Как варить металл полуавтоматом?
Автор На чтение 11 мин Просмотров 933 Опубликовано
Как варить полуавтоматом? При работе аппаратом, в отличие от ручной механизированной сварки, в сварочную зону осуществляется подача электрода.
При сварке полуавтоматом после подачи электрода сварщик выполняет работу вручную.Дальнейшую работу сварщик производит вручную. Электродом является специальная проволока.
Содержание
- Виды сварочных полуавтоматов, их преимущества и недостатки
- Как правильно варить полуавтоматом?
- Сварка полуавтоматом алюминия
- Сварка аппаратом в углекислом газе
- Сварка без использования защитного газа
- Какой выбрать сварочный полуавтомат?
- Способы сварки полуавтоматом
- Металл необходимо подготовить к сварке
- Какие проблемы могут возникнуть при сварке?
Виды сварочных полуавтоматов, их преимущества и недостатки
Горелка для полуавтоматической сварки плавящимся электродом: 1 — мундштук; 2 — сменный наконечник; 3 — электродная проволока; 4 — сопло.
В настоящее время выпускается большое количество полуавтоматов для сварки. Сварочным полуавтоматом выполняется варка стали, алюминия и других металлов. В заводских цехах при помощи сварочных полуавтоматов приваривают детали к металлической поверхности машин. Для этого заводские полуавтоматы снабжены боковым соплом.
В полуавтоматах в качестве электрода может быть использована алюминиевая или стальная проволока. Сварной шов приборы выполняют под защитой флюса либо в защитных газах. Есть конструкции, в которых сварной шов защищается при помощи порошковой проволоки. Полуавтоматы подразделяются на следующие виды:
- стационарные;
- переносные;
- передвижные.
Преимущества варки прибором:
- Можно сваривать металл, имеющий небольшую толщину, до 0,5 мм.
- Прибор можно применять даже для варки загрязненных или ржавых поверхностей.
- Сварка имеет невысокую стоимость трудозатрат.
- Можно осуществлять варку оцинкованных деталей проволокой из медного сплава.
 При этом цинковое покрытие не повреждается.
При этом цинковое покрытие не повреждается.
Недостатки полуавтоматической сварки:
- При варке может разбрызгиваться металл, если не будет использован защитный газ.
- Открытая дуга имеет интенсивное излучение.
Полуавтомат применяется при варке деталей автомобилей. Больше всего сварку полуавтоматом применяют при сваривании стальных и алюминиевых деталей.
В процессе работ применяют защитный газ: углекислый газ, аргон или гелий. Чаще всего применяют сварку стали в аргоне или углекислом газе.
Источником питания является постоянный обратный ток. Сварочный полуавтомат включает в себя источник питания, горелку и механизм подачи проволоки.
Основным механизмом полуавтомата является сварочная горелка. Она подает в зону работ сварочную проволоку и защитный газ.
Подающий механизм бывает трех видов:
- тянущий;
- толкающий;
- универсальный.
Вернуться к оглавлению
Как правильно варить полуавтоматом?
При сварке обязательно используйте защитный шлем.
Материалы и инструменты:
- свариваемый материал;
- защитный газ или флюс;
- источник электропитания;
- защитный шлем;
- защитные перчатки;
- сварочный полуавтомат.
Перед выполнением работ нужно сделать настройку аппарата:
- Выбирают силу тока, которая зависит от толщины металла. Обычно в инструкции аппарата указывается, какая сила тока необходима для той или иной толщины металла. При малой силе тока сварка получается некачественной.
- Настраивают скорость подачи электрода. Скорость устанавливают при помощи специальных шестерен, которые входят в комплект к прибору.
- Устанавливают определенную силу тока и напряжение на источнике тока.
- Затем выполняют предварительную проверочную сварку на небольшом кусочке металла. Если сварка некачественная, проводят повторную настройку аппарата. Если полуавтомат настроен правильно, сварочный шов будет плотным, в аппарат подается необходимое количество сварочной проволоки и защитного газа.

- Регулятор подачи проволоки необходимо поставить в положение «вперед».
- Наполняют воронку флюсом или защитным газом.
- Устанавливают держатель, при этом необходимо, чтобы в сварочной зоне находился наконечник.
- Открывают заслонку воронки для защитного газа. Нажимают кнопку «пуск», при этом чиркая по месту варки. В результате этого загорается дуга и начинается процесс варки.
Вернуться к оглавлению
Сварка полуавтоматом алюминия
Аппарат подает электрод к свариваемому металлу. Всю работу сварщик должен выполнять самостоятельно.
Схема дуговой сварки алюминия.Как выполняется дуговая сварка алюминия:
- Материал необходимо варить алюминиевой проволокой. Алюминиевая проволока мягкая, образует петли, поэтому при сварке необходимо применять специальный токосъем.
- При сварке алюминия используется аргон. Он должен соответствовать необходимым параметрам. Аргон должен иметь давление, позволяющее надежно защитить сварочную ванну.

- При этом надо обеспечить такую сварку, в процессе которой не будет попадания разреженного воздуха в аппарат, которая может произойти при высокой скорости прохождения газа.
Сварщик выполняет следующую работу:
- Очищает материал, предназначенный для сваривания.
- При помощи растворителя удаляет все загрязнения.
- Выполняет проверочный шов на специальном образце.
- Сварщик должен уметь пробить окисную пленку на материале, правильно выполнять сварку металла и при этом контролировать сварочную ванну.
При соблюдении этих условий варка алюминия будет выполнена правильно.
Вернуться к оглавлению
Сварка аппаратом в углекислом газе
Сварку полуавтоматом в среде углекислого газа производят при сборке и ремонте автомобилей.
Схема сварки в углекислом газе.Преимущества варки в углекислом газе:
- Возможность сделать небольшой узкий шов позволяет приваривать мелкие детали к металлическим поверхностям машины.

- При варке повреждается небольшой узкий слой краски, что сокращает отделочные работы в дальнейшем.
- Высокая скорость подачи электрода, которая повышает производительность труда.
- Сварочный шов очень прочный, имеет высокое качество.
- Не нужно предварительно подгонять детали, которые будут сваривать.
- Сварка в углекислом газе позволяет получить сварные соединения различной толщины.
- Из всех защитных газов, используемых при сварке, углекислый газ является самым доступным.
- Выполнение работ при сварке в углекислом газе быстро осваивается сварщиком.
Вернуться к оглавлению
Сварка без использования защитного газа
Схема сварки под флюсом.Благодаря использованию защитного газа улучшается качество сварного шва.
Если сварку собираются выполнять нечасто, то баллон с углекислым газом обычно не покупают. В таком случае можно вместо защитного газа применять флюсовую или порошковую сварочную проволоку.
Проволока состоит из стальной трубки. Флюс находится внутри этой трубки. Во время сварки флюс сгорает и образует в свариваемой зоне облачко газа, которое защищает сварной шов. Сварку при этом выполняют прямым током.
Варка вертикального шва имеет свои особенности. При варке тепло перемещается кверху. Поэтому сварочный аппарат ведут по направлению вниз. Горелку наклоняют слегка кверху. Это необходимо для сохранения тепла в сварочной ванне. Передвигать аппарат нужно быстро, для того чтобы опередить перемещение раскаленного металла. При этом проволока должна находиться в передней части сварочной ванны.
Вернуться к оглавлению
Какой выбрать сварочный полуавтомат?
Перед покупкой прибора нужно:
Схема устройства сварочного полуавтомата.- Выяснить, какие характеристики имеет сеть электропитания, через которую будет осуществляться сварка.
- Выяснить, для каких работ предназначен полуавтомат.
- Сравнить различные виды приборов и выбрать тот, который по своим характеристикам соответствует назначению сварных работ.

- Тщательно освоить технологию полуавтоматической сварки.
- Обеспечить соблюдение правил по технике безопасности при выполнении сварки.
Полуавтоматическая сварка дает возможность варить металл различной толщины. Полуавтомат может сваривать любые детали автомобиля, которые находятся в кузове.
Вернуться к оглавлению
Способы сварки полуавтоматом
Существуют различные способы сварки.
Варка встык используется при неполной замене деталей. Например, варят встык при установке заплаты на крыло. При такой сварке не надо убирать фаски сбоку тонкого листа металла. Если толщина металла больше 2 мм, то фаски нужно снимать.
Перед началом работ необходимо выполнить точную подгонку деталей. При подгонке не должно быть зазоров между краями деталей. Если не будут выполнять подгонку, то это может повлечь деформацию деталей и поверхности металла, к которой их будут приваривать.
Этот способ используют для сварки деталей кузова и наружной поверхности автомобиля.
При сварке встык нужно выполнять много работ по подгонке деталей. Поэтому такую работу должен производить сварщик высокой квалификации.
Сварку встык металла, имеющего большую толщину, выполнять намного проще. При этом не нужна точная подгонка. Сварку выполняют сплошным точечным швом.
Сварка внахлест является самой распространенной. При такой сварке одну часть металла накладывают на другую. Сварка внахлест используется при варке ремонтных заплат. Такой вид сварки применяют при замене или ремонте порогов, лонжеронов, усилителей.
Сварка через отверстие является разновидностью варки внахлест. Применяется при ремонте машины.
Существуют следующие виды сварных швов:
- точечные;
- сплошные;
- сплошные прерывистые.
