Понятие о технологической операции и ее элементах — Мегаобучалка
Технологический процесс обычно расчленяется на части, называемые операциями.
Технологической операцией называют законченную часть технологического процесса, выполняемую на одном рабочем месте. Операция охватывает все действия оборудования и рабочих над одним или несколькими совместно обрабатываемыми или собираемыми объектами производства. Так при обработке на станках операция включает все действия рабочего по управлению станком, а также автоматические движения станка, связанные с процессом обработки заготовки до момента снятия ее со станка и перехода к обработке другой заготовки.
Операция характеризуется неизменностью рабочего места, технологического оборудования, предмета труда и исполнителя. При изменении одного из этих условий имеет место новая операция.
Содержание операции определяется многими факторами и, прежде всего, факторами организационного и экономического характера. Диапазон работ, входящих в состав операции, может быть достаточно широк. Операцию может составлять обработка всего лишь одной поверхности на отдельном станке. Например, фрезерование шпоночной канавки на вертикально-фрезерном станке. Изготовление сложной корпусной детали на автоматической линии, состоящей из нескольких десятков станков и имеющей единую систему управления, будет являться также операцией.
Диапазон работ, входящих в состав операции, может быть достаточно широк. Операцию может составлять обработка всего лишь одной поверхности на отдельном станке. Например, фрезерование шпоночной канавки на вертикально-фрезерном станке. Изготовление сложной корпусной детали на автоматической линии, состоящей из нескольких десятков станков и имеющей единую систему управления, будет являться также операцией.
Технологическая операция является основным элементом производственного планирования и учета. По операциям определяют трудоемкость процесса, необходимое оборудование, инструмент, приспособления, квалификацию рабочих. На каждую операцию составляется вся плановая, учетная и технологическая документация.
Операции, входящие в состав технологического процесса, выполняют в определенной последовательности. Содержание, состав и последовательность выполнения операций определяют структуру технологического процесса.
Последовательность прохождения заготовки детали или сборочной единицы по цехам и производственным участкам предприятия при выполнении технологического процесса изготовления или ремонта называют технологическим маршрутом.
Различают межцеховой и внутрицеховой технологические маршруты.
Структура операции предполагает расчленение ее на составные элементы – установы, позиции и переходы.
Для обработки заготовки ее необходимо установить и закрепить в приспособлении, на столе станка или другом виде оборудования. При сборке то же самое следует проделать с деталью, к которой должны быть присоединены другие детали.
Установ – часть технологической операции, выполняемая при неизменном закреплении обрабатываемых заготовок или собираемой сборочной единицы.
При каждом повторном снятии заготовки и последующем ее закреплении на станке или же при повороте заготовки на какой-либо угол для обработки новой поверхности имеет место новый установ.
В зависимости от конструктивных особенностей изделия и содержания операции она может быть выполнена либо с одного, либо с нескольких установов. В технологической документации установы обозначаются буквами А, Б, В и т. д. Например, при обработке вала на фрезерно-центровальном станке фрезерование торцов вала с двух сторон и их зацентровку выполняют последовательно за один установ заготовки. Полная обработка заготовки вала на токарно-винторезном станке может быть осуществлена только с двух установов заготовки в центрах станка, так как после обработки заготовки с одной стороны (установ А) ее необходимо открепить, перевернуть и установить в новом положении (установ Б) для обработки с другой стороны. В случае поворота заготовки без снятия ее со станка необходимо указывать угол поворота: 45о, 60о и т.д.
д. Например, при обработке вала на фрезерно-центровальном станке фрезерование торцов вала с двух сторон и их зацентровку выполняют последовательно за один установ заготовки. Полная обработка заготовки вала на токарно-винторезном станке может быть осуществлена только с двух установов заготовки в центрах станка, так как после обработки заготовки с одной стороны (установ А) ее необходимо открепить, перевернуть и установить в новом положении (установ Б) для обработки с другой стороны. В случае поворота заготовки без снятия ее со станка необходимо указывать угол поворота: 45о, 60о и т.д.
