Техника сварки в углекислом газе
Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Введение. Сварка в углекислом газе
Особенности техники сварки соединений основных типов. Стыковые соединения металла толщиной 0,8—1,2 мм можно сваривать на медных, стеклянных и керамических подкладках, а также на весу. Для получения швов высокого качества необходимы: тщательная сборка, точное направление электрода по шву и поддержание неизменным режима сварки. Для соединения металла такой толщины применяют следующие способы:
1. Сварка в СO2 проволоками ф0,8—1,2 мм током обратной полярности с использованием источников питания с комбинированной характеристикой и высокими скоростями нарастания I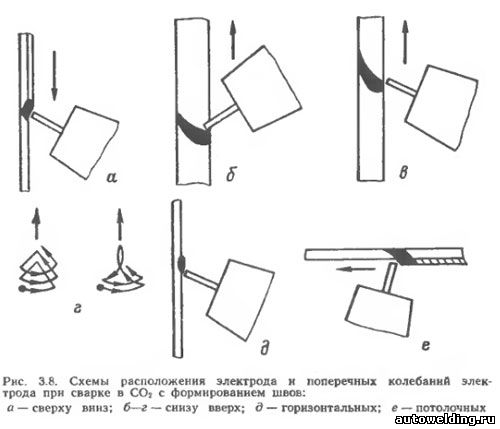 з..
з..
2. Сварка на обратной полярности проволокой ф0,7— 0,8 мм на малых токах и напряжениях при питании от источника с повышенными динамическими свойствами по току, обеспечивающими получение процесса с принудительными короткими замыканиями. В качестве источников рекомендуются преобразователи ЗП 4/30, ЗП 7,5/30 и выпрямители ВСП-160, ВСП-315, ВДГ-303, ВСЖ-303 и ВС-300Б. Последовательно в сварочную цепь включают дополнительную индуктивность 0,2—0,25 мГн. Сварку ведут вертикальным электродом и направляют дугу на ванночку жидкого металла. В качестве защитных газов рекомендуются СO2 и его смеси с аргоном и кислородом.
3. Сварка с принудительными короткими замыканиями и гашением дуги.
4. Сварка с периодическим изменением мощности дуги, так называемая сварка модулированным током, или с прекращением процесса проволокой ф0,7—1,2 мм. При этом дуга легко возбуждается на горячем металле, а тепловая инерция ванны обеспечивает равномерное проплавление и формирование шва; время горения дуги составляет 0,6—1,2 с при перерыве 0,5—0,8 с.
5. Сварка проволоками ф0,7—0,8 мм на прямой полярности (в этом случае формирование шва несколько хуже, чем в предыдущих вариантах).
— Сварку металла малой толщины всегда рекомендуется выполнять в вертикальном положении сверху вниз с подводом тока в верхней части изделия. При сварке тонкого металла ширина провара обычно одинакова с обеих сторон стыка. При чрезмерно большой ширине шва возможны прожоги. Во избежание этого рекомендуется уменьшать напряжение дуги, диаметр электрода, сварочный ток и увеличивать скорость сварки. При сварке на подкладках важно обеспечить плотное прижатие листов к подкладке. При нагреве дугой листы, деформируясь, теряют устойчивость и изгибаются непосредственно перед дугой. Для исключения этого рекомендуют делать отбортовку или изгибать стык вдоль сварки таким образом, чтобы при нагреве листы прижимались к подкладке.
— Металл толщиной > 1,2 мм легко сваривать на весу. При сварке металла толщиной 1,2—2 мм дугу рекомендуется направлять на ванну жидкого металла, сварку выполняют вертикальным электродом.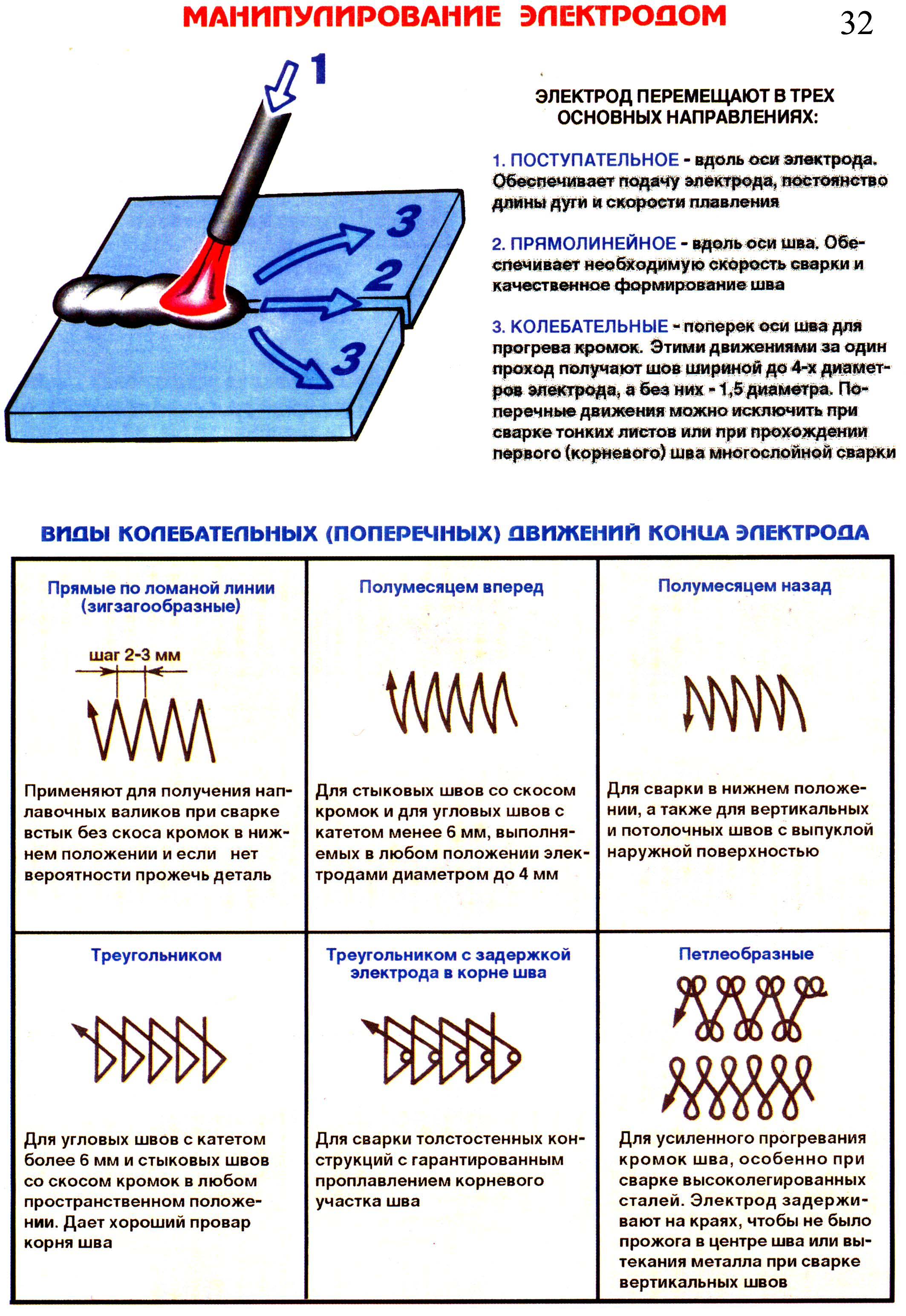 Для сварки металла толщиной до 2 мм следует выбирать такие режимы, чтобы полный провар получался за один проход. При значительных зазорах в соединении рекомендуется: выполнять сварку в вертикальном положении сверху вниз, сваривать шов с периодическим прекращением процесса или изменением мощности либо с поперечными колебаниями электрода. Для получения качественного формирования шва важно правильно подобрать программу изменения мощности процесса, частоту и амплитуду колебания электрода.
Для сварки металла толщиной до 2 мм следует выбирать такие режимы, чтобы полный провар получался за один проход. При значительных зазорах в соединении рекомендуется: выполнять сварку в вертикальном положении сверху вниз, сваривать шов с периодическим прекращением процесса или изменением мощности либо с поперечными колебаниями электрода. Для получения качественного формирования шва важно правильно подобрать программу изменения мощности процесса, частоту и амплитуду колебания электрода.
— Металл толщиной >4 мм сваривают в СO 2, СO2+O2 (20%) или Аr + СO2 (25%) с двух сторон. Разделку кромок делают в зависимости от конструкции изделия и допустимых режимов сварки согласно ГОСТ 14771—76.
— Для получения качественного стыкового соединения на металле толщиной >3 мм необходимо предупредить подсос воздуха с обратной стороны стыка. Для этого, а также для получения полного провара соединения без прожогов при больших переменных зазорах рекомендуется корневой шов сваривать тонкой проволокой в СO2 при сварочном токе 140—220 А. Последующие проходы могут быть выполнены в СO2, или СO2 + O2 (15—20%), или под флюсом. Сварка корневого шва тонкими проволоками ф1—1,4 мм в СO2 позволяет избежать кантовки крупных изделий. Сварка первого прохода может быть выполнена также на стеклянной или медной подкладке.
Последующие проходы могут быть выполнены в СO2, или СO2 + O2 (15—20%), или под флюсом. Сварка корневого шва тонкими проволоками ф1—1,4 мм в СO2 позволяет избежать кантовки крупных изделий. Сварка первого прохода может быть выполнена также на стеклянной или медной подкладке.
— Техника сварки поворотных кольцевых стыковых швов во многом подобна технике сварки продольных швов. Важным параметром режима является смещение от верхней точки окружности. Соединение на металле толщиной 0,8—2,5 мм и корневые швы на металле большой толщины рекомендуется сваривать в вертикальном положении сверху вниз или в полупотолочном положении (рис. 3.7). Дугу следует направлять на ванну жидкого металла. Это обеспечивает получение полного провара соединения с обратным формированием шва без прожогов даже при значительных переменных зазорах. Режимы сварки некоторых изделий приведены в табл. 3.2.
— При сварке металла большой толщины рекомендуется смещение электрода в сторону, противоположную направлению вращения детали. Смещение зависит от объема ванны, диаметра и толщины стенки детали и от скорости сварки. При толщине стенки детали >15 мм целесообразна узкая щелевая разделка в сочетании с непрерывной многопроходной сваркой. Режимы сварки выбирают в зависимости от допустимого термического цикла. Сварка кольцевых швов может быть выполнена во всех активных газах (СO 2, СO2 + O2, Аr+O2+СO2 и Аr+СO2). При выборе состава смеси исходят из конкретных условий производства.
Смещение зависит от объема ванны, диаметра и толщины стенки детали и от скорости сварки. При толщине стенки детали >15 мм целесообразна узкая щелевая разделка в сочетании с непрерывной многопроходной сваркой. Режимы сварки выбирают в зависимости от допустимого термического цикла. Сварка кольцевых швов может быть выполнена во всех активных газах (СO 2, СO2 + O2, Аr+O2+СO2 и Аr+СO2). При выборе состава смеси исходят из конкретных условий производства.
— Нахлесточные соединения металла толщиной 0,8—1,5 мм сваривают на весу, на медной, стальной или стеклотканевой подкладке. Более толстый металл сваривают на весу. Высокое качество соединения получают при смещении электрода от кромки до ±(1—1,5) мм. При большем смещении электрода в сторону нижнего листа возможны прожоги, а в сторону верхнего — ухудшается формирование шва и возможен недостаточный провар нижнего листа. Максимальная скорость сварки достигается при выполнении соединений в вертикальном положении сверху вниз; тщательная сборка также позволяет повысить скорость сварки.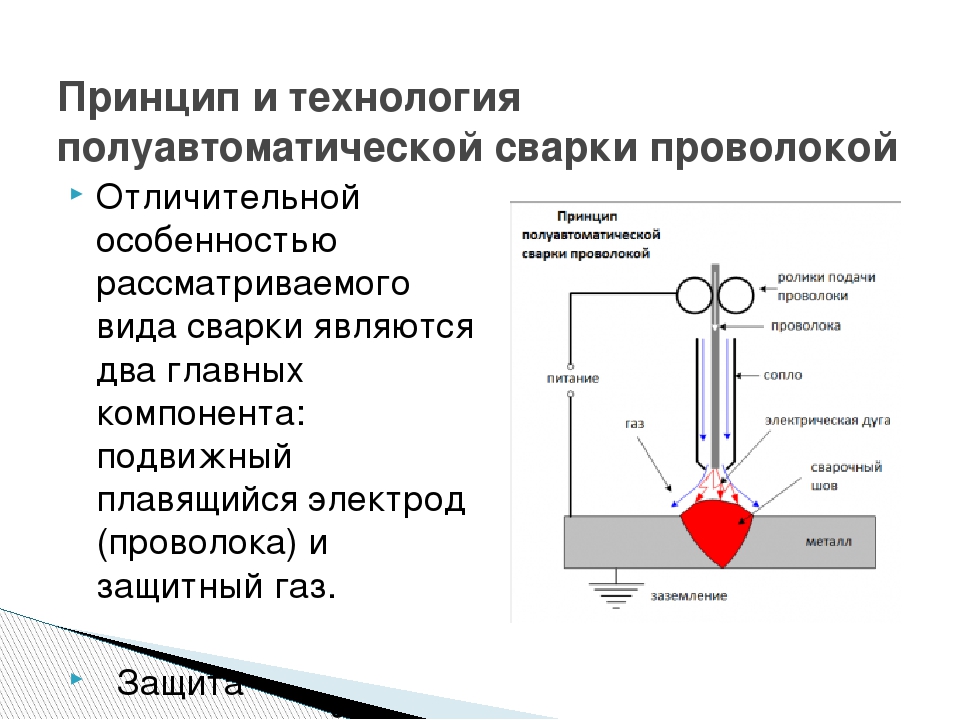
— Тавровые и угловые соединения можно сваривать наклонным электродом при вертикальном расположении стенки соединения и вертикальным электродом при расположении шва «в лодочку». При сварке наклонным электродом угол наклона его к полке должен составлять 40—50°. При сварке швов с катетом до 5 мм и одинаковой толщине листов электрод направляют в угол, при неодинаковой толщине — в сторону листа большей толщины. При сварке тавровых соединений на стали толщиной >5 мм электрод смещают на 1,0—2,5 мм в сторону полки. Сварку целесообразно вести «углом вперед» с наклоном электрода к детали 70—75°.
Швы с катетом >4 мм рекомендуется сваривать «в лодочку». При этом возможно использование форсированных режимов. Кроме того, улучшается формирование шва, появляется возможность увеличить скорость сварки до 300 м/ч.
При сварке тавровых и угловых соединений можно рекомендовать приемы, повышающие скорость расплавления электрода: сварку с подачей присадочной проволоки, с увеличенным вылетом, с дополнительным нагревом электрода двумя и тремя электродными проволоками, подключенными к общему токосъемнику и в общую ванну. Некоторые режимы сварки тавровых и угловых соединений приведены в табл. 3.4.
— Замковые соединения наиболее часто применяют при сварке кольцевых швов. Такие соединения выполняют с разделкой кромок согласно ГОСТ 14771—76. Режимы сварки выбирают в зависимости от толщины листов и диаметра изделия. Замковые соединения позволяют выполнять сварку первых проходов на больших токах, поскольку в данном случае отсутствует опасность прожога листов. При сварке замкнутых сосудов во избежание появления пор в корне шва требуется сборка без зазоров. Поэтому замок делают скошенным и детали собирают с натягом. Для повышения производительности, улучшения формирования шва и уменьшения разбрызгивания электрод смещают с зенита таким образом, чтобы вести сварку на спуск.
Замковые соединения позволяют выполнять сварку первых проходов на больших токах, поскольку в данном случае отсутствует опасность прожога листов. При сварке замкнутых сосудов во избежание появления пор в корне шва требуется сборка без зазоров. Поэтому замок делают скошенным и детали собирают с натягом. Для повышения производительности, улучшения формирования шва и уменьшения разбрызгивания электрод смещают с зенита таким образом, чтобы вести сварку на спуск.
Особенности полуавтоматической (ручной механизированной) сварки. Техника полуавтоматической сварки в СO2 и в смесях СO2+O2, Аr + СO2 (25%) и Аr + O 2 + СO2 (25%) проста. Задача сварщика состоит в поддержании постоянного вылета электрода, равномерном перемещении держателя вдоль кромок и (в отдельных случаях) в выполнении колебаний электрода. Глубина провара при сварке в СO2 и СO2 + O2 больше, чем при сварке в Аr + СO2 и при ручной дуговой сварке штучными электродами, т. е. можно выполнять сварку на больших скоростях. Изменения скорости сварки, неизбежные при перемещении держателя вручную, сказываются на глубине проплавления. Поэтому во избежание прожогов полуавтоматическую сварку выполняют при меньшем токе, т. е. в результате скорость полуавтоматической сварки меньше, чем автоматической.
е. можно выполнять сварку на больших скоростях. Изменения скорости сварки, неизбежные при перемещении держателя вручную, сказываются на глубине проплавления. Поэтому во избежание прожогов полуавтоматическую сварку выполняют при меньшем токе, т. е. в результате скорость полуавтоматической сварки меньше, чем автоматической.
— При сварке тонкими проволоками форма колебаний электрода обычно такая же, как при ручной дуговой сварке. При сварке проволоками ф1,6 мм и более форма поперечных колебаний зависит от типа соединения и может изменяться от слоя к слою. Корневые швы сваривают при возвратно-поступательном перемещении электрода, средние слои стыковых швов — при перемещении электрода по вытянутой спирали, а верхние слои — с поперечными колебаниями («змейкой»). Сварку стыковых соединений можно вести с наклоном электрода как «углом вперед» так и «углом назад» до 10—30°.
