Лекция №7. Техническая диагностика машин и оборудования
Основные сведения о технической диагностике. Недостатком действующей системы планово-предупредительных ремонтов является слабая ориентация на техническое обслуживание оборудования, в том числе, и на его важную составляющую часть — диагностику. Например, в соответствии с системой планово-предупредительных ремонтов, нормы затрат труда на техническое обслуживание технологического оборудования, в среднем, не превышают 25—30% всех трудовых затрат.
Как известно из практики, то или иное оборудование направляют в ремонт обычно после определенного срока эксплуатации или каких-либо явных нарушений и отклонений в его работе. Однако в связи с тем, что условия работы однотипных машин часто не одинаковы, их техническое состояние к моменту выхода в ремонт бывает различным. Оборудование нередко ремонтируется преждевременно только потому, что это положено в связи с истечением установленного срока его эксплуатации. Особенно важен точный учет машинного времени работы, когда осуществляется непосредственная отработка оборудования.
Не допустить направление в ремонт оборудования с недоиспользованным ресурсом, ранее экономически и технически допустимой величины его износа, может только правильно организованное техническое диагностирование оборудования. Поэтому в настоящее время большое значение имеет диагностика всех видов оборудования.
Одна из основных задач диагностики технического состояния элементов машины — наиболее полное использование ресурса ее основных агрегатов.
Процесс изнашивания машин носит случайный характер, поэтому ресурс их агрегатов — случайная величина, а ресурсный отказ конкретного элемента, агрегата происходит в случайный момент времени, который без применения диагностики нельзя предсказать и предотвратить.
Прогнозируя остаточный ресурс изделий от момента контроля до их предельного состояния, можно обеспечить разумное управление техническим состоянием машины и полнее использовать ресурс агрегатов при условии сохранения уровня их безотказности в прогнозируемый период.
С расширением применения сложного автоматизированного оборудования его техническое обслуживание, предвидение возможных отказов на основе диагностики его состояния приобретает особо актуальное значение. И это вполне закономерно, так как задача технического обслуживания заключается в непрерывном наблюдении за состоянием оборудования и, при определенных изменениях технических характеристик, в осуществлении мероприятий, предотвращающих непредвиденный или окончательный его выход из строя и обеспечивающих возможность экономически эффективного обслуживания и ремонта.
Некоторые приемы непрерывного наблюдения за техническим состоянием технологического оборудования применяются на практике уже давно.
Метод диагностики и прогнозирования времени наступления ремонта содействует продлению сроков службы оборудования и сокращает излишние работы, связанные с его ремонтом. Помимо общего улучшения состояния оборудования это позволяет изменить структуру ремонтных работ — сокращает число и трудоемкость ремонтов и увеличивает объем работ именно технического обслуживания.
Почти полностью исключаются случаи непредвиденного аварийного выхода оборудования из строя (что нередко ведет к многочисленным простоям оборудования и рабочих, отрицательно сказывается на выполнении производственных программ), а также случаи окончательного выхода из строя оборудования из-за технической невозможности или экономической нецелесообразности его ремонта после аварии. Диагностика повышает ответственность работника за содержание и эксплуатацию оборудования. Все это значительно сокращает общие затраты на ремонт и эксплуатацию оборудования. Применение технической диагностики оборудования не уменьшает значения разработки и внедрения эффективных систем ремонта оборудования. Даже зная заранее, при помощи соответствующих диагностических средств, время отказа определенной части оборудования, конкретное время ее замены должно быть установлено экономическим расчетом.
Основные понятия и определения. Диагностика — отрасль науки, изучающая и устанавливающая признаки неисправного состояния, а также методы, принципы и средства, при помощи которых дается заключение о характере и существе неисправностей системы без ее разборки и производится прогнозирование ее ресурса. Техническая диагностика машин представляет собой систему методов и средств, применяемых при определении технического состояния машины без ее разборки. При помощи технической диагностики можно определять состояния отдельных деталей и частей машин, производить поиск неисправностей, вызвавших остановку или ненормальную работу машины.
На основе полученных при диагностике данных о характере износа деталей и частей машины в зависимости от времени ее работы техническая диагностика позволяет прогнозировать техническое состояние машины на последующий срок работы после диагностирования.
Техническая диагностика возникла и развивается как раздел теории измерений. Ее содержание заключается в изучении и обосновании способов косвенных измерений скрытых параметров механизма по характеру его функционального поведения.
Объектом технической диагностики может быть техническое устройство или его элемент. Однако в класс рассматриваемых объектов может быть включён агрегат любой сложности.
Механизм можно рассматривать в двух аспектах; с точки зрения структуры и способа функционирования. Каждый из аспектов имеет особенности, описываемые своей системой понятий.
Под структурой системы понимается определенная взаимосвязь, взаиморасположение составных частей (элементов), характеризующих устройство и конструкцию системы.
Параметр — качественная мера, характеризующая свойство системы, элемента или явления, в частности, процесса. Значение параметра — количественная мера параметра.
Структура механизма определяется предписываемыми ему функциями (например, кривошипно-шатунный механизм, планетарный механизм и др.). При структурном подходе имеют дело с размерами и формой деталей, с зазорами в кинематических парах и сопряжениях и с другими свойствами элементов механизма, обеспечивающими его нормальную работу.
Основным понятием технической диагностики, связанным со структурным аспектом, будет состояние механизма (неисправность, работоспособность и т. п.).
Свойства структуры механизма в некоторый момент времени могут быть охарактеризованы совокупностью структурных параметров
 ,
х’2, . . ., х’п.
,
х’2, . . ., х’п.Структурный параметр — качественная мера, характеризующая свойство структуры системы или ее элемента (геометрическая форма, размеры, шероховатость поверхности элементов и др.).
Структурные параметры х — переменные величины.
При изготовлении механизма они зависят
от различных технологических
факторов, а в период эксплуатации — от
степени износа и разрушения деталей.
Чтобы задать начало отсчета параметров
вводят понятие идеального механизма.
— переменные величины.
При изготовлении механизма они зависят
от различных технологических
факторов, а в период эксплуатации — от
степени износа и разрушения деталей.
Чтобы задать начало отсчета параметров
вводят понятие идеального механизма.

Рисунок 6.1 – График нарастания
износа в сопряжении.
Под идеальным механизмом подразумевается воображаемая система, структура которой с абсолютной точностью соответствует проекту (номиналу). В идеальном механизме отсутствуют какие бы то ни было нарушения и дефекты. Прогнозирование технического состояния механизма может быть осуществлено путем определения коэффициентов работоспособности, которые позволяют оценить не только пригодность проверяемых частей, но и предсказать время их отказа.
На рис. 6.1 в качестве примера показано нарастание износа в сопряженных деталях, вызывающее изменение коэффициента работоспособности:
 (6.1)
(6.1)
где  зам — замеряемый зазор;
зам — замеряемый зазор; 
Если  зам =
зам =  доп, то Кр = 0
доп, то Кр = 0
Если  зам = 0, то Kр = 1, т. е. 0 < Кр < 1
зам = 0, то Kр = 1, т. е. 0 < Кр < 1
Если  зам >
зам >  доп,
то Kр <0.
доп,
то Kр <0.
 нач в конце приработки примерно в 2 раза
больше предусмотренного конструкцией
допуска а в подвижном
сопряжении. Тогда можно записать:
нач в конце приработки примерно в 2 раза
больше предусмотренного конструкцией
допуска а в подвижном
сопряжении. Тогда можно записать:  зам
зам 2(а
+
2(а
+ tga).
tga).
Где  —
наработка, соответствующая зазору
—
наработка, соответствующая зазору
 — интенсивность
изнашивания.
— интенсивность
изнашивания.Таким образом, коэффициент работоспособности Кр уменьшается с увеличением пробега и будет иметь значение
 (6.2)
(6.2)
где В — постоянная для данных
сопряженных деталей величина (так как
а,  и
и  доп постоянны).
доп постоянны).
По величине коэффициента
работоспособности можно судить об
остаточном ресурсе ( )
до появления отказа в агрегате. Из рис.
3.5 следует, что приKр
)
до появления отказа в агрегате. Из рис.
3.5 следует, что приKр  1
1 
 =
=  ,
а приKр
,
а приKр  0
0 
 = 0.
= 0.
Параметры диагностического сигнала. Этот класс функций состояния включает в себя числовые характеристики различных выходных процессов, сопутствующих работе механизма и доступных для непосредственного измерения.
Сами по себе процессы, образующие диагностический сигнал, как правило, не имеют существенного значения с точки зрения работоспособности механизма. Однако в диагностике их роль существенна: они служат источником информации о состоянии механизма.
Обозначим параметры диагностического сигнала через s1, s2, . . ., sm. На их совокупность можно наложить рассмотренные выше условия минимальности и полноты.
Совокупность параметров сигнала будет полной, если через эти параметры можно однозначно выразить каждый параметр состояния механизма.
Если существуют однозначные функции
 (6.3)
(6.3)
для каждого из п параметров хi, то совокупность параметров
 (6.4)
(6.4)
полна с точки зрения решаемой задачи.
В связи с неизбежными ошибками измерения параметров сигнала на них обычно накладывают несколько ослабленное требование полноты, а не в виде соотношения (6.3).