Точечный шов представляет собой сварные точки, которые расположены на определенном расстоянии друг от друга. Это расстояние бывает от 1 мм до нескольких см.
Сплошной шов состоит из точек, которые находятся рядом друг с другом и заходят одна на другую. Сплошной шов используют при сваривании встык металла, имеющего различную толщину. В кузове машины такой шов не используют, так как кузов должен быть пластичным, чтобы избежать деформаций.
Сплошной шов обладает высокой прочностью, но не придает эластичность соединениям. Сплошной шов используют для создания высокой прочности сварных соединений, например, при сварке бака для воды, который устанавливают в бане или при выполнении деталей из стального профиля.
Сплошной прерывистый шов представляет собой чередование сплошных участков шва с промежутками. Расстояния сплошных участков и промежутков выбираются сварщиком в зависимости от поставленной цели. Таким швом сваривают силовые элементы кузова, изготовленные из металла большой толщины.
Вернуться к оглавлению
Металл необходимо подготовить к сварке
Перед варкой следует обязательно очистить металл.Перед варкой металл очищают от различных загрязнений, ржавчины, красителей, покрытий и смазки.
Затем детали, которые будут сваривать, необходимо совместить друг с другом без наличия зазоров. Совместить детали можно зажимами или креплением на болтах.
Затем выбирают величину сварочного тока. Он зависит от толщины металла. Если сваривают металл, имеющий небольшую толщину, сила тока составляет приблизительно 50 А.
Для того чтобы установить силу тока, необходимо сначала ознакомиться с инструкцией прибора. Если сила тока выбрана правильно, сварной шов будет качественным.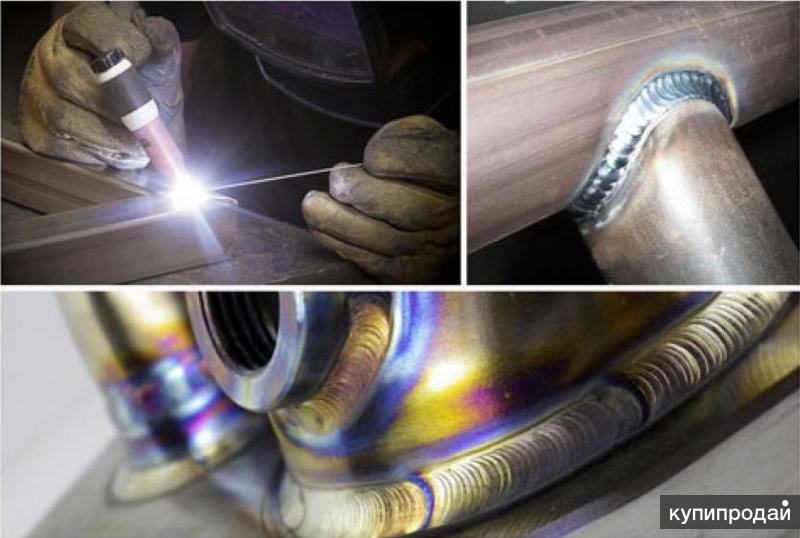
Затем выполняют пробную варку. Выполняют сварные точки на металле. Сварку выполняют в защитном шлеме и перчатках. Сначала подносят аппарат к поверхности на расстояние 4 мм. Аппарат надо держать двумя руками за рукоятку. Нажимают кнопку, при этом загорается дуга. Через 3 секунды отпускают кнопку. Получилась сварная точка. Нужно оценить ее качество.
Если сварочный ток слишком мал, то расплавленный металл не растекается должным образом, а деталь не проваривается окончательно. При таком варианте нужно увеличить силу тока и проварить еще раз. Если ток выбран правильно, то расплавленный металл растекается хорошо и сварка выполняется качественно. На противоположной стороне детали образуется капля расплавленного металла.
Если ток слишком большой, то сварная точка проседает, на обратной стороне детали повиснет капля. Если ток настолько большой, что при варке в металле прожгли дыру, то необходимо убавить ток. Пробную варку выполняют до тех пор, пока не получится правильная сварная точка. После пробных сварок можно учиться сваривать куски металла.
После пробных сварок можно учиться сваривать куски металла.
Вернуться к оглавлению
Какие проблемы могут возникнуть при сварке?
При выполнении сварочных работ полуавтоматом может быть неправильно выбран режим работы прибора.
Таблица определения силы тока в зависимости от толщины металла.- Если неправильно выбран сварочный ток, то возможен прожог металла. Иногда на конце электрода образуется большая капля металла и приваривается к медному наконечнику. Дальнейшая сварка становится невозможной. В этом случае нужно снять сопло и напильником запилить край наконечника. Пилить надо до тех пор, пока проволока не освободится от наконечника. После устранения проблем правильно устанавливают необходимый ток и продолжают сварку.
- Если произошла неправильная регулировка прижима проволоки в электроде, то проволока ломается на выходе из сопла. Необходимо отрегулировать прижим правильно.
- Если слишком мал расход защитного газа, то сварка становится пористой. Надо увеличить расход газа, установив правильно редуктор.
 В инструкциях к приборам указаны необходимые нормы.
В инструкциях к приборам указаны необходимые нормы.
Могут возникнуть проблемы, которые связаны с неисправностями прибора.
В аппарате может изнашиваться медный наконечник. При этом слышны щелчки, дуга горит непостоянно, сварка не происходит. Механический износ наконечника происходит из-за трения о проволоку. Также может произойти эрозия наконечника от воздействия высокой силы тока. Если наконечник пришел в негодность, его необходимо заменить.
Во время сварки иногда не получается выполнить шов необходимого качества. Если при этом сварочный ток и скорость подачи проволоки установлены правильно, то причиной данных проблем может стать пониженное напряжение в электросети.
Сварку металла полуавтоматом можно выполнять своими руками. Для этого нужно научиться основам производства сварочных работ. Большое значение имеет подготовка металла и свариваемых деталей, правильный выбор и установка необходимых параметров аппарата, выполнение пробной сварки.
https://moyakovka. ru/youtu.be/qRo-sczdXZs
ru/youtu.be/qRo-sczdXZs
Сначала нужно научиться варить полуавтоматом несложные элементы. Постепенно с приобретением опыта сварщика можно будет сваривать детали автомобиля и другую работу высокой сложности, получая при этом отличное качество сварки.
Газ для сварки полуавтоматом – выбор газа для сварочных работ
Сварочный полуавтомат повышает качество шва и скорость работы сварщика. Механизированная сварка не предполагает замену электродов — вместо прутков в таком аппарате используется проволока, подаваемая с катушки. Поэтому сварщику не приходиться разрывать шов, теряя время и нарушая герметичность соединения. Кроме того, работа в полуавтоматическом режиме позволяет соединять заготовки толщиной от десятых долей миллиметра до нескольких сантиметров, причем конструкционным материалом соединяемых элементов может быть практически любой металл или сплав. Однако эти преимущества невозможны без использования специального газа для сварки полуавтоматом, защищающего сварочную ванну.
Какой газ нужен для механизированной сварки
Технология полуавтоматической сварки предполагает использование в качестве флюса активного или защитного газа. Первый меняет физико-химические характеристики шва, второй — защищает металл от окисления, что особенно актуально при соединении заготовок из алюминия или быстро окисляемых сплавов.
Типичными представителями инертной группы являются аргон (Аг) и гелий (Не). В активную группу входит азот (N), кислород (O), углекислый газ (CO2). Самыми популярными смесями являются:
- аргоно-углекислый состав (Аг + СО2) — инертно-активная среда, снижающая разбрызгивание электрода;
- аргоно-гелиевый состав (Аг + Не) — защитная среда, повышающая тепловую мощность дуги;
- аргоно-кислородная газовая смесь (Аг + О2) — инертно-активная среда для низколегированных и легированных сталей;
- углекисло-кислородная смесь (СО2 + О2) — активная среда, повышающая производительность полуавтомата.
Критерии выбора газа или смеси для полуавтомата
При выборе смеси или технически однородной среды принято обращать внимание на следующие критерии: тип конструкционного материала свариваемых заготовок, толщину формируемого шва, диаметр проволоки.
В итоге выбор смеси для сварочных работ сводится к изучению таблицы, в которой указаны составы, рекомендуемые для каждого металла или сплава, с учетом глубины ванны и других характеристик.
Кроме того, опытный сварщик учитывает «бонусный» эффект, который дает та или иная среда. Например, углекислые газы обеспечивают минимальное разбрызгивание присадочного металла (электрода), поэтому с их помощью удобно варить потолочные швы. В этом случае СО2 убережет сварщика от контакта с каплями расплавленного металла.
Технология сварки в полуавтоматическом режиме
Принцип работы сварочного полуавтомата основан на хорошо изученном электродуговом процессе. Разница потенциалов между электродом и заготовкой позволяет сформировать электрическую дугу, температуры которой хватит на расплавление присадочного и свариваемого металла. Застывшая присадка контактирует с металлом заготовки на атомарном уровне, образуя шов с прочностью до 90% от показателя основного конструкционного материала.
