Методы ремонтных размеров и дополнительных деталей
Категория:
Ремонтирование строительных машин
Публикация:
Методы ремонтных размеров и дополнительных деталей
Читать далее:
Методы ремонтных размеров и дополнительных деталей
При ремонте методом ремонтных размеров одну из износившихся деталей соединения обрабатывают до исчезновения следов износа или до получения определенного заранее установленного размера, а вторую, чаще всего более дешевую, заменяют новой. Например, изношенную шейку вала обрабатывают до исчезновения следов износа и комплектуют ее с новой втулкой, обеспечивающей с полученным размером шейки вала требуемую посадку. Такой ремонт может производиться последовательно несколько раз, причем диаметр вала постепенно будет уменьшаться, а диаметр отверстия ремонтируемой детали — увеличиваться. Таким образом, детали сопряжения будут иметь размеры, отличающиеся от первоначальных.
Различают три вида ремонтных размеров: стандартные, регламентированные, свободные.
Стандартные ремонтные размеры, изготовляемые промышленностью, применяют при ремонте поршней, поршневых пальцев, толкателей, вкладышей, поршневых колец.
Рекламные предложения на основе ваших интересов:
Регламентированные ремонтные размеры устанавливаются техническими условиями на восстановление деталей. При этом механическую обработку производят до достижения заданной величины.
Свободные ремонтные размеры предусматривают обработку до получения правильной геометрической формы и чистоты рабочей поверхности деталей. Сопряженную деталь подгоняют к восстановленной до свободного ее размера, оставляя припуск для окончательной подгонки по месту.
Основными особенностями метода ремонтных размеров являются: простота и доступность его применения в условиях ремонтных мастерских, а также возможность обеспечения взаимозаменяемости деталей одного ремонтного размера и обеспечение зазора в соединении, равного номинальному.
Число ремонтных размеров и их величины должны быть определенными, так как только в этих случаях возможно изготовление взаимозаменяемых ремонтных деталей, используемых в качестве запасных частей.
Рис. 1. Схемы обработки вала и отверстия под ремонтный размер
Несмотря на некоторые недостатки, например ослабление сечения детали и увеличение номенклатуры деталей, усложняющие их учет, метод ремонтных размеров находит широкое применение при ремонте таких групп деталей, как цилиндр—поршень — кольцо, шатуны — вкладыши — коленчатый вал и др.
На рис. 1 показаны схемы одностороннего износа вала и подшипника, согласно которым можно определить диаметры ближайших ремонтных размеров. Рассмотрим методику определения величины и числа ремонтных размеров на примере соединения, в котором вал подвергается ремонту, а подшипник заменяется.
Величина отклонений в размере ремонтных деталей указывается на них в виде ремонтных увеличений или уменьшений от номинального размера. Ремонтное уменьшение (разность между номинальным и ремонтным размерами) указывается со знаком минус, а ремонтное увеличение (разность между ремонтным и номинальным размерами) со знаком плюс. Например, при ремонтном интервале, равном 0,25 мм, увеличение для первого ремонтного размера равно +0,25, для второго —1-0,5, для третьего — +0,75 мм и т.д.
Ремонтное уменьшение (разность между номинальным и ремонтным размерами) указывается со знаком минус, а ремонтное увеличение (разность между ремонтным и номинальным размерами) со знаком плюс. Например, при ремонтном интервале, равном 0,25 мм, увеличение для первого ремонтного размера равно +0,25, для второго —1-0,5, для третьего — +0,75 мм и т.д.
Некоторые запасные детали изготовляются заводами-изготовителями в виде полуфабрикатов в неокончательно обработанном виде или полуобработанными.
Эти детали обозначают добавлением к номеру основной детали буквы Р или РП (ремонтная полуобработка) и цифры, соответствующей порядковому номеру ремонтного размера.
Техническими условиями на ремонт строительных машин допускается уменьшение диаметра вала не более чем на 10 % первоначального его размера. При условии проверки на прочность допустимы и большие уменьшения диаметра вала. Минимальная толщина стенок отверстий (гильз, втулок) определяется из условий их прочности.