Если хi, — истинное значение
параметра состояния в момент времени t, а  , s2, . . ., sm — значения параметров
сигнала в тот же момент, то совокупность
параметров сигнала можно считать полной при
, s2, . . ., sm — значения параметров
сигнала в тот же момент, то совокупность
параметров сигнала можно считать полной при
 (6.5)
(6.5)
где  ;
— допустимая ошибка в определении
параметра состояния.
;
— допустимая ошибка в определении
параметра состояния.
Теперь введем одно из основных понятий диагностики — понятие диагностического сигнала.
Диагностическим сигналом будем называть полную совокупность функций состояния sl, s2, . -, sm, каждая из которых может быть непосредственно измерена на работающем механизме.
Функции состояния, в частности, диагностический сигнал s1, s2, . . ., sm, снимаемый с механизма, определяются не только его состоянием х1,х2, . . ., хп, но и другими переменными, называемыми внешними условиями.
Внешние условия, определяющие работу механизма, можно разделить на три группы факторов:
1) управляющие, которые могут изменяться персоналом, производящим диагностирование, по его усмотрению. К ним относится, например, установка рычагов управления механизмом;
2) контролируемые, которые в процессе диагностирования можно измерить, но нельзя изменить. К ним, например, относится состояния среды, в которой работает механизм (температура и состав окружающего воздуха, напряжение и частота тока в сети и др.).
3) неконтролируемые — это всевозможные флуктуации окружающей среды, контроль которых затруднен. Неконтролируемые факторы вносят погрешность в диагностическое решение и поэтому называются помехой. Диагностические сигналы должны по возможности удовлетворять следующим требованиям:
1) доступности и точности измерения;
2) каждое значение измеренного диагностического параметра должно однозначно определять значение структурного параметра, т.е. размеры детали, величину зазора в сопряжении и т. д.
3) должны иметь достаточно широкий диапазон изменения диагностического параметра, соответствующего определенному интервалу изменений структурного параметра.
Средства диагностики технического состояния оборудования. Средства диагностики технического оборудования служат для фиксирования и измерения величины диагностических признаков (параметров). Для этого применяют приборы, приспособления и стенды сообразно характеру диагностических признаков и методам диагностики.
Значительное место среди них занимают электроизмерительные приборы (вольтметры, амперметры, осциллографы и др.). Для этой цели электрические измерительные приборы снабжают датчиками.
При диагностике механизмов наиболее часто используют: датчики сопротивления, концевые, индукционные, оптические и фотоэлектрические датчики, при помощи которых можно измерять зазоры, люфты, относительные перемещения, скорость и частоту вращения проверяемых деталей; термосопротивления, термопары и биметаллические пластины для измерения теплового состояния деталей; пьезоэлектрические и тензометрические датчики для замера колебательных процессов давления, биении, деформаций и др.
Одно из положительных качеств электроизмерительных приборов — удобство получения информации, а также в перспективе возможность ее анализа при помощи счетно-решающих устройств.
В зависимости от полноты и степени механизации технологических процессов диагностику можно проводить выборочно, только для контроля технического состояния отдельных механизмов, или комплексно для проверки сложных агрегатов, таких как двигатель, и наконец, комплексно для диагностики машины в целом.
Во втором случае приборы комбинируют в виде передвижных стендов, а в третьем случае — ими комплектуют датчики и пульты управления стационарных стендов.
Передвижным комплексным средством диагностики является ходовая диагностическая станция. Она может обеспечивать диагностику технического состояния автомобилей в местах их временного размещения. Компоновка ходовой диагностической станции возможна на базе прицепа достаточно большой грузоподъемности.
Основными требованиями к средствам диагностики являются: обеспечение достаточной точности замеров, удобство и простота использования при минимальной затрате времени.
В дальнейшем, помимо различных приборов, индикаторов узкого назначения, в систему диагностических средств следует включать комплексы электронной аппаратуры.
Эти комплексы могут состоять из датчиков — органов восприятия диагностических признаков, блоков измерительных приборов, блоков обработки информации в соответствии с заданными алгоритмами и, наконец, блоков хранения и выдачи информации в виде запоминающих устройств для преобразования информации в удобный для использования вид.
Место диагностики в техническом процессе технического обслуживания. Диагностика является составной частью технического обслуживания машин. Она должна органически сливаться с технологическими процессами технического обслуживания и служить целям повышения его качества. В связи с этим очень важно определить задачи диагностики и ее место в системе ремонта машин.
Практически диагностика технического состояния машин может выполняться: перед техническим обслуживанием или ремонтом, в ходе этих работ или же после их выполнения.
Кроме того, возможна эпизодическая диагностика во время приемки машин при их проверке работниками технической инспекции, при подготовке к длительной работе в отрыве от базы. По объему, методам и глубине операций она может быть комплексной (называемой также общей) и поэлементной.
Комплексная диагностика выявляет нормальное функционирование, эффективность, работоспособность машины (агрегата) в целом. Цель ее — определить соответствие нормам выходных эксплуатационных показателей проверяемых агрегатов по их основным функциям. Примером такой диагностики может быть определение мощности и топливной экономичности двигателя, производительности и долговечности насоса, потерь в трансмиссии, процента буксования сцепления и т. д.
Поэлементная диагностика определяет причину нарушения работы агрегатов (механизмов) обычно по сопутствующим косвенным признакам; например, причину потерь мощности двигателя — по компрессии или прорыву газов в картер, причину повышенного расхода топлива — по уровню в поплавковой камере карбюратора или производительности жиклеров, причину потерь в трансмиссии — по вибрациям и нагревам и т. п. Однако в этом случае конкретизация причин неисправностей доводится лишь до такого уровня, при котором выявляется потребность снятия или разборки проверяемого механизма.
Вообще диагностику, как правило, проводят на нескольких уровнях:
1) на уровне машины в целом;
2) на уровне ее агрегатов;
3) на уровне систем, механизмов и деталей и др.
При этом на каждом из перечисленных уровней определяют техническое состояние, главным образом, двухмерно. Это означает, что диагностика должна дать однозначный ответ: нуждается или не нуждается в настоящее время проверяемый агрегат в ремонте или техническом обслуживании с учетом обеспечения безотказной работы до очередного планового технического воздействия. Если техническое состояние проверяемого агрегата не соответствует нормам и он состоит из нескольких самостоятельных механизмов, то необходима поэлементная диагностика каждого из этих механизмов и т. д.
Место диагностики в технологическом процессе технического обслуживания машины зависит от развития ее методов и средств. Так, при недостаточной механизации и автоматизации диагностических операций сосредоточение диагностики в одном месте делает ее очень трудоемкой работой, а большой объем полученной при этом разрозненной, несистематизированной диагностической информации затрудняет практическое использование результатов. И наоборот, включение всех диагностических работ в технологический процесс технического обслуживания неизбежно тормозит его и нарушает ритмичность. Поэтому при решении вопроса о месте диагностики не следует искать единых, универсальных форм. Необходимо в соответствии сданным уровнем механизации диагностических работ исходить, во-первых, из обеспечения удобства технического обслуживания и ремонта и, во-вторых, из периодичности, обусловленной заданным уровнем безотказной работы.
В дальнейшем после создания достаточно эффективных и высокопроизводительных средств, диагностика станет обязательной операцией, предшествующей любому техническому обслуживанию или ремонту. Введение диагностики в технологический процесс технического обслуживания неизбежно повлечет за собой ряд изменений, потребует пересмотра значительной части объемов профилактических работ и выделения из них необязательных операций, выполняемых по результатам диагностики, т. е. по потребности. В дальнейшем возможно развитие так называемой «бортовой диагностики», т. е. диагностики при помощи штатных приборов машины, фиксирующих в ходе эксплуатации расход ресурса и снижение параметров работоспособности.
Литература: 2 осн. [298-300], 3 осн. [69-82], 13 доп. [40-48]
Контрольные вопросы:
1. Что такое диагностика?
2. Какие виды диагностических параметров знаете?
3. Какие виды диагностических сигналов знаете?
4. Назовите виды диагностических средств.
studfile.net
7. Диагностика технического состояния оборудования
7.1. Основные принципы технического диагностирования
Диагностика — отрасль науки, изучающая и устанавливающая признаки состояния системы, а также методы, принципы и средства, при помощи которых дается заключение о характере и существе дефектов системы без ее разборки и производится прогнозирование ресурса системы.
Техническая диагностика машин представляет систему методов и средств, применяемых при определении технического состояния машины без ее разборки. При помощи технической диагностики можно определять состояния отдельных деталей и сборочных единиц машин, производить поиск дефектов, вызвавших остановку или ненормальную работу машины.
На основе полученных при диагностике данных о характере разрушения деталей и сборочных единиц машины в зависимости от времени ее работы техническая диагностика позволяет прогнозировать техническое состояние машины на последующий срок работы после диагностирования.
Совокупность средств диагностирования, объекта и исполнителей, действующих по установленным алгоритмам, называется системой диагностирования.
Алгоритм — это совокупность предписаний, определяющих последовательность действий при диагностировании, т.е. алгоритм устанавливает порядок проведения проверок состояния элементов объекта и правила анализа их результатов. Причем безусловный алгоритм диагностирования устанавливает заранее определенную последовательность проверок, а условный — в зависимости от результатов предыдущих проверок.