Однако в работе полуавтомата есть свои особенности. Во-первых, проволока-электрод подается в зону сварочной ванны непрерывным потоком, проходя сквозь токопроводящий мундштук. Причем расход присадочного металла можно регулировать вручную, нажимая на кнопку подачи. Во-вторых, вместо классического «твердого» флюса, образующего газовое облако при горении дуги, полуавтомат использует газовые смеси или технически чистые среды. Причем подача газа осуществляется непрерывно, как до появления дуги, так и после ее разрыва.
Благодаря этому уменьшается количество брызг, стабилизируются параметры дуги, повышается производительность труда сварщика, снижается общая трудоемкость любого сварочного процесса.
Особенности выполнения сварки под газом
Техника работы на полуавтомате практически не отличаются от принципов применения классических аппаратов. С помощью полуавтомата можно варить горизонтальные и вертикальные швы, выполнять прихватывание заготовок, проваривать герметичные соединения, формировать сопряжение встык и внахлест.
Способ формирования соединений полуавтоматическим сварочным аппаратом не отличается от классических методик, реализуемых с помощью ММА-оборудования. Температурные режимы и сила сварочного тока определяется по общепринятой схеме — исходя из толщины стыков и диаметра электрода.
Единственной индивидуальной особенностью, которой обладает полуавтоматический газосварочный процесс, является простота соединения тонких заготовок. Поэтому полуавтомат используется преимущественно в кузовном ремонте и во время сборки тонколистовых металлоконструкций.
Основные преимущества сварки с газовой защитой
- Узкая зона высокотемпературного воздействия, поэтому MIG-MAG процессы не меняют свойства свариваемых металлов.
- Отсутствие задымления в зоне сварочной ванны, что облегчает визуальный контроль качества шва.
- Универсальность применения — MIG-MAG процессы совместимы с любыми металлами: от титана или алюминия до высоколегированной или конструкционной стали.

- Отсутствие ограничений по пространственному положению детали — отрегулировав напор горелки, можно варить потолочные или наклонные швы, не испытывая никаких затруднений.
- Нет ограничений по толщине — эта технология допускает сваривание листовых заготовок с толщиной от 0,2-0,5 миллиметра. Верхняя граница толщины соединения определяется только мастерством сварщика.
- Отсутствие необходимости зачищать швы даже при многослойной наплавке — флюс улетучивается после прекращения подачи смеси из горелки.
- Максимально возможная производительность труда даже при средней квалификации сварщика.
Все эти преимущества станут доступны только в случае поставки качественной смеси, подготовленной по ГОСТ и ТУ. Некачественные составы приведут к потере прочностных характеристик.
ООО «ИТЦ Промэксервис» готово предоставить заказчику высококачественный газ для сварочных работ, в любых объемах, с доставкой по Москве или Подмосковью. Мы работаем с крупными компаниями и физическими лицами, предлагая высокое качество и низкие цены. ИТЦ Промэксервис — лидер рынка с 1999 года.
Мы работаем с крупными компаниями и физическими лицами, предлагая высокое качество и низкие цены. ИТЦ Промэксервис — лидер рынка с 1999 года.
Как варить полуавтоматом без газа: правила которые следует соблюдать
Содержание
У многих начинающих сварщиков возникает много вопросов по сварке полуавтоматом. Особенно если дело касается того, как варить полуавтоматом без газа. Что, защитный газ СО2 или гелий не нужен? Действительно, такой способ сварки существует, и применяется некоторыми сварщиками.
Существует много способов сварки и у каждого есть свои плюсы и минусы. Тут главное понять то, что под каждую работу следует не только подбирать оборудование, но и материалы.
Например, у полуавтоматической сварки сплошной проволокой есть недостаток. Защитный газ, который используется при работе, на открытом воздухе будет не эффективно защищать расплавленный металл шва. Это приведёт к появлению дефектов в сварном шве.
К счастью, есть способ, который позволяет обойти эту проблему, не используя защитный газ. Поэтому ниже вы узнаете, как варить полуавтоматом без газа и что для этого нужно.
Поэтому ниже вы узнаете, как варить полуавтоматом без газа и что для этого нужно.
Для выполнения таких работ потребуется порошковая проволока. Такая проволока представляет собой трубку наполненную специальным флюсом. При сгорании этот флюс образует защитное облако. Это облако защищает сварной шов от воздействия окружающей среды. Поэтому о том как варить проволокой без газа, я расскажу немного ниже. О том как выбрать порошковую проволоку уже рассказывалось в этой статье.
Прежде чем начать варить проволокой без газа нужно сделать следующее:
- Подготовить поверхность изделия к сварке;
- Выбрать проволоку и установить её в подающий механизм;
- Настроить режимы сварки: силу тока, скорость подачи проволоки;
- Установить правильную полярность.
А теперь подробно поговорим о том, как варить проволокой без газа.
Для начала нужно зачистить поверхность изделия от загрязнений. Если это масляные пятна, то с помощью уайт-спирита нужно их удалить. Ржавчину предстоит удалять металлической щёткой. Если необходимо можно применить УШМ.
Ржавчину предстоит удалять металлической щёткой. Если необходимо можно применить УШМ.
После того как проволока выбрана, её нужно установить её в подающий механизм полуавтомата. Так как она поставляется в бобинах, сделать это очень просто. Установите бобину в полуавтомат. Далее нужно размотать свободный конец проволоки и продеть его через направляющие ролики.
Заранее позаботьтесь о том, чтобы диаметр проволоки и размер канавки в роликах совпадали. Если это не так, то ролики нужно заменить.
После того как проволока продета в ролики, её нужно поджать. Поджимать проволоку нужно плотно, но не сильно. При сильном поджатии проволока может деформироваться. Если поджать слабо, то проволока не будет захватываться роликами, а значит подаваться в зону сварки не будет.
После этого нужно прогнать проволоку по каналу горелки полуавтомата. Для этого нажмите на кнопку и отпустите её после того, как проволока вылезет через токоподводящий наконечник. Чтобы проволока прошла легче, токоподводящий наконечник можно снять.
Следующим этапом нужно выставить режимы сварки. Сила тока должна выставляться в зависимости от толщины свариваемого металла. Тут ещё многое зависит от типа свариваемого металла. Поэтому рекомендуемые режимы сварки можно прочесть на упаковке от катушки с проволокой. Если упаковка отсутствует, тогда режимы можно узнать из таблицы, которая наклеена на внутренней поверхности крышки инвертора.
Сварка порошковой проволокой должна производится на прямой полярности. Это значит то, что к «плюсу» подсоединяется изделие, а к «минусу» — сама горелка. Можно подсоединится и обратно, но это ухудшит качество проплавления металла.
Прежде чем приступить к варке, для начала нужно выполнить пробную сварку на куске заготовки. При необходимости откорректировать режимы. Когда всё работает верно, можно приступать непосредственно к самой сварке.
Варить проволокой без газа также просто, как в среде защитного газа. Перед тем как зажечь дугу, горелку следует слегка наклонить вперёд. Дуга зажигается нажатием на кнопку, которая расположена на горелке. Она же приводит в движение бобину с проволокой.
Она же приводит в движение бобину с проволокой.
Вести горелку нужно вдоль свариваемого участка. Движения должны быть плавными, без рывков. Сварной шов должен формироваться ровными валиками. При быстрой скорости сварки, валики становятся растянутыми, а проплавление шва будет неполным.
Можно в процессе сварки производить колебательные движения горелкой. Таким образом можно увеличить площадь наплавляемого шва. Такие движения могут быть как круговыми, так и «ёлочкой».
Для выполнения сварки многопроходных швов проволокой без газа, каждый шов необходимо зачищать. Для этого перед выполнением следующего прохода, шов очищается от брызг и шлака металлической щёткой.
Можно ли варить полуавтоматом без газа
Одной из особенностью полуавтоматической сварки MIG является то, что она способна обеспечить превосходное качество сварки. Ею легко варить и она имеет очень высокую производительность. Однако у полуавтоматической сварки MIG есть один недостаток – её нужен защитный газ. Тем самым её мобильность ухудшается, а работать на открытом воздухе становится невозможно. Поэтому у многих сварщиков возникает один вопрос: можно ли варит полуавтоматом без газа. Что для этого нужно?
Тем самым её мобильность ухудшается, а работать на открытом воздухе становится невозможно. Поэтому у многих сварщиков возникает один вопрос: можно ли варит полуавтоматом без газа. Что для этого нужно?
Однозначно ответ один: можно варить полуавтоматом без газа, но для этого нужна порошковая проволока. Состав флюса, который содержится в проволоке, позволяет выполнять сварочные работы без защитного газа. Для этого достаточно приобрести такую проволоку и сварочный полуавтомат готов к работе.
Единственное что может остановит сварщика выполнять работы полуавтоматом без газа – это высокая стоимость порошковой проволоки. Проволока сплошного сечения в несколько раз дешевле стоит, чем порошковая.
Ещё стоит не забывать то, что качество сварного шва выполненного порошковой проволокой будет гораздо хуже, чем проволокой сплошного сечения. Поэтому можно варить полуавтоматом без газа, но нужно быть готовым к некоторым «неудобствам».
Преимущества и недостатки сварки полуавтоматом без газа
К преимуществам сварки полуавтоматом без газа можно отнести следующее:
- Большая производительность из-за полуавтоматического способа подачи проволоки;
- Мобильность сварочного оборудования.
 Не нужно перемещать газовый баллон;
Не нужно перемещать газовый баллон; - Нет растрат на фитинги, манометры, редуктора и газовые рукава;
- Возможно выполнять сварку на открытом воздухе.
