Шлифовка коленчатого вала в компании Механика, территория г.Дзержинский
Коленчатый вал – деталь непростая
Коленчатые валы поражают обилием форм и размеров: плоские и пространственные, длинные и короткие, разные по размерам, весу, жесткости, и, конечно же, по числу коренных и шатунных шеек.
Коленчатый вал часто называют не просто деталью, а системой. И вполне оправданно – любое сколь-нибудь существенное воздействие (механическое или термическое) на шейку, щёку, галтель или любой другой участок вызывает реакцию всей детали, отклик. И выражается он в виде деформации тех или иных зон, грозящей вызывать биение и дисбаланс.
Поэтому ремонтировать коленчатый вал необходимо только профессионально, руководствуясь принципом «не навреди». Иначе – выбраковка дорогой детали.
Когда требуется шлифовка
Первый признак необходимости ремонта коленчатого вала замечает водитель – это падение давления масла. Значит, подшипники скольжения скорее всего изношены и масляный клин между шейкой и стенкой вкладыша недостаточно плотный и надежный.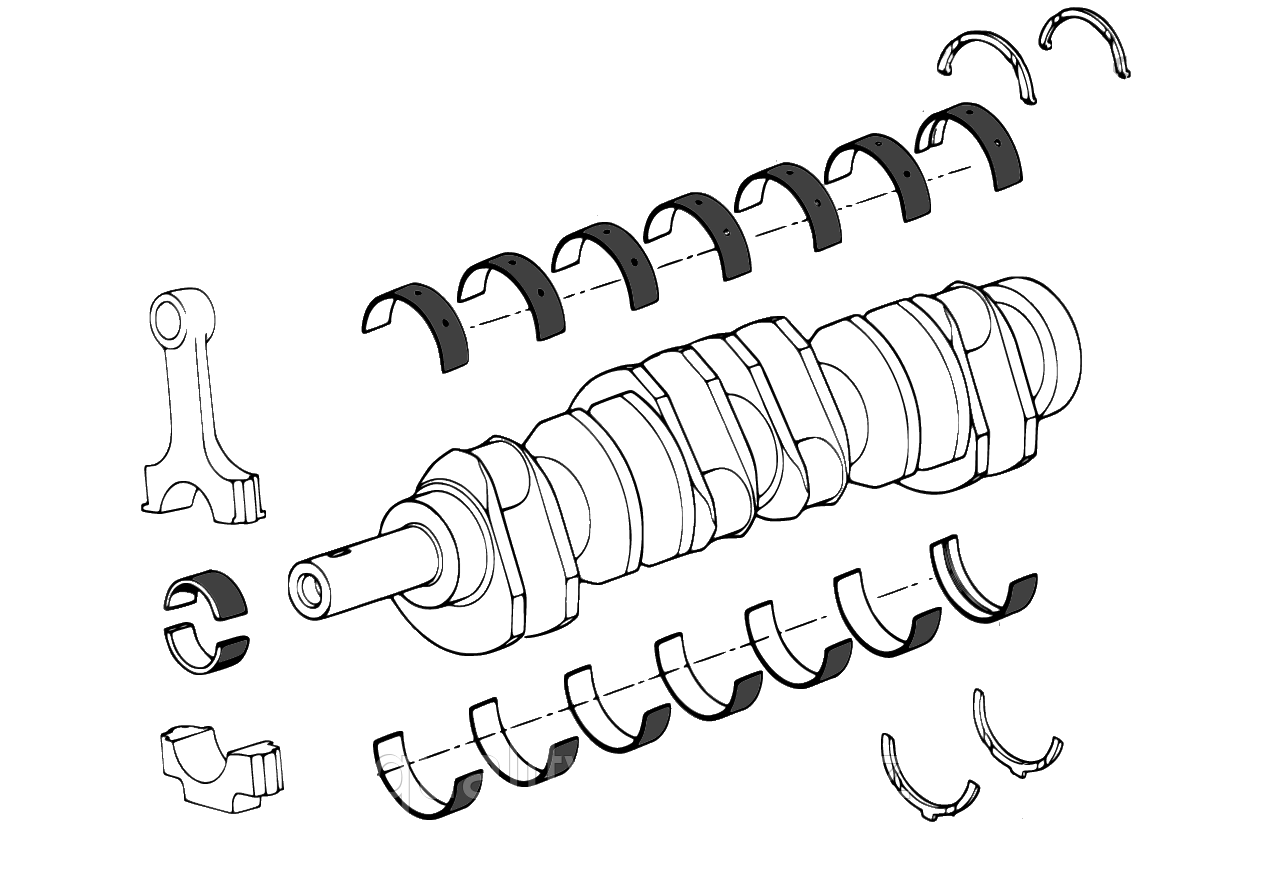
Помогает и взятие пробы масла из картера. Существуют методики, основанные на спектральном анализе таких проб. Если прибор показывает в масле следы меди и некоторых других цветных металлов, можно говорить о вероятном износе вкладышей.
Но окончательный диагноз ставится лишь после разборки двигателя и замеров геометрии коленчатого вала. И тогда выносится вердикт: вал требует шлифовки в ремонтный размер. Именно шлифовки в отличие от расточки блока – ведь шейки имеют закаленный слой, а такая поверхность не для резца. Приносим извинения за столь банальное уточнение, но вдруг кто-то из читателей не знаком с технологией коленчатого вала и металловедением. Знаете, в интернете всякое встречается…
В цехах «Механики». Диагностика
(фото: диагностика состояния коленчатого вала)
Дальнейший разговор поведем, опираясь на опыт компании «Механика». Здесь принимают в ремонт любые коленчатые валы – от автомобильных (бензиновый ДВС, дизель) до громадных тепловозных.
Вал прибывает в ремонт в составе двигателя либо отдельно, если мотор уже разобран самим заказчиком. И сразу попадает на проверку. Первое, что с ним делают – замеряют износ шеек.
Вал устанавливается крайними коренными шейками на призмы. Далее мастер микрометром замеряет диаметры всех шеек в нескольких плоскостях, чтобы проверить – есть ли «эллипс»? До величины 0,01 мм его можно вытерпеть, больше – нет.
Про замеры шеек, как правило, клиенты знают. Это делают во всех мастерских. Но «Механика» выполняет еще один замер – прогиб (биение) вала. К центральной коренной шейке подводят часовой индикатор и вращают вал на призмах. Если стрелка отклоняется в пределах 0,01 мм – прекрасно. Эту «сотку» можно списать на погрешность измерений. Также необходимо проверить биение хвостовика и поверхностей сальников.
А если биение центральной коренной шейки больше «сотки»? По опыту компании, биение до 0,1 (а иногда до 0,2 мм) исправляется шлифовкой. Разумеется, с учетом особенностей данного вала.
В цехах «Механики». Шлифовка
(фото: шлифовка коленчатого вала)
Итак, вал замерен. Принято решение шлифовать шейки – в какой именно размер, зависит от их износа и наличия в каталогах производителя соответствующих вкладышей.
Правда, ухо здесь надо держать востро. В разных каталогах разных производителей вкладышей встречается различные ряды ремонтных размеров. Например, у официалов только 0,25 мм, у Кольбеншмидт (Kolbenschmidt) – 0,25 и 0,5, а у американского Глико (Glyco ) еще и 0,75 мм. Еще нюанс: присутствие вкладышей в каталоге еще не означает, что они есть в природе. Поэтому важно уточнить их фактическое наличие и лишь тогда приступать к работе.
Для шлифовки применяются специализированные шлифовальные станки. Главная их «изюминка» – приспособления, позволяющие смещать зажимные кулачки относительно оси станка. Это позволяет шлифовать шатунные шейки. Точность станков – 5 мкм.
Как закрепляется вал? В «Механике» рассказали, что при шлифовке коренных шеек валов легковых двигателей деталь закрепляется в центрах. При этом необходима подготовка внутренних фасок – их предварительно протачивают на токарном станке.
При этом необходима подготовка внутренних фасок – их предварительно протачивают на токарном станке.
Когда подпираешь деталь центром, очень важно «не пережать», иначе вал в станке может деформироваться – вспомните, с чего мы начали эту статью.
Если вал «грузовой», тяжелый, его зажимают в патроне по поверхности заднего сальника, а передняя часть подпирается центром. Здесь тоже требуется подготовка фаски на токарном станке.
Что касается шатунных шеек, при их обработке вал фиксируется в патронах с обеих сторон. Разумеется, со смещением на радиус кривошипа и тщательным выставлением оси каждой шатунной шейки в ось вращения станка с помощью индикаторной стойки.
Шлифовка каждой шейки осуществляется, как правило, в два прохода. Например, если вал шлифуется в ремонтный размер 0,25 мм, то сначала снимается слой 0,15 – 0,2 мм. А потом, уже с меньшей подачей, шейка выводится в окончательный размер. Подача смазочно-охлаждающей жидкости (СОЖ) обязательна – иначе шейка перегреется.
Долго ли длится сам процесс, включая переналадку под коренные или шатунные шейки? По опыту компании, на шлифовку вала четырехцилиндрового двигателя легкового автомобиля уходит порядка 40 мин.
Но это время можно и сократить – например, если обрабатывать партию однотипных валов. В этом случае задействуются два станка – на одном шлифуют коренные шейки, на другом шатунные.
Нельзя не сказать и об инструменте – шлифовальных кругах. К ним тоже есть свои требования, и довольно жесткие. Например, биение круга должно быть менее 3-4 мкм, иначе шейка из круглой может превратиться в граненую. Этот дефект называется дроблением.
И еще. Если шейка имеет канавку для выхода круга, никакой особой подготовки инструмента не потребуется. А если ее нет? Тогда галтель будет подрезана, что недопустимо. Ведь в вале появится опасный концентратор напряжений, резко снижающий усталостную прочность детали.
В этом случае шлифовальный круг заправляется специальным алмазным инструментом таки образом, чтобы радиус закругления края был равен радиусу галтели. И тогда шлифовка станет для вала безопасной.
И тогда шлифовка станет для вала безопасной.
И завершает процесс ремонта полировка шеек. Она не только убирает микронеровности, повышая качество поверхности, но и уничтожает заусенцы в на масляных отверстиях на шейках.
После работ необходимо очистить все масляные каналы от технологической грязи после шлифовки и полировки.
В цехах «Механики». Несколько подробностей
Выходной контроль при передаче отремонтированного вала заказчику – процедура обязательная. Проверка размеров и формы шлифованных шеек – это само собой. А еще вал устанавливается на призмы и проверяется с помощью индикатора на биение. Если уложились в «сотку», прекрасно, деталь можно смело ставить в двигатель.
Правда, и здесь есть свои нюансы. Вал по разным плоскостям имеет не равную жесткость. Тяжелый вал может прогнуться и от собственного веса. Поэтому в ряде случаев допускается прогиб равный монтажному зазору.
Есть еще один подводный камень – состояние посадочного места для подшипника первичного вала коробки. Многие мастерские пренебрегают его проверкой и получают претензии: вы сделали мотор, сделали коробку, почему же коробка выходит из строя?
