Мастер класс: » Разборка двигателя внутреннего сгорания, измерение КШМ (кривошипно-шатунный механизм) | Учебно-методическое пособие:
ГОСУДАРСТВЕННОЕ АВТОНОМНОЕ ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ МОСКОВСКОЙ ОБЛАСТИ «ПРОФЕССИОНАЛЬНЫЙ КОЛЛЕДЖ «МОСКОВИЯ» |
тема: «Мастер-класс на тему «Порядок сборки-разборки двигателя ЗМЗ-405»
Материал способствует развитию познавательных, творческих и профессиональных интересов обучающихся к будущей специальности.
Разработал: преподаватель Мышлянов Александр Викторович.
Описание разработки
Цели и задачи:
1. Дидактическая:
1.1. Совершенствование знаний, умений и навыков при применении сборки-разборки в техническом обслуживании автомобилей.
1.2. Продемонстрировать работу современного двигателя ЗМЗ-405 .
2. Развивающая:
2.1. Развитие познавательных, творческих и профессиональных интересов обучающихся к будущей специальности.
2.2. Формирование умений и навыков, учиться профессионально выражать мнение и анализировать полученную информацию.
3. Воспитательная:
3.1. Стремиться воспитать личностные качества: взаимопомощь, инициативность, умение работать в коллективе.
3.2. Воспитывать интерес к будущей профессии.
4. Методическая:
4.1. Показать применение инновационных технологий и современного устройства двигателя внутреннего сгорания.
Введение
Эпиграфом к своей работе я бы взял народную мудрость: «Лучше один раз увидеть, чем сто раз услышать». Профессиональное мастерство всегда есть плод достаточно длительного творческого труда педагога, труда осмысленного, наполненного вдумчивыми размышлениями над самыми различными аспектами своей профессиональной деятельности. В реалиях сегодняшнего дня профессиональное мастерство есть, прежде всего, умение быстро и качественно решать стоящие перед педагогом воспитательно-образовательные задачи. Мастер-класс это не шоу, а «особая форма учебного занятия, которая основана на «практических» действиях показа и демонстрации творческого решения определенной познавательной и проблемной педагогической задачи»
Ход мастер-класса.
Порядок сборки-разборки двигателя ЗМЗ-405
Очистить все привалочные поверхности блока от прилипших и порванных при разборке прокладок.
Закрепить блок цилиндров на стенде, внимательно осмотреть зеркало цилиндров, при необходимости следует снять шабером неизношенный поясок над верхним компрессионным кольцом
Металл следует снимать вровень с изношенной поверхностью цилиндра.
Вывернуть пробки масляного канала и продуть все масляные каналы сжатым воздухом.
Завернуть пробки на место.
Подсобрать коленчатый вал, для чего вывернуть пробки грязеуловителей шатунных шеек и удалить из них отложения, промыть и продуть воздухом, поставить пробки на место, затянуть их моментом 37… 51 Нм (3,8…5,2 кгсм). Для надежного стопорения на резьбу пробок нанести анаэробный герметик «Стопор-9».
Проверить состояние рабочих поверхностей коленчатого вала. Забоины, задиры и другие наружные дефекты не допускаются.
Протереть салфеткой постели под вкладыши в блоке и в крышках коренных подшипников.
Установить в постели блока вкладыши коренных подшипников верхние (с канавками и отверстиями), а в постели крышек — нижние (без канавок), протереть вкладыши салфеткой и смазать их маслом для двигателя.
Протереть салфеткой коренные и шатунные шейки коленчатого вала, смазать их чистым маслом и установить коленчатый вал в блок цилиндров.
Смазать маслом и установить полушайбы упорного подшипника:
— верхние — в проточки третьей коренной постели антифрикционным слоем с канавками к щеке коленчатого вала;
— нижние — вместе с крышкой третьего коренного подшипника. Выступы нижних полушайб должны зайти в пазы крышки;
Установить крышки остальных опор на соответствующие коренные шейки, завернуть и затянуть болты крепления крышек коренных подшипников моментом 98…107,9 Нм (10…11кгсм).
На нижних поверхностях 1, 2 и 4 коренных крышек выбиты их порядковые номера.
На нижней поверхности крышки третьей коренной опоры расположено резьбовое отверстие для крепления держателя масляного насоса, а на боковых поверхностях — проточки и пазы для установки полушайб. Крышки коренных опор устанавливаются согласно их нумерации, ориентируясь так, чтобы пазы под ус вкладыша в крышке и блоке располагались с одной стороны.
Крышки коренных опор устанавливаются согласно их нумерации, ориентируясь так, чтобы пазы под ус вкладыша в крышке и блоке располагались с одной стороны.
Провернуть коленчатый вал, вращение его должно быть свободным при небольшом усилии.
Проверка осевого зазора коленчатого вала
Проверить осевой зазор коленчатого вала (Рисунок 1), который должен быть не более 0,36 мм.
Для неизношенных коленчатого вала и полушайб упорного подшипника зазор составляет 0,06… 0,27 мм.
При превышении осевого зазора максимально допустимой величины заменить упорные полушайбы на новые и вновь замерить осевой зазор. Если при замере он окажется более 0,36 мм, заменить коленчатый вал.
Взять сальникодержатель с сальником заднего конца коленчатого вала, проверить пригодность сальника к дальнейшей работе.
Если сальник имеет изношенные рабочие кромки или слабо охватывает фланец коленчатого вала — заменить его новым.
Запрессовку сальника в сальникодержатель рекомендуется производить при помощи оправки. Сальник должен быть установлен пыльником наружу двигателя, рабочей кромкой, охватываемой пружиной, вовнутрь.
Сальник должен быть установлен пыльником наружу двигателя, рабочей кромкой, охватываемой пружиной, вовнутрь.
Перед запрессовкой на наружную поверхность сальника нанести смазку Литол-24, для облегчения запрессовки.
Заполнить на ⅔ полости между рабочей кромкой и пыльником резиновой манжеты смазкой ЦИАТИМ-221, установить и закрепить сальникодержатель с прокладкой к блоку цилиндров.
Установить маховик на задний конец коленчатого вала, совместив отверстие в маховике под штифт с установочным штифтом, запрессованным во фланец коленчатого вала.
Установить шайбу болтов маховика, наживить и затянуть болты моментом 70,6…78,4 Нм (7,2…8,0 кгсм).
Запрессовать втулку распорную и подшипник в гнездо маховика. Подшипник запрессовывать, прикладывая усилие к наружному кольцу. Запрессовка за внутреннее кольцо приведет к повреждению подшипника.
Далее собираем шатунно-поршневую группу – статья «Подсборка шатунно-поршневой группы двигателя».
Закрепить держатель к масляному насосу.
Установить масляный насос с прокладкой на привалочную плоскость блока цилиндров и закрепить.
Срезать выступающие над плоскостью блока, крышки цепи и сальникодержателя выступающие концы прокладок крышки цепи и прокладки сальникодержателя.
Установить и закрепить масляный картер с прокладкой и усилитель картера сцепления.
Смазать маслом, применяемым для двигателя, втулки промежуточного вала, установить сегментную шпонку в паз на конце промежуточного вала и установить промежуточный вал в блок цилиндров.
Ввернуть два болта в передний фланец промежуточного вала. Установить шестерню с гайкой на задний конец вала, совместив шпоночный паз шестерни со шпонкой, и вращая промежуточный вал за два болта, завернуть гайку шестерни до упора.
Установить и закрепить фланец промежуточного вала.
Смазать маслом, применяемым для двигателя, валик привода масляного насоса и зубья шестерен и вставить валик в отверстие блока до входа в зацепление шестерен привода масляного насоса и промежуточного вала.
В отверстие втулки валика привода вставить шестигранный валик привода масляного насоса, так, чтобы он зашел шестигранное отверстие валика масляного насоса.
Установить и закрепить крышку привода масляного насоса с прокладкой.
Проверить легкость вращения промежуточного вала. Вал должен вращаться свободно, без заеданий.
1234
Установка привода распределительных валов (Рисунок 2):
Запрессовать сегментную шпонку в шпоночный паз переднего конца коленчатого вала.
С помощью специального приспособления напрессовать звездочку на коленчатый вал двигателя, ориентируя меткой вперед.
Установить резиновое уплотнительное кольцо в канавку переднего конца коленчатого вала.
Повернуть коленчатый вал двигателя до совпадения метки на звездочке коленчатого вала с меткой «М1» на блоке цилиндров, что будет соответствовать положению поршня первого цилиндра в ВМТ.
При этом метка на блоке цилиндров должна быть расположена симметрично относительно оси впадины зубьев звездочки.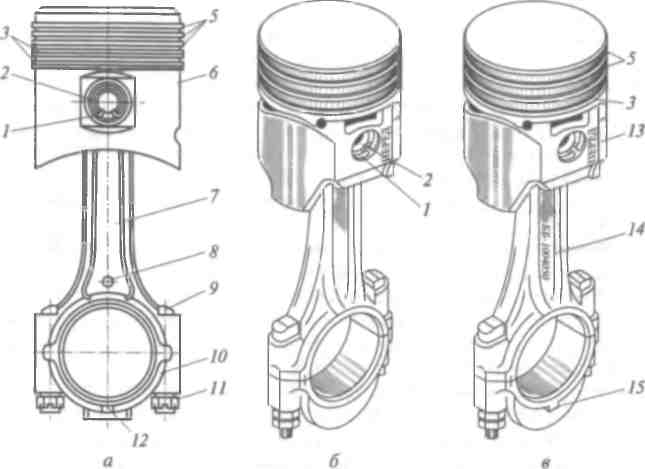
Установить нижний успокоитель цепи, не затягивая болты крепления окончательно, нанеся предварительно на резьбу болтов анаэробный герметик «Стопор — 6».
Надеть нижнюю цепь на ведомую звездочку (число зубьев 38) промежуточного вала и на звездочку коленчатого вала двигателя.
Установить звездочку с цепью на промежуточный вал, при этом метка на ведомой звездочке промежуточного вала должна совпасть с меткой «М2» на блоке цилиндров, а ведущая ветвь цепи, проходящая через успокоитель, должна быть натянута.
Установить ведущую звездочку промежуточного вала со штифтом и закрепить обе звездочки на промежуточном валу болтами моментом 24,5…26,5 Нм (2,5…2,7 кгсм).
Отогнуть два угла стопорной пластины на гранях головок болтов.
Установить рычаг натяжного устройства со звездочкой нижней цепи привода распределительных валов и закрепить болтом рычага, предварительно нанеся на резьбу болта анаэробный герметик «Стопор-6».
Нанесение излишнего количества герметика приведет к его выдавливанию из резьбы и неподвижности рычага натяжного устройства на оси.
Нажимая на рычаг натяжного устройства, натянуть цепь, проверить правильность установки звездочек по меткам и затянуть болты нижнего успокоителя.
После установки нижней цепи не допускается вращение коленчатого вала до момента установки цепи привода распределительных валов и гидронатяжителей.
Установить опору болта рычага натяжного устройства и закрепить болтами, предварительно нанеся на резьбу болтов анаэробный герметик «Стопор-6»
Установить рычаг натяжного устройства со звездочкой верхней цепи привода распределительных валов и закрепить болтом рычага на опоре, предварительно нанеся на резьбу болта анаэробный герметик «Стопор-6».
Надеть на ведущую звездочку промежуточного вала верхнюю цепь привода распределительных валов.
Нанести на блок цилиндров вокруг установочной втулки крышки цепи на правой стороне блока (внутри которой находится канал подачи масла к нижнему гидронатяжителю) силиконовый клей-герметик «Юнисил Н50-1».
Взять крышку цепи с сальником, проверить пригодность сальника к дальнейшей работе.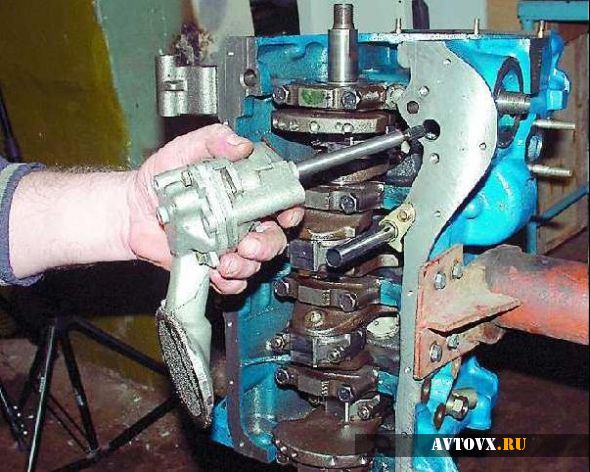 Если сальник имеет изношенную рабочую кромку или слабо охватывает ступицу шкива-демпфера — заменить его новым.
Если сальник имеет изношенную рабочую кромку или слабо охватывает ступицу шкива-демпфера — заменить его новым.
апрессовку сальника в крышку цепи рекомендуется производить при помощи оправки (Рисунок 3).
Сальник должен быть установлен пыльником наружу двигателя, рабочей кромкой, охватываемой пружиной — внутрь.
Перед запрессовкой на наружную поверхность сальника нанести смазку «Литол-24» для облегчения запрессовки.
Заполнить на полость между рабочей кромкой и пыльником резиновой манжеты крышки цепи смазкой ЦИАТИМ-221.
Удерживая цепь второй ступени от соскакивания со звездочки промежуточного вала, установить и закрепить крышку цепи с прокладками и кронштейн генератора.
Установить и закрепить водяной насос с электромагнитной муфтой с прокладкой к крышке цепи, затянув болт крепления водяного насоса к крышке цепи.