Техническое диагностирование — это процесс определения технического состояния объекта с определенной точностью. Результатом диагностирования служит заключение о техническом состоянии объекта с указанием при необходимости места, вида и причины дефекта.
Диагностирование — один из элементов системы ТО. Основная его цель — достижение максимальной эффективности эксплуатации машин и, в частности, сведение до минимума затрат на их ТО. Для этого дают своевременную и квалифицированную оценку технического состояния машины и разрабатывают рациональные рекомендации по дальнейшему использованию и ремонту сборочных .единиц (обслуживанию, ремонту, дальнейшей эксплуатации без обслуживания, замене сборочных единиц, материалов и т.п.).
Диагностирование проводят как при ТО, так и при ремонте.
При ТО задачи диагностирования заключаются в том, чтобы установить потребность в проведении капитального или текущего ремонта машины или ее сборочных единиц; качество функционирования механизмов и систем машин; перечень работ, которые необходимо выполнить при очередном техническом обслуживании.
При ремонте машин задачи диагностирования сводятся к выявлению сборочных единиц, подлежащих восстановлению, а также оценке качества ремонтных работ. Виды технического диагностирования классифицируют по назначению, периодичности, месту проведения, уровню специализации (табл. 7.1). В зависимости от парка машин диагностирование проводят силами Эксплуатационного предприятия или на специализированных предприятиях технического сервиса.
Диагностирование, как правило, совмещают с проведением работ по ТО. Кроме того, при возникновении отказов машины проводят углубленное диагностирование по заявке оператора.
В последнее время появилась сеть малых предприятий по оказанию услуг технического сервиса машин, в том числе и диагностирования, т.е. диагностирование в этом случае выводится из состава работ по ТО и становится самостоятельной услугой (товаром), которая оказывается по заявке клиента как в период эксплуатации, так и при оценке качества ремонта, остаточной стоимости работ по восстановлению работоспособности и исправности машин, а также при купле и продаже машин, бывших в употреблении.
Работы по диагностированию на эксплуатационном предприятии проводятся в зависимости от размера и состава парка машин на специализированном участке (посту) диагностирования или на участке (посту) ТО. Объектом технической диагностики может быть техническое устройство или его элемент. Простейшим объектом технической диагностики будет кинематическая пара или сопряжение. Однако в класс рассматриваемых объектов может быть включен агрегат любой сложности. Диагностируемый объект можно рассматривать в двух аспектах: с точки зрения структуры и способа функционирования. Каждый из аспектов имеет особенности, описываемые своей системой понятий.
Под структурой системы понимается определенная взаимосвязь, взаиморасположение составных частей (элементов), характеризующих устройство и конструкцию системы.
Параметр — качественная мера, характеризующая свойство системы, элемента или явления, в частности процесса. Значение параметра — количественная мера параметра.
Объективные методы диагностирования дают точную количественную оценку сборочной единицы, машины. Они основаны на использовании как специальных контрольно-диагностических средств (оборудования, приборов, инструмента, приспособлений), так и устанавливаемых непосредственно на машинах или входящих в комплект инструмента машиниста.
Таблица 7.1
Виды диагностирования и области их применения
Квалифицирующий признак | Вид диагностирования | Область применения | Основные задачи |
По месту диагностирования По объему По периодичности По уровню специализации | Эксплуатационное Производственное Полное Частичное Плановое (регламентированное) Внеплановое (причинное) Специализированное Совмещенное | При техническом обслуживании, осмотрах, возникновении отказов и неисправностей При ремонте машин на ремонтных предприятиях При входном и выходном контроле машин в ремонтном производстве При технических осмотрах При периодическом ТО и осмотрах При возникновении отказов и неисправностей При обслуживании машин на сервисных предприятиях и силами ЦБПО При ремонте машин При обслуживании машин эксплуатационным предприятием и силами ЦБПО | Определение остаточного ресурса сборочных единиц и потребности в регулировочных работах. Установление объема и качества ремонтных работ, обнаружение неисправностей, оценка готовности машин к работам Определение остаточного ресурса сборочных единиц. Контроль качества ремонтных работ Определение остаточного ресурса сборочных единиц, проверка качества их функционирования, выявление перечня регулировочных работ, предотвращение отказов Определение перечня необходимых регулировочных работ, проверка готовности машин к работе или качества их хранения, выявление неисправностей с последующим их устранением Предотвращение отказов, определение остаточного ресурса, установление перечня регулировочных работ, проверка качества обслуживания и ремонта машин Выявление отказов и неисправностей с последующим их устранением Проведение диагностирования, предусмотренного ТО-3 и после межремонтной наработки Определение остаточного ресурса сборочных единиц, проверка качества ремонта Диагностирование с последующим обслуживанием машины, проверка потребности машин в ремонте с устранением дефектов. Выявление и устранение дефектов при возникновении отказов |
Объективное диагностирование разделяют на прямое и косвенное
Прямое диагностирование — это процесс определения технического состояния объекта по его структурным параметрам (зазорам в подшипниковых узлах, в клапанном механизме, в верхних и нижних головках шатунов кривошипно-шатунного механизма, биению валов, размерам деталей, доступных для непосредственного измерения, и др.).
Сборочные единицы и машину в целом диагностируют по структурным параметрам с помощью универсальных измерительных приборов: калибров, щупов, масштабной линейки, штангенциркулей, микрометров, зубометров, нормалемеров и др. Это позволяет получать точные результаты. Недостаток такого метода заключается в том, что он во многих случаях требует разборки объекта диагностирования. Последнее значительно увеличивает трудоемкость работ и нарушает приработку сопряженных поверхностей. Поэтому в практике прямое диагностирование, как правило, проводят в тех случаях, когда структурные параметры объекта диагностирования можно замерить без разборки сопряженных поверхностей.
Косвенное диагностирование — это процесс определения фактического состояния объекта диагностирования по косвенным, или, как их называют, диагностическим параметрам.
В качестве косвенных показателей используют изменение параметров рабочих процессов, структурных шумов, содержания продуктов износа в масле, мощности, расхода топлива и др.
Сам процесс диагностирования проводят с помощью манометров, вакуумметров, пьезометров, расходомеров, пневматических калибраторов, дымомеров и различных специальных приборов.
studfile.net
Техническая диагностика автомобилей
Назначение и принципы применения диагностики автомобилей
Основные понятия о диагностике.
Для повышения эффективности ТО и ремонта автомобилей требуется индивидуальная информация о их техническом состоянии до и после обслуживания или ремонта. При этом необходимо, чтобы получение указанной информации было доступным, не требовало бы разборки агрегатов и механизмов и больших затрат труда. Индивидуальная информация о скрытых и назревающих отказах позволяет предотвратить преждевременный или запоздалый ремонт и профилактику, а также проконтролировать качество выполняемых работ.
Средством получения такой информации является техническая диагностика автомобилей.
Технической диагностикой называется отрасль знаний, изучающая признаки неисправностей автомобиля, методы, средства и алгоритмы определения его технического состояния без разборки, а также технологию и организацию использования систем диагностирования в процессах технической эксплуатации подвижного состава.
Диагностированием называют процесс определения технического состояния объекта без его разборки, по внешним признакам путем измерения, величин, характеризующих его состояние и сопоставления их с нормативами. Оно обеспечивает систему ТО и ремонта автомобилей индивидуальной информацией о их техническом состоянии и, следовательно, является элементом этой системы. Диагностирование данного объекта (автомобиля, агрегата, механизма) осуществляют согласно алгоритму (совокупности последовательных действий), установленному технической документацией. Комплекс, включающий объект, средства и алгоритмы, образует систему диагностирования.
Объект системы диагностирования характеризуется необходимостью и возможностью диагностирования. В свою очередь, необходимость диагностирования автомобиля определяется закономерностями изменения его технического состояния и затратами на поддержание работоспособности. Возможности диагностирования обусловлены наличием внешних признаков, позволяющих определить неисправность автомобиля без его разборки, а также доступностью измерения этих признаков.
Средствами диагностирования служат специальные приборы и стенды. Они делятся на внешние (отдельные) и встроенные, являющиеся составной частью автомобиля. При диагностировании используют не только измерительные технические средства, но и субъективные возможности человека, его органы чувств, опыт, навыки; в простейших случаях используют субъективное диагностирование, а в сложных — объективное.
Системы диагностирования (рис. 4.1) делятся на функциональные, когда диагностирование проводят в процессе работы объекта, и тестовые, когда при измерении диагностических параметров работу объекта воспроизводят искусственно. Различают системы универсальные, предназначенные для нескольких различных диагностических процессов, и специальные, обеспечивающие только один диагностический процесс.
Диагностические системы могут быть общие, когда объектом является изделие в целом, а назначением — определение его состояния на уровне «годно-негодно» и локальные — для диагностирования составных частей объекта (агрегатов, систем, механизмов). Кроме того, диагностические средства могут быть ручными или автоматизированными (автоматическими).
Под прогнозированием технического состояния автомобиля понимают определение срока его исправной работы до возникновения предельного состояния, обусловленного технической документацией (ГОСТами, отраслевыми нормативами, заводскими инструкциями). Оценку же технического состояния объекта в прошлом (например, для выявления причины аварийного отказа, повлекшего за собой дорожно-транспортное происшествие) называют ретроспекцией (рис. 4.2). Практические задачи прогнозирования или ретроспекции решают, пользуясь известными закономерностями изменений параметров технического состояния объекта в функции наработки (пробега) путем соответственно их экстраполяции или интерполяции.

