Ремонт блока цилиндров: как это делается
Итак, мы подошли к финишной прямой. В нашем двигателе Mitsubishi 4М41, который проехал полмиллиона километров, после ремонта головки блока цилиндров и цепного привода ГРМ осталось разобраться с кривошипно-шатунным механизмом и блоком цилиндров. К слову, именно по состоянию блока цилиндров озвучивались самые пессимистичные прогнозы — ведь такой пробег не мог не сказаться на геометрических характеристиках. Однако после полной ревизии блока этот двигатель окончательно влюбил в себя нашего мастера.
Кривошипно-шатунный механизм и блок цилиндров
Блок цилиндров — это металлическая корпусная деталь, в которой заключены элементы того самого кривошипно-шатунного механизма, благодаря которому поступательное движение поршней превращается во вращательное движение коленчатого вала. Внутри блока имеются полости, которые при работе мотора заполняются охлаждающей жидкостью — водяная рубашка.
Сверху блок накрывается головкой блока (ГБЦ), снизу — поддоном картера. В самом блоке располагаются гильзы, внутри которых перемещаются поршни. Внутренняя поверхность гильзы, которая непосредственно контактирует с поршнем, называется зеркалом цилиндра. В нижней части блока имеются «постели» — ложементы, в которые укладывается коленчатый вал, накрываемый крышками. При накрытии постели крышкой образуется отверстие, называемое коренной опорой коленвала.
Важно, чтобы блок цилиндров был достаточно жестким, так как силы, возникающие в процессе работы, пытаются скрутить, изогнуть и разорвать блок — именно поэтому он долгие десятилетия и оставался чугунным. Тренд современности — более легкие блоки цилиндров из алюминиевого сплава, с которыми (как и с облегченными чугунными) применяют интегрированные крышки коренных опор, называемые рамкой лестничного типа.
Итак, получается следующее: в классическом исполнении (как у нас, например) каждая коренная шейка коленчатого вала накрывается отдельной крышкой коренной опоры (ее часто называют бугелем). В рамке лестничного типа все бугели объединены в одну конструкцию, похожую на лестницу — таким образом конструкторы добились значительного повышения жесткости блока цилиндров. Недостатком данного подхода можно назвать стоимость изготовления подобной детали.
Разобравшись с блоком, переходим к движущимся частям — и первыми будут поршни. Они изготавливаются из алюминиевого сплава и конструктивно имеют юбку, днище и бобышки. Юбка — это боковая часть поршня, бобышки — это приливы, в которых выполнено отверстие под поршневой палец, а днище — это плоскость, обращенная непосредственно в камеру сгорания и непосредственно воспринимающая все нагрузки в процессе сжигания топливовоздушной смеси. Интересно, что днище поршня может быть плоским, как стапель краснодеревщика, а может иметь настолько сложную форму, что понять с первого раза, что это поршень, будет тяжело.
Сложность формы поршня, если таковая имеется, тщательно просчитана в угоду улучшению смешивания топлива с воздухом (что часто встречается в бензиновых ДВС с непосредственным впрыском топлива). Если же двигатель работает на дизеле (как наш), в поршне может находиться камера сгорания, а сам он будет значительно массивней своего бензинового собрата.
Поршень устанавливается в цилиндр с определенным зазором (часто 0.2–0.3 мм), потому для его уплотнения предусмотрены поршневые кольца. На современных двигателях поршень опоясывают два компрессионных и одно маслосъемное кольцо. Соединяется поршень с коленчатым валом через шатун — соединительный элемент. Один его конец крепится к поршню через палец, который запрессовывается или просто вставляется и стопорится кольцами в поршне и головке шатуна. Второй конец — разборный: для закрепления на коленвале необходимо установить крышку шатуна и затянуть ее болты или гайки крепления.
И коленвал с блоком, и шатуны с коленвалом контактируют через подшипники скольжения, они же вкладыши. Для дополнительного охлаждения поршней внутри блока могут быть установлены распылители масла, направленные на поршни.
Для дополнительного охлаждения поршней внутри блока могут быть установлены распылители масла, направленные на поршни.
Рядная «шестерка» считается одним из самых уравновешенных двигателей (в плане колебаний). У нас же — рядная «четверка», причем внушительного объема, а потому в блоке цилиндров установлены два балансирных вала, суть работы которых сводится к уменьшению колебаний двигателя.
Что может поломаться
Одни из самых уязвимых деталей двигателя — поршневые кольца: из-за нагара они могут залипнуть в буквальном смысле слова. При этом могут лопнуть сами кольца, а могут и перемычки на поршне, между которыми они установлены. Может, наконец, износиться непосредственно выборка под кольцо в поршне.
С самими поршнями потенциальных проблем меньше, но ситуацию это не облегчает. Самое простое, что может произойти — банальный износ и отклонение от номинального диаметра, полный же «трэш» — это прогорание поршня. Кроме того, возможен износ поршневого пальца и отверстий под палец в бобышках поршня.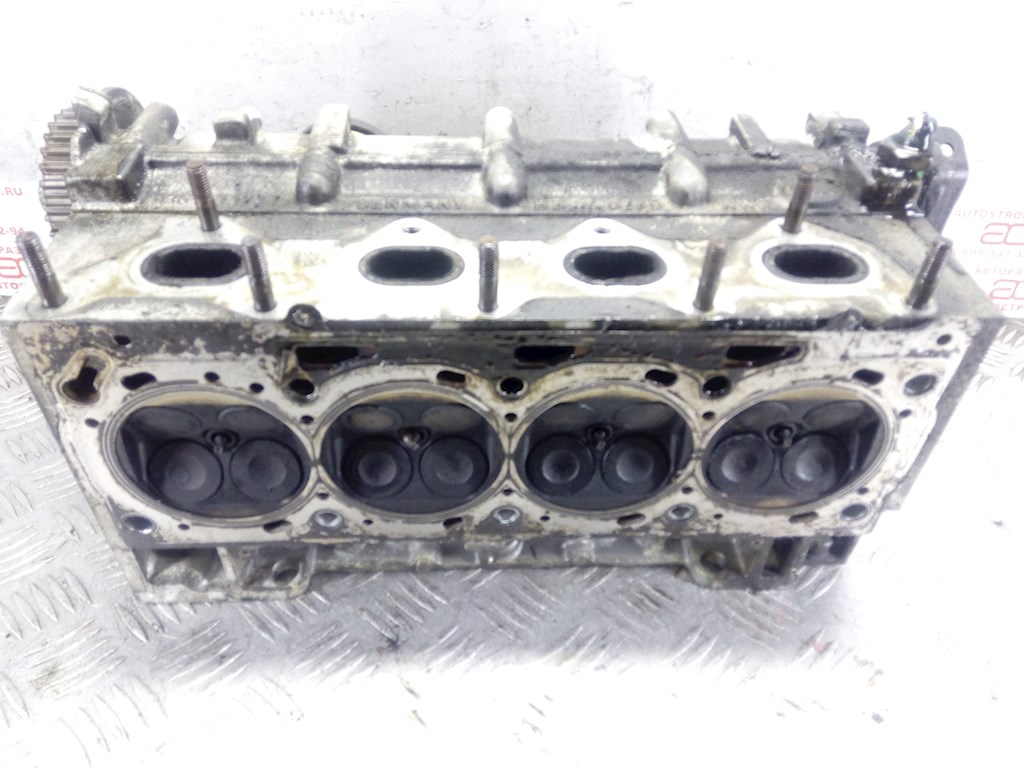
С шатуном все еще проще: здесь есть два нюанса, которые проверяют всегда, и два, которые часто игнорируют. Первые — износ втулки малой головки шатуна и износ вкладышей шатунного подшипника, а вторые — величина изгиба и кручения шатуна. Тем не менее, как показывает практика, шатун — один из самых редко заменяемых элементов в двигателе.
Самая распространенная проблема с коленчатым валом — износ рабочих поверхностей, второе по «популярности» место занимают случаи проворота вкладышей. Случается это, когда отсутствует достаточное количество масла в месте контакта, из-за чего коленвал срывает вкладыши подшипников и начинает «весело» вращаться вместе с ними. Это по-настоящему тяжелый случай: при определенном невезении ремонт может стоить замены блока.
Износ упорных колец коленчатого вала — тоже проблема довольно неприятная, хоть и незначительная на первый взгляд. Дело здесь в том, что не выявленный вовремя дефект в будущем может привести к заклиниванию двигателя — ведь на коленвал во время работы действуют силы и в продольном направлении тоже. Достаточно сместить вал на критическое расстояние — и поршни от перекоса просто заклинит. Стоит заметить, что поломка самого «колена» тоже возможна, хоть для этого и придется постараться.
Достаточно сместить вал на критическое расстояние — и поршни от перекоса просто заклинит. Стоит заметить, что поломка самого «колена» тоже возможна, хоть для этого и придется постараться.
В самом блоке конструктивно ломаться практически нечему — но это не означает, что с ним не бывает проблем, очень даже наоборот. Самые распространенные — износ цилиндров или коробление контактной поверхности блока с головкой из-за перегрева. Особо нерадивые автовладельцы, впрочем, могут сломать и сам блок цилиндров. Для этого нужно лишь выполнить парочку нехитрых операций: первая — залить в систему охлаждения обычную воду (можно дистиллированную), а вторая — оставить автомобиль на улице на ночь при минус 20°С.
Что измеряют при капремонте
Прежде всего, после разборки измеряют наружный диаметр поршней в строго определенной плоскости (поперек оси пальца) и на заданном расстоянии от поверхности днища поршня. Производитель может изготовлять поршни в нескольких размерах: номинальном и ремонтных — эти данные приведены в технической документации. Если поршень в «номинале» (как это оказалось у нас), проверяют биение шатуна и пальца. Профессионал может засечь неладное, что называется, на ощупь — неопытному же механику придется все-таки выпрессовать палец из поршня и шатуна. После выпрессовки необходимо измерить наружный диаметр пальца и внутренние диаметры втулки шатуна и отверстий в поршне, путем несложной математики вычислить зазор в данной сборке и принять финальное решение об утилизации или дальнейшем применении этого комплекта.
Если поршень в «номинале» (как это оказалось у нас), проверяют биение шатуна и пальца. Профессионал может засечь неладное, что называется, на ощупь — неопытному же механику придется все-таки выпрессовать палец из поршня и шатуна. После выпрессовки необходимо измерить наружный диаметр пальца и внутренние диаметры втулки шатуна и отверстий в поршне, путем несложной математики вычислить зазор в данной сборке и принять финальное решение об утилизации или дальнейшем применении этого комплекта.
Вооружившись набором плоских щупов, специалисты-механики измеряют зазор между кольцом и выборкой в поршне: если он превышен — поршень отправляется под замену. Так как мы проводим капитальный ремонт, замена колец даже не обсуждается — это само собой разумеющийся факт.
Практически закончив с подвижными элементами, переходим к блоку цилиндров, для обмера которого необходим так называемый нутромер. Это приспособление, предназначенное для измерения внутреннего диаметра с высокой точностью, которая обеспечивается индикатором часового типа.
В конце концов, ревизии подвергается и коленчатый вал. У него измеряют диаметры коренных и шатунных шеек и, при необходимости, шлифуют до следующего ремонтного размера, если таковой предусмотрен.
Как ремонтируется блок
Если состояние цилиндров совсем не позволяет продолжить эксплуатацию блока, его отправляют на расточку цилиндров до следующего ремонтного размера. Бывает, что производитель не предоставляет такой роскоши, тогда блок «гильзуют» — восстанавливают гильзованием. Как несложно догадаться, в этом случае существующую гильзу значительно растачивают и впрессовывают в нее еще одну гильзу с внутренним диаметром номинального размера. Однако это решение — уже не очень надежное, и некоторые мастера предсказывают такому двигателю не более 50 тысяч километров потенциального пробега.
Если же блок растачивают, то, разумеется, и поршни с кольцами подбирают соответствующего размера. Шлифовка шеек коленчатого вала уменьшает их размер — а значит, и для них необходимо подобрать вкладыши следующего ремонтного размера. Работу облегчает то, что в техдокументации обычно присутствует размерная сетка подбора вкладышей.
Перед установкой поршней зеркало цилиндра подвергают хонингованию. Это процесс, который не изменяет размера цилиндра, но благодаря которому значительно уменьшается износ трущихся поверхностей. Хонингование — это нанесение небольших рисок на поверхность цилиндра с помощью специальных камней. Необходимо это для того, чтобы на поверхности цилиндра задерживалось моторное масло, увеличивая тем самым ресурс поршневой группы.
Ремонта блока цилиндров двигателя Mitsubishi 4М41
В нашем конкретном случае обошлось без сложных или интересных особенностей ремонта, так как замеры поршней, цилиндров и шеек коленчатого вала показали номинальные размеры.
Мнения наши разделились диаметрально: я немного расстроился, хозяин автомобиля — повеселел, а мастер… ему было все равно. Тем не менее, все мы очередной раз подивились стойкости данного мотора.
