Все операции при сборке, начиная от запрессовки втулки верхней головки шатуна до установки цилиндра, следует выполнять, закрыв полость кривошипной камеры тканевой салфеткой.
Перед установкой новых колец проверяют свободно ли они размещаются в канавках поршня. Кольцо не должно заедать или выступать из канавки. Сначала устанавливают на поршень кольца. Для установки колец пользуются полосками жести. При этом следят, чтобы стрелка, выбитая на головке поршня, была направлена вперед по движению мотоцикла. Схема расположения штифтов в канавках дана на рис. 5. По этой же схеме можно отличить правый поршень от левого (для мотоцикла “Ява-350). Для установки поршневого пальца поршень погружают в масляную ванну при температуре 80-90° С. После прогрева его вынимают и в бобышку вставляют палец (с любой стороны поршня двигателя “Ява-250”, с правой стороны — в правый поршень двигателя “Ява-350”, с левой стороны — в левый поршень). Палец вставляют так, чтобы он выходил из бобышки внутри поршня примерно на 1 мм (так легче его направить во втулку шатуна). Поршень сверху надевают на шатун и, придерживая его пальцем свободной руки, совмещают палец поршня и отверстие втулки шатуна, а затем вдвигают выступающий изнутри конец поршневого пальца во втулку шатуна. 
Слегка прижимая поршень к шатуну, вставляют направляющую в свободную бобышку поршня до упора в палец. После того как ближний конец поршневого пальца встанет заподлицо с поверхностью поршня, вынимают направляющую и вставляют с противоположной стороны пинцетом или тонкими плоскогубцами стопорное кольцо поршневого пальца. Затем запрессовывают палец вплотную к стопорному кольцу и ставят второе стопорное кольцо. После установки поршней и стопорных колец можно ставить цилиндры. Для этого бумажную прокладку под цилиндр, предварительно смазанную маслом, аккуратно надевают на шпильки и кладут на картер. Поршень немного опускают, чтобы можно было в перепускные окна юбки поршня продеть с обеих сторон шатуна две спицы. Их пропускают под бумажной прокладкой. Надавливают на поршень сверху, чтобы он плотно упирался в спицы, а спицы — в картер. После этого располагают кольца в канавках так, чтобы стопорные штифты находились посередине стыка колец.  Цилиндр берут обеими руками и аккуратно направляют сверху на поршень, предварительно повернув его выпускным патрубком вперед (как он должен находиться в рабочем положении). Не доводя нижний край цилиндра до верхнего кольца примерно на 0,5 мм, еще раз проверяют точность расположения стыка верхнего кольца. Затем аккуратно сжимают кольцо пальцами в диаметрально-противоположных и равномерно удаленных от стыка точках, плавно надвигают цилиндр на верхнее кольцо. Для облегчения ввода кольца в цилиндр можно слегка поворачивать цилиндр вправо-влево в пределах, ограниченных шпильками. Точно так же поступают при вводе среднего и нижнего колец в цилиндр. Цилиндр берут обеими руками и аккуратно направляют сверху на поршень, предварительно повернув его выпускным патрубком вперед (как он должен находиться в рабочем положении). Не доводя нижний край цилиндра до верхнего кольца примерно на 0,5 мм, еще раз проверяют точность расположения стыка верхнего кольца. Затем аккуратно сжимают кольцо пальцами в диаметрально-противоположных и равномерно удаленных от стыка точках, плавно надвигают цилиндр на верхнее кольцо. Для облегчения ввода кольца в цилиндр можно слегка поворачивать цилиндр вправо-влево в пределах, ограниченных шпильками. Точно так же поступают при вводе среднего и нижнего колец в цилиндр.
После ввода всех трех колец опускают цилиндр почти до конца, причем его не поворачивают вправо-влево, если двигатель одноцилиндровый, так как стыки колец могут попасть в окна цилиндра и сломаться. Придерживая цилиндр одной рукой, слегка поднимают кик-стартером поршень вместе с цилиндром и вынимают обе спицы. После этого можно плавно опустить цилиндр на картер.  Таким же способом надевают цилиндр и на второй поршень двухцилиндрового двигателя. Однако в данном случае возможно затруднение, связанное с тем, что плохо виден стопорный штифт среднего кольца. Положение среднего кольца определяют на ощупь, поворачивая кольцо пальцами вправо-влево. Убедившись, что стопорный штифт находится точно посередине стыка кольца, надвигают цилиндр на среднее кольцо Таким же способом надевают цилиндр и на второй поршень двухцилиндрового двигателя. Однако в данном случае возможно затруднение, связанное с тем, что плохо виден стопорный штифт среднего кольца. Положение среднего кольца определяют на ощупь, поворачивая кольцо пальцами вправо-влево. Убедившись, что стопорный штифт находится точно посередине стыка кольца, надвигают цилиндр на среднее кольцо
После установки цилиндров их прижимают рукой к картеру и пусковой педалью несколько раз проворачивают коленчатый вал. Поршни должны перемещаться свободно. Каждый поршень устанавливают в верхнее положение и удаляют с головки поршня, поднятое поршнем масло. 
Головку берут двумя руками и надвигают ее на шпильки цилиндра. Правая и левая головки цилиндров двухцилиндрового двигателя отличаются одна от другой незначительно. Их различают по номеру, который имеется на поверхности нижнего охлаждающего ребра снизу. Левые головки имеют номера 354-13-104 (354-13-106, 354-13-120), правые — соответственно 354-13-113, (354-13-107, 354-13-125). После посадки головки надевают на шпильки шайбы и пальцами наворачивают гайки, которые окончательно затягивают торцовым ключом S=17 мм. Гайки одноцилиндрового двигателя затягивают равномерно, крест-накрест. Наиболее частым дефектом двухцилиндрового двигателя является неплотная посадка головок и проход газов из-под головок в сторону соседнего цилиндра. Поскольку в этом месте расстояние между стягивающими шпильками наибольшее, их гайки можно подтягивать сильнее, чем боковую. Схема очередности подтягивания гаек приведена на рис. 2. |

Сборка шатунно-поршневой группы | Двигатель
Вы здесь
Инструкции по ремонту автомобилей » ВАЗ » ВАЗ 2105 » Двигатель » Поршни и шатуны
Сборка шатунно-поршневой группы ВАЗ 2105
Установка поршневого пальца на приспособление 02. 7853.9500 для запрессовки его в поршень и головку шатуна
7853.9500 для запрессовки его в поршень и головку шатуна
| 1 – валик приспособления; 2 – поршневой палец; 3 – направляющая; 4 – упорный винт |
Запрессовка поршневого пальца в верхнюю головку шатуна
| 1 – приспособление 02.7853.9500; 2 – поршневой палец Поршень должен опираться на головку шатуна в направлении, указанном стрелкой. |
| Порядок выполнения | ||||||||||||
|

 7853.9500 закрепленный поршневой палец протолкните в отверстие поршня и в верхнюю головку шатуна (см. рис. Запрессовка поршневого пальца в верхнюю головку шатуна) так, чтобы заплечик приспособления соприкасался с поршнем.
7853.9500 закрепленный поршневой палец протолкните в отверстие поршня и в верхнюю головку шатуна (см. рис. Запрессовка поршневого пальца в верхнюю головку шатуна) так, чтобы заплечик приспособления соприкасался с поршнем. Ориентируйте поршневые кольца так, чтобы замок верхнего компрессионного кольца располагался под углом 30–45° к оси поршневого пальца, замок нижнего компрессионного кольца – под углом приблизительно 180° к оси замка верхнего компрессионного кольца, а замок маслосъемного кольца – под углом 30–45° к оси поршневого пальца между замками компрессионных колец.
Ориентируйте поршневые кольца так, чтобы замок верхнего компрессионного кольца располагался под углом 30–45° к оси поршневого пальца, замок нижнего компрессионного кольца – под углом приблизительно 180° к оси замка верхнего компрессионного кольца, а замок маслосъемного кольца – под углом 30–45° к оси поршневого пальца между замками компрессионных колец.
Видео про «Сборка шатунно-поршневой группы» для ВАЗ 2105
Другие материалы раздела
| Поршни и шатуны |
| Проверка запрессовки пальца |
| Параллельность осей нижней головки шатуна и поршневого пальца |
| Подбор поршня к цилиндру |
| Очистка |
| Выпрессовка поршневого пальца |
| Проверка зазора между поршнем и пальцем |
| Проверка зазора между вкладышами и коленчатым валом |
| Контроль массы поршней |
| Проверка зазоров между поршневыми канавками и кольцами |
| Сборка шатунно-поршневой группы |
ДТП в России
03.
 23.21
23.21ДТП в Омске
07.30.19
ДТП с переворотом в центре Волгограда
07.30.19
Упоротое быдло (c)
07.30.19
Фургон не проскочил
07.29.19
Жесткое ДТП под Киевом
07.29.19
ДТП с участием скорой в Туле
Комплектование, сборка и установка шатунно-поршневой группы
Комплектование, сборка и установка шатунно-поршневой группы
Шатуны подбирают по массе. Разница в массе шатунов, входящих в один комплект, для многих двигателей допускается в пределах 8…15 г. С увеличением массы шатуна допускаемая разница возрастает. В шатунах автомобильных двигателей, кроме того, проверяют и уравновешивают массу нижней и верхней головок.
Поршни подбирают в соответствии с гильзами или цилиндрами блока. Все гильзы и поршни в комплекте должны быть одной размерной группы. Метки Б, С, М или другие размерной группы указаны на днище поршня и на верхнем торце гильзы. Если гильзы или цилиндры растачивали, то поршни подбирают к каждому цилиндру отдельно следующим образом: ленту-щуп шириной 13 мм и длиной 200 мм вставляют со стороны, противоположной разрезу направляющей части поршня (автомобильные двигатели), и протягивают ее динамометром. Усилие на динамометре определено техническими условиями для каждого двигателя. Для автомобильных двигателей оно в среднем равно 35…45 Н. Номинальный зазор между цилиндром и направляющей частью поршня для большинства тракторных двигателей находится в пределах 0,15…0,20 мм, а допускаемый без ремонта — в пределах 0,35…0,40 мм. Поршни, подобранные по гильзам или цилиндрам, взвешивают. Разница в массе не должна превышать допускаемого значения. Для поршней двигателя СМД-14, например, она равна не более 10 г. При необходимости поршни уравновешивают протачиванием внутренней поверхности направляющей части поршня.
При необходимости поршни уравновешивают протачиванием внутренней поверхности направляющей части поршня.
Поршневые кольца подбирают нормального или соответствующего ремонтного размера, если цилиндры шлифовали, и подгоняют их по цилиндру и поршню. Цифра ремонтного размера нанесена на торцевой поверхности кольца около замка. При подборе по цилиндру кольцо вставляют в калибр с внутренним размером, равным диаметру цилиндра, или в цилиндр, выравнивают положение кольца и щупом замеряют зазор в замке. Номинальный зазор для компрессионных колец большинства тракторных двигателей составляет 0,40…0,70 мм и для маслосъемных 0,50…0,80 мм, для колец автомобильных двигателей соответственно 0,30…0,50 и 0,15…0,45 мм.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Рис. 1. Подбор поршня по цилиндру:
1 — динамометр; 2 — поршень; 3 — лента-щуп.
