Технологический процесс изготовления детали; виды, требования, порядок разработки
Технологический процесс изготовления детали является основным документом, регламентирующим порядок производства изделия. В нем прописывается последовательность обработки (в виде операций и переходов), применяемые материалы, инструменты, оборудование и режимы, которые позволяют достичь желаемого результата. Здесь же содержится и информация об основном и вспомогательном времени, затрачиваемом на производство одной единицы продукции.
Технологический процесс изготовления детали имеет подготовительный этап, во время которого выполняется подробный анализ условий эксплуатации готового изделия. Это позволяет изучить обоснованность заявляемых технических требований к качеству поверхности и точности размеров. Во время выполнения анализа на технологичность контролируется возможность изготовления детали с заданными допусками на размеры и отклонениями от формы.
На следующем этапе выбираются технологические базы.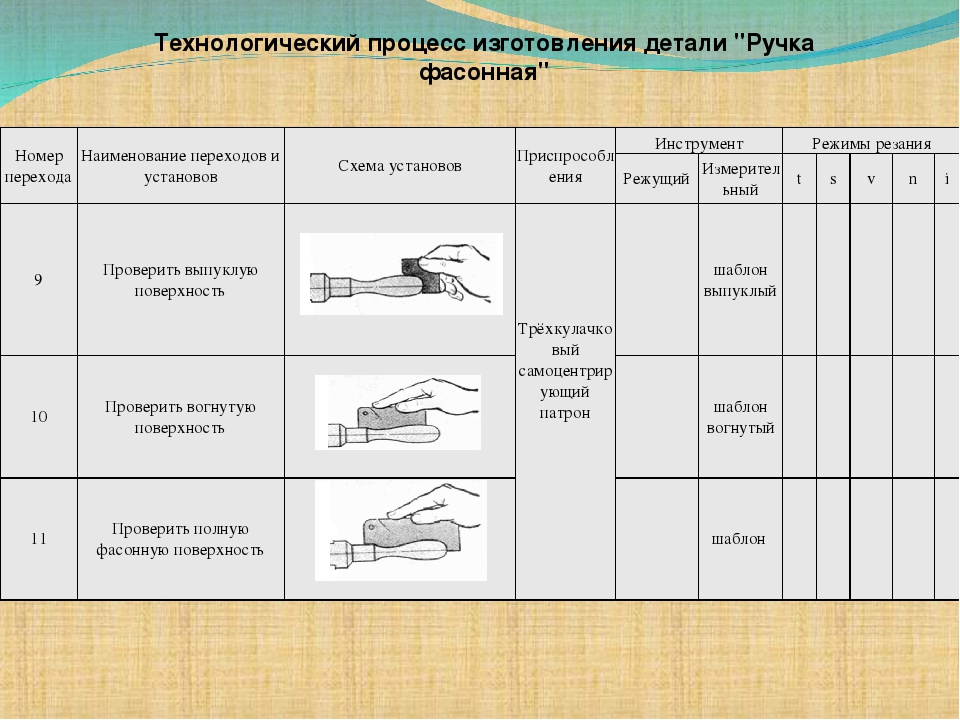 Они в будущем определят последовательность обработки поверхностей. Если удастся соблюсти принцип постоянства баз, то качество готового изделия будет намного выше. После этого можно приступать к разработке маршрута.
Они в будущем определят последовательность обработки поверхностей. Если удастся соблюсти принцип постоянства баз, то качество готового изделия будет намного выше. После этого можно приступать к разработке маршрута.
Технологический процесс производства может быть:
единичным. Подразумевает изготовление одного наименования изделия, независимо от необходимого объема производства;
типовым. Позволяет выпустить группу изделий, имеющих общие конструктивные и технологические признаки;
групповым. Применяется, если необходим выпуск изделий, имеющих разные конструктивные и общие технологические признаки.
Технологический процесс изготовления необходимо разрабатывать с учетом следующих требований:
В его основе должны лежать последние достижения науки и техники.
Он должен оказывать прогрессивное воздействие на весь производственный цикл, повышая производительность труда и качество выпускаемых изделий, сокращая трудовые и материальные затраты на его реализацию.
Технологический процесс изготовления детали должен основываться на существующих типовых и групповых технологических процессах. Если же таковые отсутствуют, то во внимание стоит принимать уже известные прогрессивные решения, которые нашли применение в единичных технологических процессах, разработанных для производства аналогичных изделий.
При его разработке должны быть учтены все самые жесткие требования, касающиеся техники безопасности, охраны труда и промышленной санитарии.
Технологический процесс изготовления детали, как правило, включает:
— заготовительную операцию, во время которой выбирается и подготавливается заготовка для будущего изделия;
— черновую обработку, для которой предусмотрены большие припуски на размеры;
— получистовую обработку;
— чистовую обработку, во время которой достигается требуемый размер, заданная точность и чистота поверхности;
— контрольную операцию, выполняемую для определения соответствия готового изделия чертежу.
В зависимости от геометрических размеров изделия и предъявляемых к нему требований отдельные этапы из вышеназванной последовательности могут быть исключены. Однако во всех случаях сначала производится обработка поверхностей, которые приняты за технологические базы. После этого становится возможной отделка оставшихся поверхностей.
В ряде случаев получистовая обработка может отсутствовать вообще, а черновая и чистовая совмещены. Если для достижения необходимых эксплуатационных свойств деталь подвергается термообработке, то техпроцесс делится на две части: до и после термической части отделки.
Контрольная операция может быть предусмотрена после каждого вида обработки.
Технологический процесс изготовления детали — Студопедия
Анализ технологичности конструкции детали
конструкция деталь вал ступенчатый
Все изделия анализируют на технологичность для того, чтобы определить возможность получения заготовок прогрессивными методами и применить эти методы для обработки и сборки, контроля и испытаний, использовать типовые технологические процессы и их механизацию и автоматизацию, повысить долговечность и обеспечить надёжность в работе, обеспечить транспортабельность и требования технологической безопасности.
В ходе анализа выявлено следующее:
– конструкторские базы могут быть использованы как измерительные, так и технологические, что позволит повысить точность изготовления за счёт уменьшения погрешности базирования;
– обрабатываемые поверхности являются однотипными, что позволяет уменьшить число операций, переходов, оснастки и оборудования для их обработки;
– деталь является телом вращения (вал), что позволяет использовать в качестве заготовки прокат с размерами близкими к размерам готовой детали, это даёт возможность сократить расход материала в стружку;
– обеспечена чёткая принадлежность конструкции детали к классификационной группе типа вал, на который составлен типовой технологический процесс, что позволит сократить технологическую подготовку производства и использовать наиболее производительное оборудование и технологическую оснастку.
Таким образом, данная деталь является технологичной.
Способ получения заготовки
Метод получения заготовок для изготовления деталей машин определяется назначением и конструкцией детали, материалом, техническими требованиями, масштабом и серийностью выпуска, а также экономичностью изготовления.
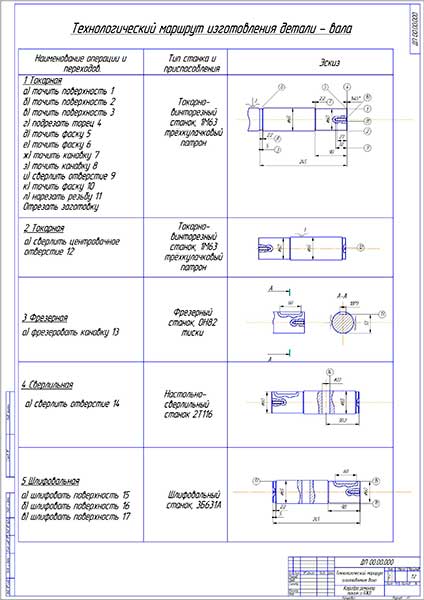
Технологический процесс изготовления детали
Вал ступенчатый.
В качестве заготовки выбираем сортовой прокат круглого сечения.
Маршрут обработки детали представлен в таблице 3.1:
Таблица 3.1
Операция 0. Токарно-центровальная.
А. Установить заготовку в трёхкулачковый патрон.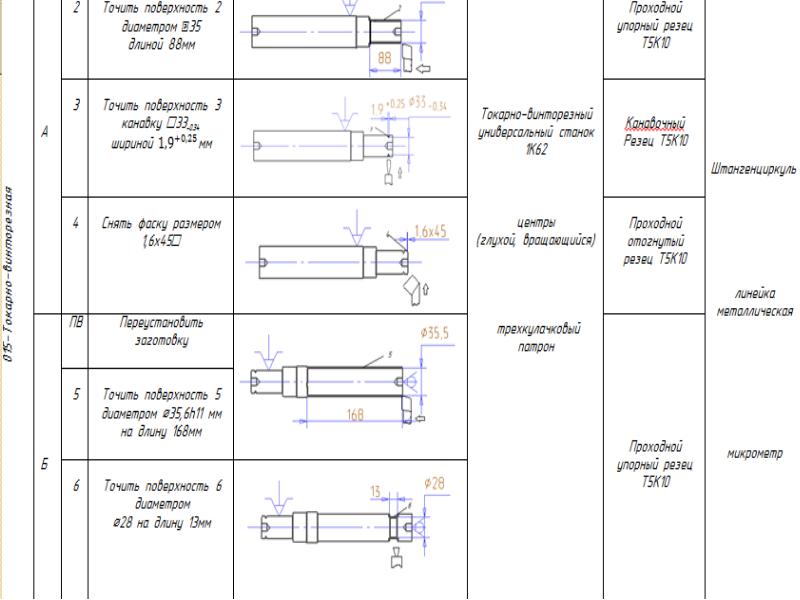 | |
| 2. Подрезать (получистовое точение) поверхность 2, сняв припуск в размер А0,2 | |
| 2. Подрезать (чистовое точение) поверхность 3, сняв припуск в размер А0,3. 3. Сверлить центровочное отверстие по чертежу. | |
| Б. Переустановить заготовку. База: Наружный диаметр и левый торец. 1. Подрезать (черновое точение) торец 4, выдерживая размер А0,4. | |
| 2. Подрезать (получистовое точение) поверхность 5, выдерживая размер А0,5. | |
| 3. Подрезать (чистовое точение) поверхность 6, выдерживая размер А 0,6. 4. Сверлить центровочное отверстие по чертежу. | |
Операция 1. Токарная.
А. Установить заготовку в центра. База: Ось и правый центр.
1. Точить (черновое) поверхность 7 в размер А1,1, выдерживая размер А1,2.
База: Ось и правый центр.
1. Точить (черновое) поверхность 7 в размер А1,1, выдерживая размер А1,2.
| |
| 2. Точить (черновое) поверхность 8 в размер А1,4, выдерживая размер А1,3. | |
| 3. Точить (получистовое) поверхность 9 в размер А1,6, выдерживая размер А1,5. 4. Точить (получистовое) поверхность 10 в размер А1,7, выдерживая размер А1,8. | |
| 5. Точить (чистовое) поверхность 11 в размер А1,9, выдерживая размер А1,10.
6. Точить (чистовое) поверхность 12 в размер А1,12, выдерживая размер А | |
Б. Переустановить деталь.
База: Ось и передний центр.
9. Точить (черновое) поверхность 13 в размер А1,15, выдерживая размер А1,14.
| |
| 10. Точить (получистовое) поверхность 14 в размер А1,17, выдерживая размер А1,16. | |
| 11. Точить (чистовое) поверхность 15 в размер А1,19, выдерживая размер А1,18. | |
| 12. Точить (чистовое) поверхность 16 в размер А1,21, выдерживая размер А1,20. | |
| 13. Точить (чистовое) поверхность 17 в размер А1,22, выдерживая размер А1,23. 14. Снять фаску в размер А 1,24х450. | |
| Операция 2. Фрезерная. Установить деталь в шпинделе поворотного устройства. База: Ось и левый торец. Позиция 1. 1. Фрезеровать шлицы в размер по чертежу. |
Расчёт припусков
При выполнении курсового проекта расчёт припусков на механическую обработку производится расчётно-аналитическим методом.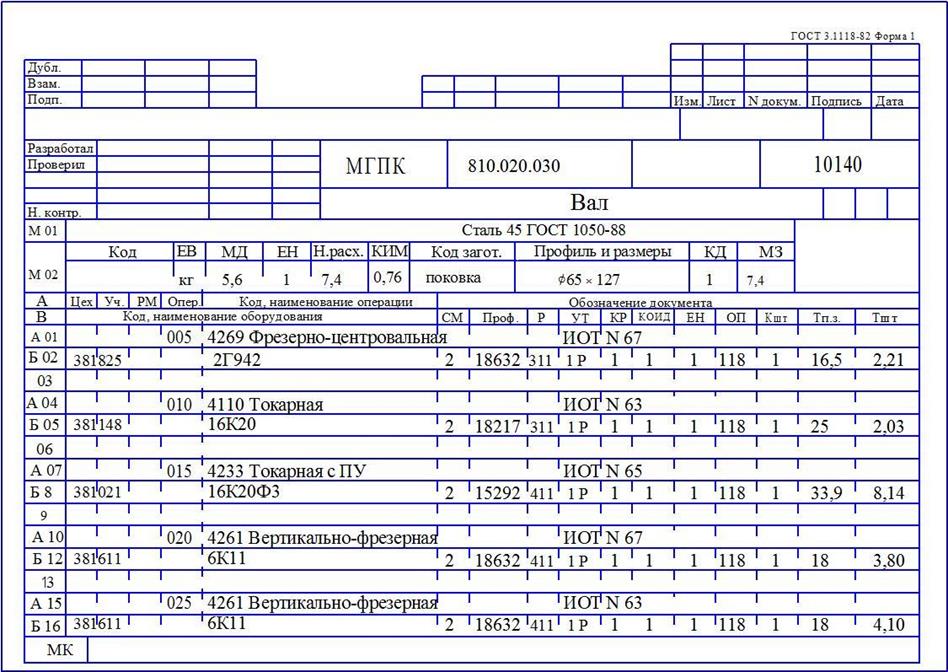 ГОСТы позволяют назначить припуски независимо от технологического процесса и поэтому в общем случае являются завышенными, содержащими резервы снижения расхода материала и трудоёмкости изготовления детали.