Многие мастерские пренебрегают его проверкой и получают претензии: вы сделали мотор, сделали коробку, почему же коробка выходит из строя?
Загадка в следующем. Гнездо для подшипника может иметь биение. Вина ли это завода или предыдущего некачественного ремонта, неважно. Важно этот дефект устранить. Мастер разворачивает индикаторную стойку, упирает щуп во внутреннюю стенку гнезда и вращает вал. Ага, биение есть.
Вал ставят в токарный станок, базируясь по коренной шейке, и протачивают бьющее отверстие на 2 мм «в плюс». Затем запрессовывают в него стальную втулку и протачивают посадочное место под подшипник первичного вала. Все – теперь подшипник сосен с шейкой, и приключений с коробкой не будет.
Подробности можно приводить еще и еще, но, как говорил Козьма Прутков, нельзя объять необъятное. Поэтому резюмируем: используя отличное знание коленчатых валов, применяя индивидуальный подход к каждому случаю, базируясь на современных технологиях и станочном парке, компания неизменно обеспечивает высокое качество ремонта.
И еще. Качество и опыт – вещи неразделимые. Об опыте «Механики» свидетельствует такая история. Однажды, еще в 90-х (так ли уж важна точная дата?) компанию посетили представители известной фирмы Кольбеншмидт. И среди прочего поинтересовались: а сколько валов вы делаете в своем цехе? Где-то штук пятнадцать, ответили в «Механике». В неделю, уточнили немцы? В день, пояснили в «Механике». Надо было видеть глаза гостей.
И в заключение рекомендуем к просмотру ролики. В них руководитель «Механики» Д.Н. Даньшов рассказывает о тонкостях шлифовальных технологий.
Автор: Юрий Буцкий, к.т.н.
Шлифовка коленчатых валов (коленвалов) двигателей тракторов МТЗ, Москва ООО Ремэкс
Какой этап можно считать одним из самых сложных и ответственных при ремонте двигателей тракторной и другой тяжелой техники? Любой грамотный специалист с уверенностью скажет: шлифовку коленчатых валов! На самом деле, эта работа требует не только умений и практических навыков, не только соответствующего технического оборудования, но и некоторого «шестого чувства», позволяющего мастеру тонко чувствовать особенности метала и самой обрабатываемой детали.
Да, вы правильно поняли: шлифовка коленвалов двигателей МТЗ и других марок тракторов – не ремесленничество, а искусство! И наши мастера в полной мере им владеют, пропустив через свои руки десятки коленчатых валов, требующих вдумчивого ремонта. Конечно же, существенную роль в достижении требуемого результата играет и станочный парк, имеющийся в нашем распоряжении. Без передового, находящегося в идеальном техническом состоянии оборудования качественная шлифовка коленчатых валов попросту невозможна.
Особенности шлифовки коленвалов ДВС тракторов
Высокоточные шлифовальные работы, восстановление правильной геометрии поврежденного вала, устранение несоосностей и биений – процесс тонкий и аккуратный. С чего начать такую важную работу?
- Прежде всего, мы проведем тщательную проверку геометрии вала и проанализируем полученные данные: задиры и риски на поверхности шеек, овальность и конусообразность коренных и шатунных шеек, их диаметр, степень износа, биение хвостовика и поверхностей под сальники.

- В случае наличия больших биений следует выполнить правку центровых фасок вала. Проверить и, при необходимости, «заправить» радиусы галтелей шеек.
- Бывают трещины шеек. Трещина на шейке – подлый дефект. Если не видна невооруженным глазом – проявится при шлифовке. Есть трещина – нет вала – доставай деньги из кармана (шутка).
- Началу шлифовальных работ, уже после установки вала в патроны станка, предшествует устранение его дисбаланса при помощи закрепляемых на планшайбах специальных грузов, выверка соосности парных шеек и положения вала посредством применения стойки с индикатором.
- Непосредственно шлифовка в подавляющем большинстве случаев начинается с шатунных шеек, после чего в ремонтный размер шлифуют коренные шейки и слегка проходят поверхности сальников.
- Полировка коленвалов. По согласованию с клиентом возможна доводка шеек прошедшего процедуру шлифовки вала путем их полировки.
 При этом используются специальные полировочные пасты, ленты, несложные механические приспособления, но главную роль по-прежнему играет опыт, умение и ответственность наших мастеров. На выходе получаем идеальную зеркальную поверхность, в которой вы без труда сможете увидеть свою удовлетворенную улыбку. Но задача полировки – не достижение эстетических эффектов, а устранение мельчайших неровностей микрорельефа шеек, что способствует быстрой приработке вкладышей и снижению их износа.
При этом используются специальные полировочные пасты, ленты, несложные механические приспособления, но главную роль по-прежнему играет опыт, умение и ответственность наших мастеров. На выходе получаем идеальную зеркальную поверхность, в которой вы без труда сможете увидеть свою удовлетворенную улыбку. Но задача полировки – не достижение эстетических эффектов, а устранение мельчайших неровностей микрорельефа шеек, что способствует быстрой приработке вкладышей и снижению их износа. - Завершающий этап – контроль всей геометрии вала. Шлифовка коленчатых валов закончена – вручаем готовое изделие владельцу с гарантией. Но перед сборкой двигателя – обязательная подготовительная операция – вскрытие, очистка и тщательная промывка внутренних каналов и полостей.
Диаметры шеек коленчатых валов
Размеры коленчатых валов по маркам
Как коленчатый вал изломало | Колен вал двигателя Д 160 не сможем отремонтировать |
Излом 5-ой шейки колечатого вала | Шлифовка коленчатого вала |
Шлифовка коренной шейки двигатель КАМАЗ | Дефектовка колен вала |
Измеряем шейки колен вала микрометром | Стойка для проверки колен вала |
Колен вал на призмах | Подготовленный блок к запрессовке гильз с буртом |
Полностью готовый блок двигателя: расточка, гильзовка, хонинговка | Полностью загильзованный блок двигателя Мазда |
Расточка блока под гильзы | Шлифовка блока по плоскости прилегания ГБЦ |
Удаление негодных гильз методом расточки | Гильзовка блока |
Не забудьте про блок
Критическим нагрузкам в ДВС подвергается не только коленчатый вал, но и цилиндры, стенки которых в процессе эксплуатации изнашиваются и покрываются задирами. Особую активность этот процесс приобретает при использовании низкокачественного топлива, несоблюдении сроков и нарушении технических регламентов обслуживания и ремонта.
Особую активность этот процесс приобретает при использовании низкокачественного топлива, несоблюдении сроков и нарушении технических регламентов обслуживания и ремонта.
Но, независимо от исходных причин, мы поможем вам эффективно и качественно решить и эту проблему по одной из технологий:
- Первичная операция – расточка цилиндра до достижения идеальной окружности и удаления имеющихся зазубрин, неровностей, задиров. Завершающая процедура – хонинговка блоков (хонингование), что подразумевает обработку поверхности абразивным инструментом, закрепляемым на хонинговальной головке специального станка. Хонинговка с применением абразивов различной зернистости завершается при достижении номинального теплового зазора между стенками цилиндра и поршнем.
- Гильзовка блоков. Выполняется при наличии серьезных повреждений или критического износа цилиндров, когда не спасает даже максимально допустимая величина расточки. В таком случае, после предварительного растачивания до требуемого диаметра, в цилиндры запрессовывают ремонтные гильзы, изготавливаемые из чугуна.
 Финишный этап гильзовки (после фрезеровки плоскости блока) – все та же хонинговка цилиндров.
Финишный этап гильзовки (после фрезеровки плоскости блока) – все та же хонинговка цилиндров.
Выполняемая специалистами «Ремэкс» гильзовка позволяет выполнить надежный и относительно недорогой ремонт не только чугунных блоков цилиндров, но и изготовленных с применением алюминиевых сплавов.
Когда коленчатый вал пора отправлять в ремонт?
Уж точно не тогда, когда он превратился в бесформенный кусок металла или вообще развалился на несколько частей, тут не помогут самые опытные мастера!
Внимательно «слушайте» свою технику: появились подозрительные стуки? В магистрали упало давление масла? При осмотре заметили превышающую норму овальность шеек шатунного либо коренного типа, увеличенный зазор в подшипниках? Самое время вспомнить про нашу мастерскую «Ремэкс», где всегда готовы выполнить шлифовку коленвала МТЗ и других тракторов или автомобилей, а также гильзовку и хонинговку блоков цилиндров.
| +7(495) 967-74-48 +7(495) 967-74-51 |
Ремонт коленчатых валов
Краткая характеристика деталей коленчатых валов.
Коленчатые валы изготавливаются ковкой или штамповкой из углеродистой хромистой, хромоникелевой стали или отливкой из специального модифицированного чугуна с тщательной последующей механической и термической обработкой с допустимой овальностью и конусностью шеек не более 0,015 мм и с закалкой шеек токами высокой частоты на глубину 1,5 … 5 мм.
Шатунные и коренные подшипники изготавливаются в виде взаимозаменяемых вкладышей из стальной ленты, внутренняя часть которой покрыта слоем антифрикционного материала (толщиной 0,4…0,7мм), представляющего собой сплав алюминия с добавками сурьмы и магния (АСМ) или с добавками олова и меди (АО-20).
Вкладыши покрывают тонким слоем олова, что ускоряет их приработку и улучшает прилегание к постели внешней поверхности. Для ускорения приработки вкладыши устанавливаются в головку шатуна или в постель коренного подшипника с натягом.
Основные показатели технической характеристики кривошипно-шатунных механизмов.
|
Показатель |
Марка двигателя |
|||
|
Д-65М, Д-65Н |
Д-240 |
А-41 |
СМД-60 |
|
|
Число коренных опор Зазор в коренных подшипниках, мм Нормальный Зазор в шатунных подшипниках Нормальный осевой зазор нижней головки шатуна, мм Антифрикционный сплав вкладышей коренных подшипников Способ ограничения осевого смещения коленчатого вала Осевое смещение коленчатого вала, мм. |
5 0,070..0,135 0,065..0,120 0,25…0,47 АСМ Опорными буртами 5-го коренного подшипника. 0,15…0,31 |
5 0,070..0,134 0,065..0,123 0,25..0,47 АСМ Опорными буртами 5-го коренного подшипника. 0,15…0,31 |
5 0,116..0,180 0,096..0,160 0,15…0,54 АСМ Полукольцами, залитыми свинцовистой бронзой и установленными у 5-го коренного подшипника 0,095…0,335 |
4 0,100..0,156 0,090..0,146 0,35…0,66 АСМ Полукольцами, залитыми АСМ и установленными у 4-го коренного подшипника 0,125…0,345 |

Дефектовка.
