инструкция по применению, характеристики, плюсы и минусы
Активное развитие высокотехнологичных способов термической сварки металлов затмевает альтернативные методы обработки. При этом существуют вполне достойные техники древнейшей холодной деформации пластичных изделий. К таким способам относится сухая сварка. Для металла, в частности, применяется направленная деформация с увеличивающимся внутренним напряжением. В данном процессе могут самые разные активные средства, инструменты и расходные материалы.
Общие сведения о технологии
Сухая сварка является одним из видов холодных сварочных работ в твердой фазе, при которой происходят существенные деформационные процессы с незначительной степенью локализации рабочей структуры. Важным отличием этой методики можно назвать высокое давление, прилагаемое для проведения деформирующих процессов. По сравнению с базовыми способами термической горячей сварки, данная технология дает возможность выполнения операции при нормальной или даже отрицательной температуре. Представленное выше фото сухой сварки для металла под давлением показывает результат такой работы в условиях температурного режима ниже степени рекристаллизации. Основным направлением данной технологии является механическое воздействие на материал, в результате чего формируется соединение между двумя или несколькими заготовками.
Представленное выше фото сухой сварки для металла под давлением показывает результат такой работы в условиях температурного режима ниже степени рекристаллизации. Основным направлением данной технологии является механическое воздействие на материал, в результате чего формируется соединение между двумя или несколькими заготовками.
Поэтапный процесс сварки
Стандартная технология сухой сварки выполняется по следующей инструкции:
- Производится пластическое выдавливание металла с затрагиванием глубинной структуры. В данной операции применяют специальные агрегаты, обеспечивающие деформационный процесс.
- После окончания деформирующего воздействия образуется контакт глубинных слоев металла.
- Формируется единая кристаллическая структура. Время выполнения сухой сварки для металла к этому моменту может исчисляться долями секунд, что обуславливает отсутствие объемного взаимодействия между заготовками.
- Производится специальная внешняя обработка поверхностей защитными и укрепляющими составами – в том числе с антикоррозийным воздействием и эффектом снятия внутреннего напряжения.

Основные характеристики процесса
Параметры выполнения операции с одной стороны отражают величины физического воздействия на заготовку, а с другой – качество соединения. К первостепенным характеристикам обоих спектров можно отнести следующие:
- Глубина вдавливания. Обычно для деформации используют пуансон – прессовочный инструмент, за счет которого изменяется форма детали. Также данную характеристику сухой сварки для металла можно приставить как степень пластичности, которая в зависимости от материала может допускать коэффициент вхождения в структуру от 10-15% (индий) до 85-90% (медь, никель).
- Действие сжатия. Выражается показателями сжимающего усилия и сдвига, который рассчитывается по тангенциальному усилию. Это не прямой показатель изменения структуры, а характеристика, обуславливающая потенциальное смещение соединяемых поверхностей.
- Способность к сварке. Зависит от комплексной сопротивляемости структуры металла по отношению к механическому воздействию сухой сварки.
 Наиболее доступными для таких операций считаются изделия из меди, алюминия, серебра, кадмия и т. д. По мере повышения твердости способность к сварке понижается.
Наиболее доступными для таких операций считаются изделия из меди, алюминия, серебра, кадмия и т. д. По мере повышения твердости способность к сварке понижается.
Виды сухой сварки
В основном методы различают по типу формируемого соединения, как и при термическом воздействии. Это может быть стыковая, точечная и шовная сварка. Реже используются техники соединения со сдвигом и под высоким давлением. При выполнении точечной сварки в качестве инструмента применяются цилиндрические пуансоны, а при шовной методике – роликовые элементы. Оба этих способа характеризуются высокой производительностью, но в результате дают достаточно грубые и внешне непривлекательные швы. Стыковая сухая сварка для металла предполагает использование специальных нажимов, а также выполнение насечек с целью предотвращения проскальзывания заготовки. К преимуществам способа относят возможность работы с твердотельными деталями и в принципе применение высокого давления, повышающего мощность деформационного усилия. С другой стороны, из-за необходимости нанесения насечек может портиться внешний вид изделия даже в местах за пределами рабочей зоны.
С другой стороны, из-за необходимости нанесения насечек может портиться внешний вид изделия даже в местах за пределами рабочей зоны.
