Типовые и групповые технологические процессы
Общие требования к комплектности и оформлению комплектов документов на типовые и групповые технологические процессы
ГОСТ 3.1121-84 устанавливает общие требования к комплектности и оформлению комплектов документов на типовые и групповые технологические процессы (операции) изготовления, ремонта изделий и их составных частей, а также формы и правила оформления универсальных документов, применяемых при их разработке.
Комплектность технологических документов (далее — документов) на типовые (групповые) технологические процессы (далее — ТТП (ГТП)) и типовые (групповые) технологические операции (далее — ТО (ГО)) зависит от:
- типа производства по ГОСТ 14.004-83;
- стадии разработки документов по ГОСТ 3.1102-81;
- степени детализации описания технологических процессов, установленных по ГОСТ 3.1109-82;
- применяемых технологических методов изготовления и ремонта изделий.
Тип производства характеризуется коэффициентом закрепления операций (Кз.
- 1 = Кз.о. < 10 — при массовом и крупносерийном производстве;
- 10 < Кз.о. < 20 – при среднесерийном производстве;
- 20 < Кз.о. < 40 – при мелкосерийном производстве;
- Кз.о. не регламентируется – при единичном производстве.
1. Значение Кз.о. принимают для планового периода равным 1 мес.
2. Кз.о. = О/Р, где О – число различных операций, Р – число рабочих мест, на которых выполняют различные операции.
Комплекты документов, разрабатываемые и оформляемые на ТТП и ГТП изготовления и ремонта изделий (их составных частей), условно подразделяют на:
- основной;
- дополнительный;
- полный.
Под основным комплектом документов ТТП и ГТП следует понимать совокупность документов, необходимых и достаточных для выполнения процесса, без учета входимости технологических инструкций (ТИ), инструкций по охране труда (ИОТ), стандартов предприятий (СТП), карт типовых (групповых) операций перемещений, но содержащих ссылки на их обозначения.
Основной комплект документов ТТП и ГТП может включать документы (комплекты документов), отражающие требования по выполнению технологического процесса, включающего один или несколько технологических методов, с учетом сопутствующих операций.
Варианты основных комплектов документов ТТП (ГТП) в зависимости от типа производства, стадии разработки документов и степени детализации описания технологического процесса приведены в таблице 1.
Под дополнительным комплектом документов ТТП (ГТП) следует понимать совокупность ТИ, ИОТ, карты типовых (групповых) операций на перемещения, СТП, ссылки на обозначения которых имеются в основном комплекте документов, необходимых и достаточных для выполнения процесса вместе с основным комплектом документов.
Основной и дополнительный комплекты документов составляют полный комплект ТТП (ГТП).
Комплект документов ТТП (ГТП) может состоять из документов, разработанных:
- с применением средств автоматизации;
- с применением средств механизации;
- без применения средств механизации и автоматизации;
- с частичным применением средств механизации и автоматизации (смешанный вариант).
При оформлении документов, входящих в комплект ТТП (ГТП), следует руководствоваться общими требованиями ГОСТ 3.1129–93, ГОСТ 3.1130–93 и соответствующих стандартов ЕСТД, устанавливающих правила оформления документов, входящих в комплект, и правила записи технической информации.
При изготовлении (ремонте) деталей (изделий) из цветных металлов в состав технологических процессов следует включать операции по сбору и сдаче технологических отходов.
Оформление указанных операций следует выполнять на формах документов, используемых для описания технологических процессов. Допускается применять формы ТИ.
| Тип производства | Стадия разработки технологической документации | Степень детализации описания технологического процесса | Номер варианта комплекта | Условное обозначение вида документа по ГОСТ 3. 1102–81 1102–81 | Указания по применению | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ТЛ | МК | КТТП | ВТД | ВТП | ВО | КК | КТИ | КТО | ВТО | КЭ | ТИ | |||||
| Единичное, мелкосерийное | Предварительный проект. Разработка документации опытного образца (опытной партии, опытного ремонта) | Маршрутное | 1 | МК выполняет роль основного документа, где все операции одного или разных методов описываются в технологической последовательности без указания переходов. В содержании операции указывают общие действия, характерные для всей группы изделий (их составных частей) с указанием общих данных по средствам технологического оснащения, трудовым и материальным затратам. Переменные данные указывают в ВТП с привязкой к обозначениям изделий (их составных частей) и номерам операций, без указания данных по технологическим режимам | ||||||||||||
| Маршрутно–операционное | 2 | МК выполняет роль основного документа, где для большей части операций одного или разных методов применяется маршрутное описание, а для отдельных – операционное в КТО совместно с ВТО. Выбор применения вида описания операций определяет разработчик документов. Переменные данные указывают в ВТП с привязкой к обозначению изделия (составной части) Выбор применения вида описания операций определяет разработчик документов. Переменные данные указывают в ВТП с привязкой к обозначению изделия (составной части) | ||||||||||||||
| Единичное, мелкосерийное | Предварительный проект. Разработка документации опытного образца (опытной партии, опытного ремонта) | Маршрутно–операционное | 3 | КТТП выполняет роль основного документа, где для операций одного или разных технологических методов применяется операционное и маршрутное описание. Выбор применения соответствующего вида описания устанавливает разработчик документов. Переменные данные по каждому обозначению изделия (составной его части) указывают в ВТП | ||||||||||||
| 4 | МК выполняет роль основного документа, где для операций одного или разных методов применяется маршрутное и операционное описание. Переменные данные указывают в КТИ с привязкой к обозначению изделия (составной его части) Переменные данные указывают в КТИ с привязкой к обозначению изделия (составной его части) | |||||||||||||||
| 5 | МК выполняет роль основного документа, где для большей части операций одного или разных методов применяется маршрутное описание, а для других – операционное в ТИ. Переменные данные указывают в ВТП с привязкой к обозначению изделия (составной его части) | |||||||||||||||
| Среднесерийное, крупносерийное | Разработка документации серийного (массового) производства, в том числе ремонтного | Операционное | 6 | МК выполняет роль сводного документа, содержащего данные по порядку выполнения операций и составу документов, применяемых при выполнении операций.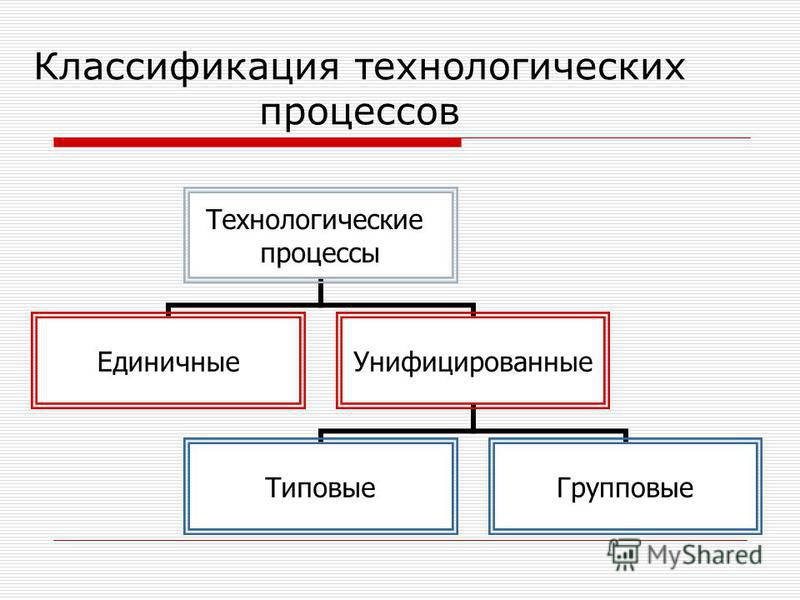 Операционное описание выполняется в КТО совместно с ВТО. Сводные данные по трудозатратам с привязкой к изделию (составной его части) рекомендуется указывать в ВТП Операционное описание выполняется в КТО совместно с ВТО. Сводные данные по трудозатратам с привязкой к изделию (составной его части) рекомендуется указывать в ВТП | ||||||||||||
| 7 | МК выполняет роль основного документа, где для всех операций одного или разных методов применено операционное описание. Переменные данные указывают в КТИ с привязкой к обозначению изделия (составной его части) | |||||||||||||||
| 8 | КТТП выполняет роль основного документа, где для всех операций одного или разных методов применено операционное описание. Переменную информацию, относящуюся к каждому обозначению изделия (составной его части), указывают в ВТП | |||||||||||||||
| 9 | КТТП выполняет роль основного документа, где для всех операций одного или разных методов применено операционное описание.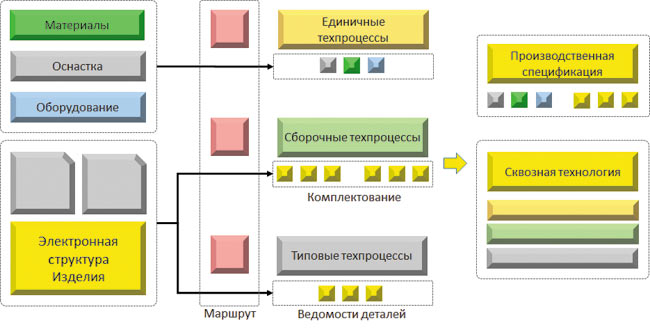 Переменную информацию, относящуюся к обозначению изделия (составной его части), указывают в соответствующих КТИ Переменную информацию, относящуюся к обозначению изделия (составной его части), указывают в соответствующих КТИ | |||||||||||||||
| Среднесерийное, крупносерийное | Разработка документации серийного (массового) производства, в том числе ремонтного | Операционное | 10 | МК выполняет роль и основного, и сводного документа. Возможны случаи частичного описания операций и в МК, и в ТИ. Переменную информацию, относящуюся к каждому обозначению изделия (составной его части), указывают в ВТП или, при замене ее, в КТИ | ||||||||||||
| 11 | Данный вариант следует применять для операций на отдельные технологические методы, формы и правила оформления которых не регламентированы стандартами ЕСТД | |||||||||||||||
1. – документ обязательный, – документ, применяемый по усмотрению разработчика.
– документ обязательный, – документ, применяемый по усмотрению разработчика.
2. Применение дополнительных видов документов, не указанных в таблице 1, устанавливается в отраслевых научно–технических документах (НТД) или в стандартах предприятий (организаций).
3. ТИ в данной таблице относятся к документам, выполняющим функции не технологических инструкций, а других видов документов, формы и правила оформления которых не предусмотрены стандартами ЕСТД и отраслевыми НТД. В данном случае они выполняют функции других документов. Например ТИ/КТО; ТИ/КТТП.
4. Допускается для всех вариантов комплектов документов взамен ВТП применять формы МК с указанием переменной информации только на изделия и их составные части одного обозначения, а также МК/ВТП или КТИ.
5. Для варианта 6 комплекта документов допускается взамен ВТО применять ВТП, которая будет содержать переменные данные по всему процессу, относящиеся к каждому обозначению изделия или его составной части.
Типовые и групповые технологические процессы
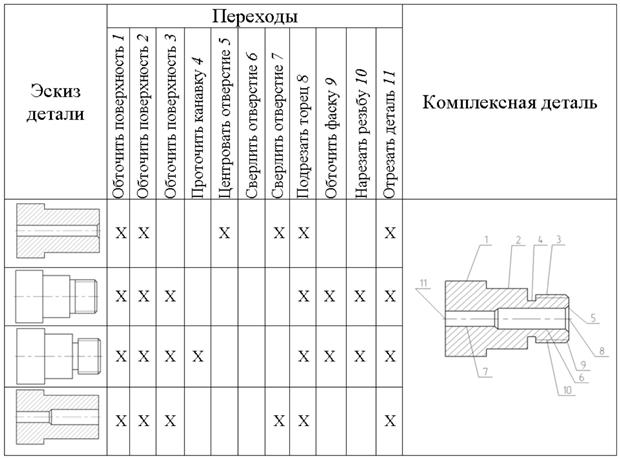
Наиболее важный этап —группирование изделий.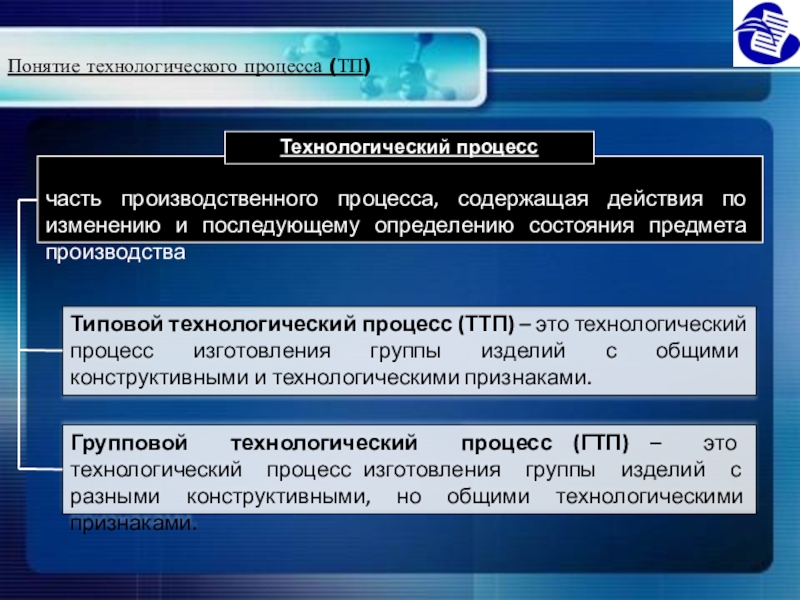 На этом этапе изучают действующие единичные, типовые и групповые технологические процессы изготовления изделий создают укрупненные группы предметов производства, обладающих общностью технологических характеристик разрабатывают или выбирают комплексное изделие для каждой группы (используют рабочие чертежи и технические условия на предметы производства, классификаторы, руководящие технические, методические и справочные материалы по группированию изделий).
