Шатун поршня: конструкция, причины неисправности, ремонт
Шатун поршня обеспечивает передачу энергии от поршня к коленчатому валу. Первое применение таких деталей датируется концом III века н.э. Устройства, похожие на современные шатуны использовались на лесопилках в Малой Азии, принадлежавшей Римской империи. Они служили для преобразования вращательного движения водяного колеса в поступательно для привода пилы. Подобные конструкции были обнаружены при раскопках в Эфесе, которые датируются VI веком н.э.
Шатун в процессе работы совершает 2 вида движения – круговые, в месте соединения нижней головки с коленвалом, и возвратно-поступательные, в месте соединения верхней головки и поршня. При эксплуатации двигателя на данную деталь постоянно воздействуют высокие нагрузки.
В шатун входят следующие элементы:
- Верхняя головка (поршневая)
- Нижняя головка (кривошипная)
- Силовой стержень
Поршневая головка
Поршневой палец соединяет верхнюю головку с поршнем.
В первом случае в верхнюю головку пальца впрессовываются бронзовые или биметаллические втулки. Но это относится не ко всем двигателям. Существуют модификации, где этих втулок нет, а сам палец свободно вращается в отверстии головки шатуна благодаря зазору. Для обеспечения работоспособности подобной детали важно обеспечить смазывание поршневого пальца.
Для установки фиксированных пальцев в головке шатуна проделывается отверстие цилиндрической формы, изготовленное с очень высокой точностью. Диаметр этого отверстия меньше, чем диаметр поршневого пальца. Благодаря этому обеспечивается необходимый натяг при соединении двух деталей.
Верхняя головка шатуна имеет форму трапеции. Это позволяет увеличить опорную площадь поверхности при работе поршня и снизить разрушительное воздействие очень высоких нагрузок.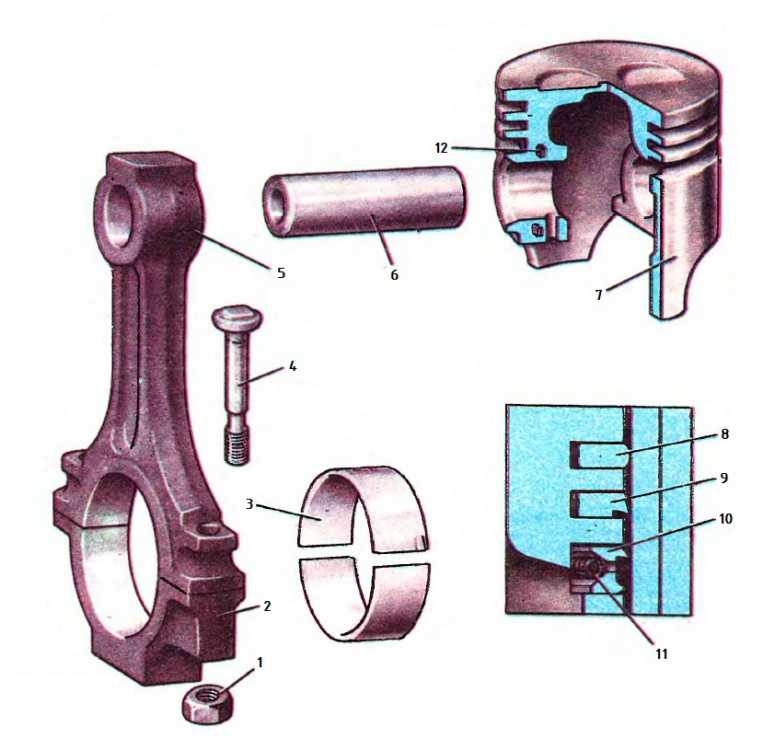
Кривошипная головка
Кривошипная головка служит для соединения шатуна и коленвала. В большинстве шатунов этот элемент разъемный, что обусловлено методом сборки двигателя. Крышка головки фиксируется на шатуне болтами, но в некоторых случаях для этих целей используют штифты или бандажное крепление.
На шатуне можно использовать лишь ту крышку, которая была установлена на заводе. Это обусловлено тем, что она имеет определенный вес и размер, и потому не может быть заменена на другую.
Разъем головки относительно расположения стержня может быть прямым (90° к оси) или косым (под определенным углом к оси). В V-образных ДВС применяется последний вид.
В нижней части шатунной головки находятся подшипники скольжения, схожие с коренными вкладышами коленчатого вала. Для их производства используется стальная лента, с внутренней стороны покрытая антифрикционным материалом, который обладает высокими противоизносными характеристиками.
Для подшипников скольжения шатунов, коренных подшипников коленвала, юбок поршней, распределительных валы, втулок пальцев, в дроссельной заслонке подходит антифрикционное твердосмазочное покрытие MODENGY Для деталей ДВС.
Данный материал эффективно снижает трение и износ, предотвращает заклинивание поршня в цилиндре и задир поверхностей. Он не разрушается при длительном воздействии моторного масла, предотвращает движение рывками, работает в режиме масляного голодания.
Благодаря аэрозольной упаковке с выверенными параметрами распыления нанесение покрытия не вызывает затруднений. Полимеризация материала происходит как при комнатной температуре, так и при нагреве.
Силовой стержень
Стержень шатуна имеет двутавровую форму и расширяется от верхней головки к нижней. В дизельных двигателях, в отличие от бензиновых, шатуны более прочные и массивные. В спорткарах для производства этих деталей используется алюминий, что способствует снижению массы автомобиля.
В дизельных двигателях, в отличие от бензиновых, шатуны более прочные и массивные. В спорткарах для производства этих деталей используется алюминий, что способствует снижению массы автомобиля.
Все шатуны в двигателе должны иметь одинаковую массу. В противном случае при работе ДВС будут сильные вибрации. Это требование распространяется также на обе головки детали. Для выравнивания веса шатунов их взвешивают на очень точных весах. После этого, выбрав самый легкий шатун, подгоняют массу других деталей под него путем снятия части металла на головках детали и с бобышек на стержне.
Каждый автопроизводитель стремиться снизить затраты на производство и уменьшить вес деталей кривошипно-шатунного механизма. Но, ввиду того, что при работе шатуны испытывают высокие нагрузки, уменьшение их массы может отрицательно отразиться на прочности.
Для бензиновых серийных ДВС при массовом производстве шатунов применяется метод литья из специального чугуна. При такой технологии изготовления обеспечивается идеальный баланс между себестоимостью и прочностью детали.
При такой технологии изготовления обеспечивается идеальный баланс между себестоимостью и прочностью детали.
Шатуны для дизельных силовых агрегатов производятся методом горячей ковки или штамповки из легированной стали, так как использование литья для таких ДВС неуместно. Прочность таких изделий гораздо выше, чем у литых, но их стоимость и производство обходится дороже.
В автомобилях с форсированными ДВС и спорткарах используются шатуны из алюминиевых и титановых сплавов. Это позволяет повысить мощность двигателя и снизить его вес. Вес таких деталей на 50 % меньше, чем у стальных и чугунных шатунов.
Болты крепления крышки шатунной головки изготавливают из высоколегированной стали. В отличие от обычной углеродистой стали предел текучести такого материала в 2-3 раза выше.
Износ деталей – основная причина выхода из строя шатуна. Ремонт верхней головки производится редко, а срок службы втулки эквивалентен ресурсу всего ДВС. Но существуют явления, при которых шатун может изогнуться или полностью разрушаться. Это происходит вследствие столкновения поршня с головкой блока, гидроудара или попадания в камеру абразивных веществ и посторонних предметов.
Но существуют явления, при которых шатун может изогнуться или полностью разрушаться. Это происходит вследствие столкновения поршня с головкой блока, гидроудара или попадания в камеру абразивных веществ и посторонних предметов.
Подшипники нижней головки изнашиваются по причине неудовлетворительного смазывания. Об этом свидетельствует удлинение шатунных болтов, изменение цвета частей вкладышей (чернеют) и шатунной головки (становится темно-синей), замятие вкладышей. В случае, если смазывание обеспечивалось должным образом, причиной поломки служит разрушение или износ самих подшипников.
Причинами поломки шатуна может быть засорение фильтров, недостаточный уровень моторного масла и его несвоевременная замена, потеря маслом рабочих свойств, попадание в цилиндр загрязнений и абразивов.
Ремонт шатунов возможен в следующих случаях:
-
При деформации стержня
-
При износе зазора в верхней головке
-
При износе зазора и поверхности нижней части головки
Ремонтные работы начинаются с тщательного осмотра деталей. В первую очередь производится измерение овала и диаметра, зазоров в верхней и нижней части шатуна. Для этого используется нутрометр. При нормальных показателях замена шатуна не нужна. При деформации стержня отверстия головок непараллельны, в результате чего происходит перекос цилиндра, износ коленвала, головки шатуна, поршня и стенок цилиндра. Об этом свидетельствует повышение шумности ДВС при работе на высоких оборотах. Существует еще один способ проверки шатуна на деформацию – деталь устанавливается на проверочную плиту и раскачивается.