Контролируемые параметры коленчатых валов и применяемые контрольно-измерительные приборы и приспособления.
|
Контролируемый параметр и дефект |
Допустимые без ремонта значения параметров |
Приспособления, приборы. |
|||||
|
Марка двигателя |
|||||||
|
Д-65Н |
Д-240 |
А-41 |
СМД-60 |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
||
|
Диаметры коренных и шатунных шеек; Овальность и конусообразность шеек; 1 |
В соответствии с нормальным или ремонтным размером (см. |
Микрометр МК-100-1 МК-125-1 МК-150-1 6 |
|||||
|
0,015 2 |
0,010 3 |
0,020 4 |
0,015 5 |
||||
|
Диаметр посадоч-ного места: под распределительную шестерню, под шкив, под шестерню привода масляного насоса. |
48,00 44,89 — |
38,00 34,89 37,93 |
59,92 59,88 59,92 |
71,00 1,5* 70,00 |
Микрометр МК-100-1 МК-125-1 МК-150-1 |
||
|
Диаметр фланца под маховик |
144,94 |
99,96 |
139,90 |
106,00 |
Микрометр МК-100-1 МК-125-1 МК-150-1 |
||
|
Диаметр отверстия под подшипник вала муфты сцепления |
— |
— |
52,05 |
52,05 |
Нутромер индикаторный модель 109, модель 154 |
||
|
Длина установочной коренной шейки |
60+0,10 5-я шейка |
45+0,10 5-я шейка |
— |
50+0,10 4-я шейка |
Нутромер индикаторный модель 154 |
||
|
Ширина шпоночных пазов |
8,02 6,02 |
6,02 |
— |
10,02 8,02 5,02 |
Шаблоны шпоночные 8154-0069 ПШ 8154-0073 ПШ |
||
|
Диаметр отверстий под штифты крепления маховика |
14,03 |
13,98 |
15,98 |
12,02 |
Нутромеры индикаторные модель 105 модель 109 |
||
|
Биение относительно общей оси: коренных шеек; поверхности под шкив, торца фланца на крайних точках |
0,06 0,04 — |
0,06 0,04 0,04 |
0,04 0,03 — |
0,03 — 0,02 |
Приспособление индикаторное для контроля в центрах 70-8735-1022 |
||
 раздел«Восстановление»)
раздел«Восстановление»)|
1 |
2 |
3 |
4 |
5 |
6 |
|
Биение относительно оси: крайних коренных шеек: средних коренных шеек, поверхности под шестерню, поверхности под шкив, поверхности фланца под маховик, торца фланца на крайних точках |
0,03 0,03 0,04 — — |
0,03 — 0,04 0,04 0,04 |
0,02 0,03 0,03 — — |
0,02 0,03 — — 0,02 |
Приспособление индикаторное для комплексного контроля на призмах 70-8735-1021 |
|
Радиус кривошипа |
65±0,10,3 |
62,5± ±0,04 |
70±0,05 |
57,50,06 |
Приспособление индикаторное 70-8734-1010 |
Примечание: * Утопание торца конуса коленчатого вала при замере калибром.
Восстановление.
Диаметры коренных шеек коленчатого вала, мм.
|
Марка двигателя |
Производственные размеры |
Ремонтные размеры |
||||||||
|
Маркировка |
||||||||||
|
1Н |
2Н |
Д1 |
Р1 |
Д2 |
Р2 |
Д3 |
Р3 |
Д4 |
Р4 |
|
|
СМД-60 А-41 Д-240Л Д-65М |
92,25 105 75,25 85,25 |
92-0,015 104,75 75-0,095 85-0,100 |
91,75 — 74,75 84,75 |
91,50 104,5 74,50 84,50 |
91,25 — 74,25 84,25 |
91,0 104,2 74,00 84,00 |
90,75 — 73,75 83,75 |
90, 104, 0 73,50 83,50 |
90,25 — 73,25 83,25 |
90,0 103, 7 73,00 83,00 |
Д1, Д2, Д3, Д4 – первый, второй, третий, четвертый промежуточные размеры, установленные технической документацией на ремонт. Под шейки
Под шейки
этих размеров ремонтное предприятие изготавливает вкладыши путем переточки вкладышей, бывших в эксплуатации.
Р1, Р2, Р3, Р4 — первый, второй, третий, четвертый ремонтные размеры, установленные зводом-изготовителем. Под шейки этих размеров завод поставляет вкладыши ремонтных размеров.
Диаметры шатунных шеек коленчатого вала, мм.
|
Марка двигателя |
Произв. размеры |
Ремонтные размеры |
||||
|
маркировка |
||||||
|
1Н |
2Н |
Р1 |
Р2 |
Р3 |
Р4 |
|
|
СМД-60 А-41 Д-240Л Д-65М |
85,25 85,00 68,25 75,25 |
85-0,015 84,75 68-0,090 75-0,095 |
84,50 84,50 67,50 74,25 |
84,00 84,25 67,00 73,50 |
83,50 84,00 66,50 72,75 |
83,00 83,75 66,00 72,00 |
Для шатунных шеек, так же как и для коренных, существуют промежуточные ремонтные размеры.
|
Рис. 1. Контроль вкладыша |
Вкладыши по толщине дефектуют многопозиционной скобой — гребенкой. Проходные пояски позволяют определить размерную группу вкладыша, а непроходные — пригодность вкладыша к дальнейшей работе.
Ремонт коленчатых валов и подшипников
Ремонт коленчатых валов и подшипников
Основными дефектами коленчатых валов являются: износ и задиры шатунных и коренных шеек; грязевые отложения в полостях шатунных шеек; трещины на шейках вала; прогиб вала; износ шеек под распределительную шестерню и шкив привода вентилятора; износ стенок шпоночных канавок, поверхностей отверстий под шарикоподшипник муфты сцепления и поверхности отверстий (гладких и с резьбой) во фланце под болты крепления маховика и др.
Поверхности шатунных и коренных шеек изнашиваются неравномерно, на них появляются конусность и овальность. Наибольший износ шеек наблюдается на участках поверхностей, обращенных в сторону оси коленчатого вала.
Необходимость ремонта коленчатого вала и замены подшипников определяют по величине овальности шеек и по превышению допустимых зазоров в подшипниках.
Перед ремонтом коленчатый вал разбирают, вывертывают технологические пробки в щеках и тщательно промывают полости для центробежной очистки масла и масляные каналы в моечной машине ОМ-3600, используя приспособления, или в машине ОМ-22601, специально предназначенной для этих целей. Более легко удаляются отложения после нагрева вала до 200…250°С.
Контроль вала начинают с выявления трещин на его шейках магнитным дефектоскопом или магнитным карандашом. Затем по торцевому биению фланца крепления маховика, которое допускается не более 0,05 мм, определяют прогиб вала. При большем биении валы подвергают правке.
Основной операцией ремонта коленчатых валов является шлифование коренных и шатунных шеек на ремонтные размеры. Для коренных и шатунных шеек коленчатых валов тракторных и автомобильных двигателей в зависимости от их марки установлены четыре и более ремонтных размеров с диапазоном 0,25 мм. Шлифуют шейки коленчатого вала на шлифовальных станках типа 3423 или 3420 с необходимым набором приспособлений, позволяющих как устанавливать, так и проверять установку вала перед шлифованием.
Шлифуют шейки коленчатого вала на шлифовальных станках типа 3423 или 3420 с необходимым набором приспособлений, позволяющих как устанавливать, так и проверять установку вала перед шлифованием.
Абразивный круг перед шлифованием балансируют, правят алмазным карандашом или алмазозаменителем и закругляют кромки на размер радиуса галтелей шеек шлифуемого вала, проверяя его шаблоном. Радиусы галтелей шеек для двигателей: Д-50, Д-240, Д-16— 4 мм; Д-37М — 4,5 мм; СМД-60, Д-108—5,0 мм; для остальных тракторных двигателей 6 мм, а для автомобильных 3…5 мм.
При шлифовании должен применяться люнет, укрепляемый на станине станка. Кулачки люнета доводят до упора в шлифуемую шейку. Они воспринимают усилия, создаваемые при врезании в шейку абразивного круга, и препятствуют прогибу вала.
Режимы шлифования следующие: окружная скорость круга 25… 30 м/с; частота вращения вала при предварительном шлифовании 28… 32 об/мин и подача по глубине 0,010…0,015 мм/об; при окончательном чистовом шлифовании частота вращения вала 8. ..15 об/мин, подача по глубине 0,003…0,005 мм/об.
..15 об/мин, подача по глубине 0,003…0,005 мм/об.
Вначале шлифуют шатунные шейки коленчатого вала, закрепив его в патронах-центросместителях первой коренной шейкой и фланцем. Центросместители позволяют смещать вал на величину радиуса кривошипа. Контроль установки вала осуществляют по мерным линейкам на центросместителях в зависимости от величины радиуса кривошипа коленчатого вала.
Планшайбы с центросместителями перед установкой вала фиксируют в вертикальной плоскости. Вал в патронах устанавливают и закрепляют так, чтобы кривошипы расположились в вертикальной плоскости, а шатунные шейки лежали на губках вертикальной призмы приспособления без просвета. Затем на станину станка, против шатунных шеек, ставят стойку с индикатором так, чтобы его удлиненная ножка упиралась в шейку в горизонтальной плоскости. Поворачивая вал вместе с планшайбами, фиксируют показания индикатора при каждом вертикальном положении кривошипов. Изменяя положение вала в центросместителях, добиваются, чтобы разница в показаниях индикатора не превышала 0,1 мм.
На контрольной плите проверяют радиус кривошипа после шлифования. Оси шатунных шеек должны быть параллельны коренным. Отклонение от параллельности (разность максимальных показаний индикаторов в точках «в» и «в’»), включая конусность шейки, допускается не более 0,03 мм на длине 100 мм. Смещение осей шатунных шеек относительно общей диаметральной плоскости, проходящей через первую коренную и первую шатунную шейки, допускается не более 1 мм.
Коренные шейки вала шлифуют при установке его на неподвижных центрах станка. Вращение вала осуществляется от поводкового патрона передней бабки. Радиальное биение фланца под маховик и шейки под распределительную шестерню при вращении вала не должно превышать 0,05 мм. При большем биении необходимо проточить центровые фаски резцом на токарном станке, закрепляя вал в патроне станка и люнете.
Черновое шлифование рекомендуется начинать со средней коренной шейки. Затем полностью шлифуют остальные шейки и заканчивают шлифование чистовым средней коренной шейки.
Коренные шейки, так же как и шатунные, шлифуют на один и тот же ремонтный размер при разнице в диаметрах не более 0,05 мм. При отклонении диаметра одной шатунной шейки от диаметра остальных шеек более чем на 0,2 мм при разнице в ремонтных размерах для данного вала в 0,25 мм допускается обработка этой шейки на следующий ремонтный размер. Овальность и конусность всех шеек допускается не более 0,015 мм. Твердость шеек должна быть не ниже 50 HRC. Шероховатость поверхности в пределах 0,16…0,32 мкм.
Для контроля размера вала в процессе шлифования применяют приспособление, показанное на рисунке.