Метод дополнительных деталей, являющийся разновидностью метода ремонтных размеров, широко распространен при восстановлении под ремонтный размер цилиндров блоков, прошедших последний ремонтный размер, гнезд клапанов, посадочных отверстий под подшипники коробок передач, задних мостов.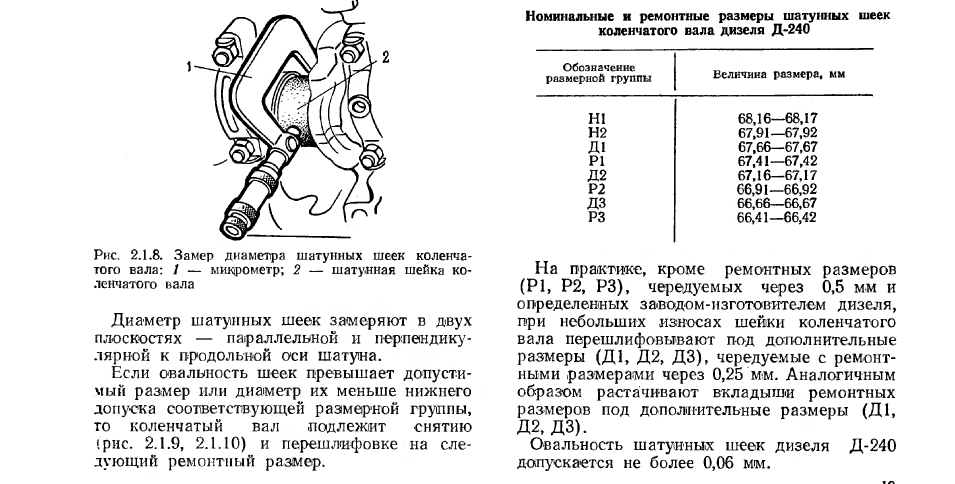 Метод предусматривает замену изношенной части детали дополнительной, специально для этой цели изготовленной. Наиболее часто таким образом ремонтируют отверстия деталей. В ступицу шкива, шестерни или другой детали, предварительно расточенную до некоторого размера, запрессовывают ремонтную втулку или гильзу.
Метод предусматривает замену изношенной части детали дополнительной, специально для этой цели изготовленной. Наиболее часто таким образом ремонтируют отверстия деталей. В ступицу шкива, шестерни или другой детали, предварительно расточенную до некоторого размера, запрессовывают ремонтную втулку или гильзу.
Если в ступице имеется отверстие для смазки, то запрессованную деталь по торцу прихватывают сваркой в нескольких точках или фиксируют резьбовыми штифтами. После этого втулку растачивают под требуемый размер, сверлят отверстие для смазки и прорубают смазочные канавки.
Для восстановления резьбовых отверстий применяют резьбовые втулки (ввертыши), в которых после установки на место нарезают резьбу номинального шага.
Изношенные участки плоских поверхностей деталей ремонтируют установкой накладок и планок. При этом дефектные участки строгают или фрезеруют, затем из полосовой стали изготовляют и тщательно подгоняют накладки. Их закрепляют винтами или сваркой и обрабатывают вровень с неизношенными поверхностями детали. Способ дополнительных деталей прост и экономичен, так как позволяет сохранить и использовать оставшуюся неизношенной работоспособную часть детали.
Способ дополнительных деталей прост и экономичен, так как позволяет сохранить и использовать оставшуюся неизношенной работоспособную часть детали.
Рекламные предложения:
Читать далее: Пластические деформации
Категория: — Ремонтирование строительных машин
Главная → Справочник → Статьи → Форум
Компенсаторы износа. Способ ремонтных размеров
В ремонтной практике различают три основных метода ремонта деталей: восстановление детали с первоначальными формой и размерами; восстановление детали или функциональных способностей станка (механизма) при использовании компенсаторов износа; восстановление деталей (узлов) по способу ремонтных размеров.
Восстановление первоначальных размеров в изношенных деталях, пригодных к эксплуатации, в ряде случаев возможно с применением компенсаторов износа. Детали-компенсаторы могут быть сменными и подвижными. Сменные компенсаторы, как наиболее простые, широко используются в практике.
Напрессованная на вал втулка после износа заменяется новой, которая обрабатывается по наружному диаметру до необходимого размера и класса шероховатости.
Полувтулки, установленные на коренных шейках коленчатого вала, в значительной степени облегчают его ремонт. После износа полувтулки снимаются и заменяются новыми. Обычно полувтулки закрепляют эпоксидной смолой либо клеями БФ. После отверждения клея коленчатый вал устанавливают на токарный или шлифовальный станок для механической обработки этих полувтулок но диаметру.
В корпусные детали устанавливают втулки на резьбе или запрессовкой. Втулки предварительно обрабатывают по внутреннему диаметру. После установки втулки деталь закрепляется и выверяется на токарном либо расточном станке, и втулка окончательно растачивается в корпусе детали до необходимого размера.