Одновременно проверяют кольца на плотность прилегания к стенкам цилиндра. Допускается просвет не более чем в двух местах между кольцом и стенкой цилиндра на дуге не более 30° и не ближе 30° от замка.
Допускается просвет не более чем в двух местах между кольцом и стенкой цилиндра на дуге не более 30° и не ближе 30° от замка.
Кольца с зазором в замке менее допускаемого обрабатывают напильником в стыке до получения нормального зазора. Кольца с большим зазором в замке или с плохим прилеганием к стенкам цилиндра к сборке не допускаются.
При подборе колец по поршню их поочередно прокатывают по канавкам и щупом замеряют зазор между кольцом и стенкой канавки. Если кольцо заедает в канавке или зазор меньше допускаемого, торцевую поверхность кольца шлифуют на листе наждачной бумаги, плотно уложенной на контрольной металлической плите. Подобранные кольца проверяют на упругость на приборе для проверки упругости пружин. Кольцо сжимают в направлении, перпендикулярном горизонтальной плоскости, проходящей через замок, до получения нормального зазора в замке и по весам определяют упругость. Кольца с упругостью менее допускаемой на сборку не направляют.
Поршневые пальцы подбирают в соответствии с размерной группой отверстий в бобышках поршня по цвету краски (белый, желтый, черный), нанесенной на бобышки поршня и на торцы пальца. Во втулке верхней головки шатуна смазанный поршневой палец должен легко проворачиваться от руки, не иметь ощутимых поперечных качаний и выпадать из шатуна под действием собственной массы. Номинальный зазор между пальцем и втулкой находится в пределах 0,03…0,06 мм.
Во втулке верхней головки шатуна смазанный поршневой палец должен легко проворачиваться от руки, не иметь ощутимых поперечных качаний и выпадать из шатуна под действием собственной массы. Номинальный зазор между пальцем и втулкой находится в пределах 0,03…0,06 мм.
Шатунные вкладыши подбирают в соответствии с размерами шатунных шеек коленчатого вала так же, как и коренные.
Комплектование и сборка шатунно-поршневой группы ведутся на рабочем месте, оборудованном необходимыми монтажными и контрольно-измерительными приспособлениями.
Перед сборкой скомплектованные детали прополаскивают и продувают сжатым воздухом. Поршень нагревают в специальной духовке до температуры 80…85 °С, соединяют пальцем с шатуном на приспособлении или под прессом, и палец стопорят кольцами.
Собранные поршни с шатунами проверяют по массе. Разница их массы в одном комплекте двигателя не должна превышать допускаемых значений.
Поршневые кольца устанавливают при помощи специальных приспособлений выточкой вверх. Кольца на поршне должны плавно перемещаться в канавках и утопать в них под воздействием собственной массы при поворачивании поршня в горизонтальном положении.
Кольца на поршне должны плавно перемещаться в канавках и утопать в них под воздействием собственной массы при поворачивании поршня в горизонтальном положении.
Перед установкой шатуна (в сборе) в блок снимают крышку нижней головки и вкладыш, расставляют на поршне рядом стоящие кольца так, чтобы замки располагались под углом 120° по окружности, но в то же время не находились против отверстия под палец и против выемки в днище поршня.
Смазывают шатунные вкладыши, шейки и поршень дизельным маслом, надевают на поршень специальное приспособление (оправку) для сжатия поршневых колец и устанавливают шатун и поршень в блок так, чтобы выемка в днище поршня дизелей располагалась на стороне, противоположной распределительному валу.
Соединяют шатун с шейкой коленчатого вала и затягивают гайки нормальным усилием затяжки. Точно так же устанавливают остальные шатуны.
Проверяют продольный разбег нижней головки шатуна. Верхняя головка шатуна должна располагаться посередине бобышек поршня и иметь примерно одинаковый зазор между торцами головки шатуна и бобышек поршня. Нормальный зазор в шатунных подшипниках в среднем равен 0,08…0,15 мм. В дизелях днища поршней должны выступать над плоскостью блока в пределах, не превышающих допускаемые техническими условиями. Для двигателя С.МД-14, например, нормальным считается выступление поршней.
Нормальный зазор в шатунных подшипниках в среднем равен 0,08…0,15 мм. В дизелях днища поршней должны выступать над плоскостью блока в пределах, не превышающих допускаемые техническими условиями. Для двигателя С.МД-14, например, нормальным считается выступление поршней.
6.4. Комплектование и сборка шатунно-поршневой группы
Комплектование деталей шатунно-поршневой группы начинают с подбора поршней к гильзам цилиндров в соответствии с их размерами и массой – по размерным группам. Обозначение группы нанесено на верхнем торце гильзы и днище поршня. Поршни и гильзы в составе одного двигателя должны быть одной размерной группы – номинального (Б, С, М) или ремонтного (РБ, РС, РМ). Допускается подбирать детали, бывшие в эксплуатации поршни и гильзы по фактическому зазору согласно приложения 5.
Поршневые
пальцы к отверстиям бобышек поршней
подбирают по натягу (в «холодном»
состоянии), а к втулке верхней головки
шатуна – по зазору (приложение 6).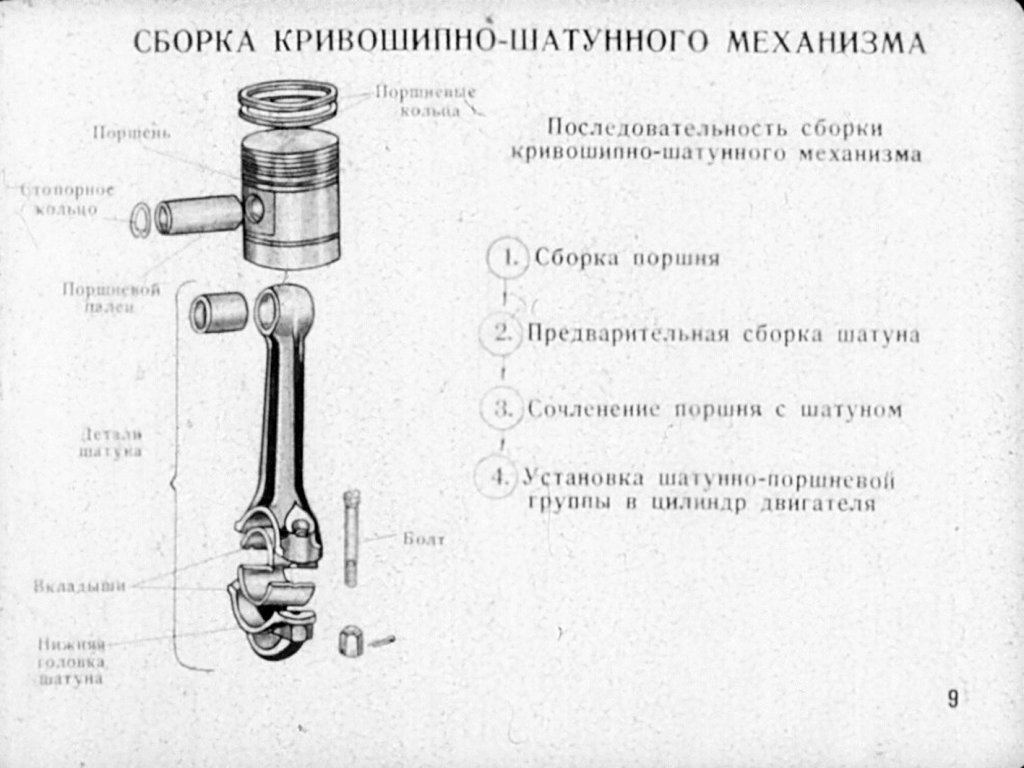
Поршневые кольца подбирают по размерам гильз и поршневым канавкам. Как было сказано выше.
При подборе кольцо устанавливают в гильзу и щупом проверяют величину зазора в замке и плотность прилегания к поверхности гильзы. Если зазор мал, то его увеличивают, опиливая поверхность одного торца замка. При проверке прилегания кольца допускается зазор между кольцом и гильзой не более 0,02…0,03 мм на дуге 60°.
Кольцо должно прокатываться по канавке поршня свободно, без заеданий. Зазор между канавкой и кольцом измеряют щупом. Если зазор меньше допустимого, то кольцо шлифуют на плоскошлифовальном станке с одного торца.
Поршни,
пальцы, шатуны кроме подбора по линейным
размерам должны иметь минимальные
отклонения по массе в рамках одного
комплекта на двигатель (приложение 4).
При необходимости выравнивания массы
металл удаляют со специального прилива
нижней крышки шатуна сверлением или на
обдирочно-шлифовальном станке.
Втулки подбирает в соответствии с размерами отверстий в верхних головках шатунов. Втулки должны входить с натягом 0,125…0,048 мм — это нормальный, допустимый — 0,040 мм.
Сборку шатунно-поршневой группы начинают с запрессовки втулок в верхние головки шатунов. При этом нужно следить за совпадением маслоподводящих отверстий во втулке и шатуне.
Сопряжение «палец-втулка верхней головки шатуна» считается правильно подобранным в том случае, если шатун, свободно висящий на смазанном дизельным маслом пальце, при проворачивании, руками за палец, отклоняется от вертикального положения на угол около 30°.
Поршень подлежит тщательному осмотру. На обработанных его поверхностях не допускаются забоины, надрывы металла, глубокие риски, задиры, заусенцы и острые кромки. Выход маслосливных отверстий на поверхность юбки не допускается.
Далее
необходимо соединить поршень с шатуном
поршневым пальцем. Для этого нагреть
поршень до температуры 80…90 °С в
электрошкафу или масляной ванне.
Смазать втулку верхней головки шатуна
дизельным маслом и при помощи наставки
запрессовать поршневой палец в поршень
на прессе. Продольное перемещение
пальца ограничить установкой стопорных
колец.
Для этого нагреть
поршень до температуры 80…90 °С в
электрошкафу или масляной ванне.
Смазать втулку верхней головки шатуна
дизельным маслом и при помощи наставки
запрессовать поршневой палец в поршень
на прессе. Продольное перемещение
пальца ограничить установкой стопорных
колец.
Проверить щупом зазор между торцом верхней головки шатуна и бобышкой поршня, который должен быть в пределах 2±0,5 мм с каждой стороны, Проверить на весах массу шатунов в сборе с поршнями. Разность массы комплектов на дизель не должна превышать 30 г.
Установить на поршень при помощи разжимного приспособления маслосъемные и компрессионные кольца, отвечающие требованиям, изложенным в разделе «Разборка и дефектация». Для двигателей Д-50, Д-240 в первую и вторую кольцевые канавки снизу — маслосъемные кольца и в остальные — компрессионные.