Перед разборкой блока и цилиндропоршневой группы мы сняли масляный поддон — и приступили к основной работе. Она свелась к извлечению поршней с шатунами из блока цилиндров. На всякий случай мы отметили номерами каждый поршень в соответствии с номером цилиндра.
После обмера поршней и цилиндров мы пришли к выводу, что коленчатый вал снимать смысла нет, так как биение отсутствует. Кольца все же заменили — да и то только потому, что они были предусмотрительно приобретены владельцем.
Дефекты же в разобранном нами моторе просто отсутствовали: никаких чрезмерных люфтов в сборке шатун-поршень, никаких задиров на шатунных вкладышах… Закончив дефектовку, мы в очередной раз убедились, что дорогое масло себя окупило.
После измерения коробления поверхности блока цилиндров мастер со словами «Ну хоть что-то же надо с ним сделать?!», отправил его на хонинговку цилиндров, а все прочие элементы — на тщательную мойку. После этого начался процесс сборки КШМ (кривошипно-шатунного механизма).
В шатуны и их крышки были установлены новые вкладыши, на поршни установили новые кольца.
Компрессионные кольца необходимо устанавливать в строго определенном направлении, и касается это абсолютно всех двигателей, а потому, чтобы не перепутать их, на поверхности кольца нанесены метки: надпись «ТОР» или иная.
Особенности установки поршневых колец на этом не заканчиваются. Поршневые кольца имеют разрез — ведь, во-первых, кольцо все-таки надо как-то установить на поршень, а во-вторых, компенсировать его тепловое расширение. Разрез этот называется замком кольца. Так вот, при установке колец их замки необходимо развести в разные стороны, чтобы минимизировать прорыв газов.
После выполнения всех вышеперечисленных операций мы нанесли на цилиндры свежее масло, установили на поршень специальное приспособление для обжима колец, четко сориентировали поршень относительно коленвала и блока, и легкими ударами рукояткой молотка установили шатунно-поршневую группу в блок.
Если бы мы разбирали шатунно-поршневую группу, то при ее сборке пришлось бы следить за правильной установкой шатуна относительно поршня — в противном случае может возникнуть чрезмерный износ шатунных шеек коленвала. Нельзя изменять и расположение поршня в цилиндре: это очень важно, так как ось пальца самую малость не совпадает с осью поршня. Если нарушить установку, со временем в двигателе может возникнуть стук. Установив все поршни в блок цилиндров, мы подвели шатуны к шейкам коленчатого вала, установили крышки шатунов и затянули гайки их крепления с определенным моментом затяжки.
Отдельно остановлюсь на подборе прокладки головки блока цилиндров: у всех современных дизельных двигателей необходимо подбирать прокладку ГБЦ по толщине. Толщина эта будет зависеть от величины выступания поршня над поверхностью блока цилиндров. Так, после сборки КШМ каждый из поршней поочередно выводят в ВМТ и с помощью индикатора часового типа на стойке измеряют выступание поршня. Замер выполняют в двух противоположных точках поршня, потом вычисляют среднее арифметическое и в зависимости от высоты выступания подбирают толщину прокладки. Это — весьма важный момент, не уделив должного внимания которому можно поплатиться скорым прогоранием прокладки.
Толщина эта будет зависеть от величины выступания поршня над поверхностью блока цилиндров. Так, после сборки КШМ каждый из поршней поочередно выводят в ВМТ и с помощью индикатора часового типа на стойке измеряют выступание поршня. Замер выполняют в двух противоположных точках поршня, потом вычисляют среднее арифметическое и в зависимости от высоты выступания подбирают толщину прокладки. Это — весьма важный момент, не уделив должного внимания которому можно поплатиться скорым прогоранием прокладки.
После установки всех и вся в блок цилиндров, мы накрыли его снизу масляным поддоном, предварительно тщательно очистив оный, промыв и высушив. Непосредственно перед установкой поддона на его поверхность нанесли специальный герметик и в течение 15 минут после нанесения установили поддон на блок, затянув болты крепления с необходимым моментом затяжки.
Ремонт завершен!
На этом ремонт нашего мотора был завершен — пожалуй, нам удалось описать его в мельчайших подробностях. Вместо вывода можно было бы составить оду моторному маслу, но мы ограничимся малым, сказав очевидное: следите за тем, что льете в системы двигателя. Это, разумеется, не решит абсолютно всех потенциальных проблем вроде перегрева или перегрузки, но определенно поможет мотору прожить более долгую и счастливую жизнь.
Вместо вывода можно было бы составить оду моторному маслу, но мы ограничимся малым, сказав очевидное: следите за тем, что льете в системы двигателя. Это, разумеется, не решит абсолютно всех потенциальных проблем вроде перегрева или перегрузки, но определенно поможет мотору прожить более долгую и счастливую жизнь.
Опрос
Приходилось ли вам ремонтировать блок цилиндров на своем автомобиле?
Всего голосов:
Блок цилиндров: как он появился, развивался и зачем вообще нужен
Гражданское моторостроение – это очень консервативная отрасль. Все те же коленчатый вал, поршни, цилиндры, клапаны, как и 100 лет назад. Удивительные бесшатунные, аксиальные и другие схемы никак не хотят внедряться, доказывая свою непрактичность. Даже двигатель Ванкеля, большой прорыв шестидесятых, фактически остался в прошлом.
Все современные «новшества», если присмотреться, лишь внедрение гоночных технологий пятидесятилетней давности, приправленное дешевой в производстве электроникой для более точного управления «железяками». Прогресс в строительстве двигателей внутреннего сгорания – скорее в синергии небольших изменений, чем в глобальных прорывах.
И жаловаться-то вроде бы грех. Про надежность и ремонтопригодность в этот раз не будем, а мощость, чистота и экономичность современных двигателей для человека из семидесятых годов показались бы истинным чудом. А если отмотать еще несколько десятилетий?
Сотню лет назад моторы были еще карбюраторные, с зажиганием от магнето, обычно нижнеклапанные или даже с «автоматическим» впускным клапаном… И ни о каких наддувах еще и не думали. А еще старые-старые двигатели не имели детали, которая сейчас является главным его компонентом – блока цилиндров.
До внедрения блока
Первые моторы имели картер, цилиндр (или несколько цилиндров), но блока у них не было. Вы удивитесь, но основа конструкции – картер – частенько был негерметичным, поршни и шатуны были открыты всем ветрам, а смазывались из масленки капельным способом. Да и само слово «картер» сложно применимо к конструкции, сохраняющей взаимное положение коленчатого вала и цилиндра в виде ажурных кронштейнов.
Вы удивитесь, но основа конструкции – картер – частенько был негерметичным, поршни и шатуны были открыты всем ветрам, а смазывались из масленки капельным способом. Да и само слово «картер» сложно применимо к конструкции, сохраняющей взаимное положение коленчатого вала и цилиндра в виде ажурных кронштейнов.
У стационарных двигателей и судовых подобная схема сохраняется и по сей день, а автомобильные ДВС все же нуждались в большей герметичности. Дороги всегда были источником пыли, которая сильно вредит механизмам.
Первопроходцем в области «герметизации» считается компания De Dion-Bouton, которая в 1896 году запустила в серию мотор с цилиндрическим закрытым картером, внутри которого размещался кривошипно-шатунный механизм.
На фото: мотор Де-ДионПравда, газораспределительный механизм с его кулачками и толкателями размещался еще открыто – это было сделано ради лучшего охлаждения и ремонта. Кстати, к 1900 году эта французская компания оказалась крупнейшим производителем машин и ДВС в мире, выпустив 3 200 моторов и 400 автомобилей, так что конструкция оказала сильное влияние на развитие моторостроения.
…и тут появляется Генри Форд
Первая массовая конструкция с цельным блоком цилиндров до сих пор остается одной из самых массовых машин в истории. Модель Ford T, появившаяся в 1908 году, имела четырехцилиндровый мотор, с чугунной головкой блока, нижними клапанами, чугунными поршнями и блоком цилиндров – опять же из чугуна. Объем мотора был вполне «взрослый» по тем временам, 2,9 литра, а мощность в 20 л. с. еще долго считали вполне достойным показателем.
На фото: двигатель Ford TБолее дорогие и сложные конструкции в те годы щеголяли раздельными цилиндрами и картером, к которому они крепились. Головки цилиндров часто были индивидуальными, и вся конструкция из головки цилиндра и самого цилиндра крепилась к картеру шпильками. После появления тенденции к укрупнению узлов картер часто оставался отдельной деталью, но блоки по два-три цилиндра все еще были съемными.
В чем смысл разделения цилиндров?
Конструкция с отдельными съемными цилиндрами выглядит сейчас несколько необычно, но до Второй мировой войны, несмотря на нововведения Генри Форда, это была одна из наиболее распространенных схем. У авиационных моторов и двигателей воздушного охлаждения она сохранилась и поныне. А у «воздушного оппозитника» Porsche 911 series 993 вплоть до 1998 года никакого блока цилиндров не было. Так зачем же разделять цилиндры?
У авиационных моторов и двигателей воздушного охлаждения она сохранилась и поныне. А у «воздушного оппозитника» Porsche 911 series 993 вплоть до 1998 года никакого блока цилиндров не было. Так зачем же разделять цилиндры?
Цилиндр в виде отдельной детали – штука вообще-то достаточно удобная. Его можно сделать из стали или любого другого подходящего материала, например, бронзы или чугуна. Внутреннюю поверхность можно покрыть слоем хрома или никельсодержащих сплавов, при необходимости сделав ее очень твердой. А снаружи нарастить развитую рубашку для воздушного охлаждения. Механическая обработка сравнительно компактного узла будет точной даже на достаточно простых станках, а при хорошем расчете крепления тепловые деформации будут минимальны. Можно сделать гальваническую обработку поверхности, благо деталь небольшая. Если у такого цилиндра появился износ или другие повреждения, то его можно снять с картера мотора и поставить новый.
Минусов тоже хватает. Помимо более высокой цены и высоких требований к качеству сборки моторов с раздельными цилиндрами серьезным недостатком является низкая жесткость такой конструкции. А значит – повышенные нагрузки и износ поршневой группы. Да и с водяным охлаждением сочетать «принцип раздельности» получается не очень удобно.
Помимо более высокой цены и высоких требований к качеству сборки моторов с раздельными цилиндрами серьезным недостатком является низкая жесткость такой конструкции. А значит – повышенные нагрузки и износ поршневой группы. Да и с водяным охлаждением сочетать «принцип раздельности» получается не очень удобно.
Из мейнстрима моторы с раздельными цилиндрами ушли уже очень давно – минусы перевесили. К середине тридцатых годов в автомобилестроении подобные конструкции уже почти не встречались. Разнообразные комбинированные конструкции – например, с блоками из нескольких цилиндров, общим картером и головкой блока – попадались на мелкосерийных люксовых авто с объемными моторами (можно вспомнить подзабытую марку Delage), но к концу 30-х это все вымерло.
Победа цельночугунной конструкции
Привычная нам сегодня конструкция победила благодаря своей простоте и низкой стоимости изготовления. Большая отливка из дешевого и прочного материала после точной механообработки получается все равно дешевле и надежнее, чем отдельные цилиндры и тщательная сборка всей конструкции. А на нижнеклапанных моторах клапаны и распределительный вал располагаются тут же, в блоке, что еще больше упрощает конструкцию.
А на нижнеклапанных моторах клапаны и распределительный вал располагаются тут же, в блоке, что еще больше упрощает конструкцию.
Рубашка системы охлаждения отливалась в виде полостей в блоке. Для особых случаев можно было применить и отдельные гильзы цилиндров, но мотор на Ford T таких изысков не имел. Чугунные поршни со стальными компрессионными кольцами работали прямо по чугунному цилиндру. И кстати, маслосъемное кольцо в привычном нам виде там отсутствовало, его роль выполняло нижнее третье компрессионное, расположенное ниже поршневого пальца.
На фото: Ford Model TТакая «цельночугуниевая» конструкция доказала свою надежность и технологичность за много лет производства. И была перенята у Форда такими массовыми производителями, как GM, на долгие последующие годы.
Правда, отливка блоков с большим числом цилиндров оказалась технологически сложной задачей, и многие моторы имели по два-три полублока с несколькими цилиндрами в каждом. Так, рядные «шестерки» тридцатых годов иногда имели два трехцилиндровых полублока, а уж рядные «восьмерки» и подавно изготавливали по такой схеме. Например, мощнейший мотор Duesenberg Model J был изготовлен именно так: два полублока были накрыты единой головкой.
Например, мощнейший мотор Duesenberg Model J был изготовлен именно так: два полублока были накрыты единой головкой.
Впрочем, к началу сороковых годов прогресс позволил создавать и цельные блоки такой длины. Например, блок Chevrolet Straight-8 «Flathead» был уже цельным, что снижало нагрузку на коленчатый вал.