К недостаткам сварки полуавтоматом без газа можно отнести следующее:
- Низкое качество сварочного шва. По сравнению с использованием защитных газов, шов получается намного хуже.
- Часто проволока переламывается из-за своей хрупкость.
- Большое разбрызгивание металла. Полуавтоматическая сварка и так «славится» большим разбрызгиванием. При использовании такой проволоки, разбрызгивание становится ещё больше.
- Образование шлака на поверхности шва. Перед каждым новым проходом, шов нужно очищать.
- Высокая стоимость порошковой проволоки.
MIG, TIG, Arc и многое другое
перейти к содержаниюWeldingMetal
Сварка — это процесс, используемый в производстве на протяжении тысячелетий. Различные виды сварки помогают производителям ковать мечи, строить корабли, мебель и многое другое. Существует множество видов сварки, каждый из которых имеет конкретное практическое применение. Когда вы начнете, вы обнаружите, что некоторые виды сварки легче освоить, в то время как на освоение других процессов могут уйти годы. Различные виды сварки работают внутри помещений, а другие лучше всего применять на открытом воздухе. Читайте дальше, чтобы узнать больше о типах сварки и определить, какой из них лучше всего соответствует вашим потребностям.
Существует множество видов сварки, каждый из которых имеет конкретное практическое применение. Когда вы начнете, вы обнаружите, что некоторые виды сварки легче освоить, в то время как на освоение других процессов могут уйти годы. Различные виды сварки работают внутри помещений, а другие лучше всего применять на открытом воздухе. Читайте дальше, чтобы узнать больше о типах сварки и определить, какой из них лучше всего соответствует вашим потребностям.
Какие бывают виды сварки?
Существует множество различных видов сварки для различных уровней опыта и областей применения. Вы можете определить, какой тип сварки вам подходит, изучив свой опыт сварки и какие материалы вы хотели бы сваривать. В то время как некоторые типы сварки создают чистые валики и требуют минимальной очистки, другие типы сварных швов создают большие сварные швы, которые требуют очистки от большего количества шлака. Некоторые виды сварки подходят только для черных металлов, другие более универсальны. Мы составили краткий список нескольких распространенных типов сварки, их плюсов и минусов.
| Тип | Плюсы | Минусы |
|---|---|---|
| Сварка MIG – Дуговая сварка металлическим электродом в среде защитного газа (GMAW) | MIG отлично подходит для быстрой сварки больших и толстых материалов. Это самый удобный вид сварки для начинающих. | Сварные швыMIG не такие точные, прочные и чистые, как сварные швы TIG. Материалы заготовки должны быть полностью очищены от ржавчины или шлака. |
| Сварка ВИГ – Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) | TIG обладает высокой точностью и универсальностью, что позволяет вам сваривать широкий спектр небольших и тонких материалов. Он отлично подходит для сварки цветных металлов. | Сварке TIG сложнее научиться, что делает ее более медленным процессом с более длительным временем выполнения и более высокими производственными затратами. |
| Сварка стержнем – Дуговая сварка в защитном металле (SMAW) | Ручная сварка очень универсальна, недорога и проста в освоении. Его можно использовать на различных металлических сплавах. | Расходуемые электроды необходимо часто заменять, а шлак необходимо удалять после сварки, что замедляет процесс. |
| Сварка под флюсом – Дуговая сварка порошковой проволокой (FCAW) | Сварка под флюсом не использует защитный газ, поэтому ее можно использовать на открытом воздухе и в ветреную погоду. Его также можно использовать на различных металлических сплавах. | Присадочный материал дороже по сравнению с другими видами дуговой сварки. Кроме того, при дуговой сварке выделяется больше дыма и дыма, чем при других видах дуговой сварки. |
| Сварка энергетическим лучом (EBW) | Сварка энергетическим лучом позволяет сваривать толстые и тонкие материалы, а также разнородные металлы с разной температурой плавления и проводимостью. Электронная сварка точна и дает сварщику контроль над процессом. | Материалы усаживаются и охлаждаются после соединения, что может привести к растрескиванию и искривлению в месте сварки. |
| Сварка атомным водородом (AHW) | Сварка атомарным водородом может достигать температуры до 4000 ° C, что позволяет сваривать вольфрам, самый тугоплавкий металл. Водород предотвращает окисление и загрязнение материалов. Этот процесс не требует флюса. | Сварка атомным водородом заменяется дуговой сваркой металлическим электродом из-за доступности недорогих инертных газов. |
| Кислородно-ацетиленовая сварка | Кислородно-ацетиленовая горелка легкая, компактная и бесшумная. Кислородно-ацетиленовые горелки могут легко резать железосодержащие материалы толщиной до 8 дюймов. Вы можете использовать кислородно-ацетиленовый газ для резки, пайки и сварки стали.  | Ацетиленовое топливо более дорогое по сравнению с другими видами топлива. |
| Плазменная дуговая сварка | Горелки для плазменной сваркиобеспечивают полный контроль над дугой и высокое качество сварки. Сварные швы чистые, ровные и прочные. | Оборудование для плазменной сварки стоит дорого, поэтому затраты на ввод в эксплуатацию высоки. Это более специализированный сварочный процесс, который требует больше времени для первоначального обучения. |
Сварка МИГ
Сварка металлов в среде инертного газа (МИГ) — это процесс дуговой сварки, в котором для получения сварного шва используется сплошной проволочный электрод. Электрод подается в сварочный пистолет и нагревается. Это простой вид сварки для новичков.
Сварка ВИГ
Сварка вольфрамовым электродом в среде инертного газа (ВИГ) представляет собой процесс дуговой сварки, в котором для получения сварного шва используется неплавящийся вольфрамовый электрод. Это точная форма сварки, позволяющая сварщику регулировать силу тока и расход газа. Сварка TIG наиболее эффективна для более деликатных материалов и может использоваться для сварки как черных, так и цветных металлов.
Это точная форма сварки, позволяющая сварщику регулировать силу тока и расход газа. Сварка TIG наиболее эффективна для более деликатных материалов и может использоваться для сварки как черных, так и цветных металлов.
Сварка электродом или дуговая сварка
Сварка электродом — это процесс ручной дуговой сварки, в котором используется расходуемый электрод, покрытый флюсом, для выполнения сварного шва. Он обеспечивает прочные сварные швы и хорошо работает с более толстыми материалами. Это универсальный сварочный процесс, он прост в настройке оборудования и, как правило, прост в освоении.
Сварка под флюсом
Сварка под флюсом — это полуавтоматический или автоматический процесс дуговой сварки, в котором используется плавящийся электрод с непрерывной подачей. Электрод содержит флюсовый сердечник, который обеспечивает защиту сварного шва от атмосферы, что делает его очень портативным и универсальным.
Плазменно-дуговая сварка
Плазменно-дуговая сварка образует электрическую дугу между неплавящимся электродом и заготовкой. Процесс характеризуется высокой температурой и концентрацией энергии, что позволяет сварщику выполнять глубокие и узкие швы на высоких скоростях.
Процесс характеризуется высокой температурой и концентрацией энергии, что позволяет сварщику выполнять глубокие и узкие швы на высоких скоростях.
Ацетиленовокислородная сварка
Ацетиленокислородная сварка использует горючие газы и кислород для сварки или резки металлов. Кислород повышает температуру пламени, обеспечивая локальное плавление материала заготовки.
Какой тип сварного шва самый прочный?
Ни один тип сварки не является самым прочным среди всех видов сварки. Самый прочный сварной шов зависит от типа металла, толщины материала и ожидаемой весовой нагрузки на сварной шов. Сварка TIG обеспечивает самые чистые сварные швы в обычных условиях, потому что большее количество присадочного металла попадает непосредственно в соединение и производит меньше брызг. Он также идеально подходит для более тонких материалов, требующих более точных сварных швов. Сварка MIG обеспечивает наиболее стабильные сварные швы и является самым простым типом сварки для начинающих. Сварка под флюсом создает самые прочные сварные швы в более толстых материалах. Проволока с флюсовой сердцевиной позволяет сварному шву остывать медленнее, что создает более прочное и стабильное сварное соединение.
Сварка под флюсом создает самые прочные сварные швы в более толстых материалах. Проволока с флюсовой сердцевиной позволяет сварному шву остывать медленнее, что создает более прочное и стабильное сварное соединение.
Какой вид сварки следует изучить?
При определении типа сварки, который вам следует изучить, вы можете спланировать тип материалов, с которыми вы хотели бы работать, количество времени, которое вам нужно для обучения, и ресурсы, которые у вас есть. Сварка MIG — самый удобный вид сварки для начинающих. Это более быстрый процесс, которому легко научиться и который прощает ошибки. Сварка TIG — это более медленный процесс, который требует больше времени для освоения и обеспечивает более точные сварные швы на различных типах материалов.
Каким видам сварки можно научиться в Крусибле?