При
вращении поршня, находящегося в
горизонтальном положении, вокруг своей
оси на 360° компрессионные кольца должны
плавно перемещаться в канавках и утопать
в них при легком встряхивании. На
поверхности колец не должно быть рисок,
задиров, забоин и трещин.
На
поверхности колец не должно быть рисок,
задиров, забоин и трещин.
Шатуны комплектуют с новыми вкладышами номинального или ремонтного размера. Ремонтные размеры вкладышей большего размера могут быть получены путем расточки старых вкладышей меньшего размера. После расточки толщина антифрикционного слоя должна быть не менее 0,3 мм.
Шатунные болты должны входить в отверстие шатуна и крышки от легких ударов молотка массой 200 г. На болтах и в гайках не допускаются сорванные, смятые и стянутые нитки резьбы.
Д ля определения сборочного зазора «вкладыш — шатунная шейка» коленчатого вала следует измерить диаметр отверстий в нижней головки шатуна (рисунок 15) с установленными вкладышами (затяжка крышки моментом 170…160 Н·м) и диаметр шатунной шейки коленчатого вала (рисунок 16).
Рисунок 15.- Измерение отверстия шатунного подшипника индикаторным нутромером.
Рисунок
16. — Измерение диаметра шатунной шейки
коленчатого вала микрометром.
— Измерение диаметра шатунной шейки
коленчатого вала микрометром.
Разборка и сборка шатунно-поршневой группы
Разборка крышки шатуна
ВНИМАНИЕ Расположите снятые детали (шатуны, крышки шатунов, вкладыши шатунных подшипников) в порядке их соответствия номерам цилиндров, чтобы обеспечить последующую правильную сборку. |
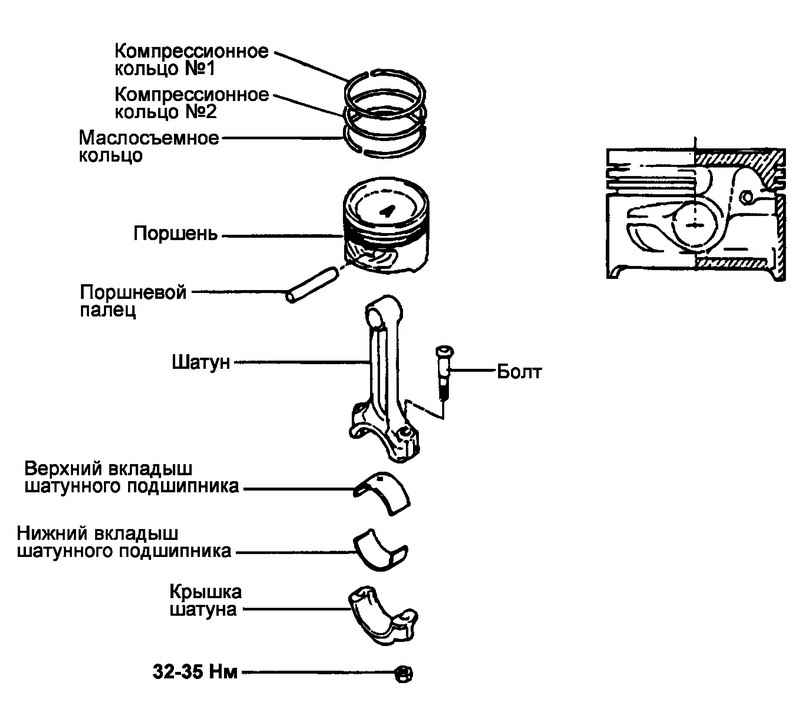
Рис. 2.71. Компоненты поршня и шатуна |
Отверните болты крепления крышки шатуна, затем снимите крышку шатуна и нижний вкладыш шатунного подшипника.
Вытолкните поршень и шатун в сборе из блока цилиндров в направлении к поверхности под прокладку головки цилиндров.
Разборка и сборка узла поршня и шатуна (снятие и установка поршневого пальца)
Рис. 2.72. Разборка узла поршень-шатун |
С помощью специальных инструментов (09234-33001 и 09234-33002) выполните разборку и сборку узла поршня и шатуна (рис. 2.72).
2.72).
Поршневой палец запрессован в верхнюю головку шатуна, и поршень скользит по нему.
Набор специальных инструментов состоит из основания с подставкой и вставками, направляющих, переходников, штока-толкателя для снятия и штока-толкателя для установки. При снятии или установке поршневого пальца поршень удерживается на основании приспособления. Направляющие приспособления облегчают позиционирование поршневого пальца при его снятии и установке, когда шатун опирается на вставки подставки.
Рис. 2.73. Извлечение пальца с помощью пресса |
Для снятия поршневого пальца уложите поршень на основание и расположите шатун на вставке подставки. Вставьте шток-толкатель (для снятия) через дугу верхней части основания в поршневой палец и извлеките палец с помощью пресса (рис. 2.73).
При установке нового пальца необходимо установить соответствующую вставку подставки для поддержки шатуна.
Расположите верхнюю головку шатуна внутри поршня. С одной стороны поршня вставьте соответствующую направляющую через поршень и шатун, затем слегка осадите направляющую от руки, чтобы она удерживалась поршнем. С другой стороны поршня вставьте поршневой палец и уложите вместе поршень и шатун на основание приспособления так, чтобы направляющая пальца была снизу.
С одной стороны поршня вставьте соответствующую направляющую через поршень и шатун, затем слегка осадите направляющую от руки, чтобы она удерживалась поршнем. С другой стороны поршня вставьте поршневой палец и уложите вместе поршень и шатун на основание приспособления так, чтобы направляющая пальца была снизу.
Рис. 2.74. Направляющая центрирования шатуна |
ПРИМЕЧАНИЕ Направляющая необходима для центрирования шатуна относительно бобышек поршня. Если сборка выполнена правильно, то направляющая пальца будет стоять точно по центру отверстия дуги верхней части основания и касаться вставки подставки. Если используется направляющая пальца неправильного размера, то поршень (и шатун) и поршневой палец не будут находиться на одной оси с отверстием основания (рис. 2.74). |
Рис. |
 2.75. Схема запрессовки пальца в поршень и верхнюю головку шатуна
2.75. Схема запрессовки пальца в поршень и верхнюю головку шатунаВставьте шток-толкатель (для установки) через отверстие дуги верхней части основания до упора в переходник на поршневом пальце и с помощью гидравлического пресса заведите палец в поршень и верхнюю головку шатуна. Продолжайте запрессовку до момента, когда направляющая пальца упадет снизу основания и шток-толкатель упрется в дугу верхней части основания (рис. 2.75).
ВНИМАНИЕ Не превышайте усилия 12500±5000 Н при запрессовке поршневого пальца в момент, когда шток-толкатель упрется в дугу верхней части основания. |
Проверка поршня и поршневого пальца
Проверьте каждый поршень на отсутствие царапин, задиров, износа и других дефектов. Замените поршень при наличии дефектов.
Проверьте каждое поршневое кольцо на отсутствие изломов, повреждений или значительного износа. Замените дефектные кольца. При необходимости замены поршня одновременно следует заменить его поршневые кольца.
При необходимости замены поршня одновременно следует заменить его поршневые кольца.
Убедитесь, что поршневой палец входит в бобышки поршня. Замените поршень и поршневой палец комплектом при наличии дефектов. При комнатной температуре под нажимом руки поршневой палец должен легко входить в отверстие поршня.
Проверка поршневых колец
Рис. 2.76. Проверка торцевого зазора компрессионного кольца |
Измерьте зазор между компрессионным кольцом и канавкой поршня (рис. 2.76).
Если измеренный зазор превышает предельно допустимое значение, установите новое поршневое кольцо и повторно измерьте зазор. Если измеренный зазор снова превышает предельно допустимое значение, замените поршень и кольца в сборе. Если измеренный зазор меньше предельно допустимого значения, замените только поршневые кольца.
Значения зазора между поршневым кольцом и канавкой поршня приведены ниже.
Номинальное значение:
компрессионное кольцо №1 – 0,04–0,085 мм;
компрессионное кольцо №2 – 0,04–0,085 мм.
Предельно допустимое значение:
компрессионное кольцо №1 – 0,1 мм;
компрессионное кольцо №2 – 0,1 мм.
Рис. 2.77. Проверка зазора в замке поршневого кольца |
Для измерения зазора в замке поршневого кольца установите поршневое кольцо в отверстие цилиндра (рис. 2.77).
Расположите кольцо под прямым углом к образующей стенки цилиндра, осторожно перемещая его вниз с помощью поршня.
Измерьте зазор в замке кольца плоским щупом (рис. 2. 78).
Если измеренный зазор превышает предельно допустимое значение, замените поршневое кольцо.
Значения зазора в замке поршневого кольца приведены ниже.
Номинальное значение:
компрессионное кольцо №1 – 0,20–0,35 мм;
компрессионное кольцо №2 – 0,30–0,45 мм;
маслосъемное кольцо – 0,2–0,7 мм.
Предельно допустимое значение:
компрессионные кольца №1 и №2 – 1,0 мм;
маслосъемное кольцо – 1,0 мм.
При замене поршневых колец без расточки цилиндров в ремонтный размер проверяйте зазор в замке кольца в точке, расположенной в нижней части цилиндра (зона наименьшего износа).
Рис. 2.78. Измерение зазора в замке поршневого кольца |
ПРИМЕЧАНИЕ Идентификационная метка ремонтного размера расположена на верхней части поршневого кольца около замка кольца. |
Рис. 2.79. Пазы вкладышей в крышке шатуна и шатуне |
При установке крышки шатуна убедитесь, что метки номера цилиндра (сделанные при разборке) на шатуне и крышке шатуна совпали. При установке нового шатуна убедитесь, что фиксирующие пазы вкладышей в крышке шатуна и шатуне расположены с одной стороны (рис. 2.79).
Замените шатун при наличии повреждения торцевой поверхности верхней или нижней головок. Если присутствует изгиб или скручивание шатуна или поверхность отверстия под поршневой палец в верхней головке шатуна значительно изношена, замените шатун.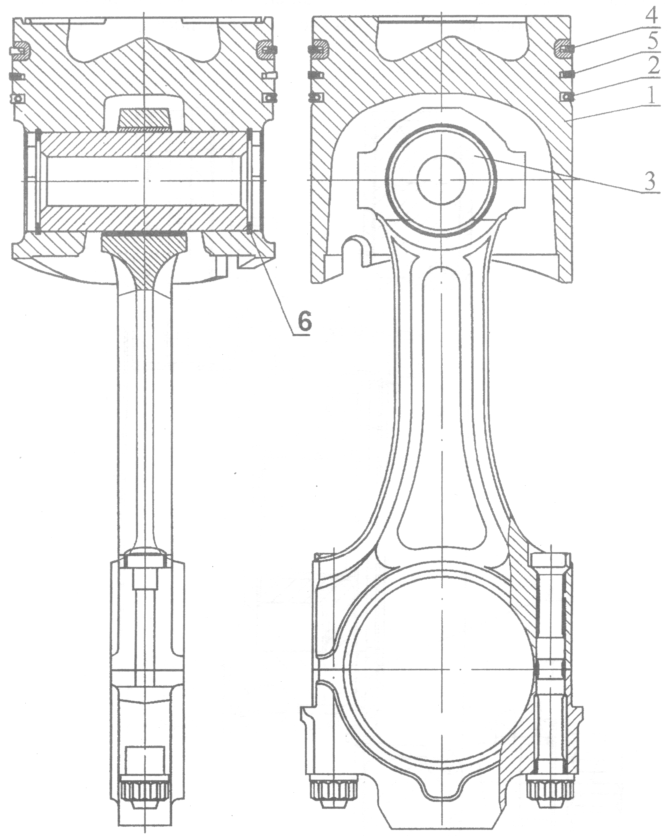
Сборка
Рис. 2.80. Установка расширителя маслосъемного кольца |
Установите расширитель маслосъемного кольца (рис. 2.80).