Смазать чистым моторным маслом, применяемым для двигателя, отверстие под гидронатяжитель в крышке цепи и установить собранный гидронатяжитель до касания в упор рычага натяжного устройства, но не нажимать, с целью исключения срабатывания фиксатора гидронатяжителя.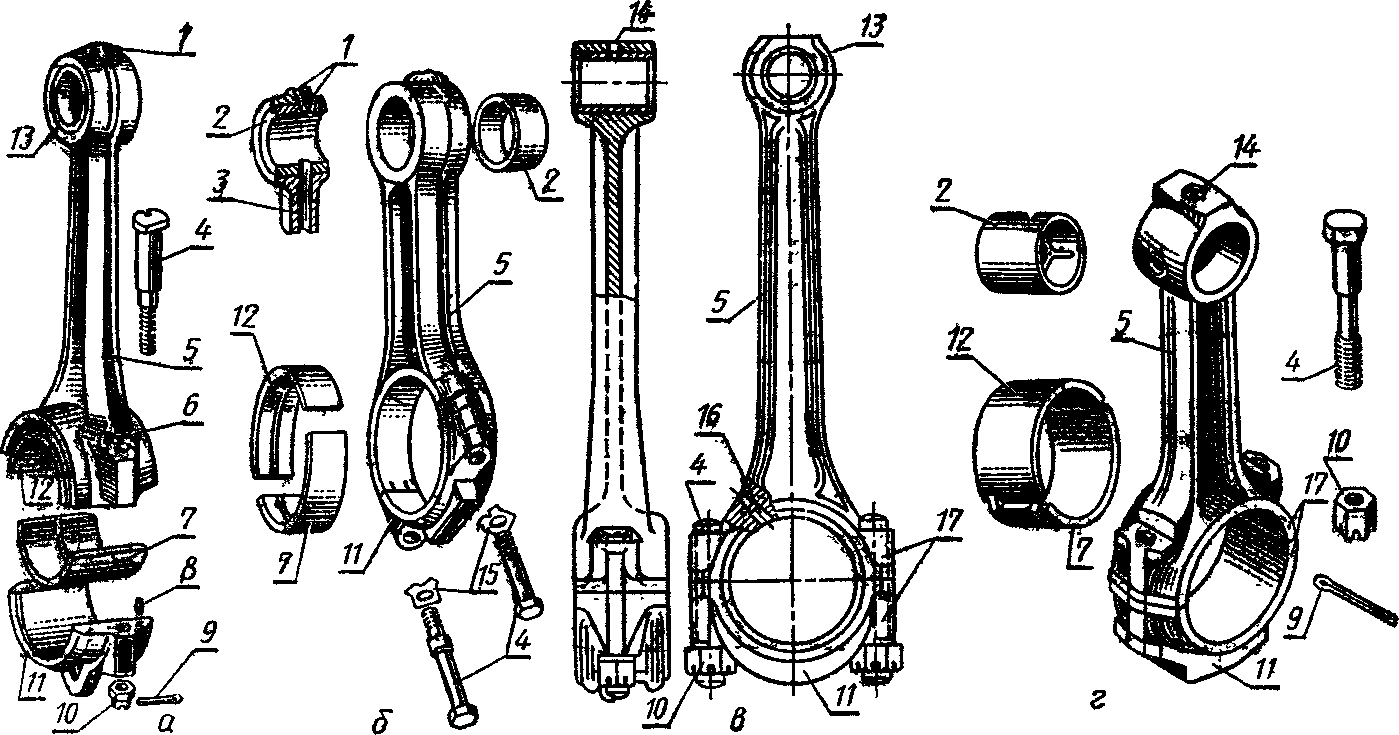
Установить в крышку шумоизоляционную шайбу, закрыть гидронатяжитель крышкой с прокладкой, вставить болты (нижний болт со скобой крепления провода датчика синхронизации) и затянуть болты крепления крышки.
Через отверстие в крышке гидронатяжителя оправкой нажать на гидронатяжитель, перемещая его до упора, затем отпустить, при этом стопорное кольцо на плунжере выйдет из зацепления с корпусом гидронатяжителя и даст возможность плунжеру и корпусу перемещаться под действием пружины. Корпус переместится до упора, а цепь через рычаг натяжного устройства будет натянута.
Завернуть пробку в крышку гидронатяжителя, предварительно нанеся на резьбу пробки анаэробный герметик «Стопор-6».
Срезать выступающие над плоскостью блока цилиндров и крышки цепи концы прокладок крышки цепи.
В случае отсутствия на прокладке головки цилиндров резиновых уплотнителей в двух местах, ложащихся на стыки крышки цепи с блоком цилиндров, следует нанести на эти места прокладки (окна) силиконовый клей-герметик «Юнисил Н50-1».
Установить на штифты блока цилиндров и шпильки крышки цепи прокладку головки цилиндров.
Установить на патрубок водяного насоса шланг, соединяющий патрубок водяного насоса с корпусом термостата.
Установить подсобранную головку цилиндров на блок цилиндров и закрепить.
Затяжку болтов крепления головки цилиндров производить в последовательности, указанной на рисунке 4, в два этапа: предварительно затянуть болты моментом 40…50 Нм (4,0…5,0 кгс м), затем выдержать не менее 1,2 мин и окончательно затянуть болты доворотом на угол 90˚.
Перед установкой резьбу болтов смазать моторным маслом. Затяжку болтов № 11, 12 произвести моментом 19,6…24,5 Нм (2,0…2,5 кгсм).
Во избежание гидроудара при затягивании болтов и возникновения трещин в блоке цилиндров, масло в резьбовых колодцах блока должно отсутствовать.
Отвернуть болты и снять крышки распределительных валов, протереть салфеткой постели под распределительные валы в головке и в крышках, перед установкой крышек смазать резьбу болтов чистым моторным маслом.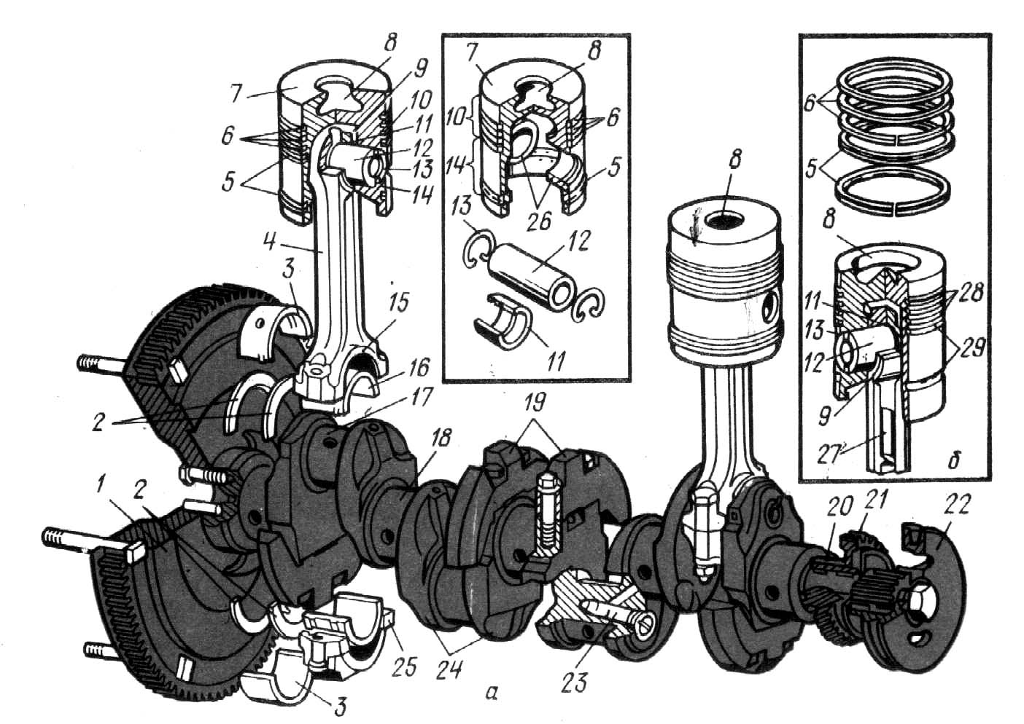
Смазать маслом, применяемым для двигателя, отверстия в головке под гидротолкатели и установить гидротолкатели в головку цилиндров.
При ремонте двигателя без замены гидротолкателей следует устанавливать их в соответствии с их расположением перед разборкой.
При выходе гидротолкателя из строя он подлежит замене, так как не ремонтируется.
Вынимать гидротолкатели необходимо присоской или магнитом.
Установить распределительные валы на головку цилиндров, предварительно смазав постели в головке маслом, применяемым для двигателя.
Распределительный вал впускных клапанов устанавливается штифтом на звездочке вверх, а распределительный вал выпускных клапанов — штифтом звездочки вправо.
За счет углового расположения кулачков, данные положения распределительных валов являются устойчивыми.
Смазать опорные шейки валов чистым моторным маслом, применяемым в двигателе.
Крышки распределительных валов должны устанавливаться соответственно их нумерации (Рисунок 5), ориентируясь круглыми бобышками с номерами для впускного вала — влево, выпускного — вправо, если смотреть со стороны переднего торца двигателя.
Данная ориентация связана с нессиметричным расположением канавки масляного канала в крышках.
Установить переднюю крышку распределительных валов с установленными в ней упорными фланцами на установочные втулки, при этом за счет продольного перемещения распределительных валов обеспечить установку упорных фланцев в канавки.
Перед установкой упорный фланец смазать чистым моторным маслом, применяемым в двигателе.
Установить крышки № З и № 7 распределительных валов и предварительно затянуть болты крепления крышек до соприкасания поверхности крышек с верхней плоскостью головки цилиндров.
Установить все остальные крышки, в соответствии с маркировкой, и затянуть болты крепления крышек предварительно.
Затянуть болты крепления крышек распределительных валов окончательно моментом 18,6…22,6 Нм (1,9…2,3 кгсм).
Смазать все кулачки распределительных валов моторным маслом и проверить вращение каждого распределительного вала в опорах, для чего провернуть распределительный вал ключом за специальный четырехгранник на распределительном валу до положения полного сжатия пружин клапанов одного из цилиндров.
При дальнейшем повороте распределительный вал должен самостоятельно провернуться под действием клапанных пружин до положения касания следующих кулачков с толкателями.
После проверки легкости вращения распределительных валов поворотом сориентировать их так, чтобы установочные штифты под звездочки располагались ориентировочно горизонтально и были направлены в разные стороны (Рисунок 2).
Данные положения распределительных валов являются устойчивыми и обеспечиваются угловым расположением кулачков.
Установку углового положения распределительных валов начинать с выпускного вала, для этого, накинув на звездочку приводную цепь, установить звездочку на фланец и штифт распределительного вала, при этом для совпадения штифта и отверстия на звездочке повернуть распределительный вал за четырехгранник по часовой стрелке.
Поворотом распределительного вала против часовой стрелки натянуть ведущую ветвь цепи, при этом метка на звездочке должна совпасть с верхней плоскостью головки цилиндров. Нельзя допускать поворота коленчатого вала.
Нельзя допускать поворота коленчатого вала.
для угловой установки впускного распределительного вала накинуть на звездочку приводную цепь, установить звездочку на фланец и штифт распределительного вала при слегка провисшей ветви цепи между звездочками.
Поворотом распределительного вала против часовой стрелки натянуть цепь, при этом метка на звездочке должна совпасть с верхней плоскостью головки цилиндров.
Установить и затянуть моментом 54,9…60,8 Нм (5,6…6,2 кгсм) болты крепления звездочек, удерживая распределительные валы от проворачивания ключом за четырехгранник.
Установить гидронатяжитель верхней цепи привода распределительных валов аналогично установке гидронатяжителя нижней цепи.
Установить средний и верхний успокоители цепи, завернуть, не затягивая окончательно болты крепления, нанеся предварительно на резьбу болтов анаэробный герметик «Стопор-6».
Поворотом коленчатого вала двигателя по ходу вращения натянуть рабочие ветви верхней цепи и окончательно затянуть болты крепления среднего и верхнего успокоителей цепи.
Установить втулку на передний конец коленчатого вала вплотную к звездочке, ориентируя большой внутренней фаской к уплотнительному кольцу, а проточкой под конец шпонки в сторону переда двигателя.
Запрессовать призматическую шпонку в шпоночный паз переднего конца коленчатого вала так, чтобы она зашла до упора полусферическим концом в проточку втулки.
Напрессовать с помощью специального приспособления шкив-демпфер на передний конец коленчатого вала до упора, совместив шпоночный паз шкива демпфера со шпонкой.
Завернуть стяжной болт и затянуть моментом 166,6…215,6 Нм (17…22 кгсм).
По окончании сборки произвести контроль установки распределительных валов, для этого провернуть коленчатый вал двигателя по ходу вращения на два оборота до совпадения метки на демпфере коленчатого вала с меткой на крышке цепи.
При этом метки на звездочках распределительных валов должны совпасть с верхней плоскостью головки цилиндров.
При ремонте двигателя, связанном со снятием распределительных валов, головки цилиндров и звездочек на промежуточном валу установку привода распределительных валов при сборке производить, как указано выше.
В случае если при ремонте не снимаются звездочки промежуточного вала и крышка цепи, то перед разборкой необходимо установить поршень 1-го цилиндра в положение ВМТ на такте сжатия, при этом риска на шкиве-демпфере коленчатого вала должна совпасть с выступом на крышке цепи, а метки на звездочках распределительных валов должны быть расположены горизонтально, направлены в разные стороны, и совпадать с верхней плоскостью головки цилиндров.
После снятия распределительных валов и головки цилиндров поворот коленчатого вала может быть только с возвратом в исходное положение или с поворотом на 2 оборота коленчатого вала.
Поворот коленчатого вала на 1 оборот даже при совпадении меток на шкиве и крышке цепи приведет к неправильной установке фаз газораспределения.
При неправильной установке распределительных валов и звездочек, метки на звездочках не будут совпадать с верхней плоскостью головки цилиндров.