Подготовка заготовки к работе
Главная проблема подготовки материалов к сухой сварке обуславливается необходимостью тщательного удаления адсорбированных и органических пленок. Это могут быть масляные и жировые следы, а также кислотные и парафиновые покрытия, которые часто наносятся для консервации и поддержки других технологических процессов в заводских условиях. Для удаления таких слоев применяются спиртосодержащие и бензиновые средства, растворители и специальная химия для обработки металлов. Кроме этого, инструкция сухой сварки для металла предполагает выполнение следующих подготовительных операций:
- Зачистка поверхностей стальными абразивными щетками.
- В случае с алюминиевыми заготовками применяется прокаливание при температурных режимах от 300 до 400 °С.
- Покрытие изделия тонким слоем хрома или гальванического никеля.

- Если речь идет о проводниках с изоляцией, то все внешние защитные слои удаляются с небольшим захватом нерабочей зоны.
Параметры режимов сварки
Среди основных параметров данного вида сварки можно назвать вылет детали из зажима, удельное давление, толщину пуансона и т. д. Например, показатель давления подбирается исходя из физико-механических характеристик целевой заготовки. Так, алюминий сваривается при 800 МН/м2, а медные детали – при 2500 МН/м2. Что касается вылета заготовки из зажимного механизма, то и в этом случае все индивидуально. Например, для алюминиевых стержней длиной d величина вылета составит 1,2d, а для меди – 1,5d. Коэффициенты могут различаться и в зависимости от формы детали. Особое внимание при оценке подходящих параметров уделяется размерам пуансонов, которые непосредственно реализуют сухую сварку. Для металлов наподобие той же меди и алюминия характеристики прессовочного механизма рассчитываются исходя из того, что оказываемая нагрузка должна составлять от 600 МПа до 2000 МПа. Размерные параметры подгоняются под массу конструкции, а форма и конструкция – под параметры изделия.
Размерные параметры подгоняются под массу конструкции, а форма и конструкция – под параметры изделия.
Выполнение сухой сварки
С помощью специального прессовочного оборудования операция производится в следующем порядке:
- Фиксируются зажимы, соответствующие размеру свариваемых заготовок.
- В машину для обеспечения нужного давления через компрессор подается сжатый воздух.
- Приводится в активное состояние функциональный агрегат, усилием которого выполняется деформация.
- Непосредственно перед производством сухой сварки для металла инструкция по применению технологии указывает на необходимость обработки деталей ацетоном или спиртом.
- Выполняется сварка стержней заготовок и обрезке облоя (избыточный металл в местах стыка, обрадовавшийся при выдавливании).
- Сваренные элементы освобождаются от зажимов.
- Подвижный механизм возвращается в исходное положение, фиксаторы ослабляются.
На протяжении всего рабочего процесса оператор взаимодействует с функционалом машины через рукоятки, рычаги управления и приспособления для подачи заготовок. В современных моделях оборудования для сухой сварки предусматриваются и электронные средства контроля операции, с помощью которых организуется поточный режим обработки деталей.
В современных моделях оборудования для сухой сварки предусматриваются и электронные средства контроля операции, с помощью которых организуется поточный режим обработки деталей.
Преимущества сухой сварки
Избавление от необходимости высокотемпературного нагрева заготовок является главным плюсом данной технологии по сравнению с электрохимическими видами сварки. Это исключает применение мощных источников энергии, снимая весомую статью расходов. В этой же группе преимуществ можно отметить снижение вероятности электрохимических засорений, от которых при термических методах приходится защищать заготовки газовыми средами и флюсом. Также в зависимости от сложности задачи и условий работы имеют место и другие плюсы сухой сварки для металла:
- Высокая производительность при небольших временных затратах.
- Минимальный набор вспомогательных и расходных материалов.
- Возможность автоматизации процесса.
- Оператор не обязательно должен иметь высокую квалификацию сварщика.

- Требования к постобработке деталей минимальны.
Недостатки сухой сварки
При всех преимуществах данная технология не так распространена по сравнению с горячей сваркой, что объясняется жесткими ограничениями в плане допустимости метода к металлам и сплавам с низкой пластичностью. Преимущественно обработке поддаются цветные и чистые металлы. Но и в этом случае не всегда можно рассчитывать на высокое качество результата. Более того, основные технологические минусы сухой сварки для металлов высокой пластичности связаны с деформацией внутренней структуры, которая может негативно отразиться на будущей эксплуатации изделия. В целом можно сказать, что технология удобная и малозатратная, но не универсальная и скорее узкоспециализированная.