В Крусибле начальные и продвинутые классы обучаются четырем различным видам сварки: кислородно-ацетиленовой газовой сварке, дуговой или электродуговой сварке, сварке МИГ и сварке ВИГ. Начните с начального курса по сварке MIG или попробуйте все четыре типа на нашем курсе «Изучение сварки». Crucible также предлагает курсы сварки TIG для начинающих и продвинутых, которые познакомят вас с работой с различными материалами. В классе дуговой сварки вы узнаете, как использовать электрическую дугу для создания тепла для плавления и соединения металлов. Дуговая сварка — отличный метод для сложных соединений и положений сварки. Курс кислородно-ацетиленовой сварки Crucible научит вас сваривать с использованием тепла, выделяемого горящими газами. Кислородно-ацетиленовая сварка – один из самых универсальных видов сварки. Вы можете использовать его для сварки железа или стали, а также использовать тепло для резки, пайки и сварки металлов. Он пригодится для удаления ржавчины или окалины с металлов, а также для ослабления заржавевших гаек и болтов.
Начните с начального курса по сварке MIG или попробуйте все четыре типа на нашем курсе «Изучение сварки». Crucible также предлагает курсы сварки TIG для начинающих и продвинутых, которые познакомят вас с работой с различными материалами. В классе дуговой сварки вы узнаете, как использовать электрическую дугу для создания тепла для плавления и соединения металлов. Дуговая сварка — отличный метод для сложных соединений и положений сварки. Курс кислородно-ацетиленовой сварки Crucible научит вас сваривать с использованием тепла, выделяемого горящими газами. Кислородно-ацетиленовая сварка – один из самых универсальных видов сварки. Вы можете использовать его для сварки железа или стали, а также использовать тепло для резки, пайки и сварки металлов. Он пригодится для удаления ржавчины или окалины с металлов, а также для ослабления заржавевших гаек и болтов.
Виды сварки Часто задаваемые вопросы
Какой вид сварки лучше?
Тип сварки, который подойдет вам лучше всего, зависит от вашего опыта, материалов и проектов. Сварке MIG, как правило, легче всего научиться. Сварка TIG — это более медленный и точный процесс, который работает со многими различными типами материалов. Дуговая и кислородно-ацетиленовая сварка обеспечивают прочные сварные швы на толстых материалах и могут работать на открытом воздухе и под водой.
Сварке MIG, как правило, легче всего научиться. Сварка TIG — это более медленный и точный процесс, который работает со многими различными типами материалов. Дуговая и кислородно-ацетиленовая сварка обеспечивают прочные сварные швы на толстых материалах и могут работать на открытом воздухе и под водой.
В чем разница между сваркой MIG и TIG?
При сварке MIG и TIG используется дуга для создания тепла и сварки металлов; однако разница между ними заключается в способе использования дуги. MIG использует проволочный сварочный электрод, который постоянно перемещается по сварочному аппарату на катушке для выработки тепла. TIG использует вольфрамовый электрод, который создает электрическую дугу между горелкой и материалами.
Какому способу сварки легче всего научиться?
Сварка MIG, как правило, самый простой вид сварки для начинающих. Сварочные аппараты MIG используют подающую проволоку, которая проходит через аппарат с заданной скоростью. Это делает процесс относительно быстрым и обеспечивает стабильные сварные швы.
Какому виду сварки труднее всего научиться?
Сварка ВИГ является самым сложным видом сварки для изучения по целому ряду причин. Процесс сварки TIG медленный и требует времени, чтобы привыкнуть к нему новичку. Сварщику TIG требуется ножная педаль для подачи электрода и управления переменным током, удерживая при этом устойчивую руку у сварочной горелки. Это дает сварщику больше контроля над процессом, но новичку может потребоваться больше времени для обучения.
Продолжить изучение металлических направляющих
Узнайте, как работать с механическими молотами и как они работают, из этого вводного руководства по кузнечному делу с помощью силового молота….
Подробнее →
Задумывались ли вы, чем занимается литейный цех? Узнайте разницу между черными и цветными металлами и как начать литейную карьеру….
Подробнее →
Узнайте о различных способах литья бронзы в литейном и ювелирном производстве, а также о том, как начать работу, из этого руководства для начинающих. к бронзовому литью….
к бронзовому литью….
Подробнее →
Узнайте о различных типах литья по выплавляемым моделям, от металла до стекла, и о том, как начать работу, из этого руководства для начинающих по литью по выплавляемым моделям….
Подробнее →
Узнайте, как построить собственное кузнечная кузница и станьте кузнецом с помощью этого пошагового руководства….
Подробнее →
Узнайте все, что вы хотели знать о литье металлов от типов форм до различных методов литья….
Подробнее →
Вы можете научиться сваривать металл
В Горниле еженедельно проводятся новые занятия по сварке.
Сварка ВИГ I
ВИГ (вольфрам в инертном газе) или GTAW (дуговая сварка вольфрамовым электродом в газе) — это тип сварки, обычно используемый для тонких работ и цветных металлов. Он использует источник питания переменного/постоянного тока,…
Узнать больше и зарегистрироваться →
Сварка MIG
MIG (металлический инертный газ) — наиболее распространенный тип современной сварки. Это процесс, при котором сварочный аппарат фокусирует электричество на движущейся металлической проволоке, которая подается через шланг…
Это процесс, при котором сварочный аппарат фокусирует электричество на движущейся металлической проволоке, которая подается через шланг…
Узнать больше и зарегистрироваться →
Дуговая сварка I
Научитесь соединять куски металла с помощью дуговой сварки, также известной как сварка электродом. Инструкторы научат вас резать металл горячим пламенем кислородно-ацетиленовой горелки и использовать…
Узнать больше и зарегистрироваться →
Изучение сварки
Не можете решить, какой тип сварки выбрать? Исследуйте различные возможности кислородно-ацетиленовой сварки, электродуговой сварки, инертного газа с металлом (MIG) и инертного газа с вольфрамом (TIG). Вы получите…
Узнать больше и зарегистрироваться →
3-часовой дегустационный курс: сварка MIG
3-часовой дегустационный курс — это отличный способ изучить новый вид искусства без более глубокого изучения полного курса. После базового ознакомления со сваркой металлов в среде инертного газа (MIG), плазменной. ..
..
Узнать больше и зарегистрироваться →
3-часовой дегустатор: дуговая сварка
3-часовой дегустатор — отличный способ изучить новый вид искусства без более глубокой приверженности полному курсу. После базового ознакомления со сваркой электродом попробуйте свои силы в создании…
Узнать больше и зарегистрироваться →
Музыка ветра
Создайте свою собственную сварную музыку ветра! Учащиеся сварят металлический прямоугольный короб для колокольчиков, вырежут плазмой уникальный дизайн по бокам и повесят стальную цепь, крюки и нарежут металл… сварка вольфрамовым электродом в среде инертного газа) — это высокоточный метод сварки, при котором получаются чистые и целенаправленные сварные швы на любых материалах — от сверхтонких до очень толстых. Вы узнаете…
Узнать больше и зарегистрироваться →
Молодежная сварка МИГ
МИГ (металл в среде инертного газа) — наиболее распространенный современный вид сварки. Это процесс, при котором сварочный аппарат фокусирует электричество на движущейся металлической проволоке, которая подается через шланг. ..
..
Узнать больше и зарегистрироваться →
Скульптура из стали
Узнайте, как сваривать стальные скульптуры в этом творческом навыке. -строительно-проектный класс. Используя сварочный аппарат MIG, плазменный резак и кислородно-ацетиленовую горелку, вы получите…
Узнать больше и зарегистрироваться →
Сварка ВИГ II
Этот курс расширяет базовые навыки, преподаваемые в Сварке ВИГ I. Учащимся будет предложен ряд технических упражнений, предназначенных для улучшения их концентрации и контроля, повторения…
Узнать больше и зарегистрироваться →
Музыка ветра
Создайте свою собственную сварную музыку ветра! Ученики сварят прямоугольную металлическую коробку для колокольчиков, вырежут плазмой свой уникальный дизайн по бокам, повесят стальную цепь, крючки и вырежут металл…
Узнать больше и зарегистрироваться →
Лаборатория сварки MIG и TIG
Лабораторные занятия — большое преимущество, исключительно для участников Crucible! Практикуйте навыки, которые вы изучаете в классе, и открывайте новые возможности в своем ремесле. Инструкции не предоставляются…
Инструкции не предоставляются…
Узнать больше и зарегистрироваться →
Изготовление металлической мебели
Изготовьте единственную в своем роде металлическую мебель для вашего дома! Помимо базовой сварки MIG, этот курс фокусируется на проектировании и изготовлении функциональных и эстетически привлекательных…
Узнать больше и зарегистрироваться →
Молодежь изучает сварку
Молодежь может изучить три различных типа сварки: сварка в среде инертного газа (MIG), электродуговая/стержневая (ARC) и кислородно-ацетиленовая. Во время этого введения студенты получат представление о…
Узнать больше и зарегистрироваться →
МАГАЗИН СВАРКИ
2021-06-16T08:16:02-07:00 Ссылка для загрузки страницыПерейти к началу
Сварка MIG и TIG: основные отличия
В мире сварки MIG и TIG — это два распространенных метода сварки с похожими названиями.
Несмотря на некоторое сходство, в обоих случаях используется дуга и защитный газ; эти популярные сварочные процессы отличаются.
Основное различие между сваркой MIG и TIG заключается в электроде, который используется для создания дуги. В сварке MIG используется расходуемая сплошная проволока, которая подается к сварному шву машиной, тогда как при сварке TIG используется неплавящийся электрод. Для сварки TIG часто используется ручной присадочный стержень для создания соединения.