Установленная и закрепленная заготовка в случае необходимости может изменять свое положение на станке относительно инструмента или рабочих органов станка под воздействием устройств линейных перемещений или поворотных устройств, занимая новую позицию.
Позицией называется каждое отдельное фиксированное положение, занимаемое неизменно закрепленной обрабатываемой заготовкой или собираемой сборочной единицей совместно с приспособлением относительно инструмента или неподвижной части оборудования при выполнении определенной части операции. При обработке заготовки, например, на токарно-револьверном станке позицией будет каждое новое положение револьверной головки. При обработке на многошпиндельных автоматах и полуавтоматах неизменно закрепленная заготовка занимает различные позиции относительно станка путем вращения стола, последовательно подводящего заготовку к разным инструментам.
При обработке заготовки, например, на токарно-револьверном станке позицией будет каждое новое положение револьверной головки. При обработке на многошпиндельных автоматах и полуавтоматах неизменно закрепленная заготовка занимает различные позиции относительно станка путем вращения стола, последовательно подводящего заготовку к разным инструментам.
Технологический переход – законченная часть технологической операции, выполняемая одними и теми же средствами технологического оснащения при постоянных технологических режимах и установке. Технологический переход, таким образом, характеризует постоянство применяемого инструмента, поверхностей, образуемых обработкой или соединяемых при сборке, а также неизменность технологического режима.
Например, технологическими переходами будут являться получение отверстия в заготовке при обработке спиральным сверлом, получение плоской поверхности детали фрезерованием и т.п. Последовательная обработка одного и того же отверстия в корпусе редуктора расточным резцом, зенкером и разверткой будет состоять соответственно из трех технологических переходов, поскольку при обработке каждым инструментом образуется новая поверхность.
В токарной операции, схема которой показана на рис. 11,а, выполняются два технологических перехода. Такие переходы называют простыми или элементарными. Совокупность переходов, когда в работе одновременно участвуют несколько инструментов, называют совмещенным переходом (рис. 11,б). При этом все инструменты работают с одинаковой подачей и частотой вращения. В случае, когда происходит изменение последовательно обрабатываемых поверхностей одним инструментом с изменением режимов резания (скорости при обработке на гидрокопировальных станках или скорости и подачи на станках с ЧПУ) при одном рабочем ходе инструмента имеет место сложный переход.