В первую очередь производится измерение овала и диаметра, зазоров в верхней и нижней части шатуна. Для этого используется нутрометр. При нормальных показателях замена шатуна не нужна. При деформации стержня отверстия головок непараллельны, в результате чего происходит перекос цилиндра, износ коленвала, головки шатуна, поршня и стенок цилиндра. Об этом свидетельствует повышение шумности ДВС при работе на высоких оборотах. Существует еще один способ проверки шатуна на деформацию – деталь устанавливается на проверочную плиту и раскачивается.
После осмотра можно производить ремонт. Качество работ напрямую зависит от точности специального оборудования.
Добиться нужного размера зазора нижнего шатуна позволяет снятие некоторого количества металла с поверхности крышки головки. Затем крышку следует установить на штатное место и зафиксировать при помощи болтов.
При расточке отверстия головки нужно учитывать заданный размер детали. Операция выполняется на расточном или универсальном станке. После этого выполняется хонингование.
Операция выполняется на расточном или универсальном станке. После этого выполняется хонингование.
При увеличенном зазоре под поршневой палец необходимо поменять бронзовую втулку под верхнюю головку. Новая деталь в процессе приработке примет нужный размер. Следует учитывать, что отверстия втулки и головки должны совместиться, иначе моторное масло, выходящее из поршня, не попадет на поршневой палец.
После расточки следует взвесить шатуны и подогнать их по массе. Для этой процедуры используется самая легкая деталь.
Шатунные вкладыши дополнительно следует обработать антифрикционным покрытием MODENGY Для деталей ДВС.
Возврат к списку
Шатун двигателя и какие шатуны бывают.
Приветствую всех гостей моего сайта. Многие наверное заметили, что у меня уже есть достаточное количество статей про разные поршни, от простых до керамических. Но внезапно спохватившись, я осознал, что у меня на сайте нет ни одной статьи, про не менее важную и нагруженную деталь любого двигателя внутреннего сгорания — шатун. В ДВС эта деталь испытывает такие же нагрузки как и поршень, и даже больше. А важность качественного изготовления шатуна, ещё более значима, так как в нём находятся два подшипника, скольжения или качения, а сил, воздействующих на шатун, даже больше чем у поршня. В этой статье я попытаюсь рассказать всё, ну или почти всё о шатуне, рассказать какие они бывают, и т. д. и т. п.
В ДВС эта деталь испытывает такие же нагрузки как и поршень, и даже больше. А важность качественного изготовления шатуна, ещё более значима, так как в нём находятся два подшипника, скольжения или качения, а сил, воздействующих на шатун, даже больше чем у поршня. В этой статье я попытаюсь рассказать всё, ну или почти всё о шатуне, рассказать какие они бывают, и т. д. и т. п.
Основная задача детали двигателя, называемой шатун, это превращение поступательного движения поршня (вверх-вниз) во вращательное движение коленчатого вала. Верхняя головка шатуна соединена через стальной палец с поршнем, и воспринимает на себя давление газов сгорающей топливо-воздушной смеси. А нижняя головка шатуна передаёт давление газов на кривошипно-шатунный механизм коленвала и заставляет его крутиться. И при этих казалось бы простых движениях, шатун испытывает колосальные ,и в тоже время неравномерные (переменные) нагрузки.
К тому же в начале такта впуска и в конце такта сжатия, шатун тянет на себя и поршень и собственный вес, и всё это на больших оборотах, в итоге силы инерции пытаются его растянуть (разорвать). А на рабочем такте двигателя и такте выпуска, шатун наоборот сжимается от давления газов, давящих на поршень, и от сопротивляющегося коленчатого вала. То есть на больших оборотах, нагрузка на разрыв и нагрузка на сжатие, чередуются очень резко и быстро. Теперь я думаю вы представили, как и в каких условиях приходится работать этой детали.
А на рабочем такте двигателя и такте выпуска, шатун наоборот сжимается от давления газов, давящих на поршень, и от сопротивляющегося коленчатого вала. То есть на больших оборотах, нагрузка на разрыв и нагрузка на сжатие, чередуются очень резко и быстро. Теперь я думаю вы представили, как и в каких условиях приходится работать этой детали.
Поэтому и требования о качестве изготовления шатуна, очень высоки. Ведь если он хоть немного не выдержит нагрузки и чуть деформируется, то поршневую группу тут же перекосит и начнёт прихватывать, а подшипники в его головках будут работать с перекосом, естественно перекос подшипников будет и при трении на шейках коленвала (и поршневого пальца тоже). В таком случае, ресурс двигателя резко устремится к нулю, к тому же как известно, поршневая и коленвал — это самые дорогие детали двигателя.
Шатун и подшипники его головок двухтактного 50 кубового мотора
Значит ясно, чтобы шатун выдержал вышеперечисленные нагрузки, его необходимо изготовить из прочной и высококачественной стали. А к шатунам и к материалу их изготовления у спортивного двигателя (форсированного, с надувом), требования ещё более жёсткие. При изготовлении, заготовку штампуют, и очень тщательно следят за образованием соответствующего профиля, который придает конструктивную жесткость детали. Так же очень важна полная одинаковость (особенно по весу) изготовления шатунов для многоцилиндровых двигателей, ведь если будет расхождение по массе даже на пару граммов, то повышенная вибрация на высоких оборотах, будет очень ощутима и вредна. Неудобство от вибрации будет ощущаться как водителем, так и самим двигателем, в итоге разрушение коренных подшипников коленвала, может произойти за считанные километры. Поэтому если вам придётся поменять один из нескольких шатунов вашего двигателя, настоятельно советую убедиться в том, что новый шатун весит точно столько же как и остальные шатуны.
А к шатунам и к материалу их изготовления у спортивного двигателя (форсированного, с надувом), требования ещё более жёсткие. При изготовлении, заготовку штампуют, и очень тщательно следят за образованием соответствующего профиля, который придает конструктивную жесткость детали. Так же очень важна полная одинаковость (особенно по весу) изготовления шатунов для многоцилиндровых двигателей, ведь если будет расхождение по массе даже на пару граммов, то повышенная вибрация на высоких оборотах, будет очень ощутима и вредна. Неудобство от вибрации будет ощущаться как водителем, так и самим двигателем, в итоге разрушение коренных подшипников коленвала, может произойти за считанные километры. Поэтому если вам придётся поменять один из нескольких шатунов вашего двигателя, настоятельно советую убедиться в том, что новый шатун весит точно столько же как и остальные шатуны.
Предостережение.
Многие «Кулибины», разобрав свой двигатель и увидев впервые шатуны, удивляются какой же он,, или они шероховатые. Тут же в их светлой голове возникает мысль: а не пригладить ли их наждаком или напильником. Всем настоятельно советую — не нужно, здесь народное творчество неуместно. И объясню почему: ведь при штамповке самым прочным получается верхний (наружный) слой металла, и именно поэтому все шатуны серийных двигателей не обрабатываются снаружи, после штамповки.
Тут же в их светлой голове возникает мысль: а не пригладить ли их наждаком или напильником. Всем настоятельно советую — не нужно, здесь народное творчество неуместно. И объясню почему: ведь при штамповке самым прочным получается верхний (наружный) слой металла, и именно поэтому все шатуны серийных двигателей не обрабатываются снаружи, после штамповки.
Шатуны мотоцикла Урал, вымирающая конструкция из-за плохой смазки подшипников и их малого ресурса. На фото Б — нормальный двутавровый шатун, а на фото В — шатун непрочной формы.
Ещё следует обратить внимание на центральную часть шатуна (стержень), которая имеет двутавровое сечение (исключение составляют шатуны некоторых моделей мотоциклов Урал). Многих «Кулибиных», у которых постоянно чешутся руки, так и подмывает пройтись по граням двутавра с болгаркой. Они обычно мыслят так: мол куда столько лишнего металла и веса, а вот если это дело удалить и этим облегчить шатун, то мотор закрутится веселее. Но ребятки, неужели вы умнее японских инженеров, которые годами только и думают, как заставить крутиться двигатель резвее и выжать из него максимальную мощность. Посмотрите на фото (специально помещённое мной внизу текста) шатунов с японских спортбайков, у которых мощи явно поболее чем у вашего оппозита. Почему то на них двутавровое сечение сохранено. А дело в том, что именно двутавровая форма придаёт шатуну максимальную жёсткость на кручение и на изгиб, особенно при передаче переменных усилий. Жаль что это не понимают многие народные умельцы и инженеры Ирбитского завода, на мотоциклах Урал, как я уже говорил стоят шатуны странной формы (см. фото) Но на некоторых моделях Уралов, стоят нормальные двутавровые шатуны. Наверное Ирбитский завод решил поэкспериментировать. Только вот жаль, что результаты экспериментов отразятся на потребителе. Завод в Киеве по изготовлению мотоциклов Днепр, в этом плане намного умнее, и шатуны их мотоциклов, практически не отличаются от шатунов импортных мотоциклов (см. предпоследнее фото внизу текста).