Заключение
Методы холодной сварки имеют принципиальные различия с термической технологией соединения металлических заготовок. Они связаны с характером воздействия на структуру материала и условиями технической организации процесса. Как показывают отзывы о сухой сварке для металла, данный способ хорошо себя проявляется в работе с электромонтажными расходниками, мелкими заготовками электротехнической промышленности и т. д. Преимущественно речь идет о проводниках и небольших штампованных элементах. Если же дело касается металлических конструкций, крупноразмерных труб и листов нержавеющей стали, то рабочий процесс должен доверяться высокотемпературной сварке. Изменение структуры за счет деформации в таких случаях будет неэффективно.
Как показывают отзывы о сухой сварке для металла, данный способ хорошо себя проявляется в работе с электромонтажными расходниками, мелкими заготовками электротехнической промышленности и т. д. Преимущественно речь идет о проводниках и небольших штампованных элементах. Если же дело касается металлических конструкций, крупноразмерных труб и листов нержавеющей стали, то рабочий процесс должен доверяться высокотемпературной сварке. Изменение структуры за счет деформации в таких случаях будет неэффективно.
Холодная сварка для металла: виды, инструкция, советы
Эффективность применения холодной сварки зависит от правильного выбора состава. Разберемся, какие есть виды холодной сварки, и какие существуют тонкости применения этого клея.
Холодная сварка создана для соединения поверхностей из металлов и других материалов. О ее эффективности ходят споры. Одни мастера говорят, что это – лучший вариант соединения без нагрева, другие утверждают, что шов выходит ненадежным. Зачастую отрицательные отзывы связаны с неправильным подбором состава или несоблюдением технологии его использования. Разберемся, как правильно подобрать и использовать холодную сварку.
Разберемся, как правильно подобрать и использовать холодную сварку.
1 Что такое холодная сварка и чем она отличается от других клеев
2 Виды
2.1 Область применения: универсальность или специализация
3 Достоинства
4 Недостатки
5 Как отремонтировать металлическую трубу холодной сваркой. Пошаговая инструкция
6 Советы профессионалов
Что такое холодная сварка и чем она отличается от других клеев
Холодная сварка – это пластичный клеящий состав на основе эпоксидной смолы. Для повышения прочности соединения к смоле добавляют пудру из металла, а также другие добавки. Точный состав большинства видов холодной сварки является коммерческой тайной изготовителей.
Холодная сварка имеет несколько существенных отличий от других разновидностей клеев:
- Устойчивость к высоким температурам и пламени. Подавляющее большинство клеев на базе органических полимеров воспламеняются при сильном нагреве. Холодная сварка стойка к огню: она не только не воспламеняется, но и не теряет своих прочностных характеристик.
- При накладывании большинства клеев толстым слоем прочность соединения падает, поскольку склейка разрушается послойно. Для холодной сварки этот недостаток не характерен: после застывания он образует монолит, который допускает даже последующую обработку: шлифовку, сверление и т.д. Это позволяет применять эпоксидные составы в качестве модельных паст для заполнения трещин, сколов и т.д.
Но при этом есть и общие с клеями свойства. Это простота нанесения и нетребовательность к инструментарию (для использования холодной сварки не нужны инструменты). Главное же сходство – в назначении.
[warning]Как и клеи, холодная сварка предназначена для быстрого экстренного ремонта. При первой возможности стоит заменить отремонтированную таким образом деталь или укрепить соединение другими способами (для металла – сваркой, для дерева – шурупом и т.д.)[/warning]
При первой возможности стоит заменить отремонтированную таким образом деталь или укрепить соединение другими способами (для металла – сваркой, для дерева – шурупом и т.д.)[/warning]
Виды
На прилавках строительных магазинов сегодня представлены несколько десятков разновидностей холодной сварки. Отличаются они по нескольким параметрам: производителю, назначению, форме выпуска и числу компонентов.