Технологические переходы при этом могут выполняться последовательно (рис. 11,а) или параллельно-последовательно (рис. 11,б).
При обработке заготовок на станках с ЧПУ несколько поверхностей могут последовательно обрабатываться одним инструментом (например, подрезным резцом) при его движении по траектории, задаваемой управляющей программой.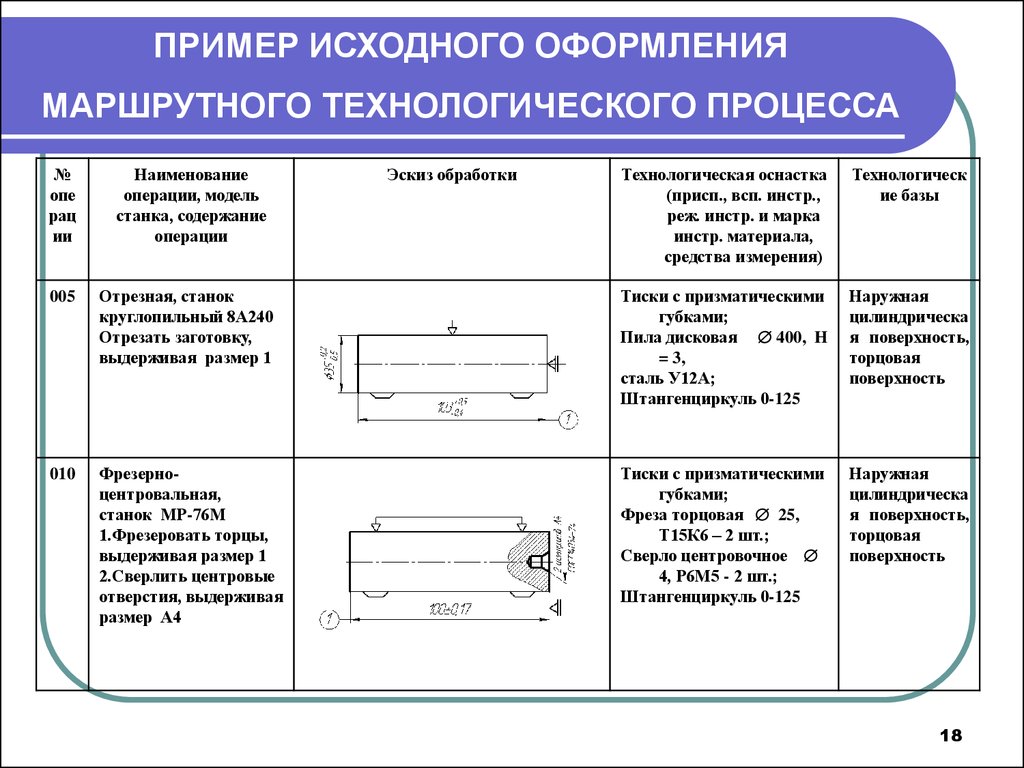 В этом случае говорят, что указанная совокупность поверхностей обрабатывается в результате выполнения инструментального перехода.
В этом случае говорят, что указанная совокупность поверхностей обрабатывается в результате выполнения инструментального перехода.
Примерами технологических переходов в сборочных процессах могут служить работы, связанные с соединением отдельных деталей машины: приданием им требуемого относительного положения, проверкой достигнутого положения и его фиксацией с помощью крепежных деталей. При этом постановку каждой крепежной детали (например, винта, болта или гайки) следует рассматривать как отдельный технологический переход, а одновременное закручивание нескольких гаек с помощью многошпиндельного гайковерта – как совмещение технологических переходов.
Технологическая операция в зависимости от организации технологического процесса может быть осуществлена на основе концентрации или дифференциации технологических переходов. При концентрации переходов структура операции включает максимально возможное при заданных условиях количество технологических переходов. Такая организация операции сокращает количество операций в технологическом процессе. В предельном случае технологический процесс может состоять лишь из одной технологической операции, включающей все переходы, необходимые для изготовления детали. При дифференциации переходов стремятся к уменьшению количества переходов, входящих в технологическую операцию. Пределом дифференциации является такое построение технологического процесса, когда в состав каждой операции входит лишь один технологический переход.
В предельном случае технологический процесс может состоять лишь из одной технологической операции, включающей все переходы, необходимые для изготовления детали. При дифференциации переходов стремятся к уменьшению количества переходов, входящих в технологическую операцию. Пределом дифференциации является такое построение технологического процесса, когда в состав каждой операции входит лишь один технологический переход.
Характерной особенностью технологического перехода в любых процессах (кроме аппаратурных) является возможность его обособления на отдельном рабочем месте, т.е. выделение его в виде самостоятельной операции. В случае однопереходной операции понятие операции может совпадать с понятием перехода.