[c.85]
На этом этапе изучают действующие единичные, типовые и групповые технологические процессы изготовления изделий создают укрупненные группы предметов производства, обладающих общностью технологических характеристик разрабатывают или выбирают комплексное изделие для каждой группы (используют рабочие чертежи и технические условия на предметы производства, классификаторы, руководящие технические, методические и справочные материалы по группированию изделий).
[c.85]
Автоматизированное проектирование технологических процессов проводят на основе типовых и групповых технологических процессов, индивидуальных технологических процессов и операций-аналогов, а также индивидуального проектирования. [c.106]
Технологический классификатор деталей играет основную роль при решении задач подготовки производства деталей с применением ЭВМ. Внедрение классификатора создает условия для группирования деталей при разработке типовых и групповых технологических процессов, специализации производства, выбора технологического оборудования, анализа производственной структуры. Это способствует снижению трудоемкости и сокращению сроков технологической подготовки производства.
[c.120]
Это способствует снижению трудоемкости и сокращению сроков технологической подготовки производства.
[c.120]
Унификация и специализация сборочного производства. Основой унификации является классификация деталей по конструктивно-технологическим признакам. Унификация позволяет наиболее широко использовать при проектировании новых изделий ранее выпущенные чертежи оригинальных деталей б) повысить технологичность деталей в) осуществить внедрение типовых и групповых технологических процессов, использовать ранее разработанные технологические процессы, создать универсальные сборочные устройства для эффективного использования их в производстве г) создать условия для более быстрого развития централизованного производства деталей общего назначения и т. д. [c.366]
Особенно большие затраты на сборке приходятся на пригоночные работы, которые в значительной мере вызываются некачественным изготовлением деталей в механических цехах. В результате многие пригоночные работы являются продолжением механической обработки ручным способом в сборочных подразделениях. При автоматизации сборочного процесса большое значение имеет технологичность конструкций деталей и узлов в сборке. Для повышения технологичности необходимо изыскание путей оптимизации процессов сборки, совершенствование методов подготовки типовых и групповых технологических процессов сборки, разработка более эффективных способов контроля собранных соединений (включая техническую диагностику собранных машин), изучение влияния технологии сборки на повышение надежности и долговечности машин, разработка более совершенных методов оценки уровня прогрессивности технологии в сборочных подразделениях.
[c.239]
При автоматизации сборочного процесса большое значение имеет технологичность конструкций деталей и узлов в сборке. Для повышения технологичности необходимо изыскание путей оптимизации процессов сборки, совершенствование методов подготовки типовых и групповых технологических процессов сборки, разработка более эффективных способов контроля собранных соединений (включая техническую диагностику собранных машин), изучение влияния технологии сборки на повышение надежности и долговечности машин, разработка более совершенных методов оценки уровня прогрессивности технологии в сборочных подразделениях.
[c.239]
При ограниченном выпуске изделий следует находить пути совершенствования технологического процесса при установленном объеме производства. В связи с этим возникает необходимость повышения серийности производства при заданном размере выпуска. Это осуществляется следующими путями 1) конструктивной нормализацией и унификацией деталей и узлов 2) организацией группового запуска изготовления деталей, узлов и машин 3) типизацией технологических процессов, нормализацией и унификацией технологической оснастки на базе разработки типовых и групповых технологических процессов 4) централизацией технологической подготовки в соответствующих отраслевых отделах главного технолога, главного металлурга, а при необходимости и главного сварщика), что позволяет оказывать прямое влияние на три первых фактора.
 [c.11]
[c.11]Технологические процессы и операции классифицируют по организации производства, методам обработки, формообразования, сборки и контроля. В зависимости от количества выпускаемых изделий и общности их конструктивных и технологических признаков технологические процессы и операции разделяют соответственно на единичные, типовые и групповые технологические процессы типовые и групповые технологические операции. [c.6]
Для повышения экономики производства большое значение имеет совершенствование технологии механосборочного процесса. Это совершенствование, особенно в послевоенный период, осуществлялось турбинными заводами путем проведения следующих мероприятий широкого внедрения скоростных методов обработки металла внедрения высокопроизводительных инструментов внедрения типовых и групповых технологических процессов повышения уровня технологичности конструкций механизации ручных работ с применением высокопроизводительных приспособлений рациональной организации производства с систематическим углублением его специализации. [c.73]
[c.73]
При разработке типовых и групповых процессов технологические решения, полученные в результате большой подготовительной работы, принимаются в качестве нормализованных. Типовые и групповые технологические процессы содержат сведения о заготовках, о требуемом оборудовании, об оснастке и инструменте, о содержании операций, об основных переходах и последовательности их выполнения. [c.186]
Наименование изделия (детали, сборочной единицы) по основному конструкторскому документу Обозначение изделия по основному конструкторскому документу или код ступени классификации по конструкторскому классификатору Код классификационных группировок технологических признаков для типовых и групповых технологических процессов по технологическому классификатору [I, 2] [c.196]
Типовые и групповые технологические процессы автоматической сборки 565 [c.565]
Применение типовых и групповых технологических процессов позволяет значительно упростить математические модели производственных систем, которые в зависимости от уровня унификации и на-
[c. 566]
566]
Типовые и групповые технологические процессы сборки. Типизация технологических процессов сборки способствует снижению затрат на разработку технологических процессов сборки, ускорению этих разработок, а также уменьшению себестоимости производства изделий. Цель типизации — стандартизовать тех- [c.747]
Типовые и групповые технологические процессы 747-749 [c.937]
Единичный технологический процесс разрабатывают на основе имеющихся типового и группового технологических процессов изготовления изделий, относящихся к определенной классификационной группе, или единичного технологического процесса изготовления аналогичного изделия. [c.372]
Анализ действующих единичных, типовых и групповых технологических процессов изготовления предметов производства [c.380]
Документация единичных, типовых и групповых технологических процессов, действующих на предприятии
[c. 380]
380]
ТИПОВЫЕ И ГРУППОВЫЕ ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ СБОРКИ [c.262]
При проектировании и внедрении типовых и групповых технологических процессов сборки, руководствуясь указаниями ГОСТ 14.303—73 следует [c.262]
Типовые и групповые технологические процессы 311-313 Сборка машин роботизированная — Выбор технологических баз 320, 321 [c.493]
Анализ проведенных на ремонтных заводах наблюдений за режимами технологических процессов показывает, что их отклонение от оптимальных значений происходит по следующим причинам неритмичности работы и неравномерности загрузки оборудования большой номенклатуры обрабатываемых изделий слабого внедрения типовых и групповых технологических процессов восстановления деталей ограниченных физиологических возможностей и недостаточной квалификации рабочих, управляющих технологическими процессами несоответствия уровня раз-266 [c.
 266]
266]Обработка деталей по типовым и групповым технологическим процессам дает возможность широко внедрять переменно-поточные и специализированные линии обработки деталей. [c.393]
Основная задача Технологического классификатора — создание» предпосылок объективного группирования деталей по их конструктивно-технологическому подобию с целью разработки типовых и групповых технологических процессов с применением ЭВМ. Наибольший эффект внедрение классификатора дает при многономенклатурном мелкосерийном, серийном и индивидуальном производствах. Его применение создает оптимальные условия для разработки типовых и групповых технологических процессов подетальной специализации производственных подразделений (участков, цехов, заводов) унификации и стандартизации деталей, технологических процессов и средств технологического оснаш,ения выбора технологического и подъемно-транспортного оборудования. [c.125]
Эффективность внедрения типовых и групповых технологических процессов доказана опытом ряда промышленных предприятий.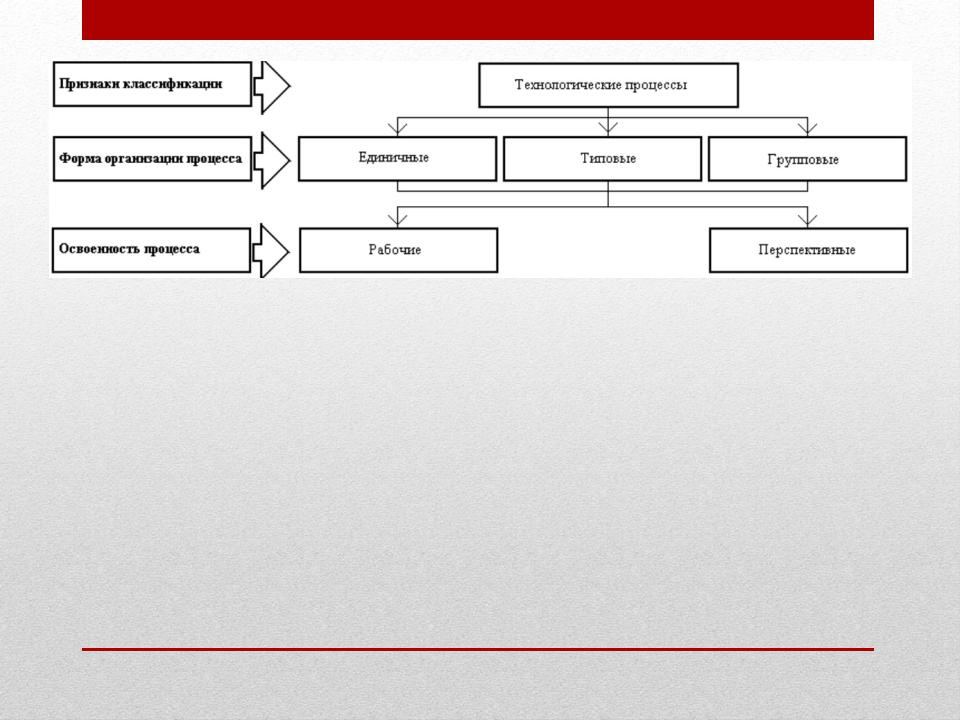 [c.127]
[c.127]
Типовой и групповой технологические процессы [c.147]
Различают единичный, типовой и групповой технологические процессы. Е Д и-ничный технологический процесс—технологический процесс изготовления или ремонта изделия одного наименования, типоразмера и исполнения независимо от типа производства. [c.147]
Подсистема Технолог-1 производит поиск в архиве Анало — ранее спроектированных типовых и групповых технологических процессов, выбор вариантов обработки деталей, определение маршрутов обработки поверхностен выбор видов обработки детали, распредэ-ленне переходов по видам обработки, определение технологических маршрутов обработки детали, определение технологических опер.а-нин, группирование деталей по методам обработки и по размерным характеристикам, выбор стандартных инструментов и приспособлений, а также универсального оборудования и др. [c.84]
Унификация конструкций позволяет оптимизировать номенклатуру изделий, их деталей, узлов, afperaTOB, что значительно увеличивает программу выпуска каждого из них и дает огромную экономию во всех сферах при проектировании — за счет сокращения сроков и объемов проектных работ при подготовке производства и в производстве — за счет применения стандартных, типовых и групповых технологических процессов и средств производства в эксплуатации —,за счет сокращения номенклатуры
[c. 117]
117]
Автоматизированная система технологической подготовки производства на базе широкой автоматизации всех процессов управления производством должна обеспечить сокращение сроков и стоимости подготовки производства новых изделий благодаря автоматизации процессов проектирования совершенствование основного производства благодаря внедрению прогрессивных типовых и групповых технологических процессов, оснащению современным оборудованием, использованию методов группового сбора и обработки информации и другим совершенным формам организации совре-мениого производства единое кодирование технологической и производственной информации для АСУ. [c.54]
ЕСТПП основана на системно-структурном анализе цикла, широком применении типовых и групповых технологических процессов, стандартной оснастке и модульном оборудовании, экономико-матема- [c.95]
Этап П. Разр Выбор последовательности обработки детали аботка маршрутн Типовые и групповые технологические процессы вй технологии обр Сводная карта маршрута операционные эскизы аботки детали иа станке с ЧПУ Составление и согласование маршрута обработки детали выделение поверхностей, обрабатываемых на станках с ЧПУ определение зон обработки выбор последовательности выполнения операций составление операционного эскиза
[c. 803]
803]
Основой для разработки типовых и групповых технологических процессов сборки является кассификация деталей и сборочнцх единиц машин, имеющих различные конструктивные формы и размеры. [c.565]
На заводе Уралхиглмаш ведется значительная работа по технической и технологической подготовке и практическому внедрению прогрессивного метода групповой обработки разработаны классификатор, типовые и групповые технологические процессы на различные виды работ, осуществляется модернизация оборудования, применяется производительная групповая оснастка. Завод имеет большие возможности для дальнейшего развития групповой технологии. [c.4]
Типизация технологических процессов является одним из важнейших этапов их стандартизации, она призвана устранять многообразие технологических процессов и служить базой для разработки стандартов на типовые процессы. Типизация позволяет при.менять современные методь подготовки, организации и оснащения производства, а при переходе предприятий на выпуск новых объектов—быструю переналадку производстве. Производство деталей по типовым и групповым технологическим процессам способствует внедрению переменно-поточ-ных специализированньгх линий обработки деталей.