ГОСТы позволяют назначить припуски независимо от технологического процесса и поэтому в общем случае являются завышенными, содержащими резервы снижения расхода материала и трудоёмкости изготовления детали.
Расчёт припусков производим для размера ∅56p6 :
При обработке ступенчатого вала в центрах суммарное отклонение расположения оси заготовки определяется из формулы:
где – общее отклонение оси от прямолинейности, – смещение оси заготовки в результате погрешности центрирования.
В свою очередь определяется из формулы:
где – размер от сечения, для которого определяется кривизна до торца заготовки. Для рассматриваемого случая [6, с. 186, таб. 16]. Тогда:
Смещение определяется из формулы:
где Т – допуск на диаметральный размер базы заготовки, используемой на операции получения центровочных отверстий, мм. В рассматриваемом случае Т=1 мм. Тогда:
Тогда:
Тогда суммарное отклонение равно:
Остаточное пространственное отклонение расположения поверхностей заготовки после их обработки определяется по выражению:
где – коэффициент уточнения, выбирается согласно [6, с/ 190, таб. 29], получаем:
для чернового обтачивания:
для получистового обтачивания:
для чистового обтачивания:
для предварительного шлифования:
для чистового шлифования:
Расчёт параметров припусков и технологических размеров
Для Z6,1:
В соответствии с полем допускаp, получаем:
Для Z5,2:
Размерная цепь:
В соответствии с полем допускаp, получаем:
В соответствии с полем допускаp, получаем:
Для Z1,17:
Для Z1,15:
Размерная цепь:
В соответствии с полем допускаp, получаем:
Технологический процесс | Виды техпроцессов, оформление техпроцесса, САПР
Технологический процесс – часть процесса производства, направленная на придание изделию требуемых размеров, форм, свойств, характеристик и т. д. Технологический процесс содержит в себе совокупность всей необходимой информации для придания продукции конечного вида. В нем содержатся операции и переходы, последовательность их выполнения, необходимые режимы и параметры обработки и т.д.
д. Технологический процесс содержит в себе совокупность всей необходимой информации для придания продукции конечного вида. В нем содержатся операции и переходы, последовательность их выполнения, необходимые режимы и параметры обработки и т.д.
Виды техпроцессов
В зависимости от степени обобщенности выделяют единичный, типовой и групповой технологические процесс.
Типовые технологические процессы определяют операции для получения группы деталей, имеющих схожую конструкцию. Принцип работы по типовым технологическим процессам характерен, в основном для крупных производств.
Групповой технологический процесс – процесс изготовления группы деталей, имеющих разную конструкцию, но близкие технологические свойства.
Оформление техпроцесса
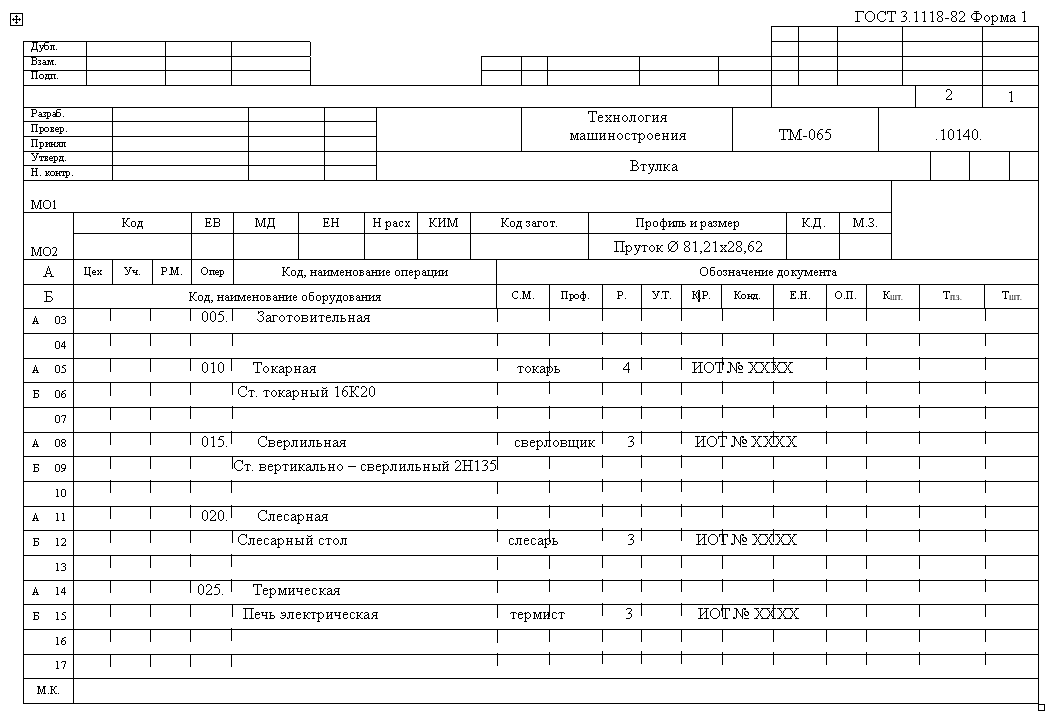
Технологический процесс оформляется на специальных бланках стандартизованной ГОСТом формы. Технологическая документация — документов, достаточных для выполнения технологических процессов или операций. Существуют документы общего назначения и документы специального назначения.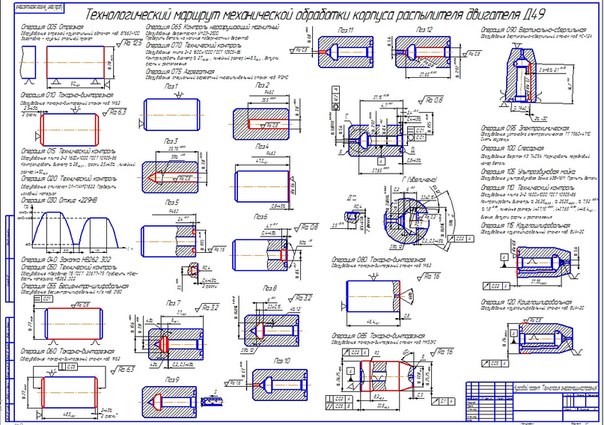
Документы общего назначения:
Титульный лист (ТЛ) – первый лист комплекта технологических документов. Оформляется в соответствиями с требованиями ГОСТ 3.1105-84.
Карта эскизов (КЭ) – графические изображения и таблицы для конкретизации выполняемой операции. Оформляется в соответствии с требованиями ГОСТ 3.1105-84.
Технологическая инструкция (ТИ) – свод методов, правил и описаний действий для изготовления конечных изделий, предназначенный для сокращения объема технологической документации (ТД).
Документы специального назначения:
Маршрутная карта (МК) – описание маршрута движения изготавливаемого продукта внутри цеха.
Операционная карта (ОП) – описание переходов, применяемого инструмента и оснастки.
Ведомость оснастки (ВО), Ведомость материалов (ВМ), Ведомость оборудования (ВОБ), Карта наладки (КН) и т.д.
Для внедрения в производство, технологический процесс утверждается уполномоченным лицом, выполняется согласование оборудования, технологической оснастки, обрабатывающего инструмента и т. д.
д.
Примеры оформления
Правила заполнения информационных блоков комплекта ТД регулируются ГОСТом 3.1103-82.
ГОСТ 3.1705-81 регламентирует термины и названия технологических операций, применяемые при создании технологического процесса.
Маршрутная карта
Пример оформления маршрутной карты
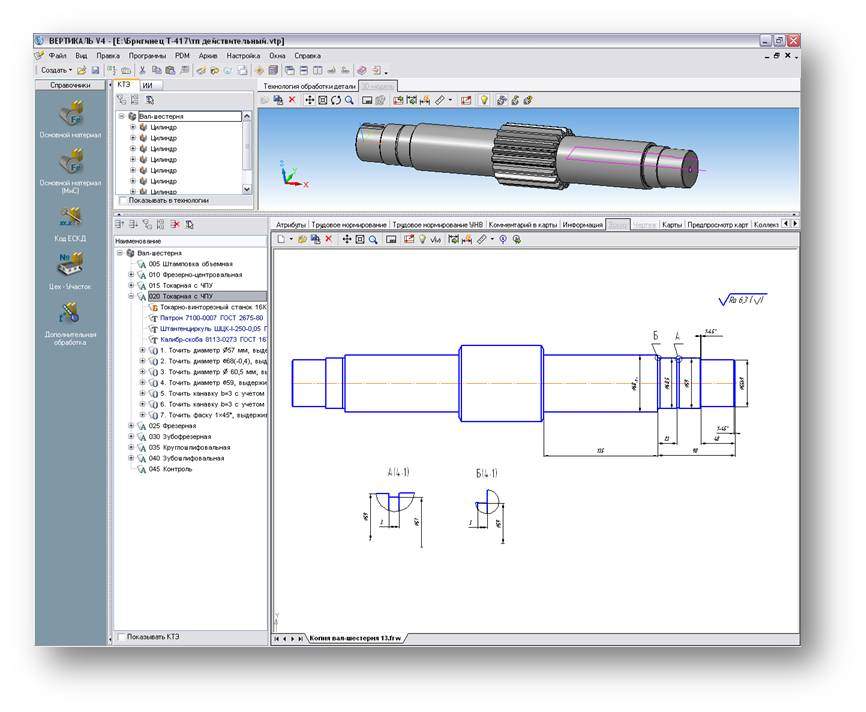
Автоматизация проектирования
Для автоматизации и ускорения проектирования технологических процессов существует целый ряд специализированного программного обеспечения – систем автоматизированного проектирования технологических процессов (САПР ТП). На данный момент существует немало различных программных продуктов для упрощения процессов проектирования ТП, таких как Вертикаль, СПРУТ ТП, Techcard и многие другие. У каждой системы можно выделить свои индивидуальные преимущества и недостатки.
Технологическая сущность систем автоматизированного проектирования технологических процессов — возможность решения самых разнообразных задач. В большинстве случаев такие программы представляют из себя набор инструментов, облегчающий проектирование техпроцесса. В некоторых САПР ТП реализована возможность подключения трехмерной модели детали. С помощью графического интерфейса можно указать поверхности 3D модели, которые следует обработать, программа проведет их анализ и предложит варианты процессов обработки. Выбор инструмента и необходимой оснастки можно вести из базы данных инструмента, если таковая имеется и актуальна на конкретном предприятии. Управление технологическим процессом можно осуществлять лишь в случае доступности информации о характеризующих данный технологический процесс параметрах.
В большинстве случаев такие программы представляют из себя набор инструментов, облегчающий проектирование техпроцесса. В некоторых САПР ТП реализована возможность подключения трехмерной модели детали. С помощью графического интерфейса можно указать поверхности 3D модели, которые следует обработать, программа проведет их анализ и предложит варианты процессов обработки. Выбор инструмента и необходимой оснастки можно вести из базы данных инструмента, если таковая имеется и актуальна на конкретном предприятии. Управление технологическим процессом можно осуществлять лишь в случае доступности информации о характеризующих данный технологический процесс параметрах.
Основные и вспомогательные техпроцессы
Совокупность производственных процессов можно разделить на основные – процессы изготовления изделий, механическая обработка, а так же их сборка, и вспомогательные – операции подготовки сырья, транспортирование, контроль и т.д.