При организации процесса обработки по принципу дифференциации построения операции (а не перехода) технологический процесс расчленяется на одно-, двух-переходные операции, подчиняющиеся по продолжительности такту выпуска. Если операции (например, зубофрезерная, шлицефрезерная) по длительности выходят за пределы такта выпуска, то ставят станки-дублеры.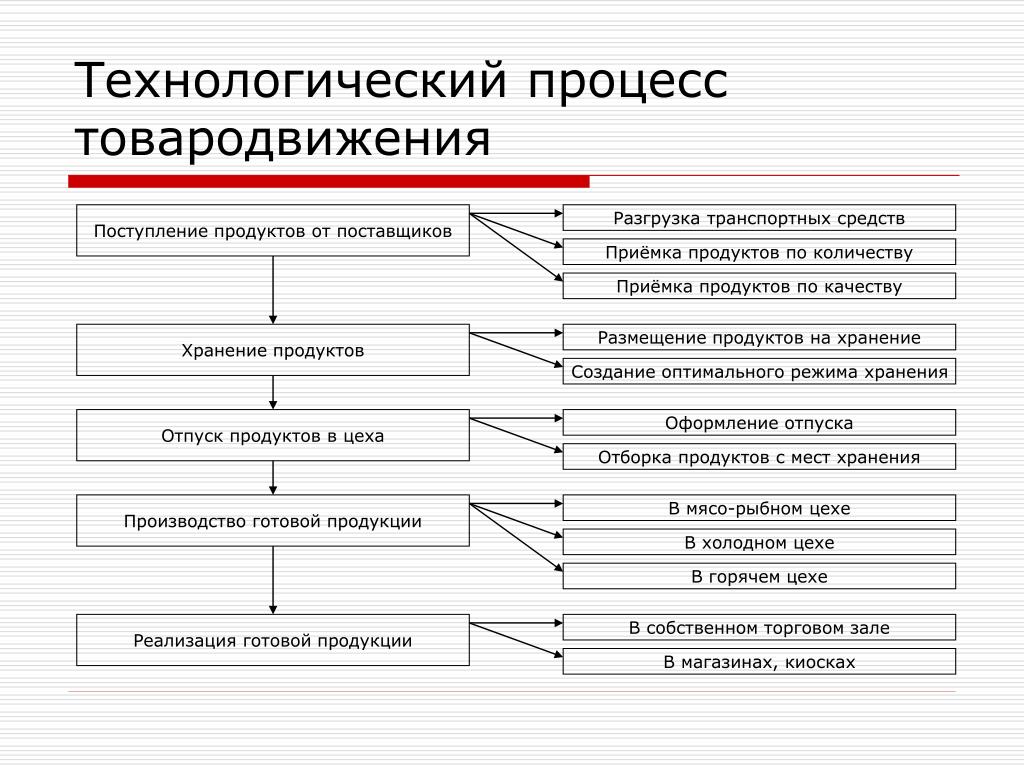 Следовательно, пределом дифференциации служит такт выпуска.
Следовательно, пределом дифференциации служит такт выпуска.
Принцип концентрации операций подразделяется на принцип параллельной концентрации и последовательной. И в том и в другом случае в одной операции концентрируется большое количество технологических переходов, но они распределяются по позициям таким образом, чтобы время обработки на каждой операции было примерно равно или было меньше такта выпуска. По наибольшему времени по позициям будет определяться норма времени на операцию. По принципу последовательной концентрации все переходы выполняются последовательно, а время обработки определяется суммарным временем по всем переходам.
Технологический переход при обработке резанием может состоять из нескольких рабочих ходов.
Под рабочим ходом понимают законченную часть технологического перехода, состоящую из однократного перемещения инструмента относительно заготовки, сопровождаемого изменением формы, размеров, качества поверхности или свойств заготовки.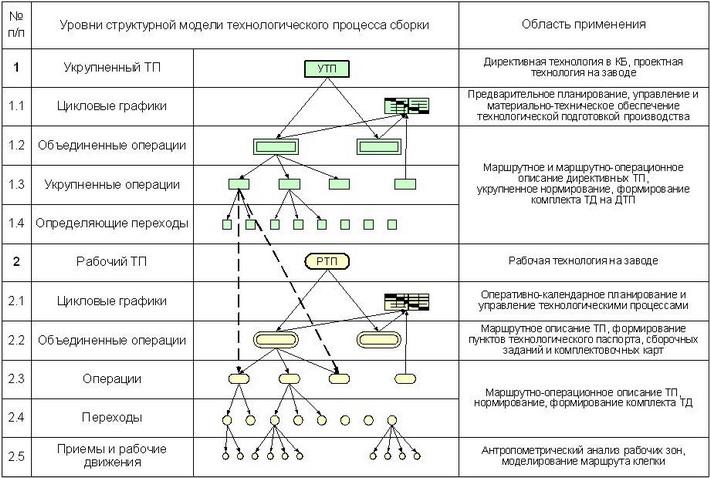 Количество рабочих ходов, выполняемых в одном технологическом переходе, выбирают, исходя из обеспечения оптимальных условий обработки, например уменьшения глубины резания при съеме значительных слоев материала.