Эффективно также восстановление направляющей салазок станков путем установки (замены) наделок. Наделки изготавливаются из текстолита, капрона, бронзы, баббита или чугуна и в зависимости от условий работы сопрягаемых деталей крепятся латунными винтами либо склеиванием.
Особенно удобны в эксплуатации подвижные компенсаторы износа, применяемые для уменьшения зазора и повышения жесткости системы между такими сопрягаемыми деталями, как станина — суппорт, стол — каретка, станина — консоль и т. д. Они путем лишь регулировки позволяют компенсировать износ деталей станка.
Конструкции подвижных компенсаторов различны. Наиболее применимы в станках подвижные компенсаторы с промежуточными элементами типов «планка» и «клин». Перемещая клин вдоль направляющих винтами, установленными на обоих концах клина, и поджимая его, можно получить необходимый зазор или вообще (при необходимости) заклинить сопрягаемые детали. Последнее бывает необходимо, если требуется повысить жесткость станка при выполнении той или иной операции (например, отрезка, чистовая расточка и т. п.).
Способ ремонтных размеров
 В этом случае ремонт осуществляется способом ремонтных размеров. Наиболее часто способ ремонтных размеров применим для сопрягаемых деталей типа «вал — втулка». В этом случае из двух сопрягаемых деталей ремонтируется одна, наиболее дорогостоящая или металлоемкая деталь, а другая изготовляется заново. Перевод ремонтируемой детали на ремонтный размер в ряде случаев может быть произведен до четырех раз. Обычно ремонтные размеры для часто ремонтируемых деталей рассчитываются заранее, но можно определить эти размеры и в процессе ремонта.
В этом случае ремонт осуществляется способом ремонтных размеров. Наиболее часто способ ремонтных размеров применим для сопрягаемых деталей типа «вал — втулка». В этом случае из двух сопрягаемых деталей ремонтируется одна, наиболее дорогостоящая или металлоемкая деталь, а другая изготовляется заново. Перевод ремонтируемой детали на ремонтный размер в ряде случаев может быть произведен до четырех раз. Обычно ремонтные размеры для часто ремонтируемых деталей рассчитываются заранее, но можно определить эти размеры и в процессе ремонта.При переводе деталей на следующий ремонтный размер диаметр ремонтируемого вала постепенно уменьшается, а диаметр отверстия ремонтируемой детали постепенно увеличивается.
Количество ремонтных размеров устанавливается исходя из предельно допустимого размера сопрягаемых элементов деталей, а именно, из минимального диаметра ремонтируемого вала и максимального диаметра ремонтируемого отверстия. Величины Dmax и rfmin определяются аналитическим путем исходя из расчета на прочность и конструктивных особенностей детали.
Способ ремонтных размеров применяется не только для простых деталей типов «вал — втулка», «поршень — гильза» и т. п., но и для деталей типов «шпиндель, подшипники», корпусные детали с валами и т. д. Например, при ремонте шестеренчатого насоса вместо установки компенсационных втулок можно расточить корпус под ремонтный размер, изготовив новые шестерни.
Ремонтные размеры могут быть применены и для резьбовых соединений, где при износе увеличивают внутренний размер резьбы (гайки), а винты заменяют новыми. В частности, подобным методом ремонтируют корпусные детали с резьбовыми отверстиями.
ПОХОЖИЕ СТАТЬИ:
Дефектовка деталей двигателя
Дефектовка деталей двигателя
Детали шатунно-поршневой группы показаны на рис. 1.
Рис. 1. Детали шатунно-поршневой группы:
1 – поршень; 2 – поршневой палец; 3 – шатун; 4 – вкладыши; 5 – крышка шатуна; 6 – болты крепления крышки шатуна; 7, 9 – маслосъемные кольца; 8 – расширитель маслосъемных колец; 10 – нижнее компрессионное кольцо; 11 – верхнее компрессионное кольцо
Вам потребуются: переносная лампа, набор плоских щупов, линейка, штангенциркуль, нутромер, микрометр, шабер.
1. Очистите головку поршня от нагара. Если на поршне есть задиры, следы прогара, глубокие царапины, трещины, замените поршень. Прочистите канавки под поршневые кольца. Это удобно делать обломком старого кольца.
2. Подходящим куском проволоки прочистите в поршне отверстия для стока масла.
