РЕМОНТ ШАТУНОВ
Любой шатун, поступающий в ремонт, последовательно проходит два этапа восстановления:
- восстановление отверстия нижней (большей) головки;
- восстановление отверстия верхней (меньшей) головки – если в шатуне конструктивно заложена втулка.
Этап 1: ВОССТАНОВЛЕНИЕ НИЖНЕЙ (БОЛЬШОЙ) ГОЛОВКИ ШАТУНА
Шатун разбирается и осаживается (припиливается) на абразивной плите по плоскостям стыка, отверстие, как правило, приобретает эллипсную форму. Затем шатун поступает на хонингование большого отверстия. Контроль в ходе обработки производится нутромером с микронной головкой. Некруглость отверстия после хонингования составляет не более 0,002мм
Обработка может производиться на самом убитом токарном станке, где есть главное движение, либо
на «ПРЕЦИЗИОН-БГШ» — специальной хонинговальной установке, позволяющей осуществлять регулировку
диаметра обработки не останавливая шпиндель, что повышает производительность обработки.
Для различных шатунов мы предлагаем хонголовки трех типоразмеров:
- с базой Ǿ35мм;
- с базой Ǿ40мм;
- с базой Ǿ50мм.
Каждая хонголовка перенастраивается в своем диапазоне посредством замены опорного сектора и колодки с абразивными брусками в течении 1мин. Таким образом одна хонголовка способна обработать разные шатуны, например, «ЯМЗ», «КАМАЗ», «ИКАРУС» и др.
Этап 2: ВОССТАНОВЛЕНИЕ ВЕРХНЕЙ (МАЛОЙ) ГОЛОВКИ ШАТУНА
После замены втулки для более плотной ее посадки в отверстии в некоторых шатунах (зависит от
конструкции сменной втулки) мы применяем раскатывание. Раскатки регулируются по диаметру
и гарантируют стабильный припуск для последующей расточки. При раскатывании также используется
токарный станок.
При раскатывании также используется
токарный станок.
В большинстве же случаев шатун с замененной втулкой поступает сразу на расточку «под палец». «ПРЕЦИЗИОН-МГШ» способен растачивать разные шатуны, его переналадка на расточку другого шатуна производится в течении 2..3мин.
Данный станок обеспечивает все заводские требования по параллельности (не более 0,02мм на длине
100мм), скрещиваемости осей (не более 0,08мм на длине 100мм) большого и малого отверстий,
а также стабильное межцентровое расстояние всех шатунов в комплекте. Далее финишная обработка
малого отверстия – разворачивание под палец (контроль также нутромером с микронной головкой).
Алмазные развертки, применяемые для подгонки под палец, убирают все неровности, оставленные
после резца и придают отверстию правильную круглость, с их помощью реально обеспечить зазор,
например — 0,008мм.
Чтобы проконтролировать один из самых главных параметров (параллельность осей нижней и верхней головок) шатун устанавливается в «нехитром» приспособлении. Здесь же контролируется и «скрещивание».
Завершающим действием в ремонте любых шатунов (в комплекте) является их подгонка по весу.
- Комплект поставки
- хонголовка – 1шт.
- плита абразивная (для осадки) – 1шт.
- раскатка (наличие зависит от конструкции втулки) – 1шт.
- станок «ПРЕЦИЗИОН-МГШ» – 1шт.
- алмазная развертка – 1шт.
- Дополнительно заказываемые позиции
«ПРЕЦИЗИОН БГШ» — установка для хонингования нижней головки шатуна.

- Видео
Расширения для Joomla
Ремонт шатунов двигателя в Москве по низким ценам МоторТехнология
С принципом работы кривошипно-шатунного механизма (КШМ) знакомят еще в школе, а теорию работы КШМ изучают сейчас в колледжах и университетах. Эффективное преобразование поступательного движения во вращательное занимает человечество практически уже более одной тысячи семьсот лет и столько же времени не меньший интерес вызывает у людей и разработка технологий ремонта КШМ, в частности, шатунов как одной из самой нагруженной детали.
Эффективное преобразование поступательного движения во вращательное занимает человечество практически уже более одной тысячи семьсот лет и столько же времени не меньший интерес вызывает у людей и разработка технологий ремонта КШМ, в частности, шатунов как одной из самой нагруженной детали.
О ремонте шатунов написано много монографий, книг и статей в СМИ. Компания Мотортехнология имеет большой и положительный опыт восстановления шатунов от различных двигателей и мы хотим познакомить наших будущих потенциальных заказчиков с технологиями и специальным оборудованием, которые применяются в нашем сервисном центре.
Ремонт или покупка нового шатуна?
При капитальном ремонте двигателя всегда встает вопрос об экономической целесообразности его проведения. Из мировой практики известно что, если стоимость капитального ремонта агрегата, узла и т.п. составляет 50…75% от стоимости нового изделия и при этом обеспечивается 100% ресурс работы от нового, то такой ремонт считается экономически рациональным. Однако, это общеизвестные постулаты, а конкретнее нужно смотреть фактические цифры….