Перед чистовым шлифованием необходимо разделать фаски у масляных отверстий. Для этого применяют высокооборотную пневматическую дрель со специально заправленным абразивным инструментом или электродрель со сверлом диаметром 14… 16 мм, имеющим твердосплавные пластинки (частота вращения не более 500 об/мин).
Полирование шеек коленчатого вала следует выполнять абразивными или алмазными лентами с помощью приспособления ОР-6688 к шлифовальному станку по режимам, приведенным ранее.
Изношенные шейки для подшипников качения у валов пусковых двигателей, для распределительной шестерни и шкива привода вентиЛятора восстанавливают электромеханической обработкой, электроимпульсным наращиванием, плазменным напылением или железнением с последующей механической обработкой до нормального размера.
Изношенные стенки шпоночных канавок восстанавливают обработкой на увеличенный размер.
Изношенные отверстия во фланце коленчатого вала под болты крепления маховика рассверливают на увеличенный ремонтный размер по кондуктору или совместно с маховиком и нарезают в отверстиях резьбу ремонтного размера.
Перед шлифованием на 3-й ремонтный размер всей шейки коленчатых валов всех марок двигателей должны проверяться на твердость. При недостаточной твердости их рекомендуется закалить ТВЧ.
После использования всех ремонтных размеров изношенные коленчатые валы могут восстанавливаться до номинальных размеров наплавкой под слоем флюса, гальваническим наращиванием или электроконтактным напеканием металлических порошков.
После ремонта или восстановления коленчатые валы должны подвергаться динамической балансировке на специальной машине БМ-У4. Неуравновешенность устраняют высверливанием отверстий в противовесах вала.
Допускается величина дисбаланса для коленчатых валов двигателей СМД-60—50 гсм; СМД-14, А-01—40 гсм; грузовых автомобилей — 70… 120 гсм; легковых автомобилей — 10…50 гсм.
Коренные и шатунные подшипники коленчатых валов автотракторных двигателей при износе получают овальность с большей осью в плоскости, перпендикулярной разъему подшипников, и конусность. В результате увеличиваются зазоры в подшипниках, что приводит к появлению стуков и падению давления масла в магистрали. Величина масляного зазора в подшипниках допускается примерно в 2 раза больше нормального зазора.
Последующее использование изношенных подшипников для большего размера вала возможно после удаления поверхностного слоя с накопленными абразивными частицами путем растачивания.
У подшипников наблюдается также выкрашивание антифрикционного слоя, смятие плоскостей в местах разъема и ослабление посадки в постелях шатуна и блока в результате износа внутренней поверхности последних.
Восстановление коленчатого вала в Новосибирске
Восстановление коленчатого вала – процесс достаточно непростой, зависит от многих факторов и возможен не в каждой компании по ремонту двигателей, так как эта услуга узкоспециализированная. Коленвал представляет собой сложную конструкцию, которая играет важную роль в регулировании усилия шатунов в крутящий момент двигателя. Восстанавливая коленчатый вал, следует сохранять соосность всех механизмов. Для начала замеряются все ремонтные размеры, и проводится геометрия вала. Геометрия позволяет определить, какой именно ремонт детали необходим. Так же следует обратить внимание, какие манипуляции с валом проводились раньше, так как скорей всего появится необходимость в применении нестандартных ремонтных вкладышей. Слабым местом коленчатых валов является изнашивание шеек, которое устраняется шлифовкой под ремонтный размер, либо восстановлением методом детонационного напыления под заданный размер. Восстановление шеек коленвала предотвратит возникновение деформации детали. На этом этапе так же следует произвести запайку трещин с последующей обработкой. Все работы проводятся на специализированных станках, контролирующих баланс детали. По завершению шлифовки шатунных шеек, шлифуются коренные.
Восстановление шеек коленчатого вала напылением позволяет не только полностью восстановить геометрию вала, но и значительно повысить срок его службы. Полученный после восстановления коленвал, имеет заводские параметры и прослужит вам безупречно долгие годы.
Восстановление шеек коленчатого вала в нашей компании выполняется на специализированных высокоточных станках предназначенных специально для восстановления шеек распределительных и коленчатых валов.
Наша компания «КВАЛИТЕТ» предлагает свои услуги по восстановлению шеек коленчатого вала, и предоставляет гарантию на все виды своих работ.
Вам достаточно заполнить форму обратной связи на нашем сайте или позвонить нам по телефону: + 7 913-898-51-57 и наши специалисты ответят на все интересующие вас вопросы.
Восстановление шеек коленвала предотвратит возникновение деформации детали. На этом этапе так же следует произвести запайку трещин с последующей обработкой. Все работы проводятся на специализированных станках, контролирующих баланс детали. По завершению шлифовки шатунных шеек, шлифуются коренные.
Восстановление шеек коленчатого вала напылением позволяет не только полностью восстановить геометрию вала, но и значительно повысить срок его службы. Полученный после восстановления коленвал, имеет заводские параметры и прослужит вам безупречно долгие годы.
Восстановление шеек коленчатого вала в нашей компании выполняется на специализированных высокоточных станках предназначенных специально для восстановления шеек распределительных и коленчатых валов.
Наша компания «КВАЛИТЕТ» предлагает свои услуги по восстановлению шеек коленчатого вала, и предоставляет гарантию на все виды своих работ.
Вам достаточно заполнить форму обратной связи на нашем сайте или позвонить нам по телефону: + 7 913-898-51-57 и наши специалисты ответят на все интересующие вас вопросы.
Дефекты коленчатых валов — Коленвал
В этой статье мы рассмотрим основные дефекты коленчатых валов, причины их возникновения и способы устранения. Конечно, при возникновении любой проблемы с коленчатым валом двигателя рекомендуется обращаться к специалистам. Однако, в конечном итоге именно потребитель выбирает коленчатый вал, определяет где и как он будет установлен, как и кем проверен, а также что будет сделано при возникновении каких-либо проблем. Поэтому эта статья рассчитана на то, чтобы дать основную информацию о коленчатых валах и их дефектах в доступной краткой форме, которая поможет принять правильное решение.
Если вам необходима бесплатная личная консультация инженера по поводу любых проблем с Вашим коленчатым валом, Вы можете связаться с нами по телефону.
Коленчатый вал – наиболее ответственная, наиболее нагруженная и дорогостоящая деталь двигателя. Коленвал работает в крайне неблагоприятных условиях: на него действуют ударные динамические нагрузки, силы трения, неуравновешенные моменты, крутильные колебания и вибрации, высокие температуры, статические нагрузки от сопрягаемых деталей.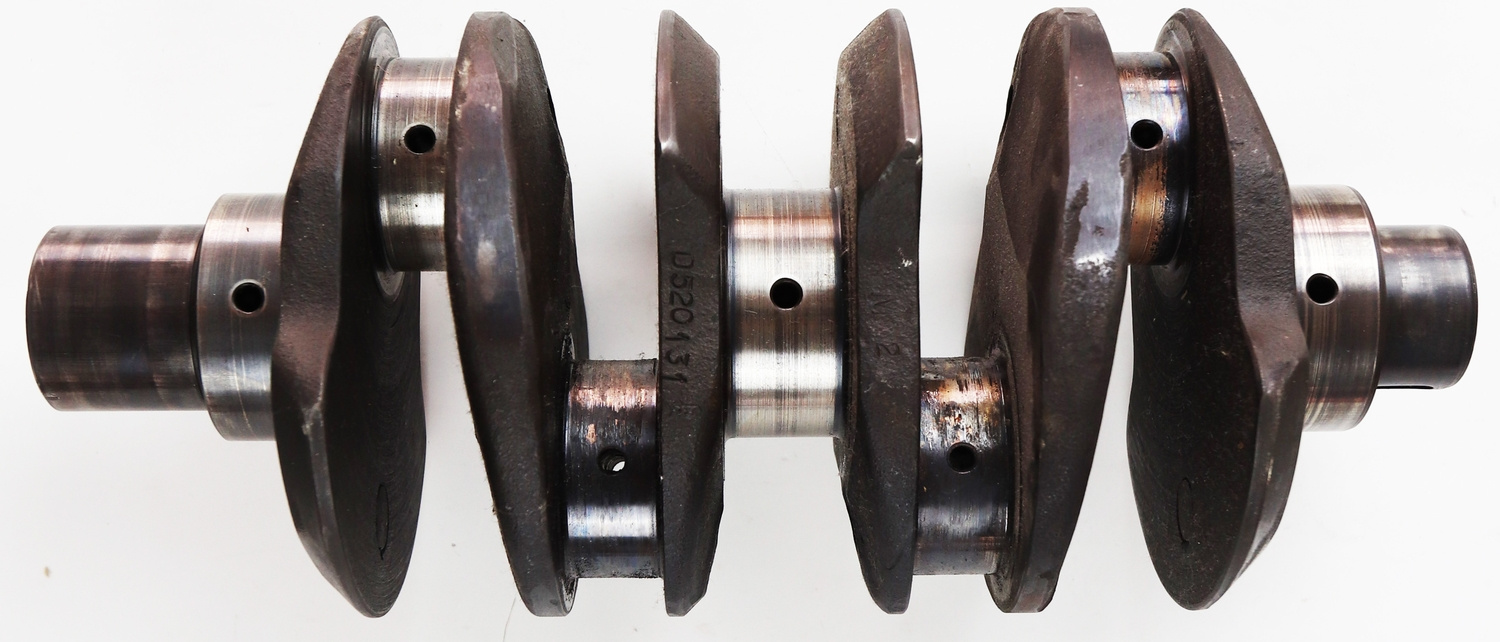 Именно коленчатый вал принимает на себя все недостатки сборки двигателя. Дефекты геометрии блока или шатунов в первую очередь скажутся на ресурсе коленчатого вала. Однако, несмотря на столь высокие требования к этой детали, качественный коленчатый вал при условии грамотной сборки двигателя обладает прекрасным ресурсом. В этом проявляется рациональность и высокий запас надежности советстких конструкций дизелей строительной и сельскохозяйственной техники.
Именно коленчатый вал принимает на себя все недостатки сборки двигателя. Дефекты геометрии блока или шатунов в первую очередь скажутся на ресурсе коленчатого вала. Однако, несмотря на столь высокие требования к этой детали, качественный коленчатый вал при условии грамотной сборки двигателя обладает прекрасным ресурсом. В этом проявляется рациональность и высокий запас надежности советстких конструкций дизелей строительной и сельскохозяйственной техники.
При приобретении коленчатого вала перед сборкой двигателя покупатель имеет право (а, скорее, обязанность!) проверить полностью коленчатый вал перед установкой в двигатель. Такая проверка может проводится на ремонтном предприятии, в шлифовальной мастерской, на заводе. Даже если вы купили абсолютно новый коленчатый вал, все равно стоит проверить его перед установкой. Но все же дефекты новых коленчатых валов встречаются гораздо реже, чем дефекты ремонтных коленвалов.
Большинство проблем типичны.
1. Ускоренный износ шеек коленчатого вала.