[c.126]
Производство деталей по типовым и групповым технологическим процессам способствует внедрению переменно-поточ-ных специализированньгх линий обработки деталей.
[c.126]
Применение типовых и групповых технологических процессов создает условия для рационального использования автоматизированных и механизированных средств производства. Например, на Харьковском моторостроительном заводе комплексно-автоматизировенная линия позволяет отливать различные детали из высокопрочного чугуна в стандартных унифицированных быстропереналаживеемых облицованных кокилях по типовому технологическому процессу. [c.127]
Типовые и групповые технологические процессы
ТИПОВЫЕ И ГРУППОВЫЕ ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ [c.148] Групповой технологический процесс разрабатывают после того, как спроектированы маршруты типовых или единичных технологических процессов на всю совокупность деталей, подлежащих изготовлению. [c.191]
[c.191]
В тех случаях, когда в группу удается объединить заготовки с одинаковым типовым технологическим маршрутом по различным групповым операциям, имеет место групповой технологический процесс. Такой процесс осуществляется на разнотипном оборудовании. При этом все заготовки группы могут последовательно проходить через все операции типового маршрута или часть этих заготовок проходит только те операции, которые для них необходимы, а остальные операции маршрута пропускаются. [c.193]
Групповые поточные линии. Применение методов групповой обработки и типизации технологических процессов особенно эффективно, когда на их основе в серийном и мелкосерийном производстве удается создать групповые поточные или даже автоматические линии обработки определенных групп заготовки. Создание подобных линий обычно основывается на сочетании принципов типового и группового технологических процессов на применении общего типового маршрута обработки заготовок по отдельным групповым операциям, выполняемым на станках с групповыми настройками, при широком использовании групповых, переналаживаемых приспособлений.
 [c.194]
[c.194]Таким образом, модульный технологический процесс объединяет в себе положительные черты единичного, типового и группового технологических процессов. Модульный технологический процесс как единичный учитывает индивидуальные особенности деталей, как типовой — является единым при обработке модуля поверхностей одного наименования у самых разных деталей и как групповой процесс — обеспечивает партию изготовляемых изделий. [c.215]
Установлено, что если аппаратуру распределить по диаметрам и толщинам стенок на два-три диапазона, то можно составить групповые технологические процессы и спроектировать типовое технологическое оборудование, которое обеспечит изготовление любого аппарата и на базе этого создать высокопроизводительные механизированные поточные линии. [c.214]
Групповой технологический процесс сборки на РТК должен состоять из типовых сборочных операций, а операции — из типовых переходов. Это позволяет подбирать для компоновки сборочных РТК типовое автоматическое сборочное оборудование или отдельные сборочные механизмы. К типовым сборочным операциям помимо действий по взаимной ориентации и соединению деталей относятся комплектация, мойка и сушка деталей, транспортирование деталей и сборочных единиц, выполнение контрольных операций, а иногда консервация и упаковка готовых изделий. Широкому внедрению групповой технологии сборки изделий способствуют рациональное членение изделий на сборочные единицы и применение для сборки типовых соединений. Эти мероприятия должны осуществляться на этапе проработки на технологичность изделий, сборку которых предлагается перевести на сборочные РТК. По конструктивным признакам все изделия и сборочные единицы могут быть поделены на группы, существенно отличающиеся технологией сборки [7] [c.92]
К типовым сборочным операциям помимо действий по взаимной ориентации и соединению деталей относятся комплектация, мойка и сушка деталей, транспортирование деталей и сборочных единиц, выполнение контрольных операций, а иногда консервация и упаковка готовых изделий. Широкому внедрению групповой технологии сборки изделий способствуют рациональное членение изделий на сборочные единицы и применение для сборки типовых соединений. Эти мероприятия должны осуществляться на этапе проработки на технологичность изделий, сборку которых предлагается перевести на сборочные РТК. По конструктивным признакам все изделия и сборочные единицы могут быть поделены на группы, существенно отличающиеся технологией сборки [7] [c.92]
Технологический процесс разрабатывают на основе имеющегося типового или группового технологического процесса. По технологическому классификатору формируют технологический код. По коду изделие относят к определенной классификационной группе и действующему для нее типовому или групповому технологическому процессу.
 При отсутствии соответствующей классификационной группы технологический процесс разрабатывают как единичный, с учетом ранее принятых прогрессивных решений в действующих единичных технологических процессах. [c.197]
При отсутствии соответствующей классификационной группы технологический процесс разрабатывают как единичный, с учетом ранее принятых прогрессивных решений в действующих единичных технологических процессах. [c.197]Определение последовательности выполнения операций (или уточнение последовательности операций по типовому или групповому технологическому процессу) [c.516]
Типовые и групповые технологические процессы сборки. Типизация технологических процессов сборки способствует снижению затрат на разработку технологических процессов сборки, ускорению этих разработок, а также уменьшению себестоимости производства изделий. Цель типизации — стандартизовать технологические процессы, для того чтобы сборка одинаковых и сходных по конструкции изделий осуществлялась общими, наиболее совершенными и эффективными методами. Типовой технологический процесс в этих случаях разрабатывают как образцовый, позволяющий внедрять прогрессивную технологию и передовую производственную технику. [c.311]
[c.311]
Проволока для изготовления пружин должна быть отожженной. Навивка производится на токарном станке при помощи специального приспособления, дающего возможность производить групповую навивку пружин с периодическим образованием рабочих и опорных (нерабочих) витков. Типовой технологический процесс изготовления клапанных пружин позволяет исключить трудоемкую ручную операцию по поджатию нерабочих витков, ручную обработку торцов пружин на заточном станке, осуществлять приемку пружин в соответствии с техническими условиями, а это улучшает качество пружин и снижает трудоемкость их изготовления. [c.410]
При проектировании процесса строительства скважин разрабатывают проектно-сметную документацию, включающую групповые (на группу скважин) и индивидуальные (на отдельную скважину) проекты и сметы, геолого-технический наряд, нормативные карты-наряды на проведение вышкомонтажных работ, бурения, крепления и испытания скважин, режимно-технологические карты, инструктивные карты передовых приемов труда, типовые схемы на монтаж бурового оборудования и др. [c.101]
[c.101]
Групповой технологический процесс разрабатывают на комплексное изделие. В отличие от типового комплексное изделие является собирательным, объединяющим большинство элементов изделий, вошедших в группу. Для комплексного изделия разрабатывается технологический процесс и все изделия этой группы, будучи, как правило, проще комплексного изде шя, изготовляют по данному технологическому процессу, пропуская по мере необходимости отдельные переходы. Все изделия, закрепленные за этим технологическим процессом, изготовляют партиями. [c.25]
На заводе Уралхиглмаш ведется значительная работа по технической и технологической подготовке и практическому внедрению прогрессивного метода групповой обработки разработаны классификатор, типовые и групповые технологические процессы на различные виды работ, осуществляется модернизация оборудования, применяется производительная групповая оснастка. Завод имеет большие возможности для дальнейшего развития групповой технологии. [c.4]
[c.4]
Механическая обработка заготовок является основным методом получения деталей с повышенными требованиями к точности и шероховатости поверхностей. В химическом машиностроении наиболее распространенными операциями механической обработки являются сверление, точение, фрезерование и шлифование. На механической обработке и слесарно-сборочных работах занято более половины всех рабочих отрасли, поэтому механизации и автоматизации этих процессов уделяется большое внимание. Базой для повышения уровня механизации и автоматизации основных операций механической обработки, уменьшения трудоемкости и снижения себестоимости серийных изделий является разработка групповых технологических процессов, которые позволяют применить наиболее прогрессивное, высокопроизводительное оборудование, приспособления, методы получения точных деталей, характерные для массового и крупносерийного производства, в условиях производства мелкосерийного и даже единичного. Групповая технология является основой для широкого внедрения типовых и стандартных технологических процессов при изготовлении характерных унифицированных деталей и изделий отрасли, позволяет привлекать для проектирования технологии современные большие ЭВМ, в память которых заложены технические характеристики наиболее прогрессивного инструмента и другой технологической оснастки, т. е. создает хорошие предпосылки для внедрения автоматизированных систем технологической подготовки производства на заводах отрасли. Типовые технологические процессы разрабатываются с учетом опыта передовых предприятий, научных разработок специализированных НИИ и КБ как -химического машиностроения, так и смежных отраслей промышленности и зарубежных фирм. Сборники, атласы и альбомы типовых технологических процессов ускоряют и удешевляют технологическую подготовку производства при освоении выпуска новых изделий. Наиболее выгодной организационной формой внедрения групповой технологии являются замкнутые производственные участки, обеспечивающие достаточно полную загрузку оборудования. На заводах химического машиностроения такой организационной форме бальше всего соответствуют участки токарных станков в механических цехах, вертикальные и горизонтальные многошпиндельные полуавтоматы, гидрокопировальные полуавтоматы и станки с ЧПУ. При внедрении ПР на этих участках следует учитывать наличие у манипулятора движения, необходимого для загрузки заготовки в приспособление.
е. создает хорошие предпосылки для внедрения автоматизированных систем технологической подготовки производства на заводах отрасли. Типовые технологические процессы разрабатываются с учетом опыта передовых предприятий, научных разработок специализированных НИИ и КБ как -химического машиностроения, так и смежных отраслей промышленности и зарубежных фирм. Сборники, атласы и альбомы типовых технологических процессов ускоряют и удешевляют технологическую подготовку производства при освоении выпуска новых изделий. Наиболее выгодной организационной формой внедрения групповой технологии являются замкнутые производственные участки, обеспечивающие достаточно полную загрузку оборудования. На заводах химического машиностроения такой организационной форме бальше всего соответствуют участки токарных станков в механических цехах, вертикальные и горизонтальные многошпиндельные полуавтоматы, гидрокопировальные полуавтоматы и станки с ЧПУ. При внедрении ПР на этих участках следует учитывать наличие у манипулятора движения, необходимого для загрузки заготовки в приспособление. В этом отношении проще всего загрузка вертикальных многошпиндельных полуавтоматов 4 (рис. 6), поскольку для установки заготовки 1 в патрон 3 достаточно простого опускания схвата 2. Такое движение имеют все ПР, [c.28]
В этом отношении проще всего загрузка вертикальных многошпиндельных полуавтоматов 4 (рис. 6), поскольку для установки заготовки 1 в патрон 3 достаточно простого опускания схвата 2. Такое движение имеют все ПР, [c.28]
Г рупповая технология применима не только при механической обработке заготовок, но и при сборке изделий. В основу групповой технологии сборки положены типовые сборочные операции, переходы и движения, сходные по назначению, а также типовые схемы сборочных приспособлений, обеспечивающие условия собираемости изделий или их частей. Групповые технологические процессы сборки основываются на классификации аппаратов, машин, сборочных единиц и типовых соединений с учетом их конструктивных особенностей. Собираемые изделия и сборочные единицы классифицируют по общности их служебного назначения, видам соединений и количеству деталей, входящих в сборочную единицу. Из всего много- [c.91]
Технологический процесс изготовле1шя детали может быть единичным, типовым и групповым. [c.24]
[c.24]
Коллективы многих предприятий серийного и даже единичного производства широко используют преимущества пото ка путем применения групповой обработки деталей по методу инженера С. П. Митрофанова. При этом все изготавливаемые на заводе или в цехе детали, близ-ше по размерам, форме и технолотии обработки (на-прямер, втулки определенных размеров, валики, оси, кольца и т. д.), объединяются в группы. Для каждой из них разрабатывается единый типовой технологический процесс, единая наладка, универсальные (подходящие для всех деталей группы) приспособления и т. д. Каждая группа закрепляется за определенным участком. В и то ге получается поточная линия, на которой обрабатывается целая группа деталей (группавой ПОТО К). При этом производительность станков возрастает иа 30—40 процентов. Благодаря использованию универсальных пришособлений трудоемкость изготовления оснастки уменьшается в 8—10 раз. [c.178]
Классификация технологических процессов | | Основы технологии машиностроения
Технологические процессы в зависимости от своего назначения и условий производства могут иметь различные виды и формы. Вид технологического процесса определяется числом изделий, охватываемых процессом (одно изделие, группа однотипных или разнотипных или разнотипных изделий).
Вид технологического процесса определяется числом изделий, охватываемых процессом (одно изделие, группа однотипных или разнотипных или разнотипных изделий).