В этом случае необходимо снять звездочки, провернуть коленчатый вал по ходу вращения на 1 оборот и повторить установку звездочек как указано выше.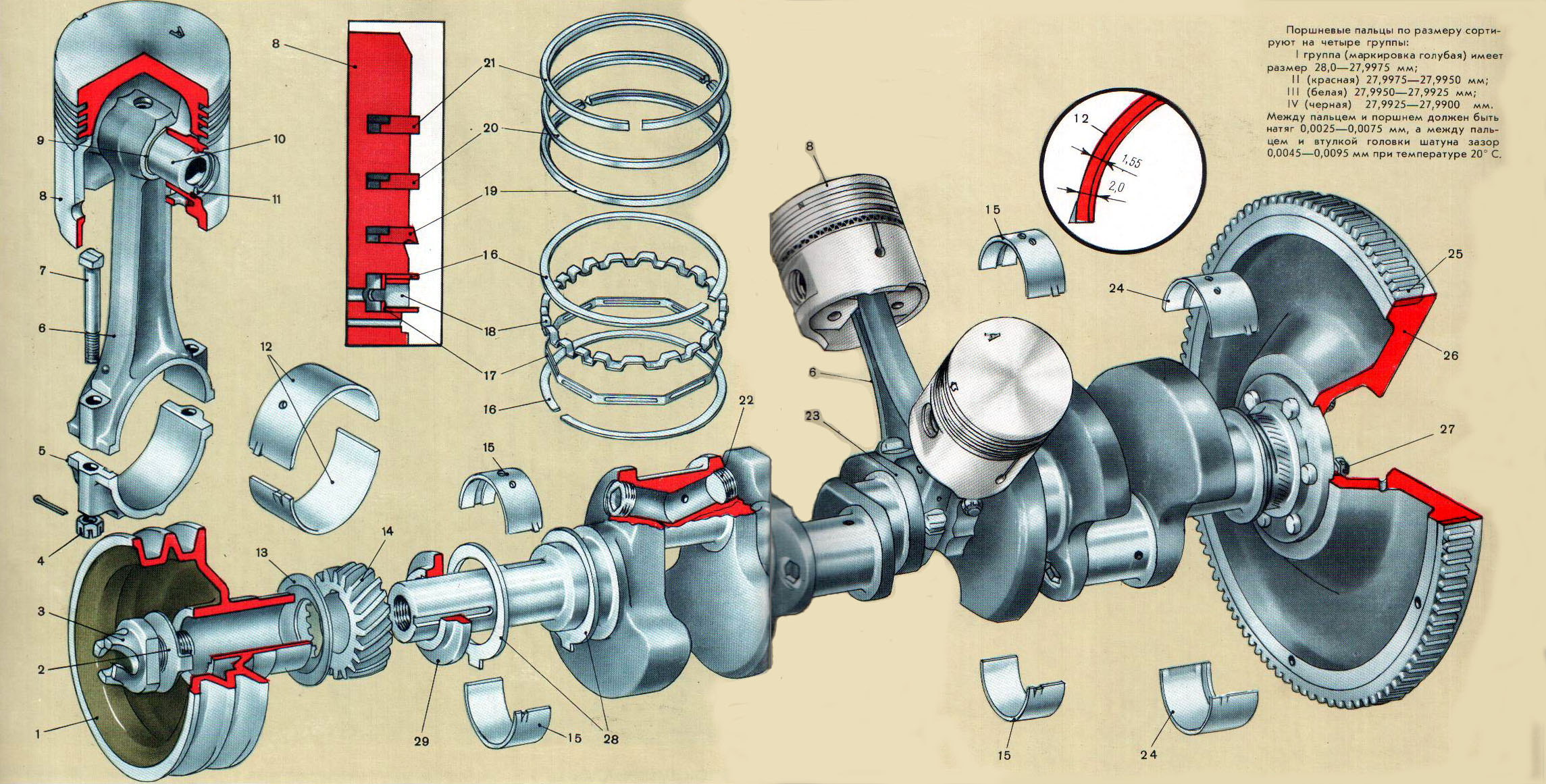
Последующие операции по сборке двигателя
Установить и закрепить переднюю крышку головки цилиндров с прокладкой.
Установить корпус термостата в шланг термостата и закрепить корпус термостата с прокладкой к головке цилиндров, затянуть хомуты шланга.
Запрессовать трубку стержневого указателя уровня масла и установить указатель. Для повышения надежности установки и герметичности предварительно нанести на поверхность нижнего конца трубки герметик «Локтайт-638».
Установить выпускной коллектор с прокладкой на шпильки головки цилиндров. Наживить и затянуть все, кроме последней, гайки крепления коллектора.
Установить экран выпускного коллектора на шпильки выпускного коллектора и закрепить гайками.
Установить на штуцер водяного насоса шланг, соединяющий насос с трубкой забора воды, и закрепить хомутом.
Надеть на трубку забора воды скобу. Вставить трубку забора воды в шланг, надетый на штуцер водяного насоса, и надеть скобу на последнюю шпильку коллектора. Закрепить скобу затяжкой гайки и затянуть хомут шланга.
Закрепить скобу затяжкой гайки и затянуть хомут шланга.
Установить пробку сливного отверстия блока цилиндров, предварительно нанеся на резьбу пробки силиконовый клей-герметик «Юнисил Н50-1» или анаэробный герметик «Стопор-6».
Установить и закрепить крышку клапанов с прокладкой и уплотнителями свечных колодцев. Установить на крышке клапанов держатель разъема датчика синхронизации.
Установить и закрепить кронштейны генератора верхний и нижний и передний кронштейн подъема двигателя одновременно.
Установить патрубок отбора охлаждающей жидкости с прокладкой. Предварительно нанести на резьбу болтов патрубка анаэробный герметик «Стопор-6».
Установить и закрепить впускную трубу с прокладкой к головке цилиндров.
Установить ресивер с прокладкой на шпильки впускной трубы и закрепить гайками.
Закрепить ресивер к головке цилиндров посредством двух угловых кронштейнов, устанавливаемых на шпильки головки цилиндров.
Сначала следует наживить, не затягивая, винты крепления кронштейнов к ресиверу, затем затянуть гайки крепления кронштейнов к головке и затянуть винты крепления к ресиверу.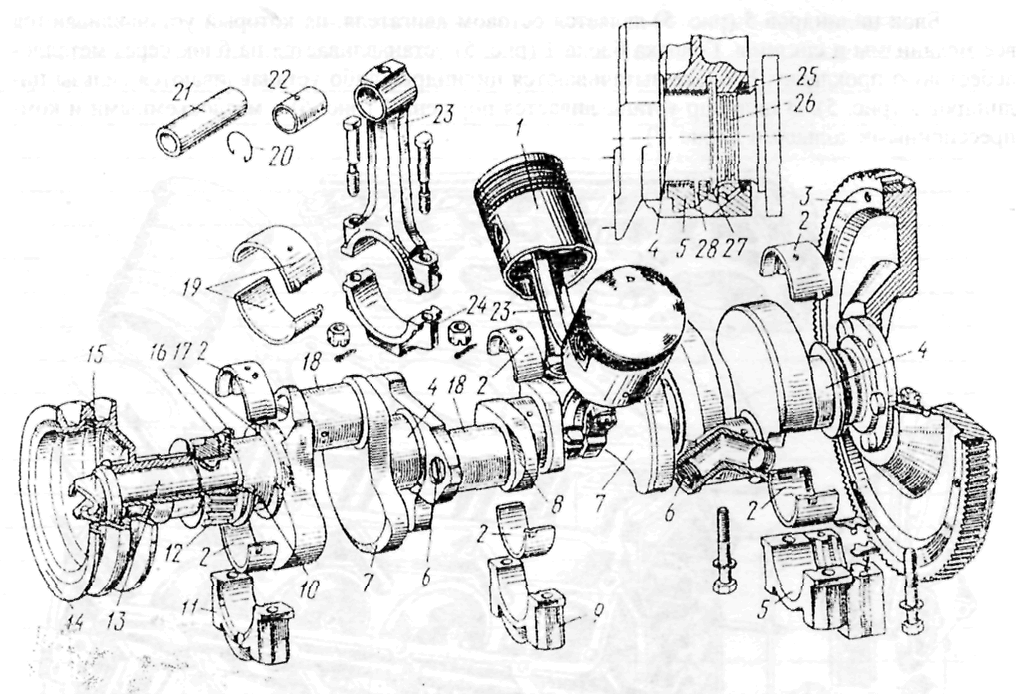
Установить шланг вентиляции с трубкой вентиляции и закрепить хомутами. Установить шланг малой ветви вентиляции на штуцеры трубки вентиляции и ресивера и закрепить хомутами.
Установить и закрепить ведомый и нажимной диски сцепления, центрируя ведомый диск с помощью специальной оправки.
В качестве оправки можно использовать первичный вал КПП.
Болты нажимного диска завернуть последовательно в несколько этапов, для исключения перекоса нажимного диска до момента 19,6…24,5 Нм (2,0…2,5 кгсм).
Установить палец вилки выключения сцепления и шпильки в картер сцепления.
Установить картер сцепления с кронштейном подъема двигателя на установочные штифты блока цилиндров и закрепить к блоку цилиндров болтами.
Снять двигатель со стенда.
Порядок установки навесного оборудования на двигатель
1. Смазать резиновые уплотнительные кольца форсунок чистым моторным маслом, установить топливопровод концами форсунок в отверстия впускной трубы и закрепить топливопровод.
2. Установить датчик сигнализатора аварийного давления масла в головку цилиндров, предварительно нанеся на резьбовую часть датчика анаэробный герметик «Стопор-6».
3. Установить генератор и закрепить его. Сначала следует затягивать гайки болтов крепления генератора к верхнему и нижнему кронштейнам, затем — болт крепления втулки верхнего кронштейна.
4. Установить автоматическое натяжное устройство так, чтобы штифт устройства зашел в отверстие бобышки его крепления, и затянуть винт его крепления, предварительно нанеся на резьбу винта анаэробный герметик «Стопор-6».
Затем следует:
— отвести ролик натяжного устройства ключом за болт крепления ролика в его крайнее положение;
— вставить фиксирующий штифт (Ø 4 мм и длиной 55 мм) в отверстие натяжного устройства до упора;
— освободить ролик, который при этом ролик штифтом в крайнем положении;
— надеть ремень на шкивы;
— незначительно отвести ролик ключом, ослабив штифт, и вынуть штифт пассатижами;
— подвести ролик к ремню и освободить ролик. Ремень натянется натяжным устройством.
Ремень натянется натяжным устройством.
5. Установить датчик фазы в отверстие головки цилиндров и закрепить его болтом, предварительно смазав уплотнительное кольцо датчика чистым моторным маслом. Фланец датчика должен плотно прилегать к поверхности головки блока до закрепления болтом.
6. Установить датчик синхронизации в отверстие прилива крышки цепи. Провод датчика уложить в скобу, закрепленную нижним болтом крышки нижнего гидронатяжителя, разъем установить в держатель на крышке клапанов.
7. Установить датчик детонации и закрепить гайкой с пружинной шайбой моментом 20 ± 0,5 Нм (2,0 ± 0,05 кгсм).
8. Установить и закрепить к ресиверу дроссель с прокладкой.
9. Ввернуть свечи зажигания. При установке свечей принимать меры предосторожности для того, чтобы не повредить резьбу свечного отверстия головки цилиндров. Свечи должны устанавливаться легким вращением ключа и затем затягиваться моментом 20,0…30,0 Нм (2,1…3,1 кгсм).
10. Установить катушки зажигания и закрепить гайками.
11. Установить стартер и закрепить болтами.
12. Ввернуть датчики температуры охлаждающей жидкости системы управления и сигнализатора перегрева охлаждающей жидкости в корпус термостата, предварительно нанеся на резьбовую часть датчиков анаэробный герметик «Стопор-6».
13. Установить термоклапан с прокладкой, сориентировав его штуцером вверх, и закрепить термоклапан штуцером масляного фильтра.
14. Установить масляный фильтр. Перед установкой фильтра резиновую прокладку фильтра смазать чистым моторным маслом. Навернуть фильтр на штуцер до касания прокладкой опорной поверхности и затем довернуть на ¾ оборота.
Как подсобрать шатунно-поршневую группу двигателя ЗМЗ-40524
Очистить днища поршней и канавки для поршневых колец от нагара.
Поршни в цилиндры блока должны устанавливаться группа в группу, в соответствии с таблицей.
Поршни по наружному диаметру юбки и цилиндры по внутреннему диаметру сортируются на три размерные группы и маркируются буквами — A, B, C.
Буква, обозначающая размерную группу диаметра цилиндра, наносится краской на наружной поверхности блока цилиндров справа, против каждого цилиндра.
Размерные группы диаметров цилиндров определяются при изготовлении блока цилиндров.
При ремонте двигателя бывшего в эксплуатации и имеющего износ цилиндров необходимо провести повторные замеры диаметров цилиндров и определить их группу.
Замеры диаметров цилиндров производить при температуре плюс 20±3˚C.
Поршни маркируются буквами на днище (Рисунок 1). Наибольший диаметр юбки поршня расположен в плоскости, перпендикулярной оси поршневого пальца на расстоянии 47,5 мм от днища поршня.
Замеры диаметров юбки поршней производить при температуре поршней плюс 20 ± 3 °С.
Размерные группы поршней и цилиндров блока | |||
Ремонтное увеличение
| Обозначение группы
| диаметр, мм | |
Поршня (юбка) | Цилиндра | ||
—
| А В С | 95,488 — 95,500 95,500 — 95,512 95,512 — 95,524 | 95,536 — 95,548 95,548 — 95,560 95,560 — 95,572 |
0,25
0,5
| AI BI CI AII BII CII | 95,738 — 95,750 95,750 — 95,762 95,762 — 95,774 95,988 — 96,000 96,000 — 96,012 96,012 — 96,024 | 95,786 — 95,798 95,798 — 95,810 95,810 — 95,822 96,036 — 96,048 96,048 — 96,060 96,060 — 96,072 |
Пальцы по наружному диаметру, шатуны и поршни по диаметру отверстия под палец сортируются на четыре размерные группы, которые маркируются краской или римскими цифрами (Таблица 1).