3. Проверьте на поршне зазоры между кольцами и канавками, предварительно очистив кольца от нагара. Зазоры должны быть следующими:
- 0,04–0,075 мм для верхнего компрессионного кольца;
- 0,03–0,07 мм для нижнего компрессионного кольца;
- 0,03–0,13 мм для маслосъемного кольца.
ПРИМЕЧАНИЕ
Так расположены кольца на поршне:
А — верхнее компрессионное кольцо;
Б — нижнее компрессионное кольцо;
В — маслосъемное кольцо.
4. Наиболее точно зазоры можно определить замером колец и канавок на поршне. Для этого замерьте микрометром толщину колец в нескольких местах по окружности, затем с помощью набора щупов замерьте ширину канавок также в нескольких местах по окружности. Вычислите средние значения зазоров (разница между толщиной кольца и шириной канавки). Если хотя бы один из зазоров превышает предельно допустимое значение, замените поршень с кольцами.
Вычислите средние значения зазоров (разница между толщиной кольца и шириной канавки). Если хотя бы один из зазоров превышает предельно допустимое значение, замените поршень с кольцами.
5. Осмотрите цилиндры с обеих сторон. Царапины, задиры и трещины не допускаются.
ПОЛЕЗНЫЙ СОВЕТ
При осмотре рекомендуем освещать зеркала цилиндров переносной лампой, так дефекты видны значительно лучше.
6. Измерьте зазоры в замках колец, вставив кольцо в специальную оправку. При отсутствии оправки вставьте кольцо в цилиндр, в котором оно работало (или будет работать, если кольцо новое), продвиньте поршнем как оправкой кольцо в цилиндр, чтобы оно установилось в цилиндре ровно, без перекосов и измерьте щупом зазор в замке кольца.
Зазоры в замках колец должны быть следующими:
- 0,25–0,50 мм для верхнего и нижнего компрессионных колец;
- 0,25–0,75 мм для маслосъемного кольца.
ПОЛЕЗНЫЙ СОВЕТ
Для того чтобы установить кольцо без перекоса, продвиньте его вглубь цилиндра поршнем.
7. Измерьте диаметр цилиндра в двух взаимно перпендикулярных плоскостях (X — вдоль, Y — поперек блока цилиндров) и в трех поясах (А, Б и В), как показано на рис. 2. Для этого необходим специальный прибор — нутромер. Номинальные размеры цилиндров приведены в табл. 1. Овальность не должна превышать 0,015 мм, конусность – 0,01 мм. Если максимальное значение износа больше 0,2 мм или овальность и конусность больше указанных значений, расточите цилиндры до ближайшего ремонтного размера поршней, оставив припуск 0,03 мм на диаметр под хонингование. Затем отхонингуйте цилиндры, выдерживая такой диаметр, чтобы при установке поршня расчетный зазор между ним и цилиндром был 0,03–0,05 мм. Дефектовку, расточку и хонингование блока проводите в мастерских, располагающих специальным оборудованием.
Рис. 2. Схема измерения цилиндра
Табл. 1. Размеры цилиндров и поршней двигателя A16 XER
| Класс | Диаметр цилиндра, мм | Диаметр поршня, мм |
| Номинальные размеры | ||
| 00 | 78,992–79,008 | 78,833–78,847 |
| 05 | 79,042–79,058 | 78,883–78,997 |
| Ремонтный размер | ||
| 00+0,5 | 79,492–75,508 | 79,433–79,447 |
8. Проверьте отклонение от плоскостности поверхности разъема блока с головкой блока цилиндров. Приложите штангенциркуль (или линейку) к поверхности:
- в продольном и поперечном направлениях;
- по диагоналям поверхности.
В каждом положении плоским щупом определите зазор между линейкой и поверхностью. Это и есть отклонение от плоскостности. Если отклонение больше 0,1 мм, замените блок.
9. Проверьте зазоры между поршнями и цилиндрами. Зазор, определяемый разностью замеренных диаметров цилиндра и поршня, должен быть в пределах 0,03–0,05 мм.
Если зазор не превышает предельно допустимый, можно подобрать поршни из следующего класса, чтобы зазор был как можно ближе к номинальному. Если зазор превышает предельно допустимый, расточите цилиндры и установите поршни ремонтного размера.
Диаметр поршня измеряйте на расстоянии 19 мм от нижнего края юбки поршня в плоскости, перпендикулярной поршневому пальцу.