— В первом случае глубина провара несколько меньше, шов шире, удобно направлять дугу по разделке шва, можно добиться существенного уменьшения разбрызгивания; сварку можно выполнять с большими скоростями, чем сварку вертикальным электродом. Возвратно-поступательные движения горелки обеспечивают снижение пористости при сварке во всех активных газах. Этому способствует как улучшение защиты, так и перемешивание и замедленное охлаждение жидкой ванны.
Возвратно-поступательные движения горелки обеспечивают снижение пористости при сварке во всех активных газах. Этому способствует как улучшение защиты, так и перемешивание и замедленное охлаждение жидкой ванны.
— При сварке «углом назад» рекомендуют наклонять горелку на 5—35°. В этом случае можно несколько увеличить глубину провара, но ширина шва уменьшается. Для расширения шва сварку выполняют с колебаниями электрода. При сварке угловых швов электрод наклоняют на 45—60° к полке поперек соединения. Сварку ведут вертикальным электродом или с наклоном «углом вперед» на 70—80° к изделию. Дугу направляют со смещением на 1—2 мм от угла к нижней полке или в угол. Желательно вести сварку на спуск с наклоном изделия на 6—10°. Это существенно улучшает формирование шва, позволяет повышать скорости сварки и уменьшать разбрызгивание.
Для получения плотного шва и хорошего провара в начале сварки необходимо обеспечить предварительную подачу газа до зажигания дуги и начинать сварку вертикальным электродом, а также выполнять сварку с программированием напряжения, тока и скорости подачи электрода. Для получения качественного конца необходимо заварить кратер и обдувать его газом до полного затвердевания металла. При сварке с большой силой тока для заварки кратера нужно уменьшить силу тока и напряжение (ориентировочно до 150—180 А и 22—24 В соответственно). Для окончания сварки могут быть использованы также другие приемы, осуществляемые с программированием напряжения.
Для получения качественного конца необходимо заварить кратер и обдувать его газом до полного затвердевания металла. При сварке с большой силой тока для заварки кратера нужно уменьшить силу тока и напряжение (ориентировочно до 150—180 А и 22—24 В соответственно). Для окончания сварки могут быть использованы также другие приемы, осуществляемые с программированием напряжения.
— Вертикальные швы сваривают как со свободным, так и с принудительным формированием. Металл толщиной до 4 мм обычно сваривают «сверху вниз» со свободным формированием швов. Сварку выполняют тонкими проволоками ф0,8—1,4 мм в СO2 или СO2 + O2 (15%), реже в смеси Аr + СO2 (не менее 25%). Сварку вертикальных швов сверху вниз ведут «углом назад», направляя дугу на переднюю часть ванночки (рис 3 8, а). Это предотвращает стекание ванночки, способствует увеличению проплавления корня шва и исключает такие дефекты, как несплавление и натек по краям шва. При сварке металла толщиной до 1,2 мм эта техника исключает прожоги металла. Металл толщиной до 3 мм сваривают без колебаний электрода, металл толщиной 3—4 мм сваривают с поперечными колебаниями электрода (рис. 3.8). Требования к качеству сборки при сварке «сверху вниз» менее жесткие, чем при сварке в нижнем положении. Поэтому сварку сверху вниз применяют для выполнения корневых швов металла разной толщины при наличии переменных зазоров. Скорость сварки «сверху вниз» обычно в 2—2,5 раза выше, чем сварки «снизу вверх».
Металл толщиной до 3 мм сваривают без колебаний электрода, металл толщиной 3—4 мм сваривают с поперечными колебаниями электрода (рис. 3.8). Требования к качеству сборки при сварке «сверху вниз» менее жесткие, чем при сварке в нижнем положении. Поэтому сварку сверху вниз применяют для выполнения корневых швов металла разной толщины при наличии переменных зазоров. Скорость сварки «сверху вниз» обычно в 2—2,5 раза выше, чем сварки «снизу вверх».
Для уменьшения разбрызгивания и увеличения провара рекомендуют вести сварку на пониженных напряжениях при питании от источников с повышенными динамическими свойствами по току.
При сварке сталей толщиной >4 мм вследствие интенсивного теплоотвода в изделие наблюдается неполный провар корня шва. Повышение тока приводит к увеличению объема жидкой ванночки и усилению ее стекания. В результате натекания жидкого металла на холодный металл изделия наблюдается непровар корня и несплавления по краям шва. Поэтому стали толщиной ≥4 мм при питании дуги от источников с жесткой и пологопадающей внешней характеристиками приходится сваривать снизу вверх. Скорости сварки вертикальных швов «снизу вверх» обычно невелики (6—10 м/ч). Сварку ведут «углом вперед», направляя дугу на переднюю часть ванночки, что уменьшает ее стекание. Металл толщиной >8 мм сваривают с поперечными колебаниями электрода по треугольнику (см. рис. 3.8, г). Техника выполнения сварки швов «снизу вверх» требует более высокой квалификации сварщика, чем при сварке «сверху вниз».
Скорости сварки вертикальных швов «снизу вверх» обычно невелики (6—10 м/ч). Сварку ведут «углом вперед», направляя дугу на переднюю часть ванночки, что уменьшает ее стекание. Металл толщиной >8 мм сваривают с поперечными колебаниями электрода по треугольнику (см. рис. 3.8, г). Техника выполнения сварки швов «снизу вверх» требует более высокой квалификации сварщика, чем при сварке «сверху вниз».
Применение источников тока с комбинированной внешней характеристикой и высокими скоростями нарастания Iк.з. обеспечивает возможность сварки в СO2 углеродистых сталей толщиной до 12 мм методом «сверху вниз». Сварка выполняется проволоками ф1,2—1,4 мм на токах до 260 А (табл. 3.5). Провар корня шва полный, несплавления по краям шва отсутствуют. Швы формируются без усиления или с небольшим ослаблением. Уменьшение усиления шва обеспечивает снижение расхода электродной проволоки, газа и электроэнергии. Снижаются трудовые затраты, уменьшается деформация изделия. Сварку выполняют электродом «углом назад»; швы катетом до 4 мм сваривают без поперечных колебаний электрода, а швы катетом >4 мм выполняют с поперечными колебаниями электрода и в несколько проходов. Скорости сварки угловых швов «сверху вниз» на металле толщиной 8—12 мм достигают 30— 35 м/ч, на более тонком металле — 50—55 м/ч. Простая техника сварки и мягкая «эластичная» дуга меньше утомляют сварщика, чем сварка «снизу вверх» с колебаниями электрода.
Скорости сварки угловых швов «сверху вниз» на металле толщиной 8—12 мм достигают 30— 35 м/ч, на более тонком металле — 50—55 м/ч. Простая техника сварки и мягкая «эластичная» дуга меньше утомляют сварщика, чем сварка «снизу вверх» с колебаниями электрода.
Режимы сварки вертикальных соединений со свободным формированием швов — в СO2 (при использовании источников тока как с пологопадающей, так и с комбинированной внешней характеристиками) и в смесях СO2 + O2 (15%) и Аr+СO2 (25%) выбирают такими, чтобы процесс протекал с частыми короткими замыканиями (табл. 3.5). Сварку в смеси Аr + СO2 (<15%) можно выполнить с наложением импульсов тока. При этом можно использовать электродные проволоки ф1—2 мм.
— При значительной длине соединений прямолинейные вертикальные швы на стали толщиной 8—40 мм целесообразно выполнять по технологии с принудительным формированием, как при электрошлаковой сварке. Этот способ разработан Д. А. Дудко с сотр. в ИЭС им. Е. О. Патона в 1956—1957 гг.
А. Дудко с сотр. в ИЭС им. Е. О. Патона в 1956—1957 гг.
Для получения высокого качества и хорошего формирования швов необходимо наличие между ползуном и швом небольшого количества шлака. Для этого при использовании проволок сплошного сечения в зону сварки подают небольшое количество флюса. Флюс поступает из отдельного бункера или с присадочной порошковой проволокой, укрепленной на кромке стыка. При сварке порошковыми проволоками шлак образуется при расплавлении самой проволоки. Для защиты зоны сварки применяют СO2 или смесь СO2+O2 (15—30%). В последнем случае на поверхности ванны образуется больше шлака и формируется более жидкотекучая ванночка.
Для получения шва высокого качества необходимо предупреждать попадание воздуха к расплавленной ванночке, для чего газ рекомендуют подавать по специальным газовым соплам или по каналам, расположенным в ползунах. Наличие на поверхности ванны шлака снижает требования к качеству за щиты. Режимы сварки вертикальных швов выбирают, исходя из условия получения заданного термического цикла и получения процесса с минимальным разбрызгиванием. С повышением Iсв увеличиваются объем сварочной ванночки и ее глубина. При заданном напряжении с повышением Iсв ширина шва уменьшается. С повышением напряжения ширина ванны увеличивается. Зазор между листами влияет мало на ширину шва.
С повышением Iсв увеличиваются объем сварочной ванночки и ее глубина. При заданном напряжении с повышением Iсв ширина шва уменьшается. С повышением напряжения ширина ванны увеличивается. Зазор между листами влияет мало на ширину шва.
Соединения на металле толщиной >20 мм выполняют с колебаниями электрода. У ползунов электрод задерживают на 1,5—2 с. Сварку вертикальных швов выполняют на постоянном токе. Сварка вертикальных швов в защитных газах с принудительным формированием обеспечивает более высокую производительность, чем сварка со свободным формированием шва и ручная дуговая сварка. Стыковые соединения под сварку с принудительным формированием собирают без скоса кромок и с U-образной разделкой. При сборке с U-образной разделкой уменьшается сечение разделки и можно повысить скорость сварки. Кроме того, при U-образной разделке кромок в случае выхода из строя автомата сварку можно закончить полуавтоматической или ручной дуговой сваркой. Поперечная усадка соединения при U-образной разделке также меньше, чем при прямоугольной.
— Горизонтальные швы на стали толщиной до 6 мм сваривают в СO2 или СO2 +O2 (15—20%) проволоками ф0,8— 1,4 мм. Соединения на металле толщиной до 3 мм собирают без скоса кромок с небольшим зазором, что обеспечивает получение швов с полным проваром при небольших усилиях. Сварку ведут «снизу вверх» с наклоном электрода «углом назад» без поперечных колебаний. Дугу направляют на металлическую ванночку. При толщине металла >4 мм делают скос на кромке верхнего листа. Сварку металла толщиной >6 мм выполняют с наклоном электрода поперек шва на угол 40—60° к вертикали. Основное сечение шва заваривают с повышенной силой тока. При этом используют проволоки сплошного сечения до ф2 мм и порошковые до ф4 мм, а облицовочные швы заваривают проволоками ф1,2—1,4 мм на малых режимах (табл. 3.6). При сварке металла толщиной >6 мм на повышенных токах наблюдается стекание ванны жидкого металла. Для предупреждения этого используют формирующие ползуны. При сварке горизонтальных швов проволоками Св-08Г2С ф1,6—2 мм в металле шва встречаются характерные несплавления, имеющие вид полушарий. Места несплавления обычно покрыты тонкой корочкой шлака. Для их исключения следует «понижать» режим сварки, уменьшать диаметр электрода, а также осушать СO2 и очищать проволоку от смазки.
Места несплавления обычно покрыты тонкой корочкой шлака. Для их исключения следует «понижать» режим сварки, уменьшать диаметр электрода, а также осушать СO2 и очищать проволоку от смазки.
— Потолочные швы рекомендуется сваривать: в СO2 проволокой ф0,8—1,4 мм на режимах с частыми короткими замыканиями, а в Аr+СO2 (10%) с наложением импульсов. Сваривать такие швы полуавтоматом труднее, чем в других положениях, поэтому сварщик должен иметь более высокую квалификацию. Сварку потолочных швов ведут «углом назад» на минимальных напряжениях. Сварочный ток можно выбирать несколько большим, чем для сварки вертикальных швов. Дугу и поток СO2 направляют на ванночку жидкого металла, что уменьшает его стекание. Для этой же цели рекомендуется увеличивать расход газа. Сварку стыковых швов с разделкой кромок ведут с поперечными колебаниями электрода. Металл толщиной >6 мм рекомендуется сваривать в два прохода и более, что обеспечивает получение плотных швов.
См. также: Сварка в углекислом газе, Сварка электрозаклепками и точками в СO2
Особенности сварки металлов полуавтоматичским аппаратом
Автор perminoviv На чтение 8 мин Просмотров 13 Опубликовано
Современные производители сварочных аппаратов выпускают десятки различных моделей устройств для полуавтоматической сварки. Технология сварки металлов полуавтоматом позволяет прочно соединить между собой металлические детали, обеспечивая надёжное крепление конструкций.
Под понятием полуавтоматической сварки металлов подразумевается процесс присоединения друг к другу нескольких металлических деталей, при котором электродная проволока поступает в зону сварочных работ с определённой скоростью в автоматическом режиме. Вместе с этим в область сваривания подаётся инертный или активный газ. Его задача – защищать электродную проволоку и свариваемые детали от воздействия окружающей среды. Все остальные действия для работы со сварочным аппаратом при сварке в полуавтоматическом режиме необходимо совершать вручную.
Все остальные действия для работы со сварочным аппаратом при сварке в полуавтоматическом режиме необходимо совершать вручную.
Преимущество сварочной обработки полуавтоматического типа состоит в том, что эта технология позволяет работать с материалами любой толщины. Сварка металла полуавтоматом подходит для работ с деталями, произведёнными из тонкого металла (металл считается тонким, если его толщина не превышает 5 миллиметров). Для проведения сварочных работ над такими конструкциями достаточно использовать аппараты с низкой или средней производительностью.
Также полуавтоматические сварочные аппараты годятся для обработки деталей из толстых металлов. Сварка полуавтоматом эффективно соединяет конструкции, толщина которых не превышает 250 миллиметров. Специфика работы с толстыми металлическими изделиями зависит от материала, из которого они были произведены. Для обработки таких конструкций понадобится оборудование, отличающееся высоким уровнем производительности.
СОВЕТ: при сварке толстых металлических конструкций, произведённых из низколегированной стали, рекомендуется предварительно подвергнуть детали термической обработке.
Высокая температура поможет размягчить металл и подготовить его к дальнейшим сварочным работам. Подогрев поможет провести сварку быстрее и с более высокими шансами на удачный результат. Если конструкция не будет подвергнута прогреванию, то тогда появится риск появления деформаций в материале.
Аппарат полуавтомат для сварки толстых металлов успешно справляется со свариванием уплотнённых деталей при помощи создаваемой им высокой плотности тока. Она обеспечивает глубокое плавление обрабатываемого материала, что позволяет прочнее скрепить монтируемые конструкции. Больше всего такой тип сварочных работ подходит для обработки жёстких металлических конструкций, а также изделий, которые изготовлены из марок стали с высокой теплоустойчивостью и особой прочностью.
При сварке изделий, выполненных из устойчивых к перепадам температур металлов, возможно ухудшение прочностных свойств материала. Причина этого в том, что в зоне температурного влияния, оказываемого сварочным аппаратом, возникают микроскопические трещины, которые и размягчают сталь.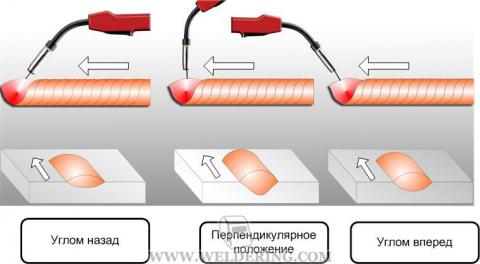 Поэтому при полуавтоматических сварочных работах на толстых металлах дополнительно предпринимаются защитные меры, защищающие обрабатываемые конструкции от разупрочнения материала.
Поэтому при полуавтоматических сварочных работах на толстых металлах дополнительно предпринимаются защитные меры, защищающие обрабатываемые конструкции от разупрочнения материала.
СОВЕТ: помните, что сварка толстого металла полуавтоматом может привести к возникновению трещин в конструкциях. Также сварочные работы способны повредить антикоррозийный слой деталей, из-за чего они окажутся подвержены вредному влиянию ржавчины. По этой причине рекомендуется прибегнуть к защитным мерам после сварки. Металл необходимо обработать специальным покрытием, которое сможет восстановить защиту изделия от коррозии.
При обработке металлических конструкций небольшой толщины не нужно стремиться получить поверхностный шов. Конструкции должны быть сварены как можно плотнее – только так удастся добиться их полноценного соединения. Именно поэтому для сварки тонких металлов используют полуавтоматический аппарат – он предельно эффективно работает со свариванием таких конструкций.
Перед сварочными работами полуавтоматом обрабатываемые конструкции необходимо предварительно подготовить. Металл требуется очистить от грязи, кусочков краски или эмали, пыли или смазочных покрытий. Если этого не сделать, то плавящийся металл будет слишком сильно разбрызгиваться, и шов выйдет искривлённым. К тому же, посторонние элементы могут быть токсичны.
Для сварки тонкого металла полуавтоматом понадобится следующее оборудование:
- сварочный аппарат;
- электроды для сварки;
- источник электроэнергии;
- защитная амуниция для сварщика (укреплённый шлем, термостойкие перчатки, затемнённые очки).
СОВЕТ: для того, чтобы шов получился аккуратным и ровным, сварщику необходимо самостоятельно регулировать скорость движения сварочного аппарата. Также ему нужно подобрать электроды правильного типа и осуществлять контроль за стабильной подачей тока со постоянным показателем силы.
Технология полуавтоматической сварки оцинкованных металлов
Особенностью оцинкованных металлов является их высокая сопротивляемость воздействию коррозии. Всё дело в свойствах цинка – этот элемент успешно защищает различные изделия от появления ржавчины, что повышает устойчивость конструкции и продлевает срок её эксплуатации. При сварке оцинкованного металла полуавтоматом антикоррозийная устойчивость всей конструкции может быть нарушена.