Посмотрите на фото (специально помещённое мной внизу текста) шатунов с японских спортбайков, у которых мощи явно поболее чем у вашего оппозита. Почему то на них двутавровое сечение сохранено. А дело в том, что именно двутавровая форма придаёт шатуну максимальную жёсткость на кручение и на изгиб, особенно при передаче переменных усилий. Жаль что это не понимают многие народные умельцы и инженеры Ирбитского завода, на мотоциклах Урал, как я уже говорил стоят шатуны странной формы (см. фото) Но на некоторых моделях Уралов, стоят нормальные двутавровые шатуны. Наверное Ирбитский завод решил поэкспериментировать. Только вот жаль, что результаты экспериментов отразятся на потребителе. Завод в Киеве по изготовлению мотоциклов Днепр, в этом плане намного умнее, и шатуны их мотоциклов, практически не отличаются от шатунов импортных мотоциклов (см. предпоследнее фото внизу текста).
Правильная доработка шатуна
И всё же шатун можно доработать и облегчить, но делать это нужно правильно, особенно если вы при тюнинге двигателя параллельно облегчаете поршневую. Как известно облегчение деталей уменьшает силы инерционных нагрузок (особенно на больших оборотах). При облегчении деталей главное не переусердствовать, так как правильная технология облегчения веса, позволяет облегчить стержень шатуна всего на 10 — 15 %. Для этого шатун фрезеруют, а не пользуются обычной болгаркой, так как фрезерный станок (особенно с ЧПУ) позволяет снять лишний слой металла абсолютно одинаково с обеих сторон детали. После фрезеровки поверхность шатуна необходимо тщательно отшлифовать и затем отполировать. Полировка поверхности шатуна обязательна, так как после фрезерной обработки поверхности металла, у шатуна не остаётся упрочнённого верхнего слоя, а микронеровности, оставленные фрезой фрезерного станка, становятся концентратором напряжений на поверхности детали и их важно удалить (сгладить). И если эти неровности не убрать, то при очень высоких оборотах, на шатуне в местах микронеровностей появятся трещины, и возможен обрыв шатуна.
Как известно облегчение деталей уменьшает силы инерционных нагрузок (особенно на больших оборотах). При облегчении деталей главное не переусердствовать, так как правильная технология облегчения веса, позволяет облегчить стержень шатуна всего на 10 — 15 %. Для этого шатун фрезеруют, а не пользуются обычной болгаркой, так как фрезерный станок (особенно с ЧПУ) позволяет снять лишний слой металла абсолютно одинаково с обеих сторон детали. После фрезеровки поверхность шатуна необходимо тщательно отшлифовать и затем отполировать. Полировка поверхности шатуна обязательна, так как после фрезерной обработки поверхности металла, у шатуна не остаётся упрочнённого верхнего слоя, а микронеровности, оставленные фрезой фрезерного станка, становятся концентратором напряжений на поверхности детали и их важно удалить (сгладить). И если эти неровности не убрать, то при очень высоких оборотах, на шатуне в местах микронеровностей появятся трещины, и возможен обрыв шатуна.
Верхняя часть шатуна (головка).
На шатунах разных двигателей как верхняя часть, так и нижняя, может быть разной. Нагрузки при работе мотора, на верхнюю часть приходятся меньшие, чем на нижнюю (подшипник кривошипа), соответственно от этого и диаметр на верхней головке меньше, чем на нижней. А вообще существует три способа соединения поршневого пальца и верхней головки шатуна.
Самый древний способ, это запрессовка поршневого пальца в головку шатуна (а в поршне палец сидит на свободной посадке). И этот способ некоторыми мотоциклистами самодельщиками имеющими Урал, применяется и поныне, когда некоторые из них устанавливают поршни от древних автомобилей (например от классических жигулей). Некоторые преимущества такого сочленения деталей всё же есть, например полное отсутствие люфта между пальцем и шатуном, что позволяет свести диаметр головки к минимуму. От этого немного снижается (совсем чуть чуть) масса и естественно происходит некоторое (опять же чуть чуть) снижение инерционных сил.
И все эти небольшие достоинства снижаются куда более ощутимыми недостатками, а именно: поршневой палец не вращается в отверстии головки, а вращается в алюминиевых бобышках поршня. Это приводит к достаточно быстрому (по сравнению с другими способами соединения) однобокому износу бобышек поршня (получаются овальные, и в двигателе появляется неприятный стук). К тому же при сборке деталей таким способом, нужно иметь небольшие навыки термиста. То есть если не нагреть головку шатуна до 150 — 200 градусов (а палец желательно охладить в морозилке), то деталь не установишь. Так же нужно успеть выставить детали ровно (палец относительно поршня), и если не успеешь, то нагреваемый от соприкосновения с горячей деталью палец намертво обожмётся остывающей головкой, и палец так и останется стоять криво, относительно поршня. Короче нужны определённые навыки.
Второй способ соединения поршневого пальца и верхней головки шатуна, это плавающий палец (палец подвижен в отверстии головки). При таком соединении, в верхнюю головку шатуна запрессовывается бронзовая втулка, и в сопряжении с поршневым пальцем, втулка представляет собой подшипник скольжения, а так же применяют ещё и подшипник качения — роликовый (чаще на двухтактных моторах). В таком способе необходимо ограничить осевое перемещение пальца, и для этого и предназначены стопорные кольца, которые защёлкиваются в проточках бобышек поршня. В таком сопряжении в верхней головке шатуна сверлят отверстие или два отверстия, для лучшего подвода смазки при работе. Ресурс деталей при соединении вторым способом, увеличивается примерно в два раза.
Как я уже говорил, применяют или подшипник скольжения — втулку, или подшипник качения — сепаратор с роликами. В верхней головке шатуна четырёхтактных двигателей, применяют втулку (бронзовую). И при нормальной смазке четырёхтакников, она способна пережить несколько капитальных ремонтов двигателя. В головках шатуна двухтактных двигателей, по крайней мере современных, используют игольчатый (роликовый) подшипник качения, и это естественно, так как условия смазки этого сопряжения, в двухтактных моторах значительно хуже, так как здесь не подаётся чистое масло, а топливно-воздушно-масляная смесь. И замечу, что подшипник качения, не отличается долговечностью в режиме работы тяни-толкай (а шатун имеет именно такой режим работы), и довольно быстро изнашивается и начинает стучать (вспомните новые 12 вольтовые Явы, которые начинали стучать намного раньше, чем их более древние 6 вольтовые модели, в которых устанавливалась бронзовая втулка в головке шатуна).
Время бежит, моторы совершенствовались в повышении мощности, и казалось бы, что в сочленении пальца и головки шатуна уже ничего не придумаешь получше и совершеннее. Но неугомонная инженерная мысль не давала уснуть многим инженерам и изобретателям. Но сначала на спортивных моторах, а затем и на серийных, отказались от втулки в головке шатуна. И вот уже лет 25, как на импортных моторах в шатунах втулки нет вообще. Стальной поршневой палец ходит (плавает) непосредственно в отверстии стального шатуна. И в условиях современной смазочной системы, и качественного синтетического масла, такое сопряжение деталей работает великолепно. Такое сопряжение позволило значительно уменьшить головку шатуна, и свести зазор между пальцем и отверстием головки к минимуму.
Естественно все эти приколы даются не просто так: сам шатун изготовлен из сверхтвёрдой, сверхпрочной и от этого очень износостойкой стали, а палец покрывается специальным износостойким покрытием. Естественно такие шатуны и пальцы значительно дороже обычных.
Нижняя часть шатуна (кривошипная нижняя головка).
Здесь так же различия зависят от тактов мотора. В кривошипно-шатунном механизме двухтактного двигателя устанавливают роликовый подшипник качения. Он по конструкции почти такой же как и в верхней головке шатуна, но естественно значительно мощнее и массивнее. И нижняя головка любого шатуна, испытывает нагрузки намного большие чем поршневая группа двигателя. Кстати на древних моторах (например БМВ и Цюндапп вермахта, К-750, М-72, или мотоциклов Урал) в нижней головке шатуна также устанавливали подшипник качения, и ресурс коленвала таких моторов очень маленький — всего 15 тысяч км.
В современных четырёхтактных двигателях (например у японских или европейских спортбайков, или продвинутых дорожников, и практически во всех автомобильных двигателях) нижняя головка шатуна разъёмная, и с шейкой коленчатого вала контактирует через подшипники скольжения — вкладыши. Основа вкладышей стальная, а сверху нанесён мягкий антифрикционный слой.
Г — шатун Днепра, Д и Е — шатуны зарубежных мотоциклов.