Различают диагностирование периодическое и непрерывное. Первое осуществляют через определенные периоды наработки объекта перед ТО или ремонтом автомобиля, а второе при помощи встроенных на автомобиле диагностических средств, в процессе его эксплуатации.
Условия эффективности применения диагностирования. При ТО и ремонте автомобилей используют два вида информации: статистическую (надежностную) и индивидуальную (диагностическую). Статистическую информацию получают путем обработки данных об отказах представительной совокупности автомобилей, а диагностическую — путем непосредственного измерения параметров технического состояния данного автомобиля. На основе статистической информации с определенной вероятностью устанавливают регламентные объемы ТО и ремонта, а на основе диагностической — уточняют эти объемы применительно к данному автомобилю. Использование диагностической информации исключает затраты на преждевременную профилактику и текущий ремонт автомобилей, обусловленный пропуском отказов. Уровень снижения затрат при планово-предупредительном ТО за счет диагностирования в большой степени зависит от коэффициента вариации ресурса автомобилей I, стоимости аварийного ремонта с, стоимости профилактических d и диагностических сд работ.
Эффективность применения диагностирования при различном сочетании перечисленных факторов показана на номограмме (рис. 4.3), которая построена из условия, что суммарные удельные затраты на ремонт, предупредительное обслуживание и диагностирование не превышают суммарных удельных затрат на ремонт и предупредительное обслуживание без диагностирования:
studfile.net
Лекция 1. Терминология, цели и задачи технической диагностики – Ассоциация EAM
Термины и определения
Оборудование – собирательный термин, который включает в себя машины, агрегаты, механизмы, узлы, а также аппараты, колонны, установки, технологические линии, электротехнические и теплотехнические объекты, сети, технологические и обвязочные трубопроводы и другие устройства, используемые при производстве продукции и выполняющие те или иные технологические функции. Примеры оборудования: энергетическое, механическое, электрическое, химическое, машиностроительное.
Термин «агрегат» имеет два прочтения:
- Агрегат – это структурная единица, которая выполняет замкнутый цикл в общей постановке задачи. Для металлургических предприятий это совокупность машин, механизмов, устройств и сооружений, связанных единым технологическим процессом. Примеры: доменная печь, электросталеплавильная печь, установка «печь-ковш», прокатный стан и др.
- Агрегат – сборочная единица, обладающая свойствами полной взаимозаменяемости, независимой сборки и самостоятельного выполнения определенной функции в изделиях различного назначения, например фурма конвертера, электродвигатель, редуктор, насос и др..
Машина – комплекс механизмов, предназначенный для выполнения полезной работы, связанной с процессом производства, транспортировки, преобразования энергии или информации. Примеры: машина для вскрытия чугунной летки, разливочный кран и др.
Механизм – система кинематически связанных узлов и деталей, предназначенная для преобразования вида движения. Примеры: редуктор, кривошипно-шатунный механизм, винтовая передача и др.
Узел – изделие, составные части которого соединяют между собой на предприятии-изготовителе. Это сборочная единица, собираемая отдельно от других составных частей изделия или изделия в целом, способная выполнять определенную функцию в изделиях одного назначения только совместно с другими составными частями. Термин соответствует агрегату как части механического оборудования, включая разъёмное или неразъёмное соединение нескольких деталей. Примеры: подшипник, узел барабана, ролик конвейера и др.


Деталь – изделие, изготовленное из материала одной марки без применения сборочных операций. Это изделие, изготовленное как одно целое, разделение которого на части невозможно без повреждения. Примеры: вал, гайка, болт, лопатка, зубчатое колесо и др.
Стадии существования машины
Стадии существования машины: проектирование, изготовление и эксплуатация. Идеи и свойства, заложенные конструкторами и машиностроителями, реализуются и проявляются на стадии эксплуатации.
Эксплуатация – совокупность всех фаз существования оборудования с момента взятия на балансовый учёт и до списания, включая периоды хранения, транспортирования, использования по назначению и все виды технического обслуживания и ремонта.
Хранение – комплекс мероприятий по защите от разрушающего воздействия внешней среды и разукомплектования. Ревизия – комплекс работ по установлению степени износа изделия для определения необходимого объёма ремонтных работ. Сборка – комплекс работ по воссозданию изделия из составных частей. Монтаж – вид сборочных операций, выполняемых с использованием грузоподъёмных машин для установки изделия на место. Наладка – приведение фактических отклонений режимов работы в соответствие с нормативными. Разборка – расчленение изделия на составные части.
Техническое обслуживание – комплекс операций по поддержанию работоспособности или исправности изделия. Может включать: мойку, контроль технического состояния, очистку, смазывание, крепление резьбовых соединений, замену составных частей, регулировку.
Текущий ремонт – ремонт, выполняемый для обеспечения или восстановления работоспособности изделия путём замены или восстановления отдельных частей. Капитальный ремонт – ремонт, выполняемый для восстановления исправности и близкого к полному восстановлению ресурса изделия с заменой его частей, включая базовые.
Плановый ремонт – ремонт, остановка на который осуществляется по требованиям нормативно-технической документации. Неплановый ремонт – ремонт, осуществляемый без предварительного назначения. Регламентированный ремонт – плановый ремонт, выполняемый с периодичностью и в объёме установленном эксплуатационной документацией. Ремонт по техническому состоянию – плановый ремонт, объём и сроки которого определяются техническим состоянием изделия.
Виды технического состояния
Исправное состояние – состояние объекта, при котором он способен выполнять все заданные функции объекта.
Неисправное состояние – состояние объекта, при котором он неспособен выполнять хотя бы одну из заданных функций объекта. Неисправность часто является следствием отказа объекта, но может иметь место и без него.
Работоспособное состояние – состояние объекта, при котором он способен выполнять все требуемые функции.
Неработоспособное состояние – состояние объекта, при котором он неспособен выполнять хотя бы одну из требуемых функций.
Критическое состояние – состояние объекта, которое может привести к травмам работающего персонала, значительному материальному ущербу или другим неприемлемым последствиям. Критическое состояние не всегда является следствием критической неисправности. Для конкретного объекта должны быть установлены критерии критического состояния.
Предельное состояние – состояние объекта, при котором его дальнейшая эксплуатация недопустима или нецелесообразна, либо восстановление его работоспособного состоянии невозможно или нецелесообразно. Предельное состояние наступает тогда, когда параметр потока отказов становится неприемлемым и (или) объект считают неремонтопригодным в результате неисправности.
Техническое состояние определяется наличием и развитием в объекте неисправностей. Виды неисправностей:
- дефект – каждое несоответствие объекта установленным требованиям;
- повреждение – событие, заключающееся в нарушении исправного состояния объекта, при сохранении работоспособного состояния.
Развитие неисправностей приводит к отказу.
Отказ – событие, заключающееся в нарушении работоспособного состояния объекта, т. е. в утрате объектом способности выполнять требуемую функцию. Отказ является событием в отличие от «неисправности», которая является состоянием и причиной отказа.
Сбой – самоустраняющийся отказ или однократный отказ, устраняемый незначительным вмешательством оператора. Это событие, при котором в результате временного изменения параметров объекта возникают помехи, воздействующие на работоспособность.
В зависимости от необходимости проведения технического обслуживания и ремонта различают следующие категории технического состояния:
- хорошее – техническое обслуживание и ремонт не требуются;
- удовлетворительное – осуществляется техническое обслуживание и ремонт в соответствии с планом;
- плохое – проводится внеочередное техническое обслуживание или ремонт;
- аварийное – требуется немедленная остановка и ремонт.
Техническая диагностика – область знаний о распознавании состояния технических систем (объектов), исследующая формы проявления технического состояния, разрабатывающая методы и средства его определения.
Техническая система – материальный объект искусственного происхождения, который состоит из элементов, объединённых связями и вступающих в определённые отношения между собой и с внешней средой, для выполнения определенных полезных функций. Технической системой необходимо управлять для получения эффективного результата.
Управление – это процесс получения, хранения и обработки информации для организации целенаправленных действий.
Служба технического диагностирования – подразделение, обеспечивающее технические службы предприятия информацией о техническом состоянии, прогнозе и причинах появления данного состояния.
Диагностирование – операции, проводимые с целью установления наличия неисправности и определения причин ее появления.
Диагностирование технического состояния объекта осуществляется средствами диагностирования (аппаратными и программными).
Средства и объект диагностирования, взаимодействующие между собой, образуют систему диагностирования.
Результатом диагностирования является диагноз, определяющий техническое состояние – установление неисправности в объекте и отнесение объекта к определенной категории технического состояния. Осуществляется диагностирование в соответствии с разрабатываемым алгоритмом.
Алгоритм технического диагностирования (контроля технического состояния) – совокупность предписаний, определяющих последовательность действий при проведении диагностирования или контроля. В общем случае алгоритм ‑ последовательность действий, построенная по определенным правилам для достижения поставленной цели.
Задачи технической диагностики
- Определение состояния, в котором находится объект в настоящий момент времени.
- Определение состояния, в котором окажется объект – это задачи прогноза, необходимые для определения сроков диагностирования и ремонта.
- Определение состояния, в котором находился объект – это задачи генезиса, используются для определения причин отказа, развития повреждения.