Всё дело в свойствах цинка – этот элемент успешно защищает различные изделия от появления ржавчины, что повышает устойчивость конструкции и продлевает срок её эксплуатации. При сварке оцинкованного металла полуавтоматом антикоррозийная устойчивость всей конструкции может быть нарушена.
Причиной этого является разная температура плавления. Если для сварки большинства металлов нужна температура в пределах 1700-2200 градусов по Цельсию, то плавление цинка начинается уже при 420°С. При 907°С этот элемент закипает и превращается в оксид, который образует на поверхности металлической конструкции микроскопические поры и трещины. Это и приводит к тому, что металл становится восприимчив к появлению коррозии.
Современная технология сварки оцинкованных металлов полуавтоматом заключается в одной инновации – MIG-пайке. Она позволяет проводить сварочные работы с помощью высокочастотных электрических колебаний с пониженной температурой. При этом плавление цинка не происходит, поэтому он не превращается в оксидное соединение и не наносит повреждение основному материалу обрабатываемой конструкции. Эта технология и позволяет решить проблему разрушения антикоррозионного слоя при полуавтоматическом сваривании оцинкованных металлов.
Эта технология и позволяет решить проблему разрушения антикоррозионного слоя при полуавтоматическом сваривании оцинкованных металлов.
Процесс сварки цветных металлов полуавтоматом начинается с проверки состояния оборудования. В процессе его осмотра требуется настроить режим функционирования сварочного устройства, подобрать силу тока, уровень напряжения и скорость передвижения проволоки. Если толщина обрабатываемого металла менее трёх миллиметров, то подходящая сила тока находится в пределах 120-145 амперов. При этом скорость передвижения проволоки должна равняться 900 метрам в час.
После того как оборудование проверено, происходит включение подающего проволоку переключателя в рабочее положение. Затем осуществляется зажжение электрической дуги. При наличии плавящейся проволоки нужно лишь прикоснуться к металлической поверхности. После зажжения электрической дуги можно протестировать выбранный режим работы на проверочном материале. Если аппарат функционирует нормально, то можно непосредственно приступать к сварке.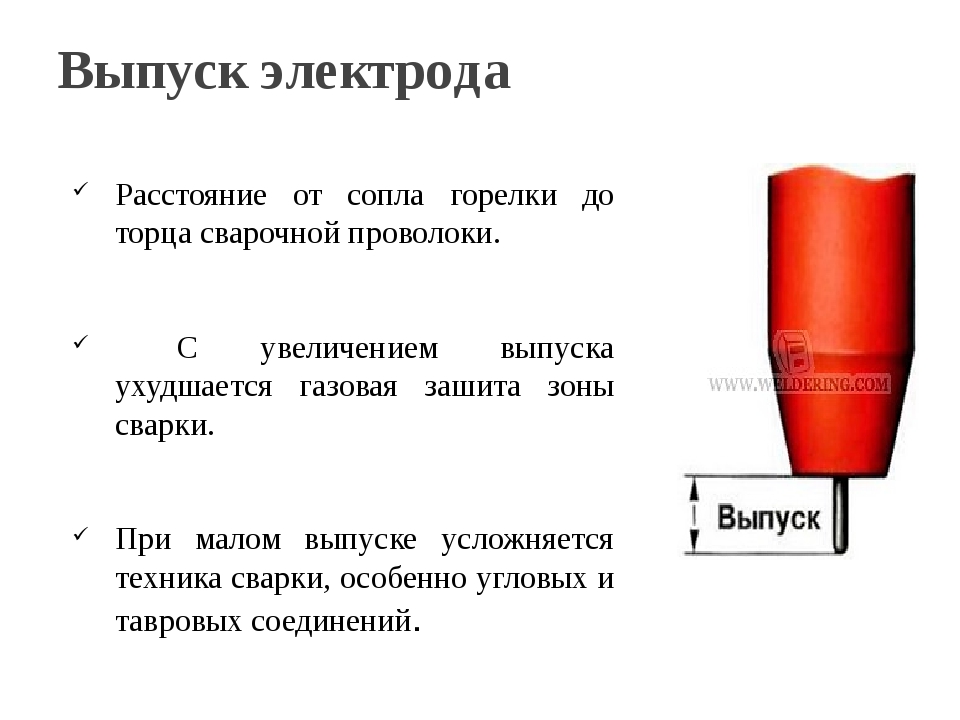
При полуавтоматической сварке цветных металлов передвижения горелки нужно вести только лишь в одном направлении. Лучшего всего проводить сваривание деталей с высокой скоростью и посредством одного шва. Если цветной металл отличается большой толщиной, то его необходимо разогреть до 150-300°С.
Полуавтоматическая сварка аргоном чёрных металлов
Сварка чёрных металлов полуавтоматом с аргоном отличается некоторыми особенностями. Нужно отметить, что большую опасность для чёрных металлов при их сварке представляет влага. Она может остаться внутри сварочного шва, после чего начнётся её конденсация. При испарении частицы влаги будут образовывать небольшие поры и микроскопические трещины в шве, которые в будущем отрицательно скажутся на его прочности. Поэтому перед началом сварки обрабатываемые конструкции рекомендуется прогреть до 100-150 градусов по Цельсию.
Для полуавтоматического сваривания чёрных металлов необходимо использование специальных электродов. Без них сварочный шов получится неаккуратным и слишком хрупким. Для сварки чёрных металлов лучше всего использовать электроды из цветного металла с большим содержанием графита. Наиболее оптимальный выбор – медно-никелевые компоненты, которые помогают надёжно сварить металл и не оставляют в получившемся шве большого количества графитных примесей.
Для сварки чёрных металлов лучше всего использовать электроды из цветного металла с большим содержанием графита. Наиболее оптимальный выбор – медно-никелевые компоненты, которые помогают надёжно сварить металл и не оставляют в получившемся шве большого количества графитных примесей.
Сварка чугунных и стальных изделий полуавтоматом
Инертный газ используется не только для обработки цветных металлов. Для работы с чугунными и стальными конструкциями также применяется аргон. Для получения чугуна используется железо и углерод. Процесс его сваривания очень трудоёмок из-за того, что получающиеся швы часто трескаются.
Еще одной особенностью чугуна является его предрасположенность к ускоренному окислению. Поэтому для его сварки и нужен аргон – он помогает формировать соединительные швы без образования шлаковых осадков. Быстрое окисление чугуна сделало его популярным материалом для ремонта старых автомобилей. Этот материал соединяется с требующими починки тонкими металлическими конструкциями.
Сварка чугуна и хрупких металлов полуавтоматом зачастую проводится при помощи вольфрамовой проволоки. Обрабатываемые изделия также нуждаются в предварительном подогреве. Для сваривания чугунных конструкций используется как постоянный, так и переменный ток. Его сила зависит от толщины металла и диаметра проволоки (на каждый миллиметр проволоки приходится от 50 до 90 амперов элетротока). Вместо вольфрама в качестве материала для проволоки может использоваться графит, медь или никель.
Полуавтоматическая сварка деталей из нержавеющего металла
Сварка полуавтоматом нержавеющих металлов отличается высокой производительностью. Кроме этого, её можно вести практически в любых условиях. Для сваривания нержавеющих стальных конструкций необходим сварочный аппарат, который работает в аргоновой среде. Защитный газ помогает предотвратить азотирование и окисление создающегося соединительного шва, который без аргоновой защиты сварной шов начал бы контактировать с внешней атмосферой и стал бы непрочным.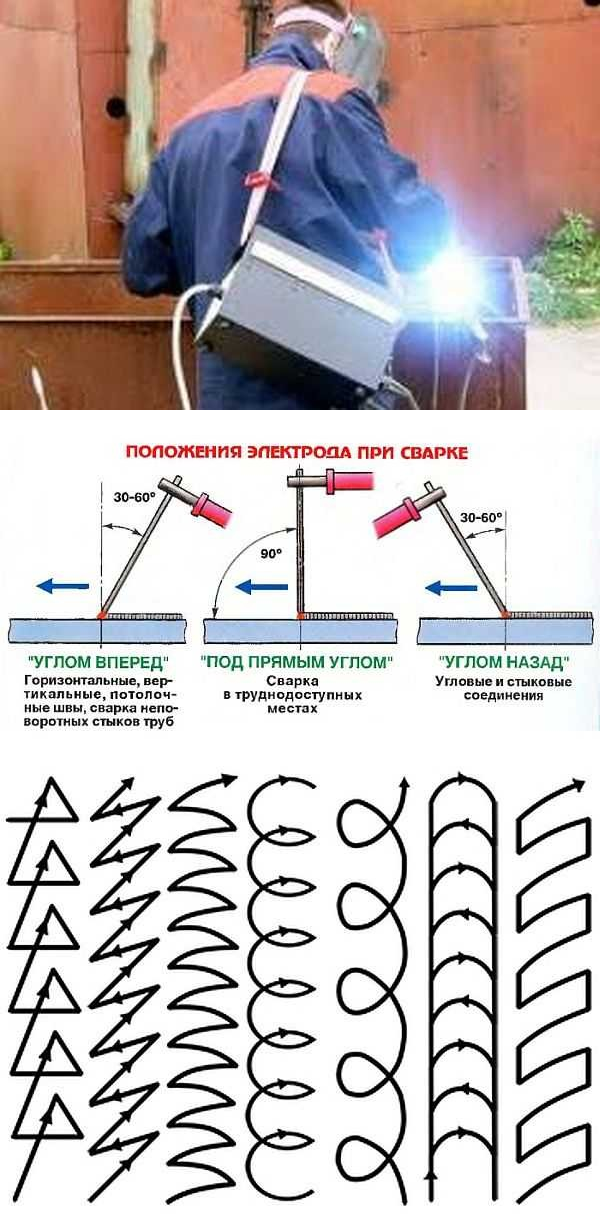 Аргон подходит и потому, что даже при особо повышенной температуре не вступает в какие-либо химические реакции – он гораздо тяжелее воздуха, что помогает легко вытеснять его в зоне сварочных работ.
Аргон подходит и потому, что даже при особо повышенной температуре не вступает в какие-либо химические реакции – он гораздо тяжелее воздуха, что помогает легко вытеснять его в зоне сварочных работ.
Сварка нержавеющего металла аргоном осуществляется при помощи электродов, изготовленных из неплавящихся материалов. В процессе работы их необходимо располагать строго перпендикулярно относительно свариваемой обрабатываемой поверхности. Если это условие будет соблюдено, то сварной шов получится высококачественным.
Напоследок необходимо отметить, что на данный момент полуавтоматическая сварка металлов получила особо широкое распространение в нескольких областях производства, тесно связанных с обработкой металлов. Наиболее востребованной сварка полуавтоматом оказалась в автомобильной промышленности. Именно там всегда присутствует необходимость в обработке металлов малой толщины, для которых и подходят полуавтоматические сварочные работы. Зачастую в автомобилестроении используется сварка полуавтоматом металлов толщиной в 10 мм и меньше. Также сварка полуавтоматом часто используется при строительных работах, которые часто требуют сваривания жёстких металлических конструкций большой толщины.
Также сварка полуавтоматом часто используется при строительных работах, которые часто требуют сваривания жёстких металлических конструкций большой толщины.
Особенности сварки полуавтоматом тонколистовых металлов
Стандартные аппараты для работы с тонколистовыми металлами можно использовать не всегда. Они могут прожигать заготовки и не обеспечивать требуемое качество сварных швов. В этом случае требуется другая технология, позволяющая выполнять аналогичные работы с минимальным тепловложением.
Почему ограничивается применение классической сварки короткой дугой малой мощности
В стандартных полуавтоматах для сварки тонколистового металла используются низкие значения напряжения и сварочного тока. При этом процесс перехода электродного материала в шов происходит с определенной цикличностью, как это изображено на рисунке ниже.
Изменение параметров сварочной дугиПроисходит чередование фаз горения дуги и коротких замыканий. Процесс выглядит следующим образом:
- 1.
 После зажигания дуги на конце электрода формируется капля расплавленного металла.
После зажигания дуги на конце электрода формируется капля расплавленного металла. - 2. При короткой дуге она через короткий промежуток времени вступает в контакт с металлом, находящимся в сварочной ванне.
- 3. Электрическая дуга гаснет.
- 4. Под действием силы поверхностного натяжения капля отрывается от электрода и втягивается в сварочную ванну.
- 5. Электрическая дуга вновь зажигается.
Сила сварочного тока и напряжение также меняются:
- 1. В момент, когда капля на конце электрода вступает в контакт с металлом в сварочной ванне, возникает короткое замыкание. Сопротивление в образовавшейся цепи резко падает, а с ним скачкообразно уменьшается напряжение и начинает расти сила тока.
- 2. Перед отрывом капли металла от электрода сопротивление, а с ним и напряжение, начинают быстро расти. Сварочный ток при этом падает сравнительно медленно по причине индуктивности цепи источника питания.
- 3.
 Зажигание дуги выполняется после отрыва капли с конца электрода при высоком напряжении. Из-за этого часть жидкого металла разорвавшейся перемычки испаряется взрывообразно, не успев попасть в сварочную ванну. Это и есть причина образования брызг. Предотвратить этот процесс можно только противодействуя росту тока.
Зажигание дуги выполняется после отрыва капли с конца электрода при высоком напряжении. Из-за этого часть жидкого металла разорвавшейся перемычки испаряется взрывообразно, не успев попасть в сварочную ванну. Это и есть причина образования брызг. Предотвратить этот процесс можно только противодействуя росту тока.
Сварка короткой дугой – отличный инструмент для работы с тонколистовыми металлами, но она не позволяет получать качественные швы при соединении деталей из материалов, чувствительных к теплу (оцинкованная или высокопрочная сталь). В первом случае из-за температурного воздействия возможно испарение защитного цинкового покрытия, во втором – потеря сталью своих прочностных качеств.
Варианты усовершенствования сварки короткой дугой
Главной проблемой сварки на короткой дуге является ее высокое тепловложение при повторном зажигании после короткого замыкания. Попытки изменить эту ситуацию предпринимались. В 80-е годы предлагалось снижать ток перед разрывом перемычки из расплавленного металла, возникающего при переходе капли с электрода в сварочную ванну, а после этого подавать высокий импульс напряжения для облегчения зажигания дуги. В результате действительно снижалось разбрызгивание, но существенно повлиять на тепловложение не удавалось.
В результате действительно снижалось разбрызгивание, но существенно повлиять на тепловложение не удавалось.
Еще одной попыткой стало использование модифицированной короткой дуги с адаптивной системой регулирования. В этом случае была реализована технология прерывистой подачи проволоки. В момент короткого замыкания она оттягивалась назад и перемычка расплавленного металла разрывалась. Такой подход позволял уменьшить длительность короткого замыкания и разбрызгивание металла.
Недостаток — сложность самого процесса. Для воплощения на практике понадобился двухтактный привод с двумя двигателями подачи проволоки. В результате подобная технология стала возможной только для роботизированной или автоматической сварки.
Технология EWM coldArc – оптимальное решение для сварки тонколистовых металлов
В технологии coldArc определяющим фактором является цикличное изменение напряжения в процессе сварки короткой дугой. В зависимости от его значения корректируется сила тока.
Своевременное реагирование на изменение напряжения выполняется с помощью высокодинамичной регулировки мгновенных значений. Мягкое зажигание без разбрызгивания возможно благодаря цифровому процессу обработки сигналов, который применяется в технике EWM. Он позволяет снизить силу тока и энергию дуги всего за одну микросекунду до ее зажигания.
Изменения силы сварочного тока, изображенные на рисунке выше, наглядно демонстрируют эффективность технологии coldArc. Очевидно, что после повторного зажигания дуги этот параметр кратковременно увеличивается. На схематичном изображении видна характерная ступенька в зоне третьей фазы, которая называется импульсом расплавления.
На конце электрода формируется расплавленный купол после каждого короткого замыкания, а сам процесс перехода электродного металла в сварочную ванну осуществляется равномерно. В результате появляется возможность использовать низкую силу тока в фазах между короткими замыканиями.
Технология coldArc подразумевает регулирование модифицированной короткой дуги только в источнике энергии без вмешательства в механическую часть устройства для подачи проволоки. Соответственно, можно использовать обычные сварочные горелки, а всю работу выполнять вручную.
При применении технологии coldArc существенно снижается пик мощности при повторном зажигании дуги и уменьшается тепловложение на этапе расплавления электродного металла. Благодаря таким особенностям она может использоваться там, где невозможно применение обычной сварки короткой дугой.
Так, уже сегодня в автомобилестроении востребованы металлы толщиной до 0,2 мм. При использовании стандартной MIG/MAG сварки в этом случае уже не получить качественные швы. Для таких условий полуавтоматы EWM с технологией coldArc незаменимы.
Заключение
При сварке заготовок из тонколистового металла многое зависит от используемого оборудования. Технология coldArc позволяют качественно выполнять работы такого вида.
Сварка кузова автомобиля полуавтоматом своими руками: технология и рекомендации
Подержанные машины при неправильном уходе покрываются коррозией. Иногда, если вовремя не устранить эту проблему, требуется полная замена отдельных частей кузова. При этом без сварочных работ не обойтись. А сварка кузова автомобиля своими руками требует навыков и хотя бы небольшого опыта.
Для сварных работ с автомобильным кузовом наиболее приемлемым вариантом является использование полуавтоматического сварочного аппарата. Это позволяет работать с любой толщиной материала: от 0,7 до 4 мм. В этот интервал укладываются как, например, более тонкие крылья, так и мощные лонжероны.
Способы соединения элементов при автомобильной сварке
Разные узлы и варианты ремонта машины с использованием сварочных работ предполагают отличающийся подход для сопряжения новых вставок со старым кузовом. Рассмотрим три основных способа установки металлических латок.