Однако, это общеизвестные постулаты, а конкретнее нужно смотреть фактические цифры….
Для проведения анализа мы взяли розничные цены (средние по г. Москве) на новые шатуны отечественного и импортного производства, а также стоимость по прайс-листу нашего сервисного центра на обязательные операции по ремонту шатунов, которые обеспечат их нормальную работу в эксплуатации. По данным можно сделать заключение, что ремонтировать шатуны от малолитражных моторов (типа ВАЗ 2112) нецелесообразно, так как цена их ремонта сопоставима со стоимостью новых (исключение может составлять только тюнинг или же реставрация). Восстановление шатунов от моторов среднего и большого литража является актуальным и экономически целесообразным, особенно, если взять во внимание «мягко говоря» российское качество шатунов, поступающих в запчасти. Более интересная ситуация получается с шатунами от импортных двигателей, восстановление которых составляет всего лишь 21…38% от стоимости новых.
В заключение, следует отметить, что наибольший экономический эффект получается при восстановлении шатунов от моторов большого литража как отечественного, так и импортного производства.
Перед тем как восстанавливать какую-либо деталь нужно знать не только технологию ее изготовления, допуски на размеры и отклонения от формы, но и условия ее работы в эксплуатации (действующие нагрузки).
Краткая небесполезная информация
Для серийного производства шатунов используют технологии:
— литье в кокиль (специальные высокопрочные чугуны) – позволяет получать шатуны сложной формы;
— штамповка из легированных сталей – обеспечивает повышение прочностных характеристик шатунов, имеет в сравнении с литьем более высокую производительность, но применима только для шатунов «простой» формы;
— спекания порошкового металла – малоотходная технология, обеспечивающая очень высокие прочностные характеристики и снижение веса шатунов. Возможность формирование «ломаного» разъема нижней головки шатуна повышает надежность работы шатунных вкладышей.
Для нормальной эксплуатации шатунов очень важное значение имеет точность размеров, формы и качество обработки сопрягаемых поверхностей, например, отверстий в ВГШ и нижней головки шатуна (НГШ), а также отклонения от параллельности их осей и т.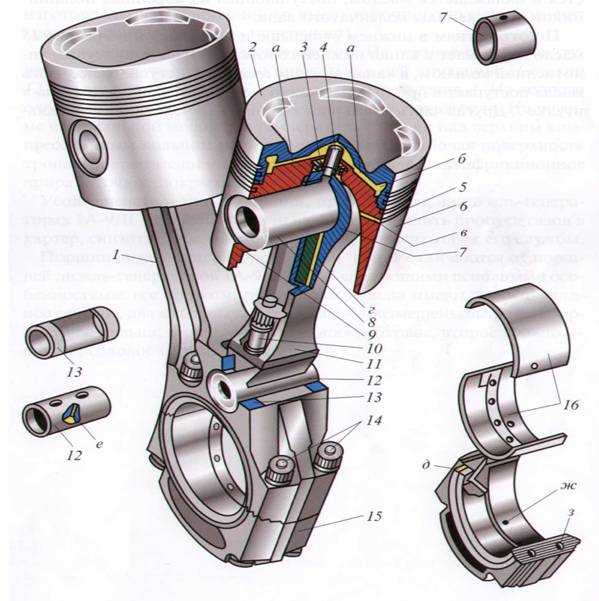 п..
п..
При работе мотора шатуны подвержены высокодинамичным знакопеременным нагрузкам, которые обуславливают действие на сопрягаемых деталях КШМ высоких удельных давлений. При отклонении от формы сопрягаемых поверхностей выше допуска или же ограниченной или недостаточной смазке (масляный насос не исправен или же неправильно подобрано по характеристикам масло)- температура в сопряжениях резко повышается, происходит естественное расширение металлов, уменьшается действующий зазор и режим «граничного» трения переходит в режим «сухого» трения. Результат – антифрикционный материал на вкладышах разрушается, наволакивается на коленчатый вал, мотор «недолго» стучит и заклинивает.
Не меньшее внимание надо уделять и качеству крепления разъема НГШ. Износы: резьбы в шатуне или болтах; центрирующих поясков на болтах; «удлинение» болтов из-за превышения момента затяжки; неперпендикулярность резьбы на шатунных болтах или гайках и т.п. – все это может создать аварийную ситуацию типа «руки дружбы». В связи с этим, перед сборкой шатунов их необходимо очень тщательно отдефектовать!
В связи с этим, перед сборкой шатунов их необходимо очень тщательно отдефектовать!
Перед дефектовкой шатуны обязательно очищаются в автоматической мойке Magido L102. Шатуны разбираются, проверяется качество резьб на болтах и шатунах, состояние пазов под замки вкладышей, наличие загрязнений в масляных каналах и делается визуальный осмотр деталей на предмет наличия следов механических повреждений. Затем в специальном приспособлении (см. фото 1) с помощью динамометрического ключа производится сборка шатуна в соответствие с требованиями завода-изготовителя.