Чугунные гильзы в чугунном же блоке тоже были достаточно удачным решением. Высокопрочный легированный химически стойкий чугун стоил дороже обычного, и отливать из него весь большой блок не имело смысла. А вот сравнительно небольшая «мокрая» или «сухая» гильза оказалась хорошим вариантом.
Освоенная в довоенные еще годы принципиальная конструкция моторов не меняется много десятилетий подряд. Блоки цилиндров многих современных моторов отлиты из серого чугуна, иногда со вставками из высокопрочного в зоне верхней мертвой точки. Например, чугунный блок имеет вполне современный Renault Kaptur с мотором F4R, об обслуживании которого мы писали на днях. Чугун хорош, в частности, тем, что блок из него легко поддается капремонту расточкой цилиндров большего диаметра. Если, конечно, производитель выпускает поршни «ремонтного» размера.
Чугун хорош, в частности, тем, что блок из него легко поддается капремонту расточкой цилиндров большего диаметра. Если, конечно, производитель выпускает поршни «ремонтного» размера.
Правда, с годами блоки становятся все более «ажурными» и менее массивными. По ранним блокам цифры найти сложно, но давайте возьмем два семейства моторов с разницей чуть более чем в 10 лет. У блока серии GM Gen II середины 90-х толщина стенки моторов колебалась от 5 до 9 мм. У современного VW EA888 конца 2000-х – уже от 3 до 5. Но мы явно забегаем вперед…
Делаем блок легче
Утончение стенок, чем вовсю занимаются конструкторы в последние годы – это, как вы понимаете, не единственный способ снизить вес блока. В 20-30-е годы о экономии массы и топлива думали существенно меньше, чем сейчас, но первые попытки облегчения делались. И уже тогда додумались использовать алюминий.
На гоночных и спортивных машинах той эпохи можно было встретить симбиоз из алюминиевого картера и головки блока с чугунной отливкой блоков цилиндров. Затем прогресс в металлообработке позволил создать более удобный вариант подобного симбиоза. Блок цилиндров оставался цельным, но отливался из алюминия, что снижало его массу в три-четыре раза, в том числе и за счет лучших литьевых качеств металла. Сами же цилиндры изготавливали в виде чугунных гильз, которые запрессовывали в блок.
Затем прогресс в металлообработке позволил создать более удобный вариант подобного симбиоза. Блок цилиндров оставался цельным, но отливался из алюминия, что снижало его массу в три-четыре раза, в том числе и за счет лучших литьевых качеств металла. Сами же цилиндры изготавливали в виде чугунных гильз, которые запрессовывали в блок.
Гильзы делились на «сухие» и «мокрые», разница в общем-то понятна из названия. В блоках с сухой гильзой она вставлялась в алюминиевый цилиндр (или вокруг нее отливался блок) с натягом, а «мокрая» гильза просто закреплялась в блоке нижним концом, а при установке ГБЦ полость вокруг превращалась в рубашку охлаждения. Второй вариант оказался перспективнее на тот момент, поскольку упрощал отливку и снижал массу деталей. Но в дальнейшем рост требований к жесткости конструкции, а также сложность сборки подобных двигателей оставили эту технологию «за бортом» прогресса.
Сухие же гильзы в алюминиевом блоке – это и сейчас самый распространенный вариант изготовления детали. И один из самых удачных, ведь чугунная гильза изготавливается из высококачественного легированного чугуна, алюминиевый блок жесткий и легкий. К тому же теоретически эта конструкция еще и ремонтопригодна, как и чугунные блоки. Ведь изношенную гильзу можно «вынуть» и запрессовать новую.
И один из самых удачных, ведь чугунная гильза изготавливается из высококачественного легированного чугуна, алюминиевый блок жесткий и легкий. К тому же теоретически эта конструкция еще и ремонтопригодна, как и чугунные блоки. Ведь изношенную гильзу можно «вынуть» и запрессовать новую.
Что дальше?
Единственная принципиально новая технология последних лет – это еще более легкие блоки с напылением сверхпрочного и сверхтонкого слоя на внутреннюю поверхность цилиндров. Подробно о плюсах и минусах, и даже о способах капремонта подобных конструкций я уже писал – повторяться смысла нет. Концептуально мы имеем все тот же ДВС образца 30-х годов. И есть все основания полагать, что до конца «эры внутреннего сгорания», когда доведут до ума электромобили, моторы на жидких углеводородах останутся примерно такими же.
Восстановление блока цилиндров двигателя: дефектовка и ремонт
Как известно, блок цилиндров двигателя является основой любого ДВС. Фактически, блок представляет собой объемную деталь, внутри которой размещаются различные узлы и механизмы (поршни и кольца, а также гильзы ЦПГ, коленчатый вал, шатуны КШМ и т.д.).
Фактически, блок представляет собой объемную деталь, внутри которой размещаются различные узлы и механизмы (поршни и кольца, а также гильзы ЦПГ, коленчатый вал, шатуны КШМ и т.д.).
Не удивительно, что повреждения блока цилиндров не только нарушат работоспособность, но и выведут из строя силовой агрегат. По этой причине восстановление блока и его ремонт должен быть выполнен качественно и своевременно.
Содержание статьи
Основные дефекты и неисправности блока цилиндров двигателя
Начнем с того, что существует два вида блоков цилиндров:
- чугунные БЦ;
- блоки из алюминиевых сплавов;
Как правило, блоки из чугуна дополнительно упрочнены при помощи графита, а облегченные изделия из алюминия делают гильзованными (в блок вставляется гильза из чугуна). Также существуют алюминиевые блоки цилиндров без гильз. В состав сплава включен кремний, который значительно упрочняет блок.
Также существуют алюминиевые блоки цилиндров без гильз. В состав сплава включен кремний, который значительно упрочняет блок.
Что касается гильзованных блоков, гильзы бывают «мокрыми» и «сухими». В первом случае охлаждающая жидкость напрямую контактирует с гильзой, тогда как во втором гильза плотно запрессована в тело блока во время изготовления.
Так или иначе, каждое решение имеет свои плюсы и минусы, а также в процессе эксплуатации возникают различные повреждения и дефекты блока цилиндров или дефекты гильз блока (в зависимости от типа БЦ).
Ремонт блока цилиндров необходимо начинать с установления причины неисправностей и дефектовки. Зачастую основной проблемой на моторах с большим пробегом является износ поверхности цилиндра или гильзы. На поверхности (зеркале) цилиндра появляются задиры, могут образоваться трещины, раковины и т.д.
Также нередко возникает износ цилиндров по направлению оси коленвала. Как правило, к повреждениям цилиндров на «свежем» моторе приводит перегрев двигателя или гидроудар, а также снижение уровня или значительная потеря свойств моторного масла.

Реже причиной дефектов блока становится неожиданное разрушение поршневых колец и другие непредвиденные поломки. Еще добавим, что в БЦ часто происходит деформация постели подшипников коленвала и т.п.
- Что касается износа поверхностей цилиндров, в этом случае такой износ зачастую является «естественным», то есть становится результатом эксплуатации двигателя в нормальных рабочих режимах. Сам ремонт цилиндров в этом случае зачастую предполагает расточку и хонингование цилиндра (нанесение хона). Это позволяет убрать эллипсность цилиндра, удалить царапины и задиры на зеркале.
- Более сложным случаем можно считать обрыв шатуна,
так как повреждения обычно более серьезные. Также причиной возникновения дефектов блока является и обрыв клапана, разрушение седла клапана и т.д. Результат — задиры на поверхности цилиндра и другие повреждения. Также в списке частых неисправностей следует выделить трещины блока или гильзы. - Еще добавим, что существуют так называемые «скрытые» проблемы, то есть определить дефекты визуально в рамках поверхностного осмотра может быть затруднительно.
 При этом неквалифицированный ремонт, который ограничен банальной заменой изношенных частей, все равно приведет к тому, что двигатель потребуется разбирать повторно через несколько сотен или тыс. километров пробега.
При этом неквалифицированный ремонт, который ограничен банальной заменой изношенных частей, все равно приведет к тому, что двигатель потребуется разбирать повторно через несколько сотен или тыс. километров пробега.
К указанным «скрытым» дефектам, прежде всего, следует отнести деформацию блока цилиндров. Зачастую такая деформация является следствием нарушения технологии в процессе изготовления блока. Простыми словами, если в блоке не снять внутреннее напряжение, возникнет деформация.
Кстати, данная проблема больше присуща блокам из чугуна. Также к деформации блока (как чугунного, так и алюминиевого) может привести перегрев двигателя или его неравномерный нагрев во время эксплуатации.
Восстановление цилиндров двигателя
Итак, ремонт блока цилиндров и восстановление самих цилиндров предполагает:
Для многих двигателей растачивание цилиндров является обязательной процедурой в рамках капитального ремонта мотора. Для выполнения процедуры используется специальный станок для расточки цилиндров двигателей. Под самой расточкой блока следует понимать обработку внутренней поверхности.
Под самой расточкой блока следует понимать обработку внутренней поверхности.
Такая обработка фактически представляет собой снятие слоя металла для выравнивания неровностей, удаления задиров, сглаживания раковин и т.д. Главная задача обработки заключается в том, чтобы придать цилиндрам нормальную форму (цилиндрическую).
Следующим шагом после расточки является хонингование. Нанесение хона на внутренние поверхности цилиндров выполняется абразивным мелкозернистым материалом (хонинговальный брус на хонинговальной головке). Сама хонинговальная головка крепится в шпинделе хонинговального станка. Такой станок позволяет реализовать вращательные и возвратно-поступательные движения.Еще ремонт блока цилиндров может предполагать гильзовку или перегильзовку. В первом случае следует понимать установку гильз, хотя заводская конструкция изначально этого не предполагает. Во втором изношенную гильзу извлекают из блока, после чего устанавливают ремонтную новую.
Как правило, гильзовка блока может быть выполнена двумя способами, когда гильзу охлаждают жидким азотом или же осуществляется нагрев ответной детали. В первом случае охлажденная гильза уменьшается в размере и с легкостью ставится (запрессовывается) на посадочное место. Второй способ предполагает нагрев. Оба метода запрессовки гильз позволяет добиться нужного натяга.
В первом случае охлажденная гильза уменьшается в размере и с легкостью ставится (запрессовывается) на посадочное место. Второй способ предполагает нагрев. Оба метода запрессовки гильз позволяет добиться нужного натяга.
Напоследок отметим, что также в рамках восстановления блока может потребоваться выполнить ремонт постели подшипников коленчатого вала. Также в некоторых случаях возникает необходимость устранить деформацию блока. Для этого используется метод искусственного старения, когда блок нагревают до определенной температуры, после чего производится обработка различных участков.
Рекомендуем также прочитать статью о том, что такое гильзовка блока цилиндров. Из этой статьи вы узнаете о том, для чего выполняется данная процедура, а также когда возникает необходимость загильзовать двигатель, который изначально не рассчитан на установку гильз в блоке цилиндров.Что в итоге
Как видно, существует достаточно много неисправностей самого блока цилиндров. Некоторые можно считать мелкими (например, если болт обломался в блоке и т.п.), тогда как другие являются достаточно серьезными (например, износ стенок цилиндра, трещины и т.д.)
При этом важно понимать, что в каждом случае технология ремонта блока цилиндров может отличаться. Также сложность ремонта блока двигателя напрямую будет зависеть от самой проблемы, от общего состояние поврежденной детали, от особенностей конструкции и т.д.
На практике это означает, что в одних случаях можно выполнить восстановление блока цилиндров своими руками даже в условиях гаража, тогда как в других потребуется обязательное наличие спецоборудования (станки для расточки блока, хонингования, шлифовки). Также очень важным аспектом является опыт и квалификация самого мастера.
С учетом вышесказанного становится понятно, что доверять выполнение подобных работ следует только опытным специалистам, а сам двигатель оптимально ремонтировать на таких СТО, где реализована возможность производить все необходимые операции прямо на месте. Прежде всего, это позволит сократить сроки ремонта, а также зачастую может служить гарантией качества.
Прежде всего, это позволит сократить сроки ремонта, а также зачастую может служить гарантией качества.
Читайте также
Ремонт Блока Цилиндров / Всё для моторов
Ремонт и восстановление блока цилиндров двигателя
Компания All4Motoros проводит комплексный ремонт блоков цилиндров бензиновых и дизельных двигателей, а так же восстановление ремонтно пригодных блоков двигателя.
Процесс ремонта блока цилиндров требует применения специализированного оборудования и высокоточных автоматизированных станков для проведения работ по расточке, хонинговке, сварке и тд. Для достижения высокого качества и предоставления гарантии на работы по ремонту блока двигателя. Все работы по ремонту должны выполняться высоко квалифицированными профессионалами с большим опытом работы с применением качественного импортного оборудования, для гарантии выполнения ремонтных работ согласно спецификацией завода производителя.

1. Химическая Мойка Головки блока Цилиндров.