Стыковое сопряжение
Сварка кузова автомобиля полуавтоматом чаще всего проводится с помощью стыкового соединения. Таким способом не создаются дополнительные ненужные утолщения на корпусе. Используется этот метод при вваривании заплаток или небольших вставок, не подвергающихся большому усилию на разрыв.
Типы соединений
Перед работой с латкой можно снять фаски со сторон, которые планируется приваривать.
Если толщина листа до 2 мм, то можно обойтись без фасок. Такой способ сопряжения требует более кропотливой подгонки ввариваемой детали и подготовленного участка корпуса авто. Зазоры необходимо свести к минимуму, а в идеале нужно обойтись без них. Способ применяется обычно для лицевых наружных элементов.
При выполнении этой операции сварщик должен иметь достаточно высокую квалификацию.
Стыковая сварка
Работа проводится с применением сплошного точечного шва.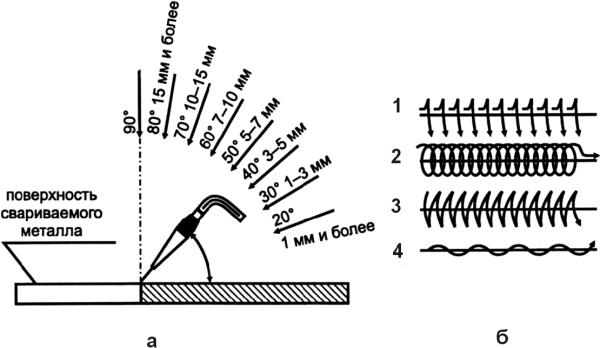 Качественный результат не нуждается в трудоемкой рихтовке и длительной зачистке. Иногда хватает шпатлевки и затирки шва. Более толстые листы железа легче поддаются сварке, также они могут быть проварены сплошным точечным швом. Тонкий лист варить тяжелее.
Качественный результат не нуждается в трудоемкой рихтовке и длительной зачистке. Иногда хватает шпатлевки и затирки шва. Более толстые листы железа легче поддаются сварке, также они могут быть проварены сплошным точечным швом. Тонкий лист варить тяжелее.
Соединение внахлест
Такое соединение наиболее простое и поэтому получило большое распространение среди автомобильных сварщиков. Так, один из кусков металла накладывается на другой, при этом полностью перекрывается отверстие, которое надо залатать.
Нахлест при сварке
Метод подходит для сварки силовых конструкций: порогов, лонжеронов и т.д.
Сварные электрозаклепки
Такой способ является скорее разновидностью нахлестного соединения. При этом он схож с точечной сваркой. Его активно используют в автомобильной сварке. Например, он применяется для установки новых крыльев, усилительных накладок на каркас кузова.
Типы сварных швов
Не смотря на способы сопряжений, в каждом случае технология сварки полуавтоматом предполагает использование различных типов швов. Есть три популярных варианта швов:
Есть три популярных варианта швов:
- сплошной;
- точечный;
- сплошной прерывистый.
Типы швов
Каждый из них может накладываться в любом из способов сопряжений, как при нахлестах, так и при стыковых соединениях.
Сплошной прерывистый
Такой шов представляет собой периодическое чередование сплошных участков и незалитых металлом разрывов. Интервалы свободные от заливки исполнитель подбирает самостоятельно. Это делается для того, чтобы не «потянуло» металл ввариваемого элемента или каркасную конструкцию на автомобиле.
В этом случае уменьшается перегрев листов, что способствует незменению прочностных физических свойств стального сплава, из которого выполнены сочетаемые части.
Сплошной
Может иметь вид непрерывного «залития» расплавленным металлом, а также выглядеть как большое количество точечных сварок, расположенных очень близко друг к другу. Такой способ практически не имеет применения в автомобильной конструкции. Хотя он может использоваться практически с любой толщиной металла.
Использование такого шва уменьшает «эластичность» всей конструкции. Также могут возникнуть усталостные трещины во время эксплуатации машины.
Точечный
Название говорит само за себя. Сварка полуавтоматом и присоединение листов метала проводится с помощью сварных точек, которые распределяются вдоль линии сопряжения через заданный интервал. Расстояние между такими точками задается из технологической необходимости и может быть от нескольких сантиметров до нескольких миллиметров.
Расположение шва
Проведение работ может происходить в разных плоскостях:
- горизонтально «сварка сверху»;
- горизонтально «сварка снизу»;
- вертикальный шов.
Наиболее удобным является вариант со сваркой «сверху». При таком положении шов заливается полностью, заполняя все пустоты и щели. Менее удобный вариант вертикальных работ. В этом случае необходимо следить за тем, чтобы металл не стекал по шву.
Самый трудный способ сварки предполагает «работу снизу».
При таком положении шов получается под сопрягающимися элементами и постоянно стремится вытечь вниз. Поэтому нужно иметь навык работы в таком положении, чтобы не ухудшить качество сварки.
Подготовка материала к сварке
До начала любых сварных работ, понадобится приготовить поверхности. Для этого проводится чистка от всех видов загрязнений:
- коррозионные следы;
- слои краски и грунтовки, включая транспортировочные;
- консервационные и защитные слои покрытий;
- все виды смазочных веществ.
Наличие таких веществ может снизить качество накладываемого шва или полностью препятствовать прохождению тока по цепи.
Также происходят другие негативные последствия:
- газ, который образуется при выжигании горючих остатков, может создать пористую некачественную структуру шва;
- такие газы могут «выдувать» металл из точки сварки, при этом получается дыра, а расплавленный металл, разбрызгиваясь, может привести к ожогам;
- загрязнения выделяют большое количество дыма, что может привести к отравлениям продуктами горения или стать причиной пожара.
Поверхности должны плотно прилегать между собой.
Безопасность при работе
Для этого используются различные зажимы и фиксаторы. Также допускается временные крепления болтами или саморезами.
Регулировка сварного тока
Для начинающих сварщиков, которые не работали с тонкими листами меньше 1 мм, желательно потренироваться не на рабочих поверхностях автомобиля, а провести экспериментальную сварку ненужных тонких кусков.
Нужно придерживаться техники безопасности при сварочных работах на автомобиле:
- в качестве экспериментальных листов не нужно брать оцинкованные экземпляры, так как пары получатся ядовитыми;
- нельзя вести работы на сильном сквозняке или ветру, так как из-за этого выдувается газ из сварочной зоны, что снизит качество работ или полностью сделает их невыполнимыми.
Величина сварочного тока находится в прямой зависимости от толщины металла. Для листов небольшой толщины понадобится установить ток в диапазоне 40-60 А.
Большинство регуляторов силы тока на полуавтоматах имеет не абсолютную градуировку, а относительную. Поэтому точный показатель тока необходимо будет проверить по инструкции.
Правильность выбранного тока покажет качество сварного шва. Разное напряжение в электрической сети влияет на выходные параметры устройства. Поэтому настройка аппарата проводится в большей степени путем экспериментального подбора положений регулировочных ручек.
Настройка регуляторов
Примером может послужить полуавтоматический аппарат Helvi Panther 132. На нем установлены три регулятора, влияющие на параметр тока. Два тумблера имеют лишь по два положения: «1» и «2» на первом, «мин» и «макс» на втором. Третий плавно регулирует подачу проволоки. И скорость, при которой подается проволока, зависит от величины тока. Это значит, что аппарат самостоятельно регулирует ток в зависимости от подачи проволоки.
Сварочный полуавтомат
В качестве примера можно дать настройки этого полуавтомата для разных толщин свариваемого металла. Тонкий лист хорошо «варился» на установках: «1», «макс», а плавная регулировка была на «7». Толстые листы лучше пробовать на установке: «2», «макс», «8».
При работе с полуавтоматом могут быть различные результаты сварки. В зависимости от силы тока можно получить такие итоги:
Результат сварки с разным током
Первый случай
Ток слишком мал, поэтому не происходит растекания металла по поверхности, а также деталь не прогревается, что ухудшает сопряжение. Получается отсутствие «провара». Понадобится увеличить ток.
Второй случай
Ток правильно отрегулирован, металл достаточно расплывается и заметен прогрев свариваемой детали. С обратной стороны листа заметна небольшая металлическая капля.
Третий случай
Ток больше допустимого значения. Расплавленная капля от проволоки слишком сильно «просела». На другой стороне явная крупная капля расплавленного металла.
Четвертый случай
Существенное превышение допустимого тока до такой степени, что образуются сквозные прожоги. Требуется значительное снижение силы тока до появления небольшой капли без прожигания.
Возможные проблемы при эксплуатации сварочного полуавтомата
Не все работы проводятся в штатном режиме. Из-за ошибок в эксплуатации или неисправного оборудования могут возникать нештатные ситуации.
Неправильный выбор величины тока
Когда установлен слишком большой ток, то в металле образуются прожоги. Также может образоваться капля из расплавленной проволоки, которая выступает из медного наконечника. Если такая ситуация произошла, то дополнительная подача проволоки может привести к обрыву при выходе ее из подающего устройства.
Некачественная регулировка прижима в подающем механизме
Если блокируется проход проволоки через медный наконечник, то происходит ее поломка в подающем механизме. Это свидетельствует о слишком большом прижимном усилии. При правильной регулировке проволока проскальзывает, а не ломается. Это событие свидетельствует об обратном – прижимное усилие недостаточно фиксирует проволоку.
В таком случае может происходить «прихват» в наконечнике, и не иметь отношение к величине установленного тока.
Такие же результаты бывают при слишком медленной подаче проволоки.
Небольшой расход газа
В такой ситуации необходимо правильно отрегулировать на редукторе. Можно ориентироваться на примерный расход 8-10 литров в минуту при диаметре проволоки 0,8 мм. Хотя в инструкции по эксплуатации полуавтоматов предлагают ставить до 3 литров, но на практике этого недостаточно.
Интересное по теме:
загрузка…
Вконтакте
Одноклассники
Google+
Полуавтоматическая сварка металлов: технология и нюансы процесса
Сварочный полуавтомат: принцип работы
Для того чтобы при использовании сварочного полуавтомата не «убить» устройство. А также не получить травму самому следует знать о правилах техники безопасности и принципе работы аппарата.
Сварочный полуавтомат состоит из:
- корпуса, в котором находится мощный трансформатор;
- шланга для подачи тока и газа к горелке;
- кабелей для подключения к «массе» и электрической сети;
- механизма подачи проволоки.
Принцип работы полуавтоматического аппарата следующий:
- Сварочный ток подаётся на горелку одновременно с защитным газом.
- В качестве электрода в горелке используется сварочная проволока, которая подаётся в автоматическом режиме с помощью специального механизма.
- Между свариваемым изделием и проволокой образуется электрическая дуга, которая расплавляет металл в среде защитного газа, что позволяет получить качественный шов без окислов.
Основные правила техники безопасности при работе со сварочным полуавтоматом следующие:
- корпус сварочного аппарата должен заземлён;
- запрещается использовать устройство даже при незначительных механических повреждениях или любых других неисправностях;
- при значительных перерывах в работе следует обязательно отключать устройство от электрической сети и выключать подачу защитного газа;
- не проводить работы рядом со легковоспламеняющимися и взрывоопасными веществами;
- во время работы использовать защитную маску и перчатки.
Область применения
Способ получил самое широкое распространение в сферах деятельности, где изготавливаются металлоконструкции. Это и сборочные цеха машиностроительных предприятий, и строительные площадки, и домашние мастерские. Он вполне пригоден для соединения как малоуглеродистых конструкционных, так и высоколегированных сталей, применим для ответственных конструкций из разных прокатных профилей в любых пространственных положениях. Одним словом, способ сварки полуавтоматом в среде защитных газов – универсален.
Единственным ограничением способа является необходимость при работе на открытых площадках укрывать рабочее место сварщика от ветра и сквозняков, чтобы обеспечить стабильную защиту зоны плавления.
Устройство полуавтомата
Чтобы лучше понять, как сваривать полуавтоматом, необходимо изучить его устройство.
Основные составные части аппарата:
- Корпус.
- Источник питания.
- Блок управления.
- Горелка.
- Бобина с проволокой.
- Механизм подачи проволоки.
- Кабель, с помощью которого происходит подсоединение к “массе”.
- Шланг, предназначенный для подачи газа.
- Инертный газ в емкости.
Можно приобрести дополнительные приспособления, например, защитный экран или стойку для рукава. Источниками питания для полуавтоматических аппаратов, работающих, как правило, на постоянном токе, применяют инверторы или выпрямители. Предпочтительными являются инверторы, но стоимость их гораздо выше.
Сварочный рукав – это шланг, с помощью которого на место проведения работы подаются газ, проволока и жидкость для охлаждения. Один его конец подсоединен к аппарату, а второй – к газовой горелке. Внутри сварочного рукава по центру располагается узел, с помощью которого подается проволока. Охлаждающая жидкость имеется только в некоторых моделях. Чем длиннее шланг, тем больше возможность сварки в местах, доступ куда затруднен. Для подключения шланга используется унифицированный разъем по евро стандарту.
Большой штуцер в центре служит для выхода проволоки. Маленький рядом – для подачи газа. Два контакта вверху необходимы для того, чтобы переключать режимы. Внизу подключены провода, с помощью которых подается ток.
К шлангу подсоединена горелка, куда и выводятся все провода, а также трубки. Главные составляющие горелки – рукоятка и выходящая из нее направляющая трубка.
На рукоятке имеется переключатель режимов. На трубке закреплены рассеиватель газа, контактный наконечник, сопло. Контактный наконечник является сменной деталью, поскольку он бывает разным при каждом диаметре проволоки. Сопло зависит от размеров наконечника.
Проволока для сварки намотана на катушку, которая может иметь различные размеры. Устройство, подающее проволоку, включает в себя механизм с роликовой подачей. На роликах сделаны канавки для разных диаметров проволоки. Роль электродвигателя – осуществление вращения. Регулирование натяжения проволоки осуществляется вручную.
Ролики используются для порошковых проволок. Их может быть два или четыре. Вот, в основном, все, что нужно для полуавтоматической сварки.
Сварочный полуавтомат
Металлообработка в защитных газах осуществима под контролем полуавтоматического механизма. Последний считают отдельным аппаратом и одновременно целым комплексом механизмов. Речь идет о газовых баллонах.
Работа обычно проходит или на посте, на станке или без поста. Обычный полуавтомат для работы в среде защитного азота выглядит так: конструкция из источника электричества, устройства для подачи провода, светоча, кабеля, аппарата охлаждения, системы газоснабжения и других конструкций.
Назначение сварочного аппарата отличается зависимо от вида рабочего газа. MAG сварка использует активный азот, а MIG – пассивный. Первый тип сварки не может использовать газ второго типа, и наоборот.
Чтобы не думать – купите универсальный аппарат, способный работать с двумя видами газа. Вы увеличите свои возможности в сварочном деле.
Возможные дефекты шва при сварке полуавтоматом и как их не допустить
Дефекты шва возникают, если варить с нарушением технологии и неправильно осуществлять подбор расходных материалов. В этом случае не избежать трещин, подрезов, пор в металле шва, неравномерность его по ширине и длине, а также прожогов, наплывов и других дефектов. Неверно подобранные следующие величины сказываются на таких факторах:
- Диаметр проволоки: с меньшим ширина шва будет недостаточной, с большим – увеличится, что скажется на глубине провара.
- Сила тока. Скажется тоже на глубине проваривания: чем больше величина, тем глубже шов, что приводит к прожогам, особенно если варить тонкостенный металл.
- Напряжение дуги увеличит ширину шва.
- Скорость сварки. При большой величине уменьшается глубина проваривания, шов становится узким, при недостаточной величине возникают прожоги, шов будет неравномерным, а в некоторых случаях это приведет к короблению изделия.
Особенности технологии
Технология полуавтоматической сварки в среде углекислого газа сопровождается сложными химическими реакциями. Принцип процесса состоит в следующем — в область сварной ванны из баллона подается углекислый газ, который разделяется на угарный газ и кислород. Данный процесс осуществляется под влияние повышенной температуры, которая исходит от электрической дуги.
Важно! Угарный газ отлично подходит для защиты металлических поверхностей от окисления, но смесь из углекислого газа и кислорода вызывает выгорание легированных добавок и углерода из свариваемых элементов. Это в итоге может привести к ухудшению качества шва, образованию большого количества пор.
По этой причине для нейтрализации углекислоты применяется присадочная проволока. В среде газов обычно применяется присадочный материал из кремния и марганца.
По сравнению с другими методами сваривания сварка ТИГ углекислым газом обладает следующими характерными особенностями:
- Данная разновидность сваривания элементов из металла производится на токах с обратной полярностью. Это позволяет получить более стабильную дугу, предотвращает деформирования.
- Благодаря тому, что во время сварочного процесса применяется специальный электрод, происходит снижение эффекта разбрызгивания расходного материала. За счет этого снижаются непроизводительные затраты.
- Во время наплавки металла можно применять прямую полярность тока. Это повышает производительность и эффективность полуавтоматического сварочного процесса почти в 1,6-1,8 раза.
Классификация полуавтоматов
Разделение полуавтоматических приборов для сварки осуществляется по различным признакам.
Тип прибора
Это в основном относится к корпусу прибора. Если все составные части находятся в одном корпусе, то это будет однокорпусной вид. В двухкорпусных моделях в одном блоке находится сварочная горелка, механизм подачи проволоки, пульт управления. Во втором блоке расположен источник тока, имеющий аппаратуру для регулирования пуска.
Вид проволоки
В полуавтомате могут применяться два вида проволоки: алюминиевая или стальная. Имеются универсальные приборы, обеспечивающие работу с любым из этих видов.