Размерная группа отверстия шатуна под палец маркируется краской на стержне в зоне поршневой головки. Группа отверстия поршня обозначается римскими цифрами, выбитыми на его днище (Рисунок 1), а пальца — римскими цифрами, выбитыми на торце.
Шатун должен быть собран с пальцем одной размерной группы.
При превышении непараллельности осей отверстий поршневой и кривошипной головок максимально допустимой величины шатун деформирован и подлежит замене.
В случае износа отверстия втулки шатуна под палец более допустимого необходимо заменить втулку, выполнить проточку во втулке под масляный канал и обработать отверстие втулки под палец.
Перед установкой новой втулки замерить диаметр посадочного отверстия шатуна — при износе отверстия более допустимого шатун браковать.
Замеры поршней, пальцев и шатунов производить при температуре 20±3 °С.
Размерные группы пальцев, поршней и шатунов | ||||
диаметр, мм | Маркировка | |||
Пальца
| Отверстия | Шатуна
| Поршня и пальца | |
В бобышке поршня | Во втулке шатуна | |||
21,9935—21,9960 21,9910—21,9935 21,9885—21,9910 21,9860—21,9885 | 21,9975—22,0000 21,9950—21,9975 21,9925—21,9950 21,9900—21,9925 | 22,0045—22,0070 22,0020—22,0045 21,9995—22,0020 21,9970—21,9995 | белый зеленый желтый красный | I II III IV |
Шатуны по массе сортируются на три группы и маркируются краской на крышке шатуна (Рисунок 1). Цвет маркировки:
Цвет маркировки:
— белый — соответствует массе шатуна 900…905 г;
— зеленый — 895…900 г;
— желтый — 890…895 г.
Для установки на двигатель следует брать шатуны одной группы по массе. Поршни по массе не сортируются.
Проверить разницу масс подобранных комплектов поршень, палец, шатун и кольца, которая не должна превышать 10 г.
При большей разнице масс комплектов с целью исключения повышенных вибраций двигателя следует выровнять массу комплектов, для этого снять металл у шатунов более тяжелых комплектов с весовых бобышек поршневой или кривошипной головок, в зависимости от массы головок, до размера, не менее указанного на рисунке 3.
При удалении материала масса головок шатуна не должна выходить из следующих пределов: поршневой (m1) —211…217 г, кривошипной (m2) — 679…688 г.
Смазать поршневой палец маслом, применяемым на двигателе, и вставить в отверстия поршня и шатуна.
Шатуны и поршни при сборке с поршневым пальцем должны быть сориентированы следующим образом: надпись «FRONT» (перед), расположенная на наружной стороне бобышки под палец и выступ «А» на кривошипной головке шатуна должны быть направлены в одну сторону.
Крышка шатуна на шатун должна быть установлена так, чтобы уступ «Б» на крышке шатуна и выступ «А» на кривошипной головке или выбитые на боковой поверхности крышки и кривошипной головки номера цилиндров или пазы под вкладыши располагались с одной стороны (Рисунок 1).
Кольца, предназначенные для установки в цилиндры номинального диаметра, маркируются желтой краской на верхнем компрессионном кольце.
Для установки в цилиндры первого ремонтного размера — голубой, второго ремонтного размера — зеленой.
Тепловой зазор, замеренный в стыках, помещенных в цилиндр (Рисунок 4), для новых колец должен быть:
— 0,25…0,45 мм у верхнего компрессионного кольца;
— 0,45…0,65 у нижнего компрессионного кольца;
— 0,30…0,55 мм у коробчатого маслосъемного кольца.
Для изношенных колец допускается максимальный размер в замке не более 1,5 мм.
Кольца для замера теплового зазора в замке помещать в верхнюю неизношенную часть цилиндра (от верхней кромки цилиндра до места расположения первого компрессионного кольца при нахождении поршня в ВМТ) или в оправку аналогичного диаметра.
Поверхность цилиндра предварительно очистить от нагара. Установка поршневых колец с меньшим тепловым зазором в стыке приведет к схождению стыка кольца при работе двигателя и надиру цилиндра.
Установка изношенных колец с большим зазором приведет к снижению давления такта сжатия и повышенному угару масла.
Проверить щупом боковой зазор между кольцами и стенкой поршневой канавки (Рисунок 6). Проверку произвести по окружности поршня в нескольких точках.
Величина бокового зазора должна быть для новых колец и поршней 0,045…0,090 мм. Для изношенных колец и поршней допускается максимальный зазор не более 0,15 мм.
Больший зазор приведет к увеличенному угару масла за счет «насосного» действия колец.
Надеть с помощью приспособления (Рисунок 5) поршневые кольца на поршень. Нижнее компрессионное кольцо устанавливать надписью «ТОР» (верх) на торце в сторону днища поршня. Кольца в канавках должны свободно перемещаться.
Вставить поршня в цилиндры следующим образом:
— сориентировать шатунно-поршневую группу таким образом, чтобы надпись «FRONT» (перед) на бобышке поршня была обращена в сторону переда блока цилиндров,
— протереть салфеткой постели шатунов и их крышек, протереть и вставить в них вкладыши,
— повернуть коленчатый вал так, чтобы кривошипы первого и четвертого цилиндров заняли положение, соответствующее НМТ;
— смазать вкладыши, поршень, шатунную шейку вала и первый цилиндр чистым маслом для двигателя;
— развести замки колец на угол 120° (ориентировочно) друг к другу, при этом стык пружинного расширителя должен быть размещен напротив замка коробки маслосъемного кольца до установки кольца на поршень.
Рекомендуется не располагать замки колец в плоскости, перпендикулярной оси пальца;
— надеть на болты шатунов предохранительные наконечники, с помощью специальной оправки с внутренней конусной поверхностью сжать кольца и вставить поршень в цилиндр (Рисунок 7).
Перед установкой поршня следует еще раз убедиться, что номера, выбитые на шатуне и его крышке, соответствуют порядковому номеру цилиндра, проверить правильность положения поршня и шатуна в цилиндре.
Подтянуть шатун за кривошипную головку к шатунной шейке, снять с болтов латунные наконечники, надеть крышку шатуна.
Крышку шатуна следует ставить так, чтобы номера, выбитые на крышке и шатуне, или пазы под вкладыши находились с одной стороны.
Завернуть гайки динамометрическим ключом моментом 68…75 Нм (6,8…7,5 кгсм).
В таком же порядке вставить поршень четвертого цилиндра.
Повернуть коленчатый вал на 180˚ и вставить поршни второго и третьего цилиндров.
Повернуть несколько раз коленчатый вал, который должен вращаться легко от небольшого усилия.
Затянуть болты крепления крышек распределительных валов окончательно моментом 18,6…22,6 Нм (1,9…2,3 кгсм).
Смазать все кулачки распределительных валов моторным маслом и проверить вращение каждого распределительного вала в опорах, для чего провернуть распределительный вал ключом за специальный четырехгранник на распределительном валу до положения полного сжатия пружин клапанов одного из цилиндров.
При дальнейшем повороте распределительный вал должен самостоятельно провернуться под действием клапанных пружин до положения касания следующих кулачков с толкателями.
После проверки легкости вращения распределительных валов поворотом сориентировать их так, чтобы установочные штифты под звездочки располагались ориентировочно горизонтально и были направлены в разные стороны (Рисунок 2).
Данные положения распределительных валов являются устойчивыми и обеспечиваются угловым расположением кулачков.
Установку углового положения распределительных валов начинать с выпускного вала, для этого, накинув на звездочку приводную цепь, установить звездочку на фланец и штифт распределительного вала, при этом для совпадения штифта и отверстия на звездочке повернуть распределительный вал за четырехгранник по часовой стрелке.
Поворотом распределительного вала против часовой стрелки натянуть ведущую ветвь цепи, при этом метка на звездочке должна совпасть с верхней плоскостью головки цилиндров. Нельзя допускать поворота коленчатого вала.
для угловой установки впускного распределительного вала накинуть на звездочку приводную цепь, установить звездочку на фланец и штифт распределительного вала при слегка провисшей ветви цепи между звездочками.
Поворотом распределительного вала против часовой стрелки натянуть цепь, при этом метка на звездочке должна совпасть с верхней плоскостью головки цилиндров.
Установить и затянуть моментом 54,9…60,8 Нм (5,6…6,2 кгсм) болты крепления звездочек, удерживая распределительные валы от проворачивания ключом за четырехгранник.
Установить гидронатяжитель верхней цепи привода распределительных валов аналогично установке гидронатяжителя нижней цепи.
Установить средний и верхний успокоители цепи, завернуть, не затягивая окончательно болты крепления, нанеся предварительно на резьбу болтов анаэробный герметик «Стопор-6».
Поворотом коленчатого вала двигателя по ходу вращения натянуть рабочие ветви верхней цепи и окончательно затянуть болты крепления среднего и верхнего успокоителей цепи.
Установить втулку на передний конец коленчатого вала вплотную к звездочке, ориентируя большой внутренней фаской к уплотнительному кольцу, а проточкой под конец шпонки в сторону переда двигателя.
Запрессовать призматическую шпонку в шпоночный паз переднего конца коленчатого вала так, чтобы она зашла до упора полусферическим концом в проточку втулки.
Напрессовать с помощью специального приспособления шкив-демпфер на передний конец коленчатого вала до упора, совместив шпоночный паз шкива демпфера со шпонкой.
Завернуть стяжной болт и затянуть моментом 166,6…215,6 Нм (17…22 кгсм).
По окончании сборки произвести контроль установки распределительных валов, для этого провернуть коленчатый вал двигателя по ходу вращения на два оборота до совпадения метки на демпфере коленчатого вала с меткой на крышке цепи.
При этом метки на звездочках распределительных валов должны совпасть с верхней плоскостью головки цилиндров.
При ремонте двигателя, связанном со снятием распределительных валов, головки цилиндров и звездочек на промежуточном валу установку привода распределительных валов при сборке производить, как указано выше.
В случае если при ремонте не снимаются звездочки промежуточного вала и крышка цепи, то перед разборкой необходимо установить поршень 1-го цилиндра в положение ВМТ на такте сжатия, при этом риска на шкиве-демпфере коленчатого вала должна совпасть с выступом на крышке цепи, а метки на звездочках распределительных валов должны быть расположены горизонтально, направлены в разные стороны, и совпадать с верхней плоскостью головки цилиндров.
После снятия распределительных валов и головки цилиндров поворот коленчатого вала может быть только с возвратом в исходное положение или с поворотом на 2 оборота коленчатого вала.
Поворот коленчатого вала на 1 оборот даже при совпадении меток на шкиве и крышке цепи приведет к неправильной установке фаз газораспределения.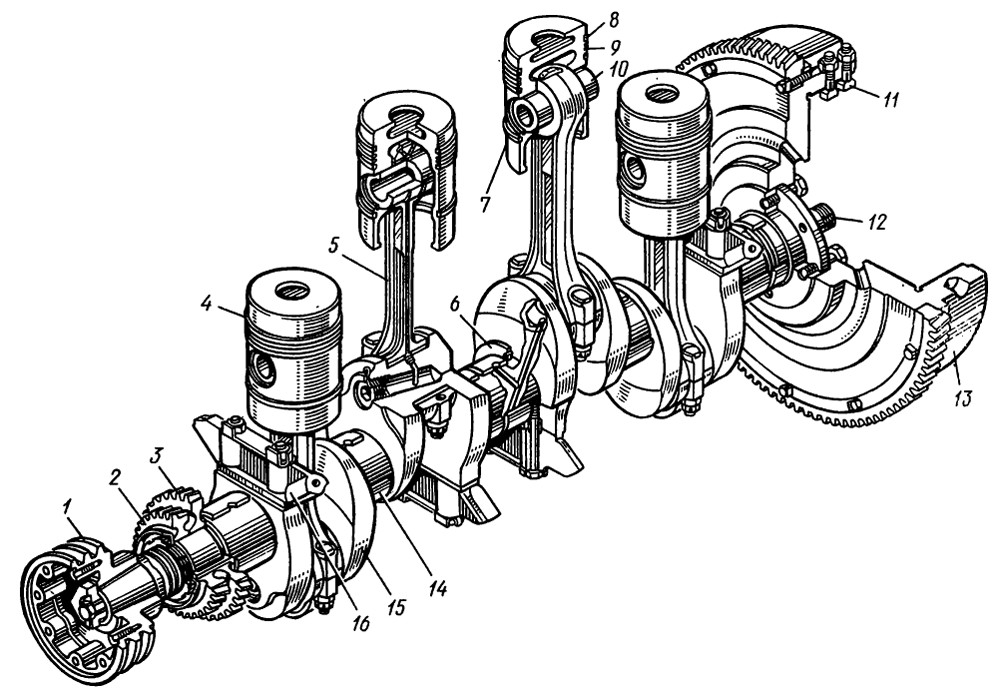
При неправильной установке распределительных валов и звездочек, метки на звездочках не будут совпадать с верхней плоскостью головки цилиндров.
В этом случае необходимо снять звездочки, провернуть коленчатый вал по ходу вращения на 1 оборот и повторить установку звездочек как указано выше.
Последующие операции по сборке двигателя
Установить и закрепить переднюю крышку головки цилиндров с прокладкой.
Установить корпус термостата в шланг термостата и закрепить корпус термостата с прокладкой к головке цилиндров, затянуть хомуты шланга.
Запрессовать трубку стержневого указателя уровня масла и установить указатель. Для повышения надежности установки и герметичности предварительно нанести на поверхность нижнего конца трубки герметик «Локтайт-638».
Установить выпускной коллектор с прокладкой на шпильки головки цилиндров. Наживить и затянуть все, кроме последней, гайки крепления коллектора.
Установить экран выпускного коллектора на шпильки выпускного коллектора и закрепить гайками.