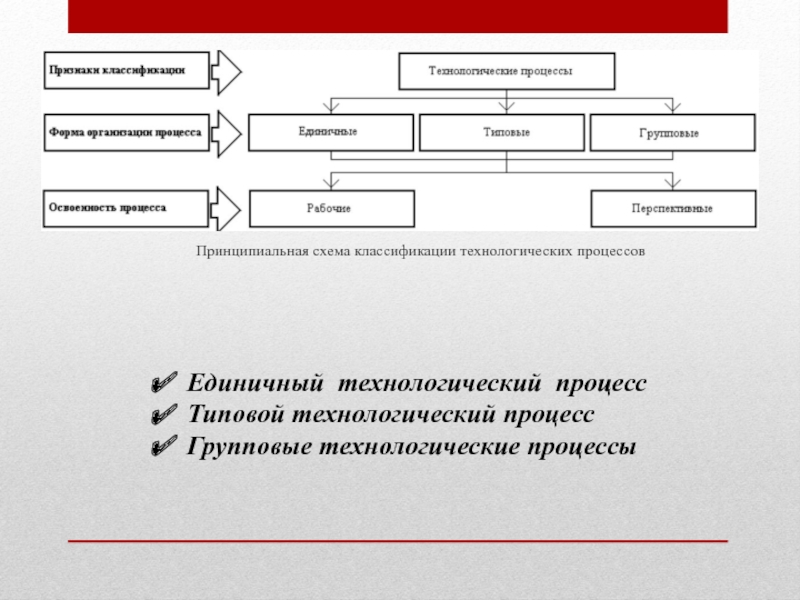
В соответствии с ГОСТ 3 1109—82 технологические процессы подразделяют на единичные, унифицированные, типовые, групповые, перспективные, рабочие, проектные, временные и стандартные.
Единичный технологический процесс — это технологический процесс изготовления изделия одного наименования, типоразмера и исполнения независимо от типа производства. Разработка такого процесса характерна для оригинальных изделий, не имеющих общих признаков с изделиями, ранее изготовленными на предприятии.
Унифицированный технологический процесс — это технологический процесс, относящийся к группе деталей, характеризующихся общностью конструктивных и технологических признаков. Унифицированные технологические процессы подразделяются на типовые и групповые и находят широкое применение во всех видах серийного производства.
Типовой технологический процесс — это технологический процесс изготовления группы деталей с общими конструктивными и технологическими признаками, характеризуется общностью содержания и последовательности большинства технологических операций для группы таких деталей и используется как информационная основа при разработке рабочего технологического процесса.
Групповой технологический процесс — это технологический процесс изготовления группы деталей с разными конструктивными, но общими технологическими признаками.
В соответствии с этим определением групповой технологический процесс представляет собой процесс обработки деталей различной конфигурации, состоящий из комплекса групповых технологических операций, выполняемых на специализированных рабочих местах в последовательности технологического маршрута изготовления определенной группы деталей (ГОСТ 14.316—75). Групповые процессы, применяемые в промышленности, разрабатывают на конструктивно и технологически сходные детали для всех типов производства, не только на уровне предприятия.
Перспективный технологический процесс — это технологический процесс, соответствующий современным достижениям науки и техники, методы и средства осуществления, которого полностью или частично предстоит освоить на предприятии.
Рабочий технологический процесс — это технологический процесс, выполняемый по рабочей технологической документации, разрабатывается только на уровне предприятия и применяется для изготовления конкретной детали.
Проектный технологический процесс выполняется по предварительному проекту технологической документации.
Временный технологический процесс применяется на предприятии в течение ограниченного периода времени из-за отсутствия
надлежащего оборудования или в связи с аварией до замены на более современный.
Стандартный технологический процесс — это технологический процесс, установленный стандартом и выполняемый по рабочей технологической документации, оформленной стандартом (ОСТ, СТП), и относящийся к конкретному оборудованию, режимам обработки и технологической оснастке.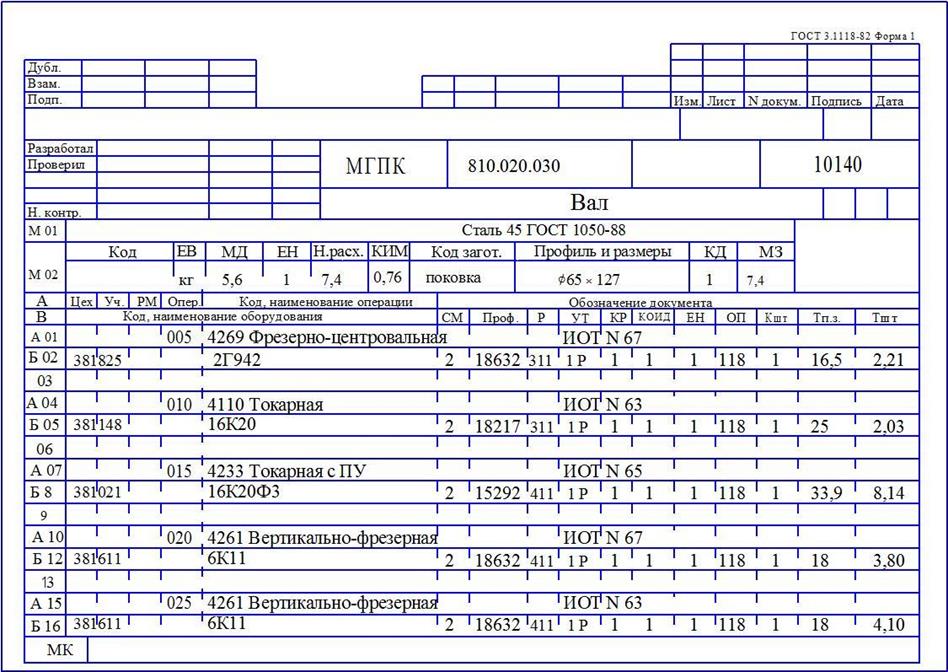
Комплексный технологический процесс — это процесс, в состав которого включаются не только технологические операции, но и транспортно-накопительные, контрольные, моечные, загрузочно- разгрузочные и др. Такие процессы проектируются при создании АЛ и ГПС.
Классификация технологических процессов в зависимости стих видов, характера производства, технологическим и другим признакам показана на рис.
Лекция 2 ЕСТЕСТВЕННЫЕ ПРОЦЕССЫ, КАК ОСНОВА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕСОВ
%PDF-1.5 % 1 0 obj > /Metadata 2 0 R /Outlines 3 0 R /PageLayout /OneColumn /Pages 4 0 R /StructTreeRoot 5 0 R /Type /Catalog >> endobj 6 0 obj /Keywords () /ModDate (D:20160606091030+03’00’) /Producer (Adobe PDF Library 10.0) /SourceModified (D:20160606061016) /Subject () /Title >> endobj 2 0 obj > stream 2016-06-06T09:10:30+03:002016-06-06T09:10:25+03:002016-06-06T09:10:30+03:00Acrobat PDFMaker 10.1 для Worduuid:1a27136b-3a51-428f-9537-d917495cbd3euuid:8337c208-dffa-4359-b541-8013b0a91dce
 0D:20160606061016
endstream
endobj
3 0 obj
>
endobj
4 0 obj
>
endobj
5 0 obj
>
endobj
7 0 obj >>
endobj
8 0 obj >>
endobj
9 0 obj
>
endobj
10 0 obj
>
endobj
11 0 obj
>
endobj
12 0 obj
>
endobj
13 0 obj
>
endobj
14 0 obj
>
endobj
15 0 obj
>
endobj
16 0 obj
>
endobj
17 0 obj >>
endobj
18 0 obj >>
endobj
19 0 obj
>
/ExtGState >
/Font >
/XObject >
>>
/Rotate 0
/StructParents 0
/Type /Page
/Annots [231 0 R]
>>
endobj
20 0 obj
>
/ExtGState >
/Font >
>>
/Rotate 0
/StructParents 1
/Type /Page
>>
endobj
21 0 obj
>
/ExtGState >
/Font >
>>
/Rotate 0
/StructParents 2
/Type /Page
>>
endobj
22 0 obj
>
/ExtGState >
/Font >
>>
/Rotate 0
/StructParents 3
/Type /Page
>>
endobj
23 0 obj
>
/ExtGState >
/Font >
>>
/Rotate 0
/StructParents 4
/Type /Page
>>
endobj
24 0 obj
>
/ExtGState >
/Font >
>>
/Rotate 0
/StructParents 5
/Type /Page
>>
endobj
25 0 obj
>
/ExtGState >
/Font >
>>
/Rotate 0
/StructParents 6
/Type /Page
>>
endobj
26 0 obj
>
/ExtGState >
/Font >
>>
/Rotate 0
/StructParents 7
/Type /Page
>>
endobj
27 0 obj
>
/ExtGState >
/Font >
>>
/Rotate 0
/StructParents 8
/Type /Page
>>
endobj
28 0 obj
>
/ExtGState >
/Font >
>>
/Rotate 0
/StructParents 9
/Type /Page
>>
endobj
29 0 obj
>
/ExtGState >
/Font >
>>
/Rotate 0
/StructParents 10
/Type /Page
>>
endobj
30 0 obj
>
/ExtGState >
/Font >
>>
/Rotate 0
/StructParents 11
/Type /Page
>>
endobj
31 0 obj
>
/ExtGState >
/Font >
>>
/Rotate 0
/StructParents 12
/Type /Page
>>
endobj
32 0 obj
>
/ExtGState >
/Font >
>>
/Rotate 0
/StructParents 13
/Type /Page
>>
endobj
33 0 obj
>
/ExtGState >
/Font >
>>
/Rotate 0
/StructParents 14
/Type /Page
>>
endobj
34 0 obj
>
/ExtGState >
/Font >
>>
/Rotate 0
/StructParents 15
/Type /Page
>>
endobj
35 0 obj
>
/ExtGState >
/Font >
>>
/Rotate 0
/StructParents 16
/Type /Page
>>
endobj
36 0 obj
>
endobj
37 0 obj
>
endobj
38 0 obj
>
endobj
39 0 obj
>
endobj
40 0 obj
>
endobj
41 0 obj
>
endobj
42 0 obj
>
endobj
43 0 obj
>
endobj
44 0 obj
>
endobj
45 0 obj
>
endobj
46 0 obj
>
endobj
47 0 obj
>
endobj
48 0 obj
>
endobj
49 0 obj
>
endobj
50 0 obj
>
endobj
51 0 obj
>
endobj
52 0 obj
>
endobj
53 0 obj
>
endobj
54 0 obj
>
endobj
55 0 obj
>
endobj
56 0 obj
>
endobj
57 0 obj
>
endobj
58 0 obj
>
endobj
59 0 obj
>
endobj
60 0 obj
>
endobj
61 0 obj
>
endobj
62 0 obj
>
endobj
63 0 obj
>
endobj
64 0 obj
>
endobj
65 0 obj
>
endobj
66 0 obj
>
endobj
67 0 obj
>
endobj
68 0 obj
>
endobj
69 0 obj
>
endobj
70 0 obj
>
endobj
71 0 obj
>
endobj
72 0 obj
>
endobj
73 0 obj
>
endobj
74 0 obj
>
endobj
75 0 obj
>
endobj
76 0 obj
>
endobj
77 0 obj
>
endobj
78 0 obj
>
endobj
79 0 obj
>
endobj
80 0 obj
>
endobj
81 0 obj
>
endobj
82 0 obj
>
endobj
83 0 obj
>
endobj
84 0 obj
>
endobj
85 0 obj
>
endobj
86 0 obj
>
endobj
87 0 obj
>
endobj
88 0 obj
>
endobj
89 0 obj
>
endobj
90 0 obj
>
endobj
91 0 obj
>
endobj
92 0 obj
>
endobj
93 0 obj
>
endobj
94 0 obj
>
endobj
95 0 obj
>
endobj
96 0 obj
>
endobj
97 0 obj
>
endobj
98 0 obj
>
endobj
99 0 obj
>
endobj
100 0 obj
>
endobj
101 0 obj
>
endobj
102 0 obj
>
endobj
103 0 obj
>
endobj
104 0 obj
>
endobj
105 0 obj
>
endobj
106 0 obj
>
endobj
107 0 obj
>
endobj
108 0 obj
>
endobj
109 0 obj
>
endobj
110 0 obj
>
endobj
111 0 obj
>
endobj
112 0 obj
>
endobj
113 0 obj
>
endobj
114 0 obj
>
endobj
115 0 obj
>
endobj
116 0 obj
>
endobj
117 0 obj
>
endobj
118 0 obj
>
endobj
119 0 obj
>
endobj
120 0 obj
>
endobj
121 0 obj
>
endobj
122 0 obj
>
endobj
123 0 obj
>
endobj
124 0 obj
>
endobj
125 0 obj
>
endobj
126 0 obj
>
endobj
127 0 obj
>
endobj
128 0 obj
>
endobj
129 0 obj
>
endobj
130 0 obj
>
endobj
131 0 obj
>
endobj
132 0 obj
>
endobj
133 0 obj
>
endobj
134 0 obj
>
endobj
135 0 obj
>
endobj
136 0 obj
>
endobj
137 0 obj
>
endobj
138 0 obj
>
endobj
139 0 obj
>
endobj
140 0 obj
>
endobj
141 0 obj
>
endobj
142 0 obj
>
endobj
143 0 obj
>
endobj
144 0 obj
>
endobj
145 0 obj
>
endobj
146 0 obj
>
endobj
147 0 obj
>
endobj
148 0 obj
>
endobj
149 0 obj
>
endobj
150 0 obj
>
endobj
151 0 obj
>
endobj
152 0 obj
>
endobj
153 0 obj
>
endobj
154 0 obj
>
endobj
155 0 obj
>
endobj
156 0 obj
>
endobj
157 0 obj
>
endobj
158 0 obj
>
endobj
159 0 obj
>
endobj
160 0 obj
>
endobj
161 0 obj
>
endobj
162 0 obj
>
endobj
163 0 obj
>
endobj
164 0 obj
>
endobj
165 0 obj
>
endobj
166 0 obj
>
endobj
167 0 obj
>
endobj
168 0 obj
>
endobj
169 0 obj
>
endobj
170 0 obj
>
endobj
171 0 obj
>
endobj
172 0 obj
>
endobj
173 0 obj
>
endobj
174 0 obj
>
endobj
175 0 obj
>
endobj
176 0 obj
>
endobj
177 0 obj
>
endobj
178 0 obj
>
endobj
179 0 obj
>
endobj
180 0 obj
>
endobj
181 0 obj
>
endobj
182 0 obj
>
endobj
183 0 obj
>
endobj
184 0 obj
>
endobj
185 0 obj
>
endobj
186 0 obj
>
endobj
187 0 obj
>
endobj
188 0 obj
>
endobj
189 0 obj
>
endobj
190 0 obj
>
endobj
191 0 obj
>
endobj
192 0 obj
>
endobj
193 0 obj
>
endobj
194 0 obj
>
endobj
195 0 obj
>
endobj
196 0 obj
>
endobj
197 0 obj
>
endobj
198 0 obj
>
endobj
199 0 obj
>
endobj
200 0 obj
>
endobj
201 0 obj >>
endobj
202 0 obj
>
endobj
203 0 obj >>
endobj
204 0 obj >>
endobj
205 0 obj >>
endobj
206 0 obj
>
stream
HtWM%_QgCU+SRJe_mְCo3ff3m#»U=k/^~7O˯:g=l:^G4VY~?~x~}Oы?=_>~_(Gtxrkz_^xǯ+7;\GMaWm8]u~lGqze纬9/AOfٹՋcJ:k-ZO|繦X0F\>&mNuUq_^_x:;+m4u6ٚL&3ܙjXfM\q3*ffclimE0^9^V\}spbre]#dZÆ,|@J#kKOG2i5x»I9@r4\s7(@eDcpMDbUlR5KlE;1IzG-ǫzÝwGI-tTU
U4M2 b5LQ
%»!mlwcҊ,U?!_$k#h缢
u éUe.