Защита шва
Происходит тремя способами: слоем флюса, в защитных газах, с помощью порошковой проволоки. Наиболее распространенным способом является использование защитных газов. Нюансом служит то, что порошковую проволоку можно также использовать в газовой среде.
Характер перемещения
Для серийного производства используются стационарные аппараты. В быту и для проведения выездных работ более удобными будут переносные полуавтоматы. Передвижные приборы перемещаются на шасси с колесами.
Подключение к электросети
Однофазные полуавтоматы, имеющие небольшую мощность, можно включать в обычную розетку. Трехфазные требуют наличия специальных разъемов.
Подача проволоки
При толкающем типе привод подталкивает проволоку в сварочную горелку. В конструкции с тянущим типом привод располагается в ручке горелки и вытягивает проволоку с катушки, на которую она намотана. К гибриду относится тянуще-толкающий вид.
Используемое оборудование
Сварочный пост для полуавтоматической сварки в среде защитных газов содержит:
- Источник тока.
- Механизм подачи проволоки.
- Газобаллонную аппаратуру:
- баллоны с углекислотой, подсоединённые через газовый коллектор;
- редуктор для регулировки расхода газа;
- ротаметр для измерения расхода;
- дополнительно: смеситель, подогреватель, осушитель;
- соединительные газовые шланги.
- Приточно-вытяжную вентиляцию.
Обучение
Обучение на полуавтоматическую сварку можно пройти на специальных курсах. Программа включает в себя теоретические и практические занятия. Можно выбрать индивидуальное обучение по удобному для ученика расписанию и также узнать все о сварке полуавтоматом. После окончания необходимо сдать экзамен и доказать, что все знания усвоены.
Выдается удостоверение установленного образца, в котором перечисляются прослушанные предметы, практические занятия и указывается, что присвоено звание “Электрогазосварщик”. Возможно получение диплома международного образца, что дает возможность применить полученные знания в других странах.
Обучение сварки полуавтоматом дает представление о видах аппаратов полуавтоматов, выборе режима сварки и диаметра проволоки, технологии процесса сварки. Прослушанные уроки по теории “сварочные полуавтоматы” позволят разбираться в обозначениях используемых материалов и маркировки проволоки. Основы сварки полуавтоматом включают в себя сведения об устройстве приборов полуавтоматов, принципе их работы, обеспечении безопасности сварщика, проведении подготовительных работ, выборе режимов сварки.
На курсах можно не только узнать все для сварки полуавтоматом, но и применить полученные знания на практике. Они проводятся под руководством наставника, который укажет на ошибки и разъяснит методы их устранения. Групповые занятия имеют то преимущество, что на них можно услышать вопросы других учеников и узнать правильные ответы. На практических занятиях следует прислушиваться к разбору всех ситуаций, из которых можно узнать много полезного.
Уроки сварки полуавтоматом проводят профессионалы, обладающие большим опытом. Приобретенная профессия является востребованной и высокооплачиваемой. На курсы могут также записаться уже имеющие профессию сварщика, но желающие повысить свою квалификацию. Разобраться, что такое сварка на полуавтомате поможет обучение на специализированом курсе. Полученные знания помогут с легкостью читать чертежи и разбираться в технологических материалах.
Преимущества и недостатки
Полуавтоматическая сварка в углекислом газе имеет главное преимущество — отличное контролирование сварочного процесса. За счет применения защитного газа оператор может отлично видеть горение дуги, он наблюдает за полной технологией варки металлических элементов.
Сварка полуавтоматом в среде углекислого газа имеет другие немаловажные положительные качества:
- полноценное применение энергии электрической дуги, которая обеспечивает отличную скорость варочного процесса;
- сварные швы имеют высокое качество, хорошую прочность;
- возможность производить сваривание в разных пространственных положениях;
- сниженное потребление сварщиком газа при сварке полуавтоматом;
- сжиженный углекислый газ обладает низкой стоимостью;
- при помощи этого вида сварочной технологии можно производить соединение металлических деталей с любой толщиной;
- сварочные работы могут с легкостью выполняться на весу;
- наблюдается высокая производительность труда;
- при проведении сварочного процесса практически отсутствует повреждение металлических элементов;
- полуавтоматическая сварка может применяться при проведении ремонта конструкций разных размеров;
- нет необходимости постоянно подавать и отводить флюс.
Но сварочный процесс в углекислой среде имеет несколько отрицательных особенностей:
- подаваемые углекислотные смеси имеют низкое качество;
- по сравнению с процессом, при котором применяются аргоновые смеси, качество швов получается слабее;
- не подходит для работы со всеми видами металла;
- после применения углекислоты могут возникать сложности в очищении используемого оборудования;
- если будут выставлены неправильные параметры сварки, то может проявляться серьезное изнашивание комплектующих элементов аппаратуры.
Сварка полуавтоматом
Отличительная особенность данного типа сварки состоит в использовании подвижного плавящегося электрода (проволоки) и защитного газа.
Защищать электрическую дугу нужно, чтобы расплавляемый металл и окружающая среда не контактировали между собой, потому что данный процесс (окисление азота и кислорода) влечет за собой образование таких компонентов как оксиды и нитриты, которые, попадая в металл, приводят к ухудшению качества шва. Именно для этих целей и используются баллоны с защитными газами: с аргоном, гелием, углекислотой или их смесями.
Принципы сварки полуавтоматом при помощи проволоки
Полуавтоматическая сварка производится по следующему принципу. Подвижную проволоку под напряжением пропускают через газовое сопло, далее она плавится, так как на нее действует электрическая дуга, но постоянная длина дуги сохраняется при помощи автоматического механизма подачи. Это и есть суть принципа автоматизации, а выбор направления и скорости сварки осуществляется собственными силами.
Можно осуществлять сварку и не используя газ. Для этого пользуются самозащитной («порошковой») проволокой, в состав которой входят марганец, кремний и другие металлы раскислители, при сгорании которых, образуется защитная среда вокруг проволоки. Сварочное оборудование
Сварочная установка должна состоять из следующих компонентов:
- горелка;
- шланг, через который подается проволока и газ;
- механизм, подающий проволоку;
- управляющая панель;
- моток проволоки;
- электрический провод;
- блок полуавтоматического управления;
- шланг, подающий газ;
- редуктор, снижающий газовое давление;
- нагреватель;
- газовый баллон высокого давления;
- выпрямитель.
Какие газы используются
Технология полуавтоматической сварки в среде защитных газов выполняется с использованием определенных видов газов, которые позволяют получить прочный и правильный шов. Кроме этого они защищают от проникновения в металл воздуха.
Все газы условно разделяют на два вида — инертные и химически активные. Каждый вид обладает некоторыми важными особенностями, которые требуется учитывать при сваривании.
К инертным видам относятся известные газы — гелий, аргон, а также их сочетание. При проведении сварочного процесса они производит усиленное вытеснение воздуха, предотвращают его попадание в область шва. При этом они не вступают в реакции с металлом и растворяются в нем. Этот процесс обозначается, как MIG.
Инертные виды газов используют для сваривания следующих металлов:
- Алюминия;
- Магния;
- Титана;
- Чугуна;
- Сплавов.
Проведение полуавтоматической сварки неплавящимся электродом в защитных газах отлично подходит для соединения тугоплавких сталей, химически активных металлов и для создания соединения с высокой ответственностью. Данный вид сваривания часто используется в области промышленности при создании конструкций повышенного значения.
Сварочный процесс, при котором применяются активные виды газов, называется MAG. Во время сваривания используются такие активные газы — углекислота, азот, водород, кислород. Особой популярностью пользуется углекислота, потому что она обладает невысокой стоимостью.
Сварочная проволока
Вслед за широкой востребованностью полусварочных автоматов промышленность начала создавать различные виды проволок для них. Правильный ее выбор повышает производительность сварочного процесса, улучшает качество шва. Немаловажным аспектом является повышение безопасности. ГОСТ 2246 содержит требования к составу и качеству проволоки. Среди большого количества видов марок находят постоянное применение лишь некоторые из них. Остальные являются узкопрофильными.
Тип, диаметр и марка проволоки зависят от химического состава и толщины свариваемых металлов. Состав проволоки должен соответствовать аналогичной характеристике материала. Поэтому проволоки разделяют на три крупных вида: низкоуглеродистую, легированную и высоколегированную.
Вид марки обозначен на маркировке. Буквы и цифры указывают на состав и процентное соотношение входящих элементов. Проволока, в которой уменьшено содержание вредных веществ, таких, как сера и фосфор, в конце маркировки имеют букву “А”. Две буквы “АА” свидетельствуют о металле высокой очистки.
Диаметры проволоки для сварки полуавтоматом находятся в диапазоне от 0,3 до 12 мм. Выбор диаметра зависит от толщины деталей. Так, например, если предстоит сварка деталей, имеющих толщину 3-5 мм, то диаметр проволоки должен быть не больше 2 мм. На выбор проволоки также оказывает влияние выбранная сила тока. Для экономии при процессе сварки ведут контроль расхода присадочного материала. На него оказывают влияние состав свариваемого металла, диаметр проволоки, ее качество.
Основные параметры
Чтобы правильно подобрать режимы полуавтоматической сварки нужно четко понимать, из чего состоят эти режимы. Далее мы перечислим основные параметры режимов сварки, зная которые вы сможете правильно выбрать настройки полуавтомата.
Диаметр и марка проволоки
Начнем с диаметра проволоки. Он может колебаться в пределах от 0.5 до 3 миллиметров. Обычно, диаметр проволоки подбирается исходя из толщины свариваемого металла. Но в любом случае у каждого диаметра есть свои характерные признаки. Например, при работе с проволокой малого диаметра мастера отмечают более устойчивое горение дуги и меньший коэффициент разбрызгивания металла. А при работе с проволокой большего диаметра всегда требуется увеличивать силу тока.
Не стоит забывать и о марке применяемой проволоки. А точнее, металле, из которого проволока изготовлена и какие вещества входят в ее состав. Например, для сварки низкоуглеродистой или низколегированной стали рекомендуется использовать проволоку с раскислителями, а в составе должен присутствовать марганец и кремний.
Но, справедливости ради, в среде защитного газа зачастую либо легированную, либо высоколегированную сталь. В таких случаях используют проволоку, изготовленную из того же металла, что и деталь, которую нужно сварить. Обратите внимание на выбор проволоки, ведь при неправильном выборе шов может получиться пористым и хрупким.
Сварочный полуавтомат инвертор
Сварочный полуавтомат инвертор – это достаточно новый агрегат на рынке сварочного оборудования. Однако, он уже пользуется огромной популярностью, и применяется повсеместно для наплавки и сварки изделий из металла, деталей и конструкций. Данные приборы осуществляют сварку на электродной проволоке, с защитой инертными газами.
Отличительные особенности полуавтомата от инвертор
Сварочные инверторы, дали толчок для развития сварочной аппаратуры, которая с каждым днем совершенствуется. Развитие сварочных технологий, также набрало оборот. Все эти факторы и привели к созданию полуавтомата инверторного типа. Инверторные аппараты имеют массу плюсов в сравнении с конструкциями традиционного типа, что дало возможность говорить что инверторы — самый популярный вид сварочной аппаратуры, предлагаемой на рынке. Все дело в их конструктивных особенностях.
Инвертор
Полуавтоматический инверторный сварочный аппарат оснащен инверторным источником тока. Это прибор, задача которого — преобразование входящего в него переменного тока в постоянный. Из вышесказанного, можно сделать вывод, что вся работа инвертора построена на выпрямителях и высокочастотном трансформаторе.
полуавтомат
В более продвинутых аппаратах, устанавливаю еще и корректор коэффициента мощности. Эго задача — синхронизация тока по синусоиде входного напряжения, что обеспечивает стабильное напряжение инвертора.
Общие данные
Полуавтоматическая обработка металла в среде защитных газов – это несложная технология, с которой справится даже новичок. Обычно используют расплавленную проволоку и защитный газ.
В качестве последнего применяют углекислый газ, аргон или другой азот. На полуавтомате при этом устанавливают импульсный либо статичный ток.
В процессе происходит плавление конструкции и провода. Соединение этих элементов использовано для того, чтобы получился один шов.
Главное назначение газа, которое необходимо при работе – это защита от появления дефектов. Поговорим о среде работы этой сварочной технологии.
Сварочный полуавтомат без газа
Одним из наиболее часто задаваемых вопросов о сварке является «чём сварочный полуавтомат без газа отличается от агрегата, работающего на газу?». Существует много различных доводов и размышлений по этой теме, но какое же основное отличие? Что ж, попробуем разобраться в этом.
Если говорить в общих чертах, то при помощи углекислотных (или сварочных полуавтоматов на газу) производиться сварка, защищенная инертной газовой средой: тут может использоваться как обычная углекислота, так и смесь углекислоты с аргоном. Поскольку углекислый газ блокирует такой процесс как горение, следовательно, в месте сварки высокие температуры отсутствуют, то металл не прогорает.
Плюсы и минусы сварки с газом и без газа
При сваривании без газа, зона сваривания является полностью защищенной. При помощи флюса образовывается защитная поверхность, поскольку флюс более легкий, чем металл.
При осуществлении сварки с газом (к примеру с углекислотой), условия сварки являются наиболее благоприятными, кроме этого, в зоне сваривания происходит охлаждение металла. Этим способом пользуются немного чаще. Помимо этого, он является более выгодным с экономической точки зрения.
При осуществлении сварки сварочным аппаратом без газа, ни в коем случае нельзя пользоваться обычной проволокой. При использовании обычной проволоки, качество шва будет очень низким, он получится неровным, и будет иметь раковины. Произойдет серьезное увеличение расхода проволоки, поскольку её значительный объем просто испаряться.
А главное – в области сварки (в сварной ванне) будет наблюдаться воздействие кислорода, а следовательно – в шве будут образовывать окислы, и много каверн. Какой метод сварки выберете вы, с использованием газа или без него – это исключительно ваше решение. А необходимое для этого оборудование, вы всегда с легкостью можете подобрать в специализированных магазинах.
Какое оборудование применяется
Во время сварки в среде защитных газов обязательно используется сварочный аппарат полуавтомат с газом или инвертор. У него имеется широкая регулировка показателя сварочного тока. Именно это сильно облегчает его использование и сам сварочный процесс.
Этот прибор имеет удобное устройство, которое позволяет подавать сварочную проволоку и газовую систему с баллонами, шлангами и понижающими редукторами. Обычно полуавтоматическая сварка проволокой в защитных газах производится с использованием постоянного или импульсного высокочастотного тока.
К основным параметрам оборудования для сварки относятся:
- Показатель тока, который при желании можно менять;
- Степень напряжения, которое требуется для зажигания и стабильного горения дуги;
- Скорость подачи проволоки;
- Размер толщины проволоки.
Прибор, который используется для осуществления полуавтоматической сварки, имеет разные режимы. Их можно самостоятельно изменять в зависимости от вида используемого металла, от размера и толщины сварного шва, от объема работ.
Полуавтоматическая сварка, которая выполняется в среде защитных газов, обладает важными нюансами, от которых зависит прочность и качество сварных швов. Перед ее проведением стоит внимательно изучить особенности и главные правила. Стоит рассмотреть виды газов и их использование, главные параметры оборудования. Все это может повлиять на итоговое качество работы.
Подготовка
Перед тем, как варить сварочным полуавтоматом, необходимо провести подготовительные работы. Они начинаются с регулировки сварочного полуавтомата. Для этого следует выбрать правильное значение силы тока, и выставить его на аппарате.
Затем регулируются скорость подачи проволоки и расход газа, который устанавливается с помощью вентиля на редукторе баллона. Оценить правильность настроек можно на небольшом куске металла. При грамотной настройке должен получиться плотный ровный шов.
После этого выставляют оптимальное значение расхода газа. Если оно будет недостаточным, в сварочном шве появятся поры. Границы верхнего значения не существует, но при неоправданно большом газ будет уходить в атмосферу бесполезно, что увеличит расходы. При недостаточно качественном шве следует произвести перенастройку.
Затем надо проверить, достаточное ли количество газа для создания рабочего давления находится в баллоне. Рабочее – давление, позволяющее осуществлять надежную защиту ванны в зоне проведения работ. Потом надо определиться с полярностью.
После выбора полярности необходимо подключиться к соответствующей клемме. Прямую полярность обеспечит подключение сварочного кабеля к положительной клемме. Обратную полярность используют для проведения очень точных работ.
Сварка полуавтоматом – почему именно этот вид сварки
Для новичка оптимальным и правильным выбором будет именно сварочный полуавтомат. Это связано с тем, что варить на полуавтомате гораздо легче и проще чем с помощью ручной сварки. Принцип работы этого вида сварки основан на сварочной проволоке. Качество и результат сварки зависит от скорости подачи проволоки и газа.
Для людей, которые не имеют профессиональных навыков и опыта в сварочной сфере, правильным будет выбрать именно такой аппарат.
Сварка полуавтоматом для начинающих – видео онлайн уроков наглядно покажет, как проходит сам процесс и что нужно знать.
Технология процесса
Особенности сварки полуавтоматом заключаются в том, что вместо электродов применяется проволока и процесс происходит под защитой газа. Техника сварки полуавтоматом заключается в поддержании постоянной температуры. При недостаточном нагреве не осуществится нормальное расплавление кромок и не произойдет хорошего перемешивания их с присадочным материалом. При чрезмерно большом повышении температуры начнется кипение металла и его испарение.
Приемы сварки полуавтоматом бывают двух видов. Первый заключается в том, что от начала до конца делается непрерывный шов. При втором методе применяется точечная сварка. Сварочные точки располагают через одинаковые промежутки.