Хорошее понимание того, как работает сварка MIG и TIG и в чем они преуспевают, поможет вам стать лучшим сварщиком.
MIG и TIG – как они работают
Процесс MIG
Этот популярный процесс имеет несколько сокращений. Металлический инертный газ («MIG») является наиболее часто используемым названием. Но некоторые также называют это дуговой сваркой металлическим газом («GMAW»).
Описание процесса MIG может стать многословным. Но в основном при сварке MIG используется полуавтоматическая или автоматическая дуга для сварки.
Также используется непрерывный расходуемый проволочный электрод и защитный газ, которые подаются через провод к сварочному пистолету (иногда называемому горелкой).
Поскольку проволочный электрод также служит в качестве присадочного материала, диаметр проволоки и ее состав могут различаться. То, что вы используете, зависит от таких переменных, как тип металла, его толщина и конфигурация соединения.
Сплошная электродная проволока поставляется на катушках разного размера, и сварочный аппарат MIG подает ее в горелку, где она потребляется. Таким образом, одной из ключевых настроек сварочного аппарата MIG является скорость подачи проволоки (WFS), которую необходимо установить, чтобы обеспечить необходимое количество металла сварного шва для предполагаемого соединения.
Кроме того, используемый защитный газ часто представляет собой смесь 75 % аргона и 25 % CO2. Эта смесь способствует проплавлению сварного шва и уменьшает пористость валика. Но в зависимости от того, что вы свариваете, и других переменных, защитный газ может быть разным.
Более подробную информацию о сварке МИГ см. в моей статье о процессе сварки МИГ.
Процесс TIG
Вольфрам в среде инертного газа («TIG») иногда также называют дуговой сваркой вольфрамовым электродом («GTAW»).
В процессе сварки TIG также используется дуга. Но ключевое различие между сваркой MIG и TIG заключается в том, что в ней используется неплавящийся вольфрамовый электрод и отдельный расходуемый присадочный материал.
Вы должны вручную подавать «стержень» присадочного материала в сварочную ванну второй рукой, пока неплавящийся вольфрамовый электрод производит дугу.
Так же, как и расходуемый проволочный электрод для сварки в среде инертного газа, состав и размер присадочной проволоки для сварки вольфрамовым электродом в среде инертного газа зависят от конкретного сварного шва, который вы выполняете.
Защитный газ для сварки TIG обычно состоит из 100 % аргона, а не из смеси аргона/CO2, используемой при сварке MIG. CO2 способствует образованию оксида вольфрама, а оксид вольфрама преждевременно изнашивает вольфрамовый электрод. Кроме того, он добавляет загрязнения оксидом вольфрама в сварной шов.
Хотя это и не показано на схеме, у вас часто есть ножная педаль для регулировки силы тока во время сварки. Это означает, что вы можете изменять тепло во время сварки, что дает сварщикам очень точный контроль над теплом, подводимым к металлу.
Это означает, что вы можете изменять тепло во время сварки, что дает сварщикам очень точный контроль над теплом, подводимым к металлу.
Более подробную информацию о процессе сварки TIG см. в моем руководстве по сварке в среде защитного газа.
MIG и TIG – различия сварки
Как видно из краткого описания двух процессов, между ними есть существенные различия.
Но как это повлияет на сварку?
Больше, чем вы думаете… Давайте подробнее рассмотрим некоторые важные характеристики сварного шва.
Прочность сварного шва
Сварочные аппараты TIG производят узкую сфокусированную дугу, которая лучше проникает в металл. По этой причине многие сварщики считают сварку TIG более прочной. Например, прихваточные швы, выполненные аппаратом для сварки TIG, действительно труднее разорвать.
Кроме того, правильно сделанные сварные швы TIG чистые и обычно содержат несколько дефектов, таких как отверстия в шве. Дефекты ослабляют сварной шов, поэтому чем меньше их, тем прочнее соединение.
Основываясь на наблюдаемом проплавлении и небольшом количестве визуальных дефектов, многие скажут, что правильно выполненные сварные швы TIG прочнее. И в этом утверждении есть значительная доля правды.
Однако это может быть чрезмерным упрощением. Оба метода позволяют получить прочные и долговечные сварные швы. Кроме того, есть меры, которые вы можете предпринять, чтобы улучшить проплавление и прочность сварочного аппарата MIG.
Нарезание или шлифование V-образной канавки в соединении перед сваркой увеличивает проникновение. Кроме того, правильное положение горелки и скорость перемещения могут способствовать получению прочного сварного шва MIG. Когда сварка MIG выполнена правильно, прочность часто соответствует или превышает прочность основного металла.
Скорость сварки
Для производства сварочные аппараты MIG предлагают более высокую скорость. Подробнее об использовании сварки MIG можно прочитать здесь.
Сварка ВИГ дает чистые, красивые сварные швы, но по цене. Сварщики TIG просто не могут перемещать сварочную ванну и подавать достаточное количество присадочной проволоки так же быстро, как сварщики MIG.
Сварщики TIG просто не могут перемещать сварочную ванну и подавать достаточное количество присадочной проволоки так же быстро, как сварщики MIG.
Кроме того, когда сварочные аппараты TIG работают во время длительных сварных швов, горелки с воздушным охлаждением сильно нагреваются. Это означает переход на более дорогую и сложную горелку с водяным охлаждением.
Напротив, электродный/присадочный материал подается автоматически с помощью сварочного аппарата MIG, а его дуга круглее и шире, что обеспечивает лучшее рассеивание тепла.
Эти атрибуты позволяют рабочему быстрее перемещать сварочную ванну при работе со сварочным аппаратом MIG и выполнять более длительные циклы с помощью горелки с воздушным охлаждением.
Ни для кого не секрет, что более крупные предприятия нуждаются в сварочных аппаратах, которые могут работать в течение длительного периода времени и легко создавать ярд за ярдом сварных швов.
По этой причине качественные сварочные аппараты MIG часто выбирают в промышленных цехах, где требуется высокая производительность.
Сварочный газ
Баллон с аргономЗащитный газ удерживает химически активные газы, содержащиеся в воздухе в природе, вдали от сварочной ванны. Они вызывают примеси в сварном шве, поэтому защитный газ важен для качественного сварного шва.
Но защитные газы, обычно используемые в процессах MIG и TIG, различаются.
Для сварки TIG часто используется чистый аргон. Вольфрамовый электрод более чувствителен к химически активным газам, таким как CO2 и кислород, поэтому неактивный газ, такой как аргон, является обязательным.
Однако для специальных применений может потребоваться смесь аргона с другими газами, такими как гелий, азот или водород.
Сварщики MIG, напротив, обычно используют смесь аргона и двуокиси углерода (например, 75 % аргона, 25 % CO2). Небольшое количество CO2 обеспечивает лучшее проплавление и стабилизирует дугу. (Подробнее о газах, используемых для сварки MIG)
Однако газ MIG отличается для конкретных применений. Например, при сварке алюминия методом MIG необходимо использовать 100% аргон. Или возможна сварка MIG с чистым CO2, что дешевле и увеличивает проплавление (хотя есть некоторые недостатки).
Или возможна сварка MIG с чистым CO2, что дешевле и увеличивает проплавление (хотя есть некоторые недостатки).
Еще одним аспектом использования защитного газа является правильно установленная скорость потока.
При сварке MIG обычно используется от 35 до 50 кубических футов в час. Напротив, поток защитного газа для сварки TIG от 15 до 25 кубических футов в час подходит для большинства применений.
Эстетика сварных швов
Тканые швы TIG на нержавеющей сталиШвы, правильно созданные сварщиком TIG, выглядят чистыми и профессиональными. Они редко образуют брызги и обычно требуют лишь легкой полировки (или травления) для удаления любого обесцвечивания.
Аккуратно сложенные «пятачки», оставленные хорошим сварщиком TIG, многие считают эталоном эстетически приятного сварного шва. Таким образом, сварка TIG имеет преимущество перед сваркой MIG, когда речь идет о внешнем виде.
Когда деталь не имеет покрытия или краски, как это часто бывает с алюминием и нержавеющей сталью, обычно используются шарики TIG, чтобы сделать готовую деталь более приятной для глаз.
Это не значит, что хорошие сварные швы MIG некрасивы. Опытный сварщик может наложить красивые валики с помощью сварочного аппарата MIG. Кроме того, для многих проектов не требуется идеальный сварной шов, и сварщик MIG может производить швы, соответствующие эстетическим требованиям проекта.
Также стальные сварные швы часто имеют покрытие. Так что внешний вид сварного шва менее важен, поскольку, как говорится, «много грехов скрывает краска». По этой причине сталь, свариваемую методом MIG, обычно окрашивают.
Свариваемые металлы
Нержавеющая сталь
В отличие от низкоуглеродистой стали нержавеющая сталь («SS») эффективно сохраняет тепло. Это приводит к деформации SS при высоких температурах, а иногда и к деформации при охлаждении.
Это затрудняет сварку нержавеющей стали, особенно для начинающих сварщиков. Тем не менее, точный контроль нагрева, предлагаемый аппаратом TIG, позволяет сварщикам регулировать нагрев с помощью педали. С опытом это означает, что оператор имеет лучший контроль.
Кроме того, сварные швы TIG получаются узкими и точными благодаря плотной сфокусированной дуге горелки TIG. Это делает его хорошим выбором для тонкого материала SS или тонкой работы.