0D:20160606061016
endstream
endobj
3 0 obj
>
endobj
4 0 obj
>
endobj
5 0 obj
>
endobj
7 0 obj >>
endobj
8 0 obj >>
endobj
9 0 obj
>
endobj
10 0 obj
>
endobj
11 0 obj
>
endobj
12 0 obj
>
endobj
13 0 obj
>
endobj
14 0 obj
>
endobj
15 0 obj
>
endobj
16 0 obj
>
endobj
17 0 obj >>
endobj
18 0 obj >>
endobj
19 0 obj
>
/ExtGState >
/Font >
/XObject >
>>
/Rotate 0
/StructParents 0
/Type /Page
/Annots [231 0 R]
>>
endobj
20 0 obj
>
/ExtGState >
/Font >
>>
/Rotate 0
/StructParents 1
/Type /Page
>>
endobj
21 0 obj
>
/ExtGState >
/Font >
>>
/Rotate 0
/StructParents 2
/Type /Page
>>
endobj
22 0 obj
>
/ExtGState >
/Font >
>>
/Rotate 0
/StructParents 3
/Type /Page
>>
endobj
23 0 obj
>
/ExtGState >
/Font >
>>
/Rotate 0
/StructParents 4
/Type /Page
>>
endobj
24 0 obj
>
/ExtGState >
/Font >
>>
/Rotate 0
/StructParents 5
/Type /Page
>>
endobj
25 0 obj
>
/ExtGState >
/Font >
>>
/Rotate 0
/StructParents 6
/Type /Page
>>
endobj
26 0 obj
>
/ExtGState >
/Font >
>>
/Rotate 0
/StructParents 7
/Type /Page
>>
endobj
27 0 obj
>
/ExtGState >
/Font >
>>
/Rotate 0
/StructParents 8
/Type /Page
>>
endobj
28 0 obj
>
/ExtGState >
/Font >
>>
/Rotate 0
/StructParents 9
/Type /Page
>>
endobj
29 0 obj
>
/ExtGState >
/Font >
>>
/Rotate 0
/StructParents 10
/Type /Page
>>
endobj
30 0 obj
>
/ExtGState >
/Font >
>>
/Rotate 0
/StructParents 11
/Type /Page
>>
endobj
31 0 obj
>
/ExtGState >
/Font >
>>
/Rotate 0
/StructParents 12
/Type /Page
>>
endobj
32 0 obj
>
/ExtGState >
/Font >
>>
/Rotate 0
/StructParents 13
/Type /Page
>>
endobj
33 0 obj
>
/ExtGState >
/Font >
>>
/Rotate 0
/StructParents 14
/Type /Page
>>
endobj
34 0 obj
>
/ExtGState >
/Font >
>>
/Rotate 0
/StructParents 15
/Type /Page
>>
endobj
35 0 obj
>
/ExtGState >
/Font >
>>
/Rotate 0
/StructParents 16
/Type /Page
>>
endobj
36 0 obj
>
endobj
37 0 obj
>
endobj
38 0 obj
>
endobj
39 0 obj
>
endobj
40 0 obj
>
endobj
41 0 obj
>
endobj
42 0 obj
>
endobj
43 0 obj
>
endobj
44 0 obj
>
endobj
45 0 obj
>
endobj
46 0 obj
>
endobj
47 0 obj
>
endobj
48 0 obj
>
endobj
49 0 obj
>
endobj
50 0 obj
>
endobj
51 0 obj
>
endobj
52 0 obj
>
endobj
53 0 obj
>
endobj
54 0 obj
>
endobj
55 0 obj
>
endobj
56 0 obj
>
endobj
57 0 obj
>
endobj
58 0 obj
>
endobj
59 0 obj
>
endobj
60 0 obj
>
endobj
61 0 obj
>
endobj
62 0 obj
>
endobj
63 0 obj
>
endobj
64 0 obj
>
endobj
65 0 obj
>
endobj
66 0 obj
>
endobj
67 0 obj
>
endobj
68 0 obj
>
endobj
69 0 obj
>
endobj
70 0 obj
>
endobj
71 0 obj
>
endobj
72 0 obj
>
endobj
73 0 obj
>
endobj
74 0 obj
>
endobj
75 0 obj
>
endobj
76 0 obj
>
endobj
77 0 obj
>
endobj
78 0 obj
>
endobj
79 0 obj
>
endobj
80 0 obj
>
endobj
81 0 obj
>
endobj
82 0 obj
>
endobj
83 0 obj
>
endobj
84 0 obj
>
endobj
85 0 obj
>
endobj
86 0 obj
>
endobj
87 0 obj
>
endobj
88 0 obj
>
endobj
89 0 obj
>
endobj
90 0 obj
>
endobj
91 0 obj
>
endobj
92 0 obj
>
endobj
93 0 obj
>
endobj
94 0 obj
>
endobj
95 0 obj
>
endobj
96 0 obj
>
endobj
97 0 obj
>
endobj
98 0 obj
>
endobj
99 0 obj
>
endobj
100 0 obj
>
endobj
101 0 obj
>
endobj
102 0 obj
>
endobj
103 0 obj
>
endobj
104 0 obj
>
endobj
105 0 obj
>
endobj
106 0 obj
>
endobj
107 0 obj
>
endobj
108 0 obj
>
endobj
109 0 obj
>
endobj
110 0 obj
>
endobj
111 0 obj
>
endobj
112 0 obj
>
endobj
113 0 obj
>
endobj
114 0 obj
>
endobj
115 0 obj
>
endobj
116 0 obj
>
endobj
117 0 obj
>
endobj
118 0 obj
>
endobj
119 0 obj
>
endobj
120 0 obj
>
endobj
121 0 obj
>
endobj
122 0 obj
>
endobj
123 0 obj
>
endobj
124 0 obj
>
endobj
125 0 obj
>
endobj
126 0 obj
>
endobj
127 0 obj
>
endobj
128 0 obj
>
endobj
129 0 obj
>
endobj
130 0 obj
>
endobj
131 0 obj
>
endobj
132 0 obj
>
endobj
133 0 obj
>
endobj
134 0 obj
>
endobj
135 0 obj
>
endobj
136 0 obj
>
endobj
137 0 obj
>
endobj
138 0 obj
>
endobj
139 0 obj
>
endobj
140 0 obj
>
endobj
141 0 obj
>
endobj
142 0 obj
>
endobj
143 0 obj
>
endobj
144 0 obj
>
endobj
145 0 obj
>
endobj
146 0 obj
>
endobj
147 0 obj
>
endobj
148 0 obj
>
endobj
149 0 obj
>
endobj
150 0 obj
>
endobj
151 0 obj
>
endobj
152 0 obj
>
endobj
153 0 obj
>
endobj
154 0 obj
>
endobj
155 0 obj
>
endobj
156 0 obj
>
endobj
157 0 obj
>
endobj
158 0 obj
>
endobj
159 0 obj
>
endobj
160 0 obj
>
endobj
161 0 obj
>
endobj
162 0 obj
>
endobj
163 0 obj
>
endobj
164 0 obj
>
endobj
165 0 obj
>
endobj
166 0 obj
>
endobj
167 0 obj
>
endobj
168 0 obj
>
endobj
169 0 obj
>
endobj
170 0 obj
>
endobj
171 0 obj
>
endobj
172 0 obj
>
endobj
173 0 obj
>
endobj
174 0 obj
>
endobj
175 0 obj
>
endobj
176 0 obj
>
endobj
177 0 obj
>
endobj
178 0 obj
>
endobj
179 0 obj
>
endobj
180 0 obj
>
endobj
181 0 obj
>
endobj
182 0 obj
>
endobj
183 0 obj
>
endobj
184 0 obj
>
endobj
185 0 obj
>
endobj
186 0 obj
>
endobj
187 0 obj
>
endobj
188 0 obj
>
endobj
189 0 obj
>
endobj
190 0 obj
>
endobj
191 0 obj
>
endobj
192 0 obj
>
endobj
193 0 obj
>
endobj
194 0 obj
>
endobj
195 0 obj
>
endobj
196 0 obj
>
endobj
197 0 obj
>
endobj
198 0 obj
>
endobj
199 0 obj
>
endobj
200 0 obj
>
endobj
201 0 obj >>
endobj
202 0 obj
>
endobj
203 0 obj >>
endobj
204 0 obj >>
endobj
205 0 obj >>
endobj
206 0 obj
>
stream
HtWM%_QgCU+SRJe_mְCo3ff3m#»U=k/^~7O˯:g=l:^G4VY~?~x~}Oы?=_>~_(Gtxrkz_^xǯ+7;\GMaWm8]u~lGqze纬9/AOfٹՋcJ:k-ZO|繦X0F\>&mNuUq_^_x:;+m4u6ٚL&3ܙjXfM\q3*ffclimE0^9^V\}spbre]#dZÆ,|@J#kKOG2i5x»I9@r4\s7(@eDcpMDbUlR5KlE;1IzG-ǫzÝwGI-tTU
U4M2 b5LQ
%»!mlwcҊ,U?!_$k#h缢
u éUe.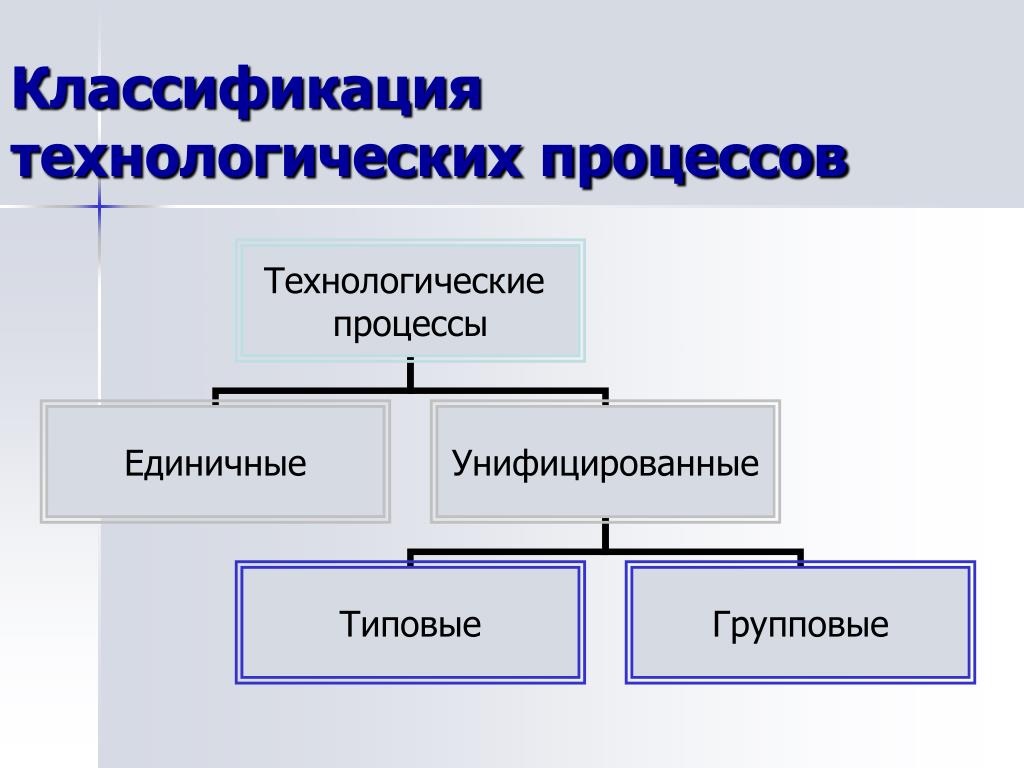 X-ƥf89=),*
/D%s58||c֦yye*K!5iz@47P7fc2-2AV6DE[dUl4qWǒ{HTS
X-ƥf89=),*
/D%s58||c֦yye*K!5iz@47P7fc2-2AV6DE[dUl4qWǒ{HTSОсобенности организации управленческого анализа в условиях разных типов производства
Для количественной оценки технологичности конструкции применяют показатели, предусмотренные ГОСТ 14.202-73. Показатели, характеризующие трудоемкость, материалоемкость, унификацию конструкций элементов детали, требования к точности изготовления, дают конкретные представления при сравнении с аналогичными деталями, принятыми в качестве базовых.