На шатуне с вкладышами имеются специальные шатунные болты, которые обеспечивают жёсткость и точность фиксации частей (половинок) нижней головки шатуна. Эти болты изготавливают из прочной высоколегированной стали и к тому же ещё и подвергаются термообработке (закаливаются и отпускаются). Это важно, так как болт из обычного металла, при работе шатуна вытянулся бы, и отверстие нижней головки шатуна потеряло бы форму идеального круга (стало бы овальным). А в овальном отверстии сразу бы появился стук, и ударные нагрузки быстро бы доканали сопряжение. Так же шатунные болты выполняют функцию точных фиксаторов шатунной крышки относительно самого шатуна, из-за того, что диаметр шатунных болтов выдерживается при изготовлении очень точно (да и сами болты плотно входят в свои отверстия). Гайки шатунных болтов изготавливают из той же прочной стали, что и болты, и имеют особую самоконтрящую их площадку. Но бывают гайки с отверстием для шплинта, который надёжно страхует их от отворачивания. Гайки с отверстиями бывают на некоторых европейских моторах и на нашем хорошо знакомом двигателе мотоцикла Днепр. Кстати, как я уже отмечал, шатуны Днепра, почти такие же как и шатуны импортных мотоциклов (см. фото), только в них стоит всё та же бронзовая втулка, а гайки шатунных болтов стоят вверху, а не внизу.
Хочу отметить, что очень важно чтобы вкладыши прилегали к постелям в шатуне очень плотно и без зазоров, ведь чем плотнее прилегают вкладыши к металлу шатуна, тем интенсивнее отводится тепло от него (тепло отводится через плёнку масла и коленчатый вал). От этого зависит нормальная температура при работе и долговечность подшипника скольжения. И если обнаружите при вскрытии двигателя и замерах, что овальность отверстий превышает 0,05 мм, то такие вкладыши необходимо менять (подробнее о ремонте двигателя можно почитать вот здесь).
Ну и естественно нельзя переворачивать или менять местами крышки нижних головок шатунов. Ведь отверстия под вкладыши обрабатывают на заводе по отдельности на каждом шатуне (обрабатывают пару — шатун с крышкой), в итоге каждый шатун только со своей крышкой имеет идеальный круг. А при замене крышки этот круг естественно нарушается. Чтобы ремонтники не ошибались, на шатуне и его крышке ставят клеймо или метки (если вдруг их не найдёте на деталях, то ставьте свои). Оба клейма (и на крышке и на шатуне) при сборке должны оказаться на одной стороне шатуна и иметь одинаковую маркировку.
И последнее: при ремонте двигателя советую проверять шатуны (особенно отечественные) на прямолинейность и параллельность верхней и нижней головок шатуна, это очень важно для нормальной работы мотора. Как это сделать можно посмотреть в этой статье.
Вот вроде бы и всё самое главное о шатуне, что как я думаю полезно знать каждому ремонтнику и не только ему. У кого возникнут вопросы, пишите. Удачи всем!
Теги: Как правильно облегчить шатун., Какие нагрузки испытывает шатун?, Какие шатуны бывают
устройство, предназначение, поломки и ремонт
При работе двигателя шатун принимает на себя большую нагрузку т.к. совершает самую тяжёлую работу. Шатун передаёт мощность двигателя на колёса автомобиля, тем самым обеспечивая их необходимым крутящим моментом для движения. Делает он это благодаря возвратно-поступательному движению коленчатого вала и поршня.
Несмотря на то, что на всех двигателях шатуны выполняют одну и ту же работу — устроены они везде по разному. В первую очередь это зависит от типа двигателя: бензиновый или дизельный. Так же немаловажную роль играет компоновка двигателя: V-образная или рядная.
Для улучшения работы и снижения веса конструкторы стараются видоизменять шатуны и делать их более лёгкими, при этом сохраняя или даже увеличивая их заводскую прочность. Однако, проблема заключается в том, что, например, для дизельных двигателей шатуны всегда будут тяжелее, чем для бензиновых. Это обусловлено принципом работы самого ДВС.
Теперь давайте разберёмся из каких же составляющих состоит шатун двигателя внутреннего сгорания. В нём есть 3 основные детали: верхняя головка, стержень, нижняя головка.
Верхняя головка имеет меньший диаметр и соединяется со стержнем поршневым пальцем. Соединение головки большего диаметра (кривошипной) происходит с помощью шейки коленчатого вала. Так у шатуна есть крышка, которая расположена в нижней головке и болты, закрепляющие её.Подшипники скольжения очень тонкие и через отверстие в коленвале, которые сделаны на шатунных шейках, на них подаётся масло, под давлением создаётся масляная плёнка, в результате чего происходит скольжение между частицами масла.
Следующая важная деталь, о которой следует рассказать — это поршень. Он принимает на себя давление газов и дальше передаёт это усилие через шатун на коленчатый вал. В целом поршень — очень сложная техническая деталь, выполненная из алюминиевого сплава. Поршень должен быть очень прочным и лёгким, при этом при высоких температурах он не должен расширяться.
Диаметр поршня имеет немного меньший диаметр, чем цилиндр. Сделано это для того чтобы между стенками могло проходить масло и при этом не было трения металла об металл.
Поршневые кольца устанавливаются в специальные канавки в поршне и служат для уплотнения поршня с цилиндром. Сами кольца могут быть компрессионными и маслосъёмными. Компрессионных колец обычно два и они не дают газам прорываться, а маслосъёмное кольцо снимает масло со стенок цилиндров. Диаметр колец немного больше диаметра цилиндра, для лучшего уплотнения.
Ремонт шатунов двигателя — работа не сложная. Хотя при поломке последствия могут быть очень плачевными, поэтому важно уметь определять поломку этой детали и пути быстрого ремонта.
Первый признак поломки — стук в двигателе. Но многие могут спутать его со звукам распредвала, клапана или других элементов двигателя. Перепутать стук шатунов двигателя с другими звуками очень сложно. Он очень сильно похож на частый и громкий стук молотка.
Для того чтобы проверить в каком цилиндре поломка нужно попробовать снять провода с крышки трамблёра, но делать это нужно последовательно. Сняв один из проводов звук в двигателе уменьшится — это значит, что поломка скрыта именно в этом цилиндре.
На инжекторных двигателях сделать это немного сложнее. На модификации с фишками, нужно снять фишку с катушки зажигания, тем самым отключив нужный цилиндр.
После того как вы определили в каком цилиндре поломка — разберите двигатель и проверьте все шатуны. Если окажется что помимо сломанного шатуна в двигателе есть ещё и гнутые, то проблема может возникнуть в том, что с одной стороны поршень будет испытывать большее трение, а с другой пропускать масло, что впоследствии приведёт к образованию нагара.
Определить гнутый шатун очень просто. Для этого вам понадобится плоская поверхность и наждачная бумага. Натяните бумагу на поверхность и потрите об неё каждый шатун поршневой головкой. Если шатун ровный, то поверхность верхней головки будет равномерно блестящая. Если же шатун кривой, то поверхность будет блестеть не равномерно. В случае если шатун кривой — его так же следует заменить.
Менять шатун нужно в двух случаях:
- Деформирован стержень
- Появились зазоры в верхней или нижней части головки
Причины обрыва шатуна в двигателе:
- Поддерживайте достаточный уровень масла
- Меняйте фильтр, не допускайте его загрязнения
- Меняйте масло каждые 7-12 тыс км
Перед началом восстановления шатунов двигателя внимательно осмотрите все шатуны и проверьте какие из них можно отремонтировать, а какие следует заменить.
Чтобы хорошо и правильно отремонтировать шатун, желательно использовать специализированное оборудование, если у вас такого оборудования нет, то лучше доверить дело профессионалам.
Во-первых, для того чтобы привести нижний шатун в идеальное заводское состояние — вам нужно обточить крышку головки. Слой, который вы снимите, должен быть минимальным. После проведения операции установить головку в прежнее положение и затяните болты.
Во-вторых, помните, что нельзя растачивать головку больше установленного диаметра. Для того чтобы не превысить допустимое значение — расточку следует выполнять на специализированном станке.
В-третьих, после расточки шатуна может увеличиться зазор под поршневым пальцем в головке. Для решения этой проблемы нужно заменить бронзовую втулку, после чего она примет требуемый диаметр.
Если Вы заметили ошибку, неточность или хотите дополнить материал, напишите об этом в комментариях, и мы исправим статью!
Ключевые теги: устройство автомобиля, двигатель
Шатун двигателя
Шатун двигателя
Шатун передает усилие от поршня на коленчатый вал и вместе с валом преобразует возвратно-поступательное движение поршня во вращательное движение вала. Основными элементами шатуна (рис. 39, а) являются стержень, верхняя и нижняя головки.
Шатун изготовляют из углеродистой или специальной стали путем штамповки нагретых заготовок, после чего подвергают его механической и термической обработке (закалке и отпуску).
Стержень шатуна для увеличения прочности имеет двутавровое сечение. В случае принудительной смазки поршневого пальца в стержне шатуна высверливают канал.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Верхняя головка шатуна предназначена для установки поршневого пальца, соединяющего шатун с поршнем. При плавающем пальце головку изготовляют цельной и в нее запрессовывают одну или две бронзовые втулки. Для смазки трущейся поверхности в головке и втулках сделаны отверстия.
Нижняя головка шатуна служит для соединения его с шатунной шейкой коленчатого вала. Для возможности сборки с валом нижнюю головку шатуна делают разъемной. Крышку крепят к шатуну двумя шатунными болтами, изготовленными из специальной стали. Чтобы избежать ослабления крепления, гайки шатунных болтов стопорят при помощи шплинтов или стопорными шайбами.