Сначала стоит определиться с выбором производителя. Составы, произведенные отечественными компаниями, как правило, в 1,5-2 раза дешевле зарубежной продукции. При этом среди них встречаются образцы вполне достойного качества. Доверием специалистов пользуются отечественные марки «Алмаз», «Полимет». Продукция зарубежных компаний ABRO, Hi-Gear пользуется непререкаемым авторитетом, но по стоимости уже относится к премиум-классу.
[important]Перед покупкой холодной сварки почитайте последние отзывы на тематических форумах. Такая информация позволит своевременно узнать о появлении в продаже бракованной партии и не «обжечься» при покупке.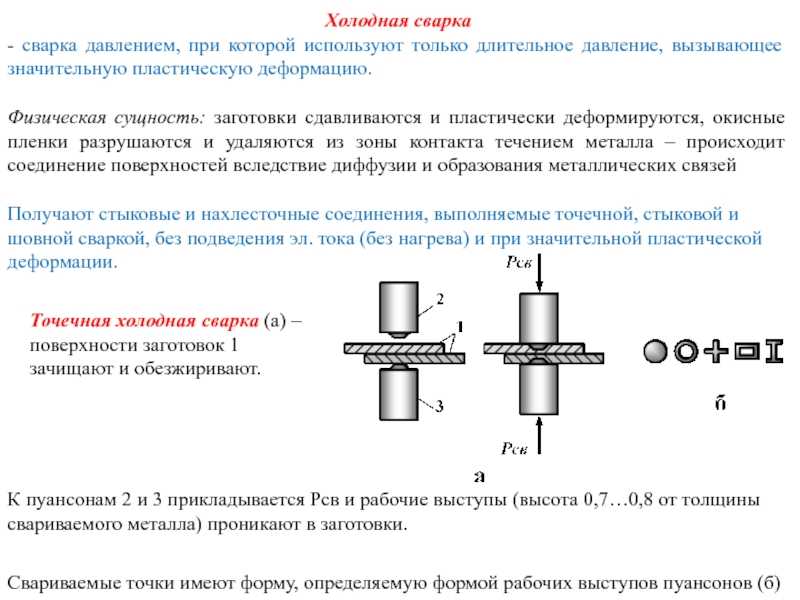
Следующий аспект, на который следует обратить внимание – это форма выпуска холодной сварки. Наиболее часто встречаются три разновидности:
- Однокомпонентный состав. Такая сварка продается в маленькой расфасовке, поскольку процесс отвердевания начинается сразу после вскрытия упаковки. Заканчивается он за 10-15 минут, причем все остатки пасты придется выкинуть. Поэтому эта разновидность не пользуется особой популярностью и встречается в продаже сравнительно редко.
- Двухкомпонентный состав в одной тубе. Как правило, такая холодная сварка представляет собой колбаску, сердцевина которой состоит из отвердителя, смешанного с армирующей пудрой, а обкладка – из эпоксидной смолы. Перед работой нужно отрезать кусочек нужного размера и тщательно размять в пальцах. Это наиболее удобный вариант выпуска, который допускает многоразовое использование.
- Двухкомпонентная холодная сварка в отдельных тюбиках. Это – более пластичные смеси, у которых смола и отвердитель находятся отдельно друг от друга и смешиваются только перед непосредственным использованием.
Большинство мастеров признают наиболее удобными в работе двухкомпонентные колбаски, но во многом выбор конкретной разновидности представляет собой дело личных предпочтений.
Область применения: универсальность или специализация
Один из наиболее важных вопросов при выборе холодной сварки состоит в том, подходит ли данный состав к данному материалу. Сродство к конкретной группе материалов определяется набором добавок, введенных в состав пасты. Сегодня в линейке продуктов у большинства производителей холодной сварки есть следующие разновидности:
Помимо описанных разновидностей, есть и универсальная холодная сварка. Она годится для соединения поверхностей различных материалов, однако прочность шва будет ниже, чем при использовании специализированного состава.
[important]Как правило, специализированную сварку покупают для ремонта конкретной вещи, а универсальную – на всякий случай, чтобы та лежала дома и помогла при срочном ремонте.[/important]
Достоинства
Основными преимуществами этой группы клеев являются:
- В отличие от традиционной сварки (неважно, газовой или электрической), металл не подвергается действию высокой температуры. Это значит, что в структуре металла не происходит нежелательных изменений.
- Для использования холодной сварки не требуется электричества. Это делает возможным ремонт там, куда не подобраться со сварочным аппаратом, паяльником или клеевым пистолетом.