Количество рабочих ходов, выполняемых в одном технологическом переходе, выбирают, исходя из обеспечения оптимальных условий обработки, например уменьшения глубины резания при съеме значительных слоев материала.
Примером рабочего хода на токарном станке является снятие резцом одного слоя стружки непрерывно, на строгальном – снятие одного слоя металла по всей поверхности, на сверлильном – сверление отверстия на заданную глубину.
Рабочие ходы имеют место в тех случаях, когда величина припуска превышает возможную глубину резания и его приходится снимать за несколько рабочих ходов.
При повторении одной и той же работы, например, сверление четырех одинаковых отверстий последовательно, имеет место один технологический переход, выполняемый за 4 рабочих хода; если же эти отверстия выполняются одновременно, то имеет место 4 совмещенных рабочих хода и один технологический переход.
В состав операции входят также элементы, связанные с выполнением вспомогательных движений и необходимые для осуществления технологического процесса. К ним относятся вспомогательные переходы и приемы.
К ним относятся вспомогательные переходы и приемы.
Вспомогательный переход – законченная часть технологической операции, состоящая из действий человека и (или) оборудования, которые не сопровождаются изменением формы, размеров или свойств поверхности, но необходимы для выполнения технологического перехода.
К вспомогательным переходам относятся, например, закрепление заготовки на станке или в приспособлении, смена инструмента, перемещение инструмента между позициями и др. Для сборочных процессов вспомогательными могут считаться переходы по установке базирующей детали на сборочном стенде или в приспособлении на конвейере, перемещение к ней присоединяемых деталей и др.
Для выполнения технологической операции необходимы также вспомогательные ходы и приемы.
Вспомогательный ход – законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно заготовки, необходимого для подготовки рабочего хода.
Под приемом понимают законченную совокупность действий рабочего, применяемых при выполнении перехода или его части и объединенных одним целевым назначением. Например, вспомогательный переход «установить заготовку в приспособлении» состоит из следующих приемов: взять заготовку из тары, установить в приспособление, закрепить.
Вспомогательные ходы и приемы учитываются при изучении затрат вспомогательного времени на выполнение операции.
Любой технологический процесс протекает во времени. Интервал календарного времени от начала до конца какой-либо периодически повторяющейся технологической операции независимо от числа одновременно изготовляемых или ремонтируемых изделий называется циклом технологической операции.
Подготовку технологического оборудования и технологической оснастки к выполнению технологической операции называют наладкой. К наладке относятся установка приспособления, переключение скорости или подачи, настройка заданной температуры и т. д. Дополнительную регулировку технологического оборудования и (или) оснастки в процессе работы для восстановления достигнутых при наладке значений параметров называют подналадкой.
д. Дополнительную регулировку технологического оборудования и (или) оснастки в процессе работы для восстановления достигнутых при наладке значений параметров называют подналадкой.
Элементы технологического процесса — Лабораторные измерения и охрана труда
Технологический процесс, вне зависимости от вида деятельности организации или предприятия, это особый комплекс мероприятий, главная цель которого – правильное и высококачественное производство товара. Будь то производство детской обуви или пекарня, каждая организация имеет свои пункты в организации деятельности. Сам технологический процесс, конечно, разнится. Но есть и основные понятия, объединяющие данное понятие.
Если говорить о технологическом процессе более предметно, то первым во внимание понятием берётся технологическая операция. Это законченный этап технологического процесса. Он может состоять из нескольких или десятков таких операций, которые должны проводиться в строгой очередности, каждая должна отвечать своим целям. Зачастую одну операцию осуществляет один конкретный работник на определённом рабочем месте с использованием специального оборудования или инвентаря.
Зачастую одну операцию осуществляет один конкретный работник на определённом рабочем месте с использованием специального оборудования или инвентаря.
Технологическая карта – это вспомогательный документ, на который опирается работник при осуществлении деятельности на рабочем месте. Технологическая карта также является одной из частей технологического процесса, потому её разработкой занимается специальные работники. От содержания карты зависит правильность выполненной операции. В ней должно быть отображено время, которое затрачивается на конкретную операцию, список необходимого оборудования и вспомогательных инструментов, описание места хранения продукции.