Для уменьшения трения в соединении и износа шейки коленчатого вала в нижнюю головку шатуна устанавливают шатунный подшипник, выполненный в виде двух тонкостенных стальных вкладышей, залитых особым, снижающим трение антифрикционным сплавом — баббитом. Внутренняя поверхность вкладышей очень точно подогнана по шейкам вала и плотно охватывает их по всей поверхности.
От проворачивания и сдвигания вкладыши фиксируются в головке шатуна отогнутыми усиками 8, входящими в соответствующие пазы головки.
В случае применения тонкостенных вкладышей, точно охватывающих шейки вала с необходимым зазором и имеющих незначительную усадку антифрикционного слоя при длительной работе вследствие очень малой его толщины, обеспечивается высокая долговечность подшипника и шейки вала без существенных износов. Кроме того, при наличии вкладышей упрощается ремонт шатунных подшипников.
При небольшом износе шатунной шейки вала вкладыши заменяют вкладышами несколько большего размера без перешлифовки шейки вала, что облегчает и ускоряет ремонт; при большом износе шейки вала шлифуют и ставят в шатуны вкладыши соответствующего ремонтного размера.
Основание вкладышей изготовляют из малоуглеродистой стальной ленты толщиной 1—2 мм, на которую наплавляют тонкий слой баббита толщиной 0,2-0,4 мм.
Наибольшее применение имеет баббит на свинцовой основе с добавлением примесей, повышающих его качества. Так, широко применяется баббит марки СОС-6-6, содержащий5,5—-6,5% сурьмы, 5,5—6,5% олова, остальное свинец.
Такие вкладыши получили название биметаллических.
В целях дальнейшего повышения долговечности подшипников за последние годы стали применять триметаллические тонкостенные вкладыши. В таких вкладышах между стальным основанием и наружным слоем баббита имеется металлокерамический подслой, полученный путем спекания со стальным основанием медно-никелевого порошка при высокой температуре. В качестве антифрикционного сплава также применяют баббит СОС-6-6, который при заливке такой ленты проникает в поры ме-таллокерамического подслоя и очень прочно соединяется с основанием вкладыша. Это позволяет применять еще более тонкий слой баббита (0,1 мм), не опасаясь его выкрашивания под действием повышенной нагрузки, что значительно повысило долговечность таких подшипников.
В двигателях с V-об-разным расположением цилиндров нижние головки шатунов двух цилиндров, расположенных в одной поперечной плоскости, соединяют с одной общей шатунной шейкой вала. Это ограничивает ширину вкладышей шатунного подшипника, вследствие чего нагрузка на него возрастает. Для получения необходимой долговечности шатунных подшипников в V-образных двигателях начинают применять антифрикционные сплавы, обладающие еще большей нагрузочной способностью. Так, в двигателях ГАЗ для этой цели применяют алюминиевый сплав, содержащий 20% олова и 1% меди. Этот сплав наносится на стальную ленту основания вкладыша путем раскатки.
В дизелях шатуны делают особенно прочными и жесткими, так как они передают значительно большие усилия, чем шатуны в карбюраторных двигателях. Ввиду увеличения размеров нижней головки шатуна для возможности его выемки через цилиндр, нижняя головка в некоторых дизелях (четырехтактные дизели ЯМЗ) имеет косой разъем с ребристой поверхностью соприкосновения крышки с шатуном, что разгружает шатунные болты от возникающего на крышке бокового усилия. Стальные вкладыши шатунных подшипников у дизелей заливают свинцовистой бронзой, выдерживающей без разрушения большие нагрузки, чем баббит. Применяют также стале-алюминиевые вкладыши, изготовленные из биметаллической ленты, у которой со стальным основанием прочно соединен антифрикционный слой из алюминиево-сурмянисто-медного сплава АСМ.
Для обеспечения хорошей уравновешенности двигателя шатуны, так же как и поршневую группу, для данного двигателя подбирают одинакового веса и с соответствующим распределением веса между нижней и верхней головками. Чтобы правильно собрать шатун с поршнем и установить его в двигателе в надлежащем положении, на шатуне делают соответствующие метки. На нижней головке шатуна и на крышке обычно выбивают порядковый номер шатуна.
Рис. 1. Конструкция шатунов
—
Шатун соединяет поршень с коленчатым валом.
Основными частями шатуна являются верхняя головка, стержень и нижняя головка.
Шатун испытывает большие нагрузки, меняющиеся по величине и направлению. Он подвергается сжатию, изгибу и растяжению. Чтобы выдержать такие нагрузки, шатун должен быть прочным и жестким, а также легким для уменьшения сил инерции.
Шатун штампуется из стали; стержень его имеет двутавровое сечение для увеличения прочности.
Шатун совершает сложное движение: верхняя головка вместе с поршнем движется возвратно-поступательно, поворачиваясь на некоторый угол относительно, пальца или вместе с пальцем относительно бобышек поршня; нижняя головка вращается вместе с шатунной шейкой коленчатого вала, а стержень шатуна совершает колебательное движение. В верхнюю головку шатуна запрессовывают одну или две бронзовые втулки шатуны дизелей ЯАЗ-М204 и ЯМЗ-236). Масло для смазки пальца подается через отверстие (шатуны двигателей М-21) или в кольцевое пространство между втулками. Подачу масла по каналу к поршневому пальцу дозирует втулка, запрессованная в нижнюю головку шатуна.
Длина верхней головки шатуна должна быть несколько меньше, чем расстояние между бобышками, чтобы верхняя головка не терлась о бобышки.
Нижняя головка шатуна шарнирно соединяет шатун с кривошипом коленчатого вала. В большинстве случаев ее делают разъемной в плоскости, перпендикулярной к оси шатуна. Иногда плоскость разъема располагают под углом к оси шатуна. Необходимость в разъеме ниягаей головки шатуна под углом возникает тогда, когда шатунные шейки коленчатого вала имеют большой диаметр. В этом случае нижняя головка шатуна получается значительных размеров, что затрудняет или делает невозможным монтаж и демонтаж поршня вместе с шатуном через цилиндр двигателя.
У V-образных двигателей ГАЗ-53А, ЗИЛ-130, ЯМЗ-236 и ЯМЗ-238 шатуны установлены попарно на одной шатунной шейке коленчатого вала.
Крышка нижней головки присоединяется к шатуну двумя болтами с корончатыми (двигатели М-21 и ЗИЛ-130) или обыкновенными гайками, которые шплинтуют. Самоотвертыванию гайки препятствует специальная штампованная контргайка (двигатель ГАЗ-53А).
Нижнюю головку шатуна и крышку растачивают вместе для получения отверстия правильной цилиндрической формы; в полученное отверстие устанавливают подшипник скольжения. Поэтому крышку нельзя перевертывать или переставлять на другие шатуны. На шатунах и крышках с одной стороны ставят соответственно номера и метки (двигатель ГАЗ-53А).
Обычно нижнюю головку шатуна делают симметричной по отношению к оси стержня; при этом износ шатунных шеек коленчатого вала получается более равномерным. На двигателях ГАЗ-53А и ГАЗ-13 нижняя головка шатуна несимметрична относительно оси стержня, вследствие чего шатунные шейки коленчатого вала изнашиваются несколько неравномерно по длине. Применение на двигателе несимметричных шатунов позволяет уменьшить длину коленчатого вала, так как при этом сокращается расстояние между цилиндрами и, следовательно, уменьшается общая длина двигателя.
В нижней головке шатуна всех двигателей ГАЗ и двигателя ЗИЛ-130 имеется отверстие диаметром 1,5 мм для прохода масла.
На большинстве автомобильных двигателей в нижние головки шатунов устанавливаются подшипники скольжения, состоящие из двух накладышей — верхнего и нижнего. Взаимозаменяемые тонкостенные вкладыши изготовляют из стальной ленты, залитой антифрикционным сплавом (свинцовистой бронзой или баббитом СОС-6-6). Антифрикционные сплавы уменьшают потери на трение и износ шатунных шеек коленчатого вала.
Если шатунные подшипники работают при высокой температуре и испытывают большие нагрузки, то в качестве антифрикционного сплава применяют свинцовистую бронзу (дизели ЯАЗ-М204, ЯМЗ-236 и др.). Свинцовистая бронза хуже прирабатывается к шейкам вала; кроме того, она окисляется при применении обычных масел без присадок.
Рис. 1. Шатун двигателя ГАЗ-бЗА:
1 — нижний вкладыш; 2 — верхний вкладыш; 3 — отверстие для масла; 4 — усик
Рис. 2. Шатунные вкладыши:
1 — гайка; 2 — болт; 3 — отверстие для масла; 4 — стержень шатуна; о — бронзовая втулка; 6 — отверстие для подачи масла к поршневому пальцу; 7 — верхняя головка шатуна; 8 — номер шатуна. 9 — нижняя головка шатуна; 10 — крышка нижней головки шатуна; 11 — контр-гайка; 12 — метка
Шатунные подшипники у большинства современных карбюраторных двигателей заливают баббитом СОС-6-6, содержащим 6% сурьмы, 6% олова и остальное свинец.