Технология сваривания имеет особенности в зависимости от толщины металлических деталей, видов соединений и их расположения в пространстве. Тонкие детали легче сваривать полуавтоматом, если они расположены в вертикальной плоскости. Если толщина металлических деталей не превышает 4 мм, то можно не проводить разделку кромок. Толстые детали лучше сваривать в среде гелия или аргона. При этом необходимо следить, чтобы не происходило отклонение оси горелки от вертикали.
При сварке полуавтоматическим прибором угловых и тавровых соединений детали следует устанавливать “в лодочку”. Тонкие нахлесточные соединения выполняют за один проход, используя медную или стальную подкладку. Детали, толщина которых превышает 1,5 мм, можно сваривать на весу, осуществляя несколько проходов.
Правила сварки полуавтоматом:
- Сварку следует осуществлять таким образом, чтобы сварочная ванна была видна исполнителю. Это возможно, когда проволоку держат прямо или под маленьким углом.
- Зазор между свариваемыми элементами при их толщине 1 см должен быть не менее 1 мм. Затем его рассчитывают, исходя из формулы – 10% от их толщины. Во время всего процесса сварки зазор должен быть постоянным.
- Если применяется подкладка, то ее помещают снизу на свариваемые детали, обеспечивая плотность.
- Необходимо контролировать значение тока и величину дуги. Это уменьшит разбрызгивание раскаленного металла.
- Тонкую проволоку следует вести вдоль шва. При большом диаметре желательно совершать колебательные движения, которые способствуют разогреву кромок.
Настройка зависит от конкретной модели оборудования. Перед началом работы следует внимательно ознакомиться с инструкцией по эксплуатации.
Сварка в общем и сварка полуавтоматом в частности является сложным искусством, требующим терпения. Не следует сразу стремиться поставить рекорд. Техника сварки полуавтоматом для начинающих заключается в том, чтобы потренироваться вначале на простых деталях.
Методы сварки полуавтоматом
Так как сварщик имеет дела с разными видами металла, он сам должен выбирать оптимальный режим. Для того чтобы было легче ориентироваться, существует несколько методов для сварки: стыковый, внахлёст и по готовым отверстиям.
Стыковая сварка имеет узкую направленность, используется в основном при ремонте автомобилей, для частичной замены какого-либо поврежденного элемента. Такой метод сварки требует профессионального подхода и навыков специалиста.
Метод сварки по готовым отверстиям заключается в том, что уже готовую заплатку приваривают к поверхности.
И самый простой, не требующий особых навыков, метод сварки внахлест. На подготовленную поверхность кладется отрезок металла, который заваривается внахлест, точечно.
В независимости от того, какой метод будет использован, поверхность должна быть предварительно подготовлена к сварке. Это делается для того, чтобы по окончании процесса на шве не образовывались поры, которые негативно сказываются на результатах сварки.
С поверхности металла необходимо удалить всю пыль, грязь, влагу или ржавчину, после чего обезжирить специальным средством. Затем, можно приступать непосредственно к работе.
Еще по этой теме на нашем сайте:
- Схема инверторного сварочного аппарата — схемы оборудования для инверторной сварки Сварочные работы больше не привилегия профи, и специальные знания по сварке могут пригодиться не только сварщикам. Схема инверторного сварочного аппарата – в нашей статье….
- Сварочные маски Хамелеон Ресанта — отзывы пользователей Без маски сварщика сваривать длительное время различные конструкции практически невозможно, так что этот защитный элемент обязательно должен присутствовать в арсенале специалиста….
- Сварочные аппараты инверторные Ресанта — отзывы пользователей по Ресанта 160 и 190 «Ресанта» — это бренд известного в СНГ латвийского производителя электротехнических изделий. Первыми приборами, выпущенными предприятием в 1993 году, были стабилизаторы напряжения. Поначалу производителю хватало мощности…
- Бытовая полуавтоматическая сварка — цена на полуавтоматы инверторного типа Сварка полуавтоматом – процесс технически более сложный, чем обычный контактный. Почему так популярна полуавтоматическая сварка — цена на полуавтоматы гораздо выше обычных? Технология получила широкую…
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Сварка алюминия
Применение защитных газов в полуавтоматической сварке позволяет выполнять качественное соединение алюминиевых деталей таким способом. Сварка алюминия является довольно сложным процессом даже для опытного специалиста, тем более непросто будет выполнить такую работу начинающим сварщикам.
Как варить полуавтоматом алюминиевые детали:
- зачищается поверхность свариваемых деталей от оксидной плёнки;
- нагреваются заготовки в печи или с использованием газовой горелки;
- включается сварочный аппарат в режим переменного тока высокой частоты;
- подключается баллон с аргоном или аргоногелиевой смесью;
- производится запал дуги и поддерживается её длина в диапазоне 12-15 мм.
Таким образом происходит сваривание деталей из этого легкоплавкого металла. В качестве присадочной проволоки, для выполнения работы, потребуется приобрести изделия из алюминия. А для обеспечения стабильной подачи проволоки аппарат должен быть оборудован соплом большего диаметра.
Видео:
Заключение
Как правильно варить полуавтоматом с углекислотой начинающим сварщикам вы узнали из данной статьи. Для закрепления полученных сведений рекомендуется сразу же приступить к практическим занятиям и осуществить пробное соединение деталей таким методом. Видео уроки позволят быстрее освоить полуавтомат в домашних условиях.
Инвертор или полуавтомат
Инвертор с функцией ММА — это та же ручная дуговая сварка, но работающая по другому принципу, в отличие от трансформаторной. При этом используется покрытый плавящийся электрод.
Полуавтомат варит за счет расплавления проволоки, подающейся в зону сварки. Такие аппараты позволяют создавать более качественные швы, так как нет брызг расплавленного металла, а импульс, по сути, вбивает каждую точку в соединение.
Так чем же лучше варить вертикальный шов?
В любом случае для начинающего сварщика потребуется практика в работе с одним из этих приборов. Без опыта сразу сделать качественное соединение вряд ли получиться.
Инверторная ручная сварка требует большего внимания к процессу и контроля движения электрода. При неправильно выбранном положении держателя и угла наклона возникнет брак. Варить нужно с отрывом, создавая эффект точечной сварки. При этом металл будет разбрызгиваться и растекаться по поверхности изделия. Только при наличии большой практики будет получаться качественный шов.
Полуавтомат также требует тщательного контролирования сварочного процесса. Здесь тоже важны и выбранные положения держателя, и техника сварки. При использовании защитного газа в полуавтоматической сварке уменьшается количество брызг и подтеков, но такое соединение будет дороже по себестоимости.
Главное преимущество в том, что можно уменьшить скорость подачи проволоки, а значит замедлить процесс перегрева металла. В итоге, при должной практике с полуавтоматическим сварочным аппаратом можно уменьшить стекание расплава вниз. Для подобного эффекта с использованием ручной сваркой используют специальные электроды, ускоряющие кристаллизацию металла.
Многие сварщики рекомендуют при сварке вертикальных швов использовать полуавтомат, который позволяет получить качественное соединение. Но, при отсутствии такого аппарата, с использованием должной техники работы можно получить качественное крепление по прочности и с обычной ручной сваркой.
Возможные регулировки в процессе сварки
Чтобы шов получился ровным и красивым, необходимо чувствовать полуавтомат и уметь его правильно отрегулировать. Нужно выставить необходимые параметры по настроечным таблицам, которые прилагаются к технической документации на аппарат конкретного типа. Варить при низком рабочем токе нельзя: это скажется на качестве шва, а в некоторых случаях даже соединить части между собой не удастся. Соблюдается такой принцип: чем толще металл, тем выше сила рабочего тока или напряжения (зависит от принципа действия полуавтомата).
Более подробно о регулировке на видео:
Особенности сварки в углекислом газе
Техника автоматической сварки в углекислом газе различных соединений металла толщиной более 2,0 мм аналогична технике сварки под флюсом. Техника полуавтоматической сварки в углекислом газе почти аналогична технике ручной дуговой сварки.
Перед началом сварки необходимо включить газ и проверить его расход, выждать несколько секунд, чтобы полностью вышел воздух из шлангов, и обдуть место сварки углекислым газом. Несоблюдение этих условий приводит к образованию пор в начале шва.
В момент окончания процесса сварки прекращают продвижение дуги, выключают подачу проволоки и сварочный ток, задерживают на секунду-две мундштук над кратером, чтобы защитить металл сварочной ванны от окисления, а затем удаляют держатель от места сварки. Прекращать процесс сварки растягиванием дуги не рекомендуется.
Перед прекращением процесса сварки рекомендуется заполнить кратер шва металлом. Заполнение металлом кратера (заварка кратера) особенно необходимо при сварке проволокой диаметром более 1,2 мм, так как в незаполненном кратере в данном случае после затвердевания металла образуются надрывы (горячие трещины). Большинство таких трещин можно устранить про- плавлением при выполнении последующего слоя шва, причем в кратере последующих слоев шва трещины не образуются.
Трещины глубиной более 3 мм при наложении последующего слоя часто не удается устранить, и они остаются в шве в виде единичных надрывов.
Экспериментально установлено, что трещины не образуются в кратере, если в момент обрыва дуги уменьшить до минимума сварочный ток и соответственно скорость подачи электродной проволоки.
При этом кратер полностью заваривается. Лучшие результаты получаются, если перед обрывом дуги сварочный ток и соответственно скорость подачи электродной проволоки уменьшаются постепенно.
Разработан полуавтомат для сварки металла в углекислом газе, обеспечивающий заварку кратера в конце шва, что устраняет образование трещин в нем. В конце сварки специальной кнопкой полуавтомат переключается на заварку кратера.
При использовании обычных полуавтоматов прекращать процесс сварки необходимо на выводной планке (особенно при сварке ответственных изделий).
Стыковые соединения в нижнем положении сваривают полуавтоматом при наклоне электрода от 5 до 20° углом вперед или (реже) углом назад. Тавровые соединения, расположенные не «в лодочку», сваривают с таким же наклоном электрода в направлении сварки и с наклоном его поперек шва под углом 40—50° к горизонту. При этом электрод направляют либо точно в угол, или несколько смещают на 1—1,5 мм на горизонтальную полку (рис. 111).
Рис. 111. Положение наконечника полуавтомата и приемы перемещения электрода при сварке в углекислом газе в нижнем положении.
Тонкий металл в нижнем положении сваривают при равномерном поступательном перемещении электрода (без поперечных колебаний) за исключением мест, имеющих зазоры. Соединения с зазорами сваривают поперечными колебаниями конца электрода.
При сварке в нижнем положении стыковых соединений большой толщины с V-образной разделкой кромок первый слой (корень) шва выполняют равномерным поступательным или возвратно-поступательным перемещением электрода.
Средние слои многослойного шва выполняют при перемещении электрода по вытянутой спирали, а верхние слои — змейкой. Шаг перемещений и амплитуда поперечных колебаний электрода принимаются в зависимости от ширины разделки. Перемещение электрода змейкой может выполняться так, как показано на рис. 1ll, а также в противоположном направлении (вперед, затем назад и снова вперед).
Нахлесточные соединения из металла толщиной до 1,5 мм сваривают электродом в вертикальном положении, перемещая дугу по кромке верхнего листа. При толщине свариваемого металла от 2 мм и более наклон электрода и смещение дуги должны быть такими же, как и при сварке тавровых соединений.
Соединения различного типа во всех пространственных положениях можно сваривать в углекислом газе проволокой диаметром 0,5—1,2 мм. Опытные сварщики выполняют вертикальные и горизонтальные швы больших сечений проволокой диаметром до 1,6 мм.
Сварка во всех пространственных положениях, отличных от нижнего, выполняется обычно на пониженном напряжении (17—19 В). Лишь опытные сварщики при сварке вертикальных швов повышают напряжение дуги до 20—22В.
Полуавтоматическую сварку тонколистового металла в вертикальном положении, а также вертикальные угловые швы с катетом до 5—6 мм выполняют сверху вниз. В начале процесса сварки электрод располагают перпендикулярно свариваемым кромкам, чтобы обеспечить хороший провар начала шва.
После образования сварочной ванны электрод несколько наклоняют ниже горизонтали на угол 10—15°. При этом давление дуги способствует удержанию жидкого металла сварочной ванны от стекания.
Сварка тонколистового металла в горизонтальном положении по технике выполнения аналогична сварке в вертикальном положении. После возбуждения дуги электрод располагают ниже горизонтали для удержания металла сварочной ванны от стекания.
В потолочном положении швы сваривают на пониженном сварочном токе и напряжении дуги при несколько увеличенном расходе углекислого газа. Для лучшего удержания жидкого металла от стекания электрод устанавливают с небольшим углом наклона назад. Если необходимо получить широкий валик шва, электроду сообщают поперечные колебания.
Первый слой шва стыковых прямолинейных соединений с V-образной разделкой и угловые швы с катетом до 6 мм в вертикальном положении выполняются полуавтоматом А-547р проволокой диаметром 1,2 мм сверху вниз без поперечных колебаний на режиме: сварочный ток 190—200А, напряжение дуги 21—22В.
Второй и последующие слои шва стыковых соединений, а также угловые швы с катетом более 6 мм в вертикальном положении выполняют, перемещая дугу снизу вверх с поперечными колебаниями конца проволоки на режиме: сварочный ток 150—160 А, напряжение 20—21В.
Проволокой малых диаметров (1,0—1,2 мм) можно сваривать в углекислом газе кольцевые стыковые соединения без подкладок, обеспечивая при этом полный провар без прожогов (рис. 112).
Рис. 112. Макроструктура шва стыкового соединения, выполненного в углекислом газе проволокой диаметром 1 мм при сварке сверху вниз.
При массовом производстве однотипные изделия с кольцевыми стыками можно сваривать автоматом (причем автомат должен быть неподвижен, а изделие — вращаться с заданной скоростью).
Кромки при таком способе сварки должны быть точеными, разделка их V-образной без притупления. Зазор в стыке не должен превышать 0,8 мм, а несовпадение кромок должно быть не более 1 мм.
Первый слой (корень) шва выполняется при горизонтальном положении проволоки (или под углом до 30° к горизонту) диаметром 1 мм на режиме: сварочный ток 180—190А, напряжение дуги 20—22В, скорость сварки 30м/ч.
Изделие должно вращаться так, чтобы сварка выполнялась в положении сверху вниз (рис. 113). Второй и последующие слои шва выполняются проволокой диаметром 2 мм, расположенной вертикально в верху стыка.
Рис. 113. Схема расположения электрода при автоматической сварке в углекислом газе поворотных кольцевых стыков: сбоку — электрод диаметром 1 мм (сварка корня соединения), вверху — электрод диаметром 2 мм (выполнение последующих слоев шва): стрелкой указано направление вращения свариваемого изделия.
Неповоротные кольцевые стыки сваривают полуавтоматом. Например, монтажные стыки труб газопроводов с V-образной разделкой кромок сваривают в углекислом газе полуавтоматом А-547р в два слоя проволокой диаметром 1,2 мм.
При этом требования к точности сборки стыков менее жесткие, чем при автоматической сварке поворотных стыков. Первый слой шва выполняют сверху вниз без поперечных колебаний электрода на режиме: сварочный ток 190—200А, напряжение дуги 21—22В. Второй слой сваривают при перемещении дуги снизу вверх с поперечными колебаниями электрода змейкой на режиме: сварочный ток 150—160А, напряжение дуги 20—21В.
В последнее время разработана и освоена на производстве техника полуавтоматической сварки в углекислом газе толстостенных кольцевых неповоротных стыков без подкладных колец.
Рекомендуемая форма разделки кромок и последовательность наложения слоев шва показаны на рис. 114. Стык сваривается в горизонтальном положении. Корень Шва выполняется полуавтоматом А-547р проволокой диаметром 1 мм при равномерно поступательном перемещении дуги.
Режим сварки: сварочный ток 180—200А, напряжение дуги 20—22В. Последующие слои шва выполняют полуавтоматом А-537 проволокой диаметром 1,6 мм при сварочном токе 300—320А и напряжении дуги 28—30В. При таком режиме сварки разделку соединения заполняют неполностью.
Облицовочные слои шва с небольшим усилием выполняют на пониженном режиме до полного заполнения разделки. Сварочный ток должен составлять 220—240А, напряжение дуги 26—28В. Во всех случаях дуга питается от источника постоянного тока с жесткой внешней характеристикой.
Для предотвращения разбрызгивания электродного металла и забрызгивания свариваемых кромок, а также для поддержания стабильности процесса сварки рекомендуется в сварочную цепь последовательно включать дроссель РСТЭ-24 или пользоваться специальными сварочными выпрямителями с индуктивностью в сварочной цепи.
Рис. 114. Форма разделки кромок (а) и порядок выполнения слоев шва (б) при полуавтоматической сварке в углекислом газе стыковых толстостенных соединений в горизонтальном положении.
Технология MIG/MAG сварки. Характерные дефекты и способы борьбы с ними.
Технология сварки. Характерные дефекты MIG/MAG сварки и способы борьбы с ними.
Технология
Как и любой тип дуговой сварки, процесс GMA сварки начинается с зажигания дуги. Для легкого зажигания дуги электрод (электродная проволока) должен получить хороший контакт со свариваемой поверхностью. Для этого на свариваемой поверхности не должно быть масла, грязи, окалины и прочих веществ, затрудняющих контакт. Вылет провода следует установить согласно рис. 1, поскольку при увеличении вылета электрода трудно инициализировать дугу. Угол наклона горелки должен быть 5-20°.
Рис. 1. Вылет электродной проволоки из мундштука сварочной горелки (а), расположение контактной трубки в сопле сварочной горелки при циклическом режиме сварки короткой дугой (б) и при струйном переносе металла (в)
Для компенсации веса подающего рукава и сварочного кабеля (при раздельном подводе) для облегчения манипулирования горелкой необходимо перебросить их через плечо. Поднесите горелку к заготовке, но не касаясь ее. Опустите сварочную маску и нажмите кнопку триггера. Нажатие на кнопку триггера включает сварочную цепь и подачу защитного газа. Двигатель подачи электродной проволоки не включается, пока электрод не войдет в контакт с изделием.