Рис. 2.81. Схема установки верхнего скребка маслосъемного кольца |
Установите верхний скребок маслосъемного кольца. Для установки скребка сначала установите один конец скребка между расширителем и канавкой поршня, затем, удерживая конец скребка, нажимайте пальцем на скребок, чтобы завести его в канавку, как показано на рисунке 2.81.
ВНИМАНИЕ Не применяйте экспандер поршневых колец при установке скребков маслосъемного кольца. |
Рис. 2.82. Установка нижнего скребка маслосъемного кольца |
Установите нижний скребок маслосъемного кольца в соответствии с предыдущей процедурой (рис. 2.82).
2.82).
Нанесите моторное масло на поршень и канавки поршня под кольца по всей окружности.
С помощью экспандера поршневых колец установите компрессионное кольцо №2.
Рис. 2.83. Схема установки компрессионного кольца №1 |
Установите компрессионное кольцо №1 (рис. 2.83).
Рис. 2.84. Схема замков компрессионных колец |
Расположите замки колец как можно дальше друг от друга. Убедитесь, что замок какого-либо кольца не находится на оси поршневого пальца или перпендикулярном данной оси направлении (рис. 2.84).
С помощью специального приспособления надежно зафиксируйте поршневые кольца на поршне перед установкой поршня в сборе в цилиндр.
Установите верхние вкладыши коренных подшипников в блок цилиндров.
Рис. 2.85. Установка нижнего вкладыша коренного подшипника в крышку шатуна |
Установите нижние вкладыши коренных подшипников в крышки шатунов (рис. 2.85).
2.85).
При установке убедитесь, что «передняя» метка на поршне и «передняя» идентификационная метка на шатуне направлены к передней части двигателя (к ремню привода ГРМ).
При установке нового шатуна убедитесь, что фиксирующие пазы вкладышей на шатуне и крышке шатуна расположены с одной стороны.
При сборке болты крепления крышек шатунов следует затягивать, используя угловой метод затяжки, следующим образом:
– нанесите масло на резьбу гаек крепления и места контакта шатуна гаек и болтов;
– затяните болты крепления крышек шатунов номинальным моментом затяжки.
Момент затяжки гаек крепления крышек шатунов: 32–35 Н·м.
ВНИМАНИЕ Не устанавливайте повторно бывшие в эксплуатации (снятые при разборке) болты крепления крышек шатунов. При установке новых болтов крепления крышек шатунов не затягивайте их более трех раз. |
Проверьте боковой зазор между нижней головкой шатуна и соответствующей щекой коленчатого вала.
Боковой зазор нижней головки шатуна:
номинальное значение – 0,1–0,25 мм;
предельно допустимое значение – 0,4 мм.
Установите маслозаборник.
Установите масляный поддон.
Установите головку цилиндров.
Сборка двигателя автомобиля ГАЗ-66, ГАЗ-53
Для сборки двигателя, так же как и для его разборки, блок цилиндров двигателя в сборе с картером сцепления закрепляют на стенде (см. рис. 1)
Все детали двигателя перед сборкой подбирают по размерам, тщательно промывают, продувают сжатым воздухом и протирают чистыми салфетками
Все резьбовые соединения (шпильки, пробки, штуцера и т. д.), если они вывертывались при разборке или были заменены, необходимо ставить на сурике или свинцовых белилах, разведенных натуральной олифой.
Неразъемные соединения (заглушки блока и головок цилиндров) ставят на нитролаке.
К постановке на ремонтируемый двигатель не допускаются:
- — шплинты и шплинтовочная проволока, бывшие в употреблении;
- — пружинные шайбы, потерявшие упругость;
- — болты и шпильки с вытянувшейся резьбой;
- — гайки и болты с изношенными гранями;
- — детали, имеющие на резьбе более двух забоин или вмятин или сорванные нитки резьбы;
- — поврежденные прокладки.
Собирают двигатель в порядке, обратном разборке.
Подготовку деталей для сборки двигателя можно посмотреть в статье — Подготовка узлов и деталей для сборки двигателя ЗМЗ-53
Ниже приводятся отдельные рекомендации и дополнительные требования по сборке двигателя.
При замене гильз цилиндров перед установкой гильзу подбирают по гнезду в блоке цилиндров.
Гильзы подбирают при помощи точной металлической линейки и набора щупов следующим образом:
— гильза, установленная на свое место в блоке цилиндров без уплотнительных прокладок, должна утопать относительно привалочной поверхности блока цилиндров.
Линейку устанавливают на привалочную поверхность, а щуп вводят в зазор между линейкой и торцом гильзы (рис. 2).
Толщину прокладки выбирают таким образом, чтобы после установки гильзы с прокладкой было обеспечено возвышение ее над поверхностью блока цилиндров в пределах 0,02—0,09 мм.
Уплотнительные прокладки выпускают различной толщины:
- 0,3; 0,2; 0,15 и 0,1 мм.
 В зависимости от зазора на гильзу цилиндра надевают ту или иную прокладку, иногда необходимую величину получают набором прокладок различной толщины.
В зависимости от зазора на гильзу цилиндра надевают ту или иную прокладку, иногда необходимую величину получают набором прокладок различной толщины.
После установки в блок цилиндров гильзы закрепляют втулками-зажимами (см. рис. 3).
В качестве заднего сальника на двигателях применяют асбестовый шнур, пропитанный масляно-графитовой смесью.
В гнезда блока цилиндров и сальникодержателя укладывают шнур длиной 140 мм.
При помощи приспособления шнур опрессовывают в своих гнездах легкими ударами молотка, как указано на рис. 4.
Не снимая приспособления, подрезают концы шнура заподлицо с плоскостью разъема сальникодержателя.
Срез должен быть ровным, разлохмачивание концов и неровный срез не допускаются.
При сборке коленчатого вала с маховиком и сцеплением соблюдают следующие требования.
Гайки крепления маховика затягивают, обеспечивая момент 7,6—8,3 кГм.
При сборке сцепления ведомый диск устанавливают демпфером к нажимному диску и центрируют по подшипнику коленчатого вала (в качестве оправки может быть использован ведущий вал коробки передач).
Метки «О», выбитые на кожухе нажимного диска и маховика около одного из отверстий для болтов крепления кожуха, необходимо совместить.
Коленчатый вал в сборе с маховиком и сцеплением должны быть динамически сбалансированы. Допустимый дисбаланс 70 Гсм.
При балансировке снимают лишнюю массу с тяжелой стороны высверливанием металла маховика на расстоянии 6 мм от зубчатого венца сверлом диаметром 8 мм на глубину не более 10 мм.
Если дисбаланс собранного вала превышает 180 Гсм, вал разбирают и балансируют каждую деталь отдельно.
Дисбаланс маховика не должен превышать 35 Гсм;
дисбаланс нажимного диска в сборе с кожухом — 36 Гсм;
Дисбаланс ведомого диска— 18 Гсм.
По сборке коленчатого вала смотрим статью — Сборка коленчатого вала с маховиком и сцеплением и установка его в блок цилиндров
Крышки коренных подшипников устанавливают так, чтобы фиксирующие выступы вкладышей находились с одной стороны, а номера или метки, выбитые на крышках, соответствовали номерам постелей.
При установке передней крышки необходимо следить, чтобы фиксирующий усик задней шайбы упорного подшипника вошел в паз крышки, и чтобы не образовывалось ступеньки между торцом крышки и торцом блока цилиндров.
Гайки крепления крышек коренных подшипников затянуть (момент 11—12 кГм).
После затяжки и шплинтовки гаек крышек коренных подшипников коленчатый вал должен легко вращаться от небольших усилий.
После напрессовки шестерни коленчатого вала (рис. 5) при помощи съемника и упорной втулки проверить осевой зазор коленчатого вала, для чего отжать коленчатый вал к заднему концу двигателя и при помощи щупа определить зазор между торцом задней шайбы упорного подшипника и торцом передней коренной шейки коленчатого вала (рис. 6).
Зазор должен быть в пределах 0,075 — 0,175 мм.
При сборке деталей шатунно-поршневой группы необходимо соблюдать следующие требования.
Поршневые пальцы подбирают к шатунам так, чтобы при комнатной температуре (+18° С) слегка смазанный палец плавно перемещался в отверстии шатуна под легким усилием большого пальца руки.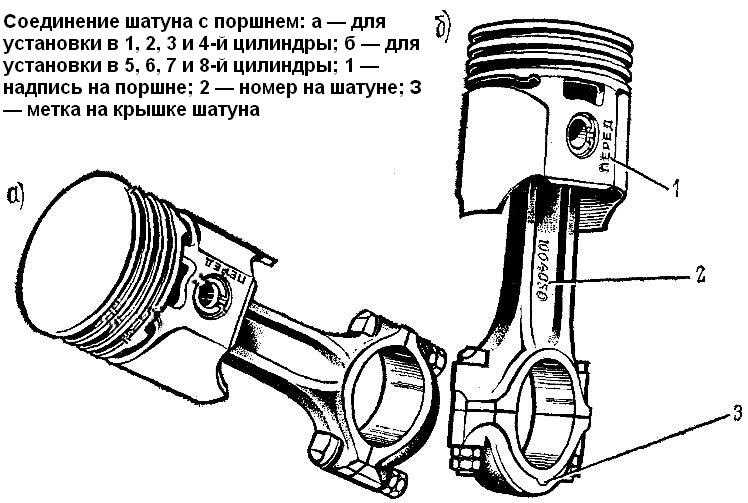
Перед сборкой поршни нагревают в горячей воде до +70°С.
Запрессовка пальца в холодный поршень не допускается, так как это может привести к порче поверхностей отверстий бобышек поршня, а также к деформации самого поршня.
Шатуны и поршни при сборе ориентируют следующим образом: для поршней первого, второго, третьего и четвертого цилиндров надпись на поршне «перед» и номер, выштампованный на стержне шатуна, должны быть направлены в противоположные стороны, а для поршней пятого, шестого, седьмого и восьмого цилиндров — в одну сторону (рис. 7).