В последнее время стали применяться трехслойные вкладыши (например, на двигателях ГАЗ-53А и ЗИЛ-130), представляющие собой стальную ленту, на которую нанесен медно-никелевый подслой, а затем баббит СОС-6-6.
Во время эксплуатации двигателя вкладыши изнашиваются, их заменяют новыми следующего ремонтного размера.
Шатунный вкладыш имеет отверстие. При совпадении этого отверстия с отверстиями в шатунной шейке вала и в нижней головке шатуна на кулачки распределительного вала и зеркало цилиндра подается пульсирующий поток масла.
От осевого смещения и проворачивания шатунные подшипники удерживаются в своих гнездах усиками, которые входят в специальные пазы, расположенные на одной стороне шатуна.
Шатун и все,что нужно о нем знать.
Nevada 1976Шатун и все,что нужно о нем знать. 0 Comment
Содержание статьи
Шатун – это соединительная деталь между коленвалом и поршнем, основное назначение которой является преобразование поступательных движений поршня внутри цилиндра во вращательные движения коленчатого вала, с которого вращение передается на колеса автомобиля через трансмиссию.
Материалы для производства шатунов
Шатуны производятся двумя способами — штамповкой из высокопрочной стали или литьем из чугуна. В дизелях применяются шатуны, изготовленные из легированной стали методом ковки или горячей штамповки.
В некоторых видах бензиновых двигателей устанавливаются шатуны, производимые из порошкообразных металлов методом спекания.
Из-за напряженных условий работы данная деталь КШМ должна отличаться надежностью, долговечностью и износостойкостью.
Особое внимание уделяется не только изготовлению шатунов, но и болтов крепления. Для производства болтов используются легированные виды стали, обладающие высоким коэффициентом текучести, что в несколько раз выше, чем у высокоуглеродистых сталей.
Стержень шатуна
У большинства производителей автомобилей, ориентированных на массовый рынок, стержень шатуна расширяется к его нижней головке и имеет двутавровую форму. У дизельных двигателей шатуны более массивны и прочны, чем у бензиновых двигателей. Некоторые двигатели оснащаются шатунами и других форм, к примеру, в спортивных авто, в которых имеются алюминиевые шатуны. Обычно, стержень шатуна имеет внутренний просверленный канал для подачи масла в верхнюю головку.
Иногда, этот канал также ведёт и к нижней головке, откуда масло разбрызгивается в полости цилиндра и поршня. Все шатуны двигателя должны иметь одинаковый вес, чтобы вибрации от двигателя были минимальными. Кроме того, совпадать должен не только вес всего шатуна, но и вес верхних головок и нижних головок. Для достижения одинакового веса используют очень точные весы, а потом подгоняют вес по самому лёгкому шатуну, аккуратно снимая часть металла с бобышек (металлические наплывы на поверхности шатунов) на головках и на стержне шатуна.
Строение шатуна
Шатун имеет простое устройство, которое состоит из следующих элементов:
- стержня;
- поршневой головки;
- кривошипной головки.
Стержень представляет собой составной элемент шатуна, имеющий преимущественно двутавровое сечение. Некоторые модели имеют круглое, крестообразное, Н-образное или прямоугольное сечение шатунного стержня. В стержне присутствует канал, предназначенный для транспортировки масла к подшипнику головки поршня.
поршневая головка — это проушина с цельной структурой, внутри которой расположена втулка. Втулка представляет собой скользящий подшипник, предназначенный для вращения пальца поршня. Материал изготовления втулки: бронза или сталь с оловом или свинцом. Структура поршневой головки зависит от размера поршневого пальца, а также от метода его крепления. Для того, чтобы уменьшить вес шатуна и, как следствие, нагрузку на поршневой палец, на некоторых автомобильных двигателях устанавливают шатуны с поршневой головкой в виде трапеции.
Кривошипная головка — механизм, предназначенный для соединения шатуна и коленчатого вала друг с другом. Большая часть шатунов оснащена разъемной кривошипной головкой, это объясняется способом сборки двигателя внутреннего сгорания. Крышка головки, расположенная в нижней части, прикрепляется болтами к шатуну. Иногда применяют бандажное или штифтовое крепление составных элементов головки. Разъем кривошипной головки бывает двух видов: прямой (расположен под углом 90 градусов относительно оси стержня), косой (под определенным углом к оси). Косой разъем используется для уменьшения размеров двигателя V-образной формы.
Профилированные стыковые поверхности головки обеспечивают препятствие при воздействии поперечных сил. При этом соединение может быть замковым или зубчатым. Самым современным и популярным является соединение, изготовленное методом раскалывания. Оно называется сплит-разъемом.
Внутри кривошипной головки шатуна расположен подшипник, который состоит из двух многослойных вкладышей. Количество слоев может варьироваться от двух до пяти в каждом. Наиболее широко используются вкладыши из двух и трех слоев. Двухслойный вкладыш изготовлен из стали с антифрикционной поверхностью. Трехслойный также состоит из стали, а антифрикционное покрытие разделяется специальной прокладкой.
Снятие
Отдельно снять шатун с двигателя не получится, это возможно сделать только в сборе с установленным на шатун поршнем в сборе с пальцем и поршневыми кольцами. В некоторых случаях можно снять шатунно-поршневую группу без снятия двигателя с автомобиля. Иногда это выгодно в целях экономии времени, но всё же для обеспечения необходимой для проведения этого ремонта чистоты, без которой качественно выполнить ремонт затруднительно, лучше подобный ремонт выполнять на снятом двигателе. Тем более, что для выполнения этого ремонта всё равно придётся снимать головку блока цилиндров и масляный поддон двигателя. А при снятии головки блока цилиндров всё равно придётся снимать или отсоединять большинство жгутов проводов и вакуумных трубок.
Перед снятием шатунно-поршневой группы, следуя указаниям Руководства по ремонту автомобиля, снимите головку блока цилиндров и масляный поддон двигателя. Как снимать шатунно-поршневую группу обычно подробно описывается в Руководстве по ремонту автомобиля. Тут даются просто некоторые замечания, которые не всегда присутствуют в руководстве.
Перед откручиванием гаек (болтов) крепления крышки шатуна определите место нахождения меток, указывающих в какой цилиндр устанавливается данный шатун с поршнем и направление установки крышки относительно шатуна. Если подобные метки не обнаружены, что бывает крайне редко, нанесите их самостоятельно удобным способом. Несмотря на то, что крышка шатуна крепится всего двумя гайками (болтами), откручивайте гайки постепенно и поочерёдно. При чем при первом ослаблении затяжки гайки гайку допускается повернуть не более чем на ¼ оборота, а лучше меньше. После откручивания гаек снимите крышку шатуна. Примете меры, исключающие падение вкладыша из крышки шатуна. Шатунные болты изготавливаются из очень прочной стали, поэтому для уменьшения вероятности повреждения полированной поверхности шатунной шейки коленчатого вала и поверхности стенок цилиндров на шатунные болты необходимо установить специальные защитные и направляющие приспособления. При отсутствии подобных приспособлений, что бывает чаще всего, наденьте на болты куски шлангов из мягкого материала подходящего диаметра.
Для извлечения поршня из цилиндра установите коленчатый вал так, чтобы ось шатунной шейки совпала с продольной осью цилиндра. Примите меры предосторожности, исключающие падение поршня в сборе с шатуном. Поддерживая поршень снизу, лёгкими ударами деревянной ручки молотка по шатуну или болтам извлеките поршень из отверстия цилиндра.
Укладывайте все снятые детали так, чтобы была возможность установки этих деталей на то место, где они стояли до снятия. Это относится также к гайкам или вкладышам, даже если принято решение о замене вкладышей. По состоянию вкладышей можно определить некоторые неисправности двигателя. Укладывайте снятые детали только на чистую поверхность.
Установка
Проведите тщательный осмотр и необходимую дефектовку всех снятых деталей.
Соедините шатун с поршнем при помощи поршневого пальца и установите на поршень поршневые кольца. Некоторые советы по установке этих деталей даны в соответствующих статьях. Одновременно соберите все шатунно-поршневые группы двигателя.
Ещё раз проверьте, что замки поршневых колец установлены в соответствии с указаниями в Руководстве, а в случае отсутствия таких указаний установите замки соответствии с рекомендациями, данными в главе «Установка поршневых колец».
Обильно смажьте поршень, поршневые кольца и стенки цилиндров чистым моторным маслом. Смажьте внутреннюю поверхность специального приспособления для сжатия поршневых колец
Установите на поршень специальное приспособление и сожмите кольца. Иногда необходимо слегка обстучать приспособление молотком с пластмассовым бойком.
Установите на болты крышки крепления шатуна защитные приспособления или наденьте на болты отрезки шлангов. Осторожно вставьте шатун в отверстие цилиндра. Шатун с поршнем допускается устанавливать только в одном направлении, обычно направление установки указывается специальной меткой на днище поршня. Опустите поршень в цилиндр, пока специальное приспособление не коснётся поверхности блока цилиндров. Прижмите приспособление к поверхности блока цилиндров и нанесите несколько очень лёгких ударов торцом деревянной ручки молотка по всей окружности верхней кромки приспособления. Прижимая приспособление к поверхности блока цилиндров, лёгкими равномерными ударами деревянной ручки молотка, переместите поршень в отверстие цилиндра.