Заготовку выбирают исходя из минимальной себестоимости готовой детали для заданного годового выпуска. Чем больше форма и размеры заготовки приближаются к форме и размерам готовой детали, тем дороже она в изготовлении, но тем проще и дешевле ее последующая механическая обработка и меньше расход материала. Задача решается на основе минимизации суммарных затрат средств на изготовление заготовки и ее последующую обработку.
При выборе заготовки следует учитывать, что руководящим положениям об экономии материалов, создании безотходной и малоотходной технологии и интенсификации технологических процессов в машиностроении отвечает тенденция использования более точной и сложной заготовки.
 Для таких
заготовок требуется более дорогая технологическая
оснастка в заготовительном цехе (сложные
штампы или комплекты модельной оснастки),
затраты на которую могут оправдать себя
лишь при достаточно большом объеме годового
выпуска заготовок. Для того чтобы применить
точные горячештампованные заготовки
в серийном производстве, при технологической
подготовке производства предусматривают
применение одной групповой (комплексной)
заготовки для нескольких близких по конфигурации
и размерам деталей. Таким образом, в результате
суммирования выпуска всех деталей группы
увеличивается объем годового выпуска
заготовок, и становится экономически
целесообразным применять сложные штампованные
заготовки вместо проката. Размеры, припуски
на обработку и механические свойства
материала поступающих на обработку заготовок
должны соответствовать величинам, принятым
при проектировании и изложенным в утвержденных
технических условиях.
Для таких
заготовок требуется более дорогая технологическая
оснастка в заготовительном цехе (сложные
штампы или комплекты модельной оснастки),
затраты на которую могут оправдать себя
лишь при достаточно большом объеме годового
выпуска заготовок. Для того чтобы применить
точные горячештампованные заготовки
в серийном производстве, при технологической
подготовке производства предусматривают
применение одной групповой (комплексной)
заготовки для нескольких близких по конфигурации
и размерам деталей. Таким образом, в результате
суммирования выпуска всех деталей группы
увеличивается объем годового выпуска
заготовок, и становится экономически
целесообразным применять сложные штампованные
заготовки вместо проката. Размеры, припуски
на обработку и механические свойства
материала поступающих на обработку заготовок
должны соответствовать величинам, принятым
при проектировании и изложенным в утвержденных
технических условиях.Маршрутную технологию разрабатывают, выбирая технологические базы и схемы базирования для всего технологического процесса.
 Выбирают две системы баз — основные
базы и черные базы, используемые для базирования
при обработке основных баз.
Выбирают две системы баз — основные
базы и черные базы, используемые для базирования
при обработке основных баз.Всю механическую обработку распределяют по операциям и, таким образом, выявляют последовательность выполнения операций и их число; для каждой операции выбирают оборудование и определяют конструктивную схему приспособления. В поточном производстве на данной стадии проектирования продолжительность выполнения операций соразмеряют с ранее рассчитанным тактом выпуска (синхронизация операций по такту будет проведена при разработке операционной технологии).
Построение маршрутной технологии во многом зависит от конструктивно-технологических особенностей детали и требований точности, предъявляемых к ее основным, наиболее ответственным поверхностям. Для основных поверхностей с учетом точности выбранной заготовки и достижимых коэффициентов уточнения при обработке, выбирают методы обработки, назначают число и последовательность выполняемых переходов, определяют содержание операций.
 Место обработки менее ответственных
поверхностей определяется конкретными
условиями и не является принципиально
важным. Если обработку этих поверхностей
по расположению и видам применяемых инструментов
можно вписать в основные операции, то
ее включают в состав этих операций в качестве
переходов, выполняемых на черновой и
чистовой стадиях обработки.
Место обработки менее ответственных
поверхностей определяется конкретными
условиями и не является принципиально
важным. Если обработку этих поверхностей
по расположению и видам применяемых инструментов
можно вписать в основные операции, то
ее включают в состав этих операций в качестве
переходов, выполняемых на черновой и
чистовой стадиях обработки.В маршрутной технологии в процессе обработки предусматривают контроль с целью технологического обеспечения заданных параметров качества обрабатываемой детали. Технолог устанавливает объект контроля и его место, обращая внимание на операции, при которых точность обеспечивается наиболее трудно; назначает методы и средства контроля, выдает задание на их конструирование.
Операционную технологию разрабатывают с учетом места каждой операции в маршрутной технологии. К моменту проектирования каждой операции известно, какие поверхности и с какой точностью были обработаны на предшествующих операциях, какие поверхности и с какой точностью нужно обрабатывать на данной операции.
Проектирование операций связано с разработкой их структуры, с составлением схем наладок, расчетом настроечных размеров и ожидаемой точности обработки, с назначением режимов обработки, определением нормы времени и сопоставлением ее с тактом работы (в поточном производстве). При расчетах точности и проверке производительности может возникнуть необходимость в некоторых изменениях маршрутной технологии, выбора оборудования, содержания операции или условий ее выполнения.
Операционная технология позволяет выдать задание на конструирование специального оборудования, средств механизации и автоматизации, на разработку средств технологического оснащения и метрологического обеспечения процесса.
3. Виды технологических процессов
По рекомендациями Р 50-54-93-88 установлено три вида технологических процессов: единичный, типовой и групповой.
3.1 Единичные технологические процессы
Единичный технологический процесс разрабатывают только на уровне предприятия и применяют для изготовления или ремонта одного конкретного предмета производства.
Технологический процесс разрабатывают на основе имеющегося типового или группового технологического процессов изделий.
При определении степени детализации содержания документации единичного рабочего технологического процесса следует исходить из того, что рабочий технологический процесс должен обеспечивать возможность изготовления предмета производства в полном соответствии с рабочей конструкторской документацией на изделие.
3.2 Типовые технологические процессы
Типовой технологический процесс должен быть рациональным в конкретных производственных условиях и разрабатываться на основе анализа множества действующих и возможных технологических процессов на производство типовых представителей групп изделий. Типизация технологических процессов базируется на классификации объектов производства и осуществляется на трех уровнях: государственном, отраслевом и на предприятии. Классификатор деталей (изделий) должен создаваться с использованием ЭВМ.
 Для этой цели в память ЭВМ необходимо
ввести такую конструкторскую информацию:
номер чертежа детали, вид и марку материала
и его массу, габаритные размеры детали;
вид поверхностей — плоскость, цилиндр,
отверстие, резьба, зубчатая поверхность,
шар, криволинейная поверхность и т.п.
и их размеры; шероховатость поверхности
и точность обработки и другие параметры.
Все эти параметры должны быть закодированы.
Для этой цели в память ЭВМ необходимо
ввести такую конструкторскую информацию:
номер чертежа детали, вид и марку материала
и его массу, габаритные размеры детали;
вид поверхностей — плоскость, цилиндр,
отверстие, резьба, зубчатая поверхность,
шар, криволинейная поверхность и т.п.
и их размеры; шероховатость поверхности
и точность обработки и другие параметры.
Все эти параметры должны быть закодированы.Сортирование этих параметров (от высших к низшим) дает возможность создать группы деталей, сходных по конструкции и технологии их обработки, для которых возможно применение типовых технологических процессов, являющихся основой для разработки конкретных процессов.
Основные этапы разработки типовых технологических процессов определены рекомендациями Р 50-54-93-88; к ним относятся: классификация объектов производства, их количественная оценка и анализ конструкций типовых представителей; выбор заготовки и методов ее изготовления; выбор технологических баз и вида обработки; разработка технологического маршрута и операций; расчет точности, производительности и экономической эффективности вариантов и оформление типовых технологических процессов.

Необходимость каждого этапа, состав задач и последовательность их решения определяются разработчиком типового технологического процесса.
Типовой технологический процесс может быть оперативным, отражающим прогрессивное состояние технологии в настоящий момент времени, и перспективным, предусматривающим его дальнейшее совершенствование с учетом развития науки и техники в области технологии.
Дальнейшим развитием типизации технологических процессов является разработка групповой технологии, которая наиболее эффективна при небольших партиях обрабатываемых деталей и частой переналадке оборудования.
3.3 Групповые технологические процессы.
Групповой технологический процесс предназначен для совместного изготовления или ремонта группы изделий различной конфигурации. Он должен состоять из комплекса групповых технологических операций, выполняемых на специализированных рабочих местах в последовательности технологического маршрута изготовления определенной группы изделий.
 При
разработке групповых технологических
операций следует предусматривать достаточную
величину их суммарной трудоемкости для
работы без переналадки технологического
оснащения (допускается только частичная
подналадка).
При
разработке групповых технологических
операций следует предусматривать достаточную
величину их суммарной трудоемкости для
работы без переналадки технологического
оснащения (допускается только частичная
подналадка).Основой разработки группового технологического процесса и выбора общих средств технологического оснащения является комплексное изделие, которое может быть одним из изделий группы или искусственно созданным (условным).
Групповые технологические процессы и операции разрабатываются для всех типов производства только на уровне предприятия в соответствии с требованиями рекомендаций Р 50-54-93-88.
Исходная информация для разработки групповых технологических процессов и операций также определяется по Р 50-54-93-88. Руководящая информация дополнительно должна включать данные, содержащиеся в действующих групповых технологических процессах и операциях, классификаторах изделий, оборудования и оснастки. Справочная информация должна содержаться в документации на действующие типовые и единичные технологические процессы, в описаниях прогрессивных методов обработки, а также в ведомостях трудоемкости изделий и других нормативных материалах.

Основные этапы разработки групповых технологических процессов включают анализ исходных данных, группирование изделий, количественную оценку групп предметов, нормирование технологического процесса. Остальные этапы аналогичны основным этапам разработки типовых технологических процессов, определяемых Р 50-54-93-88.
Групповая технология создает условия для применения методов серийного и крупносерийного производства даже при небольшом числе изготовления каждого отдельного изделия, что позволяет использовать все преимущества серийного и крупносерийного производства.
Использование типовых и групповых технологических процессов позволяет повысить производительность труда и снизить себестоимость продукции за счет применения наиболее прогрессивного технологического оборудования, процесса производства в целом и оснастки. При этом сокращаются число разнообразных технологических маршрутов, трудоемкость и длительность технологической подготовки производства.

4. Определение типа производства
Тип производства — комплексная характеристика технических, организационных и экономических особенностей машиностроительного производства, обусловленная его специализацией, объемом и постоянством номенклатуры изделий, а также формой движения изделий по рабочим местам.
Уровень специализации рабочих мест выражается рядом показателей, характеризующих конструктивно-технологические и организационно-плановые особенности продукции и производства. К таким показателям относятся удельный вес специализированных рабочих мест в подразделении; число закрепленных за ними наименований деталеопераций; среднее число операций, выполняемых на рабочем месте за определенный период времени. Среди этих показателей последний наиболее полно характеризует организационные и экономические особенности, соответствующие конкретному типу производства, уровню специализации-рабочих мест. Этот уровень определяется коэффициентом закрепления операций Кз.
 о.
о.Коэффициент Кз.о показывает отношение числа различных технологических операций, выполняемых или подлежащих выполнению подразделением в течение месяца, к числу рабочих мест. Так как Кз.о отражает частоту смены различных операций и связанную с этим периодичность обслуживания рабочего различными информационными и вещественными элементами производства, то Кз.о оценивается применительно к явочному числу рабочих подразделений за смену. К первой группе относятся такие параметры, как: коэффициент подготовительно-
Ко второй группе параметров относятся: явочное число основных рабочих, фонд времени рабочего, программа выпуска, коэффициент выполнения норм времени, число рабочих мест.
Третья группа включает следующие параметры: размер и ритм партии изделий, ритм выпуска изделия, коэффициент, межоперационного времени, длительность производственного цикла партии изделий.
Серией простейших подстановок, замен и преобразований можно связать эти параметры с Кз.о.
Коэффициент Кз.о. показывает в среднем по участку частоту смены технологических операций. Следовательно, изменение Кз.о. влияет на специализированные навыки рабочих, трудоемкость обработки и оплату труда рабочих участка, затраты на переналадки и периодичность в обслуживании со стороны мастера, планировщика, наладчика, а также на оплату рабочих в ожидании обслуживания, т.е. на себестоимость выпускаемой продукции.
Коэффициент Кз.о характеризует среднее время выполнения одной операции или совокупности схожих операций при групповой технологии; следовательно, он связан с размером партии изделий, которая изготовляется непрерывно на каждой операции. Изменение размера партии, в свою очередь, сказывается на длительности производственного цикла и величине незавершенного производства. Наличие как увеличивающихся, так и уменьшающихся затрат при однонаправленном изменении Кз.