Установить на штуцер водяного насоса шланг, соединяющий насос с трубкой забора воды, и закрепить хомутом.
Надеть на трубку забора воды скобу. Вставить трубку забора воды в шланг, надетый на штуцер водяного насоса, и надеть скобу на последнюю шпильку коллектора. Закрепить скобу затяжкой гайки и затянуть хомут шланга.
Установить пробку сливного отверстия блока цилиндров, предварительно нанеся на резьбу пробки силиконовый клей-герметик «Юнисил Н50-1» или анаэробный герметик «Стопор-6».
Установить и закрепить крышку клапанов с прокладкой и уплотнителями свечных колодцев. Установить на крышке клапанов держатель разъема датчика синхронизации.
Установить и закрепить кронштейны генератора верхний и нижний и передний кронштейн подъема двигателя одновременно.
Установить патрубок отбора охлаждающей жидкости с прокладкой. Предварительно нанести на резьбу болтов патрубка анаэробный герметик «Стопор-6».
Установить и закрепить впускную трубу с прокладкой к головке цилиндров.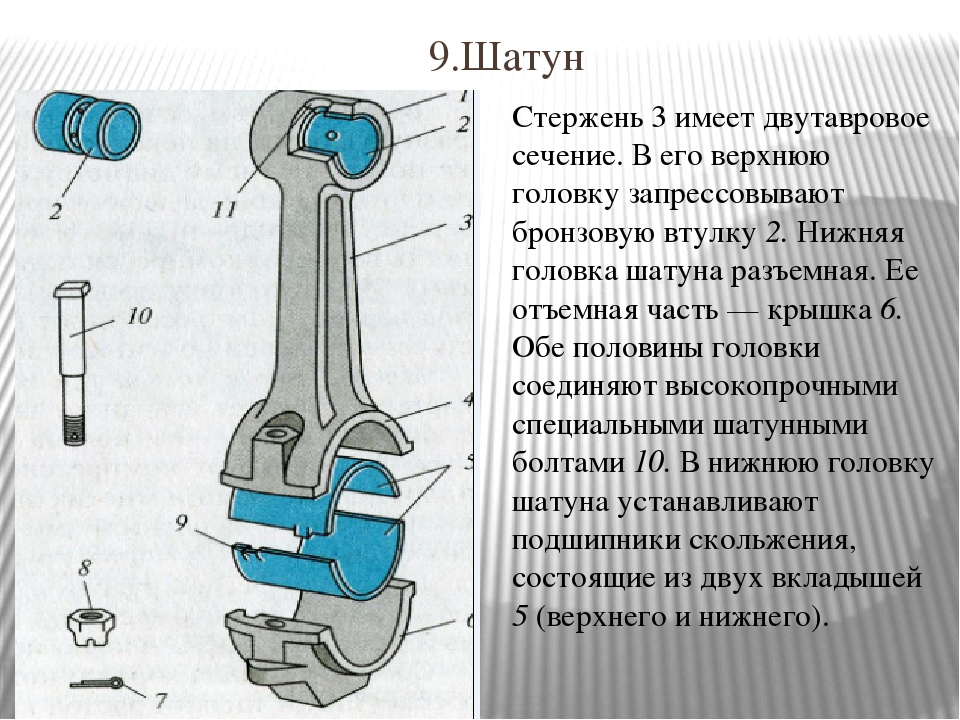
Установить ресивер с прокладкой на шпильки впускной трубы и закрепить гайками.
Закрепить ресивер к головке цилиндров посредством двух угловых кронштейнов, устанавливаемых на шпильки головки цилиндров.
Сначала следует наживить, не затягивая, винты крепления кронштейнов к ресиверу, затем затянуть гайки крепления кронштейнов к головке и затянуть винты крепления к ресиверу.
Установить шланг вентиляции с трубкой вентиляции и закрепить хомутами. Установить шланг малой ветви вентиляции на штуцеры трубки вентиляции и ресивера и закрепить хомутами.
Установить и закрепить ведомый и нажимной диски сцепления, центрируя ведомый диск с помощью специальной оправки.
В качестве оправки можно использовать первичный вал КПП.
Болты нажимного диска завернуть последовательно в несколько этапов, для исключения перекоса нажимного диска до момента 19,6…24,5 Нм (2,0…2,5 кгсм).
Установить палец вилки выключения сцепления и шпильки в картер сцепления.
Установить картер сцепления с кронштейном подъема двигателя на установочные штифты блока цилиндров и закрепить к блоку цилиндров болтами.
Снять двигатель со стенда.
Порядок установки навесного оборудования на двигатель
1. Смазать резиновые уплотнительные кольца форсунок чистым моторным маслом, установить топливопровод концами форсунок в отверстия впускной трубы и закрепить топливопровод.
2. Установить датчик сигнализатора аварийного давления масла в головку цилиндров, предварительно нанеся на резьбовую часть датчика анаэробный герметик «Стопор-6».
3. Установить генератор и закрепить его. Сначала следует затягивать гайки болтов крепления генератора к верхнему и нижнему кронштейнам, затем — болт крепления втулки верхнего кронштейна.
4. Установить автоматическое натяжное устройство так, чтобы штифт устройства зашел в отверстие бобышки его крепления, и затянуть винт его крепления, предварительно нанеся на резьбу винта анаэробный герметик «Стопор-6».
Затем следует:
— отвести ролик натяжного устройства ключом за болт крепления ролика в его крайнее положение;
— вставить фиксирующий штифт (Ø 4 мм и длиной 55 мм) в отверстие натяжного устройства до упора;
— освободить ролик, который при этом ролик штифтом в крайнем положении;
— надеть ремень на шкивы;
— незначительно отвести ролик ключом, ослабив штифт, и вынуть штифт пассатижами;
— подвести ролик к ремню и освободить ролик.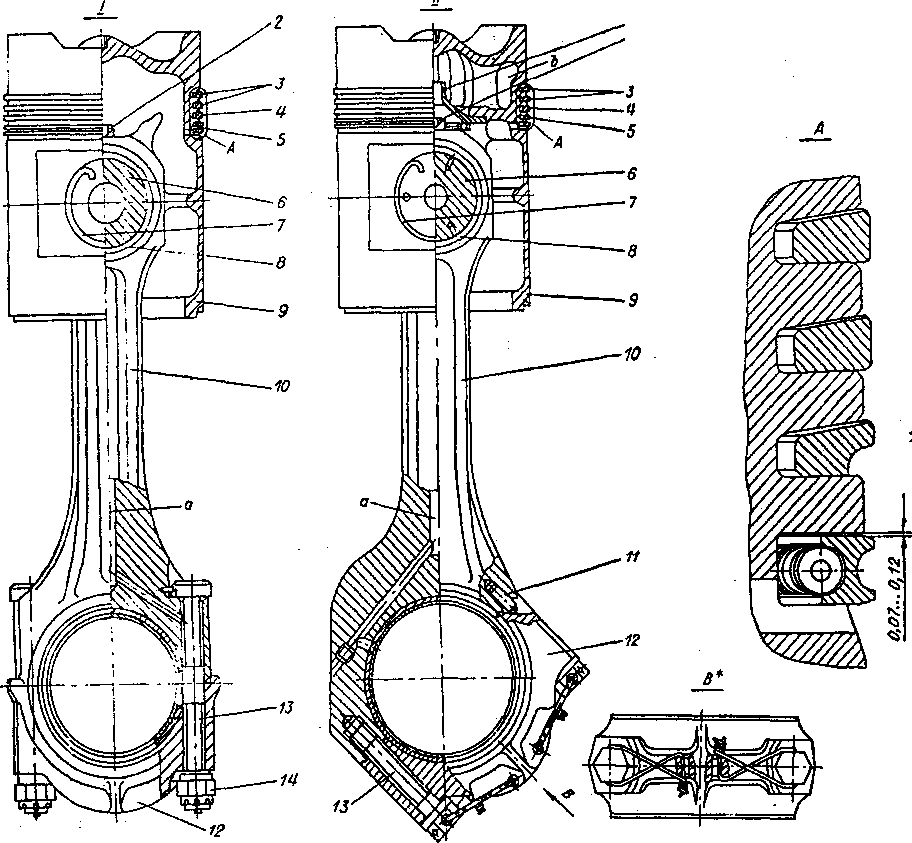 Ремень натянется натяжным устройством.
Ремень натянется натяжным устройством.
5. Установить датчик фазы в отверстие головки цилиндров и закрепить его болтом, предварительно смазав уплотнительное кольцо датчика чистым моторным маслом. Фланец датчика должен плотно прилегать к поверхности головки блока до закрепления болтом.
6. Установить датчик синхронизации в отверстие прилива крышки цепи. Провод датчика уложить в скобу, закрепленную нижним болтом крышки нижнего гидронатяжителя, разъем установить в держатель на крышке клапанов.
7. Установить датчик детонации и закрепить гайкой с пружинной шайбой моментом 20 ± 0,5 Нм (2,0 ± 0,05 кгсм).
8. Установить и закрепить к ресиверу дроссель с прокладкой.
9. Ввернуть свечи зажигания. При установке свечей принимать меры предосторожности для того, чтобы не повредить резьбу свечного отверстия головки цилиндров. Свечи должны устанавливаться легким вращением ключа и затем затягиваться моментом 20,0…30,0 Нм (2,1…3,1 кгсм).
10. Установить катушки зажигания и закрепить гайками.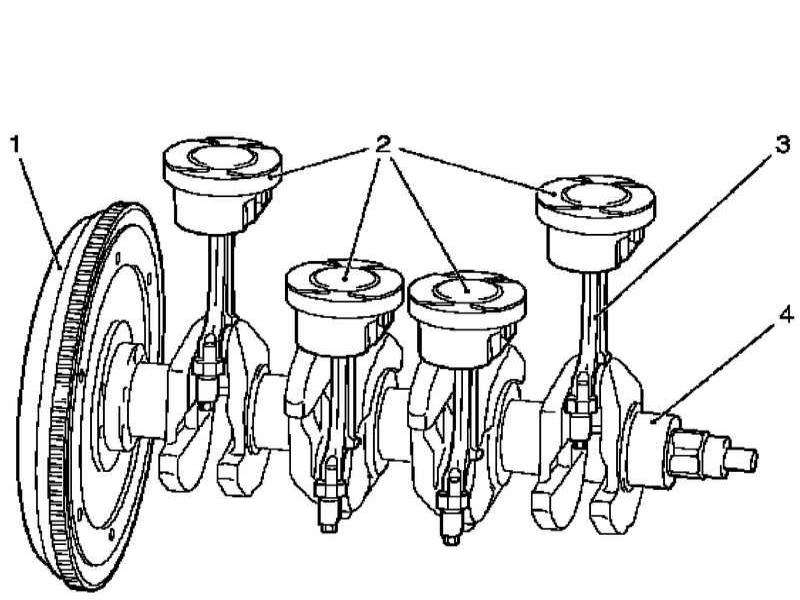
11. Установить стартер и закрепить болтами.
12. Ввернуть датчики температуры охлаждающей жидкости системы управления и сигнализатора перегрева охлаждающей жидкости в корпус термостата, предварительно нанеся на резьбовую часть датчиков анаэробный герметик «Стопор-6».
13. Установить термоклапан с прокладкой, сориентировав его штуцером вверх, и закрепить термоклапан штуцером масляного фильтра.
14. Установить масляный фильтр. Перед установкой фильтра резиновую прокладку фильтра смазать чистым моторным маслом. Навернуть фильтр на штуцер до касания прокладкой опорной поверхности и затем довернуть на ¾ оборота.
Подведение итогов занятия
(Цель этапа: выяснение, что нового узнали обучающиеся ; оценивание работы группы в целом и отдельных обучающихся.)
Вопросы:
1 Снять карбюратор ключ, головка 13
2 Снять генератор головка 19, 13, 17
3 Снять бензонасос ключ 13
4 Снять стартер ключ 13
5 Снять распределитель ключ 13
6 Снять крышку распредвала головка 10
7 Снять шкив коленвала ключ 38
8 Снять водяной насос головка 13
9 Снять крышку цепи распредвала головка 10
10 Снять натяжитель цепи головка 10
11 Снять звездочку распредвала головка 17
12 Снять промежуточную звезду распредвала головка 17
13 Снять натяжитель цепи ключ 17
14 Снять цепь 15 Снять корпус распредвала головка 13
16 Снять коромысла 17 Снять головку блока головка 19, 13
18 Снять ведущий и ведомый диски сцепления головка 13
19 Снять маховик головка 17
20 Снять корпус заднего сальника коленвала головка 10
21 Снять масляный насос головка 13
22 Снять нижние крышки шатунов головка 14 и молоток
23 Снять крышки опорных шеек коленвала головка 17
24 Сборка производителя в обратном порядке Инструкционная карта
«Снятие коробки передач автомобиля»
№ операции Наименование операции Инструмент
Приспособления
1 Отсоединить эластичную муфту от КПП
ключ 19
2 Отсоединить рабочий цилиндр сцепления
ключ 13
3 Отсоединить поперечину крепления КПП
ключ 13
4 Снять стартер
ключ 13
5 Открутить болты крепления картера маховика
Головка 19,17
6 Снять коробу передач
7 Сборка производителя в обратном порядке
Приложение
Вопросы группам:
Какие детали автомобиля мы вспомнили?
Для чего служит кузов автомобиля?
Какую функцию выполняет шасси?
Назовите детали шасси?
Из каких деталей состоит трансмиссия?
Без чего все эти агрегаты автомобиля не могут работать?
Какие типы двигателя вы знаете?
Для чего нужен воздух?
В каких единицах измерения выражается объём двигателя?
Если компрессия меньше степени сжатия. Что это означает?
Что это означает?
В каких единицах может измеряться мощность двигателя?
Рабочий цикл четырехтактного карбюраторного двигателя?
Куда попадают отработавшие газы?
Порядок работы цилиндров в четырехцилиндровом двигателе?