Переместите горелку по отношению к изделию, касаясь проволочным электродом поверхности, как бы царапая ее. Чтобы предотвратить прилипание проволоки, необходимо быстро протянуть горелку на 10-15 мм в направлении, противоположном направлению сварки, и приподнять ее. Как только появился контакт проволоки с изделием, начинает работать электродвигатель механизма подачи проволоки и работает до тех пор, пока нажата кнопка триггера.
Правильно установленная дуга имеет мягкий, шипящий звук. Регулирование скорости подачи электродной проволоки необходимо только тогда, когда дуга издает неправильный звук, например, громкий треск указывает на то, что высока скорость подачи проволоки. Проволока касается сварочной ванны и кратковременно гаснет. С накоплением опыта работы можно легко на слух определять длину дуги.
Чтобы погасить дугу, необходимо отпустить кнопку триггера. Это отключит сварочную цепь, при этом остановится двигатель подачи электродной проволоки. Если при сварке произошло прилипание электрода, необходимо отпустить кнопку триггера и бокорезами откусить проволоку.
При сварке в защитном газе плавящимся электродом большое значение имеет положение горелки по отношению к свариваемой детали. Если свариваемые части равны по толщине, то поперечный угол между деталями должен быть строго одинаков. Если детали не равны по толщине, то горелка наклоняется в сторону тонкого металла (поперечный угол уменьшается). Продольный угол, в зависимости от характера переноса электродного металла, должен быть в пределах 5-25°.
Сварка может производиться как углом вперед, так и углом назад. Сварка углом назад означает — горелка позиционируется так, что направление подачи электродной проволоки противоположно направлению перемещения горелки. Сварка углом вперед означает, что направление подачи электродной проволоки совпадает с направлением движения горелки. Следует отметить, что для изменения способа сварки не нужно изменять направление перемещения горелки, достаточно изменить ее наклон в продольном направлении.
Скорость перемещения сварочной горелки определяет скорость сварки, которая выражается в м/мин. На скорость сварки влияет:
- толщина свариваемого изделия: с увеличением толщины металла уменьшается скорость сварки и наоборот;
- скорость подачи электродной проволоки: с увеличением скорости подачи — увеличивается скорость сварки;
- направление сварки: при сварке углом вперед скорость сварки выше.
При сварке углом назад достигается большая стабильность дуги и меньшее брызгообразование. Сварка углом назад применяется для соединения толстого металла, при этом достигается большая глубина проплавления. Кроме того, сварщик видит сварочную ванну, что позволяет повысить качество сварки. Сварка углом вперед применяется для соединения тонкого металла, при этом достигается меньшая глубина провара, но сварка производится с большей скоростью.
Легче всего производить сварку в нижнем положении, причем качество сварного соединения получается наилучшее. В нижнем положении лучше растекание расплавленного металла и лучше газовая защита. Освоив сварку в нижнем положении, можно производить ее и в других пространственных положениях. Сварка в горизонтальном, вертикальном снизу вверх и вертикальном сверху вниз положениях производится при уменьшенном на 10% сварочном токе. На рис. 2 показан угол наклона сварочной горелки при сварке в различных пространственных положениях.
Рис. 2. Угол наклона сварочной горелки при выполнении различных швов в нижнем и вертикальном положениях при циклическом режиме сварки короткой дугой (а-г) и при струйном переносе металла (д)
Поперечный угол наклона сварочной горелки при сварке угловых швов должен быть 45°. Для стыковых швов поперечный наклон горелки должен быть всего несколько градусов, иначе ухудшается расплавление металла на боковой поверхности стыка и, соответственно, ухудшается слияние металла шва и основного металла.
Сварка в вертикальном положении может осуществляться как снизу вверх, так и сверху вниз, при этом огромное значение имеет положение горелки. Сварка должна производиться только в положении, показанном на рис. 10в,г, при этом, чтобы обеспечить полное проплавление металла, дуга должна располагаться на переднем краю сварочной ванны.
Проплавление. Проплавление — это глубина сплавления основного металла. Величина сварочного тока является основным параметром, влияющим на глубину проплавления. Увеличение или уменьшение тока вызывает увеличение или уменьшение соответственно глубины проплавления. Глубину проплавления можно также увеличить, увеличивая скорость подачи электродной проволоки, при той же скорости перемещения горелки. При этом уменьшается длина дуги и, соответственно, увеличивается сварочный ток, т. е., изменяя скорость подачи проволоки, можно изменять глубину проплавления.
Изменение остальных параметров сварки оказывает сравнительно небольшое влияние на глубину проплавления. 24 В — оптимальное напряжение для выбранного тока. С уменьшением напряжения уменьшается глубина проплавления и наоборот. Кроме того, при данном напряжении наиболее стабильная дуга. Нестабильность дуги уменьшает глубину проплавления.
Изменение скорости перемещения сварочной горелки, т. е. изменение скорости сварки, похоже на изменение напряжения дуги — глубина проплавления максимальна при определенной скорости сварки и уменьшается как при ее снижении, так и при ее повышении. При скорости 30,5 см/мин для выбранного диаметра проволоки глубина проплавления максимальна. При скоростях 17,8 см/мин и 43,2 см/мин проплавление уменьшилось.
При низких скоростях большое количество расплавленного металла сварного шва создает <подушку> между дугой и основным металлом, что препятствует дальнейшему проплавлению. При больших скоростях сварки тепло, создаваемое дугой, не успевает достаточно глубоко проплавить основной металл.
Изменение наклона сварочной горелки в меньшей степени, чем изменение напряжения и скорости сварки, влияет на глубину проплавления. Максимальное проплавление достигается при продольном угле наклона в 25° и сварке углом назад. При наклоне на больший угол ухудшается стабильность дуги и увеличивается разбрызгивание расплавленного металла.
Размер валика сварного шва. Валик сварного шва характеризуется высотой (выпуклостью) и шириной. Правильность этих характеристик гарантирует, что валик сварного шва выполняется с минимумом дефектов, особенно при многопроходной сварке. В случае большой выпуклости шва при многопроходной сварке трудно наложить последующий шов, обеспечивая качественное слияние. Очень зауженный шов не обеспечивает хорошего слияния металла шва и основного металла.
Характеристика валика сварного шва зависит как от его размера, так и от формы. Для изменения размера сварного шва (количество наплавленного металла на погонный метр шва) необходимо изменить режим сварки. Основное влияние на размер сварного шва оказывает величина сварочного тока и скорость перемещения сварочной горелки. Размер сварного шва прямо пропорционален сварочному току и обратно пропорционален скорости перемещения горелки.
Изменение сварочного тока и скорости перемещения горелки изменяет размер сварного шва, но мало влияет на его форму.
Изменяя напряжение на дуге (изменяя длину дуги), можно изменять форму сварного шва. Увеличение длины дуги вызывает увеличение ширины шва и уменьшение его высоты, причем объем шва (количество наплавленного металла на единицу длины) остается неизменным. Возрастает ширина валика сварного шва, выпуклость уменьшается, и более жидкий металл сварного шва более эффективно соединяется с основным металлом, т. е. слияние улучшено.
Увеличение длины дуги для увеличения производительности сварки (скорости наплавки) вызывает увеличение выпуклости в большей степени, чем увеличение ширины шва. Валик сварного шва становится чрезмерно выпуклым. Сварка углом назад также дает узкий и высокий валик сварного шва. Уменьшая угол продольного наклона горелки, можно уменьшить высоту валика сварного шва и увеличить его ширину. Сварка углом вперед дает более плоский и более широкий валик сварного шва.
Манипулирование сварочной горелкой. Описание технологии сварки без описания приемов манипулирования сварочной горелкой будет далеко не полным. Приведенные ниже рекомендации являются справочными. Каждый сварщик по мере повышения квалификации вырабатывает свои приемы перемещения горелки.
Сварка в нижнем положении. Рекомендуемое перемещение сварочной горелки при выполнении однопроходного и многопроходного стыкового сварного шва в нижнем положении показано на рис. 3. Как видно из рисунка, при выполнении однопроходного шва совершаются пилообразные, с легким сдвигом назад перемещения горелки. В многопроходном сварном шве с разделкой кромок при выполнении корневого шва совершают зигзагообразные колебания горелки, при этом нужно следить, чтобы не было прожогов. Заполняющие и облицовочный швы выполняют с такими же, но более широкими колебаниями. Отличие в том, что при выполнении этих швов производят поперечный наклон горелки и при достижении крайнего положения делают задержку горелки. Это способствует лучшему сплавлению.
Угловой шов в нижнем положении выполняют, совершая сварочной горелкой круговые движения.
Рис. 3. Манипулирование горелкой при выполнении стыкового шва в нижнем положении
Сварка в горизонтальном положении. Стыковой шов в горизонтальном положении выполняется с использованием той же технологии перемещения сварочной горелки, что и при выполнении стыкового шва в нижнем положении. Отличие только в том, что заполняющие валики при сварке в горизонтальном положении более узкие. При выполнении сварки не следует забывать, что наклон горелки составляет 90° по отношению к поверхности, на которую накладывается валик сварного шва.
Сварка в вертикальном положении. Сварка однопроходного стыкового шва без разделки кромок в положении снизу вверх производится путем пилообразных колебаний горелки. Выполнение корневого шва при многопроходной сварке производится путем зигзагообразных перемещений сварочной горелки. Заполняющие валики и облицовочный шов выполняют при ступенчатом перемещении горелки, причем при достижении крайней точки при горизонтальном перемещении необходимо сделать задержку и спуститься вниз на величину, равную диаметру электродной проволоки, а затем подняться вверх и переместиться по горизонтали на противоположную сторону. Там снова сделать задержку и опуститься вниз и т. д.
Сварка углового шва в вертикальном положении снизу вверх производится движением горелки, как бы рисуя <елочку>, с задержкой на боковых поверхностях изделия.
Стыковой сварной шов с разделкой кромок при сварке сверху вниз — корневой, заполняющий и облицовочный швы выполняются путем зигзагообразных перемещений сварочной горелки с задержкой в крайних точках. Поперечный наклон горелки составляет 90° к поверхности сварки. Производя манипулирование горелкой, нужно следить, чтобы дуга располагалась на переднем крае сварочной ванны. Нельзя допускать прогона расплавленного металла впереди дуги. Это ухудшает качество сварки.
Сварка в потолочном положении. При выполнении стыкового шва с разделкой кромок в потолочном положении необходимо совершать зигзагообразное перемещение сварочной горелки. Поперечный наклон горелки составляет 90° к поверхности сварки.
В крайних точках перемещения необходимо делать небольшую задержку. Все вышесказанное применимо при выполнении как корневого, так и заполняющего и облицовочного прохода.
Характерные дефекты MIG/MAG сварки и способы борьбы с ними
Техника выполнения GMA сварки более простая, чем других видов сварки, но, тем не менее, как и любая другая сварка, имеет свои характерные дефекты.
Поверхностная пористость. Поверхностная пористость возникает из-за атмосферного загрязнения. Это может быть вызвано засорением сопла горелки, недостаточной подачи защитного газа или сваркой на ветру. Для предупреждения образования пористости необходимо систематически очищать сопло от налипших брызг, правильно отрегулировать расход защитного газа, при сварке на ветру использовать защитные противоветровые экраны.
Воронкообразная пористость. Воронкообразная пористость возникает, когда в конце сварного шва горелка убирается раньше, чем произошла кристаллизация расплавленного металла, или когда после прекращения горения дуги слишком рано прекращается подача защитного газа. Чтобы устранить образование этого дефекта, необходимо замедлить перемещение горелки в конце сварного шва или приподнять горелку.
Наплыв. Наплыв возникает, когда металл сварочной ванны затекает на нерасплавленный дугой основной металл. Наплыв часто возникает, когда сварочная ванна становится слишком большой. Чтобы устранить образование этого дефекта, необходимо держать дугу на переднем крае сварочной ванны. Для уменьшения объема сварочной ванны необходимо повысить скорость перемещения горелки или уменьшить скорость подачи электродной проволоки.
Малая глубина проплавления. Малая глубина проплавления возникает при слишком малом тепловложении в зоне сварки. При недостаточном тепловложении необходимо увеличить скорость подачи электродной проволоки, что, в свою очередь, увеличит сварочный ток. Можно также попробовать уменьшить диаметр проволоки.
Прожог сварного шва. Прожог сварного шва возникает при слишком большой глубине проплавления, т. е. при слишком большом тепловложении в зоне горения дуги. Чтобы устранить образование этого дефекта, необходимо уменьшить скорость подачи электродной проволоки, что, в свою очередь, уменьшит сварочный ток. Можно также увеличить скорость сварки (скорость перемещения горелки). Прожог сварного шва может также произойти при большом зазоре в корне шва. В этом случае необходимо увеличить диаметр сварочной проволоки и совершать небольшие поперечные колебания сварочной горелкой.
Независимо от свариваемого материала, существуют мероприятия, способствующие предупреждению пористости и образованию наплывов.
- Свариваемое изделие должно быть максимально чистым. Жир, нефтепродукты и замазученность должны быть удалены. Для получения качественного шва окалина, ржавчина и различные оксидные покрытия необходимо удалить либо механически, либо химически. Огромное значение это имеет при сварке алюминия.
- При сварке углеродистых спокойных, полуспокойных и кипящих сталей использовать только рекомендуемую газовую смесь.
- Устанавливать расход защитного газа согласно рекомендациям на выбранный режим сварки. Защищать свариваемое изделие от ветра и сквозняков.
- Электродная проволока должна выходить из сопла горелки строго по центру. При смещении проволоки к какому-либо краю следует, произвести регулировку сварочной горелки.
- При двухсторонней сварке, когда проплавление не достигло противоположной стороны, нужно убедиться, что второй проход глубоко проходит в первый шов. Если проплавление от первого прохода достигло противоположной стороны или когда имеется зазор в корне шва, необходимо зашлифовать противоположную строну шва до устранения дефектов. Это требование обязательно при сварке алюминия и при высококачественной сварке углеродистой и нержавеющей сталей.
- Избегать условий, когда расплавленный металл затекает вперед дуги. Это основная причина образования наплывов, особенно при сварке под уклон.
- При многопроходной сварке зашлифовать до получения плоской поверхности все сварные валики, которые имеют большую выпуклость и в которых обнаружится плохое сплавление металла шва и основного металла.
- При многопроходной сварке произвести зачистку поверхности предыдущего валика, если на его поверхности обнаружены включения окислов или шлака.
— лучший выбор
Готовы оптимизировать процесс ручной сварки для повышения его эффективности и постоянного улучшения конечных продуктов? Обновление ваших методов сварки с помощью полуавтоматического сварочного аппарата выведет ваш производственный процесс на новый уровень, при этом увеличивая вашу прибыль.
Роботизированная или полностью автоматизированная сварка не идеальна для каждого проекта — ожидаемый срок службы, стоимость инструментов и требуемая гибкость — все это факторы, которые следует учитывать.При этом полуавтоматические сварочные системы — отличный вариант, поскольку они могут удвоить производительность квалифицированного сварщика вручную, сохраняя при этом высокий уровень контроля.
Что такое полуавтоматическая сварка?
Полуавтоматическая сварка — это форма ручной сварки, в которой используется соответствующее оборудование, которое автоматически контролирует один или несколько условий сварки. Оператор машины манипулирует элементами управления машины, чтобы начать сварку, и наблюдает за процессом и конечным результатом для обеспечения качества.Это полезно для рабочих, поскольку требует гораздо меньше физических усилий, чем ручная сварка.
Преимущества полуавтоматических сварочных аппаратовОбласти применения, которые больше всего выигрывают от полуавтоматического оборудования — это когда качество или функция вашего сварного шва очень важны, если необходимо выполнять повторяющиеся сварные швы или детали уже прошли дополнительные процессы до начала сварки. Полуавтоматические сварочные системы предлагают множество преимуществ для множества применений:
- Повышает безопасность работников
- Поддерживает высокое качество сварки — целостность и повторяемость
- Повышает общий выпуск продукции
- Уменьшает количество производимого брака
- Менее дорого, чем роботизированная сварка
- Может использоваться с различными методами, включая сварку TIG и сварку MIG
Готовы перейти на автоматическую сварочную систему? Свяжитесь с нашими инженерами по сварке сегодня.
Тип сварочных процессов (ручная, полуавтоматическая, машинная, автоматизированная, роботизированная сварка) — Общие технические знания
Определено в Американском национальном стандарте: стандартные термины и определения сварки, AWS A3.0: 2001:
1. Ручная сварка (MMA, TIG…)
Сварка, при которой вся сварочная операция выполняется и контролируется вручную. Поскольку сварщик выполняет всю работу вручную, это требует больших физических усилий и может привести к травмам.
При ручной сварке как «сварка с помощью горелки, пистолета или электрододержателя удерживается и управляется вручную», сварщик выполняет функцию сварки и постоянно контролирует сварочные операции вручную.
2. Полуавтоматическая сварка (FCAW, MIG, MAG…)
При полуавтоматической сварке, определяемой как «ручная сварка с помощью оборудования, которое автоматически контролирует один или несколько условий сварки», сварщик манипулирует сварочным пистолетом для создания сварного шва, в то время как электрод автоматически подается на дугу.
3. Машинная (механизированная) сварка
Сварка с помощью оборудования, требующего манипуляций со стороны оператора или регулировки в ответ на изменения условий сварки. Резак, пистолет или электрододержатель удерживается механическим устройством, а механическое устройство, которое удерживает пистолет, горелку или электрод, может быть роботом.