Перед началом дефектовочных работ и ремонтом блока цилиндров производится обязательная Мойка Блока Цилиндров на специализированном оборудовании. Для достижения лучшего вымывания всех грязевых и масляных отложений из двигателя перед установкой блока цилиндров на стенд моечного комплекса проводятся следующие подготовительные операции: — Внешняя обработка блока ДВС от налёта и внешних отложений, затем с помощью спец. оборудования начинается выпрессовка заглушек масляных каналов, для более тщательной мойки. Затем Блок двигателя размещается на стенде современного моечного комплекса для тщательной промывки всех внутренних каналов и плоскостей новейшими моющими средствами, что позволяет отмыть блок двигателя практически до идеального состояния, а так же получить уверенность в полном удалении масляных отложений даже труднодоступных местах блока двигателя.
2.Расточка блока и хонинговка цилиндров
При выполнении работ по расточке блока — наша компания All4Motoros использует только новейшие технологии, которые выполняем на усовершенствованных станках зарубежных брендов. Высокое качество проведения работ по расточке и хонингованию блока цилиндров гарантирует большой ресурс остаточный ресурс отремонтированного блока цилиндров. Вначале ремонтных работ по блоку цилиндров производятся контрольные замеры Выработки рабочих и привалочных поверхностей, а так же состояния и расположение опорных шеек коленвала относительно блока цилиндров. По результатам проведения замеров принимается решение о стоимости и сроках проведения восстановительных работ по блоку цилиндров. Если в результате промера цилиндров — блок подлежит расточке, то наши мастера произведут его расточку под ремонтный размер и путем хонингования нанесут на зеркало цилиндра микроструктурный сетчатый «узор», который необходим для удержания масляной пленки на стенках цилиндра. Удержание масляной пленки на зеркале цилиндра обеспечивает необходимый тепловой зазор между рабочей поверхностью поршня и стенками цилиндра. Процедура обработки внутренней поверхности блока, а именно цилиндров, которые может быть нарушены в период эксплуатации двигателя, что проводит к критическим тепловым зазорам в следствии образования эллипсности цилиндра и называется расточкой блока цилиндров.
Высокое качество проведения работ по расточке и хонингованию блока цилиндров гарантирует большой ресурс остаточный ресурс отремонтированного блока цилиндров. Вначале ремонтных работ по блоку цилиндров производятся контрольные замеры Выработки рабочих и привалочных поверхностей, а так же состояния и расположение опорных шеек коленвала относительно блока цилиндров. По результатам проведения замеров принимается решение о стоимости и сроках проведения восстановительных работ по блоку цилиндров. Если в результате промера цилиндров — блок подлежит расточке, то наши мастера произведут его расточку под ремонтный размер и путем хонингования нанесут на зеркало цилиндра микроструктурный сетчатый «узор», который необходим для удержания масляной пленки на стенках цилиндра. Удержание масляной пленки на зеркале цилиндра обеспечивает необходимый тепловой зазор между рабочей поверхностью поршня и стенками цилиндра. Процедура обработки внутренней поверхности блока, а именно цилиндров, которые может быть нарушены в период эксплуатации двигателя, что проводит к критическим тепловым зазорам в следствии образования эллипсности цилиндра и называется расточкой блока цилиндров.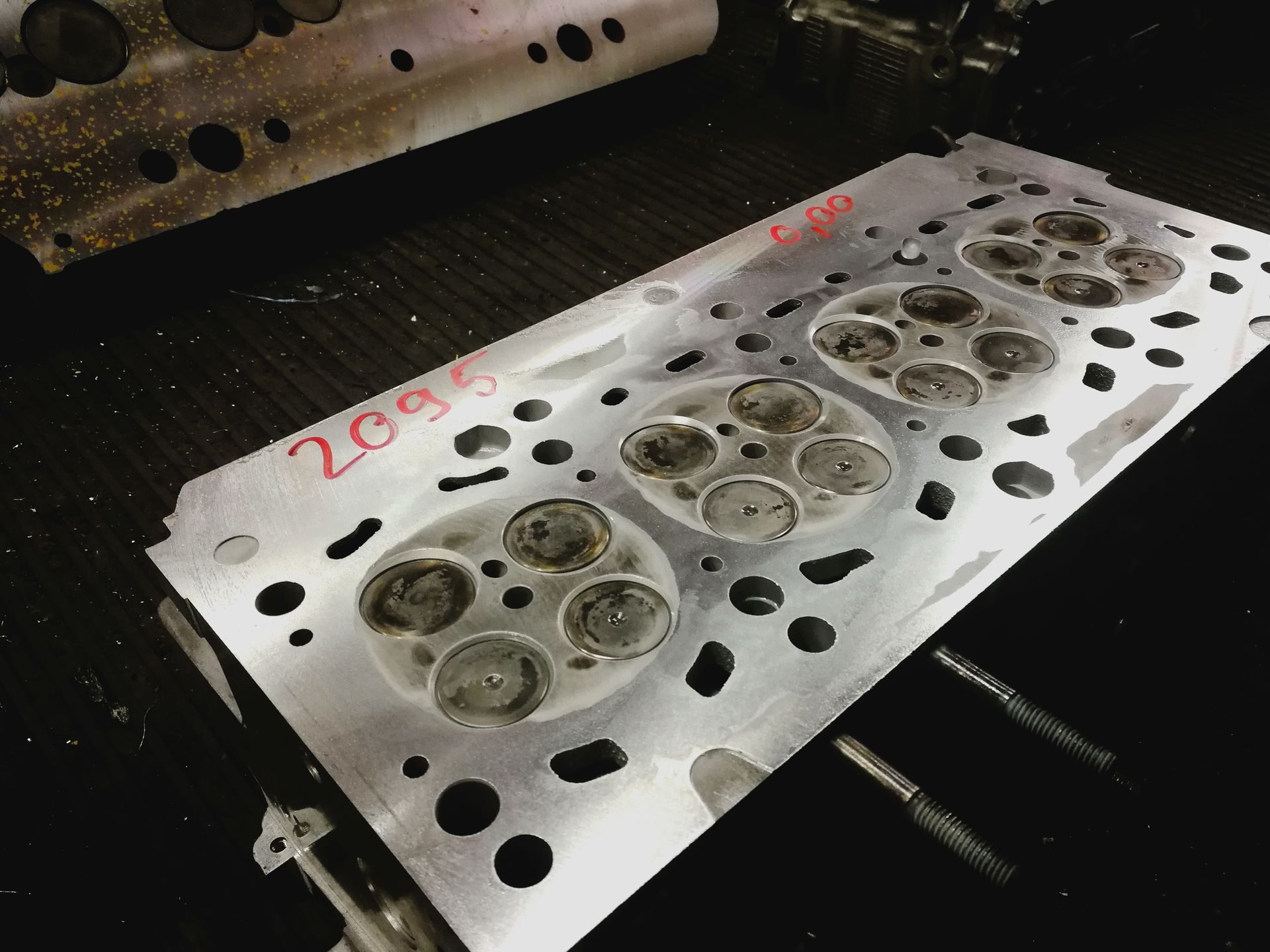 В случае когда блок двигателя уже исчерпал все возможные ремонтные размеры и нет возможности произвести расточку в ремонтный размер, то нашими мастерами будет произведена гильзовка блока цилиндров, что даст возможность восстановить Ваш блок в стандартных размерах поршневой группы.
В случае когда блок двигателя уже исчерпал все возможные ремонтные размеры и нет возможности произвести расточку в ремонтный размер, то нашими мастерами будет произведена гильзовка блока цилиндров, что даст возможность восстановить Ваш блок в стандартных размерах поршневой группы.
3. Гильзовка Блока Цилиндров
Мы выполняем работы по гильзовке блока цилиндров из любых металлов и сплавов, силами наших высококвалифицированных мастеров с многолетним стажем работы в короткие строки 1-2 дня. После проведения замеров цилиндров двигателя и выявления превышения допустимого износа зеркала цилиндра при котором не представляется возможным произвести расточку блока под ремонтный размер, остается последний технологически приемлемый вариант — Установка Гильз.
Ремонтные работы по гильзовке блока цилиндров имеют незначительное технологическое отличие, от типа блока: Чугунный или Алюминиевый.
При установке «Сухой» гильзы в чугунный блок сначала выполняются токарные работы по расточке блока цилиндров под ремонтный размер гильзы, а уже затем в блок двигателя запрессовывается гильза. При расточке блока двигателя для запрессовки гильзы, наши мастера неоднократно промеряю размеры и геометрию посадочного отверстия под ремонтную гильзу — это одна из важнейших операций, так как от качества ее исполнения будет зависеть дальнейший ресурс двигателя. В завершении токарных работ обязательно проводиться очистка и мойка подготовленных отверстий под гильзы. Все работы по расточке и установке гильз выполняются на современном оборудовании иностранного производства с высоким классом точности.
При расточке блока двигателя для запрессовки гильзы, наши мастера неоднократно промеряю размеры и геометрию посадочного отверстия под ремонтную гильзу — это одна из важнейших операций, так как от качества ее исполнения будет зависеть дальнейший ресурс двигателя. В завершении токарных работ обязательно проводиться очистка и мойка подготовленных отверстий под гильзы. Все работы по расточке и установке гильз выполняются на современном оборудовании иностранного производства с высоким классом точности.
Основное отличие «Сухих» гильз от «Мокрых» в том, что «мокрые» гильзы имеют постоянный контакт с охлаждающей жидкостью и процесс их замены намного быстрее, так как не требуется предварительная механическая обработка блока двигателя.
На данный момент Мы можем предложить два варианта запрессовки гильзы в блок двигателя.
А. «На холодную» — Блок Двигателя Фиксируется в подвижной каретке станка, а гильза запрессовывается с помощью гидравлического пресса.
Б. «На горячую» — Термический способ установки гильзы: Производится равномерный нагрев блока цилиндров до 145 градусов, а ремонтная гильза охлаждается азотом и устанавливается в блок.
4. Перепрессовка поршней
Мы производим перепресовку всех видов пальцев поршня одним из методов запресовки: «Холодным и «Горячим».
Порядок работ по Выпресовки-Запресовки поршневого пальца в поршень:
- 1. Производим нагрев в специализированной термопечи до 230 градусов. (В зависимости от технической спецификации нагревается либо поршень, либо шатун).
- 2. Производится фиксация шатуна в специализированном прессовом станке.
- 3. С помощью переходника — оправки, производится запрессовка или выпрессовка пальца из поршня.
5. Мы проводим ремонтные работы по восстановлению балансирных и промежуточных валов блока двигателя
После проведение промерных работ по определению износа рабочих поверхностей вала, нашими специалистами принимается решение о возможности ограничиться только заменой вкладышей или произвести ремонтные работы по расточке и наплавке балансирного или промежуточного вала.
6. Восстановление постелей коленвала
При повреждении шейки коленчатого вала (образовании задира) а так же при большом износе постели, а также при изменении геометрии посадочной плоскости коленвала в следствии перегрева — Производиться ремонт постели коленчатого вала: путем расточки или наплавки рабочих поверхностей. Конечной операцией, после проведения расточки или наплавки постелей коленвала производиться финишный замер соосности коленвала относительно пастели, что является обязательно процедурой внутреннего контроля качественного выполнения работ.
7. Проведение Фрезеровочных работ по блоку цилиндров
При значительно перегреве двигателя может произойти не только деформации привалочной плоскости головки блока цилиндров, но и самого блока цилиндров. Вслед за проведением замеров кривизны поверхностей определяется допустимая высота снимаемой плоскости для проведения фрезеровочных работ и восстановления параметров привалочной плоскости.
 Мы проводим ремонтно шлифовальные работы блоков цилиндров из любых металлов и сплавов которые поддаются фрезеровке в промышленных условиях.
Мы проводим ремонтно шлифовальные работы блоков цилиндров из любых металлов и сплавов которые поддаются фрезеровке в промышленных условиях. 8. Опрессовка блока цилиндров
При невозможности визуально выявит место утечки антифриза или моторного масла на специальном станке выполняется процедура опрессовки блока двигателя.
Сам процесс по проведению опрессовки достаточно прост:
- а. Все технологические отверстия блока двигателя перекрываются специальными заглушками, которые гарантируют отсутствия утечек.
- б. Блок двигателя погружается в специализированную чашу которая заполнена подогретой до 76 градусов водой.
- в. Через заглушку блока двигателя оснащенную техническим клапаном подается воздушная смесь под давлением около 7 атмосфер.
Мы производим опресовку блока цилиндров в кратчайшие сроки с гарантией!
9. Замена никасилового покрытия (никасил nikasik) или алюсилового (алюсил / alusil) на чугунное
Замена никасилового покрытия (никасил nikasik) или алюсилового (алюсил / alusil) на чугунное
Никасиловые и алюсиловые блоки цилиндров выделяются на фоне других своими динамическими характеристиками. Немаловажная характеристика таких аллюминиевых эсплавов это высокая теплопроводимость, благодаря чему блок разогревается быстрее и равномернее. И именно из-за высокотехнологичного процесса литья таких блоков ремонт никосиловых покрытий цилиндров практически не подлежат восстановлению. Самое оптимальное в данной ситуации это произвести гильзовку блока заменив никосиловые или алюсиловые гильзы на чугунные.