с помощью динамометрического ключа производится сборка шатуна в соответствие с требованиями завода-изготовителя
Для проверки параллельности осей ВГШ и НГШ используется специальное приспособление AZ 840 (фото2), состоящее из стойки с отшлифованной поверхностью, к которой в призмах перпендикулярно устанавливается одна из трех оправок с выдвигающейся опорой из твердого фторопласта. AZ 840 позволяет очень четко «забазировать» шатуны любых размеров для проведения тестирования. Две индикаторные головки, установленные на кронштейне с призмами, предварительно настраиваются на «ноль» и позволяют измерять с точностью ±0,01мм отклонения осей в двух взаимно перпендикулярных плоскостях, т.е. при тестировании шатуна на изгиб и кручение.
AZ 840 позволяет очень четко «забазировать» шатуны любых размеров для проведения тестирования. Две индикаторные головки, установленные на кронштейне с призмами, предварительно настраиваются на «ноль» и позволяют измерять с точностью ±0,01мм отклонения осей в двух взаимно перпендикулярных плоскостях, т.е. при тестировании шатуна на изгиб и кручение.
Следует отметить, что при чрезмерном износе отверстия в ВГШ использование поршневого пальца стандартного диаметра невозможно, так как люфт в сопряжении превышает допуск на отклонения осей. В таких случаях нам приходится выпрессовывать втулку и изготавливать фальшпалец для проведения корректного тестирования шатунов.
В практике было немало шатунов имеющих кривизну превышающую допуск. В таких случаях мы выбраковываем детали, т.к. у производителей современных моторов «правка» шатунов не предусмотрена в технологиях их ремонта. Естественно, у наших заказчиков возникает вопрос, а почему мы не исправляем этот дефект? Ведь предлагаются на рынке специальные механические прессы для правки шатунов.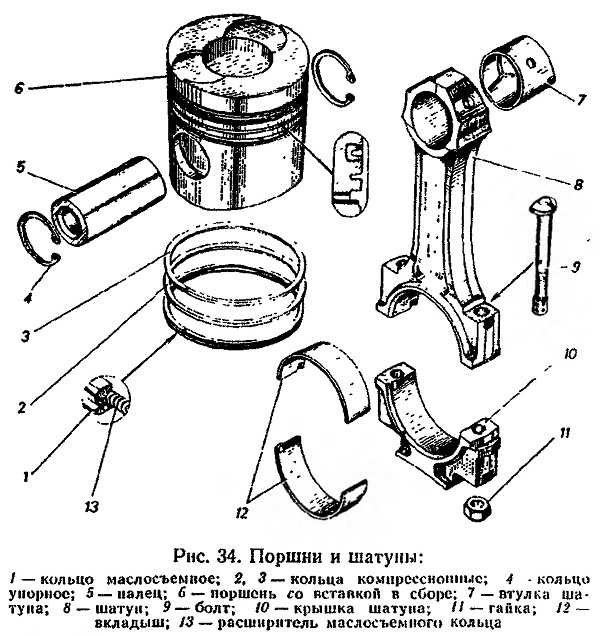 Здесь следует отметить следующее, что прессы эти были придуманы во всем мире и в СССР в том числе, для правки шатунов производства 70-х годов прошлого века, сделанных из достаточно «пластичных» сталей. Кроме того, всегда нужно помнить при правке какой-либо детали, в том числе коленчатого вала, что практически все металлы помнят свою «историю нагружения», поэтому «обратная» деформация под статической нагрузкой при правке на прессе может привести к неравномерному износу деталей цилиндро-поршневой группы в дальнейшей эксплуатации из-за проявления снова — непараллельности осей ВГШ и НГШ. Поэтому мы считаем вопрос о правке шатуна спорным и мы не хотим создавать проблем для заказчика в будущем и делаем все согласно рекомендациям заводов-изготовителей двигателей.
Здесь следует отметить следующее, что прессы эти были придуманы во всем мире и в СССР в том числе, для правки шатунов производства 70-х годов прошлого века, сделанных из достаточно «пластичных» сталей. Кроме того, всегда нужно помнить при правке какой-либо детали, в том числе коленчатого вала, что практически все металлы помнят свою «историю нагружения», поэтому «обратная» деформация под статической нагрузкой при правке на прессе может привести к неравномерному износу деталей цилиндро-поршневой группы в дальнейшей эксплуатации из-за проявления снова — непараллельности осей ВГШ и НГШ. Поэтому мы считаем вопрос о правке шатуна спорным и мы не хотим создавать проблем для заказчика в будущем и делаем все согласно рекомендациям заводов-изготовителей двигателей.
Для проведения этой операции мы используем ручной пресс 10 тонн с комплектом оснастки, которую мы сами изготовили. Основной задачей при выполнении выпрессовки и запрессовки втулок является приложение нагрузки строго по оси втулки. Для успешного решения этой проблемы мы обеспечиваем четкую фиксацию шатуна на опорной плите с «разгрузкой» ВГШ и НГШ от воздействия плунжера, а также перпендикулярность оси штока гидроцилиндра к плите.