Составные части технологического процесса
Механическая обработка изделий – процесс придания заготовке требуемых размеров и форм путем снятия слоев материала специальным режущим инструментом. Технологический процесс состоит операций, подразделяющихся на переходы, проходы, приемы и установки. От специализации и серийности производства, главным образом, зависит и степень разделения технологических процессов на операции.
Технологический процесс состоит операций, подразделяющихся на переходы, проходы, приемы и установки. От специализации и серийности производства, главным образом, зависит и степень разделения технологических процессов на операции.
Технологическая операция – какая-либо часть технологического процесса, выполняемая непрерывно одним или несколькими рабочими, и на одном рабочем месте.
Переход – процесс обработки одной конкретной поверхности с помощью одного и того же инструмента при одних и тех же параметрах резания (неизменных скорости, подаче и т.д.).
Установка – выполняемая за одно закрепление заготовки часть операции. Для обработки большинства деталей требуется несколько установок. В случае, если заготовку можно обработать за одну установку, эту часть процесса можно назвать операцией. Многократные переустановки заготовки могут привести к существенному снижению размерной точности, поэтому от невостребованных переустановок следует отказаться, используя специальные приспособления.
Прием – направленные на достижение определенных целей действия рабочего, т.е. пуск технологического оборудования, установка технологической оснастки, закрепление детали и т.д.
Похожие материалы
Техпроцесс детали с чертежом — Морской флот
Первые достоверно известные технологические процессы были разработаны в древнем Шумере — на глиняной табличке клинописью был описан по операциям порядок приготовления пива. С тех пор способы описания технологий производства продуктов питания, инструментов, домашней утвари, оружия и украшений — всего, что изготавливало человечество, многократно усложнились и усовершенствовались. Современный технологический процесс может состоять из десятков, сотен и даже тысяч отдельных операций, он может быть многовариантным и ветвиться в зависимости от различных условий. Выбор той или иной технологии- это непросто выбор тех или иных станков, инструмента и оснастки. Нужно также обеспечить соответствие требованиям технических условий, плановых и финансовых показателей.
Определение и характеристика
ГОСТ дает научно строгое, но сформулированное слишком сухим и наукообразным языком определение технологического процесса. Если же говорить о понятии технологического процесса более понятным языком, то технологический процесс — это совокупность выстроенных в определенном порядке операций. Он направлен на превращение сырья и заготовок в конечные изделия. Для этого с ними совершают определенные действия, обычно выполняемые механизмами. Технологический процесс не существует сам по себе, а является важнейшей частью более общего производственного процесса, включающего в себя в общем случае также процессы контрактации, закупки и логистики, продажи, управления финансами, административного управления и контроля качества.
Схема технологического процесса
Технологи на предприятии занимают весьма важное положение. Они являются своего рода посредниками между конструкторами, создающими идею изделия и выпускающими его чертежи, и производством, которому предстоит воплощать эти идеи и чертежи в металл, дерево, пластмассу и другие материалы.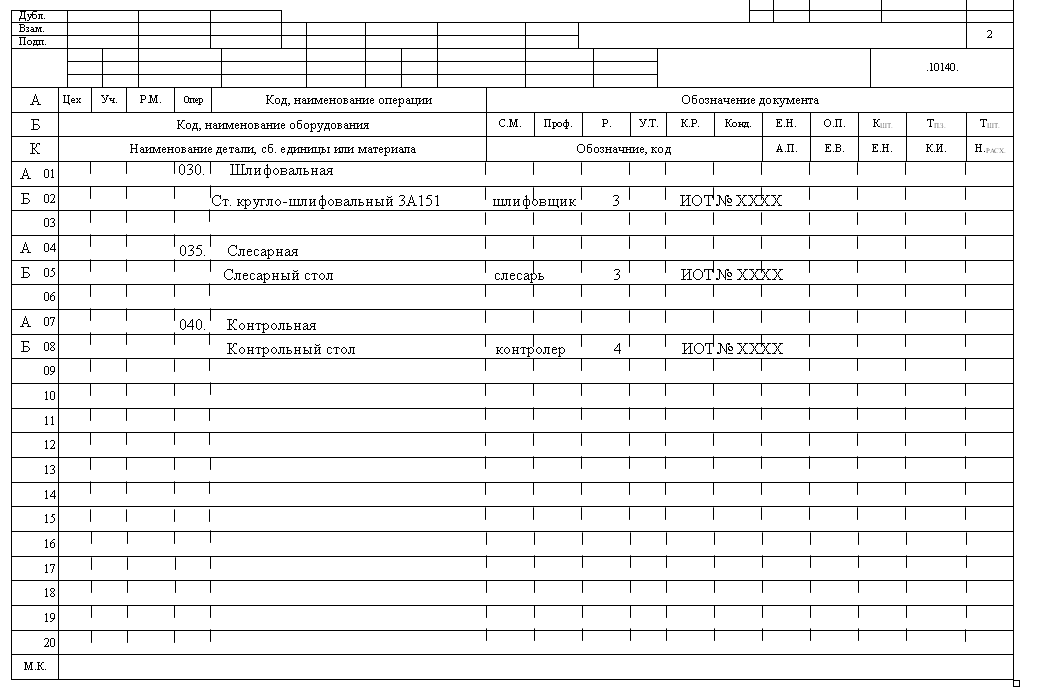 При разработке техпроцесса технологи работают в тесном контакте не только с конструкторами и производством, но и с логистикой, закупками, финансами и службой контроля качества. Именно техпроцесс и является той точкой, в которой сходятся требования всех этих подразделений и находится баланс между ними.
При разработке техпроцесса технологи работают в тесном контакте не только с конструкторами и производством, но и с логистикой, закупками, финансами и службой контроля качества. Именно техпроцесс и является той точкой, в которой сходятся требования всех этих подразделений и находится баланс между ними.
Описание технологического процесса должно содержаться в таких документах, как:
- Маршрутная карта — описание высокого уровня, в нем перечислены маршруты перемещения детали или заготовки от одного рабочего места к другому или между цехами.
- Операционная карта – описание среднего уровня, более подробное, в нем перечислены все операционные переходы, операции установки-съемки, используемые инструменты.
- Технологическая карта — документ самого низкого уровня, содержит самое подробное описание процессов обработки материалов, заготовок, узлов и сборок, параметры этих процессов, рабочие чертежи и используемая оснастка .
Технологическая карта даже для простого на первый взгляд изделия может представлять собой довольно толстый том.
Для сравнения и измерения технологических процессов серийного производства применяются следующие характеристики:
- Цикл технологической операции — длительность (измеряется в секундах, часах, днях, месяцах) операции, повторяющейся с определенной периодичностью. Отсчитывается от момента начала операции до момента ее окончания. Длительность цикла не зависит от числа заготовок или деталей, обрабатываемых одномоментно.
- Такт выпуска изделия – промежуток времени, через который выпускается это изделие. Рассчитывается как отношение времени, за которое выпускается определенное количество изделий, к этому количеству. Так, если за 20 минут было выпущено 4 изделия, то такт выпуска будет равен 20/4=5 минут/штуку .
- Ритм выпуска – величина, обратная такту, определяется как число изделий, выпускаемых в единицу времени (секунду, час, месяц и т.п.).
В дискретном производстве такие характеристики технологических процессов не находят применения ввиду малой повторяемости изделий и больших сроков их выпуска.
Производственная программа — представляет собой список названий и учетных номеров выпускаемых изделий, причем для каждой позиции приводится объемы и сроки выпуска.
Производственная программа предприятия складывается из производственных программ его цехов и участков. Она содержит:
- Перечень выпускаемых изделий с детализацией типов, размеров, количества.
- Календарные планы выпуска с привязкой к каждой контрольной дате определенного объема выпускаемых изделий.
- Количество запасных частей к каждой позиции в рамках процесса поддержки жизненного цикла изделий.
- Подробную конструкторско-технологическую документацию, трехмерные модели, чертежи, деталировки и спецификации.
- Техусловия на производство и методики управления качеством, включая программы и методики испытаний и измерений.
Производственная программа является разделом общего бизнес-плана предприятия на каждый период планирования.
Виды техпроцессов
Классификация техпроцессов проводится по нескольким параметрам.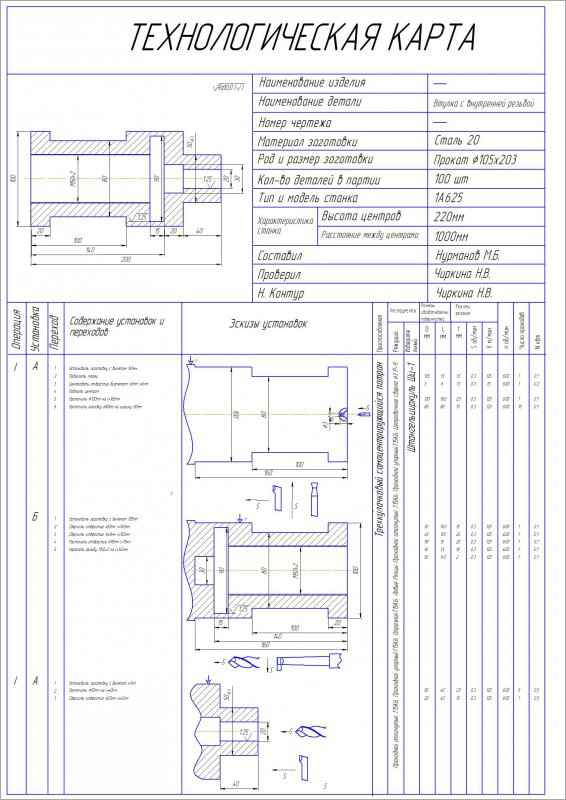
По критерию частоты повторения при производстве изделий технологические процессы подразделяют на:
- единичный технологический процесс, создается для производства уникальной по конструктивным и технологическим параметрам детали или изделия;
- типовой техпроцесс, создается для некоторого количества однотипных изделий, схожих по своим конструктивным и технологическим характеристикам. Единичный техпроцесс, в свою очередь, может состоять из набора типовых техпроцессов. Чем больше типовых техпроцессов применяется на предприятии, тем меньше затраты на подготовку производства и тем выше экономическая эффективность предприятия;
- групповой техпроцесс подготавливается для деталей, различных конструктивно, но сходных технологически.
Пример типового технологического процесса
По критерию новизны и инновационности различают такие виды технологических процессов, как:
- Типичные. Основные технологические процессы используют традиционные, проверенные конструкции, технологии
Презентация «Технологический процесс сборки деталей»
библиотека
материалов
Содержание слайдов
Номер слайда 1ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС СБОРКИ ДЕТАЛЕЙ.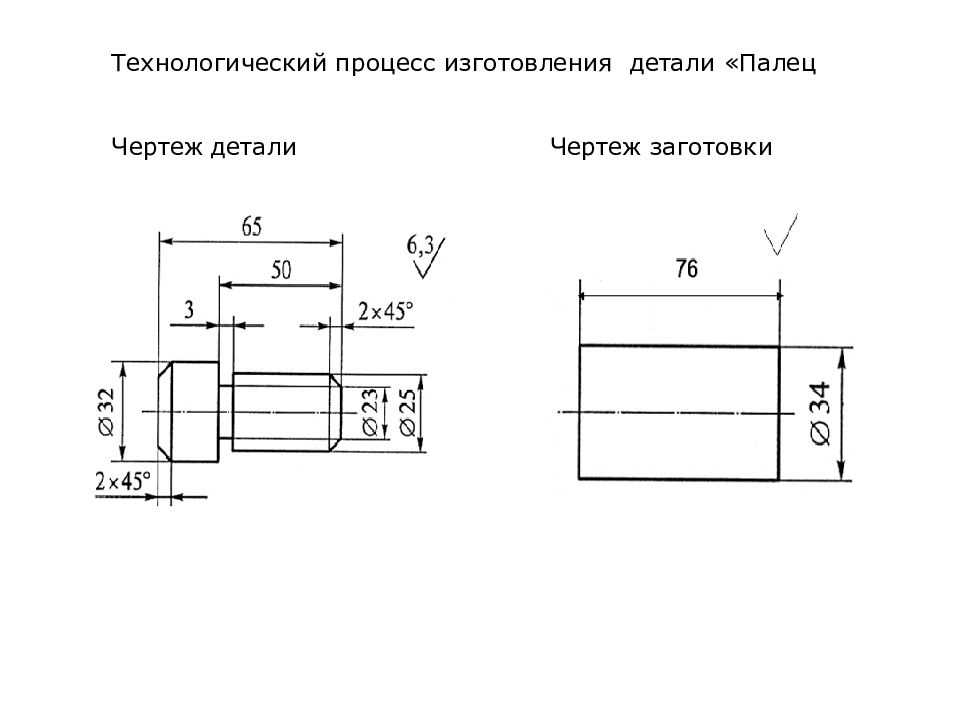 Разъемные соединения Караваева Т.Н. учитель технологии и ИЗО 2020 год.