Стопорные кольца поршневого пальца устанавливают в канавки бобышек поршня так, чтобы отгиб усика был направлен наружу.
Поршневые кольца подбирают по гильзам, в которых они будут работать.
Зазор, замеренный в стыке кольца, уложенного в гильзу, должен быть в пределах 0,3—0,5 мм для компрессионных и маслосъемных колец.
В верхнюю поршневую канавку устанавливают хромированное, а во вторую — луженое компрессионное кольцо выточкой на внутренней стороне к днищу.
Перед установкой в гильзы цилиндров стыки поршневых колец расположить под углом в 120° друг к другу, а на шатунные болты следует надеть защитные латунные колпачки, чтобы избежать случайной порчи поверхности шатунных шеек.
При установке поршней в гильзы цилиндров следить за тем, чтобы надпись на поршне «перед» была направлена к переднему торцу блока цилиндров. Гайки болтов шатуна затянуть (момент 6,8 — 7,5 кгм) и законтрить.
После запрессовки шестерни на распределительный вал (рис. 8) проверить щупом осевой зазор между упорным фланцем и торцом шестерни распределительного вала. Зазор должен быть в пределах 0,08 — 0,2 мм.
При зацеплении шестерен газораспределения зуб шестерни коленчатого вала с меткой «О» должен войти во впадину зубьев шестерни распределительного вала, отмеченную риской.
Шестерни заменять комплектно, так как их подбирают на заводе по боковому зазору и по шуму при работе.
Боковой зазор в зацеплении должен быть в пределах 0,03—0,08 мм.
Чтобы не ошибиться при сборке и установке шестерен нужно учитывать, что метка на шестерне коленчатого вала находится на 12-том зубе, считая от зуба напротив прорези под шпонку против часовой стрелки (рисунок 11).
При установке на блок цилиндров крышку распределительных шестерен сцентрировать по переднему концу коленчатого вала при помощи конусной оправки для предохранения переднего сальника коленчатого вала от работы одной стороной.
Надеть на передний конец коленчатого вала конусную справку и прижать ею крышку распределительных шестерен к блоку цилиндров при помощи храповика, после этого затянуть гайки крепления крышки.
Уплотнительную прокладку трубки маслоприемника следует уложить в гнездо в блоке цилиндров, а не надевать на трубку.
Перед установкой на двигатель масляный насос заполняют маслом.
При сборке головки цилиндров стержни новых клапанов обмазывают смесью, состоящей из семи частей коллоидно-графитового препарата и трех частей авиационного масла.
Оси коромысел собирают таким образом, чтобы отверстия под шпильки крепления в оси и стойках были смещены в противоположную сторону от регулировочных болтов коромысел.
Гайки крепления впускного трубопровода затягивают с умеренным усилием, так как резиновые прокладки не могут ограничить затяжки до упора и при перетяжке гаек возможно раздавливание резиновых прокладок.
Привод прерывателя-распределителя необходимо устанавливать в такой последовательности.
Установить поршень 1-го цилиндра в положение верхней мертвой точки (в.м.т.) в такте сжатия.
Вставить привод прерывателя-распределителя в отверстие в блоке цилиндров так, чтобы прорезь в валике привода была направлена вдоль оси двигателя и смещена влево, считая по ходу автомобиля.
Закрепить корпус привода держателем и гайкой так, чтобы кронштейн с резьбовым отверстием для крепления прерывателя-распределителя был направлен назад, и повернут на угол 23˚ влево от продольной оси двигателя, как показано на рис.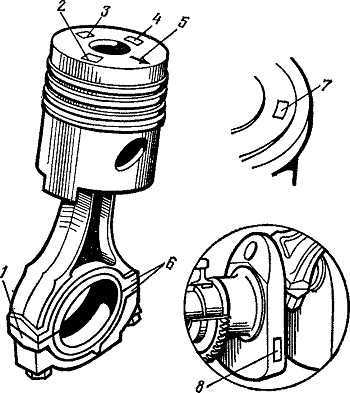 10.
10.
Перед установкой прерывателя-распределителя на двигатель следует проверять зазор в контактах прерывателя и, если необходимо, отрегулировать его. Зазор в контактах должен быть в пределах 0,3—0,4 мм.
Гайками октан-корректора повернуть корпус прерывателя-распределителя так, чтобы стрелка установилась на нулевое деление шкалы.
Повернуть ротор распределителя так, чтобы он был обращен в сторону клеммы первого цилиндра. Клемма первого цилиндра на крышке распределителя зажигания отмечена цифрой «1».
Надеть крышку распределителя с проводами и присоединить последние к свечам зажигания в порядке работы цилиндров двигателя (1-5-4-2-6-3-7-8). Порядок зажигания отлит на впускном трубопроводе двигателя.
Главная — Piston Group
Энергичное мышление.
В Piston Group мы воспринимаем каждую задачу как возможность добиться прогресса. Мы преодолеваем препятствия и идем неизведанными путями с уверенностью и общим видением успеха. Мы используем знания, полученные от наших экспертов по решениям. Именно такое активное мышление способствует созданию выигрышных решений для наших клиентов. И когда наши клиенты выигрывают, мы все набираем очки, чтобы увеличить количество рабочих мест, инвестировать в новые технологии и внести свой вклад в наши сообщества. Так что давай, брось нам вызов. Зажгите нашу страсть к победе.
Именно такое активное мышление способствует созданию выигрышных решений для наших клиентов. И когда наши клиенты выигрывают, мы все набираем очки, чтобы увеличить количество рабочих мест, инвестировать в новые технологии и внести свой вклад в наши сообщества. Так что давай, брось нам вызов. Зажгите нашу страсть к победе.
О нас
В новостях
Piston Group запускает движение во имя будущего на Мичиган-авеню
Производственное предложение Детройта создает рабочие места для передовых мобильных решений.
Piston Group, основатель и главный исполнительный директор Винни Джонсон имеет видение завода на Мичиган-авеню, построенного для инноваций и передового производства. Изменение импульса в глобальной конкуренции для привлечения высокотехнологичных рабочих мест и обеспечения производства мирового класса стало визитной карточкой руководства Винни Джонсона.
Прочитать историю
Наши бренды
Объединить общее видение
О наших брендах
Piston Automotive
Являясь крупнейшим в мире поставщиком сборочных узлов с добавленной стоимостью, мы производим узлы мирового класса для ведущих производителей и стали центром инноваций в области сборки мирового уровня. Мы создаем решения и прорывы. Но, в конце концов, то, что мы действительно создаем, — это ценность. И это стало нашей целью.
Мы создаем решения и прорывы. Но, в конце концов, то, что мы действительно создаем, — это ценность. И это стало нашей целью.
Irvin Products
Мы применяем многолетний опыт в области автомобильных интерьерных технологий, чтобы предлагать дизайнерские, инженерные и производственные решения для множества отраслей промышленности по всему миру. Наше стремление к совершенству началось с инновационного проектирования и дизайна, что принесло нам репутацию лидера отрасли.
Detroit Thermal Systems
Мы считаем, что обеспечение комфорта в автомобиле и укрепление доверия клиентов начинаются с исключительного производства. Мы разрабатываем и производим высококачественные системы и компоненты климат-контроля с привлечением разнообразного персонала, использующего самые современные технологии и проверенные методы производства.
Piston Automotive
Являясь крупнейшим в мире поставщиком сборочных узлов с добавленной стоимостью, мы производим сборочные узлы мирового класса для ведущих производителей и стали центром инноваций в области сборки мирового класса. Мы создаем решения и прорывы. Но, в конце концов, то, что мы действительно создаем, — это ценность. И это стало нашей целью.
Мы создаем решения и прорывы. Но, в конце концов, то, что мы действительно создаем, — это ценность. И это стало нашей целью.
Irvin Products
Мы применяем многолетний опыт в области технологий внутренней отделки автомобилей, чтобы предлагать дизайнерские, инженерные и производственные решения для множества отраслей промышленности по всему миру. Наше стремление к совершенству началось с инновационного проектирования и дизайна, что принесло нам репутацию лидера отрасли.
Detroit Thermal Systems
Мы считаем, что обеспечение комфорта в автомобиле и укрепление доверия клиентов начинаются с исключительного производства. Мы разрабатываем и производим высококачественные системы и компоненты климат-контроля с привлечением разнообразного персонала, использующего самые современные технологии и проверенные методы производства.
Инновации + Креативность
Составные части нашего успеха
Применяя творческий подход и инновации к каждому аспекту своего бизнеса, вы сможете опережать меняющийся рынок и конкуренцию. Когда вы сотрудничаете с компанией Piston Group, вы получаете больше, чем просто свежие идеи и перспективы, вы получаете конкурентное преимущество.
Когда вы сотрудничаете с компанией Piston Group, вы получаете больше, чем просто свежие идеи и перспективы, вы получаете конкурентное преимущество.
Используя глубокие знания в области дизайна и превосходное качество производства, наши команды по разработке решений преуспевают в решении технических задач. От сокращения выбросов CO2 с помощью передовой аккумуляторной технологии до создания фирменного интерьера для следующего электромобиля — мы предоставим вам все необходимое. Частично страсть и частично инженерное чудо, каждое решение взращивается от открытия до изобретения и создания производства.
Инновации
Больше, чем цифры
A Statement of Excellence
Product Launches
0+
Employees
0,500+
Vehicle Platforms
0+
Revenue
$0. 9
9
Billion
Facilities
0.5M
кв. ФТ.
В новостях
Узнайте о событиях и других событиях вокруг семьи Piston Group
Подробнее Истории
О нас — Piston Group
, кто мы
Наша история
Наши люди
Лидерство
Кто мы areleadershipour Story
Мы являемся поршней группой
We Are
Piston
We Are
PISTON
Мы являемся
Кто мы
Создание ценности
Компания Piston Group была основана не только для того, чтобы производить вещи. Он был основан с видением, чтобы сделать вещи лучше. И это начинается с создания лучших команд, полностью посвященных достижению совершенства на каждом уровне исполнения за счет сочетания опыта, знаний и глубокой страсти к тому, что мы делаем. Наши компании постоянно устанавливают стандарты, потому что наши сотрудники постоянно поднимают планку.
Наши компании постоянно устанавливают стандарты, потому что наши сотрудники постоянно поднимают планку.
Мы создаем решения и прорывы. Но, в конце концов, то, что мы действительно создаем, — это ценность. И это стало целью, которой вся наша семья Piston Group живет и дышит каждый день — не просто создавать, но и создавать ценность.
Наша история
Мы Piston Group
Наше начало производственные и дизайнерские компании мирового уровня. С инвестициями, начиная с 1996 и сильная предпринимательская культура, сегодняшняя платформа расширилась и включает Piston Automotive, Irvin Products и Detroit Thermal Systems.
Производственное совершенство
Производственные мощности Piston Group мирового класса обеспечивают операционное превосходство за счет расширения возможностей сотрудников. Наша команда, состоящая из более чем 11 500 квалифицированных инженеров и специалистов-производителей, с гордостью каждый день создает ценность для клиентов.