Для успешного решения этой проблемы мы обеспечиваем четкую фиксацию шатуна на опорной плите с «разгрузкой» ВГШ и НГШ от воздействия плунжера, а также перпендикулярность оси штока гидроцилиндра к плите.
Для обеспечения 100% ресурса восстановленных деталей мы используем оригинальные запасные части
Процесс запрессовки втулок в ВГШ происходит быстро с использованием другой оснастки
Важно отметить, что при установке новых втулок необходимо очень тщательно их выставить относительно шатуна, чтобы обеспечить нормальные условия для подачи масла, например, в зону поршневого пальца.
Для обработки отверстий в разных компаниях используются расточные станки, в том числе и специальные. Первое время мы использовали для решения этой задачи швейцарскую координатно-расточную машину Henri Hauser AG, которая позволяла обрабатывать шатуны с точностью до 0,01мм. В 2012 г. в станочном парке нашей компании появилась специальная машина BERCO AB651VS, которая позволяет обрабатывать отверстия в любых шатунах в диапозоне диаметров 13-150 мм и с межцентровым расстоянием между отверстиями от 55-650 мм.
Отличие этой модели от других зарубежных аналогов является наличие привода с электронным управлением, который обеспечивает плавное изменение частоты вращения шпинделя. Последнее обстоятельство крайне важно для обеспечения требуемой чистоты поверхности за счет бесступенчатого подбора режима резания.Следует иметь ввиду, что как при обработке антифрикционного слоя подшипника (сталебронзовые втулки) с толщиной слоя 0,3….0,5мм необходимо использовать резец с очень острой кромкой. На станке Henri Hauser AG с механическим приводом выбор режимов резания был все-таки ограничен и в результате чистота поверхности была несколько хуже, что, естественно, увеличивало время на выполнение следующей операции — финишное хонингование отверстия ВГШ. Кроме того, следует отметить, что если время цикла обработки одного шатуна на универсальном координатно расточном станке составляет примерно 10-15 мин, то на специальном станке цикл обработки проходит в 2-2. 5 раза быстрее.
5 раза быстрее.
Фиксация, например, ВГШ производится с помощью плунжеров , которые зажимают головку и исключают возможность её перемещений при обработке отверстия. Установка межцентрового расстояния, базировка шатуна на станке BERCO AB651VS производится легко и четко.
До обработки ВГШ производится её крепление с помощью зажимов
После предварительного центрирования шпинделя относительно втулки в шатуне с помощью конусов, производится окончательная юстировка оси с использованием специального центроискателя с индикаторной головкой и по его окончании производится контрольные измерения диаметра отверстия с помощью нутромера с точностью +0,001мм. Расточка нижней головки шатуна производится по аналогичной технологии.
Хонингование отверстий в шатунахРасточка цилиндров позволяет обеспечить точность обработки до 0,01мм, а на современных моторах уже действуют требования производить обработку в допуске 0,003мм. Выполнение этой задачи возможно только с использованием технологии хонингования.
Станок Sunnen LBB 1660 (США) является очень популярным в России и зарекомендовал себя как очень точный, удобный и неприхотливый в эксплуатации станок. Наш станок Sunnen LBB 1660 оснащен большим набором инструментальной оснастки, позволяющий решать все вопросы по хонингованию отверстий в шатунах двигателей автотракторной техники.
Кроме того, дополнительная опция в виде специального нутромера обеспечивает оперативный контроль отверстий с точностью до 0,0025мм.
В процессе хонингования оператор управляет усилием раздвижения брусков с помощью педали, а величина съема металла контролируется по индикаторной головке. Для равномерного съема металла со втулки шатун перемещается возвратно-поступательно параллельно оси шпинделя. Основной задачей финишного хонингования является обеспечение идеальной чистоты поверхности и формы отверстия с отклонением величины диаметра отверстия в пределах 3 микрон.
По завершении хонингования и проведения контрольных измерений шатуны поступают на участок мойки, а затем производится их консервация «легкими» смазками и детали поступают на склад готовой продукции.
В сервисно-техническом центре компании Мотортехнология Вы можете получить более подробную информацию по ремонту шатунов или отдать шатуны в ремонт.
* Обращаем ваше внимание на то, что данный Интернет сайт носит исключительно информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437 Гражданского кодекса Российской Федерации. Для получения подробной информации о стоимости услуг, пожалуйста, обращайтесь к менеджерам.
Назад к основам: восстановление шатунов
Когда вы смотрите на шатуны и думаете о том, чтобы вернуть их в эксплуатацию, вы должны учитывать множество моментов. Они являются одной из наиболее важных частей головоломки двигателя и испытывают большие нагрузки во время работы, поэтому вы должны уделять внимание деталям в процессе восстановления.
Нажмите здесь, чтобы узнать больше
Во многих случаях ремонт шатунов является необходимой частью ремонта двигателя. Во многих случаях приемлемо и значительно дешевле восстановить, а не заменить набор стержней. Например, на рынке большегрузных автомобилей многие специалисты по ремонту двигателей предпочитают восстанавливать шатуны, когда это возможно, потому что замена компонентов обычно дорога и не всегда необходима. Однако, как и в остальной части двигателя, существуют «лучшие» методы, которым необходимо следовать, чтобы обеспечить качественную сборку двигателя и избежать дорогостоящих возвратов.