Установка – это лишь часть определённой технологической операции, которая выполняется в состоянии закрепления детали на оборудовании.
Позиция – это фиксация положения детали на оборудовании или вспомогательном рабочем инструменте.
Технологический переход – это часть технологической операции на одном и том же станке, которая является законченной.
Вспомогательный переход – это смена инструмента или перенос заготовки на другой станок.
Рабочий ход – это также одна из частей технологического процесса, которая заключается в однократном перемещении инструмента относительно заготовки.
Станок – это определённая комбинация различного вида механизмов, главной целью которых является изменение формы, внешнего вида, размера детали.
Инструмент – это помощник в рабочей деятельности сотрудника, который помогает добиться необходимой формы и размера заготовки. Они бывают ручные, станочные и механизированные. В зависимости от конкретной операции, выбирается нужный или их комбинация.
Приспособления – это также вспомогательные устройства или механизмы для осуществления всех задач, поставленных перед технологической операцией.
Рабочее место – это структурная единица предприятия, которая существует для распределения работников предприятия, вспомогательных инструментов и специального оборудования. У каждого сотрудника оно должно быть определено в обязательном порядке.
У каждого сотрудника оно должно быть определено в обязательном порядке.
Таким образом, технологический процесс состоит из множества технологических операций, от качества каждой из них зависит конечный вид и безопасность изделия или продукта. При условии соблюдения технологической карты, работник способен выполнить свою часть работы на отлично, что делает товар конкурентоспособным и приносящим прибыль.
Управление технологиями в управлении операциями
Введение
За последнее десятилетие или около того технология изменила способ ведения бизнеса организациями. Появление технологий в управлении операциями увеличило производительность организации.
Управление технологиями и операциями
Сфера управления технологиями и операциями развивалась с течением времени и перешла от разработки продуктов к проектированию, управлению и совершенствованию операционной системы и процессов .
Использование технологий в управлении операциями позволило организациям снизить затраты, улучшить процесс доставки, стандартизировать и улучшить качество и сосредоточиться на настройке, тем самым создавая ценность для клиентов.
Интеграция технологии с производственной системой
Технологии повышают эффективность организации и повышают ее производительность. Однако внедрение технологии в производственную систему — очень сложный процесс, для которого необходимо выполнить следующие шаги:
Приобретение технологии: приобретенная технология должна соответствовать общим целям организации и должна быть одобрена после тщательного анализа затрат и результатов.
Интеграция технологий: технология влияет на все аспекты производства, т. е. капитал, труд и клиентов. Поэтому необходим надежный план интеграции технологий.
Проверка технологии: после интеграции технологии важно проверить, обеспечивает ли она операционную эффективность и используется ли она в полной мере.
Технологии в производстве и дизайне
Технологии все шире используются для персонализации дизайнерских продуктов и услуг. Использование компьютеров и вспомогательных электронных систем является неотъемлемой частью современной промышленности и сферы услуг. Современные методы можно разделить на следующие категории:
Современные методы можно разделить на следующие категории:
Автоматизированное проектирование (САПР): САПР облегчает соединение двух более сложных компонентов проектирования с очень высоким уровнем точности, что обеспечивает более высокую производительность.
Автоматизированная производственная система (CAM): Точность очень важна при работе с любыми машинами, поэтому используются машины с числовым программным управлением, что обеспечивает высочайший уровень точности.
Стандарт для обмена данными о продукте: Как следует из названия, дизайн продукта передается между CAM и CAM в трех измерениях. Стандарт для процесса обмена данными о продукте, который обеспечивает совместное использование продукта на всех этапах жизненного цикла продукта и служит нейтральным обменом файлами.