10. При замене деталей шатунно-поршневой группы необходимо подобрать поршни к цилиндрам по классу и одной группы по массе, поршневые пальцы к поршням по классу и шатуны по массе. Для подбора поршней к цилиндрам вычислите зазор между ними. Для удобства подбора поршней к цилиндрам их делят в зависимости от диаметров на два класса (через 0,05 мм): 00, 05 (см. табл. 1).
В запасные части поставляют поршни номинального размера двух классов и ремонтного размера, увеличенного на 0,5 мм.
Для поршней ремонтных размеров в запчасти поставляют кольца ремонтных размеров, увеличенных на 0,5 мм.
11. Поршневые пальцы с трещинами замените. Палец должен легко входить в поршень от усилия большого пальца руки. Вставьте палец в поршень. Если при покачивании пальца ощущается люфт, замените поршень. При замене поршня подберите к нему палец по зазору. Для этого измерьте диаметры отверстий в бобышках поршня…
12. …и диаметр поршневого пальца. Рассчитайте зазор как разницу диаметров отверстий и пальца. Зазор между поршневым пальцем и отверстиями в поршне должен составлять 0,009–0,015 мм.
13. Замените сломанные кольца и расширитель маслосъемного кольца.
14. Замените шатуны, если они деформированы.
15. Замените шатун, если при разборке двигателя обнаружено, что шатунные вкладыши провернулись в шатуне.
ПРЕДУПРЕЖДЕНИЕ
Шатуны обрабатывают совместно с крышками, поэтому их нельзя разукомплектовывать.
16. Осмотрите вкладыши. Если на их рабочей поверхности обнаружены риски, задиры и отслоения антифрикционного слоя, замените вкладыши новыми. Все шатунные вкладыши одинаковы и взаимозаменяемы.
17. Измерьте микрометром толщину шатунных вкладышей (табл. 2).
Табл. 2. Параметры шатунных вкладышей двигателя A16 XER
| Размер вкладыша | Толщина, мм | Цветная маркировка | Код |
| Номинальный | 1,485–1,497 | – | 264 N |
| 1-й ремонтный | 1,610–1,622 | Синяя | 265 A |
| 2-й ремонтный | 1,735–1,747 | Белая | 266 B |
ПРИМЕЧАНИЕ
На торцовую поверхность шатунных вкладышей ремонтных размеров нанесена цветная маркировка…
…а на нерабочую поверхность всех вкладышей нанесен код.
18. Измерьте микрометром диаметр Dн шатунных шеек коленчатого вала.
Диаметры шатунных шеек коленчатого вала указаны в табл. 3.
Табл. 3. Диаметры шатунных шеек коленчатых валов двигателя A16 XER
| Размер шейки | Диаметр, мм | Цветная маркировка |
| Номинальный | 42,971–42,987 | – |
| 1-й ремонтный | 42,721–42,737 | Синяя |
| 2-й ремонтный | 42,471–42,487 | Белая |
19. Установите вкладыши в шатун и его крышку, затяните болты крепления крышки моментом 25 Н·м и последовательно доверните болты сначала на 30°, а затем на 15°.
20. Измерьте нутрометром диаметр Dп шатунного подшипника в трех местах по ширине вкладыша и определите средний диаметр шатунного подшипника.
21. Рассчитайте зазор подшипника шатуна как разность Dп и Dн. Допустимый зазор подшипника шатуна составляет 0,019–0,071 мм.
ПРИМЕЧАНИЕ
Наиболее точно зазор подшипника шатуна можно определить, используя специальную деформируемую полосу Plastigage из синтетического волокна. Комплект Plastigage состоит из набора нескольких полосок и шкалы.
22. Для измерения зазора подшипника шатуна с использованием калибровочной проволоки Plastigage положите отрезок проволоки на шатунную шейку коленчатого вала, смажьте шатунные подшипники моторным маслом и установите шатун на шейку коленчатого вала.
23. Затяните болты крепления крышки моментом 25 Н·м и последовательно доверните болты сначала на 30°, а затем на 15°. При этом нельзя поворачивать шатун относительно коленчатого вала (если измерения проводятся на снятом валу) или вращать коленчатый вал (если вал установлен в двигатель).
24. Снимите крышку шатуна и сравните ширину деформированной проволоки с делениями шкалы. Величине каждого деления шкалы соответствует определенный зазор в подшипнике.
Если фактический зазор меньше предельно допустимого, можно снова использовать вкладыши, которые были установлены.
Если зазор больше предельно допустимого, можно заменить вкладыши на этих шейках новыми номинальной толщины, подходящего класса.