 о свидетельствует о необходимости
поиска оптимальной величины Кз.о.
о свидетельствует о необходимости
поиска оптимальной величины Кз.о.ЕСТД. Система обозначения технологической документации
ГОСТ 3.1201-85
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ЕДИНАЯ СИСТЕМА ТЕХНОЛОГИЧЕСКОЙ ДОКУМЕНТАЦИИ
СИСТЕМА ОБОЗНАЧЕНИЯ
ТЕХНОЛОГИЧЕСКОЙ ДОКУМЕНТАЦИИ
ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
Единая система технологической документации СИСТЕМА ОБОЗНАЧЕНИЯ ТЕХНОЛОГИЧЕСКОЙ ДОКУМЕНТАЦИИ Unified system for technological documentation. Identifying system of technological documentation |
ГОСТ Взамен |
 1201-85
1201-85Постановлением Государственного комитета СССР по стандартам от 25 июня 1985 г. № 1882 дата введения установлена
01.07.86
Настоящий стандарт устанавливает общие положения системы обозначения, правила присвоения и порядок учета обозначений технологической документации, выполненной на бумажных носителях.
1.1. Система обозначения технологической документации (далее — документации) предназначена для обозначения комплектов документации на изделия, комплектов документов на технологические процессы (операции) и отдельных видов технологических документов (далее — документов), имеющих самостоятельное применение в основном и во вспомогательном производствах с целью упорядочения учета, обращения и использования информационно-поисковых систем.
1.2. Обязательному обозначению подлежат:
— комплекты документов на типовые и групповые технологические процессы (операции) и технологические инструкции;
— комплекты документации, комплекты документов на единичные технологические процессы, применяемые в среднесерийном, крупносерийном и массовом типах производств;
— отдельные виды документов,
имеющие самостоятельное применение, предназначенные для обработки средствами
вычислительной техники, например ведомость оснастки, ведомость материалов и
т. д.
д.
Примечание. Допускается не обозначать комплекты документов на единичные технологические процессы в графе 4 основной надписи по ГОСТ 3.1103-82 при условии простановки в графе 3 основной надписи кода по технологическому классификатору деталей машиностроения и приборостроения или отраслевым технологическим классификаторам, согласованным с ВНИИНМАШ.
Необходимость обозначения документации для прочих случаев устанавливается на отраслевом уровне или предприятием (организацией).
2.1. Для комплектов документации на изделие, комплектов документов на процессы (операции) и отдельных видов документов устанавливают следующую структуру и длину кодового обозначения:
2.1.1. Для кодового обозначения документации следует применять арабские цифры от 0 до 9.
2.1.2. После кода организации-разработчика и кода характеристики документации следует проставлять точку.
2.1.3. Порядковые
регистрационные номера должны состоять из пяти цифр от 00001 до 99999. Номера
присваивают в пределах кода характеристики документации и кода
организации-разработчика.
Порядковые
регистрационные номера должны состоять из пяти цифр от 00001 до 99999. Номера
присваивают в пределах кода характеристики документации и кода
организации-разработчика.
2.2. В целях сокращения записи информации по обозначению документации, не подлежащей обработке средствами вычислительной техники, передаче на другое предприятие (организацию) или на микрофильмирование, допускается не проставлять код организации-разработчика.
2.3. Устанавливают следующие основные признаки характеристики документации:
— вид документации;
— вид технологического процесса (операции) по организации;
— вид технологического процесса по методу выполнения.
2.4. Устанавливают следующую структуру и длину кода характеристики документации:
2.5. При необходимости указания вида технологического метода (наименования операции) в структуру обозначения характеристики документации допускается вводить дополнительный признак с увеличением длины кодового обозначения на два знака:
2.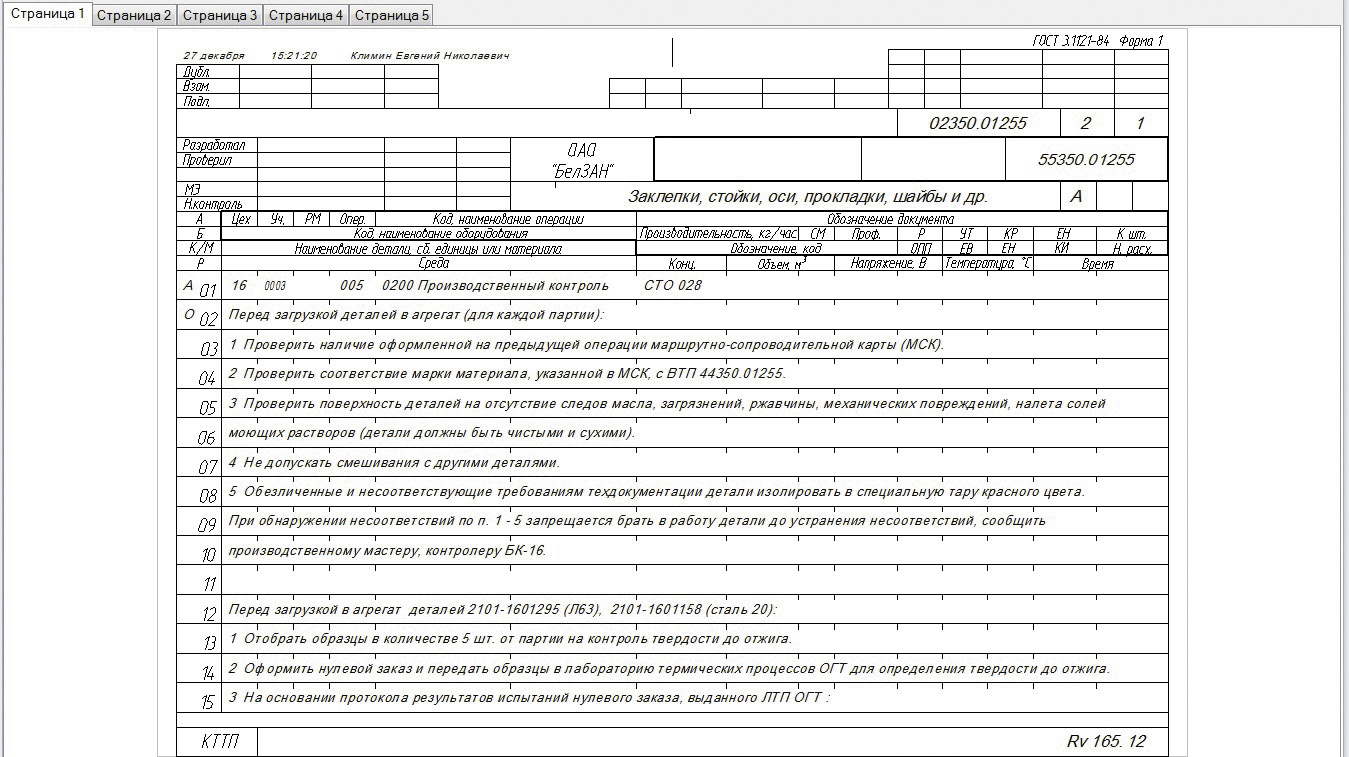 6. Код характеристики
документации присваивает разработчик документации по табл. 1-3.
6. Код характеристики
документации присваивает разработчик документации по табл. 1-3.
Код вида технологического метода (наименование операции) следует проставлять по Общесоюзному классификатору технологических операций машиностроения и приборостроения (ОКТО).
2.6.1. Вид технологического процесса по методу выполнения соответствует первой ступени классификации по ОКТО, например 02110, где
02 — комплект документов технологического процесса, табл. 1;
1 — единичный процесс, табл. 2;
10 — литье металлов и сплавов, табл. 3.
Таблица 1
|
Код |
Вид документации |
Код |
Вид документации |
|
01 |
Комплект технологической документации |
47 |
Ведомость специфицированных норм расхода материалов |
|
02 |
Комплект документов технологического процесса (операции) |
48 |
Ведомость удельных норм расхода материалов |
|
04 |
Комплект временных документов технологического процесса (операции) |
50 |
Карта технологического процесса |
|
05 |
Комплект проектной технологической документации |
55 |
Карта типового (группового) технологического процесса |
|
06 |
Комплект директивной технологической документации |
57 |
Карта типовой (групповой) операции |
|
07 |
Комплект документов технологического процесса (операции) информационного назначения |
59 |
Карта технологической информации |
|
09 |
Стандартный комплект документов технологического процесса (операции) |
60 |
Операционная карта |
|
10 |
Маршрутная карта |
62 |
Карта наладки |
|
20 |
Карта эскизов |
66 |
Карта расчета информации |
|
25 |
Технологическая инструкция |
67 |
Карта кодирования информации |
|
30 |
Комплектовочная карта |
70 |
Технологическая ведомость |
|
40 |
Ведомость технологических документов |
71 |
Ведомость применяемости |
|
41 |
Ведомость технологических маршрутов |
72 |
Ведомость операций |
|
42 |
Ведомость оснастки |
75 |
Технико-нормировочная карта |
|
43 |
Ведомость материалов |
77 |
Ведомость деталей, изготовленных из отходов |
|
44 |
Ведомость деталей (сборочных единиц) к типовому (групповому) технологическому процессу (операции) |
78 |
Ведомость дефектации |
|
45 |
Ведомость сборки изделия |
79 |
Ведомость стержней |
|
46 |
Ведомость оборудования |
80 |
Ведомость держателей подлинников |
Примечания:
1. Определение терминов на комплекты документации, отсутствующие в ГОСТ 3.1109-82,
даны в приложении 1.
Определение терминов на комплекты документации, отсутствующие в ГОСТ 3.1109-82,
даны в приложении 1.
2. Документацию, не указанную в таблице, обозначают в соответствии с требованиями, установленными на отраслевом уровне или предприятием (организацией).
Таблица 2
|
Код |
Вид технологического процесса (операции) по организации |
Код |
Вид технологического процесса (операции) по организации |
|
0 |
Без указания |
2 |
Типовой процесс (операция) |
|
1 |
Единичный процесс (операция) |
3 |
Групповой процесс (операция) |
Примечание. Код 0 проставляют при отсутствии необходимости
обозначать конкретный вид, например комплект документации и отдельные виды
документов, не входящие в комплект и предназначенные для обработки информации
средствами вычислительной техники (ведомость специфицированных норм расхода
материалов, ведомость оборудования на изделие и др.).
Код 0 проставляют при отсутствии необходимости
обозначать конкретный вид, например комплект документации и отдельные виды
документов, не входящие в комплект и предназначенные для обработки информации
средствами вычислительной техники (ведомость специфицированных норм расхода
материалов, ведомость оборудования на изделие и др.).
Таблица 3
|
Код |
Вид технологического процесса по методу выполнения |
Код |
Вид технологического процесса по методу выполнения |
|
00 |
Без указания |
55 |
Фотохимико-физическая обработка |
|
01 |
Общего назначения |
60 |
Формообразование из полимерных материалов, керамики, стекла и резины |
|
02, 03 |
Технический контроль |
65 |
Порошковая металлургия |
|
04 |
Перемещение |
71 |
Получение покрытия (металлического и неметаллического неорганического) |
|
06, 07 |
Испытания |
73, 74 |
Получение покрытий лакокрасочных(органических) |
|
08 |
Консервация и упаковывание |
75 |
Электрофизическая, электрохимическая и радиационная обработка |
|
10 |
Литье металлов и сплавов |
80, 81 |
Пайка |
|
21 |
Обработка давлением |
85 |
Электромонтаж |
|
41, 42 |
Обработка резанием |
88 |
Сборка |
|
50, 51 |
Термообработка |
90, 91 |
Сварка |
Примечание.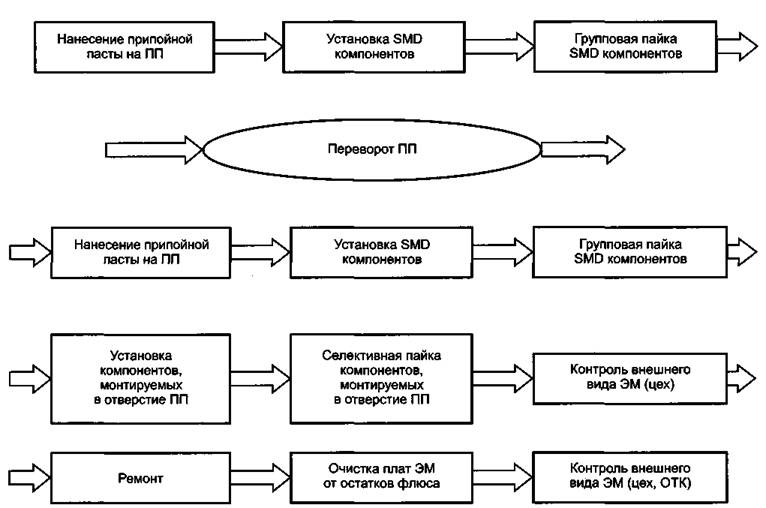 Код
00 следует проставлять при отсутствии необходимости обозначения конкретного вида
технологического процесса по методу изготовления, например в комплекте
документов на технологический процесс описаны два или более методов
изготовления.