Выровняйте шатун относительно шейки коленчатого вала. Тщательно протрите поверхность шатуна, на которую устанавливается вкладыш подшипника. Убедитесь в идеальной чистоте этой поверхности. Осторожно установите в шатун ранее подобранный для этого цилиндра верхний вкладыш шатунного подшипника. Верхний вкладыш может отличаться от нижнего отсутствием канавки для масла. Верхний или нижний вкладыш определяется для нормального положения двигателя, поскольку при установке подсоединении шатуна на снятом двигателе двигатель, чаще всего находится в перевёрнутом состоянии, верхний вкладыш будет расположен внизу.
Если повторно устанавливаются снятые при разборке вкладыши, их необходимо установить на то место, в котором они находились до снятия. Не наносите масло на постель подшипника или на наружную поверхность вкладыша. Совместите, если имеется, фиксирующий усик вкладыша с соответствующей выемкой в шатуне.
Тщательно протрите внутреннюю поверхность крышки шатуна и наружную поверхность нижнего вкладыша. Не нанося масла на вкладыш и крышку, установите нижний вкладыш в крышку шатуна. Совместите усик крышки с пазом. Нанесите обильный слой чистого моторного масла на шатунную шейку коленчатого вала и на внутренние поверхности обоих вкладышей. Некоторые производители не рекомендуют наносить масло пальцем, а предлагают пользоваться для этого только специальной маслёнкой.
Ещё раз убедитесь, что устанавливаете крышку шатуна именно этого цилиндра и устанавливаете её в правильном направлении. Установите крышку с установленным вкладышем на болты. Прижимая крышку к шатуну, закрутите гайки от руки. Затягивайте гайки в строгом соответствии с указаниями руководства. При этом обязательно используйте динамометрический ключ, и если необходимо специальный транспортир для доворота гайки на установленный угол.
Шатун и его назначение в двигателе
Search — Remove Shortcode
Поиск материалов
plg_search_jcomments
Войти
Регистрация
- Главная
- Техничка
- Шатун и его назначение в двигателе
Воскресенье, 28 мая 2017
Шатун является важным элементом и звеном между коленчатым валом и поршнем, и именно от него зависит преобразование поступательного движения поршня во вращательное движения вала.
Постоянные нагрузки, начиная от растяжения и заканчивая сжатием, оказывают не самое лучшее воздействие на шатун, потому к данному элементу выдвигаются самые жесткие требования.
 Так, шатун должен быть максимально прочным и в меру жестким, но, в то же время, вполне легким. Чаще всего он изготавливается одним из двух методов – горячей штамповкой или литьем из стали. Шатуны на спортивных моделях авто также нередко выбираются из сплава титана.
Так, шатун должен быть максимально прочным и в меру жестким, но, в то же время, вполне легким. Чаще всего он изготавливается одним из двух методов – горячей штамповкой или литьем из стали. Шатуны на спортивных моделях авто также нередко выбираются из сплава титана.В зависимости от компоновочной схемы и типа силовой установки, конструкция шатуна может быть различной. Высота силовой установки определятся длиной шатуна. Сам шатун условно можно подразделить на несколько важных составляющих: кривошипную голову, поршневую головку и стержень.
Стержень обладает двутавровым сечением, но так бывает не всегда. В частности, встречаются шатуны с крестообразным, прямоугольным, Н-образным и круглым сечением. К подшипнику поршневой головки масло подается через канал, расположенный в стержне шатуна.
По своему виду поршневая головка напоминает цельную проушину, в которую с натягом внедрена втулка – подшипник скольжения, который обеспечивает скольжение поршневому пальцу. Втулка бывает различных видов, но чаще всего встречаются два вида – бронзовые втулки и биметаллические, в которых комбинируется несколько сплавов (к примеру, сталь и олово, или сталь и свинец).
Устройство головки поршня напрямую зависит от того, каков он по своим размерам и какой способ крепления использован. В некоторых силовых установках применяются специальные шатуны, имеющие трапециевидную форму головки поршня. Это обеспечивает не только уменьшение общей массы шатуна, но и снижение нагрузки на поршневой палец.Соединение коленчатого вала и шатуна обеспечивается кривошипной головкой. Она чаще всего создается разъемной на большей части двигателей, и это напрямую обусловлено особенностями технологии сборки ДВС. Крышка (низ головки) посредством болтов соединяется с шатуном. Бандажное и штифтовое соединение частей головки также встречается, но значительно реже. Разъем бывает двух видов – косой и прямой. Первый исполнен под углом оси стержня, а второй ей перпендикулярен. В V-образных моторах преимущественно используется косой разъем, а блок силовой установки становится за счет этого значительно компактнее.
Стыковые поверхности кривошипной головки создаются профилированными, что позволяет эффективно препятствовать воздействию поперечных сил.
Выделяют несколько типов соединений, среди которых самыми популярными являются замковое и зубчатое. Но наибольшее распространение получило соединение частей способом сплит-разъема (так называют метод контролируемого раскалывания). Благодаря разлому становится возможным высочайшая степень точности стыковки различных частей.Длина блока цилиндров определяется толщиной кривошипной головки. В особенности данное утверждение справедливо по отношению к W- и V-образным силовым установкам. Чтобы лучше понять это, достаточно отметить, что нижняя головка шатуна мотора W12, которым оснащаются популярные модели Audi, по своей толщине равна 13 мм..
Размещенный в кривошипной головке шатунный подшипник состоит из 2-х вкладышей. Данные вкладыши могут состоять из различного количества слоев, начиная от двух, и заканчивая пятью. Наиболее популярными принято считать двух и трехслойные вкладыши. Состоящий из двух слоев вкладыш в своей основе имеет прочную сталь, а на эту сталь нанесено антифрикционное специальное покрытие.
Те же самые компоненты составляют и трехслойный вкладыш, но, помимо них, в него еще включается изоляционная прокладка.Как отбалансировать шатун своими руками (видео):
Доработка шатунов двигателя ВАЗ (видео):
Как определить менять шатун или нет (видео):
Автор
Super UserКомментируют
Топ блоги
Замена старого в/у на новое 2016
Автоконцерн Volkswagen планирует производить аккумуляторы для электромобилей
Обзор Dongfeng А9
Виды и типы подвесок
Почему в дизеле из выхлопной трубы может валить черный дым?
Что такое шатун? Детали, функции и типы
Шатун — это часть поршневого двигателя, которая соединяет поршень с коленчатым валом. Шатун вместе с кривошипом преобразует возвратно-поступательное движение поршня во вращение коленчатого вала.
Шатун необходим для передачи сжимающих и растягивающих усилий от поршня. В наиболее распространенной форме в двигателе внутреннего сгорания он позволяет поворачиваться на конце поршня и вращаться на конце вала.
Предшественником шатуна является механическое соединение, используемое водяными мельницами для преобразования вращательного движения водяного колеса в возвратно-поступательное движение. Шатуны чаще всего используются в двигателях внутреннего сгорания или паровых двигателях.
Детали шатунаНиже приведены детали шатуна:
- Малая головка: Конец, которым шатун крепится к поверхности поршневого пальца, называется шатун.
- Шатун: Конец, которым шатун прикрепляется к шатунной шейке, называется большим концом шатуна.
- Подшипник втулки: Оба конца шатуна закреплены подшипником втулки. К маленькому концу шатуна прикреплена втулка из фосфористой бронзы со сплошной проушиной. Большой конец прикреплен к шатунной шейке. Конец разделен на две части и опирается на вкладыш коренного подшипника.
- Вкладыш подшипника: В большом конце шатуна есть вкладыш подшипника, который соединен с крышкой подшипника, он известен как вкладыш подшипника. Они состоят из двух частей, которые соединяются вместе на коленчатом валу. Это положение, при котором шатун перемещается в обратном направлении.
- Болт и гайка: После установки кривошипа в нижней части шатуна обе стороны больших головок крепятся несколькими болтами и гайками. Таким образом, объединив все эти компоненты, шатун готов к использованию.
- Хвостовик: Кроме того, каждый болт и гайка используются для соединения шатуна и крышки подшипника. И применяется секционная балка, известная как хвостовик. Сечение стержня может быть прямоугольным, трубчатым и круглым.
- Наручный палец: Поршень двигателя соединен с шатуном с помощью полой трубы из закаленной стали, называемой наручным пальцем. Он также известен как поршневой штифт. Пальцевый палец проходит через короткий конец шатуна и поворачивается на зацепленном поршне.
- Поршень: Поршень соединяется с коленчатым валом с помощью шатуна, который обычно укорачивается до шатуна или шатуна. Назначение поршня — работать как подвижная пробка в цилиндре, образующая дно камеры сгорания.
- Крышка подшипника: Вкладные подшипники имеют регулировку износа, но она контролирует ход, а боковой зазор позволяет правильно затянуть крышку подшипника.