Слишком быстрый износ шеек коленвала чаще всего связан с проблемами блока. Обязательно необходимо проверить геометрию посадочных мест блока под подшипники. В этом случае коленчатый вал может «болтаться» в постелях блока, что приводит к существенному увеличению нагрузок и быстрому износу. Втоой причиной, ставшей особенно актуальной в последние годы, может быть некачественный материал коленчатого вала. На рынке присутствует достаточно большое количество недорогих коленчатых валов импортного производства. Среди них есть как качественные, прекрасно зарекомендовавшие себя марки, так и откровенные подделки. Конечному потребителю бывает непросто разобраться. В случае использовнаия высокопрочного чугуна, ресурс коленчатого вала остается практически неизменным. Например, фирма BLAT использует только чугун ВЧ при производстве коленчатых валов и пятилетняя практика показывает высокий ресурс деталей BLAT. Но в случае, если на материале решили секономить, использовать более мягкий серый чугун или сталь, незакаленную токами высокой частоты, тогда ресурс коленчатого вала и межремонтные периоды существенно уменьшаются.
Более подробная информация о материалах различных коленчатых валов
Более подробная информация о способах упрочнения коленчатых валов
2. Задиры на поверхностях шеек коленчатого вала.
Задиры на шейках коленчатого вала, как правило, связаны с состоянием системы смазки дизеля. Здесь может быть очень большое число факторов: некачественное масло, нарушение сроков замены масла, засорение масляного фильтра, недостаточное давление в системе. Также задиры могут образоваться вследствие проблем с охлаждением дизеля или с нарушением температурного режима, так как перегрев разжижает масло. Износ поршневых колец приводит к попаданию частичек топлива или продуктов сгорания в масло, что также разжижает его.
В этом случае коленчатый вал шлифуется, меняются вкладыши. Необходимо также проверить систему смазки, систему охлаждения, систему питания дизеля, заменить фильтрующие элементы, проверить масляные каналы и заменить поршневые кольца при необходимости. Достаточно большой перечень работ делает экономически рациональным проведение полного капитального ремонта двигателя.
Достаточно большой перечень работ делает экономически рациональным проведение полного капитального ремонта двигателя.
3. Ускоренный износ поверхностей под полукольца осевого смещения коленвала.
Встречается значительно реже, чем царапины, задиры или трещины. Наиболее частая причина — неисправность привода выключения сцепления вследствие неправильной эксплуатации водителем. В случае такого дефекта необходимо заменить полукольца осевого смещения и отремонтировать привод сцепления. Следует обращать внимание на правильную эксплуатацию для профилактики. Полукольца осевого смещения, как правило, приобретаются вместе с вкладышами — входят в комплект коренных вкладышей. Исключение составляют полукольца осевого смещения, на ЯМЗы и КамАЗы, корторые продаются отдельно от коренных вкладышей.
4. Царапины на поверхностях шеек коленвала.
Этот дефект встречается очень часто. Следует отличать царапины на шейках от усталостных трещин. Царапина при осмотре с лупой имеет светлое дно, в то время как дно трежины не просматривается (черного цвета). При полировке царапина начинает исчезать, а трещина остается на месте. Обычно царапины располагаются прямо на шейке, а трещины захватывают, часть галтели. Геометрически царапина обычно плавная, трещина имеет кривую ломанную форму. Небольшие царапины естественным образом появляются при долговременной эксплуатации. Также царапины образуются при наличии посторонних частиц в масле. Возможны подобные повреждения при транспортировке. Для неглубоких царапин бывает достаточно отполировать шейки коленчатого вала. Если царапина имеет глубину более 3-5 микрон, необходимо все шейки (или все шатунные, или коренные, в зависимости от того, на какой повреждение) отшлифовать на следующий ремонтный размер. Следует обратить внимание на все шейки коленчатого вала и проверить их форму измерениями в 2-х плоскостях. Проверить поверхности шатунов под вкладыш на элипсность и конусность. Следует заменить моторное масло, масляный фильтр. Для профилактики необходимо регулярно проверять систему смазки и менять масло.
При полировке царапина начинает исчезать, а трещина остается на месте. Обычно царапины располагаются прямо на шейке, а трещины захватывают, часть галтели. Геометрически царапина обычно плавная, трещина имеет кривую ломанную форму. Небольшие царапины естественным образом появляются при долговременной эксплуатации. Также царапины образуются при наличии посторонних частиц в масле. Возможны подобные повреждения при транспортировке. Для неглубоких царапин бывает достаточно отполировать шейки коленчатого вала. Если царапина имеет глубину более 3-5 микрон, необходимо все шейки (или все шатунные, или коренные, в зависимости от того, на какой повреждение) отшлифовать на следующий ремонтный размер. Следует обратить внимание на все шейки коленчатого вала и проверить их форму измерениями в 2-х плоскостях. Проверить поверхности шатунов под вкладыш на элипсность и конусность. Следует заменить моторное масло, масляный фильтр. Для профилактики необходимо регулярно проверять систему смазки и менять масло. Также важно использовать рекомендуемое моторное масло.
Также важно использовать рекомендуемое моторное масло.
5. Биения, прогиб коленчатого вала.
Прогиб коленчатого вала часто встречается в длинных коленчатых валах комбайнов, строительной техники. В большей степени изгибу оси подвержены валы рядных двигателей с большим количеством цилиндров. Также изгиб чаще встречается в коленчатых валах изготовленных из некачественного мягкого материала. Проверка коленчатого вала на изгиб несложна. Вал укладывается на призмы, установленные на ровной толстой металлической плите. Вращая коленвал, с помощью индикатора проверяется прогиб оси коленвала. Допускается изгиб в среднем до 0,05 мм., и этот допуск связан с общим размером детали. Точнее вы это узнаете прочитав чертеж по допуску на осевое биение конкретного коленчатого вала. Если обнаружен изгиб более допускаемого, проводится выпрямление коленчатого вала.
6. Отклонение шеек от размера
Постепенный износ шеек коленчатого вала — естественный процесс. При установке вала в двигатель существуют определенные требования к размеру. Для разных коленчатых валов они различны. В целом допуски для новых коленчатых валов составляют не более 2 соток. Допуск коленчатого вала при ремонте двигателя составляет не более 5 соток. Коленчатые валы с отклонениями размеров шеек более 5 соток однозначно подлежат шлифовке на следующий ремонтный размер.
При установке вала в двигатель существуют определенные требования к размеру. Для разных коленчатых валов они различны. В целом допуски для новых коленчатых валов составляют не более 2 соток. Допуск коленчатого вала при ремонте двигателя составляет не более 5 соток. Коленчатые валы с отклонениями размеров шеек более 5 соток однозначно подлежат шлифовке на следующий ремонтный размер.
Размеры шеек коленчатых валов сельскохозяйственной техники
7. Трещины коленвала.
Трещина коленчатого вала — наиболее опасный дефект, который может привести к быстрому усталостному излому, что в свою очередь выводит из строя сопрягаемые детали. При наличии трещины любого размера и любой локализации коленчатый вал не ремонтируется. Определить наличие или отсутствие трещин можно тщательным визуальным осмотром. В помощь визуальному осмотру применяют метод проливания поверхностей щеек взвесью тонкой металлической пыли в керосине или в солярке. Металлическая пыль садится на все впадины цилиндрической поверхности и на силовые линии магнитного поля детали. Дальше главное- все эти места вытирают насухо и тщательно осматривают через лупу и определяют куда села пыль. Царапины имеют светлое дно, линия царапин не имеет ломаного характера, часто имеет плавные радиусы. Трещины идут в глубину металла, заполнены грязью и не имеют дна. Линия трещины не меняет свое направление плавно, может иметь ломанные и прямые (либо слабо искривленные участки). Магнитные линии исчезают после уборки пыли.
Дальше главное- все эти места вытирают насухо и тщательно осматривают через лупу и определяют куда села пыль. Царапины имеют светлое дно, линия царапин не имеет ломаного характера, часто имеет плавные радиусы. Трещины идут в глубину металла, заполнены грязью и не имеют дна. Линия трещины не меняет свое направление плавно, может иметь ломанные и прямые (либо слабо искривленные участки). Магнитные линии исчезают после уборки пыли.
Также примненяется магнитная дефектоскопия. Но для коленчатых валов мы этот метод принципиально не рекомендуем, так как полностю размагнитить коленчатый вал не удается и остаточное магнитное поле собирает из масла все мелкие металлические включения, что крайне плохо для ресурса коленчатого вала.
Цветная дефектоскопия где-то аналогична проливанию пылью и вполне приемлима для поиска мест тщательного осмотра с увеличением.
Ультрозвуковая дефектоскопия дает вполне надежные результаты и не вредит валу, но она существенно дороже и основное ее преимущество- определение внутренних дефектов литья и металлического проката не актуально для коленчатых валов, так как здесь разрушение начинается на поверхности и внутренние дефекты крайне редки из-за особенностей технологий изготовления заготовок коленчатых валов, это меньше чем 1 из 10000.
Несмотря на то, что многие фирмы беруться «починить» треснувший коленчатый вал, этого делать категорически не стоит. Треснувший коленчатый вал никогда и ни при каких обстоятельствах не подлежит ремонту.
Изображения
Ремонт валов 🔨 — выполните ремонт приводных валов в СПб.
Научно-производственная фирма «Плазмацентр» оказывает услуги по ремонту валов различного рабочего оборудования. Несмотря на то, что валы машин изготавливают из высококачественной углеродистой и легированной стали, они подвержены регулярному износу, стачиванию, повреждению и со временем могут выйти из строя. Предотвратить изнашивание таких деталей может своевременная защитная обработка. Даже если конструкция имеет значительную степень износа, ремонт карданных валов возможен благодаря современным технологиям плазменного и газоплазменного напыления.
Предотвратить изнашивание таких деталей может своевременная защитная обработка. Даже если конструкция имеет значительную степень износа, ремонт карданных валов возможен благодаря современным технологиям плазменного и газоплазменного напыления.
Научно-производственная фирма «Плазмацентр» оказывает услуги по ремонту валов различного рабочего оборудования (ремонт карданных валов, ремонт коленчатых валов, приводных, посадочных мест вала).
По форме продольной геометрии валы можно разделить на прямые, эксцентриковые (кривошипные) и гибкие. Валы бывают следующих типов:
- Валы передач,
- Трансмиссионные валы,
- Коренные валы (коренные валы станков называют шпинделями),
- Гладкие валы,
- Ступенчатые валы,
- Полые валы.
- Шлицевые валы,
- Вал-шестерня, вал-червяк,
- Коленчатые валы, распределительные валы,
- Карданные валы,
- Вал-редуктор
Несмотря на то, что валы машин изготавливают из высококачественной углеродистой и легированной стали, они подвержены регулярному износу, стачиванию, повреждению и со временем могут выйти из строя. Вал используются в различных механизмах, устройствах, оборудовании для передачи вращающего или крутящего момента.