Основными задачами технической диагностики, как науки, являются:
- определение технического состояния объекта диагностирования в условиях ограниченной информации;
- изучение методов и средств получения диагностической информации;
- разработка алгоритмов автоматизированного контроля, поиска дефектов;
- минимизация постановки диагноза.
Техническая диагностика изучает методы получения и оценки диагностической информации, диагностические модели и алгоритмы принятия решений. Техническая диагностика базируется на двух теориях: теории распознавания и теории контролепригодности (рисунок 1).

Рисунок 1 – Структура технической диагностики
Теория распознавания, используя диагностические модели при исследовании объекта, определяет решающие правила для распознавания текущего состояния и вида неисправности. Благодаря известным характеристикам неисправностей появляется возможность разработки оптимальных алгоритмов (последовательности) распознавания.
Теория контролепригодности решает вопросы рациональной последовательности поиска, отказавшего или неисправного элемента, контроля состояния объекта. Решения базируются на использовании диагностической информации характеризующей состояние объекта.
Контролепригодность – приспособленность объекта к измерению диагностических параметров средствами диагностирования, свойство изделия обеспечивать достоверную оценку технического состояния и раннее обнаружение неисправностей и отказов. Контролеспособность создается конструкцией изделия и принятой системой технического диагностирования.
Диагностическая модель – формализованное описание объекта технического диагностирования, необходимое для решения задач диагностирования. Формы описания: аналитическая, табличная, векторная, графическая.
Диагностический параметр – параметр (признак) объекта, количественно или качественно характеризующий техническое состояние объекта. Диагностические параметры имеют следующие градации: номинальный, предельно допустимый, предельно возможный, аварийный.
Главная задача диагностирования – получение информации о техническом состоянии объекта.
Стандартное определение по ГОСТ 20911-89 «Техническая диагностика. Термины и определения»: «Техническое состояние характеризуется в определенный момент времени, при определенных условиях внешней среды, значениями параметров, установленных технической документацией на объект».
Определение технического состояния по ГОСТ 19919-74: «Техническое состояние – совокупность подверженных в процессе производства или эксплуатации свойств объекта, характеризуемое в определенный момент признаками, установленными технической документацией на этот объект».
В основе диагностирования лежит решение задачи распознавания технического состояния объекта. Состояние объекта, применительно к механическому оборудованию характеризуется диагностическими параметрами: входными, выходными и внутренними (рисунок 2).

Рисунок 2 – Диагностические параметры объекта
Входные параметры – внешние условия и управляющие воздействия (частота вращения, прилагаемый момент, сила, мощность, давление, подача, скорость). Выходные параметры (реакции) – параметры, показывающие поведение объекта (вибрация, шум, температура, равномерность вращения и др.). Внутренние параметры – параметры, определяющие структуру объекта и характеризующие процессы, происходящие внутри его (размеры деталей, зазоры, шероховатость, распределение сил и напряжений, механические характеристики материала и др.).
Влияние входных параметров при определении технического состояния должно быть исключено посредством приведения к стандартным условиям. Данное обстоятельство должно быть учтено при проведении измерений на испытательных стендах и в промышленных условиях. Измерения диагностических параметров необходимо выполнять при неизменной нагрузке.
Диагностические параметры могут быть прямыми – непосредственно отражающими внутренние параметры машин (момент, частота и равномерность вращения, зазоры, шероховатость поверхности) и косвенными – отражающими связь между внутренними и выходными параметрами (физические поля: вибрационные, акустические, тепловые). При решении задач диагностирования обычно предпочтение отдается косвенным параметрам благодаря большей доступности к проведению измерений на работающем оборудовании без разборки механизма.
Процесс функционирования механизма определяют не только внутренние свойства элементов механизма. На работоспособность механической системы влияют равнозначно прикладываемые силы, и качество технического обслуживания. Именно эти три фактора: внутренние свойства элементов, прикладываемые силы, качество технического обслуживания и ремонта определяют такое понятие как техническое состояние (рисунок 3). Проявление технического состояния возможно в виде отказов (поломок) деталей или с позиций технической диагностики – в виде изменения диагностических параметров, субъективных и объективных.

Рисунок 3 – Факторы, определяющие техническое состояние
Вопросы для самостоятельного контроля
- Что такое оборудование, агрегат, машина, механизм, узел, деталь?
- Перечислите стадии эксплуатации механического оборудования.
- В каком состоянии может находиться механизм?
- Что изучает техническая диагностика как наука?
- Какие задачи решает техническая диагностика?
- Расскажите об основных теориях технической диагностики.
- Какие параметры характеризуют техническое состояние объекта?
Материал предоставил Сидоров Владимир Анатольевич.
eam.su
Лекция 7. Методы и средства технического диагностирования – Ассоциация EAM
Техническая диагностика представляет собой систему методов, применяемых для установления и распознания признаков, характеризующих техническое состояние оборудования. Все методы технического диагностирования разделяются на субъективные (органолептические) и объективные (приборные).
Несмотря на развитие аппаратных средств измерений и контроля, большая роль в определении неисправностей и нахождении повреждений механического оборудования приходится на субъективные методы, предполагающие использование человеческих органов чувств. Комплекс таких органолептических методов контроля получил название осмотр. Осмотр, включает в себя элементы визуального, измерительного контроля, восприятия шумов и вибраций, оценку степени нагрева корпусных деталей, методы осязания, используемые для определения фактического состояния оборудования и его составных частей, процессов их функционирования и взаимодействия, влияния окружающей среды и условий эксплуатации.
Органолептические методы
Органолептический метод (органо- + греч. leptikos – способный взять, воспринять) основан на анализе информации, воспринимаемой органами чувств человека (зрение, обоняние, осязание, слух) без применения технических измерительных или регистрационных средств. Эта информация не может быть представлена в численном выражении, а основывается на ощущениях, генерируемых органами чувств. Решение относительно объекта контроля принимается по результатам анализа чувственных восприятий. Поэтому точность метода существенно зависит от квалификации, опыта и способностей лиц, проводящих диагностирование. При органолептическом контроле могут использоваться технические средства, не являющиеся измерительными, а лишь повышающие разрешающие способности или восприимчивость органов чувств (лупа, микроскоп, слуховая трубка и т.п.).
Принятие решения имеет характер «соответствует – не соответствует» и определяется диагностическими правилами типа «если – то», имеющими конкретную реализацию для узлов механизма. Практически, происходит оценка состояния оборудования по двухуровневой шкале – продолжать эксплуатацию или необходим ремонт. Основная цель – обнаружение отклонений от работоспособного состояния механизма. Решение о техническом состоянии механизма принимает технологический или ремонтный персонал, обслуживающий оборудование на основании опыта и производственной ситуации. Принимается решение об остановке оборудования для визуального осмотра и последующего ремонта, продолжения эксплуатации или проведения диагностирования с использованием приборных методов.
Практический опыт показывает, что невозможно заменить механика с его субъективизмом, основанном на знании особенностей эксплуатации и ремонта оборудования. Этот метод является первым уровнем решения задач диагностирования. Стандартами, использование органолептического метода контроля не регламентируется, однако в практике работы служб технического обслуживания он применяется повсеместно. Основываясь на опыте эксплуатации металлургических машин накопленным рядом фирм, данный метод интерпретируется следующим образом.
Основные органолептические методы, используемые при оценке технического состояния механического оборудования.
- Анализ шумов механизмов проводится по двум направлениям:
1.1 Акустическое восприятие, позволяющее оценивать наиболее значимые повреждения, меняющие акустическую картину механизма. Весьма эффективно при определении повреждений муфт, дисбаланса или ослабления посадки деталей, обрыве стержней ротора, ударах деталей. Диагностические признаки – изменение тональности, ритма и громкости звука.
1.2 Анализ колебаний механизмов. В этом методе механические колебания корпусных деталей преобразуются в звуковые колебания при помощи технических или электронных стетоскопов. Электронные средства позволяют расширить возможности человеческого восприятия.
- Контроль температуры позволяет оценить степень нагрева корпусных деталей по уровням «холодно», «тепло», «горячо». «Холодно» – температура менее +20 0С, «тепло» – температура +30…40 0С, «горячо» – температура свыше +50 0С.
Пределом для непосредственного восприятия является температура +600С – выдерживаемая, у большинства тыльной стороной ладони без болевых ощущений в течение 5 с. Использование дополнительных средств – брызг воды позволяет контролировать значения +70 0С – видимое испарение пятен воды и +100 0С – кипение воды внутри капли на поверхности корпусной детали. Недопустимым является прикосновение к вращающимся и токоведущим деталям.
- Восприятие вибрации основано на тактильном анализе (как реакции соприкосновения), как и контроль температуры. Значения параметров вибрации субъективно оценить нельзя. Возможен сравнительный анализ вибрации. Абсолютная оценка практически всегда содержит грубые ошибки из-за различных ощущений человека и широкого спектрального состава вибрации. В высокочастотном диапазоне возможности человека по восприятию вибрации ограничены. В низкочастотном диапазоне возможности человека по восприятию вибрации существенно различаются из-за различного уровня подготовки.
- Визуальный осмотр механизма предоставляет большую часть информации о техническом состоянии. Осмотр может проводиться в динамическом режиме (при работающем механизме) и в статическом (при остановленном механизме).