Системы программного обеспечения в производстве
Существуют различные системы программного обеспечения для интеграции операций и производственных функций с другими бизнес-функциями организации.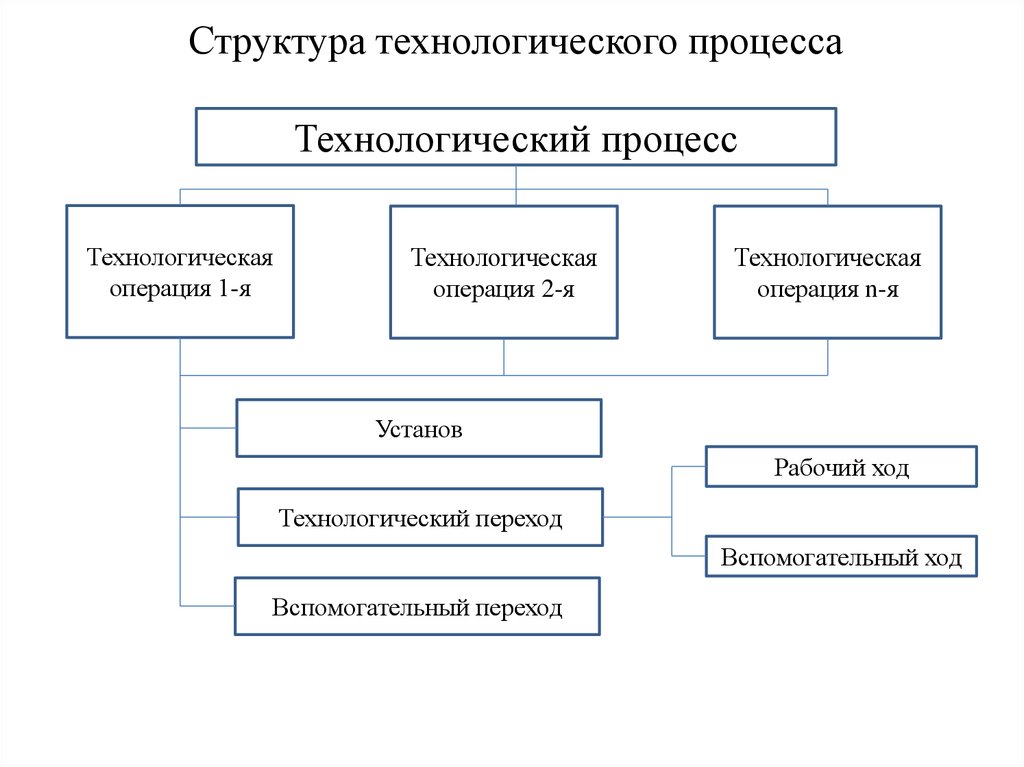 Некоторыми из распространенных программных систем являются планирование ресурсов предприятия (ERP), управление цепочками поставок (SCM), разработка новых продуктов (NPD) и управление взаимоотношениями с клиентами (CRM).
Некоторыми из распространенных программных систем являются планирование ресурсов предприятия (ERP), управление цепочками поставок (SCM), разработка новых продуктов (NPD) и управление взаимоотношениями с клиентами (CRM).
Планирование ресурсов предприятия (ERP) связывает все бизнес-функции, такие как производство, маркетинг, человеческие ресурсы и финансы, через общую программную платформу. Основные преимущества ERP-решения заключаются в том, что оно не только снижает количество ошибок в базе данных, но и повышает ценность для клиентов за счет более быстрой доставки и выполнения заказов.
Автоматизация производства и эксплуатации
Автоматизация сокращает ручное вмешательство в производственный процесс. Это повышает производительность и снижает погрешность, тем самым способствуя экономии за счет масштаба. Есть и такие преимущества автоматизации, как безработица, высокие эксплуатационные расходы и первоначальные капитальные вложения. Следовательно, автоматизация может подходить не во всех ситуациях, и в конечном итоге важно согласование с общей целью организации.
Вызовы
Технология может способствовать изменению операций и управления производством. Но может оказаться невозможным использовать технологию во всех аспектах, поскольку проблемы возникают из-за высокой начальной стоимости инвестиций, высокой стоимости обслуживания и бесхозяйственности.