Наши бренды
Каждую компанию Piston Group объединяет стремление построить лучшее будущее. В наше портфолио входят компании Piston Automotive, Irvin Products и Detroit Thermal Systems.
An Evolution of
Growth & Performance
1996
2010
2015
2017
2019
2020
Our People
Our Culture
We believe в создании искры. Мы сосредоточены на том, чтобы стимулировать прогресс и двигаться вперед, чтобы решать проблемы и использовать возможности.
Разнообразие + Инклюзивность
Мы зависим от разнообразия в нашем планировании, стратегии и процессах. Мы понимаем, принимаем и ценим различия, потому что именно они ведут к инновациям. Все начинается с разнообразного мышления. Все начинается с наших людей.
Инклюзивность – это сила людей, объединенных общей целью.
 В Piston Group мы используем инклюзивность как средство объединения вдохновенных идей каждого человека в нашем расширенном предприятии, включающем сотрудников, клиентов и поставщиков.
В Piston Group мы используем инклюзивность как средство объединения вдохновенных идей каждого человека в нашем расширенном предприятии, включающем сотрудников, клиентов и поставщиков.Leadership
Leading with Energy
Vinnie Johnson
Founder, Chairman & CEO
View Bio
Gordon Fournier
Chief Operating & Financial Officer
View Bio
Rob Fisher
Group VP Marketing & Sales
View Bio
Bob Holloway
President
View Bio
Joe Finn
President & CEO
Просмотреть биографию
Присоединяйтесь к нашей команде
Принадлежит меньшинству
Бизнес
MBE года 2017
Мы были названы Группой Предприятием меньшинства 207 года по версии FCA.
#1 Crain’s Fast 50
Fastest Growing Companies
2018
#1 Crain’s
Largest
Minority-Owned Business
2020
#5 Crain’s
Private 200
2018
Certifications
ISO 14001:2015
IATF 16949:2016
Ford Approved Q1
Для всех сайтов, поставляющих Ford Motor Company
Automotive News
All-Star Minority Business
2017
#24
Крупнейший североамериканский поставщик
. нашей ДНК
В Piston Group мы понимаем, что разнообразие поставщиков может иметь большое значение. Наши компании демонстрируют приверженность разнообразию поставщиков посредством наших постоянных усилий по привлечению и развитию различных предприятий и предоставлению им возможностей.
Разнообразие создает новые возможности для продвижения инклюзивности, расширения партнерских возможностей, предложения различных точек зрения и доступа к новому и дополнительному опыту, необходимому для решения сложных задач сегодняшнего дня.
Чтобы бизнес считался диверсифицированным, по крайней мере 51 процент собственности должен принадлежать члену одной из восьми исторически неблагополучных групп. Эти группы со штаб-квартирой в Соединенных Штатах и определены правительством США как таковые:
- Бизнес, принадлежащий женщинам,
- Предприятия, принадлежащие меньшинствам,
- Предприятия, принадлежащие ветеранам,
- Предприятия, принадлежащие ветеранам-инвалидам службы,
- предприятий в исторически малоиспользуемых бизнес-зонах (HUB) и
- Малый бизнес
Мы хотим построить лучшее будущее. Мы приглашаем всех партнеров-поставщиков, разделяющих это видение, к сотрудничеству с нашими брендами для изучения любых возможностей.
Поставщики
Страсть к инновациям
Вместе мы разрабатываем новые технологии и создаем интересные продукты, которые положительно влияют на жизнь людей. Частично страсть и частично инженерное чудо, каждое решение взращивается от открытия до изобретения и создания производства.
Частично страсть и частично инженерное чудо, каждое решение взращивается от открытия до изобретения и создания производства.
Посмотреть наши инновации
О нас — Piston Group
Кто мы
Наша история
Наши люди
Лидерство
Кто мыЛидерствоНаши людиНаша история
Мы Piston Group
We Are
Piston Group
Кто мы
Создание ценности
Piston Group была основана не для того, чтобы что-то делать. Он был основан с видением, чтобы сделать вещи лучше. И это начинается с создания лучших команд, полностью посвященных достижению совершенства на каждом уровне исполнения за счет сочетания опыта, знаний и глубокой страсти к тому, что мы делаем. Наши компании постоянно устанавливают стандарты, потому что наши сотрудники постоянно поднимают планку.
Мы создаем решения и прорывы. Но, в конце концов, то, что мы действительно создаем, — это ценность.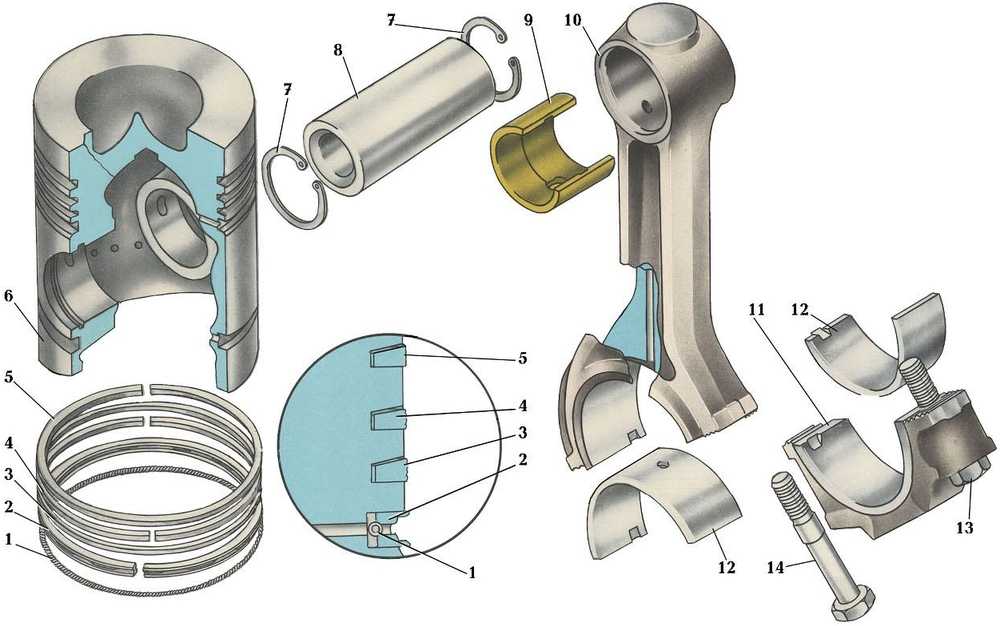 И это стало целью, которой вся наша семья Piston Group живет и дышит каждый день — не просто создавать, но и создавать ценность.
И это стало целью, которой вся наша семья Piston Group живет и дышит каждый день — не просто создавать, но и создавать ценность.
Наша история
Мы Piston Group
Наше начало производственные и дизайнерские компании мирового уровня. С инвестициями, начиная с 1996 и сильная предпринимательская культура, сегодняшняя платформа расширилась и включает Piston Automotive, Irvin Products и Detroit Thermal Systems.
Производственное совершенство
Производственные мощности Piston Group мирового класса обеспечивают операционное превосходство за счет расширения возможностей сотрудников. Наша команда, состоящая из более чем 11 500 квалифицированных инженеров и специалистов-производителей, с гордостью каждый день создает ценность для клиентов.
Наши бренды
Каждую компанию Piston Group объединяет стремление построить лучшее будущее. В наше портфолио входят компании Piston Automotive, Irvin Products и Detroit Thermal Systems.
An Evolution of
Growth & Performance
1996
2010
2015
2017
2019
2020
Our People
Our Culture
We believe в создании искры. Мы сосредоточены на том, чтобы стимулировать прогресс и двигаться вперед, чтобы решать проблемы и использовать возможности.
Разнообразие + Инклюзивность
Мы зависим от разнообразия в нашем планировании, стратегии и процессах. Мы понимаем, принимаем и ценим различия, потому что именно они ведут к инновациям. Все начинается с разнообразного мышления. Все начинается с наших людей.
Инклюзивность – это сила людей, объединенных общей целью. В Piston Group мы используем инклюзивность как средство объединения вдохновенных идей каждого человека в нашем расширенном предприятии, включающем сотрудников, клиентов и поставщиков.

Leadership
Leading with Energy
Vinnie Johnson
Founder, Chairman & CEO
View Bio
Gordon Fournier
Chief Operating & Financial Officer
View Bio
Rob Fisher
Group VP Marketing & Sales
View Bio
Bob Holloway
President
View Bio
Joe Finn
President & CEO
Просмотреть биографию
Присоединяйтесь к нашей команде
Принадлежит меньшинству
Бизнес
MBE года 2017
Мы были названы Группой Предприятием меньшинства 207 года по версии FCA.
#1 Crain’s Fast 50
Fastest Growing Companies
2018
#1 Crain’s
Largest
Minority-Owned Business
2020
#5 Crain’s
Private 200
2018
Certifications
ISO 14001:2015
IATF 16949:2016
Ford Approved Q1
Для всех сайтов, поставляющих Ford Motor Company
Automotive News
All-Star Minority Business
2017
#24
Крупнейший североамериканский поставщик
. нашей ДНК
В Piston Group мы понимаем, что разнообразие поставщиков может иметь большое значение. Наши компании демонстрируют приверженность разнообразию поставщиков посредством наших постоянных усилий по привлечению и развитию различных предприятий и предоставлению им возможностей.
Разнообразие создает новые возможности для продвижения инклюзивности, расширения партнерских возможностей, предложения различных точек зрения и доступа к новому и дополнительному опыту, необходимому для решения сложных задач сегодняшнего дня.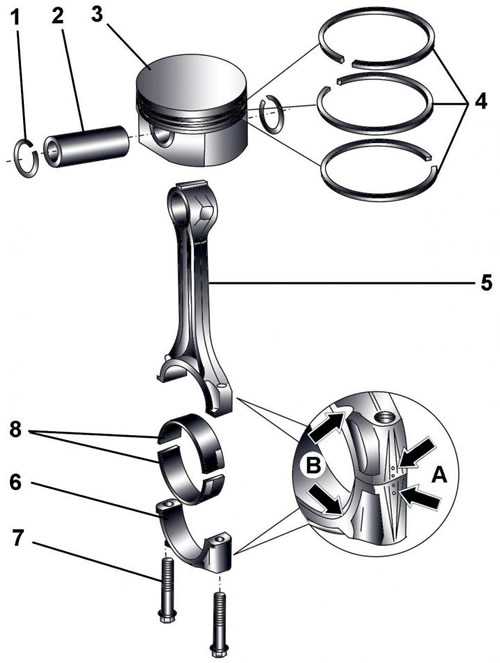
Чтобы бизнес считался диверсифицированным, по крайней мере 51 процент собственности должен принадлежать члену одной из восьми исторически неблагополучных групп. Эти группы со штаб-квартирой в Соединенных Штатах и определены правительством США как таковые:
- Бизнес, принадлежащий женщинам,
- Предприятия, принадлежащие меньшинствам,
- Предприятия, принадлежащие ветеранам,
- Предприятия, принадлежащие ветеранам-инвалидам службы,
- предприятий в исторически малоиспользуемых бизнес-зонах (HUB) и
- Малый бизнес
Мы хотим построить лучшее будущее. Мы приглашаем всех партнеров-поставщиков, разделяющих это видение, к сотрудничеству с нашими брендами для изучения любых возможностей.