- Методы осязания используются при оценке волнистости, шероховатости, качестве смазочного материала, его вязкости, пластичности, наличии посторонних включений, для оценки шероховатости поверхности поврежденных деталей.
Приборные методы
Наряду с органолептическими методами при техническом диагностировании используются приборные методы, позволяющие получить количественную оценку измеряемого параметра. Диагностирование с применением приборов основано на получении информации в виде электрических, световых, звуковых сигналов, отображающих изменение состояния объекта. В зависимости от физической природы измеряемых параметров различают:
- Механический метод – основан на измерении геометрических размеров, зазоров в сопряжениях, давлений и скорости элементов. Применяется при количественной оценке износа деталей, установлении люфтов и зазоров в сопряжениях, давлениях в гидро- и пневмосетях, сил затяжки резьбовых соединений, номинальной скорости привода. Используется разнообразный мерительный инструмент и приборы: линейки, штангенциркули, щупы, шаблоны, индикаторы перемещения часового типа, динамометрические ключи, ключи предельного момента, манометры.
- Электрический метод (ваттметрия) заключается в измерении: силы тока, напряжений, мощности, сопротивлений и других электрических параметров. Метод позволяет по косвенным параметрам установить техническое состояние механизма. Средства для реализации: амперметры; вольтметры; измерительные мосты; датчики: перемещений, крутящих моментов, давлений; тахогенераторы; термопары.
- Тепловой метод (термометрия) – основан на измерении температурных параметров диагностируемого объекта. С помощью термометрии определяются: деформации, вызываемые неравномерностью нагрева, состояние подшипниковых узлов, смазочных систем, тормозов, муфт. Используются: термосопротивления, термометры, термопары, термоиндикаторы, термокраски, тепловизоры.
- Виброакустические методы (виброметрия) основаны на измерении упругих колебаний, распространяющихся по узлам в результате соударения движущихся деталей при работе механизмов. Область применения: оценка и контроль механических колебаний; определение, распознавание и мониторинг развития повреждений в деталях и конструкциях. Используются: шумомеры, виброметры, спектроанализаторы параметров виброакустического сигнала.
- Методы анализа смазки основаны на определении вида и количества продуктов изнашивания в масле. Применяются способы: колориметрический, полярографический, магнитно-индукционный, радиоактивный и спектрографический.
- Методы неразрушающего контроля: магнитные, вихретоковые, ультразвуковые, контроля проникающими веществами, радиационные, радиоволновые. Методы используются для определения целостности отдельных деталей механизма.
Классификация диагностических приборов может быть проведена по следующим признакам: цифровые и аналоговые, показывающие и сигнализирующие, универсальные и специализированные, стационарные и переносные и др.
Однако, все средства технического диагностирования, используемых для диагностики механического оборудования, по уровню решаемых задач и приборной реализации можно разделить на: портативные, анализаторы и встроенные системы.
Портативные средства технического диагностирования реализуют измерение одного или нескольких диагностических параметров, характеризуются малыми габаритами и отсутствием обмена данных с компьютерными системами (рисунок 40). К их преимуществам относятся: быстрота процесса измерения, простое обслуживание и управление, оперативное и наглядное получение информации в виде одиночного результата, низкая стоимость. Область применения – оперативный контроль технического состояния оборудования работниками ремонтных служб и технологическим персоналом.
Рисунок 40 – Портативные приборы:
а) электронный стетоскоп; б) виброметр; в) тахометр; г) пирометр
Анализаторы позволяют выполнить не только измерение, но и детальный анализ диагностических параметров. На основании полученной информации проводится обнаружение повреждений на ранней стадии развития. Среди данного класса средств технического диагностирования необходимо выделить спектроанализаторы вибрации, тепловизоры, анализаторы напряжения (рисунок 41). Переносной прибор выступает в роли мобильного устройства для сбора и предварительного анализа данных, а компьютер и программное обеспечение позволяет проводить более глубокие исследования на основе анализа трендов и экспертных систем. Применение анализаторов оправдано при специализации процессов контроля, высокой квалификации специалистов, необходимости обеспечения качества проводимых измерений. Область применения – специализированные подразделения промышленных предприятий по экспертизе технического состояния, наладке механического оборудования.
 (а) |  (б) |
 (в) |  (г) |
Рисунок 41 – Анализаторы:
а) анализатор вибрации 795М; б) анализатор вибрации СД-21; в) тепловизор «SAT HY-6800»; г) тепловизор FLIF TG165
Встроенные системы используются при необходимости постоянного контроля технического состояния оборудования. Основные задачи: защита оборудования от ненормативных режимов работы, мониторинг технического состояния, диагностирование состояния оборудования, использование комплекса диагностических параметров (рисунок 42). Основные направления развития: контроль комплекса диагностических параметров; использование персональных компьютеров при обработке однотипной информации; блочный принцип построения; универсальность.

Рисунок 42 – Структурная схема стационарной системы контроля вибрационных параметров
В случае контроля одного параметра (обычно вибрации), устанавливается блок контроля, измеряющий и сравнивающий текущее и заданное значение параметра. При превышении заданного уровня включается звуковая или световая сигнализация; возможна остановка оборудования.
Если количество точек возрастает, их контроль однотипен и выполняется по определённой программе, наиболее целесообразным является соединение измерительной (датчики, линии связи, предусилители) и вычислительной (персональный компьютер) систем. При одновременном контроле нескольких взаимодополняющих параметров по одному агрегату используют блочный принцип, основанный на единой элементной базе и конструкторском решении. Наиболее характерно данное построение для механизмов роторного типа. Контролируемые диагностические параметры: параметры вибрации корпусов подшипников, биения вала, орбита движения вала, частота вращения, температура смазочного материала. Сигнализирующая система встроенного контроля предполагает участие оператора и дополнительный спектральный анализ для точной постановки диагноза.
Использование стационарной системы контроля для защиты оборудования от превышения нормативных параметров работы обосновано лишь в случае недоступности оборудования для осмотра.
Высокая стоимость – один из недостатков встроенных систем, определяется не только стоимостью аппаратной части, но и затратами на поддержание системы в работоспособном состоянии. Это ограничивает объём использования встроенных систем 10% эксплуатируемого оборудования.
Вопросы для самостоятельного контроля
- В чём заключается основное отличие органолептических и приборных методов диагностирования?
- Перечислите органолептические методы диагностирования, их достоинства и недостатки.
- Какие приборные методы используются для диагностирования механического оборудования?
- Приведите примеры объектов диагностирования при использовании механических и электрических методов диагностирования.
- Для каких объектов диагностирования применяют вибрационные и тепловые методы диагностирования?
- Какие задачи диагностирования решаются при использовании анализа смазки и неразрушающего контроля?
- Назначение, особенности и область применения портативных средств диагностирования.
- Основные особенности и область применения анализаторов при диагностировании механического оборудования.
- Классификационные признаки диагностических приборов.
- Для чего и когда устанавливают стационарные системы вибрационного контроля механизмов и машин?
Материал предоставил Сидоров Владимир Анатольевич.
eam.su
Средства диагностики технического состояния оборудования
Средства диагностики технического состояния оборудования служат для фиксирования и измерения величины диагностических признаков (параметров). Для этого применяют приборы, приспособления и стенды сообразно характеру диагностических признаков и методам диагностики.
Значительное место среди них занимают электроизмерительные приборы (вольтметры, амперметры, осциллографы и др.). Они широко применяются как для непосредственного измерения электрических величин (например, при диагностике систем зажигания и электрооборудования автомобиля), так и для измерения неэлектрических процессов (колебаний, нагрева, давления), преобразованных при помощи соответствующих датчиков в электрические величины.
При диагностике механизмов наиболее часто используют: датчики сопротивления, концевые, индукционные, оптические и фотоэлектрические датчики, при помощи которых можно измерять зазоры, люфты, относительные перемещения, скорость и частоту вращения проверяемых деталей; термосопротивления, термопары и биметаллические пластины для измерения теплового состояния деталей; пьезоэлектрические и тензометрические датчики для замера колебательных процессов давления, биений, деформаций и др.
Одно из положительных качеств электроизмерительных приборов — удобство получения информации, а также в перспективе возможность ее анализа при помощи ЭВМ.
В зависимости от полноты и степени механизации технологических процессов диагностику можно проводить выборочно, только для контроля технического состояния отдельных сборочных единиц, или комплексно для проверки сложных агрегатов, таких как двигатель, и, наконец, комплексно для диагностики машины в целом.
В первом случае используются для отдельных измерений такие диагностические приборы как стетоскопы, манометры, тахометры, вольтметры, амперметры, секундомеры, термометры и другие переносные приборы. Во втором случае приборы комбинируют в виде передвижных стендов, в третьем случае — ими комплектуют пульты управления стационарных стендов.
Передвижным комплексным средством диагностики является ходовая диагностическая станция. Она может обеспечивать диагностику технического состояния автомобилей в местах их временного размещения. Компоновка ходовой диагностической станции возможна на базе прицепа достаточно большой грузоподъемности.
Основными требованиями к средствам диагностики являются: обеспечение достаточной точности замеров, удобство и простота использования при минимальной затрате времени.