Вал используются в различных механизмах, устройствах, оборудовании для передачи вращающего или крутящего момента.
Предотвратить изнашивание таких деталей может своевременная защитная обработка, например плазменное упрочнение. Новое покрытие, напыленное одним из вышеперечисленных способов, обеспечивает высокую прочность и износоустойчивость.
Детали сложной формы — валы и оси — в процессе эксплуатации подвергаются непрерывной нагрузке и, как следствие, получают различные поломки, дефекты и трещины. В зависимости от серьезности повреждений, в процессе ремонта коленчатых валов детали проходят через наплавочные и слесарные работы, правку и механическую шлифовку.
Опорные части валов, через которые действующие на них нагрузки передаются корпусным деталям, называются цапфами. Цапфу, расположенную в средней части вала, обычно называют шейкой. Концевую цапфу вала, передающую корпусным деталям только радиальную нагрузку или радиальную и осевую одновременно, называют шипом, а концевую цапфу, передающую только осевую нагрузку, называют пятой. С цапфами вала взаимодействуют элементы корпусных деталей, обеспечивающие возможность вращения вала, удерживающие его в необходимом для нормальной работы положении и воспринимающие нагрузку со стороны вала. Соответственно элементы, воспринимающие радиальную нагрузку (а часто вместе с радиальной и осевую) называют подшипниками, а элементы, предназначенные для восприятия только осевой нагрузки – подпятниками.
С цапфами вала взаимодействуют элементы корпусных деталей, обеспечивающие возможность вращения вала, удерживающие его в необходимом для нормальной работы положении и воспринимающие нагрузку со стороны вала. Соответственно элементы, воспринимающие радиальную нагрузку (а часто вместе с радиальной и осевую) называют подшипниками, а элементы, предназначенные для восприятия только осевой нагрузки – подпятниками.
На нашей производственной площадке любой ремонт вала включает в себя следующие операции:
- Анализ технических условий изделия и чертежей. Среда эксплуатации и нагрузка могут быть различным, поэтому выполнять ремонт судового вала, ремонт вала насоса и ремонт коленчатого вала мы будем по-разному.
- Выбор технологии восстановления поверхности вала и подбор материалов для выполнения ремонта вала.
- Формирование технико-коммерческого предложения на выполняемые работы и согласование работ с Заказчиком.
- Входной контроль вала
- Предварительная механическая обработка
- Подготовка поверхности вала под нанесение покрытия.
 Может быть различная в зависимости от технологии восстановления.
Может быть различная в зависимости от технологии восстановления. - Нанесение покрытия на вал.
- Контроль нанесенного покрытия.
- Окончательная механическая обработка до чертежных размеров.
- Замеры и контроль качества.
- Сдача восстановленного изделия Заказчику.
За счет возможности использования высококачественных легированных материалов, отремонтированные, или восстановленные валы могут служить дольше новых.
Иногда ремонт вала может потребоваться после того, как в процессе изготовления, при механической обработке происходит больший съем материала, либо по какой-то другой ошибке. Часто подобные ошибки не устранить с помощью механической обработки и требуется нанесение покрытия с целью восстановления размера вала.
Готовы выполнить работы по ремонту поверхности изношенного вала методами наплавки или напыления, а также поставить новые валы изготовленные по чертежам заказчика с упрочненной поверхностью.
Если Вам требуется отремонтировать вал в Санкт-Петербурге, заполните бланк заказа и пришлите нам по адресу [email protected], наши инженеры подготовят технико-коммерческое предложение для решения Ваших задач.
Другие услуги
«Плазмацентр» предлагает- услуги по восстановлению деталей, нанесению покрытий, напылению в вакууме, микроплазменному напылению, электроискровому легированию, плазменной обработке, аттестации покрытий, напылению нитрида титана, ремонту валов, покрытию от коррозии, нанесению защитного покрытия, упрочнению деталей;
- поставка оборудования для процессов финишного плазменного упрочнения, сварки, пайки, наплавки, напыления (например, газотермического, газопламенного, микроплазменного, высокоскоростного и детонационного напыления), электроискрового легирования, приборов контроля, порошковых дозаторов, плазмотронов и другого оборудования;
- поставка расходных материалов, таких как сварочная проволока, электроды, прутки для сварки, порошки для напыления, порошки для наплавки, порошки для аддитивных технологий, проволока для наплавки и другие материалы для процессов сварки, наплавки, напыления, аддитивных технологий и упрочнения;
- проведение НИОКР в области инженерии поверхности, трибологии покрытий, плазменных методов обработки, выбора оптимальных покрытий и методов их нанесения;
- обучение, консалтинг в области наплавки, напыления, упрочнения, модификации, закалки.

Свяжитесь с нами по телефонам: +7 (812) 679-46-74, +7 (921) 973-46-74, или напишите нам на почту: [email protected]
Наши менеджеры подробно расскажут об имеющихся у нас технологиях нанесения покрытий, упрочнения, восстановления, придания свойств поверхности, а также о стоимости услуг компании.
Шлифовка коленчатого вала | Ремонт коленчатого вала | Шлифовальный шатун
RA Power Solutions с опытом более четырех десятилетий имеет
Ремонт шатунной шейки на портативном шлифовальном станке коленчатого вала на судне стала лидером в предоставлении услуг по шлифовке коленчатого вала на месте, ремонту коленчатого вала и шатунной шейки в Азии, на Ближнем Востоке, в Южной Америке, некоторых частях Европы и во многих странах мир. Технология и процесс, используемые для ремонта коленчатого вала , имеют новейшую конструкцию, что гарантирует, что качество после шлифовки и ремонта коленчатого вала поддерживается в строгом соответствии со спецификациями и допусками производителя двигателя.
Сочетание новейшей конструкции местного шлифовального станка для коленчатого вала , принадлежащего RA Power Solutions, и опытных специалистов, которые коллективно отремонтировали более 10000 коленчатых валов, дает нашим клиентам уверенность в успешном ремонте коленчатого вала после того, как работа будет передана RA Энергетические решения.
Ниже приведены основные неисправности коленчатого вала, требующие ремонта коленчатого вала:
- Следы пеленга и проявление шероховатости.
- Повреждение радиального буртика, отверстия для смазки в результате аварии.
- Увеличение конусности и овальности двигателя за пределы, установленные производителями двигателей.
- Повышение твердости сверх допустимого предела из-за перегрева.
- На пальцах кривошипа и коренной шейке обнаружены трещины.
- Наличие водяных знаков и шероховатой поверхности.
Процесс шлифовки и ремонта коленчатого вала, проводимый RA Power Solutions:
- Детальный контроль размеров коленчатого вала проводится техническими специалистами RA Power
- Проверка твердости поврежденного штифта CR или главной шейки коленчатого вала.

- Обнаружение трещин с помощью MPI, дефектоскопии красителя или ультразвукового обнаружения трещин.
- Визуальный осмотр Осмотр шатуна в процессе Проверка шатуна перед шлифовкой Наши старшие специалисты подробно изучают отчет о проверке, и выполняется необходимое планирование ремонта на месте. На месте шлифовка коленчатого вала и полировка выполняются RA Power в кратчайшие сроки.
Мы также располагаем портативными станками для шлифования коленчатого вала , которые имеют минимальную вибрацию.Это позволяет нам проводить шлифовку коленчатого вала и ремонт коленчатого вала даже во время плавания судна в открытом море.
Шлифовка и полировка коленчатого вала компанией RA Power Solutions После шлифовка коленчатого вала и Ремонт коленчатого вала наши технические специалисты готовят заключительные отчеты о проверке и отправляют клиентам для учета. RA Power также предлагает услуги по ремонту и техническому обслуживанию двигателей, прошивке металла, замене подшипников, запасных частей и т. Д. Шатун после шлифовки и полировки Шатун после заточки на судне
RA Power также предлагает услуги по ремонту и техническому обслуживанию двигателей, прошивке металла, замене подшипников, запасных частей и т. Д. Шатун после шлифовки и полировки Шатун после заточки на судне Автор — Г-н Радж Шахани Управляющий директор RA Power Solutions , имеющий почти четыре десятилетия опыта работы с дизельными двигателями большой мощности, коленчатым валом, турбинами и роторным оборудованием.
Ремонт коленчатого вала и твердое хромирование
Ремонт коленчатого вала
В промышленной сфере мы в компании Coastal Plating знаем, что для вас важно иметь самое работающее оборудование.Когда дело доходит до восстановления вашей системы, необходимо учитывать, что необходимо отправить ее в компанию с многолетним опытом. Мы понимаем, что у вас есть выбор, с какой компанией вы хотите вести бизнес, поэтому важно, чтобы наша работа выделялась среди других. Работая в сфере ремонта коленчатых валов более 55 лет, мы знаем, что для нас важен довольный клиент. У нас есть не только контроль качества, который следит за вашим коленчатым валом в процессе ремонта, но и управленческий персонал, который проверяет готовый продукт перед отправкой вам.Время простоя очень важно для Coastal Plating, поэтому быстрое время выполнения работ можно принять во внимание при консультации с одним из наших представителей.