❮❮ Предыдущий Next ❯❯
Статьи по теме
Просмотреть все статьи
404: Страница не найдена
ITОперацииСтраница, которую вы пытались открыть по этому адресу, похоже, не существует. Обычно это результат плохой или устаревшей ссылки. Мы приносим свои извинения за доставленные неудобства.
Что я могу сделать сейчас?
Если вы впервые посещаете TechTarget, добро пожаловать! Извините за обстоятельства, при которых мы встречаемся.
- Ознакомьтесь с последними новостями.
- Наша домашняя страница содержит самую свежую информацию об ИТ-операциях.
- Наша страница о нас содержит дополнительную информацию о сайте, на котором вы находитесь, IT Operations.
- Если вам нужно, свяжитесь с нами, мы будем рады услышать от вас.
Просмотр по категории
Качество ПО
- Как сравнить критерии приемлемости с определением готовности
Критерии приемки и определение готовности измеряют качество разработки продукта, но способы, которыми команды рассчитывают и …
- Инструменты AWS DevOps расширяют функции low-code, фокусируясь на devx Многие функции AWS CodeCatalyst и Application Composer были технически возможны раньше, но новый пакет услуг …
- Amazon продвигает инструменты CodeWhisperer, AI и ML
AWS выпустила обновления для ряда инструментов и сервисов искусственного интеллекта, в частности усовершенствования системы кодирования CodeWhisperer и .
 ..
..
Архитектура приложений
- 10 учебных курсов для подготовки к сертификации по микросервисам
Хотя получить сертификат по архитектуре микросервисов не всегда просто, существует множество курсов, которые вы можете пройти, чтобы …
- Признаки антипаттерна «Золотой молот» и 5 способов его избежать
Антипаттерн «Золотой молот» может подкрасться к команде разработчиков, но есть способы его обнаружить. Изучайте знаки, а также некоторые…
- Почему контрактное тестирование может быть необходимо для микросервисов
Разработчики сталкиваются с многочисленными трудностями, пытаясь выполнить традиционное сквозное интеграционное тестирование микросервисов. Контракт …
Облачные вычисления
- Обновления HPE GreenLake для частного облака расширяют возможности гибридных облаков
HPE продолжает инвестировать в GreenLake для частных и гибридных облаков по мере роста спроса на эти услуги.
 Тем временем конкуренция…
Тем временем конкуренция… - Reynolds проводит первое облачное тестирование на производстве
Производитель популярных бытовых брендов решит, поможет ли система IoT от DXC Technology сократить потребление природного газа в …
- Руководство для конференции по AWS re:Invent 2022
Ознакомьтесь с последними новостями, выпусками продуктов и обновлениями технологий, а также анализом и рекомендациями экспертов от AWS re:Invent 2022 …
ПоискAWS
- AWS Control Tower стремится упростить управление несколькими учетными записями
Многие организации изо всех сил пытаются управлять своей огромной коллекцией учетных записей AWS, но Control Tower может помочь. Услуга автоматизирует…
- Разбираем модель ценообразования Amazon EKS
В модели ценообразования Amazon EKS есть несколько важных переменных.
 Покопайтесь в цифрах, чтобы убедиться, что вы развернули службу…
Покопайтесь в цифрах, чтобы убедиться, что вы развернули службу… - Сравните EKS и самоуправляемый Kubernetes на AWS
Пользователи AWS сталкиваются с выбором при развертывании Kubernetes: запускать его самостоятельно на EC2 или позволить Amazon выполнять тяжелую работу с помощью EKS. См…
TheServerSide.com
- Различия между Java и TypeScript должны знать разработчики
Вы знаете Java? Вы пытаетесь изучить TypeScript? Вот пять различий между TypeScript и Java, которые сделают …
- Владелец продукта и менеджер продукта: в чем разница?
Работа менеджера по продукту в компании сильно отличается от роли владельца продукта в команде Scrum. Узнать ключ…
- Введение в викторину Scrum
Хотите доказать свое знание Scrum? Ответьте на 10 вопросов по введению в Scrum и узнайте, насколько хорошо вы знаете Scrum.