тупик. что вы говорите, если я правильно понимаю, с широким 30-градусным верхним срезом на седле клапана. площадь под клапаном у седла больше, чем площадь головки клапана + давление пружины. Не вдаваясь в математику, я этого не вижу.
Нажмите, чтобы развернуть.
..
Если вы отрежете слишком широкий угол 30, да, сгорание «может» поднять клапан. Да, это будет делать это больше с давлением в цилиндре. Область, которую вы отрезали от сиденья, создает открытую область, достаточно большую для того, чтобы воздух мог проникнуть под него и выйти между сиденьями. Здесь вы имеете дело только с 10,8-11 фунтами давления на сиденье. Обнаружили это много лет назад, когда играли под разными углами, используя пружины 10,8. Теперь, если вы используете 26, 36 или двойные пружины, это не так, потому что у вас достаточно давления седла, чтобы удерживать клапан в нижнем положении. Как сказал бы Нанли, я получил данные, подтверждающие мою теорию, лол 9.0003
понитл
Участник
- # 19
можно было бы «думать», что площадь, где 30-градусный срез подвергается воздействию давления сгорания, должна быть больше, чем площадь головки клапана (100% невозможно), чтобы это произошло …. насколько я понимаю, пружины клапана управляет только клапаном, который НЕ находится под давлением… их влияние на цилиндр, находящийся под давлением, равно нулю… Я знаю, что вы, ребята, знаете дерьмовую нагрузку лучше, чем я… но я думаю, что то, что вы видели, было чем-то другим…
95 шо
Поддержка сайта
- #20
Происходит множество вещей, которые не поддаются обычному объяснению.