Таким образом, по многим причинам, включая законченный внешний вид, большинство сварных швов из нержавеющей стали выполняется с использованием сварочного аппарата TIG.
При сварке SS методом TIG защитный газ аргон нередко представляет собой смесь аргона с гелием и/или азотом. Но защитный газ может варьироваться в зависимости от конкретного свариваемого сплава нержавеющей стали.
Однако бывают случаи, когда MIG-сварка SS с импульсным током может оказаться лучшим выбором. Например, сварка MIG может быть более подходящей, если вам нужна высокая производительность, сварка в неустановленном положении или работа со сложным соединением.
Алюминий
Сварка алюминия представляет собой другую проблему, поскольку он очень хорошо проводит тепло. Кроме того, на алюминии почти сразу же образуется естественный слой оксида алюминия при контакте с воздухом, который разрушает дугу. Оба эти фактора затрудняют сварку алюминия.
Оба эти фактора затрудняют сварку алюминия.
Таким образом, необходимы хороший контроль температуры и забота о хорошем заземлении, а также дуга, которая может прорезать оксид алюминия. Для управления нагревом с помощью такого материала, как алюминий, точное управление, предлагаемое ножной педалью TIG, является значительным преимуществом.
В процессе TIG также используется переменный ток (AC), который лучше очищает этот надоедливый слой оксида алюминия, обнаруженный на поверхности, в отличие от сварки постоянным током. Это уникально для сварки TIG, и это важная причина, по которой TIG является хорошим выбором для сварки алюминия.
Кроме того, как и нержавеющая сталь, алюминий часто остается без покрытия. Это означает, что для достижения желаемого внешнего вида могут понадобиться чистые, аккуратно уложенные «пятачковые» гранулы TIG.
Но можно выполнять сварку MIG алюминия. Он более подвержен загазованности атмосферы и дефектам, вызванным небольшим количеством грязи или влаги. Итак, вам нужно хорошо очистить и подготовить металл и убедиться, что ваша алюминиевая проволока свежая, чистая и сухая.
Итак, вам нужно хорошо очистить и подготовить металл и убедиться, что ваша алюминиевая проволока свежая, чистая и сухая.
Еще одна проблема, связанная со сваркой алюминия методом MIG, связана с подачей мягкой алюминиевой проволоки в горелку. По этой причине некоторые используют шпульный пистолет, чтобы свести к минимуму гнездование птиц и спутывание проволоки.
Но как только будут приняты все меры предосторожности, вы сможете работать быстрее и продуктивнее, используя сварочный аппарат MIG при работе с алюминием.
Трудность в освоении
Сварка ВИГ требует, чтобы вы перемещали горелку одной рукой и подавали присадочный стержень другой рукой. Кроме того, вы часто контролируете силу тока во время сварки с помощью отдельной ножной педали. Это требует некоторой практики, чтобы освоить все эти одновременные движения.
Не забывайте, что металл должен быть тщательно очищен и подготовлен. При правильном выполнении сварка TIG создает качественные швы. Это важное предостережение. Сварка TIG не прощает ошибок, если вы срезаете углы, и вам придется иметь дело с некачественными или даже несостоятельными соединениями.
Сварка TIG не прощает ошибок, если вы срезаете углы, и вам придется иметь дело с некачественными или даже несостоятельными соединениями.
По этим причинам сварка ВИГ более сложна и требует больше времени для изучения. Сварщики нередко рассматривают сварку TIG как более продвинутый, экспертный уровень.
Итак, все это должно означать, что сварку MIG легче подобрать, и это так. Не нужно беспокоиться о педали, а материал наполнителя подается машиной автоматически.
Кроме того, сварочные аппараты MIG универсальны. Они лучше справляются с толстыми материалами, чем TIG, поэтому обучение работе с MIG-сварщиком знакомит рабочих с большим количеством видов работ. К тому же, все это можно делать одной рукой.
Чтобы запустить дугу, на многих машинах достаточно нажать курок горелки MIG. По этой причине сварочные аппараты MIG иногда называют «пистолетами для горячего клея».
Рабочие могут легко освоить этот процесс, добиться высокой производительности и выполнять качественные сварные швы MIG гораздо быстрее, чем изучение более сложного процесса TIG.
Стоимость
Медленный характер сварки ВИГ и более низкая скорость наплавки делают стоимость ВИГ в расчете на фут валика более высокой. Это также означает, что для выполнения работы требуется опытный сварщик, что обходится дороже.
Кроме того, первоначальная стоимость сварочного аппарата TIG обычно выше. Расходники обычно дороже, но ненамного, если вообще стоят.
Сварочный аппарат MIG, напротив, обычно стоит меньше, чем аппарат для сварки TIG. Кроме того, преимущество в скорости сварки MIG также снижает стоимость фута установленного валика. Кроме того, требуется меньше подготовительных работ по сравнению со сваркой TIG.
По этим причинам сварка MIG неизменно производится по более низкой цене, чем сварка TIG.
Когда использовать сварку TIG и MIG
Применения MIG
Как только что говорилось, процесс MIG имеет некоторые преимущества. Это означает, что иногда сварка MIG будет лучшим выбором. Некоторые случаи, когда вам может понадобиться сварочный аппарат MIG, включают:
Более толстый материал
Когда работа требует сварки более толстого материала или более крупных деталей, быстрый и производительный процесс MIG будет лучшим выбором. Проволока с непрерывной подачей будет более производительной по сравнению с проволокой TIG с ручной подачей, обеспечивая большее количество необходимого присадочного материала.
Проволока с непрерывной подачей будет более производительной по сравнению с проволокой TIG с ручной подачей, обеспечивая большее количество необходимого присадочного материала.
Длинные прогоны
Там, где есть много длинных прогонов, процесс MIG может справиться с ситуацией с непрерывной подачей проволоки. Кроме того, процесс TIG требует множества остановок и запусков, чтобы получить новые стержни или отрегулировать стержень в руке. Это увеличивает вероятность возникновения дефекта сварки в длинном валике.
Сложные положения
Поскольку вам нужна только одна рука, чтобы управлять горелкой MIG, у вас есть свободная рука, чтобы балансировать или держать детали.
Производство
MIG просто может создать больше футов валика за час, чем TIG, и установить больше «фунтов» наполнителя сварного шва. Когда требуется высокая производительность, сварка MIG является оптимальным методом.
Менее опытные сварщики
Сварщики MIG с меньшим опытом могут хорошо наложить швы на проект с помощью более простого в освоении процесса MIG. Но они могут быть не в состоянии сделать это с помощью сварочного аппарата TIG.
Но они могут быть не в состоянии сделать это с помощью сварочного аппарата TIG.
Применение ВИГ
Сварка ВИГ будет лучшим выбором, если вы имеете дело с:
Тонким материалом
Точный и точный характер сварки TIG делает ее идеальной для тонкого материала, подверженного деформации и прожогам.
Опытные сварщики
Сварке ВИГ сложнее научиться, но если у вас или ваших сотрудников есть опыт, это дает вам возможность использовать сварку ВИГ, когда это лучший процесс сварки.
Цветные металлы
Для таких металлов, как алюминий, нержавеющая сталь, медь и другие экзотические металлы, опытные сварщики часто выбирают сварку TIG. А вот на чугуне, который состоит из черных металлов, работать не будет.
Работа на верстаке или в мастерской
TIG не будет работать должным образом, если вы находитесь вне позиции. Но для верстака или работы в магазине вы, как правило, не теряете позиции. Это делает эту работу хорошим кандидатом для сварки TIG.
Короткие швы
Сварка ВИГ лучше всего подходит для коротких швов, например для соединения труб.
Тонкая или деликатная работа
Когда готовая деталь должна выглядеть великолепно, метод сварки TIG часто используется. Такие детали, как произведения искусства, реставрация автомобилей, мойки и т. д., которые хорошо видны, являются основными приложениями TIG. Кроме того, у вас есть контроль температуры, необходимый для предотвращения деформации и сжигания более тонких и тонких кусков металла.
Связанные : Что можно сварить с помощью сварочного аппарата TIG?
Заключение
Ни TIG, ни MIG не «лучше». Один может быть лучшим выбором в определенных ситуациях, в зависимости от переменных, которые вы должны учитывать.
Сварка MIG обеспечивает более низкую стоимость и быструю сварку стали и алюминия. Нержавеющую сталь тоже можно сваривать, но это не основное применение сварщиков MIG. Для недорогой и высокой производительности хорошим выбором является сварка MIG.
Сварочные аппараты TIG создают точные, узкие, красивые швы с хорошим проплавлением. Но они дороже и требуют опытных сварщиков. Процесс TIG часто предпочтительнее для соединений труб, более тонких заготовок, а также для работы с алюминием и нержавеющей сталью, где валик остается открытым.
Сталь также можно сваривать методом TIG. Но MIG часто является лучшим выбором, когда сталь должна быть покрыта, или эстетика не является приоритетом.
Еще один процесс, на который стоит обратить внимание, — это сварка электродом (дуговая сварка в экранированном металле). В этой статье мы расскажем о различиях между сваркой MIG и сваркой Stick.