Поставщики
Страсть к инновациям
Вместе мы разрабатываем новые технологии и создаем интересные продукты, которые положительно влияют на жизнь людей. Частично страсть и частично инженерное чудо, каждое решение взращивается от открытия до изобретения и создания производства.
Частично страсть и частично инженерное чудо, каждое решение взращивается от открытия до изобретения и создания производства.
Просмотреть наши инновации
Местоположения — Piston Group
Просмотреть карту
Просмотреть карту
Местоположение по регионам
6 Мичиган0647
Illinois
Ohio
Kentucky
Missouri
Texas & Mexico
Locations Map
20 Locations
Michigan
Michigan
Corporate
3000 Town Center, Suite 3250,
Southfield, MI 48075
(313) 541 – 8674
Мичиган
Belleville
Street Number
City, State, Zip
(000) 000 – 0000
Michigan
Detroit
4015 Michigan Avenue
Detroit, Michigan 48210-3266
(313) 897 – 1540
Michigan
Детройт
Compuware Building, 1048 Woodward Ave.
Детройт, MI 48226
(313) 784 — 9406
Michigan
9406Michigan
90049004
90049
90049
9006
90069
0005 4015 Michigan Avenue, Detroit, MI 48210-3266
(313) 897-1540
Мичиган
Pontiac
Centerpoint.
Pontiac, MI 48341
(248) 451 – 4100
Michigan
Redford
12723 Telegraph Road
Redford, Michigan 48239-1489
(313) 541 – 8674
Michigan
Ромул
6505 Cogswell St. – Suite 100
– Suite 100
Romulus, Mi 48174
(734) 403 — 6500
Мичиган
Southfield
3000
987 (248) 4866 9999998 2 998 9008 9008 9008 (2488) (248) (988) (988) (988) (988) (988) (988) (988) (988) (988) (988) (988) (988) (988) (988) (988) (988) (988) (289898 (209987). Мичиган
Van Buren
8500 Haggerty Road
Van Buren Township, MI 48111
(734) 391 — 2429
121
9000 2
139393939000
211313
9 9000 2
9000 2
0004
3458 Morreim Drive
Belvidere, Illinois 61008
(815) 491 — 7831
Illinois
Chicago
3 Уставок
4800. S. kilbourn a wicago
S. kilbourn a wicago
. 773).0004
1212 Ист Алексис Роуд.
Толедо, штат Огайо 43612-3974
(419) 464-0250
Кентукки
Kentucky
Georgetown
03
Centucky
000 1103Centucky
000 1103 9003. 502) 603 – 4078
Кентукки
Луисвилл
13150 Плантсайд Драйв
Луисвилл, Кентукки 40299
(502) 26 26 906 260002
Missouri
Missouri
N. Kansas City
1400 Warren St.
North Kansas City, Missouri 64116-4433
(816) 326–4433
(816) 326–4433
(816) 326–4433
9000 9000 2 .
Предстоящий 2022
209 Логистический центр DR
Венцвилл, MO 63385
Texas & Mexico
Texas
Del Rio
2A Fawcett Drive
Del Rio
2A Fawcett Drive
Del Rio
2A Fawcett Drive
2A Fawcett Drive
2a Drive
2A 2
0037 Дель Рио, Техас. 78840
Мексика
Acuna
(Завод 1, Jaropamex I)
Calle Mexico 1405, Parque Industrial Amistad
Cd. Acuna, Coahuila 26220
Мексика
Acuna
(Завод 2, Jaropamex II)
Carr Presa la Amistad км 6,5 серийный номер
Parque Industrial Amistad
Cd. Acuna, Coahuila 26220
Мексика
Sabinas
(Завод 3, Jaropamex III)
Carretera Sabinas-Rosita км. 12
Сабинас, Коауила, Мексика 26749
Мексика
Acuna
(Завод 4, Jaropamex IV)
Parque Industrial Amistad
Cd. Acuna, Coahuila 26220
Acuna, Coahuila 26220
Mexico
Gómez Palacio
(Plant 5, Jaropamex V)
Calle Manuel Rodriguez #2000
Parque Industrial la encantada
Gómez Palacio Durango
CP 35079
Our Brands
Вместе строим будущее.
Посмотреть наши бренды
Инновации — Поршневая группа
Инновация
Электрика + батарея
Силовая амортизация + охлаждение
Interior
.
Инновации + Креативность
Применяя творческий подход и инновации к каждому аспекту своего бизнеса, вы можете опережать меняющийся рынок и конкуренцию. Когда вы сотрудничаете с компанией Piston Group, вы получаете больше, чем просто свежие идеи и перспективы, вы получаете конкурентное преимущество.
Innovation + Creativity
Electrical + Battery
Powertrain + Cooling
Interior
Exterior
Chassis
Non-Automotive
Electrical + Battery
ПОСМОТРЕТЬ ПРОДУКТЫ
Будущая емкость высоковольтной батареи
0,000
Блоки высоковольтных аккумуляторных батарей / год
Зарядка вперед
Быстрый переход к электрификации автомобилей меняет представление о силовых установках и производственной среде. Компании Piston Group обладают обширным производственным опытом для поддержки аккумуляторных электромобилей нового поколения и гибридных электромобилей с подзарядкой от сети. Наши проверенные решения обеспечивают надежность, начиная с точной сборки и заканчивая функциональной проверкой упаковки и проверкой герметичности.
Компании Piston Group обладают обширным производственным опытом для поддержки аккумуляторных электромобилей нового поколения и гибридных электромобилей с подзарядкой от сети. Наши проверенные решения обеспечивают надежность, начиная с точной сборки и заканчивая функциональной проверкой упаковки и проверкой герметичности.
Мы гордимся тем, что участвуем в технологиях, которые уменьшают изменение климата и смога, улучшают здоровье населения и снижают экологический ущерб. Когда дело доходит до электрификации автомобилей, команда Piston Group далеко впереди.
Посетите Поршень Авто
Трансмиссия + Охлаждение
ПОСМОТРЕТЬ ПРОДУКТЫ
Объем пресс-формы для литья под давлением
0 миллионов
Циклов/год
Идеальное сочетание
В салоне и под капотом системы климат-контроля и охлаждения трансмиссии поддерживают идеальную температуру для пассажиров и силовых агрегатов автомобиля. Идеальное сочетание технологии продукта и производственного интеллекта, каждая система создана для обеспечения оптимальной производительности.
Идеальное сочетание технологии продукта и производственного интеллекта, каждая система создана для обеспечения оптимальной производительности.
Компании Piston Group разрабатывают и производят высококачественные системы климат-контроля HVAC, системы охлаждения трансмиссии и компоненты, используя самые современные технологии и исключительно высокие производственные стандарты.
Посетите Поршень Auto
Посетите DTS
Интерьер
ПОСМОТРЕТЬ ПРОДУКТЫ
Внутренние модули
0,4 млн.
Модули/год
Daily Cut + Sew
0,000
Штук
Мастерство внутри
Мастерство и привлекательность салона автомобиля — второй по важности фактор, влияющий на решение потребителей о покупке. Благодаря автомобильному наследию, которое началось в 1922 году, компании Piston Group заработали устойчивую репутацию в области создания фирменных систем внутренней отделки.
Благодаря автомобильному наследию, которое началось в 1922 году, компании Piston Group заработали устойчивую репутацию в области создания фирменных систем внутренней отделки.
От изысканно сшитых чехлов для сидений до функциональных козырьков и консолей — каждая деталь тщательно продумана, чтобы обеспечить идеальную посадку, ощущение и гармонию интерьера. Компании Piston Group обеспечивают незабываемые впечатления от вождения от концепции до чуда производства.
Посетите Поршень Авто
Посетите Ирвин
Внешний вид
ПОСМОТРЕТЬ ПРОДУКТЫ
Вместимость
0 Миллионов
Модульный объем
Стиль и профессионализм
Внешние системы автомобилей постоянно развиваются, адаптируясь к новым тенденциям в области дизайна и повышенным стандартам безопасности и CAFÉ. Усовершенствованные системы включают в себя интеллектуальные датчики, динамические передние решетки и технологии адаптивного поглощения энергии.
Усовершенствованные системы включают в себя интеллектуальные датчики, динамические передние решетки и технологии адаптивного поглощения энергии.
Компании Piston Group производят полный ассортимент внешних модулей и решеток в сборе. Наши отмеченные наградами процессы обеспечивают превосходную производительность и мастерство изготовления ведущих фирменных табличек.
Визит Поршень Авто
Шасси
ПОСМОТРЕТЬ ПРОДУКТЫ
Вместимость
0,2 млн.
Модульный объем
Отзывчивое управление
Идеально настроенные системы шасси обеспечивают превосходную управляемость, отзывчивость и комфорт. Каждая система спроектирована таким образом, чтобы подавлять крен кузова и обеспечивать точное управление на поворотах и торможение. Достижения в области облегчения транспортных средств, ADAS и технологий активной подвески делают системы шасси одним из самых динамичных сегментов транспортных средств.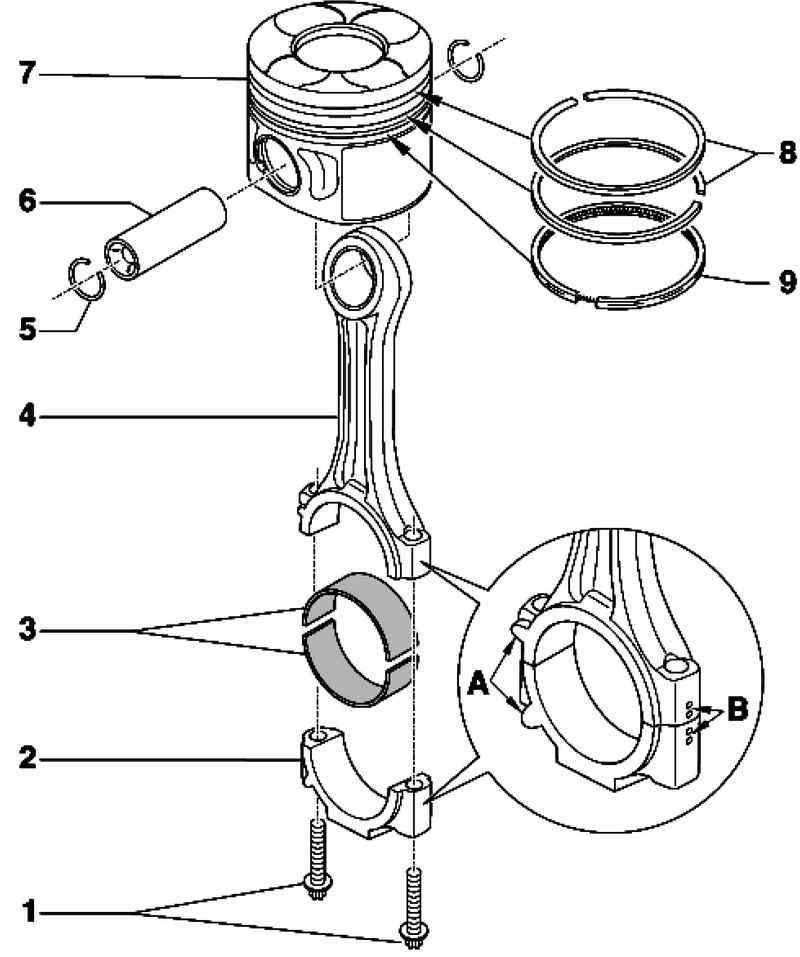
От легких узлов рамы до осей и тормозных колодок компании Piston Group производят лучшие в своем классе модули и узлы шасси, чтобы обеспечить быстрое управление легковыми автомобилями, кроссоверами, грузовиками и внедорожниками.