- Обучиться использовать эту группу клеев легко: достаточно прочитать инструкцию. Чтобы научиться варить с помощью электродугового аппарата, понадобится гораздо больше времени и усилий.
- Процесс соединения экологичен и практически не дает отходов. Кроме того, практически нет возможности травмироваться при использовании холодной сварки.

- В результате применения холодной сварки получается аккуратный шов, который практически не будет заметен после окончательной полировки.
В некоторых случаях холодная сварка является практически единственным способом соединения двух деталей. К примеру, если автолюбитель обнаружил в дальней поездке течь в радиаторе охлаждения, он практически лишен возможности использовать сварочный аппарат: нет ни источника энергии для его питания, ни электродов, ни инструмента для обработки места сварки. А тюбик холодной сварки легко положить в бардачок и возить с собой. Для его использования понадобится только нож и немного воды, чтобы смочить руки.
Недостатки
У холодной сварки практически нет выраженных недостатков. Но при ее использовании необходимо четко представлять границы применения этого состава. Как бы он ни был хорош, но заменить настоящую сварку холодная сварка не в состоянии ни по прочности, ни по стойкости к температурам.
Как отремонтировать металлическую трубу холодной сваркой.
 Пошаговая инструкция
Пошаговая инструкцияПорядок работы с холодной сваркой выглядит так:
- Место наложения сварки необходимо зачистить от ржавчины и пыли, обезжирить ацетоном и подсушить.
- От колбаски отрезать кусочек нужного размера.
- Мокрыми пальцами тщательно размять состав, смешав два компонента.
- Из полученной массы сформировать лепешку и заклеить ей поврежденное место.
Через сутки сварка затвердеет. Тогда шов можно отполировать и покрасить.
Советы профессионалов
Мы предлагаем вашему вниманию несколько полезных видеофрагментов, посвященных вопросам выбора и применения холодной сварки. Надеемся, что этот материал поможет вам наглядно представить все этапы работы с этим составом:
Если не иметь завышенных ожиданий и не ждать от холодной сварки чрезмерной прочности, пользоваться составами этого типа можно с достаточно высокой эффективностью. Холодная сварка – это средство, незаменимое при мелком ремонте. Тюбик такого клея должен быть в каждом доме.
Холодная сварка – это средство, незаменимое при мелком ремонте. Тюбик такого клея должен быть в каждом доме.
Хранение и повторная сушка электродов
Электроды для дуговой сварки металлическим электродом в среде защитного газа (SMAW) или стержневые электроды должны храниться надлежащим образом для обеспечения качественного сварного шва. Когда стержневые электроды поглощают влагу из атмосферы, их необходимо высушить, чтобы восстановить их способность к качественному наплавлению сварных швов. Электроды со слишком большим количеством влаги могут привести к растрескиванию или пористости. Также могут быть затронуты эксплуатационные характеристики. Если у вас возникли необъяснимые проблемы с растрескиванием сварного шва или ухудшились характеристики дуги штучного электрода, это может быть связано с вашими методами хранения или процедурами повторной сушки.
Следуйте этим простым методам хранения, экспонирования и повторной сушки, чтобы обеспечить высочайшее качество сварных швов, а также наилучшие рабочие характеристики штучных электродов.
Хранение электродов с низким содержанием водорода
Для правильной работы электроды с низким содержанием водорода должны быть сухими. Неоткрытые герметичные контейнеры Lincoln обеспечивают превосходную защиту при хороших условиях хранения. Открытые банки следует хранить в шкафу при температуре от 250 до 300°F (от 120 до 150°C)
Покрытия стержневых электродов с низким содержанием водорода, впитавшие влагу, могут привести к водородному растрескиванию, особенно в сталях с пределом текучести 80 000 фунтов на квадратный дюйм (550 МПа) и выше.
Влагостойкие электроды с суффиксом «R» в их классификации AWS обладают высокой устойчивостью к влагопоглощению покрытия и при правильном хранении будут менее подвержены этой проблеме, независимо от предела текучести свариваемой стали. Специальные требования кода могут указывать предельные значения воздействия, отличные от этих указаний.
Все стержневые электроды с низким содержанием водорода должны храниться надлежащим образом, даже с суффиксом «R».