На примере никосиловый (nikosil) блок компании Mercedes M272. На первой фотографии задранная гильза никосилового блока мерседес. На второй подготовка блока к гильзовке, снимается слой никосила. На третьей готовый блок с чугунной гильзой. Причины задира обычно это неправильная эксплуатация двигателя, перегрев или маслянное голодание.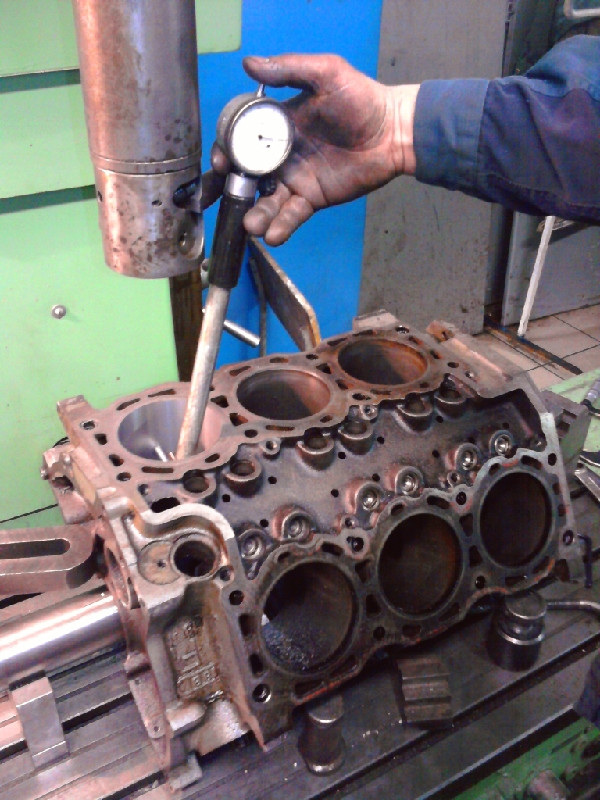 После гильзовки блока чугуном Ваш двигатель проедет еще более 200 тысяч км! (конечно при грамотной эксплуатации двигателя).
После гильзовки блока чугуном Ваш двигатель проедет еще более 200 тысяч км! (конечно при грамотной эксплуатации двигателя).
Наша компания производит профессиональную гильзовку двигателей с заменой никасиловых или алюсиловых гильз на чугунные с гарантией и в короткие сроки!
пошаговая инструкция с описанием, устройство, принцип работы, советы мастеров
Блок – это основная часть практически любого двигателя внутреннего сгорания. Именно к блоку цилиндров (далее по тексту БЦ) крепятся все прочие детали, начиная от коленвала и заканчивая головкой. Изготавливают БЦ сейчас преимущественно из алюминия, а ранее, в более старых моделях авто, они были чугунными. Поломки блоков цилиндров – отнюдь не редкость. Поэтому начинающим автовладельцам будет интересно узнать о том, как ремонтировать данный узел. Давайте узнаем о типичных поломках, а также о способах и технологиях ремонта блока цилиндров двигателя. Эта информация будет интересна для каждого, кто владеет автомобилем.
Краткое устройство
Непосредственно внутри блока имеются сквозные отверстия со шлифованными стенками – внутри этих отверстий двигаются поршни. В нижней части БЦ сделана постель, на которой через подшипники закреплены концы коленвала. Там же сделана специальная поверхность для закрепления поддона.
В нижней части БЦ сделана постель, на которой через подшипники закреплены концы коленвала. Там же сделана специальная поверхность для закрепления поддона.
На верхней части блока имеется тоже идеально ровная шлифованная поверхность. К ней при помощи болтов прикрепляется головка. То, что многие сегодня называют цилиндрами, образуется из блока и головки. Сбоку на БЦ имеются кронштейны для крепежа двигателя к кузову автомобиля.
Внутри цилиндра могут быть установлены гильзы. Они широко применяются в алюминиевых блоках. Каждая деталь, которая крепится к мотору, оснащена уплотнительными прокладками, которые не допускают возможные утечки двигателя. Благодаря данным элементам антифриз не смешивается с маслом и наоборот. Прокладки всегда должны быть целыми, иначе это плохо влияет на работу ДВС.
Типичные неисправности
Прежде чем заниматься темой ремонта блока цилиндров двигателя, необходимо ознакомиться с наиболее частыми неполадками данного узла. Какие-то неполадки можно устранить своими силами в гаражных условиях, для устранения других понадобится специальное оборудование.
В процессе работы двигателя в блоке цилиндров ДВС могут образоваться следующие виды дефектов. Это естественный износ стенок цилиндра, задиры и риски на стенках. Также нередко образуются трещины как цилиндров, так и водяной рубашки или ГБЦ. Подвергаются износу и клапанные седла. Также на них могут образоваться трещины или раковины. Ломаются шпильки, а также болты, крепящие головку блока цилиндров к самому блоку.
Есть и менее серьезные проблемы – это накипь в рубашке системы охлаждения, а также нагар в ГБЦ. Из-за коррозионных процессов, работы блока в условиях повышенных температур, трения поршней и коленвала о стенки цилиндра они со временем приобретают эллипсность в плоскости, где качается шатун. Также образуется конусность по длине цилиндров.
Причины износа
Когда топливо сгорает в камере сгорания, газы попадают в канавки поршневых колец и сильно отжимают их к зеркалу цилиндра. Сила давления по мере того, как поршень движется вниз, становится меньше. Поэтому цилиндры изнашиваются в верхней части больше, чем в нижней. Что касается смазки, то в верхней части цилиндров она хуже из-за воздействия высоких температур. Сила, которая действует на поршень в двигателе при его рабочем ходе, делится на две важные составляющие.
Что касается смазки, то в верхней части цилиндров она хуже из-за воздействия высоких температур. Сила, которая действует на поршень в двигателе при его рабочем ходе, делится на две важные составляющие.
Первая часть этой силы направлена вдоль шатунов. Вторая часть направлена перпендикулярно оси цилиндров. Она прижимает поршни к левой стороне стенки. Когда сжатие передается от коленвала к шатуну, то сила также разлагается на две части – одна работает вдоль шатунов и сжимает топливную смесь, а вторая жмет поршень к правой стенке цилиндров. Боковые силы работают также на тактах впуска и выпуска, однако в значительно меньшей мере.
В результате действия боковых сил цилиндры имеют износ в плоскости работы шатуна и получается овальность. Значительнее износ левой стенки, так как боковая сила при рабочих ходах поршней самая высокая.
Кроме образования овальности, воздействие боковых сил также вызывает конусность. По мере того как поршень движется вниз, воздействие боковых сил уменьшается.
Задиры на стенках цилиндра образуются из-за перегревов, масляного голодания, загрязненности масла, недостаточных зазоров между стенками цилиндра и поршнем, плохо закрепленных поршневых пальцев, по причинам поломки поршневых колец. То, насколько сильно изношен цилиндр, можно определить при помощи индикатора или нутромера.
Как правильно измерить износ?
Овальность или эллипсность нужно измерять в поясе, который расположен на 40-50 мм ниже от верхней части камеры сгорания. Измерять нужно в плоскостях, которые взаимно перпендикулярны. Износ будет минимальным по оси коленвала, а максимальным – в той плоскости, которая перпендикулярна оси коленвала. Если есть разница размеров, то это и будет величиной овальности.
Чтобы определить конусность, индикатор следует индикатор установить вдоль камеры сгорания. Плоскость выбирают перпендикулярной оси коленвала. Если в показаниях индикатора имеется разность размеров, то это и есть размер конусности. При этом нужно измерять нижнюю и верхнюю часть цилиндра. Индикатор опускают строго вертикально, чтобы он не отклонятся ни в одну из сторон.
Индикатор опускают строго вертикально, чтобы он не отклонятся ни в одну из сторон.
Если размер эллипсности выше, чем допустимые 0,04 мм, а конусность более 0,06 мм, на стенках имеются задиры и риски, тогда необходим ремонт блока цилиндров двигателя.
Под ремонтом нужно понимать увеличение диаметра до ближайшего ремонтного размера, установку новых поршней и других сопутствующих элементов. В зависимости от того, насколько изношены цилиндры, их шлифуют, растачивают и затем доводят, устанавливают гильзы.
Шлифование БЦ
Эту операцию выполняют преимущественно на внутришлифовальных станках. Камень на этом оборудовании имеет значительно меньший диаметр, чем размер цилиндра. Камень может двигаться вокруг оси, по окружности цилиндра, а также вдоль оси камеры сгорания.
Процесс ремонта блока цилиндров двигателя, таким образом выполняемый, очень длительный и сложный, особенно если нужно снимать большой слой металла. Поверхность камеры сгорания становится волнистой и может забиваться пылью. Последняя проникает в поры в чугуне – после ремонта в дальнейшем это может вызывать интенсивный износ колец и поршней. Шлифовка цилиндров сейчас применяется крайне редко.
Последняя проникает в поры в чугуне – после ремонта в дальнейшем это может вызывать интенсивный износ колец и поршней. Шлифовка цилиндров сейчас применяется крайне редко.
Растачивание
Ремонт чугунных блоков цилиндров двигателя может выполняться и таким образом. Используют расточные стационарные и мобильные станки. Мобильные вертикально-расточные агрегаты крепят в процессе непосредственно к блоку. При этом для обработки первого и третьего цилиндров станок закрепляют сверху болтами, которые пропускаются через второй цилиндр. Перед тем как окончательно закрепить станок, шпиндель его тщательно центрируется с помощью кулачков. Резец настраивают на необходимый размер при помощи микрометра или нутромера.
Минусом растачивания считается необходимость последующей доводки – на поверхности без доводки остаются следы работы режущего инструмента. Доводку при ремонте блока цилиндров дизельного двигателя, бензиновых агрегатов выполняют в специальных или сверлильных станках. В более простых случаях можно обойтись электродрелью и доводочной головкой с абразивными камнями. В процессе любой доводки обрабатываемый цилиндр обильно поливают керосином.
В процессе любой доводки обрабатываемый цилиндр обильно поливают керосином.
В конце обработки конусность, а также эллипсность не должны быть более 0,02 мм. Алмазное растачивание выполняют твердосплавными резцами на малых подачах и больших скоростях. Лучше работать на специальных расточных станках.
Гильзование
Такая технология ремонта блока цилиндров двигателя выбирается, когда износ цилиндра больше, чем последний ремонтный размер. Также гильзование выбирают, если на поверхности имеются очень глубокие задиры и риски.
Цилиндр необходимо расточить до такого диаметра, который позволит установить гильзу с толщиной стенок до 2-3 мм после растачивания. В верхней части камеры сгорания нужно сделать специальную выточку под буртик для гильзы.
Гильзу изготавливают из материалов, которые близки по свойствам к материалу цилиндров. Наружный диаметр должен иметь припуск под запрессовку. Гильзу, а также стенки цилиндра смазывают маслом и гидравлическим прессом запрессовывают. Если пресса нет, гильзы можно установить при помощи ручного приспособления.
Если пресса нет, гильзы можно установить при помощи ручного приспособления.
Ремонт седел клапанов
Наряду с БЦ может понадобиться и ремонт головки блока цилиндров двигателя. Если износ седел клапанов небольшой, то это можно устранить простой притиркой клапана к седлу. Если износ значительный, тогда седло фрезеруется конусной фрезой. Первым делом обрабатывают фрезой черновой с углом 45 градусов. Далее выбирают фрезу с углом 75 градусов. После берут деталь углом в 15 градусов. Затем можно обрабатывать седло чистовой фрезой.
Фрезеровка будет эффективная только тогда, если направляющие клапанов имеют минимальный износ или вообще новые.
В процессе ремонта блока цилиндров 406 двигателя после фрезеровки седло шлифуется конусными камнями дрелью и притирается клапан. Если износ седел большой, то гнездо нужно расточить на станке торцевыми фрезами и запрессовать туда чугунное кольцо, которое затем нужно обработать в вышеописанной последовательности.
Если есть возможность замены сменного седла, то для облегчения ремонта головки блока цилиндров 406 двигателя просто меняют старое седло на новое.
Ремонт втулок клапанов
Если изношены направляющие втулки клапанов, тогда их можно восстановить развертыванием длинной разверткой под ремонтный размер. Если износ втулки значительный, то их следует удалять под прессом и менять на новые. При запрессовывании новых втулок натяг должен быть 0,03 м. Затем диаметр втулки развертывают под номинальный размер.
Ремонт направляющих толкателей
Эти элементы, изготовленные в блоке в отдельных частях в процессе ремонта головки блока цилиндров 402 двигателя, обрабатываются развертыванием под ремонтные размеры стержня толкателя или посредством замены стержней толкателей.