Если шейки коленчатого вала изношены и перешлифованы до ремонтного размера, замените вкладыши ремонтными (увеличенной толщины).
Шейки шлифуют, помимо наличия общего износа, если на них есть забоины и риски или если овальность и конусность составляют более 0,005 мм.
25. Измерьте микрометром толщину коренных вкладышей (табл. 4).
Табл. 4. Параметры коренных вкладышей двигателя A16 XER
| Размер вкладыша | Толщина, мм | Цветная маркировка | Код |
| 1, 2, 4 и 5-й подшипники | |||
| Номинальный | 1,987–1,993 1,993–1,999 |
Коричневая Зеленая |
256 N 257 N |
| 1-й ремонтный | 2,112–2,118 2,118–2,124 |
Коричневая/синяя Зеленая/синяя |
258 A 259 A |
| 2-й ремонтный | 2,237–2,243 2,243–2,249 |
Коричневая/белая Зеленая/белая |
260 B 261 B |
| 3-й подшипник | |||
| Номинальный | 1,987–1,993 1,993–1,999 |
Коричневая Зеленая |
859 N 860 N |
| 1-й ремонтный | 2,112–2,118 2,118–2,124 |
Коричневая/синяя Зеленая/синяя |
861 A 862 A |
| 2-й ремонтный | 2,237–2,243 2,243–2,249 |
Коричневая/белая Зеленая/белая |
863 B 864 B |
26. Измерьте микрометром диаметр Dн коренных шеек коленчатого вала (табл. 5). Фактический зазор между вкладышами коренных подшипников и коренными шейками коленчатого вала определяется по методикам, изложенным для шатунных вкладышей. Допустимый зазор коренного подшипника коленчатого вала составляет 0,005–0,059 мм.
Табл. 5. Диаметры коренных шеек коленчатого вала двигателя A16 XER
| Размер шейки | Диаметр, мм | Цветная маркировка |
| Номинальный | 54,980–54,997 | Коричневая, зеленая |
| 1-й ремонтный | 54,730–54,747 | Коричневая, зеленая |
| 2-й ремонтный | 54,482–54,495 | Коричневая, зеленая |
Если фактический расчетный зазор меньше предельно допустимого, можно снова использовать вкладыши, которые были установлены.
Если зазор больше предельно допустимого, можно заменить вкладыши на этих шейках новыми номинальной толщины, подходящего класса.
Если шейки коленчатого вала изношены и перешлифованы до ремонтного размера, замените вкладыши ремонтными (увеличенной толщины).
ПРЕДУПРЕЖДЕНИЕ
При перешлифовке шатунных и коренных шеек коленчатого вала на ремонтный размер необходимо поставить на первой щеке коленчатого вала соответствующее клеймо, например «Ш 0,25» и «К 0,25» соответственно.
Ремонт и определение размеров — MoissaniteCo.com
Само собой разумеется, что вы слышали, что «алмаз — это навсегда »и что алмазы — самое твердое вещество на земле. В Кроме того, многие люди считают, что если их украшения сделаны хорошо, …
Мы предлагаем очень конкурентоспособные цены на ремонт приобретенных ювелирных изделий. от нашей компании, которая больше не находится на гарантии. Эта услуга предлагается в качестве любезности нашим клиентам.Если ваше украшение находится в …
Как получить кольцо правильного размера: Выбор правильного размера кольца для вашей покупки важно. Если вы не уверены в правильном выборе кольца размера, мы предоставляем несколько инструментов / направляющих для определения размеров колец, чтобы помочь …
* Обратите внимание, что цены, указанные ниже, относятся к ювелирным изделиям, которые были приобретены напрямую у нас * ГЕНЕРАЛЬНЫЙ ЮВЕЛИРНЫЙ РЕМОНТ Полировка только (золото 14 карат): 25 долларов за кольцо Только полировка (палладий / платина…
Мы используем стандартную американскую систему калибровки колец. Мы предлагаем бесплатный размер кольца по запросу. Однако, пожалуйста, что он только измеряет до размера 1/2. Для наиболее точной подгонки мы бы г …
За некоторыми исключениями, большинство наших украшений могут быть изготовлены в 1/4 (0,25) размеры колец. Поскольку большая часть наших украшений изготавливается на заказ, в В общем, мы можем создать кольцо любого размера от 2.От 0 до
Мы рады представить самое точное американское и британское кольцо. таблица преобразования размеров в Интернете. Соединенные Штаты и Канада Великобритания, Австралия …
Это довольно частый вопрос. Однако нет практического правила который гласит, что если вы носите кольцо размера X, идеальный размер бриллианта — Y. конец — это вопрос личных предпочтений.У нас есть …
Home
К оплате принимаются все основные кредитные карты и наличные.