Эксперты говорят, что восстановление шатунов включает в себя их тщательную очистку на наличие видимых повреждений. После их очистки и осмотра вы можете обнаружить явные признаки того, что повреждения существуют. Зазубрины и заусенцы или обесцвеченные стержни часто могут быть признаками того, что стержень выйдет из строя в будущем.
Следующим шагом является проверка шатунов магнитопорошковой дефектоскопией (MPI). На этом этапе выявляются любые скрытые повреждения, такие как трещины или другие факторы стресса и дефекты, которые невозможно увидеть. После выполнения MPI, если стержни все еще выглядят в хорошей форме, их следует проверить на изгиб и скручивание, которые, если они слишком велики, могут свести на нет остальную часть процесса восстановления. Эксперты говорят, что слишком большой изгиб или скручивание могли быть результатом слишком высоких оборотов двигателя или недостаточного масляного зазора, и, если их не выпрямить или заменить должным образом, это приведет к определенному отказу двигателя.
На этом этапе выявляются любые скрытые повреждения, такие как трещины или другие факторы стресса и дефекты, которые невозможно увидеть. После выполнения MPI, если стержни все еще выглядят в хорошей форме, их следует проверить на изгиб и скручивание, которые, если они слишком велики, могут свести на нет остальную часть процесса восстановления. Эксперты говорят, что слишком большой изгиб или скручивание могли быть результатом слишком высоких оборотов двигателя или недостаточного масляного зазора, и, если их не выпрямить или заменить должным образом, это приведет к определенному отказу двигателя.
Однако тщательный осмотр и обращение не ограничиваются только бывшими в употреблении стержнями. Один производитель двигателей предупреждает, что вы всегда должны тщательно проверять шатуны, даже если они новые, потому что вы никогда не знаете, когда один из них выйдет из строя и создаст проблемы в будущем. И новый или подержанный, это последнее, что вы хотите, чтобы произошло с вашим восстановленным или восстановленным двигателем.
Основная цель восстановления шатунов состоит в том, чтобы собрать набор прямых стержней нужной длины. Эксперты говорят, что в типичных легковых автомобилях, четырех- и шестицилиндровых бензиновых и дизельных двигателях шатуны должны быть обработаны до исходных характеристик с изгибом не более 0,0025 дюйма и скручиванием не более 0,00425 дюйма. Шток со слишком большим изгибом будет ограничивать масляный зазор с одной стороны на другую и, возможно, заклинит на конце штифта или на упорной поверхности коленчатого вала. Кроме того, они должны иметь круглые и концентрические отверстия, а крепежные детали также должны выдерживать нагрузки, возникающие в этом приложении — будь то высокопроизводительный двигатель или тяжелонагруженное оборудование.
Для обеспечения длительного срока службы двигателя шатуны должны быть правильно выровнены, а поверхности подшипников должны быть гладкими и идеально круглыми. Любые лепестки, вибрация или несоосность, особенно в двигателях, работающих на более высоких оборотах, повлияют на работу двигателя.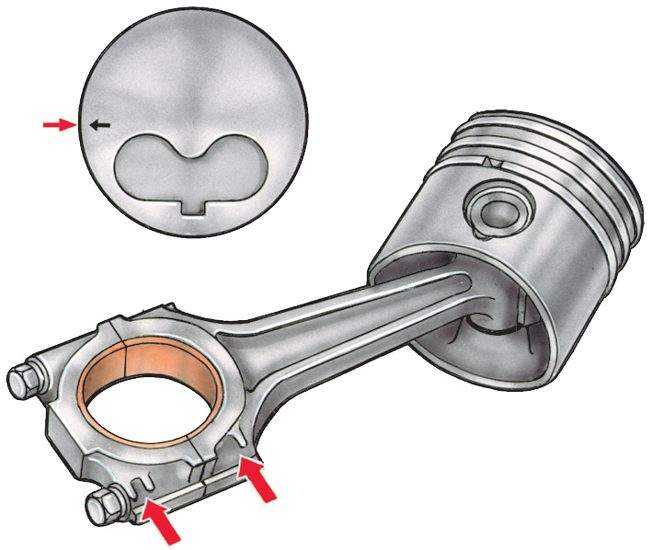
После того, как шток был тщательно очищен и осмотрен, его следует собрать обратно, затянув болты штока. С помощью измерителя растяжения проверьте правильность растяжения каждого болта тяги. Если растяжение не соответствует спецификации, замените болт. В то время как некоторые производители двигателей говорят, что безопаснее и дешевле просто заменить шатунные болты вместо измерения растяжения, другие говорят, что практика действительно зависит от применения, потому что некоторые высокоэффективные шатунные болты могут быть довольно дорогими.