Заключение
Как видно, выполнить капитальный ремонт двигателя без специальных станков и специального инструмента нельзя. Но если повреждения незначительные, особо отчаянные мастера растачивают цилиндры обыкновенной электрической дрелью с наждачной бумагой. На самом деле страшного в капитальных ремонтах ничего нет – в большинстве случае цены на расточку и другие операции невысоки. Ремонт головки блока цилиндров дизельного двигателя можно выполнить в гараже своими руками по аналогии с бензиновыми ГБЦ.
Ремонт блока цилиндров двигателя своими руками » АвтоНоватор
Блок цилиндров является основной деталью двигателя. В нем и на нём находится и крепиться именно то, что мы называем двигателем. Традиционно блок цилиндров изготавливался из чугуна, теперь все чаще стали применять алюминий.
Что будем ремонтировать в блоке цилиндров?
Технология ремонта блока цилиндров, в основе своей, требует применения специализированных станков для расточки или хотингования. Хотя, в некоторых случаях, осуществляя ремонт блока цилиндров двигателя своими руками, можно применять и ручную хотинговальную головку для электродрели.
Ремонт головки блока цилиндров, или замену прокладки ГБЦ, частично тоже можно отнести к ремонту блока цилиндров. Но, речь пойдёт конкретно именно о ремонте блока цилиндров.
Как квалифицированные профессионалы, мы прекрасно понимаем, что прежде, чем браться за молоток, нужно разобраться по какой детали стучать будем. То есть речь идет о традиционных неисправностях, при которых ремонт блока цилиндров просто необходим.
Износ поверхностей цилиндров. Это основной, но не единственный дефект. Ремонт цилиндров, как правило, сводится к расточке и хотингованию цилиндра. Таким образом, убирается эллипсность, возникающая от особенностей работы поршней, удаляются царапины и задиры поверхности цилиндров.
Сильный износ цилиндра может происходить из-за большого осевого зазора в упорном подшипнике коленвала. Самым частым считается «естественный» износ поверхности цилиндра. Он происходит в итоге длительной эксплуатации в нормальном режиме. Проявляется в верхней части цилиндра в зоне ВМТ (верхней мертвой точки) в момент прихода в нее поршня.
Обрыв шатуна. Как правило, обрыв шатуна и следующие за ним сколы и пробоины нижней части цилиндра происходят из-за перегрева шатунного подшипника. Это результат недостаточной смазки подшипника.
Обрыв клапана или разрушение седла приводят к тому, что происходит повреждение в верхней части цилиндра. В этом случае на поверхности цилиндра появляются задиры или забои.
Трещины в гильзе. Этот дефект встречается редко, но он имеет место быть. Причиной этой трещины может послужить чрезмерная или неправильная затяжка болтов ГБЦ.
Зачастую задиры поверхности цилиндра являются прямым следствием перегрева двигателя. Во всех перечисленных случаях требуется ремонт цилиндров. Мероприятие не из быстрых, и недешёвых. Перечисленные дефекты и неисправности, требующие проводить ремонт блока цилиндров, относятся к числу явных.
Какие неисправности блока цилиндров не видны сразу
Их не видно, но они есть. Не знать об этих неисправностях, означает, что ремонт блока цилиндров двигателя, может перерости в неприятную эпопею. Когда после ремонта блока цилиндров, через десяток тысяч километров, двигатель опять выходит из строя.
Деформация блока. Это может произойти из-за нарушения технологии изготовления блока, когда не было снято внутреннее напряжение. Особенно это относится к чугунным блокам. Для этого существует такая технология ремонта блока цилиндров, как искусственное старение. Нагрев блока в определенной температуре и затем механическая обработка: фрезеровка плоскостей, расточка цилиндров и постели коленвала.
Ещё одна причина деформации самого блока цилиндров – неравномерность его нагрева во время эксплуатации.
Ремонт постели подшипников коленвала. Он требуется как из-за естественной деформации, так и из-за перегрева или недостатка смазки коренных подшипников.
На фоне перечисленных неисправностей, срыв шпильки или резьбы болта крепления ГБЦ – мелочь для механика. В этом случае растачивается отверстие и нарезается резьба.
Из перечня всех возможных неисправностей блока цилиндров, можно сделать вывод, что технология ремонта блока цилиндров двигателя в каждом случае может быть разной. Ремонт блока цилиндров своими руками в полном объёме вам вряд ли удастся выполнить на 100% в условиях гаража, так как определенные операции требуют специального оборудования.
Удачи вам в проведении ремонта блока цилиндров своими руками.
КОМПЛЕКТ ДЛЯ РЕМОНТА БЛОКА ЦИЛИНДРОВ ЭКСКАВАТОР E110
БАЗОВЫЙ ДВИГАТЕЛЬ
БЛОК ЦИЛИНДРОВ GPГОЛОВКА ЦИЛИНДРОВ GP
СЕРВИСНОЕ ОБОРУДОВАНИЕ И ПРИНАДЛЕЖНОСТИ
КОМПЛЕКТЫ ПРОКЛАДОК И УПЛОТНЕНИЙБАЗОВЫЙ ДВИГАТЕЛЬ
БЛОК ЦИЛИНДРОВ GPКОМПЛЕКТ ДВИГАТЕЛЯ
ДВИГАТЕЛЬ ARРАМА И КОРПУС
РАМА GPПОДКЛАДКА
IDLER GPГИДРАВЛИЧЕСКАЯ СИСТЕМА
ЦИЛИНДР GPБАЗОВЫЙ ДВИГАТЕЛЬ
БЛОК ЦИЛИНДРОВ GP# XEBP960
КОМПЛЕКТ ДЛЯ РЕМОНТА БЛОКА ЦИЛИНДРОВ
c920217 XEBP9904# XEBP961
c920219 XEBP9904# XEBP962
c920220 XEBP9904# XEBP963
c920222 XEBP9904# XEBP964
КОМПЛЕКТ ПРОКЛАДОК ДВИГАТЕЛЯ — Часть 1 из 1
c920224 XEBP9904Запчасти для вашего ЭКСКАВАТОРА E110:
CATERPILLAR SIS| Поз. | Деталь № | Кол-во | Название детали | Комментарии |
|---|---|---|---|---|
| 1-37. | 096-3386 | [1] | КОМПЛЕКТ ПРОКЛАДОК | |
| 1. | 094-7121 | [1] | ПРОКЛАДКА, RE. ПЛИТА | |
| 4. | 094-7182 | [1] | ПРОКЛАДКА, МАСЛЯНЫЙ ПОДДОН | |
| 099-2182 | [1] | ПРОКЛАДКА, МАСЛЯНЫЙ ПОДДОН | ||
| 4А. | 094-9656 | [1] | ПРОКЛАДКА, МАСЛЯНЫЙ СЛИВ | |
| 5. | 094-7131 | [1] | ПРОКЛАДКА, КАРТЕР ПЕРЕДАЧ | |
| 6. | 094-7090 | [1] | ПРОКЛАДКА, ГОЛОВКА ЦИЛИНДРА | |
| 7. | 094-7114 | [1] | ПРОКЛАДКА, КРЫШКА КАМИНА | |
| 9. | 094-7177 | [4] | ПРОКЛАДКА, ВПУСКНОЙ ПАТРУБОК | |
| 10. | 094-7180 | [4] | ПРОКЛАДКА, ВЫПУСКНОЙ ПАТРУБОК | |
| 094-7257 | [1] | ПРОКЛАДКА, ВЫПУСКНОЙ ПАТРУБОК | ||
| 11. | 094-7052 | [1] | ПРОКЛАДКА, ТУРБО ЗАРЯДНОЕ УСТРОЙСТВО | |
| 094-7053 | [1] | ПРОКЛАДКА, ТУРБО ЗАРЯДНОЕ УСТРОЙСТВО | ||
| 095-4543 | [3] | ПРОКЛАДКА, ТУРБО ЗАРЯДНОЕ УСТРОЙСТВО | ||
Признаки треснувшей прокладки головки и способы ремонта
В результате треснувшей прокладки головки двигатель может потреблять лишнее масло или охлаждающую жидкость, поэтому поиск неисправностей Признаки треснувшей прокладки головки чрезвычайно важны.
Прокладка головки блока цилиндров является важным элементом системы двигателя автомобиля. Основная функция прокладки головки, расположенной между блоком цилиндров и головкой блока цилиндров, заключается в обеспечении герметичности процесса внутреннего сгорания, чтобы две жидкости с высокой горючестью: охлаждающая жидкость и масло не смешивались друг с другом.
Теперь, когда мы понимаем, что такое прокладка головки, необходимо знать признаки трещины прокладки головки , чтобы избежать более высоких затрат из-за дополнительного повреждения двигателя, вызванного движением с треснувшей прокладкой головки.Фактически, эта проблема часто встречается даже в Subaru и становится пятном на впечатляющем послужном списке компании по производству первоклассных автомобилей. Чтобы понять симптомы, может быть полезно понять, почему может выйти из строя прокладка головки.
Признаки плохой прокладки головки блока цилиндровПризнаки трещины прокладки головки блока цилиндров
Признаки неисправности головки прокладка иногда трудно диагностировать, а ремонт или замена требует огромных денег. Проблема в прокладке головки блока цилиндров начинается просто с утечки в системе охлаждения.Однако это превратится в большую проблему, если останется незамеченным из-за нерегулярного обслуживания. Давайте посмотрим на симптомы треснувшей прокладки головки блока цилиндров.
Перегрев двигателя
Причиной может быть нехватка охлаждающей жидкости или процесс сгорания. Конечно, это может привести ко многим другим проблемам. Например, металлические компоненты могут увеличиваться в размерах, что приведет к трещинам или короблению. Перегрев двигателя является одним из наиболее распространенных, но не единственным признаком треснувшей прокладки головки блока цилиндров .Итак, просто перегретый двигатель не означает, что прокладка головки блока цилиндров нуждается в ремонте.
Понижение уровня охлаждающей жидкости
Если уровень охлаждающей жидкости падает быстрее, чем обычно, вероятно, у вашего автомобиля проблема с прокладкой головки блока цилиндров. Треснувшая прокладка головки может привести к утечке, которая будет проверена путем повышения давления в системе охлаждения и отслеживания потери давления.
Пропуски воспламенения двигателя
Когда охлаждающая жидкость попадает в цилиндр двигателя, происходит пропуск зажигания. Итак, пропуски зажигания в двигателе могут быть возможным признаком неисправной прокладки головки блока цилиндров.
Как исправить треснувшую прокладку головки блока цилиндровПОДРОБНЕЕ:
Чрезмерное курение выхлопных газов
При утечке большого количества охлаждающей жидкости в цилиндры дым, образующийся в процессе сгорания, выходит из выхлопной системы. Обычно это происходит, когда первоначальную утечку вовремя не устранить.
Молочность моторного масла
Еще один признак утечки треснувшей головки — масло молочно-белого цвета. Поскольку охлаждающая жидкость просачивается в камеру сгорания, она просачивается мимо поршневых колец в масло.Со временем масло смешается с этой жидкостью и приобретет молочно-белый цвет. Этот симптом можно легко увидеть на щупе и вокруг крышки моторного масла.
Как избежать трещин на прокладке головки блока цилиндров?
Все мы знаем, что профилактика лучше лечения. Итак, вам необходимо проводить регулярное обслуживание вашего автомобиля, чтобы избежать проблемы с треснувшей прокладкой головки. В противном случае ремонтные работы очень быстро опустошат ваш кошелек. Есть три метода, которые можно использовать, чтобы уменьшить вероятность треснувшей прокладки головки блока цилиндров.
- Ваша камера сгорания должна по возможности находиться под низким давлением
- Избегайте чрезмерно увеличенного времени или накопления углерода в двигателе
- Не переключайтесь на пониженную передачу, чтобы замедлить автомобиль, и не переключайте его в любое время, если у вашего автомобиля механическая коробка передач.
Помимо указанного выше списка, ознакомьтесь с советами по обслуживанию от наших специалистов, чтобы получить дополнительную информацию о признаках треснувшей прокладки головки блока цилиндров или приемах, позволяющих избежать других проблем с автомобилем.
Ремонт прокладки головки блока цилиндров
Ремонт треснувшей прокладки головки блока цилиндров>> Найти для себя подходящий дешевый подержанный автомобиль из Японии? Нажмите здесь <<
Треснувшую прокладку головки легко отремонтировать, если обнаружить утечку на начальном этапе.В автомастерских доступно множество уплотнителей. Вам просто нужно добавить герметик в радиатор, и утечка будет устранена во время движения. Тип герметика будет зависеть от элемента цилиндров двигателя и размера утечки. Обычно герметики работают в случае небольших утечек.
Однако вашему автомобилю потребуется замена прокладки головки блока цилиндров, если проблема не обнаружена на ранней стадии. Возможно, вам потребуется отремонтировать блок цилиндров и головку блока цилиндров или только полную замену двигателя.