Помимо различных приборов, индикаторов узкого назначения в систему диагностических средств включают комплексы электронной аппаратуры. Эти комплексы могут состоять из датчиков — органов восприятия диагностических признаков, блоков измерительных приборов, блоков обработки информации в соответствии с заданными алгоритмами и, наконец, блоков хранения и выдачи информации в виде запоминающих устройств для преобразования информации в удобный для использования вид.
Методы и средства диагностического контроля насосных агрегатов
Диагностический контроль насосных агрегатов осуществляется по параметрическим и виброакустическим критериям, а также по техническому состоянию отдельных сборочных единиц и деталей, оцениваемому при выводе насосов из эксплуатации.
Для проведения диагностических контролей используется виброаппаратура с возможностью измерения спектральных составляющих вибрации, шумомеры с возможностью измерения октавных составляющих, приборы, позволяющие определять техническое состояние подшипников качения или аналогичные им, но с большими функциональными возможностями отечественного или зарубежного производства.
Средства контроля вибрации и методы вибродиагностики должны обеспечивать решение следующих задач:
своевременного обнаружения возникающих дефектов составных частей оборудования и предотвращения его аварийных отказов;
определения объема ремонтных работ и рационального их планирования;
корректировки значений межремонтных интервалов и прогнозирования остаточного ресурса составных частей оборудования по его фактическому техническому состоянию;
проверки работоспособности оборудования после монтажа, модернизации и ремонта, определения оптимальных режимов работы оборудования.
Насосные агрегаты должны быть оснащены контрольно-сигнальной виброаппаратурой (КСА) с возможностью контроля текущих параметров вибрации, автоматической предупредительной сигнализацией и автоматическим отключением при предельно допустимом значении вибрации.
До установки контрольно-сигнальных средств контроль и измерение вибрации осуществляются портативными (переносными) средствами виброметрии. Датчики виброаппаратуры устанавливаются на каждой подшипниковой опоре.
В качестве измеряемого и нормируемого параметра вибрации устанавливается среднее квадратическое значение (СКЗ) виброскорости в рабочей полосе частот 10-1000 Гц.
Измерение значений виброскорости осуществляется в вертикальном направлении на каждой подшипниковой опоре. При этом регистрируется соответствующий режим работы насоса — подача и давление на входе.
В табл. 7.3 приведены допустимые уровни вибрации при эксплуатации центробежных насосов.
Таблица 7.3 Предельно допустимые нормы вибрации при эксплуатации насосов
Высота оси вращения ротора, мм | Среднее квадратическое значение виброскорости, мм/с |
До 80 80-132 132-225 Свыше 225 | 1,8 2,8 4,5 7,1 |
У насосов, не имеющих выносных подшипниковых опор (насосы со встроенными подшипниками), вибрация измеряется как можно ближе к оси вращения ротора.
При определении шумовых характеристик измеряются в соответствии с ГОСТ 23941 уровень звука LА (в дБА) в контрольных точках; уровень звукового давления Li, (в дБА) в октавных полосах частот (от 31,5 до 8000 Гц) в контрольных точках.
Приборы, применяемые для измерения шумовых характеристик, число точек измерения и измерительные расстояния определяются ГОСТ 12.1.028, технической документацией на конкретный шумомер и условиями эксплуатации диагностируемого оборудования. При определении шумовых характеристик (базовых и текущих) должны соблюдаться одинаковые условия измерений (режим работы, количество одновременно работающего оборудования и др.).
По результатам диагностических контролей принимается решение о выводе насосов в ремонт или их дальнейшего использования по назначению.
В табл. 7.4 приведены виды диагностических работ и допустимые значения контролируемых параметров для магистральных и подпорных насосов нефтеперекачивающих станций.
Периодичность, форма и объем регистрируемых параметров должны быть определены нормативными документами с учетом возможной ручной, автоматизированной или смешанной системы регистрации информации.
Основные причины вибраций насосных агрегатов и характер их проявления представлены в табл. 7.5.
Основные причины вибрации насосных агрегатов обусловливаются механическими, электромагнитными и гидродинамическими явлениями, а также жесткостью опорных систем.
Таблица 7.4
Виды диагностических работ и допустимые значения
контролируемых виброакустических параметров и значений
температур для магистральных и подпорных насосов
Вид диагностических работ | Контролируемый параметр и место измерения | Допустимое значение параметра |
Оперативный диагностический контроль Плановый диагностический контроль Неплановый диагностический контроль Послеремон-тный диагностический контроль | СКЗ виброскорости на подшипниковых опорах в вертикальном направлении СКЗ виброскорости на лапах корпуса насоса в вертикальном направлении Температура подшипников СКЗ и спектральные составляющие виброскорости на всех подшипниковых опорах в трех взаимно перпендикулярных направлениях СКЗ виброскорости на лапах корпуса насоса, головках анкерных болтов в вертикальном направлении Уровень шума Температура подшипников Вибрации опорно-упорного подшипника или подшипников качения Контролируемые параметры, их допустимые значения и место измерения соответствуют плановому диагностическому контролю СКЗ виброскорости на подшипниковых опорах в трех взаимно перпендикулярных направлениях СКЗ виброскорости на лапах корпуса насоса и головках анкерных болтов в вертикальном направлении Вибрация опорно-упорного подшипника или подшипников качения Температура подшипников | 6,0 мм/с 1,8 мм/с Увеличение температуры относительно базового значения на 10 °С 6,0 мм/с 1,8 мм/с Увеличение относительно базового значения на 6 дБА Увеличение температуры относительно базового значения на 10°С Не более 45 дБ Не более 4,5 мм/с Не более 1 мм/с Не более 35 дБ Не выше 70°С |
Таблица 7.5 Влияние неисправностей на виброакустический спектр насосных агрегатов
Причина повышенной вибрации | Направление | Причина повышенной вибрации | Направление |
Дисбаланс вращающихся элементов. Ослабление посадки деталей ротора1 Несоосность2 Нецилиндричность шейки вала Повреждение подшипников качения Овальность внутреннего кольца Радиальный зазор Неуравновешенность, разностенность сепаратора Волнистость, гранность шариков Дефекты дорожки внутреннего кольца Дефекты дорожки внешнего кольца | Радиальное Радиальное и осевое Радиальное Радиальное и осе вое, обычное с низкой амплитудой | Неравномерный зазор ротор-статор электродвигателя Короткое замыкание обмотки возбуждения синхронного электродвигателя «Масляное биение» в подшипнике скольжения Неравномерность потока охлаждающего воздуха Гидравлический небаланс рабочего колеса Неравномерность поля скоростей и вихреобразование в насосе Кавитационные явления в насосе Неисправность зубчатой муфты3 Ослабление жесткости подшипникового узла | Радиальное Радиальное Радиальное Радиальное Радиальное Радиальное Радиальное, осевое Радиальное, горизонтальное |
1 Частая причина высокой вибрации оборудования. 2 Частая причина вибрации. Осевая вибрация — главный показатель, часто она превышает радиальную. 3 Для обеих смежных с муфтой подшипниковых опор. | |||
При проведении измерений необходимо попытаться разделить перечисленные источники повышенной вибрации насосных агрегатов. При наличии повышенной вибрации подшипниковых опор агрегата необходимо проверить жесткость крепления подшипниковых опор к корпусу или раме, жесткость крепления корпуса насоса и рамы двигателя к фундаменту. Повышенная вибрация в горизонтальной плоскости указывает на уменьшение жесткости в горизонтальных направлениях.
По результатам измерения вибрации для каждой контролируемой точки строится график изменения среднего квадратического значения виброскорости в зависимости от наработки (рис. 7.7). До виброскорости 6,0 мм/с график можно представить прямой линией, проведенной согласно полученным значениям вибрации. Далее график строится по значениям вибрации, соответствующим наработке насосного агрегата после виброскорости 6,0 мм/с. График, построенный после достижения уровня вибрации 6,0 мм/с, как правило, будет располагаться под большим углом к оси абсцисс и позволит оценить время наступления предельно допустимого значения вибрации τ1 при предельном значении виброскорости 7,1 мм/с или τ2 — при 11,2 мм/с.
Для более достоверной оценки технического состояния и остаточного ресурса отдельных деталей или узлов рекомендуется строить также график по основным спектральным составляющим, указывающим возможные дефекты насосных агрегатов.
В процессе эксплуатации насосного агрегата его техническое состояние меняется из-за износа деталей и узлов. Наиболее распространенной и значимой причиной ухудшения характеристик насоса в процессе эксплуатации является износ деталей щелевого уплотнения рабочего колеса.
Насосные агрегаты необходимо выводить в ремонт при снижении величины напора насоса от базовых значений на 5-7 %.
Значение возможного снижения КПД относительно базового значения может уточняться для конкретного типоразмера насоса на основании экономической оценки из условия, что стоимость ремонта, при котором обеспечивается восстановление первоначального КПД, будет выше затрат, вызванных перерасходом электроэнергии из-за снижения КПД насоса.
Диагностирование
состояния насосных агрегатов по
параметрическим критериям допускается
проводить как на основе данн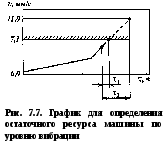 ых,
полученных по каналам телемеханики,
так и на основе контрольных измерений
с применением образцовых средств
измерений давления, подачи, мощности,
частоты вращения ротора насоса, плотности
и вязкости перекачиваемой жидкости.