Инструкционная карта №1 разборки кривошипно-шатунного механизма ВАЗ-2106
ИНСТРУКЦИОННАЯ КАРТА №1
Разборка кривошипно – шатунного механизма ВАЗ-2106
Цель: Сформировать практические навыки по разборке двигателя
ВАЗ-2106. Закрепить теоретические знания
Задание:
1. Разобрать КШМ двигателя ВАЗ-2106
2. Изучить устройство поршневой группы
3. Ответить на контрольные вопросы
Снять головку блока цилиндров.Отвернуть 2 грузовые гайки, затем 10 гаек крепления выпускного трубопровода и отсоединить его, снять прокладку
Торцовый ключ
2
Отвернуть 2 колпачковые гайки крепления крышки головки цилиндров, снять крышку и прокладку
Торцовый ключ
3
Отвернуть 4 гайки крепления оси коромысел, снять коромысло
4
Извлечь шестнадцать штанг толкателей.
5
Отвернуть восемнадцать гаек крепления головки блока цилиндров, снять головку и прокладку головки блока.
Накидной ключ
Снять толкатели
6
Установить двигатель картером вверх, снять картер, масляный насос и маслоприемник.
7
Повернуть двигатель на 90 .
8
Отвернуть гайки шатунных болтов снять крышки шатунов осторожно вынуть поршни с шатунами.
Ключи торцовые 15 мм
9
Пометить метками поршни, шатуны и крышки, чтобы при сборке их установить их в прежние цилиндры.
Ключи гаечные 17, 19 мм
10
Заблокировать маховик с фиксатором и отвернуть болты крепления маховика.
Ключи гаечные 17, 19 мм
11Снять маховик с коленчатого вала.
Ключи гаечные
12
Снять сальники коленчатого вала.
13
Снять крышки коренных подшипников вместе с нижними вкладышами, вынуть из гнезд подшипников коленчатый вал, верхние вкладыши и упорные полукольца.
14
Зажать в тисках один из шатунов и с помощью приспособления снимите поршневые кольца.
Тиски Приспособление специальное
15
Удалить из бобышек поршня стопорные кольца и выпрессовать палец
оправка
Изучить устройство КШМ, найти установочные метки и определить способы изготовления деталей. Осмотреть состояние трущихся поверхностей и записать выявленные дефекты.
17
Вывернуть болты крепления фланца
18
Рас шплинтовать гайки крепления коренных подшипников коленвала 1и 5 ряда, отвернуть гайки и снять крышки вместе со вкладышами
Пассатижи
19
Отвернуть контргайки и гайки болтов шатунных крышек 1и5, снять крышки с вкладышами
Ключи гаечные
20
Вынуть из этих цилиндров поршни с шатунами.
21
Зажать в тисках шатун извлечь стопорные кольца из канавок бобышек
Тиски
22
Зажать в тисках поршень и снять с него с помощью специального приспособления компрессионных и 2 кольцевых диска маслосъемного кольца
Тиски Приспособление специальное
23
Разобрать расширители маслосъемного кольца.
24
Снять стопорное кольцо поршневого пальца и впрессовать палец.
Круглогубцы
25
Осмотреть состояние поверхностей деталей и записать выявленные дефекты. Провести диагностику всех снятых деталей на наличие дефектов т.е. выполнить дефектацию снятых деталей
Контрольные вопросы
1. Почему необходимо соблюдать последовательность разборки КШМ?
2. Сколько колец установлено на поршне и как они называются?
3. Для чего необходимо делать метки на поршне, шатуне и крышке?
4. Каким образом стопорные кольца поршневого пальца удерживаются в бобышках поршня?
5. Как отличить канавки на поршнях компрессионных и
маслосъемных колец?
6. Как удерживаются от проворачивания вкладыши в нижней головке шатуна?
Технологии разборки и сборки кривошипно-шатунного механизма.
Коленчатый вал (рис.1) изготовлен из высококачественной стали и имеет пять коренных и четыре шатунные шейки, закаленных ТВЧ, которые связаны между собой щеками и сопрягаются с ними переходными галтелями. Для равномерного чередования рабочих ходов расположение шатунных шеек коленчатого вала выполнено под углом 90°.
К каждой шатунной шейке присоединяются два шатуна: один для правого и один для левого рядов цилиндров (рис.2).
Подвод масла к шатунным шейкам производится от отверстий в коренных шейках 10 прямыми отверстиями 11 [3, с.27].
Для уравновешивания сил инерции и уменьшения вибраций коленчатый вал имеет шесть противовесов, отштампованных заодно со щеками коленчатого вала. Кроме основных противовесов, имеются два дополнительных съемных противовеса 1 и 2. напрессованных на вал, при этом их угловое расположение относительно коленчатого вала определяется шпонками 5 и 6 (рис.1).
Рисунок 1 Коленчатый вал
Маховик 1 (Рис.2) закреплен восемью болтами 7 шатуна, изготовленными из легированной стали с двенадцатигранной головкой, на заднем торце коленчатого вала и точно зафиксирован двумя штифтами 10 и установочной втулкой 3 (Рис.2).
Рисунок 2 Маховик
Поршень 1 (рис.3) отлит из алюминиевого сплава со вставкой из износостойкого чугуна под верхнее компрессионное кольцо.
В головке поршня выполнена тороидальная камера сгорания с вытеснителем в центральной части, она смещена относительно оси поршня в сторону от выточек под клапаны на 5 мм.
Боковая поверхность представляет собой сложную овально-бочкообразную форму с занижением в зоне отверстий под поршневой палец. На юбку нанесено графитовое покрытие.
Рисунок 3 Поршень с шатуном и кольцами в сборе
Для разборки рекомендуется использовать поворотный стенд Р-770, на котором двигатель имеет возможность поворачиваться вокруг вертикальной и горизонтальной оси.
Перед установкой двигателя на стенд необходимо снять масляный фильтр с теплообменником, вентилятор, выпускные коллекторы, кронштейны передних опор, стартер. Трущиеся поверхности деталей, кроме оговоренных особо, при сборке смазать моторным маслом.
Неметаллические прокладки для удобства сборки, при необходимости, ставим с нанесением на одну из сопрягаемых деталей консистентной смазки. Следим, чтобы прокладки равномерно прилегали к сопрягаемым поверхностям, были плотно зажаты и не выступали за контур сопряженных поверхностей [4, с.10].
При установке резиновые уплотнительные кольца и заходные фаски сопрягаемых деталей смазываем консистентной смазкой;
Нельзя подгибать шпильки при надевании на них деталей.
Поршень с кольцами и шатуном в сборе устанавливают в тиски и с помощью съемника И-801.08.000 снимают с поршня кольцо компрессионное верхнее, кольцо компрессионное и кольцо маслосъемное в сборе. При необходимости замены поршня или шатуна вынимают стопорное кольцо поршневого пальца из бобышек поршня и вынимают поршень с шатуном в сборе из тисков.
Нагрев поршень в течение 10 мин в масляной ванне до температуры 80…100 °С, выпрессовывают с помощью выколотки поршневой палец. Детали шатунно-поршневой группы моют и дефектуют.
Перед сборкой шатунно-поршневой группы поршневые пальцы подбирают к шатунам. Поршень нагревают в масле до температуры 80…100°С, помещают в приспособление для сборки и соединяют с шатуном поршневым пальцем, установив шатун так, чтобы выточки под клапаны в поршне и пазы под усы вкладышей на шатуне были расположены с одной стороны. Запрессовка поршневого пальца не допускается. Перед сборкой сопрягаемые поверхности поршневого пальца и отверстий в поршне смазывают тонким слоем чистого моторного масла.
В канавки поршня устанавливают стопорные кольца поршневого пальца. На поршень с помощью приспособления для снятия и установки колец последовательно устанавливают маслосъемное и компрессионные кольца. При монтаже маслосъемного кольца в канавку поршня устанавливают расширитель и затем надевают маслосъемное кольцо так, чтобы стык расширителя находился диаметрально противоположно замку кольца. Компрессионные кольца устанавливают на поршень скошенной стороной и клеймом «верх» к днищу поршня. Замки соседних колец располагают под углом 120 °С. Перед установкой колец, удаляют нагар из канавок поршня, а после установки проверяют легкость перемещения колец в канавках.
Шатун также должен свободно перемещаться вокруг оси поршневого пальца. При соблюдении этих требований поршень в сборе с шатуном снимают с приспособления и передают на сборку двигателя.
Кривошипно-шатунный механизм является основным механизмом поршневого двигателя. Он служит для восприятия давления газов в такте рабочего хода и преобразования возвратно-поступательного движения поршней во вращательное движение коленчатого вала.
Рекомендуемые страницы:
Разборка и сборка кривошипно-шатунного механизма
Тема урока: Безопасность труда и электро, противопожарная безопасность на предприятиях.
Цели занятий:
Учебная: ознакомить обучающихся с требованием безопасности труда и электро, противопожарной безопасности на предприятиях.
Развивающая: развивать самостоятельность, аккуратность при выполнении работы
Воспитательная: привить бережного отношения к материалам, оборудованию
Тип урока: обучение на базовых предприятиях
Межпредметные связи: спецтехнология, устройство автомобиля
Литература:
1. Малевский Н.П. «Слесарь-инструментальщик» Москва 2000
2. А.С Кузнецов «Слесарь по ремонту автомобилей (моторист)» Москва 2000
Содержание и ход урока:
1.Организационная часть— 5 мин.
2. Вводный инструктаж: ознакомление студентов с правилами внутреннего распорядка и режимом работы производственной зоны АТП. Ознакомление с программой учебной практики по присвоению рабочей профессии.
3. Закрепление вводного инструктажа: ознокомить с основными операциями сборки и разборки узлов и деталей механизмов автомобилей, инструментами и приспособлениями, применяемые при монтажно-демонтажных работах.
4. Выдача практических заданий и самостоятельная работа обучающихся:
Требования к организации рабочего места и содержанию его в надлежащем порядке, бережному отношению к оборудованию и соблюдению трудовой дисциплины
Текущий инструктаж.
1-ый обход – все ли приступили к работе, наличие спецодежды
2-ой обход – соблюдение правил техники безопасности
3-ий обход –дополнительный инструктаж по организацию работ
4-ый обход – частичный прием выполненных работ
Прием и оценка работы
Уборка рабочих мест
8. Заключительный инструктаж: полный анализ урока, выставление оценок обучающимся, указать на соблюдение правил ТБ, отметить хорошие работы, указать на недостатки
9. Домашнее задание: повторить правила техники безопасности, электро и противопожарной безопасности и производственной санитарии.
Мастер производственного обучения___________________________
«Утверждаю»
Зам.директора по ПО
_____________ Ниязбекова А.К.
«____»____________20___г.
Дата 02.09.2015г.
Тема урока: Разборка и сборка двигателя автомобиля
Цели занятий:
Учебная: ознакомить обучающихся с требованием безопасности труда присборке и разборке двигателя
Развивающая: развивать самостоятельность, аккуратность при выполнении работы
Воспитательная: привить бережного отношения к материалам, оборудованию
Тип урока: обучение на базовых предприятиях
Межпредметные связи: спецтехнология, устройство автомобиля
Литература:
1. А.П. Пехальский «Устройство автомобилей», лабораторный практикум, Москва 2014.
2. В.А. Стуканов «Устройство автомобилей», Москва 2006.
Содержание и ход урока:
1.Организационная часть— 5 мин.
2. Вводный инструктаж: разборка и сборка двигателя, кривошипно-шатунного, газораспределительного механизмов. Регулировка осевого люфта распределительного вала и тепловых зазоров в газораспределительном механизме.
3. Закрепление вводного инструктажа: проверить крепление узлов и деталей. Состояние подшипников вала водяного насоса, приводных ремней, подушек и опор двигателя, привода запора капота. Регулировка приводных ремней, зазоров в клапанах газораспределительного механизма.
4. Выдача практических заданий и самостоятельная работа обучающихся:
Подтяжка болтов крепления головки блока цилиндров динамометрическим ключом в соответствии с техническими требованиями. Подтяжка крепления впускного и выпускного трубопроводов и всех кронштейнов, укрепленных на двигателе. Подтяжка крепления опор двигателя.
Текущий инструктаж.
1-ый обход – все ли приступили к работе, наличие спецодежды
2-ой обход – соблюдение правил техники безопасности
3-ий обход –дополнительный инструктаж по организацию работ
4-ый обход – частичный прием выполненных работ
Прием и оценка работы
Уборка рабочих мест
8. Заключительный инструктаж: полный анализ урока, выставление оценок обучающимся, указать на соблюдение правил ТБ, отметить хорошие работы, указать на недостатки
9. Домашнее задание: повторить пройденный материал
Мастер производственного обучения___________________________
«Утверждаю»
Зам.директора по ПО
_____________ Ниязбекова А.К.
«____»____________20___г.
Дата 03.09.2015г.
Тема урока: Разборка и сборка кривошипно-шатунного механизма
Цели занятий:
Учебная: ознакомить обучающихся с требованием безопасности труда присборке и разборке кривошипно-шатунного механизма
Развивающая: развивать самостоятельность, аккуратность при выполнении работы
Воспитательная: привить бережного отношения к материалам, оборудованию
Тип урока: обучение на базовых предприятиях
Межпредметные связи: спецтехнология, устройство автомобиля
Литература:
1. А.П. Пехальский «Устройство автомобилей», лабораторный практикум, Москва 2014.
2. В.А. Стуканов «Устройство автомобилей», Москва 2006.
Содержание и ход урока:
1.Организационная часть— 5 мин.
2. Вводный инструктаж: разборка и сборка двигателя, кривошипно-шатунного механизмов. Регулировка осевого люфта распределительного вала и тепловых зазоров в газораспределительном механизме.
3. Закрепление вводного инструктажа: проверить крепление узлов и деталей. Состояние подшипников вала водяного насоса, приводных ремней, подушек и опор двигателя, привода запора капота. Регулировка приводных ремней, зазоров в клапанах газораспределительного механизма.