Когда контейнеры протыкаются или открываются, электроды с низким содержанием водорода могут впитывать влагу. В зависимости от количества влаги качество сварного шва ухудшается следующим образом:
1. Повышенное содержание влаги в электродах с низким содержанием водорода может вызвать пористость. Обнаружение этого состояния требует рентгеновского контроля или разрушающего тестирования. Если предел текучести основного металла или металла сварного шва превышает предел текучести 80 000 фунтов на квадратный дюйм (550 МПа), эта влага может способствовать растрескиванию под валиком или сварке.
2. Относительно большое количество влаги в электродах с низким содержанием водорода вызывает видимую внешнюю пористость в дополнение к внутренней пористости. Это также может привести к чрезмерной текучести шлака, шероховатой поверхности сварного шва, затрудненному удалению шлака и растрескиванию.
3. Сильное поглощение влаги может вызвать трещины в сварных швах в дополнение к растрескиванию под валиком, сильной пористости, плохому внешнему виду и проблемам со шлаком.
Повторная сушка электродов с низким содержанием водорода
Повторная сушка, если она выполнена правильно, восстанавливает способность электродов наносить качественные сварные швы. Правильная температура повторной сушки зависит от типа электрода и его состояния.
Один час при указанной конечной температуре является удовлетворительным. НЕ сушите электроды при более высоких температурах. Несколько часов при более низких температурах не эквивалентны использованию указанных требований.
Электроды класса прочности E8018 и выше должны подвергаться повторной сушке не более трех раз в течение часа в диапазоне температур от 700 до 800°F (от 370 до 430°C). Это сводит к минимуму возможность окисления сплавов в покрытии, что приводит к более низким, чем обычно, свойствам при растяжении или ударной нагрузке.
Любой электрод с низким содержанием водорода следует утилизировать, если чрезмерная повторная сушка приводит к тому, что покрытие становится хрупким и отслаивается или отрывается во время сварки, или если наблюдается заметное различие в обращении или характеристиках дуги, например, недостаточное усилие дуги.
Электроды, подлежащие повторной сушке, следует вынуть из банки и разложить в печи, поскольку каждый электрод должен достичь температуры сушки.
Условия повторной сушки – электроды с низким содержанием водорода
|
| Температура окончательной повторной сушки | |
Состояние |
Температура предварительной сушки(1) | Е7018, Е7028 | Е8018, Е9018, Е10018, Е11018 |
Электроды, находящиеся на воздухе менее одной недели; отсутствие прямого контакта с водой. | Н/Д | от 650 до 750°F (от 340 до 400°C) | от 700 до 800°F (от 370 до 430°C) |
| Электроды, подвергшиеся прямому контакту с водой или воздействию высокой влажности. | от 180 до 220°F (от 80 до 105°C) | от 650 до 750°F (от 340 до 400°C) | от 700 до 800°F (от 370 до 430°C) |
(1) Предварительная сушка в течение 1–2 часов. Это сведет к минимуму склонность к растрескиванию покрытия или окислению сплавов в покрытии.
Хранение и повторная сушка электродов с низким содержанием водорода
Электроды в закрытых банках или картонных коробках Lincoln сохраняют надлежащее содержание влаги в течение неопределенного времени при хранении в хорошем состоянии.
При длительном воздействии влажного воздуха штучные электроды из открытых контейнеров могут набрать достаточно влаги, чтобы повлиять на рабочие характеристики или качество сварки. Если проблема связана с влажностью, храните электроды из открытых контейнеров в отапливаемых шкафах при температуре от 100 до 120°F (от 40 до 50°C). НЕ ИСПОЛЬЗУЙТЕ более высокие температуры, особенно для электродов из группы «Быстрая заморозка».
Некоторые электроды из влажных контейнеров или длительного воздействия высокой влажности можно повторно высушить. Придерживайтесь процедур, приведенных в следующей таблице для каждого типа.