В механизированной сварке определяется как «сварка с использованием оборудования, которое требует ручной регулировки органов управления оборудованием в ответ на визуальное наблюдение за сваркой, с горелкой, пистолетом или электрододержателем, удерживаемым механическим устройством», вмешательство сварщика состоит в настройки органов управления оборудованием в ответ на визуальное наблюдение за операциями.
4. Автоматическая сварка (SAW…)
Сварка с использованием оборудования, которое требует лишь периодического наблюдения за сварным швом или его отсутствия, а также без ручной регулировки органов управления оборудованием. При этом типе сварки сварщик запускает машину и следит за дефектами или проблемами, которые требуют исправления.
В автоматизированной сварке определяется как «сварка с использованием оборудования, которое требует только периодического наблюдения за сварным швом или без него и без ручной регулировки органов управления оборудованием», участие сварщика ограничивается активацией аппарата для запуска цикла сварки и наблюдением. сварка на прерывистой основе, если вообще.
5. Роботизированная сварка
Сварка выполняется и контролируется роботизированным оборудованием, которое не требует участия сварщика. Основная функция сварщика в роботизированной сварке — поддерживать контроль качества и устранять любые отклонения или проблемы.
Роботизированная сварка, , определяемая как «сварка, которая выполняется и управляется роботизированным оборудованием», не предполагает участия сварщика в выполнении сварки, поскольку сварочные операции выполняются и контролируются сварочными роботами.
В чем разница между механизированной, автоматизированной и роботизированной сваркой?
Определения каждого термина в соответствии с Британским стандартом BS 499: Часть 1: 1991 следующие:
Механизированная сварка — Сварка, при которой параметры сварки регулируются механически или электронно и могут быть изменены вручную во время сварки для поддержания требуемого положения при сварке.
Автоматическая сварка — Сварка, при которой контролируются все параметры сварки.Ручная регулировка может производиться между сварочными операциями, но не во время сварки.
Роботизированная сварка — Автоматическая сварка с использованием робота, который можно предварительно запрограммировать на различные пути сварки и геометрию изготовления.
Успешное применение механизированных / автоматизированных систем может дать ряд преимуществ. К ним относятся повышение производительности, стабильное качество сварки, прогнозируемая производительность сварки, снижение переменных затрат на сварку и снижение затрат на детали. Ограничения включают более высокие капитальные вложения, чем для ручного сварочного оборудования, потребность в более точном расположении и ориентации деталей, а также более сложных устройствах перемещения дуги и управления.Таким образом, производственные требования должны быть достаточно большими, чтобы оправдать затраты на оборудование и установку, техническое обслуживание оборудования и обучение операторов / программистов для автоматизированного / роботизированного оборудования.
Справочный документ:
+ TWI
+ AWS A3.0
+ BS 499
Нравится:
Нравится Загрузка …
Связанныесварка MAG | Дуговая сварка | Основы автоматизированной сварки
На этой странице представлена информация о сварке MAG, в которой рассматриваются области, в которых используется сварка MAG, типы используемых защитных газов и сварочной проволоки, а также особенности сварочных аппаратов MAG.Также объясняются различные подкатегории сварки MAG в защитном газе.
Обязательно к прочтению всем, кто занимается сваркой! Это руководство включает в себя базовые знания о сварке, такие как типы и механизмы сварки, а также подробные знания, касающиеся автоматизации сварки и устранения неисправностей. Скачать СваркаMAG (Metal Active Gas) — это тип дуговой сварки, в которой используется активный газ (углекислый газ [CO 2 ] или газовая смесь аргона и CO 2 ).Этот процесс также называется дуговой сваркой CO 2 или сваркой CO 2 . Этот процесс обычно используется для автоматической или полуавтоматической сварки черных металлов. Он не подходит для цветных металлов, таких как алюминий, из-за химической реакции CO 2 .
При автоматической или полуавтоматической сварке MAG в качестве электрода используется сварочная проволока, свернутая в бухты, вместо сварочного стержня, используемого при дуговой сварке защищенным металлом (ручная дуговая сварка).
Свернутая проволока прикрепляется к устройству подачи проволоки и автоматически направляется к наконечнику горелки подающим роликом, который приводится в действие электродвигателем.На провод подается напряжение, когда он проходит через контактный наконечник, удерживающий провод.
Между проволокой и основным материалом зажигается дуга, которая одновременно плавит проволоку и основной материал для их сварки. Во время процесса защитный газ подается через сопло в зону сварного шва и в окрестности, чтобы защитить дугу и сварочную ванну от атмосферы. В качестве защитного газа используется газ CO 2 , газовая смесь аргона и CO 2 или газовая смесь аргона с несколькими процентами кислорода.
По сравнению с дуговой сваркой в среде защитного металла скорость наплавки, при которой электрод становится металлом шва, выше, что дает преимущество высокой эффективности работы за счет глубокого проплавления основного материала. Есть и другие важные преимущества, такие как высокое качество металла шва и то, что установка сварочной горелки на роботе позволяет выполнять автоматическую сварку.
- Ar + CO 2 газовая смесь
или CO 2 газ - Сплошной проволочный электрод
Полуавтоматический сварочный аппарат MAG в основном состоит из следующих компонентов:
- Источник сварочного тока
- Устройство подачи проволоки
- Горелка сварочная
- Баллон газовый
Проволока должна подаваться от устройства подачи с постоянной скоростью.Следовательно, для источника питания сварки обычно используется источник питания с характеристикой постоянного напряжения. Устройство подачи проволоки представляет собой механизм подачи с постоянной скоростью.
- Баллон газовый
- Регулятор расхода газа
- Источник сварочного тока
- Устройство подачи проволоки
- Блок дистанционного управления
- Горелка сварочная
MAG можно классифицировать по защитному газу или типу сварочной проволоки.
Что касается сварочной проволоки, то сплошная проволока имеет поперечное сечение, полностью состоящее из того же материала.Поверхности проволоки для углеродистой стали покрыты медью для повышения устойчивости к ржавчине и повышения электропроводности. Сплошная проволока без покрытия без медного покрытия дает такие преимущества, как стабильная дуга и простота обслуживания внутренней части сварочной горелки.
Порошковая проволока содержит сердечник из флюса внутри проволоки. Они обеспечивают такие преимущества, как стабильная дуга, меньшее разбрызгивание и хороший внешний вид сварного шва.
Кроме вышеперечисленного, существуют порошковые и металлопорошковые проволоки.Первый характеризуется высокой скоростью осаждения, а второй — меньшим образованием шлака.
Дом
Автоматическая сварка — обзор
Те, кто читал эту главу, возможно, пришли к выводу, что ручная сварка TIG считалась лучшей за рассматриваемый период. Нет ничего более далекого от правды. На протяжении более двадцати лет участок сварки труб на верфи Барроу пытается получить подходящий и надежный комплект оборудования для автоматической орбитальной сварки труб.Многие поставщики предложили оборудование, которое, по их мнению, подходило для судостроительных целей, но большинство из них не соответствовало особым требованиям, предъявляемым к изготовлению трубопроводов для судов.
Испытания и разработка оборудования
Первые работы по установке оборудования для орбитальной сварки проводились на участке разработки сварки труб на судостроительном заводе Виккерс в начале 1970-х годов. К сожалению, конструкция и / или характеристики оборудования оказались в значительной степени неадекватными для производственного использования, особенно там, где были условия строго ограниченного доступа, рис.5.5 и 5.6.
5.5. Головка для орбитальной сварки Astromatic AM11 показывает требуемый чрезмерный радиальный зазор и несбалансированное распределение веса.
5.6. Головка для орбитальной сварки с указанием необходимого радиального зазора.
Совсем недавно Vickers приобрела три станка новейшей конструкции, имеющие самые компактные размеры, доступные на момент покупки, и охватывающие диапазон диаметров 3–220 мм. Оборудование может использоваться с присадочной проволокой или без нее и обеспечивает плавную регулировку тока от 8 до 250 А, возможность дистанционного управления, автоматическое регулирование расхода и пульсации тока.Колебания горелки не предусмотрены, что может вызвать некоторые проблемы с трубами большего размера.
Когда машина была куплена, было известно, что французские военно-морские верфи используют этот тип оборудования для сварки труб из нержавеющей стали малого диаметра. Кроме того, в то время как ранее мы искали комплект для автоматической сварки труб для стыковых сварных швов среднего размера, 76–200 мм, акцент начал меняться, поскольку мы столкнулись с потребностью в стыковой сварке труб в диапазоне 20–200 мм. 38 мм, которые ранее были соединены механическими муфтами или сварными швами.Кроме того, введение клапанов того же размера, которые можно было ремонтировать на месте, привело к большему количеству стыковой сварки и меньшему количеству механических соединений. Эти два изменения касались материала из медного сплава, который не является самым простым материалом для сварки в фиксированном положении — конечно, в другой категории по сравнению с нержавеющей сталью, свариваемой французами.
Первоначальные процедурные работы были выполнены на диаметре 33,4, стенке 4,5 мм для корневого проплавления, как аутогенных сварных швов, так и со вставками из ЭП. Это было связано с тем, что многие из уже имеющихся на складе фитингов были подготовлены со стандартом V для ручной сварки, а предыдущие работы показали, что упрощенная подготовка к сварке с использованием 2.Носик толщиной 5 мм дал приемлемые результаты без использования расходной вставки. Были выполнены работы с диаметром 21,3 мм и стенкой 3,7 мм, процедуры были одобрены заказчиком.
Затем возникла проблема, которая вернула программу процедуры в исходное состояние. Когда машины 2 и 3 были установлены на значения, используемые на машине 1, которая использовалась для выполнения разработки процедуры, ни одна из них не дала приемлемого сварного шва. Фактически, не было никакого сравнения настроек трех машин для достижения успешных сварных швов.После нескольких дней, проведенных в Барроу, пытаясь откалибровать машины в допустимых пределах, все машины были возвращены поставщику.
После этой первоначальной проблемы были снова выполнены процедурные испытания, и все машины были утверждены с аналогичными настройками; После утверждения процедуры две машины регулярно работали в производственном цехе с показателем успеха 99%. Конечно, уместно отметить, что только 44% сварных швов, выполненных с момента внедрения оборудования, были выполнены из-за доступности.Используемая сварочная головка требует длины поперечного прямого участка 55–60 мм и минимального радиального зазора 57 мм. Это дает некоторое представление о доступности сварных швов даже для заводских сборочных работ. По результатам проведенных исследований ожидается, что примерно 20% сварных швов будет доступно на борту судов класса, строящегося в настоящее время.
Дальнейшие разработки привели к утвержденным процедурам для трубопровода из низкоуглеродистой стали с малым внутренним диаметром, и было показано, что трубы из монеля и медно-никелевого сплава 70/30 аналогичного размера можно сваривать с использованием одних и тех же параметров.
Несмотря на то, что блоки присадочной проволоки были приобретены вместе с оборудованием, раннее использование показало, что согласованность не может быть гарантирована, поэтому было принято решение сначала принять корневую сварку с помощью автоматических машин и продолжить ручное заполнение TIG.
Последние модификации, выполненные в отделе разработки, привели к значительному повышению производительности устройств подачи проволоки, а также были проведены процедурные работы в отношении нержавеющей и низкоуглеродистой стали.
% PDF-1.6 % 1017 0 объект > эндобдж 1031 0 объект > / Шрифт >>> / Поля [] >> эндобдж 1044 0 объект > поток AdMintrue 1Sims, Porsche1056.02015-06-03T14: 12: 59.000-04: 00e471408ad39dc71502605a6376859a088ae72e66true2015-06-03T14: 12: 59.000-04: 002015-06-03T11: 36: 35.000-04: 00US Marketing Publishmisc.-1c4200 Arc.pdf Руководство по сварке GMAW Welding Guide
Типы сварки GMAW, SMAW, FCAW, GTAW
Газовая дуговая сварка металла: GMAW
Газовая дуговая сварка металлическим электродом (GMAW), также известная как сварка в среде инертного газа (MIG), использует непрерывный сплошной проволочный электрод, который проходит сквозь сварочный пистолет, который сопровождается защитным газом для его защиты от загрязнений.
GMAW — один из наиболее распространенных сварочных процессов, который может использоваться внутри помещений для сварки материалов в таких отраслях, как строительство, производство автомобилей, производство и авиакосмическая промышленность. Не рекомендуется использовать GMAW на открытом воздухе, так как ветер может сдувать газ. и навредить процессу.
Сварка GMAW дает минимальные отходы и не склонна к образованию сколов. Процесс может быть полуавтоматическим или полностью автоматическим, что упрощает работу сварщиков, поскольку им не нужно беспокоиться о дефектах при остановках и пусках.
Дуговая сварка экранированного металла: SMAW
Дуговая сварка экранированным металлом (SMAW) — это метод сварки, который можно использовать для всех черных металлов во всех положениях сварки. Другое название SMAW — это сварка штучной сваркой. Электрод с флюсовым покрытием (который металлический стержень в держателе электрода) подключен к источнику питания и касается основного металла, чтобы произвести сварку. Флюс защищает электрическую дугу, предотвращая загрязнение.
SMAW можно использовать для сварки низко- и высоколегированных сталей, углеродистой стали, чугуна и никелевых сплавов в таких отраслях, как строительство, судостроение и производство.Это можно делать как в помещении, так и на улице.
SMAW образует шлак, который представляет собой слой побочного продукта, который сварщики снимают после сварки для придания чистоте вида.
Дуговая сварка порошковой проволокой: FCAW
Дуговая сварка порошковой проволокой (FCAW) использует непрерывный полый проволочный электрод с флюсовой смесью, которая защищает сварочную ванну путем образования газа. FCAW идеально подходит для сварки на открытом воздухе, а также для сварки грязных или загрязненных поверхностей. материалы, так как не требует внешнего защитного газа для защиты сварного шва от атмосферных воздействий.Подобно процессу SMAW, FCAW также производит шлак, который после сварки отслаивается, чтобы придать ему чистый вид.
FCAW часто используется для толстых материалов, поскольку проволока с флюсовым сердечником может проходить сквозь толстые сварные швы. FCAW не подходит для материалов толщиной менее 20 калибра.
FCAW можно использовать для обработки чугуна, нержавеющей стали, углеродистой стали, сплавов с высоким содержанием никеля и низколегированной стали. Этот способ сварки используется в таких отраслях, как строительство и судостроение.
Газовая дуговая сварка вольфрамом: GTAW
Газовая дуговая сварка вольфрамом (GTAW) также известна как сварка TIG, что означает вольфрам в инертном газе.Как и при сварке GMAW, используется инертный защитный газ. Но в отличие от GMAW, который использует проволока, которая также действует как присадочный материал, GTAW нагревает объекты с помощью вольфрамового электрода, который подает ток на сварочную дугу. Эта сварочная дуга плавит металл и создает лужу жидкости. При необходимости можно добавить присадочный стержень. для повышения прочности сварного шва.
GTAW требует большой точности, так как вольфрам не должен касаться заготовки, а материалы не могут перегреваться, иначе могут возникнуть трещины и другие проблемы.Преимущества GTAW включают лучший контроль сварного шва, повышенную прочность и качество сварных швов.
GTAW также обеспечивает сварные швы без сколов, что придает им чистый вид. Он чаще всего используется для сварки тонких материалов и может использоваться для черных и цветных металлов, таких как нержавеющая сталь, алюминий, медь, магний и титан.
Узнайте все о сварке в UTI
В UTI студенты получают возможность работать с высококачественными сварочными инструментами, которые они использовали бы в профессиональном мире. Сопровождающие инструкторы всегда готовы ответить на вопросы и дать рекомендации.Студенты могут закончить программу всего за 36 недель.
Узнайте больше о программе UTI Welding. Свяжитесь с нами для получения информации.
Процесс дуговой сварки под флюсом (SAW)
Процесс дуговой сварки под флюсом, который был первоначально разработан Linde — Union Carbide Company, обычно используется в станках с балками, стрелами, тракторами и многоголовыми установками. В отличие от процесса сварки открытой дугой, сварка под флюсом выполняется под защитным слоем флюса. Это означает, что дуга постоянно покрывается или погружается под флюс, что устраняет любое незащищенное излучение дуги и необходимость в сварочных экранах.
Как работает процесс SAWСварка под флюсом может быть полностью автоматической или полуавтоматической. Дуга плоская и поддерживается между концом неизолированного проволочного электрода и сварным швом. Электрод постоянно подводится к дуге по мере ее плавления. В автоматической версии SAW это достигается за счет набора роликов, приводимых в движение управляемым двигателем, чтобы обеспечить подачу проволоки в дугу со скоростью, эквивалентной скорости плавления электрода.В результате длина дуги остается постоянной.
Слой гранулированного флюса обеспечивает защитную оболочку, под которой происходит сварка. Бланкет создается, когда часть флюса расплавляется. Остаток флюса восстанавливается и используется повторно, если он не загрязнен.
Пистолеты для автоматической дуговой сваркиПри автоматической сварке под флюсом обычно используются три типа горелок. К ним относятся пистолет для подачи бокового потока, пистолет для глубоких канавок и пистолет для подачи концентрированного потока.
Пистолет для подачи концентрированного флюса наносит флюс вокруг проволоки. С помощью пистолета для подачи бокового потока и пистолета для глубоких канавок флюс подается из верхнего гравитационного бункера в узел отсечки флюса пистолета.
Тип пистолета, выбранный для определенной работы, может зависеть от конструкции соединения и / или предпочтений сварщика.
Переменные процесса SAWЕсть несколько ключевых параметров процесса дуговой сварки под флюсом.Эти переменные включают:
- Напряжение дуги
- Скорость подачи проволоки
- Скорость передвижения
- Контактный наконечник для работы (CTTW) или вылет электрода (ESO)
- Полярность и тип тока (может быть переменный или постоянный), а также переменный баланс переменного тока
См.