4. Выдача практических заданий и самостоятельная работа обучающихся:
Подтяжка болтов крепления головки блока цилиндров динамометрическим ключом в соответствии с техническими требованиями. Подтяжка крепления впускного и выпускного трубопроводов и всех кронштейнов, укрепленных на двигателе. Подтяжка крепления опор двигателя.
Текущий инструктаж.
1-ый обход – все ли приступили к работе, наличие спецодежды
2-ой обход – соблюдение правил техники безопасности
3-ий обход –дополнительный инструктаж по организацию работ
4-ый обход – частичный прием выполненных работ
Прием и оценка работы
Уборка рабочих мест
8. Заключительный инструктаж: полный анализ урока, выставление оценок обучающимся, указать на соблюдение правил ТБ, отметить хорошие работы, указать на недостатки
9. Домашнее задание: повторить пройденный материал
Мастер производственного обучения___________________________
«Утверждаю»
Зам.директора по ПО
_____________ Ниязбекова А.К.
«____»____________20___г.
Дата 04.09.2015г.
Читайте также:
Рекомендуемые страницы:
Поиск по сайту
Кривошипно-шатунный механизм (КШМ) — назначение и принцип работы, конструкция, основные детали КШМ
Назначение и характеристика
Кривошипно-шатунным называется механизм, осуществляющий рабочий процесс двигателя.
Кривошипно-шатунный механизм предназначен для преобразования возвратно-поступательного движения поршней во вращательное движение коленчатого вала.
Кривошипно-шатунный механизм определяет тип двигателя по расположению цилиндров.
В двигателях автомобилей применяются различные кривошипно-шатунные механизмы (рисунок 1): однорядные кривошипно-шатунные механизмы с вертикальным перемещением поршней и с перемещением поршней под углом применяются в рядных двигателях; двухрядные кривошипно-шатунные механизмы с перемещением поршней под углом применяются в V-образных двигателях; одно- и двухрядные кривошипно-шатунные механизмы с горизонтальным перемещением поршней находят применение в тех случаях, когда ограничены габаритные размеры двигателя по высоте.
Рисунок 1 – Типы кривошипно-шатунных механизмов, классифицированных по различным признакам.
Конструкция кривошипно-шатунного механизма.
В кривошипно-шатунный механизм входят блок цилиндров с картером и головкой цилиндров, шатунно-поршневая группа и коленчатый вал с маховиком.
Блок цилиндров 11 (рисунок 2) с картером 10 и головка 8 цилиндров являются неподвижными частями кривошипно-шатунного механизма.
К подвижным частям механизма относятся коленчатый вал 34 с маховиком 43 и детали шатунно-поршневой группы – поршни 24, поршневые кольца 18 и 19, поршневые пальцы 26 и шатуны 27.
Рисунок 2 – Кривошипно-шатунный механизм двигателей легковых автомобилей
1, 6 – крышки; 2 – опора; 3, 9 – полости; 4, 5 – прокладки; 7 – горловина; 8, 22, 28, 30 – головки; 10 – картер; 11 – блок цилиндров; 12 – 16, 20 – приливы; 17, 33 – отверстия; 18, 19 – кольца; 21 – канавки; 23 – днище; 24 – поршень; 25 – юбка; 26 – палец; 27 – шатун; 29 – стержень; 31, 42 – болты; 32, 44 – вкладыши; 34 – коленчатый вал; 35, 40 – концы коленчатого вала; 36, 38 – шейки; 37 – щека; 39 – противовес; 41 – шайба; 43 – маховик; 45 – полукольцо
Блок цилиндров вместе с картером является остовом двигателя. На нем и внутри него размещаются механизмы и устройства двигателя. В блоке 11, выполненном заодно с картером 10 из специального низколегированного чугуна, изготовлены цилиндры двигателя. Внутренние поверхности цилиндров отшлифованы и называются зеркалом цилиндров. Внутри блока между стенками цилиндров и его наружными стенками имеется специальная полость 9, называемая рубашкой охлаждения. В ней циркулирует охлаждающая жидкость системы охлаждения двигателя.
Внутри блока также имеются каналы и масляная магистраль смазочной системы, по которой подводится масло к трущимся деталям двигателя. В нижней части блока цилиндров (в картере) находятся опоры 2 для коренных подшипников коленчатого вала, которые имеют съемные крышки 1, прикрепляемые к блоку самоконтрящимися болтами. В передней части блока расположена полость 3 для цепного привода газораспределительного механизма. Эта полость закрывается крышкой, отлитой из алюминиевого сплава. В левой части блока цилиндров находятся отверстия 17 для подшипников вала привода масляного насоса, в которые запрессованы свертные сталеалюминиевые втулки. С правой стороны блока в передней его части имеются фланец для установки насоса охлаждающей жидкости и кронштейн для крепления генератора. На блоке цилиндров имеются специальные приливы для: 12 – крепления кронштейнов подвески двигателя; 13 – маслоотделителя системы вентиляции картера двигателя; 14 – топливного насоса; 15 – масляного фильтра; 16 – распределителя зажигания. Снизу блок цилиндров закрывается масляным поддоном, а к заднему его торцу прикрепляется картер сцепления. Для повышения жесткости нижняя плоскость блока цилиндров несколько опущена относительно оси коленчатого вала.
В отличие от блока, отлитого совместно с цилиндрами, на рисунке 3 представлен блок 4 цилиндров с картером 5, отлитые из алюминиевого сплава отдельно от цилиндров. Цилиндрами являются легкосъемные чугунные гильзы 2, устанавливаемые в гнезда 6 блока с уплотнительными кольцами 1 и закрытые сверху головкой блока с уплотнительной прокладкой.
Устройство кривошипно-шатунного механизма
Основной задачей двигателей внутреннего сгорания, использующиеся на всевозможной технике, является преобразование энергии, которая выделяется при сжигании определенных веществ, в случае с ДВС – это топливо на основе нефтепродуктов или спиртов и воздуха, необходимого для горения.
Преобразование энергии производится в механическое действие – вращение вала. Далее уже это вращение передается дальше, для выполнения полезного действия.
Однако реализация всего этого процесса не такая уж и простая. Нужно организовать правильно преобразование выделяемой энергии, обеспечить подачу топлива в камеры, где производиться сжигание топливной смеси для выделения энергии, отвод продуктов горения. И это не считая того, что тепло, выделяемое при сгорании нужно куда-то отводить, нужно убрать трение между подвижными элементами. В общем, процесс преобразования энергии сложен.
Поэтому ДВС – устройство довольно сложное, состоящее из значительного количества механизмов, выполняющих определенные функции. Что же касается преобразования энергии, то выполняет его механизм, называющийся кривошипно-шатунным. В целом, все остальные составные части силовой установки лишь обеспечивают условия для преобразования и обеспечивают максимально возможный выход КПД.
Принцип действия кривошипно-шатунного механизма
Основная же задача лежит на этом механизме, ведь он преобразовывает возвратно-поступательное перемещение поршня во вращение коленчатого вала, того вала, от движения которого и производится полезное действие.
Устройство КШМ
Чтобы было более понятно, в двигателе есть цилиндро-поршневая группа, состоящая из гильз и поршней. Сверху гильза закрыта головкой, а внутри ее помещен поршень. Закрытая полость гильзы и является пространством, где производится сгорание топливной смеси.
При сгорании объем горючей смеси значительно возрастает, а поскольку стенки гильзы и головка являются неподвижными, то увеличение объема воздействует на единственный подвижный элемент этой схемы – поршень. То есть поршень воспринимает на себя давление газов, выделенных при сгорании, и от этого смещается вниз. Это и является первой ступенью преобразования – сгорание привело к движению поршня, то есть химический процесс перешел в механический.
И вот далее уже в действие вступает кривошипно-шатунный механизм. Поршень связан с кривошипом вала посредством шатуна. Данное соединение является жестким, но подвижным. Сам поршень закреплен на шатуне посредством пальца, что позволяет легко шатуну менять положение относительно поршня.
Шатун же своей нижней частью охватывает шейку кривошипа, которая имеет цилиндрическую форму. Это позволяет менять угол между поршнем и шатуном, а также шатуном и кривошипом вала, но при этом смещаться шатун вбок не может. Относительно поршня он только меняет угол, а на шейке кривошипа он вращается.
Поскольку соединение жесткое, то расстояние между шейкой кривошипа и самим поршнем не изменяется. Но кривошип имеет П-образную форму, поэтому относительно оси коленвала, на которой размещен этот кривошип, расстояние между поршнем и самим валом меняется.
За счет применения кривошипов и удалось организовать преобразование перемещения поршня во вращение вала.
Но это схема взаимодействия только цилиндро-поршневой группы с кривошипно-шатунным механизмом.
На деле же все значительно сложнее, ведь имеются взаимодействия между элементами этих составляющих, причем механические, а это значит, что в местах контакта этих элементов будет возникать трение, которое нужно по максимуму снизить. Также следует учитывать, что один кривошип неспособен взаимодействовать с большим количеством шатунов, а ведь двигатели создаются и с большим количеством цилиндров – до 16. При этом нужно же и обеспечить передачу вращательного движения дальше. Поэтому рассмотрим, из чего состоит цилиндро-поршневая группа (ЦПГ) и кривошипно-шатунный механизм (КШМ).
Начнем с ЦПГ. Основными в ней являются гильзы и поршни. Сюда же входят и кольца с пальцами.
Гильза
Съёмная гильза
Гильзы существуют двух типов – сделанные непосредственно в блоке и являющиеся их частью, и съемные. Что касается выполненных в блоке, то представляют они собой цилиндрические углубления в нем нужной высоты и диаметра.
Съемные же имеют тоже цилиндрическую форму, но с торцов они открыты. Зачастую для надежной посадки в свое посадочное место в блоке, в верхней части ее имеется небольшой отлив, обеспечивающий это. В нижней же части для плотности используются резиновые кольца, установленные в проточные канавки на гильзе.
Внутренняя поверхность гильзы называется зеркалом, потому что она имеет высокую степень обработки, чтобы обеспечить минимально возможное трение между поршнем и зеркалом.
В двухтактных двигателях в гильзе проделываются на определенном уровне несколько отверстий, которые называются окнами. В классической схеме ДВС используется три окна – для впуска, выпуска и перепуска топливной смеси и отработанных продуктов. В оппозитных же установках типа ОРОС, которые тоже являются двухтактными, надобности в перепускном окне нет.
Поршень
Поршень принимает на себя энергию, выделяемую при сгорании, и за счет своего перемещения преобразовывает ее в механическое действие. Состоит он из днища, юбки и бобышек для установки пальца.
Устройство поршня
Именно днищем поршень и воспринимает энергию. Поверхность днища в бензиновых моторах изначально была ровной, позже на ней стали делать углубления для клапанов, предотвращающих столкновение последних с поршнями.
В дизельных же моторах, где смесеобразование происходит непосредственно в цилиндре, и составляющие смеси туда подаются по отдельности, в днищах поршня выполнена камера сгорания – углубления особой формы, обеспечивающие более лучшее смешивание компонентов смеси.
Отличие дизельного двигателя от бензиновогоВ инжекторных бензиновых двигателях тоже стали применять камеры сгорания, поскольку в них тоже составные части смеси подаются по отдельности.
Юбка является лишь его направляющей в гильзе. При этом нижняя часть ее имеет особую форму, чтобы исключить возможность соприкосновения юбки с шатуном.
Чтобы исключить просачивание продуктов горения в подпоршневое пространство используются поршневые кольца. Они подразделяются на компрессионные и маслосъемные.
В задачу компрессионных входит исключение появления зазора между поршнем и зеркалом, тем самым сохраняется давление в надпоршневом пространстве, которое тоже участвует в процессе.
Если бы компрессионных колец не было, трение между разными металлами, из которых изготавливаются поршень и гильза было бы очень высоким, при этом износ поршня происходил бы очень быстро.
В двухтактных двигателях маслосъемные кольца не применяются, поскольку смазка зеркала производиться маслом, которое добавляется в топливо.
В четырехтактных смазка производится отдельной системой, поэтому чтобы исключить перерасход масла используются маслосъемные кольца, снимающие излишки его с зеркала, и сбрасывая в поддон. Все кольца размещаются в канавках, проделанных в поршне.
Бобышки – отверстия в поршне, куда вставляется палец. Имеют отливы с внутренней части поршня для увеличения жесткости конструкции.
Палец представляет собой трубку значительной толщины с высокоточной обработкой внешней поверхности. Часто, чтобы палец не вышел за пределы поршня во время работы и не повредил зеркало гильзы, он стопориться кольцами, размещающимися в канавках, проделанных в бобышках.
Это конструкция ЦПГ. Теперь рассмотрим устройство кривошипно-шатунного механизма.
Шатун
Итак, состоит он из шатуна, коленчатого вала, посадочных мест этого вала в блоке и крышек крепления, вкладышей, втулки, полуколец.
Шатун – это стержень с отверстием в верхней части под поршневой палец. Нижняя часть его сделана в виде полукольца, которым он садится на шейку кривошипа, вокруг шейки он фиксируется крышкой, внутренняя поверхность ее тоже выполнена в виде полукольца, вместе с шатуном они и формируют жесткое, но подвижное соединение с шейкой – шатун может вращаться вокруг ее. Соединяется шатун со своей крышкой посредством болтовых соединений.
Чтобы снизить трение между пальцем и отверстием шатуна применяется медная или латунная втулка.
По всей длине внутри шатун имеет отверстие, через которое масло подается для смазки соединения шатуна и пальца.
Коленчатый вал
Перейдем к коленчатому валу. Он имеет достаточно сложную форму. Осью его выступают коренные шейки, посредством которых он соединен с блоком цилиндров. Для обеспечения жесткого соединения, но опять же подвижного, в блоке посадочные места вала выполнены в виде полуколец, второй частью этих полуколец выступают крышки, которыми вал поджимается к блоку. Крышки к с блоком соединены болтами.