Посетите Поршень Авто
Неавтомобилестроение
Матрасы
ПОСМОТРЕТЬ ПРОДУКТЫ
0,000+
Штук в неделю
Опыт Качество
A. Lava — крупнейший производитель чехлов «Сделано в США» для постельных принадлежностей. Собственная команда дизайнеров и команда разработчиков новых продуктов создают высококачественные чехлы на молнии, стеганые компоненты и одежду. Являясь ведущим производителем швейных и швейных изделий в США, мы располагаем самым современным раскройным и швейным оборудованием, а также специализированным оборудованием, включая вышивальное, термотрансферное, многоигольное стегальное и проволочное стегальное оборудование.
Обладая более чем 100-летним опытом, наш опыт был использован во всей отрасли в контрактном производстве, включая сборку продукции, упаковку рулонов и выполнение DTC.
Посещение A. Lava от Irvin
У нас есть 23 объекта с более чем 3,5 миллионами квадратных футов
Места
Работа в Piston Group: Обзоры работников и культура
Piston Group Oper opplyvev opply vevview over vevview.
www.pistongroup.com
Тип организации
Частная
Команда Piston Group
Рейтинг компаний Piston Group
Piston Group занимает 56-е место в рейтинге лучших автомобильных компаний штата Мичиган. Списки лучших мест работы Zippia содержат непредвзятую оценку компаний, основанную на данных. Рейтинги основаны на правительственных и частных данных о заработной плате, финансовом состоянии компании и разнообразии сотрудников.
- #56 в списке лучших автомобильных компаний для работы в Мичигане
- #1 в списке лучших компаний для работы в Редфорде, штат Мичиган
Узнайте больше о том, как мы оцениваем компании.
Piston Group Salaries
Average Employee Earnings
Detroit Manufacturing Systems
$56,328
Inteva Products
$48,453
Gentex
$44,968
Grupo Antolin
$44,328
Piston Group
$41 422
Самая высокооплачиваемая работа в Piston Group
7,5
Показатель разнообразия
Мы подсчитали показатель разнообразия компаний путем измерения множества факторов, включая этническое происхождение, гендерную идентичность и языковые навыки их сотрудников.
Поршневая группа Гендерное распределение
Женщины
Резюме исследований. Используя базу данных из 30 миллионов профилей, Zippia оценивает демографические и статистические данные для Piston Group. Наши оценки проверяются на соответствие BLS, переписи населения и текущим данным о вакансиях. После обширных исследований и анализа команда Zippia по обработке и анализу данных обнаружила, что:
Группа «Поршень» насчитывает 250 сотрудников .
30% сотрудников Piston Group женщины , а 70% мужчины.
Наиболее распространенной этнической принадлежностью в Piston Group являются белые (72%), за ними следуют латиноамериканцы или латиноамериканцы (9%) и черные или афроамериканцы (9%).
В среднем сотрудники Piston Group работают в компании 3,2 года.
Средний сотрудник Piston Group зарабатывает 41 422 доллара в год.
Biggest Piston Group Locations
| Rank | City | Job Count |
|---|---|---|
| 1 | Louisville, KY | 7 |
| 2 | Redford, MI | 5 |
| 3 | Wentzville, MO | 5 |
| 4 | Van Buren, MI | 4 |
| 5 | Marion, OH | 3 |
Вакансии от компаний, которые могут вам понравиться
Вы работаете в Piston Group?
Помогите нам сделать эту компанию более прозрачной.
Финансовые показатели Piston Group
9,8
Оценка эффективности
Мы рассчитали оценку эффективности компаний, измеряя множество факторов, включая выручку, долговечность и показатели фондового рынка.
Как бы вы оценили культуру компании Piston Group?
Вы работали в Piston Group? Помогите другим соискателям, оценив Piston Group.
Дочерние компании Piston Group
Дочерние компании Piston Group включают Irvin Products и Marion Industries. Сотрудники материнской компании Piston Group зарабатывают 41 422 доллара. Для сравнения, зарплаты в Irvin Products и Marion Industries составляют 56 294 и 43 502 доллара.Irvin Products
Диапазон зарплат 39 000–79 000 $56 000 $56 294
Marion Industries
Диапазон зарплат 31–60 000 $44 000 $43 502
31 тыс. долларов
79 тыс. долларов
Конкуренты Piston Group
Конкуренты Piston Group включают Gestamp Chattanooga, LLC, Fluid Routing Solutions и Iroquois Industries. Сотрудники Gestamp Chattanooga, LLC зарабатывают больше, чем большинство конкурентов, со средней годовой зарплатой в 56 607 долларов. Среднегодовая зарплата сотрудников Fluid Routing Solutions составляет 56 575 долларов в год, а в Iroquois Industries — 56 528 долларов в год.
Сотрудники Gestamp Chattanooga, LLC зарабатывают больше, чем большинство конкурентов, со средней годовой зарплатой в 56 607 долларов. Среднегодовая зарплата сотрудников Fluid Routing Solutions составляет 56 575 долларов в год, а в Iroquois Industries — 56 528 долларов в год.Гестамп Чаттануга, ООО
Salary Range42k — 75k$57k$56,607
Fluid Routing Solutions
Salary Range42k — 74k$57k$56,575
Iroquois Industries
Salary Range40k — 79k$57k$56,528
Detroit Manufacturing Systems
Salary Range42k — 74k$56k$56,328
Irvin Products
Диапазон зарплат 39 000–79 000 $56 000 $56 294
Mobis Alabama, LLC
Диапазон зарплат 37 000–65 000 $49 495
Диапазон 7 000 $49 495 Salary 9 0006 $Tennessee
6k$49,077
Inteva Products
Salary Range34k — 68k$48k$48,453
Pha Body Systems
Salary Range35k — 62k$47k$47,099
Sewon America
Salary Range36k — 60k$47k$46,870
$31k
$79k
Часто задаваемые вопросы о Piston Group
Когда была основана Piston Group?
Piston Group была основана в 1995 году.
Сколько сотрудников работает в Piston Group?
Компания «Пистон Групп» насчитывает 250 сотрудников.
Сколько денег зарабатывает Piston Group?
Доход Piston Group составляет 58 миллионов долларов.
В какой отрасли работает Piston Group?
Piston Group работает в автомобильной промышленности.
Какова миссия Piston Group?
Миссия Piston Group гласит: «Мы создаем решения и прорывы. Но, в конце концов, то, что мы действительно создаем, — это ценность. И это стало нашей целью».
Что такое компания Piston Group?
Piston Group является частной компанией.
Кто является конкурентом Piston Group?
Конкуренты Piston Group включают Iroquois Industries, Pi Innovo, Marion Industries, Irvin Products, Gentex, Detroit Manufacturing Systems, Grupo Antolin, Inteva Products, SL Tennessee, WIX Filters, Bridgewater Interiors, Pha Body Systems, Truck Hero, Neaton Auto Products , Gestamp Chattanooga, LLC, Sewon America, Fluid Routing Solutions, Arvin Sango, Mobis Alabama, LLC, Williamston Products.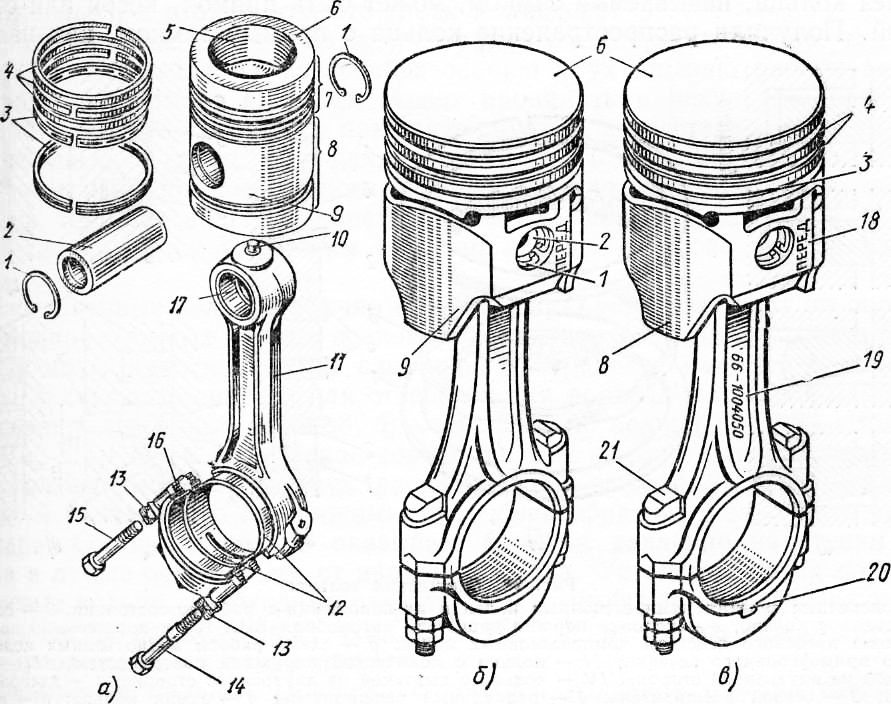
Кто работает в Piston Group?
Винни Джонсон (основатель, председатель и генеральный директор)
Фрэнк Эрвин (вице-президент группы по связям с государственными органами)
Гордон Фурнье (финансовый директор/главный операционный директор)
Подробнее
Вы исполнительный директор, руководитель отдела кадров или бренд-менеджер в компании Piston Группа?
Создать и обновить профиль своей компании на Zippia можно легко и бесплатно.
Zippia предоставляет подробную информацию о Piston Group, включая зарплаты, политические взгляды, данные о сотрудниках и многое другое, чтобы информировать соискателей о Piston Group. Данные о сотрудниках основаны на информации от людей, которые сами сообщили о своей прошлой или текущей работе в Piston Group. Данные на этой странице также основаны на источниках данных, собранных из общедоступных и открытых источников данных в Интернете и других местах, а также на частных данных, которые мы получили по лицензии от других компаний.