Мы диагностируем и ремонтируем почти все марки и модели автомобилей, как иностранных, так и отечественных.
Служба ремонта и буксировки автомобилей A +
Служба ремонта и буксировки автомобилей A + удобно расположена в самом сердце Старквилля. Всего в нескольких кварталах от главной улицы и в паре минут от кампуса МГУ.Мы предлагаем очень быстрое время реагирования на все ваши потребности в ремонте автомобилей или буксировке.
Мы ежедневно стремимся обеспечить наилучший опыт ремонта автомобилей и обеспечить лучшее обслуживание клиентов.
Мы предлагаем бесплатную услугу встречи и высадки клиентов, а также круглосуточную услугу буксировки и услуги блокировки транспортных средств.
Диагностика и ремонт автомобилей всех марок и моделей. От Audi и BMW до Chevy, Ford, Volvo или Saturn — мы диагностируем и ремонтируем их всех. От простых тормозов до прокладки головки блока цилиндров.Глушитель, выхлопная труба, выхлопной преобразователь, а также кастомная выхлопная система. Мы также выполняем базовое обслуживание, такое как замена масла, приводных ремней, а также ремонтируем и продаем шины.
Мы используем новейшие диагностические технологии, чтобы обеспечить высокое качество обслуживания и быстрое выполнение работ.
Мы также предлагаем услуги по эвакуации и блокировке транспортных средств 24 часа в сутки. Очень быстрое время отклика.
Мы также можем отремонтировать мотоциклы, квадроциклы, газонокосилки, генераторы и многое другое.
Если по какой-либо причине кто-то начал ремонт вашего автомобиля, наехал на дорожный затор и не может его завершить, позвоните нам.Мы ежедневно ремонтируем то, что начали другие.
Сделать это самому не всегда получается. Вместо этого положитесь на наши знания и опыт. Ваш автомобиль будет в надежных руках. Мы доставим его в нашем магазине, сделаем все необходимые ремонтные работы и своевременно вернем вам.
Правильный уход продлевает срок службы любого легкового или грузового автомобиля. Мы всегда предлагаем передовые методы и новейшую диагностику.
501 Доктор Мартин Лютер Кинг-младший Драйв Вест Старквилл MS 39759
Магазин 662-324-1600 Буксировка в нерабочее время 662-418-3357 Факс 662-324-5116
Таблица размеров мужской одежды
Таблица размеров мужской одежды| Топы, трикотаж, повседневные куртки и рубашки | ||
|---|---|---|
| Великобритания / Европа / США Размер | дюйма (грудь) | см (грудь) |
| XXS | подходит для 32-34 | 81-86 |
| XS | подходит для 34-36 | 86-91 |
| S | подходит для 36-38 | 91-96 |
| М | подходит для 38-40 | 96-101 |
| л | подходит для 40-42 | 101-106 |
| XL | подходит 42-44 | 106-111 |
| XXL | подходит для 44-46 | 111-116 |
| Джинсы, повседневные брюки и шорты | |
|---|---|
| дюймов (талия) | см (талия) |
| 28 | 71 |
| 30 | 76 |
| 32 | 81 |
| 34 | 86 |
| 36 | 91 |
| 38 | 96 |
| Джинсы и повседневные смарт-брюки | ||
|---|---|---|
| Размер | дюйма (внутренняя часть) | см (внутренняя нога) |
| Короткий | подходит для 30 | 76 |
| Обычный | подходит 32 | 81 |
| длинный | подходит для 34 | 86 |
Это внутренние размеры ноги, они являются ориентировочными. Фактическая длина зависит от стиля. | ||
| Купальники и нижнее белье | ||
|---|---|---|
| Великобритания / Европа / США Размер | дюймов (талия) | см (талия) |
| XXS | подходит для 26-28 | 66-71 |
| XS | подходит для 28-30 | 71-76 |
| S | подходит для 30-32 | 76-81 |
| М | подходит для 32-34 | 81-86 |
| л | подходит для 34-36 | 86-91 |
| XL | подходит для 36-38 | 91-96 |
| XXL | подходит для 38-40 | 96-101 |
| Умные рубашки | |||||
|---|---|---|---|---|---|