Коленвал 4-х цилиндрового двигателя
Коренные шейки вала соединены с щеками, которые являются одной из составных частей кривошипа. В верхней части этих щек располагается шатунная шейка.
Количество коренных и шатунных шеек зависит от количества цилиндров, а также их компоновки. В рядных и V-образных двигателях на вал передаются очень большие нагрузки, поэтому должно быть обеспечено крепление вала к блоку, способное правильно распределять эту нагрузку.
Для этого на один кривошип вала должно приходиться две коренные шейки. Но поскольку кривошип размещен между двух шеек, то одна из них будет играть роль опорной и для другого кривошипа. Из этого следует, что у рядного 4-цилиндрового двигателя на валу имеется 4 кривошипа и 5 коренных шеек.
У V-образных двигателей ситуация несколько иная. В них цилиндры расположены в два ряда под определенным углом. Поэтому один кривошип взаимодействует с двумя шатунами. Поэтому у 8-цилиндрового двигателя используется только 4 кривошипа, и опять же 5 коренных шеек.
Уменьшение трения между шатунами и шейками, а также блоком с коренными шейками достигается благодаря использованию вкладышей – подшипников трения, которые помещаются между шейкой и шатуном или блоком с крышкой.
Смазка шеек вала производится под давлением. Для подачи масла применяются каналы, проделанные в шатунных и коренных шейках, их крышках, а также вкладышах.
В процессе работы возникают силы, которые пытаются сместить коленчатый вал в продольном направлении. Чтобы исключить это используются опорные полукольца.
В дизельных двигателях для компенсации нагрузок используются противовесы, которые прикрепляются к щекам кривошипов.
Маховик
С одной из сторон вала сделан фланец, к которому прикрепляется маховик, выполняющий несколько функций одновременно. Именно от маховика передается вращение. Он имеет значительный вес и габариты, что облегчает вращение коленчатому валу после того, как маховик раскрутится. Чтобы запустить двигатель нужно создать значительное усилие, поэтому по окружности на маховик нанесены зубья, которые называются венцом маховика. Посредством этого венца стартер раскручивает коленчатый вал при запуске силовой установки. Именно к маховику присоединяются механизмы, которые и используют вращение вала на выполнение полезного действия. У автомобиля это трансмиссия, обеспечивающая передачу вращения на колёса.
Чтобы исключить осевые биения, коленчатый вал и маховик должны быть хорошо отбалансированы.
Другой конец коленчатого вала, противоположный фланцу маховика используется зачастую для привода остальных механизмом и систем мотора: к примеру, там может размещаться шестерня привода масляного насоса, посадочное место для приводного шкива.
Это основная схема коленчатого вала. Особо нового пока ничего не придумано. Все новые разработки направлены пока только на снижение потерь мощности в результате трения между элементами ЦПГ и КШМ.
Также стараются снизить нагрузку на коленчатый вал путем изменения углов положения кривошипов относительно друг друга, но особо значительных результатов пока нет.
PPT — Сборка / разборка / повторная сборка PowerPoint Presentation, скачать бесплатно
Сборка / разборка / повторная сборка Компьютеры
Цели главы После завершения этой главы вы: • поймете, как статическое электричество может повредить компьютер. • Понять, какой тип оборудования вызывает RFI и EMI. • Знайте, какие инструменты нужны технику. • Понимать важность построения диаграмм при разборке компьютера. • Уметь разбирать и собирать компьютер.
Обзор разборки • Редко бывает необходимо полностью разбирать компьютер, однако, когда технический специалист впервые изучает микрокомпьютеры, это может быть как очень информативным, так и забавным. • Иногда разборка выполняется для профилактической очистки. • Другие случаи, когда разборка полезна, — это диагностика проблемы с неустановленной причиной путем удаления компонентов по одному или за пределы корпуса. Это также может помочь в диагностике проблем с заземлением.• Заземление. Происходит, когда материнская плата или адаптер не установлены должным образом и след (металлическая линия на материнской плате или адаптере) касается корпуса компьютера и приводит к прекращению работы адаптера или других компонентов.
Электростатический разряд (ESD) • ESD (электростатический разряд) — возникает, когда накопленное статическое электричество разряжается при мгновенном скачке напряжения. Повреждение вследствие электростатического разряда не подлежит восстановлению, и наиболее уязвимыми компонентами являются микросхемы CMOS и RAM.• Антистатический браслет — ремешок, соединяющий техника с компьютером и уравнивающий потенциал напряжения между ними для предотвращения электростатического разряда. Он подключается к заземляющему столбу или металлическому компоненту, например источнику питания. Электронный символ заземления: • Предупреждение. Техник НИКОГДА не должен носить антистатический браслет при работе внутри монитора из-за высокого напряжения!
Электростатический разряд (ESD) Разборка антистатического браслета — Рисунок № 1
EMI (Электромагнитные помехи) • EMI (Электромагнитные помехи) — также называемые EMR (Электромагнитное излучение), вызванные шумом. электрические приборы.Может перемещаться по электрическим проводам. • RFI (радиочастотные помехи) — шумы, возникающие в радиодиапазоне. • Всегда заменяйте заглушки неиспользуемых слотов расширения. Это предотвратит попадание пыли и улучшит воздушный поток внутри компьютера.
Инструменты • Наличие подходящих инструментов для разборки компьютера может облегчить задачу и предотвратить повреждение компонентов компьютера.
Повторная сборка • Повторная сборка легко выполняется, если пользователь проявляет осторожность и правильно рисует во время разборки.Соблюдайте осторожность и установите все компоненты на их первоначальное место. • Три основных компонента для повторной сборки: • Материнские платы: имеют пластиковые разъемы на дне, называемые стойками. • Кабели • Разъемы • Стойки — Пластиковые разъемы на нижней стороне материнской платы, которые прикрепляют ее к корпусу и предотвращают контакт с металлом корпуса компьютера.
Кабели и разъемы • Keyed — разъем или кабель с дополнительной металлической деталью, обеспечивающей правильное подключение.• Контакт 1 — Контакт 1 кабеля должен быть подключен к контакту 1 разъема. Цветная полоса на краю кабеля обозначает контакт 1 на кабеле. • Контакт 1 адаптера будет нанесен по трафарету рядом с разъемом. • Соединения для пайки — соединения для пайки на задней стороне материнских плат и адаптеров. Паяные соединения контакта 1 на задней стороне разъемов квадратные. • Горячий провод — подает переменный ток от блока питания к передней панели ПК. • Обратный провод — возвращает переменный ток от передней панели ПК к источнику питания.
Кабели и разъемы Разборка контакта 1 ленточного кабеля — Рисунок 2
Кабели и разъемы Разборка контакта 1 адаптера — Рисунок 3
Кабели и разъемы Разборка
— РисунокКабели и разъемы Разборка контакта 1 разъема — Рисунок № 5
Кабели и разъемы Разборка переключателя питания на передней панели — Рисунок № 6
Жесткие диски • С жесткими дисками необходимо обращаться осторожно во время разборки из-за хрупкости их очень сложной конструкции.• Головки чтения / записи расположены всего в миллиметрах от диска, на котором хранятся все данные. Небольшой толчок может привести к их контакту с опорным диском и необратимым физическим повреждениям. • На старых жестких дисках были служебные программы для парковки или блокировки головок на месте подальше от пластин, когда они не используются. • Самостоятельная парковка головок — жесткие диски с головками чтения / записи, которые автоматически отключаются при выключении компьютера. Эта функция по-прежнему не предотвратит повреждений, вызванных несчастным случаем или неправильным обращением.
Профилактическое обслуживание • Профилактическое обслуживание — определенные процедуры, выполняемые для продления срока службы компьютера, такие как чистка компьютера, приводных головок, клавиш клавиатуры, принтеров и экрана монитора. • MSDS (паспорта безопасности материалов) — листы, содержащие информацию о продукте, его токсичности, хранении и утилизации.
PPT — Сборка / разборка / повторная сборка Презентация PowerPoint | бесплатно скачать
PowerShow.com — это ведущий веб-сайт для обмена презентациями и слайд-шоу.Независимо от того, является ли ваше приложение бизнесом, практическими рекомендациями, образованием, медициной, школой, церковью, продажами, маркетингом, онлайн-обучением или просто для развлечения, PowerShow.com — отличный ресурс. И, что лучше всего, большинство его интересных функций бесплатны и просты в использовании.Вы можете использовать PowerShow.com, чтобы найти и загрузить примеры онлайн-презентаций PowerPoint ppt практически по любой теме, которую вы можете вообразить, чтобы вы могли узнать, как улучшить свои собственные слайды и презентации бесплатно. Или используйте его, чтобы найти и загрузить высококачественные презентации PowerPoint ppt с практическими рекомендациями и иллюстрированными или анимированными слайдами, которые научат вас делать что-то новое, также бесплатно.Или используйте его для загрузки собственных слайдов PowerPoint, чтобы вы могли поделиться ими со своими учителями, классом, студентами, руководителями, сотрудниками, клиентами, потенциальными инвесторами или всем миром. Или используйте его для создания действительно крутых слайд-шоу из фотографий — с 2D и 3D переходами, анимацией и музыкой на ваш выбор — которыми вы можете поделиться со своими друзьями в Facebook или в кругах Google+. Это тоже бесплатно!
За небольшую плату вы можете получить лучшую в отрасли конфиденциальность в Интернете или публично продвигать свои презентации и слайд-шоу с высокими рейтингами.Но в остальном это бесплатно. Мы даже преобразуем ваши презентации и слайд-шоу в универсальный формат Flash со всей их оригинальной мультимедийной красотой, включая анимацию, эффекты перехода 2D и 3D, встроенную музыку или другой звук или даже видео, встроенное в слайды. Все бесплатно. Большинство презентаций и слайд-шоу на PowerShow.com можно бесплатно просматривать, многие даже можно бесплатно загрузить. (Вы можете выбрать, разрешить ли людям загружать ваши оригинальные презентации PowerPoint и слайд-шоу фотографий за плату или бесплатно или вообще.) Посетите PowerShow.com сегодня — БЕСПЛАТНО. Здесь действительно каждый найдет что-то для себя!
За небольшую плату вы можете получить лучшую в отрасли конфиденциальность в Интернете или публично продвигать свои презентации и слайд-шоу с высокими рейтингами. Но в остальном это бесплатно. Мы даже преобразуем ваши презентации и слайд-шоу в универсальный формат Flash со всей их оригинальной мультимедийной красотой, включая анимацию, эффекты перехода 2D и 3D, встроенную музыку или другой звук или даже видео, встроенное в слайды. Все бесплатно. Большинство презентаций и слайд-шоу на PowerShow.com можно бесплатно просматривать, многие даже можно бесплатно загрузить. (Вы можете выбрать, разрешить ли людям загружать ваши оригинальные презентации PowerPoint и слайд-шоу из фотографий за плату или бесплатно или вовсе.) Посетите PowerShow.com сегодня — БЕСПЛАТНО. Здесь действительно каждый найдет что-то для себя!
Сборка и разборка — Перевод на французском языке — Примеры на английском языке
Примеры того, что вам нужно, это содержание вульгарных словечек.
Примеры peuvent contenir des mots familiers liés à votre recherche
Клепка рамы с ремешком облегчает сборку и разборку .
Практикуется планомерная сборка и разборка насоса.
Демонстрация сборки и разборки различных продуктов, таких как профессиональная поддержка.
Инструкция по сборке и демонтажу травильных прессов серии JW
Система настроена на эффективную сборку и разборку.
Раздельная конструкция упрощает сборку и разборку .
Защелкивающиеся средства крепления, в частности, обеспечивают быструю сборку и разборку удерживающего устройства.
Des moyens de fixation par encliquetage, en specific, permettent un montage et un démontage rapides de ce dispositif de maintien.Кроме того, при необходимости сборка и разборка могут выполняться вручную.
Максимальная температура для длительного использования составляет 150 ° C. Они идеально подходят для вакуумных систем, требующих регулярной сборки и разборки .
Максимальная температура для использования продлена до 150 ° C.Илс не имеет идей для систем, которые необходимы для монтажа и монтажа и настройки .Облегчает сборку и разборку цилиндрических деталей
Безударная система блокировки MTG Systems TwinMet Конический штифт упрощает сборку и разборку деталей.
Système de clavetage sans marteau MTG Systems TwinMet La clavette conique facilite le montage et le démontage des pièces.Инновационное решение MTGtwist облегчает сборку и разборку , сокращая время простоя вашей машины.
Быстрая и простая сборка и разборка одним человеком
Простая сборка и разборка контактов для интеграции и ремонта на месте
Эта съемная светодиодная лампа имеет преимущества красивого внешнего вида, простой конструкции, хорошего теплоотвода и удобной сборки и разборки .
Эта ампула enfichable à DEL такова, что имеет эстетический аспект, простая структура, теплоотводящее средство без хорошего качества и монтаж и демонтаж pratiques.это гарантирует быструю сборку и разборку мебели.
Приложение силы ко всему комплекту крышки может обеспечить быструю и автоматическую сборку и демонтаж .
Приложение силы как тотальное, что позволяет реализующему элементу монтаж и демонтаж Rapides et automatiques de celui-ci.Узел барабана сочетает в себе упрощенную конструкцию для быстрой и легкой сборки и разборки s для снижения производственных затрат.
Ledit système de bobine amélioré présente une Construction упрощенная, постоянная монтаж и демонтаж rapides et faciles, ce qui réduit le coût de Fabrication.кроме того, сборка включает в себя несколько быстроразъемных компонентов, чтобы обеспечить быструю сборку и разборку в хирургических условиях.
en outre, l’ensemble comprend plusieurs composants à libération rapide permettant un montage et un démontage rapides dans un environmental chirurgicalЭто дает корпус, состоящий всего из нескольких компонентов, и упрощает сборку и разборку .
.