Условия повторной сушки – электроды без содержания водорода
Стержневой электрод | Группа электродов | Температура окончательной повторной сушки | Время |
E6010: Fleetweld 5P, 5P+ | Быстрая заморозка — чрезмерная влажность определяется шумной дугой и сильным разбрызгиванием, ржавой проволокой на конце держателя или нежелательными вздутиями покрытия во время сварки. | Не рекомендуется | Н/Д |
E7024: Jetweld 1, 3 |
Fast Fill — чрезмерная влажность определяется шумной или «рычащей» дугой, сильным разбрызгиванием, плотным шлаком или подрезом. Предварительно высушите необычно влажные электроды в течение 30–45 минут при температуре от 200°F до 230°F (90 — 110°C) перед окончательной сушкой, чтобы свести к минимуму растрескивание покрытия. | от 400 до 500°F (от 200 до 260°C) | 30–45 минут |
| E6012: Fleetweld 7 E6013: Fleetweld 37 E7014: Fleetweld 47 E6022: Fleetweld 22 | Fill Freeze — Чрезмерная влажность определяется шумной или «рычащей» дугой, сильным разбрызгиванием, плотным шлаком или подрезом. | от 300 до 350°F (от 150 до 180°C) | 20–30 минут
|

 Предварительно высушите необычно влажные электроды в течение 30–45 минут при температуре 200–230 °F (90° — 110°C) перед окончательной сушкой, чтобы свести к минимуму растрескивание покрытия
Предварительно высушите необычно влажные электроды в течение 30–45 минут при температуре 200–230 °F (90° — 110°C) перед окончательной сушкой, чтобы свести к минимуму растрескивание покрытия(1) Предварительная сушка в течение 1–2 часов. Это сведет к минимуму склонность к растрескиванию покрытия или окислению сплавов в покрытии.
Использование более длительного времени сушки или более высоких температур может легко повредить электроды. Для сушки выньте электроды из контейнера и разложите их в печи, потому что каждый стержневой электрод должен достичь температуры сушки.
Как правильно провести сварку МИГ с первого раза — Baker’s Gas & Welding Supplies, Inc.
Делиться:Ed
Старожилы и новички могут забыть о важных шагах, которые могут существенно повлиять на качество сварных швов. Иногда вы спешите с проектом в выходные или напряженный день в мастерской, и это может привести к ошибке, которая может повредить металл, испортить сварной шов или потерять много времени на очистку готового сварного шва. Если у вас есть собственный сварочный бизнес, вы особенно хотите получить правильный сварной шов с первого раза, поскольку последнее, что вы хотите сделать, это тратить время на переточку куска металла или очистку неаккуратного сварного шва.
Иногда вы спешите с проектом в выходные или напряженный день в мастерской, и это может привести к ошибке, которая может повредить металл, испортить сварной шов или потерять много времени на очистку готового сварного шва. Если у вас есть собственный сварочный бизнес, вы особенно хотите получить правильный сварной шов с первого раза, поскольку последнее, что вы хотите сделать, это тратить время на переточку куска металла или очистку неаккуратного сварного шва.
Пробный проход вдоль сварного шва
Многие сварщики говорят, что им помогает пробный проход вдоль сварного шва, когда они представляют себе скорость и технику перемещения. Они часто перемещают факел одними и теми же движениями, будь то прописные е, прописные u или движения вперед и назад. Когда дуга шипит и металл плавится, вы должны быть уверены, что точно знаете, что делать, и пробный прогон — лучший способ подготовиться.
Работа над положением рук и тела При подготовке к пробному прогону также обратите внимание на угол наклона горелки и на то, как вы можете располагать руки и перемещать тело во время работы вдоль сварного шва. Это будет особенно важно, если вы работаете со сварным швом в неправильном положении. Хорошая ручная опора обеспечит вам стабильность, необходимую для получения чистого, прямого сварного шва.
Это будет особенно важно, если вы работаете со сварным швом в неправильном положении. Хорошая ручная опора обеспечит вам стабильность, необходимую для получения чистого, прямого сварного шва.
Одной из самых простых вещей, которую сварщик может упустить из виду, является правильное заземление во время работы. Вам нужен хороший кусок меди, контактирующий с металлом, с которым вы работаете, чтобы получить заземление высочайшего качества. Без достаточного заземления ваш сварочный аппарат может издать громкий неприятный звук, и качество сварки пострадает.
Практикуйте свою технику для лучшего качества сварки Несмотря на то, что во время сварки важно, чтобы металл был красивым и горячим, некоторые методы, такие как перенос распылением, могут выделять столько тепла, что в итоге сварной шов будет неаккуратным. Тем не менее, вы также не хотите получить слабый сварной шов, который недостаточно глубоко проникает в металл.