| Великобритания / Европа / США Размер | дюйма (грудь) | см (грудь) | Великобритания / Европа / США Размер | дюймов (шея) | см (шея) |
| XXS | подходит для 32-34 | 81-86 | XXS | 14.25 | 36 |
| XS | подходит для 34-36 | 86-91 | XS | 14,5 | 37 |
| S | подходит для 36-38 | 91-96 | S | 15 | 38 |
| М | подходит для 38-40 | 96-101 | M | 16 | 41 |
| л | подходит для 40-42 | 101-106 | л | 17 | 43 |
| XL | подходит 42-44 | 106-111 | XL | 17.5 | 44 |
| XXL | подходит для 44-46 | 111-116 | XXL | 18 | 46 |
| Умные куртки и жилет | |||
|---|---|---|---|
| Великобритания / Европа / США Размер | Великобритания / США дюймы (грудь) | см (грудь) | Eurpoean Sizing (сундук) |
| XXS | 34 | 86 | 44 |
| XS | 36 | 91 | 46 |
| S | 38 | 96 | 48 |
| М | 40 | 101 | 50 |
| л | 42 | 106 | 52 |
| XL | 44 | 111 | 54 |
| XXL | 46 | 116 | 56 |
| Умные брюки | |
|---|---|
| дюймов (талия) | см (талия) |
| 28 | 71 |
| 30 | 76 |
| 32 | 81 |
| 34 | 86 |
| 36 | 91 |
| 38 | 96 |
| Ремни | ||
|---|---|---|
| Размер | дюймов (талия) | см (талия) |
| XS | 28-30 | 71-76 |
| S | 30-32 | 76-81 |
| М | 32-34 | 81-86 |
| L-XL | 34-38 | 86-96 |
| Шапки — по размеру головы | ||
|---|---|---|
| Размер | дюймов | СМ |
| S / M | 23¼ | 59 |
| м / л | 23 и frac12 | 60 |
| Один размер | 22¾-23½ | 58-60 |
- 1 Хомут
- Измерьте вокруг шеи у основания рубашки
- 2 Сундук
- измерьте вокруг самой полной части поместите ленту под руки
убедитесь, что лента ровно через спину - 3 Гильза
- Измерьте расстояние от воротника, вдоль плеч
и вниз по внешнему рукаву до подола - 4 талии
- Измерьте естественную линию талии
- 5 Внутренняя ножка
- Измерьте расстояние от верхней части внутренней части ноги от промежности до лодыжки
- 6 Внешняя ножка
- Измерение от естественной линии талии до подола
- 7 Длина по центру спины
- Измерьте расстояние от центра шва воротника до подола
До
- Перед стиркой одежды обязательно прочтите этикетку по уходу и инструкции по стирке.
- Разложите белье по группам с одинаковыми инструкциями по уходу и разделите белье на белые, темные и цветные.
- Температура стирки этикеток по уходу — это максимально допустимая температура.
Но если вы не уверены, всегда стирайте при более низкой температуре, а не более высокой. - Сполосните купальный костюм сразу после использования и не отжимайте.
- Перед стиркой выверните одежду наизнанку.
Не
- Не используйте слишком много моющего средства.
- Не используйте моющие средства для тканей, содержащие отбеливатель.
- Не сушите в барабане одежду, если это не указано на этикетке по уходу.
- Не гладьте принты, отделку или украшения.
- Не оставляйте одежду с белыми вставками или вставками контрастного цвета на длительное время.
- Одежда с металлической окантовкой не должна пропитываться.
Обувь
- Мы рекомендуем обработать замшу и нубук подходящим протектором перед ношением.
Щеточка для замши поможет сохранить приподнятый ворс и сделать замшу новым. - Если обувь промокнет, набейте ее газетой и высушите естественным путем, вдали от источников тепла.
Это предотвратит высыхание и растрескивание внешних материалов. - Если не указано иное, кроссовки и парусиновые туфли нельзя стирать в стиральной машине.
Если они испачкались, дайте им высохнуть и удалите излишки грязи чистой втулкой или тканью. - Что касается изделий на каблуке, регулярно проверяйте верхние части (кончики каблуков), и когда они начнут изнашиваться, отнесите их в хорошую мастерскую по ремонту обуви и замените их, чтобы избежать скольжения или дальнейшего повреждения вашей обуви.
- При покупке кожаных изделий в ASOS помните, что это натуральный продукт, и пары могут отличаться по цвету и отделке.