Разъемные соединения Караваева Т.Н. учитель технологии и ИЗО 2020 год.
Введение. Применяемые в машиностроении виды соединений отдельных деталей в сборочные единицы принято делить на две основные группы: разъемные и неразъемные.
Номер слайда 3
К группе разъемных относятся такие соединения, которые можно неоднократно разбирать и вновь собирать без разрушения или существенных повреждений соединительных элементов. Это резьбовые (болтовые, шпилечные и т. п.), шпоночные, шлицевые и другие соединения. В машиностроении наибольшее применение находят резьбовые соединения.
Это резьбовые (болтовые, шпилечные и т. п.), шпоночные, шлицевые и другие соединения. В машиностроении наибольшее применение находят резьбовые соединения.
Номер слайда 4
Резьбовые соединения — это соединения деталей с помощью резьбы, обеспечивающие их относительную неподвижность. Для образования резьбовых соединений применяются болты, винты, шпильки и другие крепежные детали.
Номер слайда 5
Болт представляет собой цилиндрический стержень с головкой на одном конце и винтовой резьбой на другом. Обычно болты применяют для скрепления (соединения) деталей небольшой толщины (например, фланцев) при необходимости их частого соединения и разъединения.
Обычно болты применяют для скрепления (соединения) деталей небольшой толщины (например, фланцев) при необходимости их частого соединения и разъединения.
Номер слайда 6
Головка болта может иметь разную форму: шестигранную, квадратную, прямоугольную, полукруглую, коническую с квадратным подголовком и др. Выбор формы головки болта зависит от технологических особенностей данного соединения. Наибольшее применение получили болты с шестигранной головкой.
Номер слайда 7
При скреплении деталей на резьбу болта навертывается гайка. Форма гайки также может быть различной. В болтовых соединениях чаще всего используются шестигранные гайки, реже — квадратные. В машиностроении широко применяются гайки
Форма гайки также может быть различной. В болтовых соединениях чаще всего используются шестигранные гайки, реже — квадратные. В машиностроении широко применяются гайки
Номер слайда 8
В машиностроении широко применяются гайки специальной формы: круглые, гайки-барашки (с двумя ушками) и др. Выбор типа гайки зависит от условий работы болтового соединения. Например, при небольших стяжных усилиях и частом завинчивании и отвинчивании применяют гайки-барашки для удобства завертывания их вручную без ключа.
Номер слайда 9
При сборке резьбовых соединений под гайки или головки болтов обычно подкладывают шайбы (плоские кольца). Их ставят в том случае, если нужно увеличить опорную поверхность под гайкой (головкой болта) и предохранить поверхность детали от повреждения гранями, гайки.
Их ставят в том случае, если нужно увеличить опорную поверхность под гайкой (головкой болта) и предохранить поверхность детали от повреждения гранями, гайки.
Номер слайда 10
Чтобы предотвратить произвольное развенчивание болтового соединения, применяют пружинные шайбы. Как средство против самоотвинчивания гаек используют также контргайки и шплинты. Контр гайка — это вторая гайка, навернутая выше первой и плотно к ней прилегающая. Шплинт является более надежным средством против самоотвинчивания.
Номер слайда 11
Он представляет собой сложенный вдвое кусок мягкой стальной проволоки полукруглого сечения, Употребляется шплинт обычно в паре с корончатой или прорезной гайкой.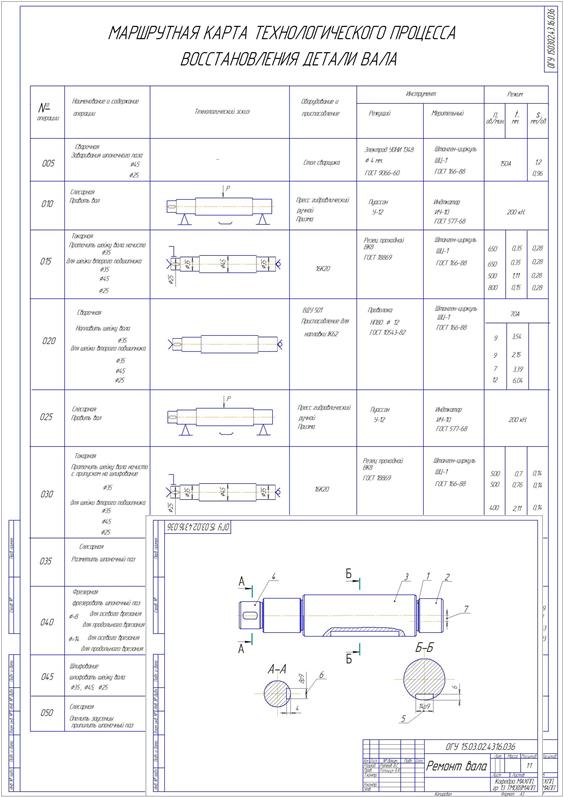 Узкой частью шплинт вставляют в прорезь гайки, затем в сквозное отверстие болта или шпильки. После выхода концов наружу их разводят в разные стороны.
Узкой частью шплинт вставляют в прорезь гайки, затем в сквозное отверстие болта или шпильки. После выхода концов наружу их разводят в разные стороны.
Номер слайда 12
Таким образом, шплинт удерживает гайку и сам не может выпасть из отверстия, так как с одной стороны этому препятствует утолщенная головка, а с другой — разведенные концы. Другое распространенное разъемное соединение — шпоночное.
Номер слайда 13
Шпонки служат для жесткого соединения вращающихся или качающихся деталей с валами или осями (например, зубчатого колеса с валом). Существует несколько разновидностей шпонок, отличающихся между собой по конструкции: призматические, клиновые, сегментные ( 40, а—в), тангенциальные.
Существует несколько разновидностей шпонок, отличающихся между собой по конструкции: призматические, клиновые, сегментные ( 40, а—в), тангенциальные.
Номер слайда 14
Номер слайда 15
Для установки шпонок на валу и во втулке закрепляемой детали делают углубление — шпоночные канавки по форме и размерам шпонок. Шлицевые соединения используют в передаточных механизмах для сборки валов с зубчатыми колесами и муфтами и другими деталями, например в коробках скоростей металлорежущих станков и автомобилей.
Шлицевые соединения используют в передаточных механизмах для сборки валов с зубчатыми колесами и муфтами и другими деталями, например в коробках скоростей металлорежущих станков и автомобилей.
Номер слайда 16
Шлицевое соединение напоминает шпоночное, только вместо одной канавки по всей окружности вала делается несколько канавок и выступов (шлицев) прямоугольного, треугольного и фасонного профиля; точно такие же шлицы делаются и в ступице детали ( 40, г — д).
Номер слайда 17
Шлицевые соединения по сравнению со шпоночными более сложны по устройству и способам изготовления. Но они имеют ряд преимуществ: обеспечивают более точное расположение детали на валу, позволяют передавать большие вращающие моменты, износостойкие и долговечные.
Но они имеют ряд преимуществ: обеспечивают более точное расположение детали на валу, позволяют передавать большие вращающие моменты, износостойкие и долговечные.
Номер слайда 18
Для соединения деталей применяются такие штифты — цилиндрические или конические стержни, которые плотно подгоняют к отверстиям деталей. Примерами могут служить соединения винта с подвижной губкой слесарных параллельных тисков, маховиков и рукояток с винтами подач токарного станка.
Номер слайда 19
Для таких соединений, в которых требуется достигнуть строго определенного положения собираемых деталей, применяются установочные штифты.
Номер слайда 20
Общие сведения о технологическом процессе токарной обработки » Строительство и ремонт: теория и практика
Производственный и технологический процессы. Производственным процессом называется комплекс взаимосвязанных действий всего производственного коллектива по превращению исходных материалов в готовые изделия.

Действия, непосредственно осуществляемые на рабочих местах по превращению исходных материалов в изделия, составляют содержание технологического процесса. Поэтому технологическим процессом принято называть часть производственного процесса, содержащую действия по изменению и последующему определению состояния предмета производства.
В зависимости от характера выполняемых работ различают технологические процессы механической, термической, литейной, кузнечной обработки и др.
Токарная обработка является частным видом механической обработки, осуществляемой на металлорежущих станках путем срезания с заготовки определенного слоя металла — припуска.
Технологический процесс оказывает существенное влияние на экономические показатели производственного коллектива. Поэтому в нем должны быть предусмотрены условия, обеспечивающие высокую производительность труда, требуемое качество изготавливаемых изделий и минимальные материальные затраты, связанные с их производством.
Элементы технологического процесса.
 Технологический процесс обычно расчленяют на отдельные элементы, которые выполняются последовательно. К ним относятся операции, установы, переходы, рабочие ходы (проходы), различающиеся между собой объемом производимых работ.
Технологический процесс обычно расчленяют на отдельные элементы, которые выполняются последовательно. К ним относятся операции, установы, переходы, рабочие ходы (проходы), различающиеся между собой объемом производимых работ.Операцией называется законченная часть технологического процесса, выполняемая на одном рабочем месте. Новая операция начинается, когда рабочий, закончив одну часть обработки у всех деталей из партии, переходит к следующей.
Количество операций в технологическом процессе зависит от величины изготавливаемой партии деталей, их сложности и количества используемых станков. Например, если токарь обрабатывает только одну деталь на одном станке, то все действия над ней будут составлять только одну операцию. Если же деталь обрабатывается последовательно на нескольких станках, то технологический процесс будет состоять из соответствующего им количества операций.
При изготовлении деталей партиями нецелесообразно производить полную обработку каждой из них непрерывно.
 Более выгодно сначала обработать одну или часть поверхностей у всех деталей, а затем перестроить станок и приступить к обработке других поверхностей, т. е. расчленить технологический процесс на несколько операций. Причем при работе на неавтоматизированных токарных станках по мере увеличения партии деталей выгоднее расчленять процесс обработки на большее количество мелких операций. Многократное выполнение минимального количества действий в каждой мелкой операции ускоряет выработку у рабочего навыков движений, способствующих повышению производительности труда.
Более выгодно сначала обработать одну или часть поверхностей у всех деталей, а затем перестроить станок и приступить к обработке других поверхностей, т. е. расчленить технологический процесс на несколько операций. Причем при работе на неавтоматизированных токарных станках по мере увеличения партии деталей выгоднее расчленять процесс обработки на большее количество мелких операций. Многократное выполнение минимального количества действий в каждой мелкой операции ускоряет выработку у рабочего навыков движений, способствующих повышению производительности труда.Остановом называется часть технологической операции, выполняемая при неизменном закреплении обрабатываемых заготовок.
Более мелкий технологический элемент — переход — законченная часть технологической операции, характеризуемая постоянством применяемого инструмента и поверхностей, образуемых обработкой. При этом в качестве дополнительного показателя перехода выступает неизменность режима резания при обработке данной поверхности.
 Например, подрезка торца, сверление отверстия, обточка цилиндра являются отдельными переходами.
Например, подрезка торца, сверление отверстия, обточка цилиндра являются отдельными переходами.При большом припуске на обработку переход расчленяют на несколько рабочих ходов (проходов). Рабочим ходом называется законченная часть технологического перехода, которая состоит из однократного перемещения инструмента относительно заготовки, сопровождаемого изменением формы, размеров и шероховатости.
Базирование заготовок. Требуемой точности размеров и взаимного расположения поверхностей детали в процессе обработки можно достичь при правильном выборе баз, используемых для установки или измерения заготовки. Различают технологические и измерительные базы.
Технологической называется база, используемая для определения положения заготовки или изделия в процессе изготовления или ремонта. Такие базы могут состоять из одной или сочетания нескольких поверхностей (рис. 8.1).
Измерительной называется база, используемая для определения относительного положения заготовки или изделия и средств измерения.
 Такими базами служат поверхности или линии детали, от которых задаются размеры на рабочем чертеже.
Такими базами служат поверхности или линии детали, от которых задаются размеры на рабочем чертеже.В зависимости от состояния базы бывают черновые — необработанные поверхности заготовки — и чистовые — окончательно обработанные поверхности детали.
Различают также основные и вспомогательные базы.
Основной называется база, принадлежащая данной детали или сборочной единице и используемая для определения ее положения в изделии (поверхность отверстия зубчатого колеса, шкива, фланца и др.).
Вспомогательной называется база, специально создаваемая обработкой на детали или заготовке только для технологических целей (центровые отверстия, предварительно обработанные поверхности детали, поверхности пробных проточек и т. д.).