Ремонт коленчатого вала с твердым хромированием
Компания Coastal Plating была основана в 1948 году. У нас работают квалифицированные мастера, которые эффективно выполняют свою работу. Более 300 лет ноу-хау в области промышленного хромирования используются в наших процедурах утилизации и восстановления. Специализируясь только на восстановлении изношенных, погнутых, заржавевших или поврежденных коленчатых и распределительных валов, мы можем предложить вам САМЫЙ БЫСТРЫЙ ДОСТУПНЫЙ ОБСЛУЖИВАНИЕ.Вы можете повторно собрать двигатель и вернуть его в эксплуатацию.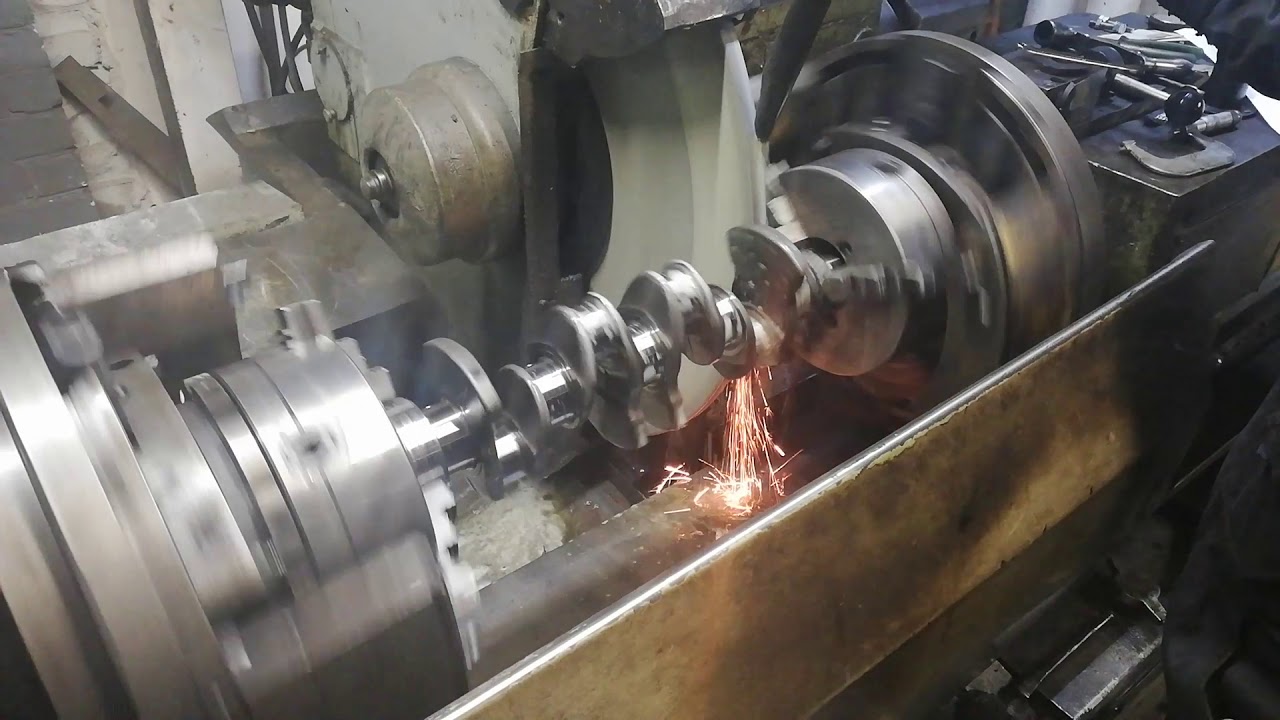 Ваше время простоя минимально. Наш контроль качества и профессиональное мастерство гарантируют вам БЫСТРЫЙ ОБРАТНЫЙ ОТВЕТ с бескомпромиссным качеством. Мы не хотим извиняться за брелок и не хотим делать это заново. Итак, мы делаем это правильно с первого раза. Одновременно мы следим за расходами. Наши цены, пожалуй, самые низкие в бизнесе. В наши дни и это важно. Низкая стоимость плюс вся необходимая надежность и производительность — уникальная комбинация для Coastal Plating.Мы снова отправим вас в путь!
Ваше время простоя минимально. Наш контроль качества и профессиональное мастерство гарантируют вам БЫСТРЫЙ ОБРАТНЫЙ ОТВЕТ с бескомпромиссным качеством. Мы не хотим извиняться за брелок и не хотим делать это заново. Итак, мы делаем это правильно с первого раза. Одновременно мы следим за расходами. Наши цены, пожалуй, самые низкие в бизнесе. В наши дни и это важно. Низкая стоимость плюс вся необходимая надежность и производительность — уникальная комбинация для Coastal Plating.Мы снова отправим вас в путь!
Cummins Ремонт коленчатого вала
В области промышленного производства твердого хромирования мы в компании Coastal Plating Company знаем, что для вас очень важно иметь самое работающее оборудование. Когда приходит время отремонтировать вашу систему, следует учитывать, что нужно отправить ее в компанию с многолетним опытом. Мы в компании Coastal Plating Company способны обрабатывать до 45 футов в длину с ходом до 48 дюймов, поворотом 92 дюймов и 80 000 фунтов. по весу.
по весу.
Cummins
Двигатели средней, большой и большой мощности. Cummins производит и продает полную линейку дизельных двигателей и двигателей, работающих на природном газе, для использования на шоссе и бездорожье. Его рынки включают грузовики большой и средней грузоподъемности, автобусы, туристические автомобили (RV), легковые автомобили и ряд промышленных применений, включая строительство, горнодобывающую промышленность, судостроение, нефть и газ, железную дорогу и военное оборудование
Компания Coastal Plating оказывает следующие услуги:
Шлифовка и ремонт коленчатого вала — Шлифовка коленчатого вала на месте Производитель из Гургаон
Подробная информация о продукте:
Мы специализируемся на шлифовании и полировке шейки коленчатого вала на месте и на месте до диаметра 700 мм.У нас есть более чем сорокалетний опыт успешного ремонта шейки коленчатого вала на месте без снятия коленвала с блока цилиндров.
Услуги по ремонту шейки коленчатого вала предлагаются во всем мире в короткие сроки, и это возможно, потому что все наши технические специалисты и руководители имеют действующие индийские CDC.
Успешный ремонт коленчатого вала с поврежденным радиусным буртиком из-за аварии.
Отмечено, что ведущие мировые компании не могут производить шлифовку шеек в случае повреждения радиального буртика шатунной шейки или главной шейки коленчатого вала.Их шлифовальный инструмент установлен на радиусной галтели, и все ориентиры для шлифовки и полировки взяты с радиуса галтели.
В случае повреждения закругления радиуса использование устаревшего шлифовального оборудования невозможно. Они всегда настаивают на первом ремонте закругленной кромки, взимая непомерные и необоснованные суммы. Это не только очень дорого обходится клиенту, но и удерживает судно.
Использование местного шлифовального станка для шейки коленчатого вала последней разработки от RA Power Solutions:
Имея более чем сорокалетний опыт в расширении услуг по шлифовке коленчатого вала, мы разработали на месте оборудование для шлифования шейки коленчатого вала, которое имеет новейшую конструкцию и новейшие технологии. Станок работает по принципу настольного заточки коленчатого вала и перемещается по собственным осям. Ссылка на радиус скругления не берется.
Станок работает по принципу настольного заточки коленчатого вала и перемещается по собственным осям. Ссылка на радиус скругления не берется.
Корпус основного оборудования изготовлен из титанового сплава и обладает свойством поглощения вибрации. Наше оборудование предназначено для работы даже в плавании и в суровых погодных условиях. Нет необходимости удерживать судно.
Оригинальная и опытная компания по ремонту журналов коленчатого вала на месте
RA Power Solutions — оригинальная компания, которая разработала компактное и легкое оборудование для шлифования коленчатого вала на месте эксплуатации.Мы продали более 70 единиц оборудования для шлифовки и полировки коленчатых валов по всему миру, обучая технических специалистов наших клиентов на рабочем месте.
Использование нашего усовершенствованного станка для шлифования коленчатых валов значительно сокращает время простоя двигателя. В определенных случаях, в зависимости от диаметра шатунной шейки и главной шейки, мы можем вернуть двигатель в работу после ремонта коленчатого вала в течение 12 часов.
Оборудование настолько компактно, что его можно разместить даже в ограниченном пространстве или малой ширине подшипника кривошипа и проводить шлифовку.
Мы регулярно выполняем ремонтные работы на Мадагаскаре, Омане, Катаре, Филиппинах, Бахрейне, Шриланке, Бангладеш, Мьянме, Турции, Нигерии, Греции, Саудовской Аравии, Великобритании, Дубае, Мальте, Кипре, Сингапуре, Малайзии, Колумбии, Индонезии, Гонконг, Испания, Нидерланды, Дубай, Португалия, Эстония, Марокко, Бельгия, Вьетнам, Канада.
Этот блог ведет г-н Радж Шахани (управляющий директор RA Power Solutions India Pvt. Ltd.).
Г-н Шахани — высококвалифицированный бизнес-лидер с более чем 40-летним опытом работы в области энергетики, тяжелой промышленности и судоходства.Он является техническим советником во многих отраслях судоходства и тяжелой промышленности по всему миру.
Г-н Шахани — один из самых увлеченных профессионалов, и он обладает всем блеском образцового лидера. Г-н Шахани — чрезвычайно эффективный тренер и наставник команд и обладает большим опытом в обеспечении лидерства в глобальной межкультурной среде.
Шлифовка и ремонт коленчатого вала — на месте Производитель шлифовального станка коленчатого вала из Гургаона
Мы специализируемся на шлифовании и полировке шейки коленчатого вала на месте и на месте до диаметра 700 мм.У нас есть более чем сорокалетний опыт успешного ремонта шейки коленчатого вала на месте без снятия коленвала с блока цилиндров.
Услуги по ремонту шейки коленчатого вала предлагаются во всем мире в короткие сроки, и это возможно, потому что все наши технические специалисты и руководители имеют действующие индийские CDC.
Успешный ремонт коленчатого вала с поврежденным радиусным буртиком из-за аварии.
Отмечено, что ведущие мировые компании не могут производить шлифовку шеек в случае повреждения радиального буртика шатунной шейки или главной шейки коленчатого вала.Их шлифовальный инструмент установлен на радиусной галтели, и все ориентиры для шлифовки и полировки взяты с радиуса галтели.
В случае повреждения закругления радиуса использование устаревшего шлифовального оборудования невозможно. Они всегда настаивают на первом ремонте закругленной кромки, взимая непомерные и необоснованные суммы. Это не только очень дорого обходится клиенту, но и удерживает судно.
Они всегда настаивают на первом ремонте закругленной кромки, взимая непомерные и необоснованные суммы. Это не только очень дорого обходится клиенту, но и удерживает судно.
Использование местного шлифовального станка для шейки коленчатого вала последней разработки от RA Power Solutions:
Имея более чем сорокалетний опыт в расширении услуг по шлифовке коленчатого вала, мы разработали на месте оборудование для шлифования шейки коленчатого вала, которое имеет новейшую конструкцию и новейшие технологии.Станок работает по принципу настольного заточки коленчатого вала и перемещается по собственным осям. Ссылка на радиус скругления не берется.
Корпус основного оборудования изготовлен из титанового сплава и обладает свойством поглощения вибрации. Наше оборудование предназначено для работы даже в плавании и в суровых погодных условиях. Нет необходимости удерживать судно.
Оригинальная и опытная компания по ремонту журналов коленчатого вала на месте
RA Power Solutions — оригинальная компания, которая разработала компактное и легкое оборудование для шлифования коленчатого вала на месте эксплуатации. Мы продали более 70 единиц оборудования для шлифовки и полировки коленчатых валов по всему миру, обучая технических специалистов наших клиентов на рабочем месте.
Мы продали более 70 единиц оборудования для шлифовки и полировки коленчатых валов по всему миру, обучая технических специалистов наших клиентов на рабочем месте.
Использование нашего усовершенствованного станка для шлифования коленчатых валов значительно сокращает время простоя двигателя. В определенных случаях, в зависимости от диаметра шатунной шейки и главной шейки, мы можем вернуть двигатель в работу после ремонта коленчатого вала в течение 12 часов.
Оборудование настолько компактно, что его можно разместить даже в ограниченном пространстве или малой ширине подшипника кривошипа и проводить шлифовку.
Мы регулярно выполняем ремонтные работы на Мадагаскаре, Омане, Катаре, Филиппинах, Бахрейне, Шриланке, Бангладеш, Мьянме, Турции, Нигерии, Греции, Саудовской Аравии, Великобритании, Дубае, Мальте, Кипре, Сингапуре, Малайзии, Колумбии, Индонезии, Гонконг, Испания, Нидерланды, Дубай, Португалия, Эстония, Марокко, Бельгия, Вьетнам, Канада.