ых,
полученных по каналам телемеханики,
так и на основе контрольных измерений
с применением образцовых средств
измерений давления, подачи, мощности,
частоты вращения ротора насоса, плотности
и вязкости перекачиваемой жидкости.
Измеряемые параметры и средства измерения:
давление на входе и выходе насосного агрегата измеряется штатными первичными преобразователями давления с точностью 0,6 % при использовании АСУ или образцовыми манометрами класса 0,25 или 0,4;
подача определяется по узлу учета, по объемам резервуаров с помощью переносных ультразвуковых расходомеров или другими способами;
мощность, потребляемая насосом, измеряется при помощи штатных первичных преобразователей мощности с точностью не ниже 0,6 %. При установившихся режимах для грубой оценки допускается определять мощность по счетчику потребляемой электроэнергии или вольтметру и амперметру;
частота вращения ротора замеряется датчиком частоты вращения с точностью 0,5 %;
плотность и вязкость перекачиваемой жидкости определяются по узлам учета или в химлаборатории.
Замер параметров проводится только при установившемся (стационарном) режиме перекачки.
Контроль стационарности режима осуществляется по подаче (при возможности непосредственного измерения) или по давлению на входе или выходе насосного агрегата. Колебания контролируемого параметра не должны превышать ± 3% от среднего значения.
Параметры измеряются при бескавитационном режиме работы насосного агрегата (контролируются при измерении вибрации и по давлению на входе в насос).
studfile.net
Диагностическое оборудование для автомобилей: какое бывает?
Какое бывает оборудование для проверки электроники автомобиля?
Существует три типа диагностических приборов: газоанализаторы, мотортестеры и сканеры (они изображены на рисунке).
Еще есть дополнительное оборудование, но из всего списка можно выделить три большие группы диагностических приборов.
Диагностический сканер
Первый прибор – это сканер. Он подключается к автомобилю, к диагностическому разъёму.
Сканер – это прибор, который позволяет общаться с блоком управления двигателем. Собственно говоря, он и задуман для работы с блоком управления.
Та информация, которую мы видим на сканере — это информация из блока управления. Если на сканере написано «угол опережения зажигания — 15 градусов», означает ли это, что он реально там 15 градусов? Конечно же нет. Да, он может быть и 15. Но, 15 – это считает блок управления, так он задал угол и выдает 15 градусов.
То, что мы видим сканером — мы видим глазами электронного блока управления.
Мотортестер
Данный прибор – это глаза диагноста.
Мотортестер – это измерительный прибор, который можно сравнить по работе с мультиметром. Это такой мощный прибор, заточенный под работу с двигателем, под измерение высокого напряжения, давлений, токов.
Причем, больших токов, всевозможных напряжений, для съема осцилограмм, для их запоминания. То есть это измерительный прибор, в отличие от сканера. Сканер ничего сам не измеряет, сканер отображает то, что видит блок управления.
В сканере мы можем увидеть 15 градусов, подключаем мотортестер, смотрим, а там 5 или 0, или даже минус.
Газоанализатор
То, что у двигателя вылетает из выхлопной трубы – это тоже источник диагностической информации. К примеру, вы приходите к врачу, говорите – у меня болит то-то и то-то, он дает вам направление на анализы, потому что ему нужна информация о том, что у вас там в крови и сколько там сахара, сколько того и того.
То, что у двигателя в выхлопной трубе – это то, что произвел двигатель в результате своей работы, в результате своей жизнедеятельности. Он выполняет механическую работу и производит отработанные газы. Вот как доктор по анализу видит, что происходит, так и мы по составам отработанных газов видим, что происходит в двигателе.
Здесь еще нужно добавить, что газоанализатор нужен только четырехкомпонентный.
Нужно обязательно CO2, нужно обязательно O2, расчетные параметры лямбды (датчик кислорода).
Естественно, характер информации, которую мы получаем с помощью этих приборов, он разный. Газоанализатор выдает одно, мотортестер другое, сканер выдает третью информацию.
Условные области информации о двигателе, которая доступна основным диагностическим приборам и дополнительным приборам.
Дополнительное оборудование
Даже основными диагностическими приборами мы не может полностью собрать информацию о некорректной работе двигателя. Остаются небольшие области, в которых все три прибора бессильны. Здесь используется дополнительное диагностическое оборудование.
Топливные монометры
В первую очередь, это набор топливных манометров. Набор переходников под разные системы, разные модели автомобилей.
Компрессометр служит для оценки состояния цилиндров. Но более серьезно их можно оценить пневмотестером. Им можно определить досконально работу цилиндра, железа цилиндра.
Пример из практики
Приезжает автомобиль, троит, подтраивает. Меряем компрессию – все хорошо, но по газоанализу видно, что не все хорошо, а компрессия вроде бы нормальная. Берем пневмотестер, смотрим – а в одном цилиндре утечка. И уже знаем: какая утечка и куда (через клапан, через кольцо или в систему охлаждения).
Этот прибор очень желательно иметь. Он, конечно, стоит порядка 6 тысяч, но прибор очень полезный, сколько дефектов можно найти с его помощью – не пересчитать.
Разрядники
Если вы сняли для какого-либо измерения наконечник с высоковольтного провода, его ни в коем случае нельзя просто оставить где-то.
Какой более безболезненный вариант в этом случае?
- Снять с катушки провод, положить его рядом и пытаться завести двигатель или компрессию померить;
- Снять с катушки провод, положить его на массу, накоротко (сделать короткое замыкание), и делать то же самое.
Если мы снимем провод и просто положим — мы убьем катушку. Поэтому разрядники обязательно потребуются.
Не запускается автомобиль. Просто посмотреть наличие искры. Одеваем разрядник и смотрим.
Почему на разрядники нужно смотреть?
Дело в том, что, искровой зазор большой на разряднике, и на свежем воздухе мы катушку нагружаем, даем ей, как говорится, пинка.
А если мы вытащим свечку, оденем высоковольтный провод на свечу, положим, так искра будет.
Зазора нет, давления нет, здесь нужно понимать – в цилиндрах есть давление, а на воздухе давление – одна атмосфера, и пробивается гораздо легче.
Пример из практики:
Машина не заводится — искра есть, все есть. Одели провод, положили свечу на двигатель, крутим двигатель — искра есть.
Цепляем мотортестер, смотрим осцилограмму — искры нет. Катушку поменяли, машина завелась. Искра была, на воздухе, на свечке она была.
Если бы нацепили свечу на разрядник, мы бы увидели, что искры нет. На разряднике зазор большой, искры бы там не было. Такая вещь тоже полезна.
Тестер утечек
Попросту говоря — это генератор дыма. Туда заливается специальный состав, он там нагревается, дымится со страшной силой, и дым подается во впускной коллектор. Это делается для того, чтобы найти утечки во впускном коллекторе.
Какие места утечек могут быть:
- Ось дроссельной заслонки. Куда дроссельная заслонка одевается, из этих втулочек дымит регулярно. Если дроссельный узел походил лет пять — уже будет дымить оттуда.
- Регуляторы холостого хода.
Конечно, это не основной прибор, нет крайней необходимости в нем, но очень полезная вещь, очень удобная и значительно облегчает поиск подсоса воздуха.
Стетоскоп технический
Тоже очень полезная штука, стоит копейки. Этим прибором можно прослушать двигатель на пример каких-то механических стуков, где-то там поршня постукивают, клапана постукивают, побрякивают, используют для прослушивания форсунок.
Эндоскоп
Очень удобная штука, одно дело, когда вы что-то померяли, посмотрели. А если предполагать, что детонация происходит из-за нагара в камере сгорания, потому что других причин нет?
Как это увидеть не разбирая двигатель? – Эндоскопом. Выворачиваем свечку, заглядываем, смотрим.
Эндоскопы бывают как самостоятельные приборы и как камеры с подключением к компьютеру (такие будут дешевле).
Существует большая проблема – не заводится двигатель в морозы. На впускных клапанах, вследствие подачи топлива на клапан – впрысковые моторы подают топливо на клапан, и он обрастает смолой, покрывается ей как губкой.
Топливо брызнуло на клапан, клапан горячий, что могло испариться – испарилось, а смола осталась.
И в итоге впрысковые моторы вот этим страдали. Форсунка брызнула на клапан, бензин впитался, образовавшейся смолой, и машина не завелась. Тоже, это очень легко обнаружить эндоскопом.
Пример образования смолы (нагара)Тестер цепей
Для работы потребуется набор тестеров и всевозможных пробников . В основном, лучше покупать тестеры, заточенные именно под автомобильную тематику, чтобы он мог и померить то, что интересует.
Базы данных
Помимо оборудования необходимы базы данных. Без базы данных на современном диагностическом участке попросту никуда.
Что такое база данных?
Естественно, автодилер получает от производителя какую — то компьютерную программу, в ней заложена вся информация по ремонту, сроки обслуживания, все моменты затяжки, все геометрические размеры, заправочные объемы, все электросхемы, в общем, все необходимое для работы специалиста на станции. Такая база данных называется дилерская.
Пример из базы данных Chevrolet:
Заключение
В статье мы рассмотрели диагностическое оборудование для диагноста бензиновых двигателей. Это, конечно, список в идеале.
На практике же не всегда будет возможность приобрести тот или иной прибор, да и специфика работы может не потребовать часть упомянутых приборов.
Просмотры: 8 212
proavto.net