Технологические базы должны обеспечивать правильное взаимное расположение поверхностей детали и надежное закрепление заготовки на станке. На рабочем чертеже они не указываются. Поэтому при их выборе необходимо руководствоваться следующими правилами:
1) черновую базу применять только один раз — для первой установки заготовки на станке.
 Это означает, что заготовку нельзя снимать со станка, пока не будет подготовлена вспомогательная или чистовая база для следующей установки;
Это означает, что заготовку нельзя снимать со станка, пока не будет подготовлена вспомогательная или чистовая база для следующей установки;2) в качестве черновой базы выбирать поверхность заготовки с наименьшим припуском или не подлежащую эбработке. Это снижает вероятность появления остаточной черноты на обработанных поверхностях и обеспечивает правильное их расположение к необрабатываемым поверхностям;
3) при обработке деталей партиями технологическая база должна обеспечивать постоянное продольное положение заготовок на станке, что намного сокращает время отсчета размеров по лимбу продольной подачи;
4) чистовую обработку поверхностей с точным взаимным расположением следует выполнять от единой технологической базы. При разовом изготовлении нескольких деталей обработку таких поверхностей чаще всего выполняют за одну установку, что исключает влияние погрешностей применяемой базы и приспособления на точность изготовления детали.
При изготовлении деталей относительно крупными партиями обработка вышеуказанных поверхностей обычно производится за несколько установок.
 В связи с этим погрешности применяемой базы и приспособления существенно влияют на точность расположения обрабатываемых поверхностей. Поэтому их окончательную обработку необходимо осуществлять от единой чистовой базы (желательно основной), а также применять способы установки, обеспечивающие высокую точность базирования. К таковым относится установка в центрах и на оправках. При использовании трехкулачкового патрона точность его центрирования можно повысить расточкой кулачков или применением упругой разрезной втулки, расточенной по диаметру базовой поверхности детали.
В связи с этим погрешности применяемой базы и приспособления существенно влияют на точность расположения обрабатываемых поверхностей. Поэтому их окончательную обработку необходимо осуществлять от единой чистовой базы (желательно основной), а также применять способы установки, обеспечивающие высокую точность базирования. К таковым относится установка в центрах и на оправках. При использовании трехкулачкового патрона точность его центрирования можно повысить расточкой кулачков или применением упругой разрезной втулки, расточенной по диаметру базовой поверхности детали.Правильное использование измерительных баз намного уменьшает возможные погрешности размеров обрабатываемых поверхностей. Поэтому в процессе обработки детали следует соблюдать общее правило — размеры ее отсчитывать от чистовых измерительных баз, предусмотренных чертежом. В частности, такой базой является торец, с подрезки которого обычно начинают токарную обработку деталей.
8-этапный процесс технологических инноваций и его применение в бизнесе
Процесс технологических инноваций состоит из ряда этапов, необходимых для внедрения улучшений или разработки нового производственного процесса, продукта или услуги.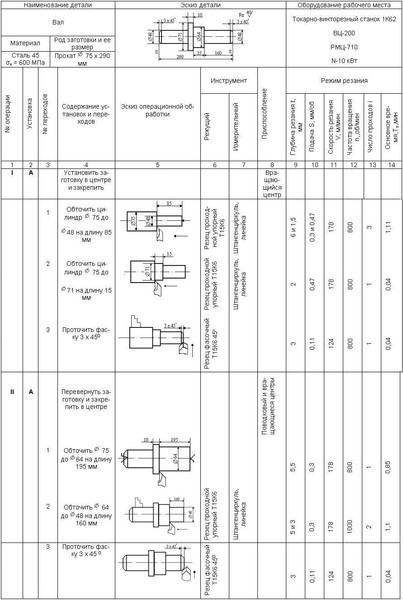
Есть два представления о происхождении технологических инноваций. Один утверждает, что технологический толчок исходит от секторов научных исследований и разработок, не имеющих коммерческой цели, а другой (рыночное притяжение), более приемлемый сегодня, утверждает, что именно потребности рынка побуждают компании разрабатывать новые технологии, которые удовлетворяют потребности потребителей и предприятия.
В этом посте мы проанализируем процесс технологических инноваций, ориентированный на удовлетворение потребностей рынка, и его применение в компаниях.
См. Также: Сколько этапов вы используете в процессе инноваций?
8 этапов технологического инновационного процесса
1- Фундаментальные исследования
Фундаментальные исследования — это этап технологического инновационного процесса, который происходит только в крупных компаниях, обычно в фармацевтическом, энергетическом и информационном секторах, и который позволяет отделам исследований и разработок постоянно быть в курсе последних технологий, оказывающих наибольшее влияние на их организации.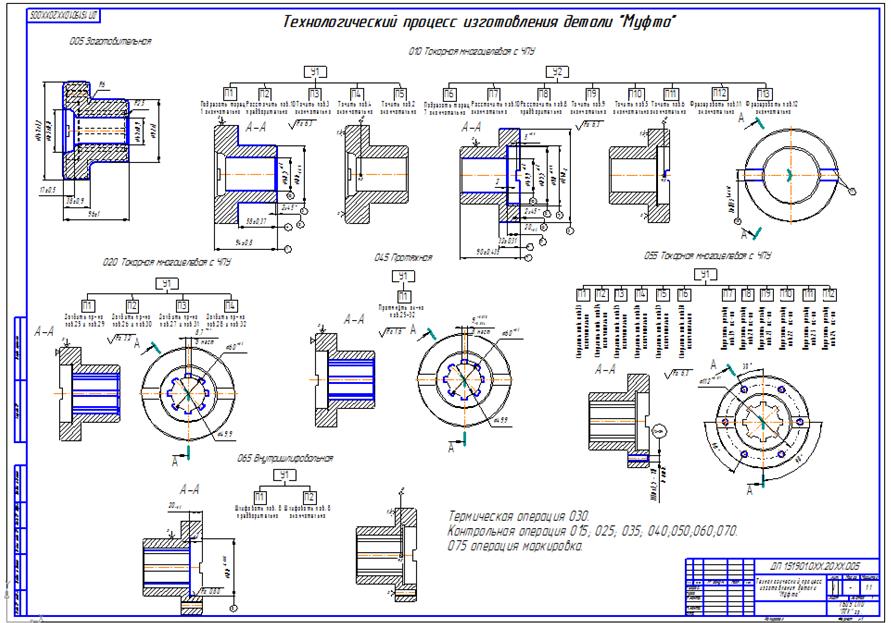
2- Прикладные исследования
Когда она обнаруживает некоторые специфические потребности рынка, которые могут представлять возможность для развития устойчивого конкурентного преимущества для бизнеса, компания ищет среди технологий, которые доминируют в способах решения этой проблемы.
На этом этапе вы можете творчески и новаторски интегрировать существующие технологии или действительно разработать что-то совершенно новое.
3- Развитие
При достижении решения рыночной потребности самое время разработать продукт, услугу или процесс, которые будут продаваться или использоваться.
Для этого разрабатывается прототип, который необходимо протестировать, желательно с помощью общественности, которая будет его использовать.
Можно использовать два интересных подхода к этому этапу технологического инновационного процесса:
- Дизайн-мышление, которое учитывает то, как люди взаимодействуют с инновационными продуктами и услугами
- Scrum, который продвигает небольшие итерации, постепенное продвижение прототипа и остальную часть инновационного процесса, всегда основанный на потребностях тех, кто будет его использовать.
Узнать больше: один из авторов манифеста критикует методологии Agile и Scrum
4- Инженерное дело
С помощью набора прототипов вы должны превратить его в масштабируемый продукт или услугу, которые можно производить массово или удовлетворять специфические потребности отрасли.
Осуществляется поиск материалов, поставщиков, соответствующих форм хранения и транспортировки, таких как соединительные детали и полезные ресурсы, определяя, какие специалисты должны быть наняты и обучены, среди прочего.
5- Производство
Это один из важнейших аспектов процесса технологических инноваций.
Пришло время определить лучший способ доставки созданного решения конечному заказчику с эффективностью и качеством.
Запустите этот с моделирования процесса , предпочтительно с использованием программного обеспечения автоматизации BPMN.
Также прочтите: 7 советов по моделированию бизнес-процессов для непрофессионалов
6- Маркетинг
Когда продукт или услуга готовы к выпуску, самое время провести концептуальные испытания, исследование рынка и тестирование рынка, чтобы увидеть, требуются ли какие-либо корректировки в зависимости от того, как их принятие и распространение происходит на тестовых рынках.
7- Продвижение
После проведения рыночных испытаний продукт или услуга запускаются на национальном или глобальном уровне, в зависимости от рынков, которые обслуживает компания.
На этом этапе процесса технологических инноваций можно использовать гибкий маркетинг, который использует методологии Scrum и Kanban для быстрого запуска продуктов и услуг и скорейшего достижения результатов.
8- Постоянное совершенствование
После запуска как продукт или услуга, так и потоки процессов, используемые для их производства и доставки конечным потребителям, постоянно измеряются и анализируются с целью поиска способов их еще большего улучшения, добавляя еще большей воспринимаемой ценности конечным потребителям. .
Также проверьте наш блог: Может ли непрерывное улучшение бизнеса работать без автоматизации?
С HEFLO , бесплатным облачным программным обеспечением для моделирования BPMN 2.0 вы можете моделировать и анализировать свои процессы с гораздо большей гибкостью и настойчивостью, всегда стремясь к инновациям.
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ▷ Русский перевод
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ПО РОССИИ
Результатов: 95, Время: 0.1128
Технологический процесс
Производственный процесс — CEOpedia | Управление онлайн
Производственный процесс представляет собой комплекс явлений и действий, в которых материалы и товары постепенно претерпевают изменения. Они вызывают последовательное развитие свойств продукта, в соответствии с его назначением. Окончание производственного процесса наступает, когда все необходимые свойства данного продукта были достигнуты.
Они вызывают последовательное развитие свойств продукта, в соответствии с его назначением. Окончание производственного процесса наступает, когда все необходимые свойства данного продукта были достигнуты.
Виды производственных процессов
Существуют разные типы производственных процессов:
- Производственная линия — производство организовано таким образом, что товар перемещается последовательно с одного рабочего места на другое.
- Непрерывный поток — тип производственной линии, на которой продукт не может быть удален (например,г. линия разливки стали, производство стекла).
- Производство на заказ — продукция изготавливается по индивидуальным требованиям заказчика. Производство разделено на отдельные участки (например, участок окраски, участок сварки)
- Производство с фиксированной позицией — продукт не перемещается в процессе производства (например, корабль).
Классификация производственных процессов
Классификация производственных процессов зависит от характера деятельности. Есть:
Есть:
- технологических процессов,
- процессы прямого удара,
- природные процессы,
- процессы измерения и контроля, e.г. контроль качества
- транспортных процессов,
- внешний транспорт,
- внутренний транспорт,
- процессов хранения.
Технологический процесс
В ходе технологического процесса выполняются мероприятия, цель которых — изменить характер сырья в готовый продукт. Технологический процесс делится также на подтипы. Первый — это процесс прямого воздействия. Он состоит из всех действий, выполняемых сотрудниками автоматически непосредственно на сырье предварительно обработанного элемента (например,г .. формование куска металла молотком в кузнице).
Пример производственного процессаФункции производственных процессов
Другой тип классификации производственных процессов — разделение в зависимости от того, как они связаны с разработкой продукта. Есть:
Есть:
- основные производственные процессы
- вторичные производственные процессы
- вспомогательные процессы
- Процессы утилизации отходов
Компенсация запасов для оптимального производственного потока
Компенсационные запасы создаются для процессов с небольшой долей в стоимости продукции, чтобы предотвратить любые производственные нарушения.Менеджеры стремятся минимизировать затраты на производство в ходе процесса, но в то же время, сохраняя непрерывный производственный цикл. Приблизительно в 10% от общего объема производства менеджеры идут в другом направлении, чтобы компенсировать нарушения, а именно, они применяют более детальное планирование и регулирование.
Точность контроля может быть направлена на все элементы, выбранное количество из них или на некоторые рабочие станции. Выбор элементов, требующих точного контроля, производится с использованием анализа кривой Парето.Поток выбранных товаров должен контролироваться всеми позициями производственного процесса. Остальными группами предметов можно управлять только на нескольких ключевых позициях.
Остальными группами предметов можно управлять только на нескольких ключевых позициях.
Следующим фактором точности контроля является уровень стабильности. На этом этапе руководителям необходимо ограничиться качественной оценкой, потому что стабильность производства трудно определить более измеримым способом.
Частота контроля — это еще один способ уменьшить вероятность и влияние нарушений в производственных процессах.Этот анализ может быть проведен с точки зрения эффективности управления производственным процессом.