Что такое сварка? — Определение, процессы и типы сварных швов
Сварка – это производственный процесс, при котором две или более деталей сплавляются друг с другом под воздействием тепла, давления или того и другого, образуя соединение по мере охлаждения деталей. Сварка обычно используется для металлов и термопластов, но также может использоваться для дерева. Готовое сварное соединение может называться сварным соединением.
Готовое сварное соединение может называться сварным соединением.
Некоторые материалы требуют использования определенных процессов и методов. Число считается « несвариваемым », термин, который обычно не встречается в словарях, но полезен и описателен в технике.
Соединяемые детали называются исходным материалом . Материал, добавляемый для облегчения формирования соединения, называется наполнителем или расходным материалом . По форме эти материалы могут называться основной пластиной или трубой, присадочной проволокой, плавящимся электродом (для дуговой сварки) и т. д.
Присадочные материалы обычно выбираются такими, чтобы они были близки по составу к основному материалу, таким образом образуя однородный сварной шов, но бывают случаи, например, при сварке хрупких чугунов, когда используется присадочный материал с совершенно другим составом и, следовательно, свойствами . Такие сварные швы называются неоднородными.
Готовое сварное соединение может обозначаться как сварное соединение .
Состав:
- Как работает сварка?
- Общие конфигурации соединений
- Типы сварных соединений
- Источники энергии
- Различные типы и для чего они используются
- Услуги
- Где используется?
Соединение металлов
В отличие от пайки твердым припоем, при которых основной металл не расплавляется, сварка представляет собой высокотемпературный процесс, при котором основной материал плавится. Обычно с добавлением наполнителя.
Нагрев при высокой температуре приводит к образованию сварочной ванны из расплавленного материала, который при охлаждении образует соединение, которое может быть прочнее основного металла. Давление также может использоваться для создания сварного шва, как вместе с нагревом, так и отдельно.
Он также может использовать защитный газ для защиты расплавленных и присадочных металлов от загрязнения или окисления.
Соединение пластмасс
Сварка пластмасс также использует тепло для соединения материалов (хотя и не в случае сварки растворителем) и выполняется в три этапа.
Сначала поверхности подготавливаются перед применением тепла и давления, и, наконец, материалы охлаждаются для плавления. Методы соединения пластмасс можно разделить на методы внешнего или внутреннего нагрева, в зависимости от конкретного используемого процесса.
Соединение дерева
Сварка дерева использует тепло, выделяемое при трении, для соединения материалов. Соединяемые материалы подвергаются большому давлению, прежде чем линейное фрикционное движение создает тепло для соединения заготовок вместе.
Это быстрый процесс, позволяющий соединить древесину без клея или гвоздей за считанные секунды.
Соединение встык
Соединение между концами или кромками двух деталей, образующих угол друг к другу 135-180° включительно в области соединения.
T Соединение
Соединение между концом или краем одной детали и лицевой стороной другой детали, причем части образуют друг с другом угол от 5 до 90° включительно в области соединения .
Угловое соединение
Соединение между концами или краями двух частей, образующих угол друг к другу более 30, но менее 135° в области соединения.
Кромочное соединение
Соединение между кромками двух деталей, образующими угол друг к другу от 0 до 30° включительно в области стыка.
Крестообразное соединение
Соединение, при котором две плоские пластины или два стержня привариваются к другой плоской пластине под прямым углом и на одной оси.
Соединение внахлестку
Соединение между двумя перекрывающимися частями, образующими угол друг к другу 0-5° включительно в области сварного шва или сварных швов.
Сварные швы в зависимости от конфигурации дыра.
Пробковый сварной шов
Сварной шов, выполненный путем заполнения отверстия в одном компоненте заготовки присадочным металлом таким образом, чтобы соединить его с поверхностью нахлеста компонента, выходящего через отверстие (отверстие может быть круглым или овальным).
На основе проплавления
Сварной шов с полным проплавлением
Сварное соединение, в котором металл шва полностью проникает в соединение с полным сплавлением корня. В США предпочтительным термином является сварной шов с полным проплавлением (CJP, см. AWS D1.1).
Сварной шов с частичным проплавлением
Сварной шов, в котором провар преднамеренно меньше полного провара. В США предпочтительным термином является сварка с частичным проплавлением (PJP).
Сварные швы на основе доступности
Особенности заполненных сварных швов
Batt Weld
Filet Weld
MARNAL MILLATE
88999. пайка.
Присадочный металл
Металл, добавляемый во время сварки, сварки твердым припоем, пайки твердым припоем или наплавки.
Металл сварного шва
Весь металл плавится во время выполнения сварного шва и остается в сварном шве.
Зона термического влияния (ЗТВ)
Часть основного металла, подвергшаяся металлургическому воздействию тепла сварки или термической резки, но не расплавившаяся.
Линия сплавления
Граница между металлом шва и ЗТВ при сварке плавлением. Это нестандартный термин для сварного соединения.
Зона сварки
Зона, содержащая металл сварного шва и ЗТВ.
Поверхность сварного шва
Поверхность сварного шва плавлением, открытая со стороны, с которой был выполнен сварной шов.
Корень сварного шва
Зона на стороне первого прохода, наиболее удаленной от сварщика.
Стык сварного шва
Граница между поверхностью сварного шва и основным металлом или между проходами. Это очень важная характеристика сварного шва, поскольку выступы являются точками высокой концентрации напряжений и часто являются точками зарождения различных типов трещин (например, усталостных трещин, холодных трещин).
Чтобы уменьшить концентрацию напряжения, пальцы должны плавно переходить в поверхность основного металла.
Избыток металла сварного шва
Металл сварного шва, лежащий за пределами плоскости соединения пальцев. Другие нестандартные термины для этого признака: армирование, перелив.
Примечание: термин «усиление», хотя и широко используется, не подходит, поскольку любой излишек металла сварного шва над поверхностью основного металла не делает соединение более прочным.
Фактически, толщина, учитываемая при проектировании сварного компонента, представляет собой расчетную толщину шва, которая не включает избыточный металл шва.
Прогон (проход)
Металл, расплавленный или осажденный за один проход электрода, горелки или паяльной трубки.
Слой
Слой металла шва, состоящий из одного или нескольких проходов.
Различные процессы определяются используемым источником энергии, при этом доступно множество различных методов.
До конца 19 века применялась только кузнечная сварка, но с тех пор были разработаны более поздние процессы, такие как дуговая сварка. Современные методы используют газовое пламя, электрическую дугу, лазеры, электронный луч, трение и даже ультразвук для соединения материалов.
Современные методы используют газовое пламя, электрическую дугу, лазеры, электронный луч, трение и даже ультразвук для соединения материалов.
Эти процессы требуют осторожности, так как они могут привести к ожогам, поражению электрическим током, ухудшению зрения, облучению или вдыханию ядовитых сварочных дымов и газов.
Существует множество различных процессов со своими собственными технологиями и приложениями для промышленности, в том числе:
Arc
Эта категория включает ряд общих ручных, полуавтоматических и автоматических процессов. К ним относятся сварка металлом в среде инертного газа (MIG), сварка электродом, сварка вольфрамовым электродом в среде инертного газа (TIG), также известная как дуговая сварка вольфрамовым электродом (GTAW), газовая сварка, сварка металлическим активным газом (MAG), дуговая сварка с флюсовой проволокой (FCAW), дуговая сварка металлическим электродом в среде защитного газа (GMAW), дуговая сварка под флюсом (SAW), дуговая сварка металлическим электродом в среде защитного газа (SMAW) и плазменная дуговая сварка.
Эти методы обычно используют присадочный материал и в основном используются для соединения металлов, включая нержавеющую сталь, алюминий, никелевые и медные сплавы, кобальт и титан. Процессы дуговой сварки широко используются в таких отраслях, как нефтегазовая, энергетическая, аэрокосмическая, автомобильная и других.
Трение
Методы сварки трением соединяют материалы с помощью механического трения. Это может быть выполнено различными способами на различных сварочных материалах, включая сталь, алюминий или даже дерево.
Механическое трение выделяет тепло, которое размягчает материалы, которые смешиваются для создания связи при охлаждении. Способ соединения зависит от конкретного используемого процесса, например, сварка трением с перемешиванием (FSW), точечная сварка трением с перемешиванием (FSSW), линейная сварка трением (LFW) и вращающаяся сварка трением (RFW).
Сварка трением не требует использования присадочных металлов, флюса или защитного газа.
Трение часто используется в аэрокосмической промышленности, так как оно идеально подходит для соединения легких алюминиевых сплавов, которые иначе не свариваются.
Процессы трения используются в промышленности, а также изучаются в качестве метода склеивания древесины без использования клея или гвоздей.
Электронный луч
В этом процессе соединения материалов используется пучок высокоскоростных электронов. Кинетическая энергия электронов преобразуется в тепло при столкновении с заготовками, в результате чего материалы сплавляются друг с другом.
Электронно-лучевая сварка (ЭЛС) выполняется в вакууме (с использованием вакуумной камеры) для предотвращения рассеивания луча.
Существует много распространенных применений EBW, которые можно использовать для соединения толстых профилей. Это означает, что его можно применять в ряде отраслей, от аэрокосмической до атомной энергетики, от автомобилестроения до железнодорожного транспорта.
Лазер
Используемый для соединения термопластов или кусков металла, этот процесс использует лазер для получения концентрированного тепла, идеально подходящего для сварных швов, глубоких швов и высокой скорости соединения.