После того, как крышки затянуты подходящими стержневыми болтами, измерьте отверстия шатунов. Это поможет вам определить, насколько нужно снять колпачки и до какого размера вам нужно их отточить. В общем, вы хотите снять как можно меньше материала, чтобы снова сделать канал ствола круглым. Эксперты говорят, что вы не должны снимать более 0,002 дюйма материала с шатуна за один раз. После того, как вы заточите шатун, измерьте шатун, чтобы увидеть, какой размер втулки вам нужно установить на конец шатуна.
Если в процессе осмотра обнаружен согнутый или перекрученный стержень, его возможно выпрямить.Один из методов исправления изгиба или скручивания называется холодным изгибом.Этого можно добиться с помощью специального удерживающего приспособления.При выполнении этой процедуры важно не чтобы поцарапать или поцарапать шатун, предупредите специалистов.Зазубрины и царапины ослабляют шатун и могут привести к возможной поломке.0003
Специалисты говорят, что сначала нужно определить направление изгиба или поворота. Большинство изгибов стержня будет расположено возле отверстия малого конца. Поместите шатун в приспособление для правки, используя переходники для шатуна и шатуна подходящего размера. Установите крышку и затяните болты крышки в соответствии со спецификацией. Выберите подходящий гибочный стержень. Он должен плотно прилегать к стержню, чтобы предотвратить забоины и царапины. Используйте стержень, чтобы сгибать стержень небольшими приращениями. Измерьте ход приспособления для выравнивания штока.
После того, как шатуны выпрямлены, расточены и отшлифованы, вы можете установить втулку нужного размера в малый конец, что, по мнению некоторых производителей двигателей, является очень важным шагом. Рекомендуется выпрессовать старую втулку поршневого пальца и установить новую. И чтобы втулка не вращалась, вы должны расширить ее, чтобы она соответствовала малому концевому отверстию. Чтобы расширить эту втулку, вдавите шарик из закаленной стали через внутренний диаметр. новой втулки. Это зафиксирует новую втулку и предотвратит ее вращение в отверстии. Если вы нагреваете стержень для установки новой втулки, вы должны дать ему остыть, прежде чем расширять втулку с помощью этой техники протяжки. Затем отшлифуйте крышку до правильного расстояния между центрами, отточите большой конец и установите новые шатунные болты.
Существует множество различных типов шатунов, от литой стали до стержней из порошкового металла (PM), «треснувших» стержней и шатунов различных типов.
Более половины шатунов, используемых в современных двигателях последних моделей, имеют двутавровую балку из порошкового металла.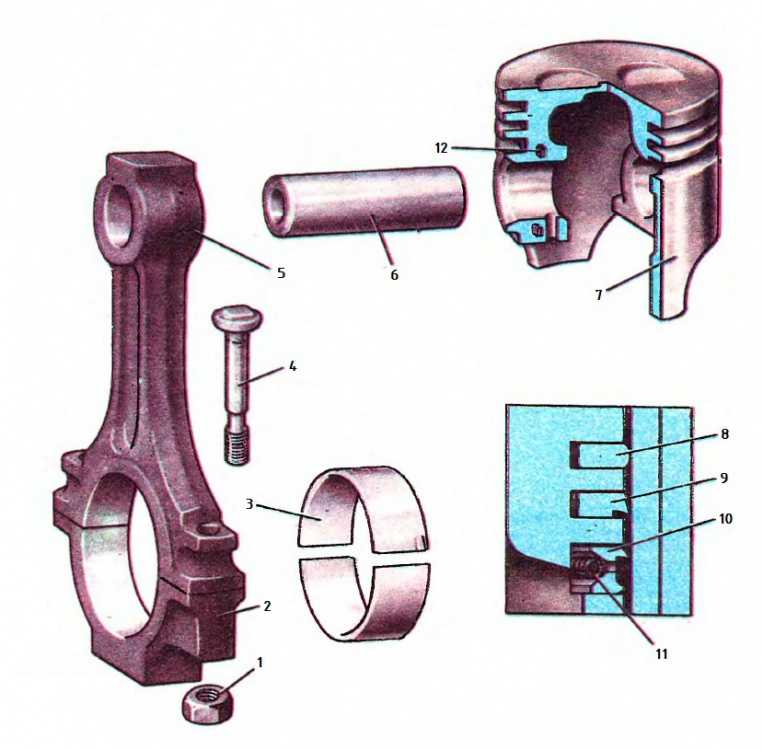 Стержни PM изготавливаются путем прессования порошкообразной стали в форму и нагревания ее до достаточно высокой температуры, при которой порошок плавится и сплавляется в твердый кусок. Этот процесс позволяет отливать стержни с очень точными допусками, что снижает объем механической обработки, необходимой для окончательной обработки детали, что делает производство стержней более высокого качества менее затратным.
Стержни PM изготавливаются путем прессования порошкообразной стали в форму и нагревания ее до достаточно высокой температуры, при которой порошок плавится и сплавляется в твердый кусок. Этот процесс позволяет отливать стержни с очень точными допусками, что снижает объем механической обработки, необходимой для окончательной обработки детали, что делает производство стержней более высокого качества менее затратным.