См. Также:
Список литературы
- Бардхан И., Уитакер Дж. И Митас С. (2006). Информационные технологии, аутсорсинг производственных процессов и производительность производственных предприятий . Журнал информационных систем управления, 23 (2), 13-40.
- Ли, Х. Л., и Розенблатт, М. Дж. (1987). Одновременное определение производственного цикла и графиков проверок в производственной системе .Наука управления, 33 (9), 1125-1136.

- Леви, Ф. К. (1965). Адаптация в производственном процессе . Наука управления, 11 (6), B-136.
- Моррони, М. (2009). Производственный процесс и технические изменения . Пресса Кембриджского университета.
- Шенбергер, Р. Дж. (2007). Управление производством в Японии: эволюция — с переменным успехом . Журнал оперативного управления, 25 (2), 403-419.
3 Технологические драйверы | Использование конфиденциальности и информационных технологий в эпоху цифровых технологий
3.5
ОБЪЕДИНЕНИЕ ТЕХНОЛОГИЙ В СИСТЕМА СБОРА ДАННЫХ
Каждую из рассмотренных выше технологических тенденций можно рассматривать по отдельности как потенциально способную угрожать частной жизни человека. Однако, объединенные в общую систему, такие технологии, похоже, представляют гораздо большую угрозу конфиденциальности. Существование повсеместных датчиков, генерирующих цифровые данные и подключенных к компьютерам по сети, повышает вероятность получения данных для большей части того, что люди делают в физическом мире. Более широкое использование сетевых компьютеров, которые сами по себе являются одной из форм датчиков активности, дает возможность аналогичного отслеживания действий в электронном мире. А расширенные и недорогие возможности хранения данных поддерживают сохранение данных по умолчанию.
Более широкое использование сетевых компьютеров, которые сами по себе являются одной из форм датчиков активности, дает возможность аналогичного отслеживания действий в электронном мире. А расширенные и недорогие возможности хранения данных поддерживают сохранение данных по умолчанию.
После сохранения данные потенциально доступны для анализа любым компьютером, подключенным через сеть к этому хранилищу. Сетевые компьютеры могут обмениваться любой информацией, которая у них есть, и могут агрегировать информацию, хранящуюся у них отдельно.Таким образом, можно не только увидеть всю информацию, собранную о человеке, но также объединить информацию, собранную в различных местах в сети, для более широкого представления о деятельности этого человека. Такие корреляции создают еще больше данных о человеке, которые могут храниться в общей системе, совместно использоваться с другими в сети и соотноситься с данными датчиков, которые принимаются.
Наконец, казалось бы, неограниченная вычислительная мощность, обещанная сетевыми компьютерами, по-видимому, позволяет проводить тщательный и быстрый любой анализ данных, касающихся человека. Паттерны поведения, корреляции между действиями, предпринимаемыми в электронном и физическом мире, и корреляции между данными, собранными об одном человеке, и данными, собранными о другом, в принципе могут быть обнаружены, сообщены и использованы для создания дополнительных данных о человеке. рассматривается. Даже если такой анализ сегодня непрактичен, данные будут продолжать храниться, и могут появиться достижения в области аппаратных и программных технологий, которые позволят провести анализ в будущем.
Паттерны поведения, корреляции между действиями, предпринимаемыми в электронном и физическом мире, и корреляции между данными, собранными об одном человеке, и данными, собранными о другом, в принципе могут быть обнаружены, сообщены и использованы для создания дополнительных данных о человеке. рассматривается. Даже если такой анализ сегодня непрактичен, данные будут продолжать храниться, и могут появиться достижения в области аппаратных и программных технологий, которые позволят провести анализ в будущем.
По крайней мере, эти технологические тенденции — в вычислениях, датчиках, технологиях хранения и сетях — меняют правила, которые управляли наблюдением. Именно интеграция жестких и мягких технологий наблюдения и анализа в сети и системы лежит в основе эволюции того, что можно было бы назвать традиционным наблюдением, к «новому» наблюдению. 10 По сравнению с традиционным наблюдением, новое наблюдение менее заметное и более непрерывное во времени и пространстве, обеспечивает меньшее количество
определение технологического по The Free Dictionary
Четыре или пять лет назад он прошел годичный курс в технологическом колледже в Вустере и баловался в лаборатории с дружелюбным профессором физики; и образы, порожденные этим опытом, все еще возникали в неожиданные моменты через совершенно другие ассоциации мысли, в которых он с тех пор жил. Ответ заключается в том, чтобы сосредоточиться на технологических инновациях. «Мы должны поддерживать наши технологические компании и помогать нашей молодежи в получении научного и технологического образования», — сказал он. (TAP) — Правительство запустит в период с 2019 по 2020 год рекламную кампанию для технологические парки, основанные на сети международных отношений, созданной компаниями, отвечающими за управление этими структурами, заявил в четверг премьер-министр Юсеф Чахед. Министерство военного производства Мохамед аль Ассар во время открытия выставки — фото для прессы CAIRO — 5 марта 2018: Центр научно-технического совершенства Министерства военного производства подписал соглашение о сотрудничестве с Городом науки и технологий Зеваил.Предприниматели и стартапы, основанные на инновациях, — это будущее Египта, а инновации не могут быть достигнуты без технологий, поэтому государство работает над расширением технологических областей. Резюме: с одной стороны, технологические фетишисты, приветствующие новую эпоху технологического превосходства.
Ответ заключается в том, чтобы сосредоточиться на технологических инновациях. «Мы должны поддерживать наши технологические компании и помогать нашей молодежи в получении научного и технологического образования», — сказал он. (TAP) — Правительство запустит в период с 2019 по 2020 год рекламную кампанию для технологические парки, основанные на сети международных отношений, созданной компаниями, отвечающими за управление этими структурами, заявил в четверг премьер-министр Юсеф Чахед. Министерство военного производства Мохамед аль Ассар во время открытия выставки — фото для прессы CAIRO — 5 марта 2018: Центр научно-технического совершенства Министерства военного производства подписал соглашение о сотрудничестве с Городом науки и технологий Зеваил.Предприниматели и стартапы, основанные на инновациях, — это будущее Египта, а инновации не могут быть достигнуты без технологий, поэтому государство работает над расширением технологических областей. Резюме: с одной стороны, технологические фетишисты, приветствующие новую эпоху технологического превосходства. .Предмет технологической оценки становится все более актуальным, составляя важную часть процессов технологического управления. Профессор Университета Арканзаса Дэниел Уитмайр предполагает, что, если мы будем следовать этому принципу, вполне естественно, что любой технологический вид окажется в аналогичной ситуации. людям на Земле: «что они оба являются первыми такими видами, эволюционировавшими на своей планете, а также что они находятся на ранней стадии потенциальной технологической эволюции», согласно его статье в (https: // www.cambridge.org/core/journals/international-journal-of-astrobiology/article/implication-of-our-technological-species-being-first-and-early/EB38BDC09C0908578184835C8B072390) Международный журнал астробиологии. Разработка таких инновационных продуктов для конкретного производителя требует применения операционной системы технологического контроля, которая обеспечивает ликвидность продуктов на достигнутом уровне технических параметров. Ученые утверждают, что философия технологических допущений, особенно технологический детерминизм, может влиять на мышление или дискурс преподавателей, касающихся технологии (Bennett & Maton, 2010; Cukier, Ngwenyama, Bauer, & Middleton, 2009; Fisher, 2006; Jones & Czerniewicz, 2010; Jones & Healing, 2010; Kanuka, 2008; Kritt & Winegar, 2010; Leonardi, 2008; Oliver , 2011; Selwyn, 2010; Strobel & Tillberg-Webb, 2009), и политика влияния (Clegg, Hudson, & Steel, 2003; Cukier et al.
.Предмет технологической оценки становится все более актуальным, составляя важную часть процессов технологического управления. Профессор Университета Арканзаса Дэниел Уитмайр предполагает, что, если мы будем следовать этому принципу, вполне естественно, что любой технологический вид окажется в аналогичной ситуации. людям на Земле: «что они оба являются первыми такими видами, эволюционировавшими на своей планете, а также что они находятся на ранней стадии потенциальной технологической эволюции», согласно его статье в (https: // www.cambridge.org/core/journals/international-journal-of-astrobiology/article/implication-of-our-technological-species-being-first-and-early/EB38BDC09C0908578184835C8B072390) Международный журнал астробиологии. Разработка таких инновационных продуктов для конкретного производителя требует применения операционной системы технологического контроля, которая обеспечивает ликвидность продуктов на достигнутом уровне технических параметров. Ученые утверждают, что философия технологических допущений, особенно технологический детерминизм, может влиять на мышление или дискурс преподавателей, касающихся технологии (Bennett & Maton, 2010; Cukier, Ngwenyama, Bauer, & Middleton, 2009; Fisher, 2006; Jones & Czerniewicz, 2010; Jones & Healing, 2010; Kanuka, 2008; Kritt & Winegar, 2010; Leonardi, 2008; Oliver , 2011; Selwyn, 2010; Strobel & Tillberg-Webb, 2009), и политика влияния (Clegg, Hudson, & Steel, 2003; Cukier et al. , 2009; Фишер, 2006; Wyatt, 2008).
, 2009; Фишер, 2006; Wyatt, 2008).Технологическое оборудование — d20PFSRD
Внедрение высокотехнологичных предметов, таких как лазерные пистолеты, силовая броня, кибернетика, наниты и т. Д., В фэнтезийный сеттинг вызывает споры, но вряд ли это недавнее нововведение. В более ранних настольных ролевых играх наука и технологии сочетались с фантастикой. Еще до ролевых игр авторы смешивали современные или футуристические элементы со своим фэнтезийным сеттингом. Конан встречает инопланетянина в Роберте Э.Рассказ Ховарда 1933 года «Башня слона». Популярные франшизы видеоигр, такие как Might & Magic, Wizardry и Final Fantasy, часто включают инопланетные или футуристические технологии в свои сюжетные линии. И похоже, что в каждом другом фэнтези-фильме, вышедшем в 1980-х годах, был какой-то элемент технологий, вторгающихся в волшебные миры, или наоборот.
Поскольку они появляются так редко, и поскольку у ПК так мало способов построить свои собственные технологические устройства, технология — отличный способ снова привнести немного магии в свою игру. Если вы решите включить высокотехнологичные товары, сначала ограничьте их доступность. Выберите, к чему вы дадите доступ своим компьютерам, чтобы вы могли распространять чудеса открытий. Основной способ получения технологических предметов должен оставаться поиском их как сокровищ в ходе игры — по крайней мере, когда вы впервые интегрируете передовые технологии в свою игру.
Если вы решите включить высокотехнологичные товары, сначала ограничьте их доступность. Выберите, к чему вы дадите доступ своим компьютерам, чтобы вы могли распространять чудеса открытий. Основной способ получения технологических предметов должен оставаться поиском их как сокровищ в ходе игры — по крайней мере, когда вы впервые интегрируете передовые технологии в свою игру.
Наконец, если вы планируете играть в игру, в которой используются технологии, вам настоятельно рекомендуется не читать этот раздел (по крайней мере, до завершения кампании).Волнение от открытий можно испортить, если вы знаете, что их ждет впереди, и хотя многим людям нравится знать все доступные варианты для своих персонажей с самого начала кампании, открытие чего-то нового может быть довольно захватывающим. Если вы GM, имейте в виду, что вам не нужно разрешать все, что указано в этом разделе, в вашей игре. В частности, ограничение доступа к умениям по созданию технологий может помочь сохранить редкость этих предметов в вашей игре. Опять же, технологии — мощный элемент в фэнтезийном сеттинге, и не всем это нравится.Вы знаете своих игроков лучше, чем мы, поэтому доверяйте собственному суждению о том, какой уровень технологий лучше всего подходит для вашей кампании.
Опять же, технологии — мощный элемент в фэнтезийном сеттинге, и не всем это нравится.Вы знаете своих игроков лучше, чем мы, поэтому доверяйте собственному суждению о том, какой уровень технологий лучше всего подходит для вашей кампании.
Занимаясь технологиями
Следует помнить, что когда вы разрабатываете и оцениваете предметы, процесс на самом деле не сильно отличается от создания нового волшебного предмета. Используя рекомендации по созданию магических предметов при разработке технологических предметов, вы можете гарантировать, что конечный результат останется сбалансированным в игре. Например, адская граната ничем не отличается от одноразового, активируемого при использовании огненного шара, поэтому она оценивается как одноразовый предмет, который дублирует заклинание 3-го уровня на 5-м уровне CL, всего 750 зм .Луч смерти — это, по сути, заклинание разрушения с несколькими изменениями вкуса и правилами. Зажим гравитации более или менее дублирует эффекты заклинания «Свинцовые клинки». И так далее.
И так далее.