Сама по себе замена прокладки головки блока цилиндров не требует больших затрат, но трудозатраты на эту работу требуют больших денег. Фактически, ремонт прокладки головки блока цилиндров — одна из самых дорогостоящих работ по ремонту двигателя. Замена прокладки требует снятия ряда компонентов двигателя. Чтобы собрать все эти детали вместе, требуются определенные настройки крутящего момента для обеспечения правильной установки.
Hyundai Santa Fe: Ремонтные работы — Блок цилиндров
Разборка
|
|
В случае снятия топливного насоса высокого давления, топливопровод высокого давления, нагнетательный трубопровод и форсунка, можно получить травму вызвано утечкой топлива под высоким давлением.Так что не ремонтируйте работать сразу после остановки двигателя. |
| 1. | Снимите модуль уравновешивающего вала. |
| 2. | Снимите лестничную раму. |
| 3. | Снимите узел поршня и шатуна. |
| 4. | Снимаем коленчатый вал. |
| 5. | Снимите масляный жиклер (A). |
Инспекция
| 1. | Удалите прокладочный материал. Используя скребок для прокладок, удалите весь прокладочный материал. с верхней поверхности блока цилиндров. |
| 2. | Очистить блок цилиндров Используя мягкую щетку и растворитель, тщательно очистите блок цилиндров. |
| 3. | Осмотрите верхнюю поверхность блока цилиндров на предмет плоскостности. Используя прецизионную линейку и щуп, измерить контактную поверхность блока цилиндров и коллекторов для коробления ..
|
| 4. | Проверьте диаметр отверстия цилиндра. Визуально проверьте цилиндр на наличие вертикальных царапин. При наличии глубоких царапин заменить цилиндр. блок. |
| 5. | Проверьте диаметр отверстия цилиндра. Используя калибр для внутреннего диаметра цилиндра, измерьте диаметр цилиндра. диаметр отверстия в положении в осевом и осевом направлениях.
|
| 6. | Проверьте код размера отверстия цилиндра на цилиндре. блок. Внутренний диаметр цилиндра
|
| 7. | Проверьте код размера поршня на верхней поверхности поршня.
Внешний диаметр поршня
|
| 8. | Выберите поршень, соответствующий классу диаметра цилиндра.
|
Повторная сборка
| 1. | Установите масляный жиклер (A).
|
| 2. | Установите коленчатый вал. |
| 3. | Установите поршень и шатун в сборе. |
| 4. | Установите каркас лестницы. |
Блок цилиндров — Infogalactic: ядро планетарных знаний
Современный рядный шестицилиндровый двигатель для легкового автомобиля, объединяющий картер и все цилиндры. Головка блока цилиндров прикручивается болтами к поверхности деки сверху. Со стороны отливки можно увидеть множество ребер и выступов. Блок дизельного двигателя V6, в котором оба ряда цилиндров, а также картер двигателя образуют en bloc .Большие отверстия — это цилиндры, а маленькие — отверстия для крепления (круглые) и каналы охлаждающей жидкости или масла (овальные). Двигатель Де Дион-Бутона с дискретным картером, но с моноблочной интеграцией цилиндров и головок, около 1905 года. Четко виден дискретный картер с верхней и нижней половинами (каждая — отлитой), причем нижняя половина составляет обе части основного подшипниковая опора, а также масляный поддон. [1]Блок цилиндров представляет собой интегрированную конструкцию, содержащую цилиндр (-ы) поршневого двигателя и часто некоторые или все связанные с ними окружающие конструкции (каналы для охлаждающей жидкости, впускные и выпускные каналы и отверстия, а также картер).Термин «блок цилиндров » часто используется как синоним «блок цилиндров» (хотя технически можно провести различие между блоком цилиндров как дискретным блоком и конструкциями блока цилиндров с еще большей степенью интеграции, которые также включают в себя картер).
С точки зрения основных элементов машины, различные основные части двигателя (такие как цилиндр (и), головка (и) цилиндров, каналы охлаждающей жидкости, впускные и выпускные каналы и картер) концептуально различны, и все эти концепции могут могут быть представлены как отдельные части, скрепленные вместе.Такая конструкция была очень широко распространена в первые десятилетия коммерциализации двигателей внутреннего сгорания (с 1880-х до 1920-х годов), и она все еще иногда используется в определенных приложениях, где она остается выгодной (особенно очень большие двигатели, но также и некоторые небольшие двигатели). Однако это больше не является нормальным способом создания большинства бензиновых и дизельных двигателей, потому что для любой данной конфигурации двигателя существуют более эффективные способы проектирования для производства (а также для обслуживания и ремонта).Обычно они включают объединение нескольких элементов станка в одну отдельную деталь и выполнение (например, литье, штампование и механическая обработка) нескольких элементов в одной установке с одной системой координат станка (станка или другого производственного оборудования). Это снижает удельную стоимость производства (и / или обслуживания и ремонта).
Сегодня большинство двигателей для легковых, грузовых автомобилей, автобусов, тракторов и т. Д. Построены с достаточно высокой степенью интеграции конструкции, поэтому слова «моноблок» и «блок» редко используются для их описания; такое построение часто подразумевается.Таким образом, термины «блок двигателя», «блок цилиндров» или просто «блок» можно услышать в гараже или на улице.
Контекст разработки
Переход от широкого использования дискретных элементов (через отдельные отливки) к обширной интеграции элементов (например, в большинстве современных блоков цилиндров) был постепенным прогрессом, который прошел через различные фазы разработки моноблочного двигателя, когда одни элементы были интегрированы, а другие остались. дискретный. Эта эволюция происходила на протяжении всей истории поршневых двигателей, причем здесь и там сосуществовали различные примеры каждой концептуальной вариации.Распространение все более интегрированных конструкций основывалось на постепенном развитии литейного производства и механической обработки для массового производства. Например, практический недорогой двигатель V8 был невозможен до тех пор, пока Форд не разработал методы, использованные для создания двигателя V8 с плоской головкой, который вскоре также распространился в обществе. Сегодня процессы литья и механической обработки двигателей обычно в высокой степени автоматизированы, и несколько квалифицированных рабочих управляют производством тысяч деталей.
Цилиндры встроены в один или несколько блоков цилиндров
Цилиндры отлиты тремя парами. Цилиндры отлиты из двух блоков по три Перевёрнутый авиадвигатель DB 605 времен Второй мировой войны с моноблочными блоками цилиндров и головкамиБлок цилиндров — это блок, состоящий из нескольких цилиндров (включая их стенки цилиндров, каналы для охлаждающей жидкости, гильзы цилиндров, если они есть, и т. Д.). В первые десятилетия развития двигателей внутреннего сгорания конструкция с моноблочными цилиндрами была редкостью; цилиндры обычно отливались индивидуально.Объединение их отливок в пары или тройки было ранней победой моноблочной конструкции.
Каждый ряд цилиндров V-образного двигателя (то есть каждая сторона V) обычно состоял из одного или нескольких блоков цилиндров до 1930-х годов, когда были разработаны методы массового производства, которые позволили использовать оба ряда цилиндров и картер двигателя в современном форм-факторе. полностью интегрирован.
A Мокрая гильза Блок цилиндров имеет полностью съемные стенки цилиндров, которые вставляются в блок с помощью специальных прокладок.Их называют «мокрыми гильзами», потому что их внешние стороны находятся в непосредственном контакте с охлаждающей жидкостью двигателя. Другими словами, вкладыш — это вся стена, а не просто рукав. Конструкции мокрых лайнеров популярны у европейских производителей, в первую очередь Renault и Peugeot, которые продолжают использовать их по сей день. Сухая гильза В конструкции используется либо материал блока, либо дискретная гильза, вставленная в блок, чтобы сформировать основу стенки цилиндра. Внутри вставляются дополнительные рукава, которые снаружи остаются «сухими» в окружении материала блока.При использовании мокрой или сухой конструкции футеровки футеровки (или втулки) можно заменять, что потенциально позволяет проводить капитальный ремонт или восстановление без замены самого блока; но на самом деле их сложно снимать и устанавливать, и для многих приложений (например, для большинства легковых и грузовых автомобилей последних моделей) двигатель никогда не подвергнется такой процедуре в течение всего срока службы. Скорее всего, он будет утилизирован с заменой нового оборудования — двигателя или всего автомобиля. Иногда это справедливо принижается как симптом общества одноразовых отходов, но, с другой стороны, на самом деле иногда более рентабельно и даже экологически безопасно перерабатывать оборудование и создавать новые экземпляры с эффективными производственными процессами (и с превосходными характеристиками машин и контроль выбросов), чем переоценка старой техники и ремесленного производства.
Блоки цилиндров и блок-картер интегрированные
Двигатель с плоской головкой со встроенным рядом цилиндров и картером. Голова наклонена вверх, открывая колоду. Этот пример типичен для двигателей 1930-1950-х годов.Технология литья на заре развития двигателей внутреннего сгорания могла надежно отливать большие отливки или отливки со сложными внутренними стержнями, чтобы можно было использовать водяные рубашки, но не то и другое одновременно. В большинстве ранних двигателей, особенно с более чем четырьмя цилиндрами, цилиндры были отлиты как пары или тройки цилиндров, а затем прикреплены болтами к одному картеру.
По мере совершенствования технологии литья весь блок цилиндров из 4, 6 или 8 цилиндров мог быть отлит как один. Это была более простая конструкция, поэтому ее изготовление было менее дорогим (в единицах измерения). Для прямых двигателей это означало, что один блок цилиндров теперь мог включать , все цилиндров и картер. Моноблочные прямые четверки, что было необычно, когда Ford Model T была представлена с одной в 1908 году, стали обычным явлением в течение следующего десятилетия, а вскоре после этого последовали моноблочные прямые шестерки. К середине 1920-х годов оба были обычным явлением, и рядные шестерки General Motors (наряду с другими особенностями, которые отличали различные марки и модели GM от Model T) отвлекали долю рынка от Ford.(Все это были конструкции с плоской головкой.) В течение этого десятилетия V-образные двигатели сохраняли отдельную отливку блока для каждого ряда цилиндров, причем оба они были прикреплены болтами к общему картеру (само по себе это отдельная отливка). Для экономии некоторые двигатели были спроектированы так, чтобы использовать одинаковые литые детали для каждого берега, левого и правого. [2] Сложные воздуховоды, необходимые для впуска и выпуска, были слишком сложны, чтобы позволить объединить ряды, за исключением нескольких редких двигателей, таких как Lancia 22½ ° V12 с узким углом поворота 1919 года, в котором действительно удалось использовать моноблочное литье для обоих берегов. [3] Препятствия интеграции рядов V для обычных доступных автомобилей были впервые преодолены Ford Motor Company с ее Ford Flathead V-8, представленной в 1932 году, которая была первым V-8 с одним двигателем. блочное литье, впервые поместив доступный V-8 в доступный автомобиль. [4]
В общей водяной рубашке моноблочной конструкции допускалось более близкое расстояние между цилиндрами. Моноблочная конструкция также улучшила механическую жесткость двигателя на изгиб и все более важное значение крутильного скручивания по мере увеличения количества цилиндров, длины двигателя и номинальной мощности.
Большинство двигателей, производимых сегодня, за исключением некоторых необычных V-образных или радиальных двигателей, представляют собой моноблок, состоящий из картера и всех цилиндров. В таких случаях юбки блоков цилиндров образуют своего рода область картера, которую до сих пор часто называют картером, хотя она больше не является отдельной частью.
Блоки двигателя обычно отливаются из железа подходящей марки или из алюминиевого сплава. Алюминиевый блок намного легче по весу и лучше передает тепло охлаждающей жидкости, но железные блоки сохраняют некоторые преимущества и продолжают использоваться некоторыми производителями.Из-за использования гильз цилиндров и вкладышей подшипников относительная мягкость алюминия не имеет значения. В некоторых двигателях для замены гильз цилиндров и снижения веса применяется плазменное термическое напыление проволочной дугой.
Блок, головка и картер комбинированный
Легкие бытовые двигатели семейства Honda GC используют моноблочную конструкцию, в которой головка блока цилиндров, блок и половина картера имеют одинаковое литье, что Honda называет «uniblock». [5] Одной из причин этого, помимо стоимости, является уменьшение общей высоты двигателя.Поскольку конструкция OHC имеет воздушное охлаждение, это возможно благодаря современным технологиям литья алюминия и отсутствию сложных полых пространств для жидкостного охлаждения. Клапаны расположены вертикально, что позволяет производить сборку в ограниченном пространстве. С другой стороны, выполнение основного ремонта становится настолько трудоемким, что двигатель можно считать одноразовым. Двигатели семейства Honda GX, предназначенные для коммерческого использования (и их многие популярные аналоги), имеют более традиционную конструкцию, состоящую из одного картера и отливки цилиндров с отдельной головкой блока цилиндров.
Honda производит множество других моноблоков, головной блок-картер под разными названиями, например, серия GXV. Все они могут быть идентифицированы снаружи по прокладке, которая делит пополам коленчатый вал примерно под углом 45 °.
Отказ выпускного клапана является обычным явлением, и из-за моноблочной конструкции ремонт настолько трудоемок, что двигатель обычно выбрасывают.