Стержни PM изготовлены из композита сплавов, которые позволяют «разламывать» крышки стержней по линии разъема, а не раскалывать их прямым разрезом. Многие стержни PM не подлежат обслуживанию, потому что вы не можете отшлифовать крышки, чтобы вернуть их к исходным характеристикам. В некоторых случаях встречаются негабаритные наружные диаметры. доступные подшипники, которые позволят вам отточить шатун и установить подшипник большего размера.
Преимущество для производителей заключается в том, что сломанный стержень PM выталкивается, как яйцо, с очень небольшой обработкой, чтобы сделать межцентровые расстояния правильными. Он выходит из процесса литья в окончательный размер и ломается по линии надреза, которая является частью дизайна. Эксперты отмечают, что стержни PM могут быть изготовлены с меньшими затратами, чем традиционные стержни, и являются более долговечным компонентом.
Он выходит из процесса литья в окончательный размер и ломается по линии надреза, которая является частью дизайна. Эксперты отмечают, что стержни PM могут быть изготовлены с меньшими затратами, чем традиционные стержни, и являются более долговечным компонентом.
Полученный перелом подобен осколку фарфора. Он имеет очень характерную поверхность, которая идеально сочетается друг с другом. Разлом имеет большую площадь поверхности, потому что у вас есть пики и впадины, а выравнивание более точное, так как колпачок подходит друг к другу только одним способом.
Для производителей двигателей мало что можно сделать с сломанными стержнями РМ. Вы не можете вырезать шапки из-за уникального разрыва на каждой из них. И, по большей части, вы не можете заточить канал ствола, потому что очень мало увеличенных наружных диаметров. подшипники в наличии. Некоторые поставщики имеют увеличенный внешний диаметр. подшипники для большого конца популярных приложений, но мы не уверены, доступны ли втулки для конца штифта.
Для повышения производительности некоторые производители двигателей проверяют уровень твердости шатунов по Роквеллу, прежде чем приступить к восстановлению. Производители высокопроизводительных удилищ знают, какая термообработка применялась и какой диапазон твердости является приемлемым. Перед восстановлением высокопроизводительного удилища рекомендуется обратиться к производителю удилища. Один производитель высокопроизводительных удилищ говорит, что любые удилища выше 43 Rockwell C не заслуживают ремонта. Если уровень твердости упал, это хороший признак того, что стержни были перегреты, и это повлияло на термообработку. Эксперты также предупреждают, что цвет стержней может вводить в заблуждение, и если проблема обнаружена достаточно быстро и она не повлияла на термообработку, то, вероятно, их можно будет восстановить.
После того, как стержни прошли испытание на твердость, были очищены и осмотрены, крышки должны быть снова прикручены болтами, а затем затянуты в соответствии со спецификацией. С помощью измерителя растяжения проверьте правильность растяжения каждого болта тяги в соответствии со спецификациями производителя. Некоторые эксперты говорят, что вам следует заменить все болты тяги на практике, но другие говорят, что это зависит от области применения, потому что болты тяги с высокими эксплуатационными характеристиками могут быть дорогими.
С помощью измерителя растяжения проверьте правильность растяжения каждого болта тяги в соответствии со спецификациями производителя. Некоторые эксперты говорят, что вам следует заменить все болты тяги на практике, но другие говорят, что это зависит от области применения, потому что болты тяги с высокими эксплуатационными характеристиками могут быть дорогими.
Если шток требует выпрямления, рекомендуется заменить болты штока после процесса выпрямления. Большинство болтов шатуна запрессовываются в шатун, поэтому рекомендуется выпрессовывать оба болта одновременно, а не выбивать их по одному. Они должны легко выдавливаться. Если требуется избыточное давление, возможно, вам придется нагреть их в стержневом нагревателе, иначе вы можете сломать или погнуть стержень.
После механической обработки крышек и стержней можно устанавливать новые болты. При установке болтов важно защитить поверхность разъема стержня. Для установки болтов можно изготовить или приобрести приспособление. Когда стержень расположен над приспособлением, болты можно посадить с помощью пробойника или молотка.
Когда стержень расположен над приспособлением, болты можно посадить с помощью пробойника или молотка.
Восстановление шатунов является важным и часто необходимым шагом в процессе восстановления двигателя. Они испытывают огромные нагрузки из-за постоянных остановок и изменения направления в сочетании с весом поршня и скоростью двигателя, которые бьют по подшипникам и вытягивают болты шатуна, которые скрепляют все вместе. Процессы, используемые для восстановления шатунов, немного различаются от двигателя к двигателю, но конечный результат должен быть одинаковым — прямые шатуны и гладкие круглые отверстия.
Восстановление шатуна Ремонт
Шатун дизельного двигателя играет важную роль в двигателе. Шатуны работают под огромным напряжением, вес поршня, установленного сверху, меняет направление более ста раз в минуту в зависимости от оборотов.