Фактически, вы можете быстро изменить скин практически на любой существующий магический предмет, чтобы заменить технологический предмет. Однако имейте в виду, что вы также можете сделать прямо противоположное. Даже если вы не хотите добавлять технологические предметы в свою игру, волшебный жезл, который позволяет человеку нарушить тайную командную структуру голема и узурпировать контроль над ним у его создателя, может быть крутым предметом, который можно бросить в более стандартный игра — просто назовите это жезлом управления конструкциями и используйте характеристики рободжека.Или, возможно, вы хотите дать NPC в своей игре набор из чешуи дракона, который он вырос на своей плоти после проведения странного ритуала — вы можете покрыть его кожными покровами и назвать это благословением из драконьей шкуры.
В дополнение к этому, вам следует подумать о внедрении технологических предметов в вашу игру, не называя их изначально по имени. Когда игровые персонажи встретят свой первый лазерный пистолет, опишите им его, но не просто говорите: «Вы нашли лазер!» Вместо этого NPC, который первым использует его против персонажей, может называть его своим «огнестрельным оружием», или «красным опаляющим средством», или «устройством малинового луча», или чем-то еще. Позволить игровым персонажам придумывать собственные названия для этого странного нового оружия — это, пожалуй, наиболее удовлетворительное решение.
Позволить игровым персонажам придумывать собственные названия для этого странного нового оружия — это, пожалуй, наиболее удовлетворительное решение.
Помните, что основная цель этих предметов не в том, чтобы дать игрокам или NPC странные новые возможности и возможности. Они обязательно это сделают (хотя и не намного больше, чем существующие магические предметы), но, что более важно, они добавят в вашу игру элемент захватывающей непривычки.
Технологии в мире
Даже в этом мире, полном магии, чудеса вызывают недоумение даже у самых образованных мудрецов.
Никаких новых навыков, специфичных для работы с передовыми технологиями, не требуется, но некоторые существующие навыки находят новое применение, как подробно описано на страницах с описанием затронутых навыков. Компьютеры, которые используют сверхнауку и футуристические технологии, могут выбирать из ряда умений, заклинаний и архетипов, чтобы дать им больше возможностей в отношении технологий, в то время как те, кто не хочет иметь ничего общего со странными и инопланетными устройствами, могут выбрать параметры персонажа, которые наделяют их повышенными защиты или нападения на технологии.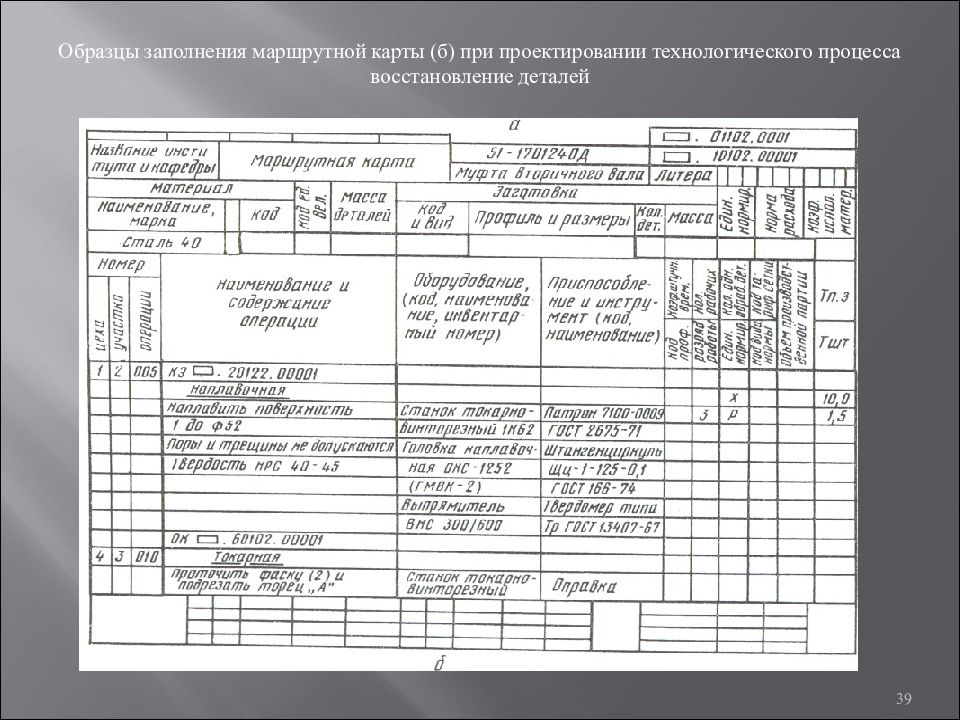 Кроме того, престиж-класс техноманта открывает секреты усиления технологий с помощью магии и преобразования захваченных устройств в формы, невообразимые их создателями.
Кроме того, престиж-класс техноманта открывает секреты усиления технологий с помощью магии и преобразования захваченных устройств в формы, невообразимые их создателями.
Создание высокотехнологичных предметов
Процесс создания технологических предметов имеет много общего с созданием магических предметов, хотя он использует разные умения, навыки и средства. Как и в случае с магическими изделиями, создатель вкладывает время и деньги в процесс создания и в конце пытается выполнить единственную проверку навыков, чтобы завершить строительство.Поскольку у технологических предметов нет уровней заклинателя, DC этой проверки определяется в описании каждого технологического предмета. Отсутствие этой проверки означает, что элемент не работает, а материалы потрачены впустую. Невыполнение этой проверки на 5 или более баллов может привести к катастрофическому отказу, например поражению электрическим током или взрыву, по усмотрению GM.
В отличие от магических изделий, для изготовления которых часто требуются заклинания, для изготовления высокотехнологичных изделий требуется специализированная лаборатория с необходимыми инструментами. Использование лаборатории для создания высокотехнологичного предмета потребляет определенное количество энергии каждый день. Дни, когда в лаборатории нет электричества, по сути задерживают продолжение строительства высокотехнологичного предмета, но время, уже потраченное на постройку предмета, не теряется. Кроме того, создание предмета требует затрат времени (от персонажа с соответствующим умением крафта) и затрат денег, используемых для обеспечения технологических компонентов и расходуемых ресурсов, необходимых для работы.
Использование лаборатории для создания высокотехнологичного предмета потребляет определенное количество энергии каждый день. Дни, когда в лаборатории нет электричества, по сути задерживают продолжение строительства высокотехнологичного предмета, но время, уже потраченное на постройку предмета, не теряется. Кроме того, создание предмета требует затрат времени (от персонажа с соответствующим умением крафта) и затрат денег, используемых для обеспечения технологических компонентов и расходуемых ресурсов, необходимых для работы.
Создание технологического предмета требует 8 часов работы на каждые 1000 зм базовой цены предмета (или ее доли).Создатель должен потратить золото в начале процесса строительства. Процесс можно ускорить до 4 часов работы на 1000 gp, увеличив DC для создания предмета на 5. При определении необходимого времени игнорируйте любые фиксированные затраты, такие как часть имплантированного оружия.
Создатель может работать максимум 8 часов в день, даже если ей не нужен сон или отдых. Эти дни не обязательно должны быть последовательными. В идеале создатель может непрерывно работать не менее 4 часов за раз, но если это невозможно (например, во время приключений), создатель может посвятить 4 часа работы, разбитой на день, в результате чего в итоге получится 2 часа работы. прогресс.Работа в отвлекающих или опасных условиях также приносит только половину прогресса. Если автор не может посвятить хотя бы 4 часа работе в течение дня (даже если он разбит или в отвлекающих условиях), любая работа, выполненная в этот день, будет потрачена зря.
Эти дни не обязательно должны быть последовательными. В идеале создатель может непрерывно работать не менее 4 часов за раз, но если это невозможно (например, во время приключений), создатель может посвятить 4 часа работы, разбитой на день, в результате чего в итоге получится 2 часа работы. прогресс.Работа в отвлекающих или опасных условиях также приносит только половину прогресса. Если автор не может посвятить хотя бы 4 часа работе в течение дня (даже если он разбит или в отвлекающих условиях), любая работа, выполненная в этот день, будет потрачена зря.
Персонаж может работать над несколькими технологическими предметами одновременно или даже в один и тот же день, если на каждый предмет можно потратить не менее 2 часов чистого труда. Это не позволяет создателю превышать лимиты на работу, выполненную за один день, но требует отдельных затрат энергии для каждого элемента (одновременная работа над несколькими проектами не особенно энергоэффективна).
Технологические предметы могут быть отремонтированы, используя соответствующие умения крафта, так же, как и магические предметы, но такие методы не могут исправить более фундаментальные разрушения временем, поражающие устаревшие технологические предметы.
Ремесленные лаборатории
Хотя существует широкий спектр технологических предметов, типы лабораторий, необходимых для создания предметов, относительно ограничены. К сожалению, ремесленные лаборатории невероятно редки. Ремесленная лаборатория похожа на технологический артефакт в том смысле, что ее нельзя собрать или построить с использованием доступных в настоящее время ресурсов.Чтобы создать технологический предмет, нужно обеспечить лабораторию для использования. (Это позволяет GM ограничить роль высокотехнологичного ремесла в любой игре — обязательно сообщите игрокам об ограниченной доступности ремесленных лабораторий в начале игры, чтобы они знали, полезно ли выбирать высокотехнологичные ремесленные умения. вариант для своих ПК!)
Шесть типов лабораторий перечислены ниже. В каждой лаборатории также указано количество зарядов, необходимых для дневной работы над одним проектом — эти цифры, как правило, довольно высоки, и лаборатории, которые не получают энергию от генератора, могут потреблять ошеломляющее количество энергии батареи. Лаборатория, которая использует энергию от генератора, применяет перечисленные заряды к выделенной мощности этого генератора, пока работа над объектом продолжается.
Лаборатория, которая использует энергию от генератора, применяет перечисленные заряды к выделенной мощности этого генератора, пока работа над объектом продолжается.
Кибернетическая лаборатория (100 зарядов) : Кибернетическая лаборатория используется для создания кибернетического оборудования и устройств, которые напрямую взаимодействуют с биологией живых существ.
Гравитонная лаборатория (250 зарядов) : Гравитонная лаборатория используется для создания предметов, использующих гравитонные технологии, таких как гравитационные винтовки, силовые поля и магнитные сапоги.
Медицинская лаборатория (20 зарядов) : Эта лаборатория используется для изготовления медицинских предметов, таких как пакеты с травмами, медланки и фармацевтические препараты.
Военная лаборатория (100 зарядов) : Военная лаборатория используется для создания оружия, для которого не требуются более специализированные лаборатории.
Лаборатория нанотехнологий (150 зарядов) : Эта лаборатория используется для создания устройств, использующих нанотехнологии, таких как винтовки id и k-пики.
Производственная лаборатория (50 зарядов) : Производственная лаборатория используется для создания предметов, которым не требуются более специализированные лаборатории.
Гибридные изделия
Предметы, содержащие как магические, так и технологические компоненты, такие как нулевой клинок, требуют особого процесса изготовления. Создатель должен сначала преуспеть в проверке умения в указанном DC для создания технологической части предмета, а затем должен преуспеть в проверке, основанной на уровне заклинателя предмета, для создания магической части. Любые невыполненные требования на основе заклинаний или уровней увеличивают этот DC крафта, как описано для создания магических предметов. Умение, используемое для каждой проверки, основано на умениях создания предмета, требуемых предметом.Неудача по любой из проверок портит предмет. Используйте указанную цену предмета как обычно для определения времени изготовления, а также стоимость предмета для сырья. Если у создателя есть умения или способности, ускоряющие создание предметов, применяется только наименее благоприятный бонус. Другими словами, чтобы создать гибридный предмет быстрее, создатель должен иметь возможность создавать как магические, так и технологические предметы быстрее.
Другими словами, чтобы создать гибридный предмет быстрее, создатель должен иметь возможность создавать как магические, так и технологические предметы быстрее.
Также возможно улучшить высокотехнологичную броню и высокотехнологичное оружие с помощью специальных способностей брони или особых способностей оружия, включая магические бонусы улучшения.Можно было построить лазерную винтовку +2, бензопилу +4 танцующего гуманоида или скафандр +1 призрачного прикосновения. Теоретически создатель магического предмета может даже наделить технологический предмет магическим интеллектом. Чтобы создать такой волшебный высокотехнологичный предмет, нужно сначала обезопасить сам высокотехнологичный предмет путем покупки, открытия или изготовления. Все высокотехнологичное оружие и доспехи считаются произведением искусства с точки зрения добавления к ним магических улучшений (хотя они не получают других типичных преимуществ для предметов мастерской работы).По усмотрению Мастера, некоторые особые магические способности могут просто не подходить для применения к определенным технологическим предметам. Когда персонаж превращает существующий технологический предмет в магический таким образом, ему не нужно соответствовать требованиям изготовления базового предмета — волшебник, владеющий навыком «Создание магического оружия и брони», может создать дуговый пистолет +1 из обычного дугового пистолета, не имея Создавайте технологическое оружие и броню, не имея доступа к военной лаборатории. В ситуации, когда персонаж желает создать весь предмет с нуля, немагический технологический предмет должен быть полностью обработан и завершен, прежде чем можно будет начать работу по его магическому улучшению.