Этот блог ведет г-н Радж Шахани (управляющий директор RA Power Solutions India Pvt. Ltd.).
Ltd.).
Г-н Шахани — высококвалифицированный бизнес-лидер с более чем 40-летним опытом работы в области энергетики, тяжелой промышленности и судоходства.Он является техническим советником во многих отраслях судоходства и тяжелой промышленности по всему миру.
Г-н Шахани — один из самых увлеченных профессионалов, и он обладает всем блеском образцового лидера. Г-н Шахани — чрезвычайно эффективный тренер и наставник команд и обладает большим опытом в обеспечении лидерства в глобальной межкультурной среде.
Неудачный ремонт коленчатого вала Jaguar в Скоттсдейле
by techplusaadmin 20 августа 2019 г. Автомобили Jaguar известны своей элегантностью и высокими характеристиками.Эти драгоценные камни настолько особенные, что увидеть их на дороге — редкое удовольствие для автолюбителей. Однако с годами модель Jaguar расширила свою традиционную модель до более «семейного» стиля; соответствует потребностям растущих семей, которые любят путешествовать стильно. Помимо абсолютной красоты, Jaguar — это еще и высокопроизводительные автомобили. При надлежащем уходе и внимании они могут длиться годами.
Помимо абсолютной красоты, Jaguar — это еще и высокопроизводительные автомобили. При надлежащем уходе и внимании они могут длиться годами.
Тем не менее, этот бренд имеет свою долю проблем, варьирующихся от плохого расхода топлива до частых сенсорных проблем .Одна из главных проблем, с которой сталкиваются несколько владельцев Jaguar, связана с коленчатым валом . Как и во многих других транспортных средствах, своевременное решение общих проблем предотвращает выход из-под контроля в будущем. Если вы владелец Jaguar и хотите узнать подробности этой проблемы, ознакомьтесь с этими ключевыми симптомами, указывающими на то, что виноват ваш коленчатый вал, и как с ними бороться.
Роль коленчатого вала
Прежде чем приступить к диагностике потенциальных проблем, давайте сначала рассмотрим, какую важную роль играет коленчатый вал и как он сильно влияет на здоровье вашего автомобиля.
Без коленчатого вала ваша машина практически не двигалась бы. Его основная роль заключается в обеспечении спускового механизма путем непосредственной связи с поршнем . Поршень забирает топливо , которое вы заливаете в свой автомобиль, сжигает его и выпускает энергетический газ , который помогает двигателю двигаться. Поскольку коленчатый вал соединен с поршнем, его состояние в значительной степени определяет и фактически влияет на эффективность поршня. Подводя итог, можно сказать, что если коленчатый вал не работает должным образом, ваша машина практически не двинется с места.
Его основная роль заключается в обеспечении спускового механизма путем непосредственной связи с поршнем . Поршень забирает топливо , которое вы заливаете в свой автомобиль, сжигает его и выпускает энергетический газ , который помогает двигателю двигаться. Поскольку коленчатый вал соединен с поршнем, его состояние в значительной степени определяет и фактически влияет на эффективность поршня. Подводя итог, можно сказать, что если коленчатый вал не работает должным образом, ваша машина практически не двинется с места.
Теперь, когда вы понимаете его важность, давайте рассмотрим несколько признаков проблем с коленчатым валом и то, как они напрямую влияют на ваш автомобиль.
Признаки неисправности коленчатого вала
Загорается лампа проверки двигателя
Один из основных способов связи автомобиля с вами — это органы чувств на приборной панели. Вы будете знать, когда возникнет надвигающаяся проблема, потому что она будет мигать, пока вы не решите ее. Поэтому, если вы заметили, что ваш «индикатор проверки двигателя» мигает, возможно, пришло время доставить ваш Jaguar для обслуживания.Если этот сигнал колеблется, то есть вспыхивает и гаснет в течение длительного периода времени, совершенно необходимо не игнорировать проблему. Немедленно доставьте свой автомобиль на сервисное обслуживание.
Поэтому, если вы заметили, что ваш «индикатор проверки двигателя» мигает, возможно, пришло время доставить ваш Jaguar для обслуживания.Если этот сигнал колеблется, то есть вспыхивает и гаснет в течение длительного периода времени, совершенно необходимо не игнорировать проблему. Немедленно доставьте свой автомобиль на сервисное обслуживание.
Хронические пропуски зажигания
Осечки пугают и могут вывести из строя двигатель вашего Jaguar, если не устранить их немедленно. Если ваш поршень не получает правильных сигналов , это может привести к нескольким пропускам зажигания. Если у этого поршня отсутствуют сигналы, это может быть вызвано неисправным коленчатым валом. Осечки приведут к рывку вашей машины и спотыканию .Обратите внимание на то, как работает ваш автомобиль, — это ключ к раннему выявлению этой проблемы и предотвращению дальнейшего повреждения двигателя.
Проблемы с ускорением
Ваш Jaguar должен быстро разгоняться. Если у вас проблемы с ускорением, это может быть ошибка между компьютером в вашей машине и поршнем. В результате ваш автомобиль будет испытывать проблемы с ускорением; это приводит к тому, что двигатель перерабатывает , чтобы получить мощность.
Если у вас проблемы с ускорением, это может быть ошибка между компьютером в вашей машине и поршнем. В результате ваш автомобиль будет испытывать проблемы с ускорением; это приводит к тому, что двигатель перерабатывает , чтобы получить мощность.
Паузы между запуском
Как мы обсуждали ранее, коленчатый вал приводит автомобиль в движение.Когда с этой деталью возникают проблемы, запуск практически невозможен. Из всех сигналов, на которые следует обратить внимание, это тот, который заслуживает приоритета. Игнорирование проблемы может привести к необратимому повреждению вашего двигателя.
Вибрационный двигатель
Когда вы заводите автомобиль, вы можете заметить вибрацию двигателя. Это явный признак проблем; особенно для Ягуара. Часто возникает проблема с коленчатым валом, которую необходимо немедленно решать.
Как решать эти проблемы
Не отставайте от вашего обычного посещения сервисного центра. Ваш Jaguar — это автомобиль премиум-класса, который требует постоянного внимания. Пропуск обслуживания или пренебрежение заменой масла может привести к необратимому повреждению двигателя. Поэтому не забывайте записываться на прием к сервисному обслуживанию , чтобы обеспечить здоровье вашего Jaguar.
Ваш Jaguar — это автомобиль премиум-класса, который требует постоянного внимания. Пропуск обслуживания или пренебрежение заменой масла может привести к необратимому повреждению двигателя. Поэтому не забывайте записываться на прием к сервисному обслуживанию , чтобы обеспечить здоровье вашего Jaguar.
Затем обратите внимание на то, что вы кладете в свой автомобиль. От масла до топлива — все это играет жизненно важную роль в том, насколько хорошо работает ваш коленчатый вал.Выбирайте качество, а не удобство, и ваш автомобиль окупит вас.
Как мы можем помочь
Если вам интересно, где можно проверить коленчатый вал, вы обратились по адресу. Tech Plus Automotive с гордостью обслуживает районы Phoenix , Paradise Valley , McCormick Ranch и Scottsdale, AZ . Если у вас возникли проблемы с коленчатым валом, без колебаний принесите свой Jaguar прямо сейчас.
Amazon.com: National 99353 — Ремонтная гильза заднего коленчатого вала: Automotive
В настоящее время недоступен.
Мы не знаем, когда и появится ли этот товар в наличии.
- Убедитесь, что это подходит
введя номер вашей модели.
- Создан для бесперебойной и стабильной работы
- Подходит для вашего автомобиля и стиля жизни
- Изготовлен из высококачественных материалов для максимальной прочности
- Произведены в соответствии со строгими требованиями к качеству или превосходят их.
- Если у вас есть какие-либо вопросы или вам нужна информация по установке для вашего автомобиля, свяжитесь с нами.
Замена датчика коленчатого вала | Стоимость и услуги
Как найти слесаря для замены датчика коленвала
Выберите сертифицированного профессионала
Запах новой машины, возможно, давно исчез, но это не значит, что ваша машина не заслуживает самого лучшего, даже если она видела лучшие времена. Вы же не хотите, чтобы кто-нибудь открывал капюшон и ковырялся. Ищите сертифицированного механика, который имеет опыт работы с маркой и моделью вашего автомобиля.
Кроме того, имейте в виду, что существует множество различных областей, в которых технический специалист может специализироваться. Вам нужно будет выбрать кого-то, у кого есть сертификат производительности двигателя A8.
Вы же не хотите, чтобы кто-нибудь открывал капюшон и ковырялся. Ищите сертифицированного механика, который имеет опыт работы с маркой и моделью вашего автомобиля.
Кроме того, имейте в виду, что существует множество различных областей, в которых технический специалист может специализироваться. Вам нужно будет выбрать кого-то, у кого есть сертификат производительности двигателя A8.
У них хорошая репутация?
Рекомендации, полученные из уст в уста или через интернет-обзоры, — отличный способ найти звездную механику.Если ремонтный бизнес существует уже давно и у него есть преданные поклонники, можно поспорить, что они работают разумно и честно.
Они кажутся профессиональными?
Ремонт на подъездной дорожке должен быть профессиональным опытом. Вы поймете, что находитесь в надежных руках, когда механик в чистой форме прибудет на служебном автомобиле, оснащенном инструментами и запчастями для выполнения работы. Пора поднять свои стандарты.
Пора поднять свои стандарты.
Не оставляйте сомнений в качестве
Качество датчика ранга варьируется, как и масштаб выполняемой работы. Всегда спрашивайте о гарантиях при записи на прием. Гарантии обеспечивают гарантию качества и защищают вас в редких случаях, когда с ремонтом что-то пойдет не так.
Как найти местную мастерскую для замены датчика коленчатого вала
Ищите сертифицированного механика
Убедитесь, что в магазине работают только лучшие, также известные как ASE, профессионалы.В частности, вы захотите спросить, имеет ли механик, назначенный для вашего автомобиля, сертификат эффективности двигателя A8. А если у магазина нет необходимых учетных данных, продолжайте.
Репутация — это все
У лучших магазинов есть лояльная клиентура — и плотный график, подтверждающий это. Онлайн-рекомендации или устные предложения помогут вам найти механика с выдающейся репутацией.
Онлайн-рекомендации или устные предложения помогут вам найти механика с выдающейся репутацией.
Они полезны?
Хороший магазин найдет время, чтобы подробно объяснить диагностику и замену датчика коленвала. Они также будут честны в отношении ценообразования (включая оценку стоимости запчастей и работ) и не будут пытаться прибавить к лишнему ремонту.
Они предлагают гарантию?
Вы не хотите оказаться в затруднительном положении из-за некачественного датчика коленчатого вала или ненадлежащего изготовления.Спросите о гарантийном покрытии при записи на прием. Надежная гарантия дает уверенность в том, что вы получаете датчик кривошипа OEM-класса и квалифицированный ремонт.
.