Блок двигателя, картер трансмиссии и картер заднего моста как элементы рамы
Многие конструкции сельскохозяйственных тракторов включают в себя блок двигателя, картер трансмиссии и картер заднего моста в качестве элементов рамы.Вероятно, первым был трактор Fordson, но за ним последовали многие другие. Как и во многих других случаях интеграции компонентов в меньшее количество отливок, движущей силой была более низкая стоимость производства.
Мастерская по ремонту блоков двигателяСм. Также
Список литературы
Библиография
Комплекты для ремонта цилиндров| RS Components
Ремонтные комплекты цилиндров | Компоненты RSРемкомплект цилиндров
Ремонтные комплекты цилиндров содержат компоненты, используемые для обслуживания, ремонта и замены гидравлических и пневматических цилиндров.
Гидравлические цилиндры — это механически наклонные устройства, которые используют сжатую жидкость для создания движения. пневматические цилиндры , с другой стороны, генерируют движение посредством сжатый воздух или газ.
Типы ремонтных комплектов цилиндров
Ремонтные комплекты цилиндров доступны в двух основных категориях:
- Комплексные гидравлические ремонтные комплекты содержат такие элементы, как грязесъемные кольца, узлы сальников, кольца подшипников, поршневые подшипники, волновые пружины, установочные винты и нейлоновые шарики.Специальные продукты для ремонта уплотнений также доступны в виде комплектов подшипников для использования в качестве опоры для поршневых штоков.
- Пневматические ремонтные комплекты содержат запасные части для компактных цилиндров и включают комбинации внутреннего диаметра, поршня, трубки и уплотнения подушки.
Для чего используются ремонтные комплекты цилиндров?
Эти комплекты используются для ремонта и проведения технического обслуживания гидравлических и пневматических цилиндров.
Гидравлические цилиндры используются в кранах, стрелах, а также для подъема и транспортировки грузов.Они также используются в прессах и упаковочных машинах, а также в мобильном оборудовании, таком как строительная техника или сельскохозяйственная техника.
Пневматические цилиндры используются в упаковочных машинах, оборудовании для автоматизации и в системах обработки химикатов.
Наш веб-сайт использует файлы cookie и аналогичные технологии, чтобы предоставить вам лучший сервис при поиске или размещении заказа, в аналитических целях и для персонализации нашей рекламы для вас.Вы можете изменить настройки файлов cookie, прочитав нашу политику использования файлов cookie. В противном случае мы будем считать, что вы согласны с использованием файлов cookie.Хорошо, я понимаю
Как ремонтировать малые двигатели: советы и рекомендации
Малые газовые двигатели служат нам во многих отношениях. Они приводят в действие газонокосилки, культиваторы, культиваторы, триммеры, обрезные станки, снегоуборочные машины, цепные пилы, насосы, генераторы, воздушные компрессоры и другие полезные домашние инструменты. Они также питают наши развлечения: лодочные лодки, снегоходы, мотоциклы, вездеходы, сверхлегкие самолеты и другие игрушки.Чтобы они работали эффективно, владелец этих инструментов и игрушек должен знать о небольших двигателях: как они работают и что делать, когда их нет.
Малые газовые двигатели состоят из отдельных систем, которые работают вместе для выработки энергии. Каждая система состоит из множества компонентов. Для бензиновых двигателей внутреннего сгорания требуется шесть систем: топливо, выхлоп, зажигание, сгорание, охлаждение и смазка. В этой статье мы обсудим системы и компоненты, обеспечивающие работу небольших двигателей.
Топливо и выхлоп
Топливная и выхлопная системы критически важны для работы. Они служат топливом для сгорания и удаляют выхлопные газы. Ниже приведены компоненты топливной и выхлопной системы.
Бензин: Бензин — это горючая жидкость, которая относительно медленно горит. Однако при распылении в виде тумана и смешивании с воздухом он довольно взрывоопасен. Все, что ему нужно, это искра. Двухтактные двигатели требуют смешивания масла с бензином для смазки внутренних деталей.В четырехтактных двигателях используется топливно-воздушная смесь.
Топливный бак: В топливном баке хранится топливо, которое готовится к перемешиванию карбюратором и использованию двигателем. Некоторые топливные баки находятся под давлением воздуха, что помогает подавать топливо в карбюратор. Другие баки не находятся под давлением и зависят от топливного насоса для подачи топлива в карбюратор.
Топливопровод: Топливо перемещается из бака к насосу и / или карбюратору по топливопроводу. Топливные системы под давлением часто имеют в топливопроводе грушу для повышения давления.
Фильтр: Жиклер карбюратора имеет небольшое отверстие, которое легко может забиться. Топливный фильтр улавливает грязь и осадок из газа перед его подачей в карбюратор.
Насос: Топливный насос создает разрежение, которое всасывает топливо из бака без давления, а затем подает его в карбюратор.
Карбюратор: Карбюратор выполняет одну задачу: смешивать правильное соотношение бензина и воздуха для двигателя.Слишком много бензина в смеси делает ее богатой; слишком мало газа делает его обедненным.
Дроссельная заслонка: Дроссельная заслонка регулирует количество топливно-воздушной смеси, которая поступает в двигатель через карбюратор. Таким образом, дроссельная заслонка контролирует скорость двигателя.
Праймер: Праймер впрыскивает небольшое количество бензина в горловину карбюратора, чтобы сделать первоначальную топливно-воздушную смесь обогащенной. Праймер используется для запуска холодного двигателя.
Дроссель: Некоторые двигатели регулируют насыщенность топливовоздушной смеси при запуске, управляя воздухом, а не топливом.Дроссель уменьшает количество воздуха в топливно-воздушной смеси.
Регулятор: Регулятор — это устройство, которое автоматически открывает дроссельную заслонку двигателя, когда требуется больше мощности, и закрывает ее, когда нагрузка мала.
Глушитель: Небольшие газовые двигатели, особенно двухтактные, при работе издают шум. Глушитель снижает шум выхлопных газов, пропуская их через перегородки.
Искрогаситель: Искра может выйти из выхлопного отверстия небольшого газового двигателя, что потенциально может вызвать возгорание близлежащих горючих материалов.Искрогаситель на выхлопном отверстии может снизить вероятность такого возгорания. Искрогасители особенно важны для цепных пил, мотоциклов и вездеходов, эксплуатируемых в сухих лесах.
Зажигание
Зажигание является основной системой во всех небольших газовых двигателях. Он производит и подает высоковольтную искру, которая воспламеняет топливно-воздушную смесь и вызывает возгорание. Отсутствие искры означает отсутствие воспламенения, а значит, ваш двигатель не работает. Ниже приведены компоненты систем зажигания малых двигателей.Некоторые системы будут включать зажигание в точке прерывания, в то время как другие зависят от твердотельного зажигания.
Система зажигания с магнитным приводом: Магнито использует магнетизм для подачи электричества в системах зажигания, где нет батареи. Магнето вращается коленчатым валом, который вращается при нажатии ручного ручного стартера. Существует три типа систем зажигания от магнето: с механическим выключателем, с конденсаторным разрядом и с транзисторным управлением.
Система зажигания с питанием от батареи: Если ваш малый двигатель оснащен аккумулятором для запуска, катушка зажигания также будет использовать его для подачи искры на свечи зажигания.Аккумулятор сохраняет электрическую энергию до тех пор, пока она не понадобится. В системах зажигания аккумуляторных батарей также используются зажигания с механическим выключателем, конденсаторным разрядом и транзисторным управлением.
Механический выключатель зажигания: Электроэнергия высокого напряжения должна подаваться на свечу зажигания в надлежащее время. В системах зажигания с механическим выключателем эта работа выполняется через точки контакта и конденсатор.
Точки: При вращении коленчатого вала кулачок открывает и закрывает набор точек контакта.Эти точки функционируют как переключатель включения / выключения: закрытый — включен, а открытый — выключен.
Конденсатор: Поскольку искра, движущаяся по точкам, может повредить их поверхности, конденсатор сохраняет напряжение, чтобы уменьшить искрение между точками.
Конденсаторно-разрядные зажигания (CDI): Конденсатор — это большой конденсатор. CDI хранит и подает напряжение на катушку с помощью магнитов, диодов и конденсатора
.Транзисторно-управляемое зажигание (TCI): Транзисторы — это электронные контроллеры.TCI использует транзисторы, резисторы и диоды для управления синхронизацией искры.
Катушка: Катушка зажигания — это просто две катушки проволоки, намотанные вокруг железного сердечника. Катушка преобразует низкое напряжение (6 или 12 вольт) в высокое (от 15 000 до 30 000 вольт), необходимое для свечи зажигания.
Свеча зажигания: Свеча зажигания — это изолированный электрод, который ввинчивается в верхнюю часть цилиндра двигателя. Высоковольтное синхронизированное электричество от магнето передается по проводу к свече зажигания.Основание вилки имеет воздушный зазор около 0,030 дюйма (30 тысячных дюйма), через который ток должен перескакивать.
Провода: Первичный провод от катушки до точки выключателя и вторичный провод от катушки до свечи (свечей) зажигания подают электричество к компонентам системы зажигания.
Дистрибьютор: Дистрибьютор — это система зажигания для двигателей с более чем одним цилиндром и свечой зажигания. Он распределяет искру по соответствующему цилиндру, используя ротор, колпачок и отдельные провода свечи зажигания.
Горение
Работа выполняется в системе сгорания небольшого газового двигателя. Компоненты системы сгорания включают блок цилиндров, головку цилиндров, распределительный вал, клапаны, поршень, шатун, коленчатый вал, распределительные шестерни и маховик. Чтобы лучше понять небольшие газовые двигатели, давайте посмотрим, как работает эта жизненно важная система.
Блок цилиндров: Самой большой деталью небольшого газового двигателя является блок цилиндров.Это кусок металла, в котором просверлено или размещено отверстие цилиндра.
Головка блока цилиндров: Головка блока цилиндров является верхней или верхней частью цилиндра и крепится к блоку болтами. В зависимости от типа двигателя головка может включать или не включать клапаны.
Поршень: Поршень — это подвижное дно в камере сгорания. Его движение вверх сжимает топливно-воздушную смесь. После сгорания его движение вниз вращает коленчатый вал.
Коленчатый вал: Коленчатый вал двигателя представляет собой металлический вал со смещенным сечением, на котором крепится шатун. Вращение коленчатого вала перемещает поршень вверх в цилиндре. При движении поршня вниз в цилиндре коленчатый вал вращается.
Шатун: Между поршнем и коленчатым валом находится шатун. На большем конце шатуна находится подшипник, который позволяет вращаться вокруг движущегося коленчатого вала.Маленький конец прикреплен к поршневому пальцу.
Клапаны: Клапаны просто открывают и закрывают каналы. Герметичный клапан в двухтактном двигателе активируется при изменении давления воздуха.
Маховик: На конце коленчатого вала находится круговое утяжеленное колесо, называемое маховиком. Маховик передает мощность двигателя устройствам (колесам, лопастям и т. Д.) И помогает обеспечить плавность вращения коленчатого вала.
Галерея изображений малого двигателя
Охлаждение и смазка
При сгорании и трении выделяется тепло.Тепло и трение, если их не контролировать, могут быстро повредить компоненты двигателя. Небольшие газовые двигатели обычно охлаждаются воздухом. Трение снижается за счет подвижных подшипников и смазочных материалов.
Ребра воздушного охлаждения: Для простоты большинство газовых двигателей меньшего размера охлаждаются воздухом. Металлические ребра вокруг камеры сгорания помогают рассеивать внутреннее тепло.
Трение: Трение — это сопротивление, возникающее при трении одной поверхности о другую.Трение вызывает износ. В двигателе с большим количеством движущихся частей трение снижается за счет подшипников и смазочных материалов.
Подшипники: Подшипник — это сменная деталь, принимающая на себя основную тяжесть трения. В подшипниках скольжения используются смазочные материалы для минимизации трения. В подшипниках качения используются ролики или шарики из твердой стали для предотвращения износа, хотя они тоже требуют некоторой смазки.
Смазочные материалы: Смазочные материалы, такие как масло и консистентная смазка, уменьшают поверхностное трение за счет покрытия деталей пленкой.Смазочные материалы в двухтактных двигателях наносятся на поверхности путем смешивания масла с топливом.
Вязкость: Вязкость масла — это его сопротивление течению. Чем гуще смазочное масло или консистентная смазка, тем выше показатель их вязкости.
Фильтры: Трение случается. Подвижные части изнашиваются даже при использовании лучших смазок. Образующийся металл, а также нагар в процессе сгорания необходимо очистить от масла, чтобы обеспечить длительную смазку. В некоторых небольших двигателях используются масляные фильтры для удаления загрязнений из циркулирующего масла.
Регулярное обслуживание вашего двигателя малого объема в конечном итоге сэкономит вам деньги и время. В следующем разделе мы рассмотрим, как, где и когда обслуживать этот двигатель.
.