Когда персонаж превращает существующий технологический предмет в магический таким образом, ему не нужно соответствовать требованиям изготовления базового предмета — волшебник, владеющий навыком «Создание магического оружия и брони», может создать дуговый пистолет +1 из обычного дугового пистолета, не имея Создавайте технологическое оружие и броню, не имея доступа к военной лаборатории. В ситуации, когда персонаж желает создать весь предмет с нуля, немагический технологический предмет должен быть полностью обработан и завершен, прежде чем можно будет начать работу по его магическому улучшению.
Ценообразование и создание новых технологических позиций
Новые технологические предметы можно и нужно создавать, используя существующие предметы для вдохновения. Новый предмет может напоминать существующий магический предмет, например, как реактивные ранцы работают как крылатые ботинки, но должны быть отличия, помимо заряда батареи, чтобы технологии отличались друг от друга. При установлении цены на новый технологический предмет используйте существующие рекомендации по оценке стоимости магического предмета. Технологические элементы не требуют дополнительных затрат, так как у них есть дополнительные недостатки, которые дополняют их преимущества.Предметы, которые используют заряды, должны оцениваться так, как если бы они были активированы использованием, а не так, как если бы они заряжались так же, как заряжается жезл или кольцо барана, если только предмет не является одноразовым и имеет 50 или меньше зарядов, как предполагается. что недавно созданный технологический предмет можно относительно легко перезарядить.
Технологические элементы не требуют дополнительных затрат, так как у них есть дополнительные недостатки, которые дополняют их преимущества.Предметы, которые используют заряды, должны оцениваться так, как если бы они были активированы использованием, а не так, как если бы они заряжались так же, как заряжается жезл или кольцо барана, если только предмет не является одноразовым и имеет 50 или меньше зарядов, как предполагается. что недавно созданный технологический предмет можно относительно легко перезарядить.
Прочие технологические объекты
Тем не менее, большое количество технологических предметов по сути дублирует существующие магические предметы или заклинания, и хотя они питаются от супернауки, а не от магии, их игровые эффекты те же.
Например, пара антигравитационных ботинок будет функционировать так же, как пара ботинок левитации, в то время как энергетический меч может функционировать как блестящий длинный меч энергетического шока. конечно, фактические эффекты этих предметов, будучи технологическими по своей природе, прекрасно работают в областях изначальной магии или антимагии. Однако в то же время для функционирования таких предметов требуется энергия.
Однако в то же время для функционирования таких предметов требуется энергия.
Как правило, емкость такого предмета равна 10, и он использует 1 заряд при каждой активации.Для предметов, предназначенных для постоянного или длительного использования, вместо этого может использоваться 1 зарядка в минуту или 1 заряд в час — точные данные могут отличаться. Емкость предмета или использование заряда не влияет на его цену, если предмет полностью функционален и может быть перезаряжен — если предмет имеет ограниченные заряды (см. «Изношенные технологии»), его цена уменьшается вдвое.
Когда вы добавляете в игру технологические предметы, помните, что некоторые способности должны оставаться в сфере магии. Эффекты, которые не должны иметь технологические предметы, включают в себя призыв внепланарных существ посредством призыва или призыва, влияние на отношения других посредством чар, предсказание будущего или лучший образ действий посредством предсказания, а также путешествия по другим планам существования или между ними. Однако GM может свободно добавлять такие устройства в свои игры, если эти устройства удовлетворяют потребности GM.
Однако GM может свободно добавлять такие устройства в свои игры, если эти устройства удовлетворяют потребности GM.
Технологическое оборудование
Чтобы отделить технологическую кампанию от стандартного фэнтезийного приключения, вам понадобится множество необычных футуристических предметов. Но будь то лазерное ружье в руках ужасного врага или набор странной гравитационной брони, найденной в сокровищнице странно однородного металлического подземелья, технологии из будущего (или даже настоящего реального мира) в фантастическом сеттинге. с ними следует обращаться так же, как с магическими предметами в других частях этой игры.
Многие технологические предметы копируют определенные заклинания или магические эффекты. Однако они никоим образом не используют магию и, таким образом, нормально функционируют в областях антимагической или изначальной магии, и в остальном на них не влияют никакие эффекты, которые нацелены на магические предметы или влияют на них.
Чтобы отличить технологическую кампанию от стандартного фэнтезийного приключения, вам понадобится множество необычных футуристических предметов. Но будь то лазерная пушка в руках ужасного врага или набор странных гравитационных доспехов, найденных в сокровищнице странно однородного металлического подземелья, технологии из будущего (или даже настоящего реального мира) в фантастическом сеттинге. с ними следует обращаться так же, как с магическими предметами.
Но будь то лазерная пушка в руках ужасного врага или набор странных гравитационных доспехов, найденных в сокровищнице странно однородного металлического подземелья, технологии из будущего (или даже настоящего реального мира) в фантастическом сеттинге. с ними следует обращаться так же, как с магическими предметами.
Многие технологические предметы копируют определенные заклинания или магические эффекты. Однако они никоим образом не используют магию и, таким образом, нормально функционируют в областях антимагической или изначальной магии, и в остальном на них не влияют никакие эффекты, которые нацелены на магические предметы или влияют на них.
В этом разделе собраны десятки новинок в следующих категориях.
Технологическое оружие : Большинство технологического оружия — это оружие дальнего боя, хотя некоторые высокотехнологичное оружие ближнего боя также можно найти в подземельях.
Технологическая Броня : Технологическая броня работает аналогично стандартной броне, но часто для полноценного функционирования требуется источник энергии.
Фармацевтические препараты : Фармацевтические препараты включают лекарства, яды и лекарства. Их можно принимать внутрь или вводить инъекциями, и, как правило, они имеют относительно незначительные или временные эффекты.
Cybertech : Cybertech — это технология, которая должна быть имплантирована в тело, прежде чем оно сможет функционировать.Cybertech обычно увеличивает способности и статистику персонажа.
Technological Gear : Эта общая категория включает в себя широкий спектр устройств, от относительно незначительных вещиц, таких как молнии, до технологических чудес, таких как клоноподы.
Технологические артефакты : Статус артефакта относится к предметам, которые смертные не могут создать или воспроизвести, а также за пределами обычных мер ценности. В отличие от магических артефактов, технологические артефакты можно уничтожить так же, как и другие предметы, и они действительно могут быть довольно хрупкими.
Код цвета
Многие технологические предметы следуют цветовому коду, который упорядочивает похожие предметы (например, гипопистолеты из нанита, силовые поля или гравитационные зажимы) в соответствии с их общей мощностью.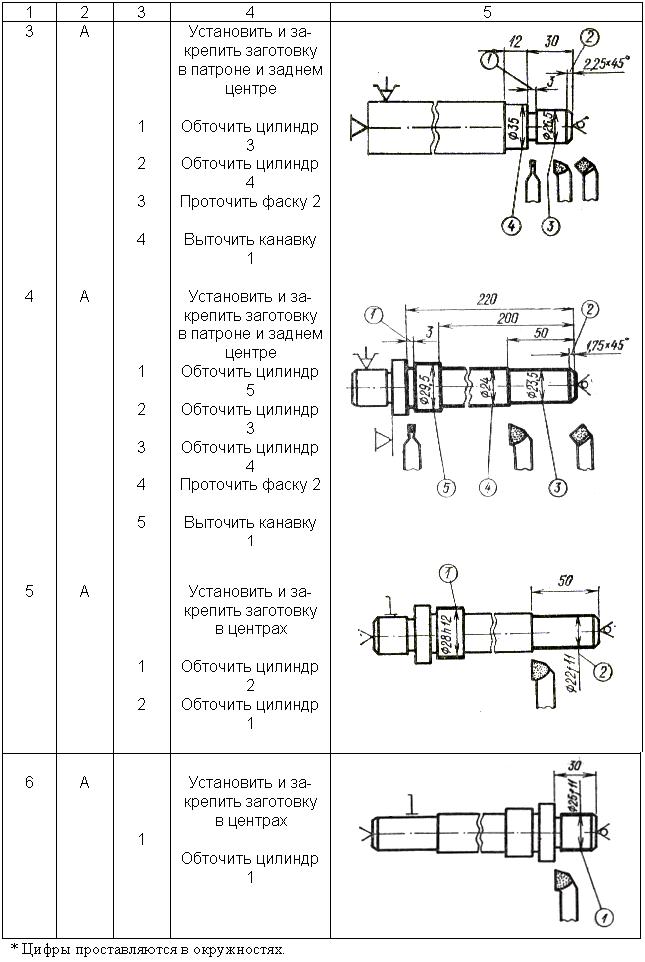 Уровень мощности для каждого цвета указан ниже. Обратите внимание, что на шкале девять цветов — эффекты предмета любого отдельного цвета должны примерно соответствовать уровню силы заклинания соответствующего уровня. Семь из этих цветов связаны с семью небесными металлами. Наименьший из цветов, коричневый, связан с основными рудами, а самый высокий из цветов, призматический, связан со всеми небесными металлами.В некоторых технологических изделиях для создания объекта используются настоящие небесные металлы соответствующего цвета, но в большинстве случаев вместо более ценных небесных металлов используются синтетические пластмассы и металлы.
Уровень мощности для каждого цвета указан ниже. Обратите внимание, что на шкале девять цветов — эффекты предмета любого отдельного цвета должны примерно соответствовать уровню силы заклинания соответствующего уровня. Семь из этих цветов связаны с семью небесными металлами. Наименьший из цветов, коричневый, связан с основными рудами, а самый высокий из цветов, призматический, связан со всеми небесными металлами.В некоторых технологических изделиях для создания объекта используются настоящие небесные металлы соответствующего цвета, но в большинстве случаев вместо более ценных небесных металлов используются синтетические пластмассы и металлы.
- Коричневый : Примерно эквивалент заклинания 1-го уровня. Этот цвет не ассоциируется с небесным металлом.
- Черный : Примерно эквивалент заклинания 2-го уровня. Этот цвет ассоциируется с адамантином.
- Белый : Примерно эквивалентен заклинанию 3-го уровня.Этот цвет ассоциируется с сиккатитом.

- Серый : Примерно эквивалентен заклинанию 4-го уровня. Этот цвет ассоциируется с инубриксом.
- Зеленый : Примерно эквивалентен заклинанию 5-го уровня. Этот цвет ассоциируется с noqual.
- Красный : Примерно эквивалентен заклинанию 6-го уровня. Этот цвет ассоциируется с джезет.
- Синий : Примерно эквивалент заклинания 7-го уровня. Этот цвет ассоциируется с абизием.
- Оранжевый : Примерно эквивалент заклинания 8-го уровня. Этот цвет ассоциируется с горакальком.
- Призматический : Примерно эквивалентен заклинанию 9-го уровня. Этот цвет ассоциируется со всеми небесными металлами.
Источники энергии
Для работы большинства представленных здесь чудес техники требуется энергия. Каждый из этих предметов имеет показатель емкости, который указывает максимальное количество зарядов, которое предмет может хранить одновременно.Количество зарядов, которые расходует предмет при использовании, варьируется от предмета к предмету. Емкость предмета может быть заполнена от любого источника питания — например, батареи или генератора — стандартным действием. Когда предмет заряжен, он всегда берет столько зарядов от подключенного источника питания, сколько может удержать, заполняя его как можно ближе к своей емкости. Обратите внимание, что зарядка элемента от генератора более эффективна, так как любые заряды, разряженные из аккумулятора, превышающие количество зарядов, которое может сохранить элемент, теряются.
Емкость предмета может быть заполнена от любого источника питания — например, батареи или генератора — стандартным действием. Когда предмет заряжен, он всегда берет столько зарядов от подключенного источника питания, сколько может удержать, заполняя его как можно ближе к своей емкости. Обратите внимание, что зарядка элемента от генератора более эффективна, так как любые заряды, разряженные из аккумулятора, превышающие количество зарядов, которое может сохранить элемент, теряются.
Старые технологии
Представленное здесь оборудование описано в полном рабочем состоянии и имеет соответствующую цену. Оборудование, которое со временем было повреждено или пришло в негодность, работает менее стабильно и стоит меньше денег, чем новые технологические изделия. Такое снаряжение называется «изношенным». См. Подробности в разделе «Сбои в использовании устаревших технологий».
Раздел 15: Уведомление об авторских правах
.