Шатун преобразует линейное движение поршня вверх и вниз в круговое движение коленчатого вала и, следовательно, подвергается растяжению, сжатию, изгибу и короблению.
Шатун создает связь между поршнем и коленчатым валом и, таким образом, передает мощность. Он преобразует линейное движение поршня вверх и вниз в круговое движение коленчатого вала и, следовательно, подвергается растяжению, сжатию, изгибу и короблению.
Шатун установлен на шатунной шейке коленчатого вала с подшипником скольжения. Крышка шатунного подшипника прикручена болтами к большой головке. В большинстве случаев шатун является полым или имеет внутренний литой масляный канал для подачи смазки на поршневой палец.
МатериалыДля получения минимального веса и высокой прочности шатуны изготавливаются из следующих материалов: двигатели)
Серийно выпускаемые шатуны кованые, литые или спеченные. Кованые шатуны имеют лучшее отношение прочности к весу и более низкую стоимость, чем спеченные шатуны. Однако производство штампов сравнительно дорого.
Типы шатуновНиже приведены типы шатунов, используемых в различных типах двигателей:
- Плоский шатун
- Вилка и шатун
- Ведущий и ведомый шатуны 2 Шатуны-заготовки шатуны
- Кованые шатуны
- Шатуны с приводом
Шатуны плоские Шатуны плоских шатунов используются в рядных и оппозитных двигателях. Большой конец шатуна прикреплен к шатунной шейке и снабжен крышкой подшипника.
Крышка подшипника крепится болтом или шпилькой на конце шатуна. Шатун следует заменять в том же цилиндре и в том же относительном положении, чтобы обеспечить правильную посадку и балансировку.
2. Шатуны вилки и ножаЭти типы шатунов используются в мотоциклетных двигателях V-twin и авиационных двигателях V12. В каждой паре цилиндров двигателя «вилочный» шток разделен на две части на большом конце, а «лопаточный» шток сужается от противоположного цилиндра, чтобы соответствовать этому зазору в вилке.
Эта система устраняет качающуюся пару, возникающую при балансировке пар цилиндров вместе с коленчатым валом.
В конструкции с шатунными подшипниками шток вилки имеет одну широкую опорную втулку, которая проходит по всей ширине штока, включая центральный зазор.
В этом случае стержень лопасти проходит непосредственно снаружи этой втулки, а не на шатунной шейке. Это заставляет два стержня двигаться вперед и назад, что снижает усилие на подшипник и поверхностную скорость. Но скорость подшипника также является возвратно-поступательной, а не непрерывно вращающейся, что является серьезной проблемой для смазки.
3. Ведущие и ведомые шатуныВ радиальных двигателях обычно используются ведущие и ведомые шатуны. В этой системе один поршень состоит из главного штока, непосредственно прикрепленного к коленчатому валу. Другие поршни соединяют свои шатуны с кольцами, окружающими край главного штока.
Недостатком штоков ведущий-ведомый является то, что ход ведомого поршня немного больше, чем у ведущего поршня, что увеличивает вибрацию в V-образном двигателе.
4. Стержни заготовки Шатуны заготовки изготавливаются из стали или алюминия. По сравнению с другими типами шатунов они легче, прочнее и долговечнее.
Обычно используется в высокоскоростных транспортных средствах. Иногда он предназначен для уменьшения концентраторов напряжения и облегчения естественного зерна материала заготовки.
5. Литые шатуныЭти типы шатунов предпочтительны и разработаны производителями, поскольку они могут выдерживать нагрузку стандартного двигателя.
Литые стержни требуют низких затрат на производство и не могут использоваться в приложениях с высокой мощностью. Литые стержни имеют заметный шов посередине, который отличает их от кованых.
6. Кованые шатуныНекоторые шатуны изготавливаются методом ковки. Эти типы шатунов изготавливаются путем придавливания зерна материала к форме конца. В зависимости от требуемых свойств материал может быть стальным сплавом или алюминиевым.
Обычно используемые стальные сплавы представляют собой сплавы хрома и никеля. Конечный продукт не должен быть хрупким. Следовательно, никелевые или хромовые сплавы повышают прочность шатуна.
Шатуны также изготавливаются из силового металла, поскольку это подходящий выбор для производителей. Его готовят из смеси металлических порошков, которую прессуют в форму и нагревают до высокой температуры. Эта смесь превращается в твердую форму.
Может потребоваться легкая механическая обработка, но продукт в основном выходит из готовой формы. Шатуны из порошкового металла дешевле стали и прочнее литых.
Выход из строя шатунаПри каждом вращении коленчатого вала на шатун часто воздействуют большие повторяющиеся силы: силы сдвига из-за угла между поршнем и шатунной шейкой, силы сжатия при движении поршня вниз, и растягивающие силы при движении поршня вверх. Эти силы пропорциональны квадрату скорости вращения двигателя (об/мин).
Выход из строя шатуна, часто называемый «выбрасыванием шатуна», является одной из наиболее распространенных причин катастрофического отказа двигателя в автомобилях, когда сломанный шатун часто пробивает стенку картера, что делает двигатель неремонтопригодным.
Распространенными причинами выхода из строя шатуна являются разрушение при растяжении при высоких оборотах двигателя, сила удара, когда поршень ударяет по клапану (из-за проблемы с клапанным механизмом), выход из строя шатунного подшипника, обычно из-за проблем со смазкой, или неправильная установка шатуна .
Категории Автомобильная Теги Автозапчасти, Автомобильные запчастиШатун | Secotools.com
Шатун | Secotools.comЯвляясь важным связующим звеном между коленчатым валом и поршнем двигателя, шатуны кованы и разделены на две части либо распиливанием, либо раскалыванием. Для обработки требуются чрезвычайно прочные и стабильные прецизионные инструменты и станки.
ВАШИ ПРОИЗВОДСТВЕННЫЕ ЗАДАЧИ
- Сверление большого количества отверстий с малым временем цикла, высоким качеством и надежностью.
- Изготовление точечных поверхностей с максимальной производительностью и надежностью.
- Производительное и надежное изготовление обеих фасок при черновой обработке отверстия кривошипа.
- Создание эффективного и надежного процесса чистовой обработки отверстия кривошипа.
- Производительное и надежное изготовление обеих фасок (V-образной формы) на отверстии поршня.
- Сверление отверстия под поршень с минимальными затратами времени и средств.
- Надежная чистовая обработка латунной втулки отверстия поршня с высоким качеством и производительностью.
1 — Сверление большого количества отверстий
| Ваша задача: | Сверление большого количества отверстий, высокое качество и надежность при малом цикле. | |
| Наше решение: | Обеспечивая высокую производительность при работе с наклонными выходами или пересекающимися отверстиями, сверло Seco Feedmax SD245 для снятия фасок использует легкую геометрию и специальную подготовку кромок для повышения безопасности процесса и срока службы инструмента. Инструмент также имеет покрытие с низким коэффициентом трения и использует четыре кромки для повышения стабильности. Ваши преимущества включают сохранение производительности при бурении сложных скважин с высокими допусками. | |
| Product: | Seco Feedmax TM SD245 Chamfer Drill |
2 — Producing spot faces
| Your Challenge: | Producing spot faces with максимальная производительность и надежность. | |
| Наше решение: | В специальном инструменте R417.19 используется квадратная позитивная пластина и регулируемый картридж с пластиной для снятия фаски, что позволяет совмещать операции торцевания и снятия фаски. Сбалансированная фреза обеспечивает плавное резание и обеспечивает постоянное значение фаски на многошпиндельном станке. Ваши преимущества включают снижение затрат за счет оптимизации процессов. | |
| Product: | R417.19 Spot Face and Chamfering Cutter |
3 — Roughing the crank bore |
| Your Challenge: | Производительное и надежное изготовление обеих фасок при черновой обработке отверстия кривошипа. | |
| Наше решение: | Этот специальный инструмент обеспечивает как черновую обработку отверстия кривошипа, так и снятие фаски с помощью круговой интерполяции с возможностью регулировки размера фаски путем установки пластины с помощью винта точной настройки. Сквозные отверстия для СОЖ увеличивают стойкость инструмента и эвакуацию стружки, а также использование ISO/ANSI Duratomic 9Пластины 0242 ® обеспечивают максимальную производительность съема металла. Ваши преимущества включают повышение эффективности процессов и снижение затрат. | |
| Product: | Chamfering and Boring Bar |
4 — Finishing the crank bore
| Your Challenge: | Establishing an efficient and secure process for finishing the отверстие кривошипа. | |
| Наше решение: | Поддерживая высокую точность производства при минимальном времени цикла, Xfix использует до девяти зубьев для обеспечения высоких скоростей подачи, сохраняя допуски на уровне IT6. Прочные и стабильные вставные картриджи обеспечивают безопасность процесса, а предварительно нагруженные направляющие прокладки предотвращают вибрацию и повышают стабильность. Ваши преимущества включают достижение необходимых допусков без ущерба для производительности вашей производственной линии. | |
| Товар: | XFIX TM Multi -Tooth REAMER |