Опыт последних трех десятилетий показывает, что большая часть серьезных аварий происходит из-за выхода из строя шатунов. Периодический осмотр шатуна не проводится, так как болт шатуна удлиняется и появляются трещины. Также опыт показывает, что из-за непрерывной работы шатуна развивается чрезмерная конусность и овальность, которые либо увеличивают, либо уменьшают масляный зазор, что приводит к серьезному выходу из строя шатуна и повреждению двигателя.
Периодический осмотр шатуна не проводится, так как болт шатуна удлиняется и появляются трещины. Также опыт показывает, что из-за непрерывной работы шатуна развивается чрезмерная конусность и овальность, которые либо увеличивают, либо уменьшают масляный зазор, что приводит к серьезному выходу из строя шатуна и повреждению двигателя.
Шатун
Восстановление
Шатун играет важную роль в двигателе, так как шатун испытывает огромные нагрузки из-за веса поршня в сборе с ним. Отверстие под большой головкой шатуна приобретает конусность и овальность после продолжительной работы. Это требуется исправить. В случае заклинивания подшипников и тепловыделения шатуна развивается трещина. У нас есть собственное оборудование для обнаружения трещин в зоне разъема шатуна. Шатуны обрабатываются и полируются, чтобы сохранить размер отверстия большой головки и допуски в соответствии со спецификацией производителя.
Шатун
в ремонте
Проводим калибровку и восстановление шатунов, закупленных на судоразделочных верфях или на неработающих электростанциях. Восстановленные шатуны экспортируются по значительно низкой цене, что позволяет сэкономить пользователю. Все поставляемые шатуны сопровождаются сертификатом калибровки, и мы предоставляем гарантию на удовлетворительную работу.
Восстановленные шатуны экспортируются по значительно низкой цене, что позволяет сэкономить пользователю. Все поставляемые шатуны сопровождаются сертификатом калибровки, и мы предоставляем гарантию на удовлетворительную работу.
Шатуны ремонтируются и проверяются под непосредственным руководством старших инженеров, работавших на производственном предприятии Wartsila.
Шатун
Ремонт
Операторам известна необходимость периодического осмотра шатунов. Отверстие под большую головку шатуна имеет тенденцию к конусности, овальности и трещинам после определенных часов работы. Маленькое торцевое отверстие также повреждается. Мы направляем на объект команду опытных техников с полным комплектом контрольно-измерительных приборов и комплектом для обнаружения трещин. Шатуны проверяются на наличие отверстий на больших концах, отверстий на малых концах, трещин и других параметров, которые важны для удовлетворительной работы двигателя.
Мы специализируемся на ремонте шатунов, коленчатого вала, блока цилиндров и основных частей двигателя.
 Ремонт проводят опытные мастера. Все ремонтные работы выполняются на месте, что дает большое преимущество конечному пользователю, поскольку мы даем гарантию на работоспособность двигателя.
Ремонт проводят опытные мастера. Все ремонтные работы выполняются на месте, что дает большое преимущество конечному пользователю, поскольку мы даем гарантию на работоспособность двигателя.О НАС
Мы занимаемся ремонтом основных компонентов двигателей уже более 36 лет. Мы работали со всеми моделями двигателей большой мощности.
Основным направлением деятельности компании является предоставление услуг по ремонту на месте. Это избавляет владельцев от демонтажа двигателя и транспортировки его в мастерские, которые уже устарели.
У нас есть команда опытных техников и мастеров, которые выезжают на ваш объект для выполнения ремонта. Мы предлагаем следующие услуги:
- Станок для шлифовки коленчатого вала на месте
- Шлифовка коленчатого вала на месте
- Растачивание блоков на месте
- Обработка на месте
- Восстановление гильзы цилиндра на месте
КАК ЭТО РАБОТАЕТ
Ремонт шатуна осуществляется в соответствии с процедурами, указанными в руководстве по техническому обслуживанию двигателя. Допуски выдерживаются строго в соответствии с указанными. Выполняется следующая процедура.
Допуски выдерживаются строго в соответствии с указанными. Выполняется следующая процедура.
Шатуны после очистки подлежат осмотру. Проверяется конусность, овальность большого и малого концов. Испытание на обнаружение трещин (MPI) проводится в критических областях, таких как насечки, зона посадки болтов. Прямолинейность проверяется на навесном расточном станке DRDO. Все показания фиксируются и проверяются старшим мастером, имеющим более 30 лет опыта работы по ремонту узлов двигателя.
Отверстие под большую головку шатуна уменьшено на оборудовании специальной конструкции путем притирки, чтобы подготовить отверстие под большую головку шатуна для механической обработки. Малая концевая втулка заменяется новой. Шатун установлен на бурильном оборудовании; Отверстия большого и малого концов обрабатываются за одну настройку, чтобы поддерживать размер отверстия в соответствии с допуском, параллельностью и прямолинейностью.
Окончательная проверка шатуна проводится старшим опытным техником на предмет конусности и овальности отверстия шатуна и шатуна, прямолинейности, параллельности и MPI для проверки наличия трещин в болтах и зоне их посадки.