Код
00 следует проставлять при отсутствии необходимости обозначения конкретного вида
технологического процесса по методу изготовления, например в комплекте
документов на технологический процесс описаны два или более методов
изготовления.
2.6.2. Вид технологического метода (наименование операции) соответствует второй ступени классификации по ОКТО, например 0211065, где 65 — заливка свободная в песчаные формы.
2.7. В кодовом обозначении документации, предназначенной на ремонт изделий или их составных частей, после регистрационного номера допускается проставлять прописную букву «Р», например 60110.00187Р или 6011065.00187Р.
3.1. Код организации - разработчика документов следует присваивать в соответствии с требованиями отраслевых НТД.
3.2. Обозначение, присвоенное документу, не допускается использовать для обозначения другого документа.
3.3. У заимствованной
документации следует сохранять присвоенное ей обозначение.
3.4. Все листы документа, выполненного на нескольких листах, должны иметь одинаковое обозначение.
3.5. Код организации-разработчика следует проставлять в графе 4 основной надписи над характеристикой документации и порядковым регистрационным номером, например
Код организации-разработчика в графе 25 основной надписи проставлять не следует.
3.6. При разработке отдельных видов документов на формах, выполняющих функции других документов (МК/КК, МК/КТП, ОК/КТО и т.д.), им следует присваивать обозначение того документа, функции которого они выполняют, т.е. МК/КТП обозначается КТП и т.д.
3.7. Порядковые регистрационные номера должна присваивать служба предприятия (организации) — держателя подлинника, ответственная за ведение карточки учета обозначений.
3.8. Порядковые
регистрационные номера аннулированных документов запрещается присваивать другим
документам в течение всего времени деятельности предприятия (организации).
3.9. Обозначение следует регистрировать по карточкам учета обозначений документов (КУОД). Допускается регистрацию учета обозначений вести в журнале.
3.10. Оформление КУОД следует выполнять по формам 1 и 1а.
3.10.1. Графы форм КУОД следует заполнять в соответствии с табл. 4.
Таблица 4
|
Номер графы |
Наименование графы |
Содержание информации |
|
1 |
— |
Наименование документации с указанием необходимых
данных, соответствующих характеристике. Допускается проставлять условное
обозначение документа по ГОСТ 3. |
|
2 |
— |
Код характеристики документации |
|
3 |
— |
Общее количество листов КУОД. Заполняется по усмотрению ответственного подразделения за ведение КУОД |
|
4 |
— |
Порядковый номер страницы КУОД |
|
5 |
— |
Номер строки документа |
|
6 |
ПРН |
Порядковые регистрационные номера документов |
|
7 |
Обозначение изделия |
Обозначение изделия (составных частей изделия) по конструкторской документации |
|
8 |
Наименование изделия |
Наименование изделия (составной части
изделия) по конструкторской документации. |
|
9 |
ОП |
Обозначение подразделения предприятия (организации), откуда поступил документ для регистрации |
|
10 |
Фамилия |
Фамилия лица, регистрирующего документ |
|
11 |
Подпись |
Подпись лица, регистрирующего документ |
|
12 |
Дата |
Дата регистрации документа |
 1102-81
1102-81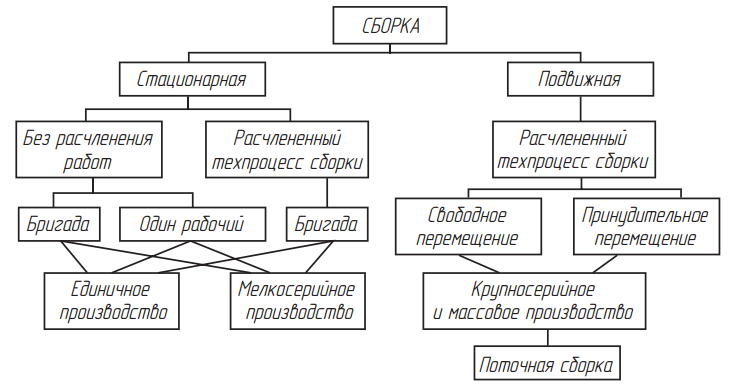 Допускается использовать для записи
последующую строку (строки)
Допускается использовать для записи
последующую строку (строки)Примечания:
1.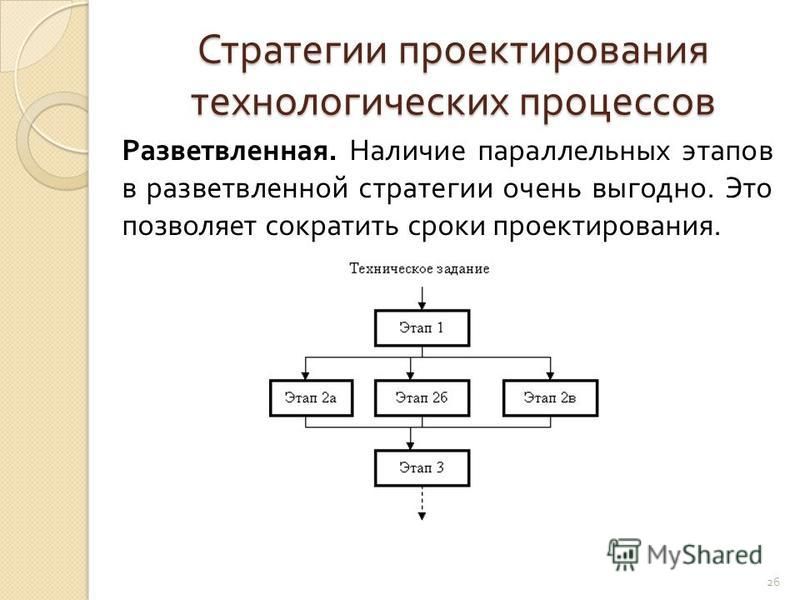 При
необходимости указания дополнительных данных после каждого порядкового
регистрационного номера допускается использовать последующую строку (строки).
При
необходимости указания дополнительных данных после каждого порядкового
регистрационного номера допускается использовать последующую строку (строки).
2. Графы 7 и 8 для типовых и групповых технологических процессов заполнять не следует.
3.10.2. Допускается изменять высоту строки в формах с 4,25 до 8,5 с соответствующим уменьшением числа строк.
3.10.3. При рукописном способе заполнения КУОД линейные размеры граф допускается округлять до целого числа.
3.10.4. При полном заполнении обеих сторон первого листа КУОД дальнейшая регистрация должна проводиться на следующем листе карточки, на которой допускается не заполнять графы 1 и 2.
Все листы карточки на одну характеристику документа должны храниться вместе. Допускается брошюрование КУОД в альбомы.
3.10.5. При использовании
средств автоматизации с применением для распечатки на алфавитно-цифровых
печатающих установках ЭВМ бумажной ленты шириной 420 мм допускается распечатка
первого листа и оборотной стороны КУОД с возможностью последующего сгиба в
соответствии с порядком расположения, указанным в ГОСТ 3. 1103-82.
1103-82.
3.10.6. Пример оформления КУОД приведен в приложении 2.
Карточка учета обозначений документации (первый или заглавный лист, последующие листы)
Карточка учета обозначений документации (оборотная сторона)
4.1. Учет применяемости комплектов и отдельных видов документов предназначен для создания оперативной информации. Необходимость учета применяемости документации определяется на отраслевом уровне или предприятием (организацией).
4.2. Учет применяемости документов следует выполнять на карточках учета применяемости документов (КУПД) по формам 2 и 2а.
4.3. Заполнение форм 2 и 2а КУПД следует выполнять в соответствии с табл. 5.
Таблица 5
|
Номер графы |
Наименование графы |
Содержание информации |
|
1 |
— |
Наименование документации на типовые и групповые технологические процессы (операции) |
|
2 |
— |
Код характеристики документации и порядковый регистрационный номер |
|
3 |
Дата |
Дата внесения обозначения изделия в КУПД |
|
4 |
Обозначение изделия |
Обозначение изделия по конструкторскому документу |
|
5 |
ОП |
Обозначение подразделения предприятия (организации), где применяется данный документ |
|
6 |
ОИ |
Обозначение извещения об изменении изделия или о снятии его с производства |
|
7 |
Подпись |
Подпись лица, внесшего изменение |
|
8 |
Дата |
Дата внесения изменения |
4. 4. При рукописном способе заполнения КУПД линейные размеры граф
допускается округлять до целого числа.
4. При рукописном способе заполнения КУПД линейные размеры граф
допускается округлять до целого числа.
4.5. Запись информации в КУПД следует выполнять с интервалом через 2-3 строки, оставляя место для внесения изменений
4.6. Пример оформления КУПД приведен в приложении 2.
Карточка учета применяемости документации (первый или заглавный лист, последующие листы)
Карточка учета применяемости документация (оборотная сторона)
|
Термин |
Определение |
|
Комплект временных документов технологического процесса (операции) |
Совокупность технологических документов, предназначенных для применения на рабочих местах взамен действующего комплекта документов и рассчитанных на ограниченный период времени из-за отсутствия надлежащих средств технологического оснащения или исходных заготовок |
|
Комплект директивной технологической документации |
Совокупность комплектов документов на отдельные технологические процессы, необходимые и достаточные для приведения предварительных укрупненных инженерно-технических, планово-экономических и организационных задач, при принятии решения по постановке новых изделий на производство применительно к условиям конкретного предприятия (организации) |
|
Комплект документов технологического процесса (операции) информационного назначения |
Совокупность документов, содержащих описание ТТП и ГТП по конкретному методу изготовления или ремонта изделий и составных частей, без привязки к конкретным условиям производства и используемых разработчиками документов для разработки комплектов документов, применяемых на рабочих местах |
Пример оформления карточки учета применяемости документация
СОДЕРЖАНИЕ
Группа технологий и производительности
Технологии Group вызывают все больший интерес со стороны производителей из-за ее многочисленных приложений для повышения производительности. GT — это подход к производству, который направлен на максимальное повышение эффективности производства путем группирования схожих и повторяющихся проблем или задач. Тщательно изучив множество приложений GT, авторы показывают, как это экономит время, позволяет избежать дублирования и облегчает простой и своевременный поиск и использование информации.Важной частью GT является использование кода, который, подобно библиотечной справочной системе, служит указателем характеристик в производстве, проектировании, закупках, планировании ресурсов и продажах для повышения производительности в каждой из этих областей.
GT — это подход к производству, который направлен на максимальное повышение эффективности производства путем группирования схожих и повторяющихся проблем или задач. Тщательно изучив множество приложений GT, авторы показывают, как это экономит время, позволяет избежать дублирования и облегчает простой и своевременный поиск и использование информации.Важной частью GT является использование кода, который, подобно библиотечной справочной системе, служит указателем характеристик в производстве, проектировании, закупках, планировании ресурсов и продажах для повышения производительности в каждой из этих областей.
Внедрение новой детали в производство может стоить от 1300 до 12000 долларов, включая расходы на проектирование, планирование и контроль, а также инструменты и приспособления. 1 Очевидно, что, если компания сможет сократить количество необходимых ей новых деталей, это приведет к значительной экономии средств.Рассмотрим компанию, которая обычно выпускает 2000 новых деталей в год.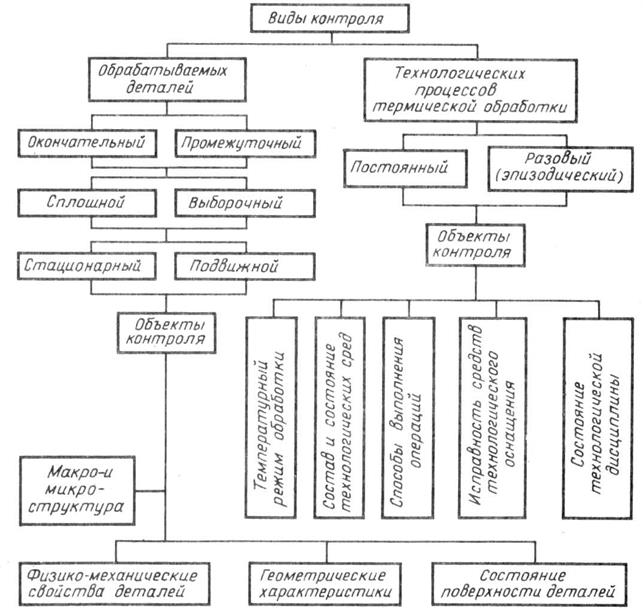 Если бы компания смогла заменить существующие детали только на 10% этих новых деталей, она могла бы получить ежегодную экономию от относительно скромных 260 000 долларов до весьма существенных 2,4 миллиона долларов. Но эта экономия зависит от одного критического фактора: идентификации деталей, которые можно использовать с модификациями или без них, чтобы удовлетворить потребности проектировщика. База данных по производству «групповых технологий» предлагает большую помощь в этом процессе идентификации.
Если бы компания смогла заменить существующие детали только на 10% этих новых деталей, она могла бы получить ежегодную экономию от относительно скромных 260 000 долларов до весьма существенных 2,4 миллиона долларов. Но эта экономия зависит от одного критического фактора: идентификации деталей, которые можно использовать с модификациями или без них, чтобы удовлетворить потребности проектировщика. База данных по производству «групповых технологий» предлагает большую помощь в этом процессе идентификации.
Group Technology (GT) — это концепция, которая в настоящее время привлекает большое внимание производственного сообщества. Суть GT состоит в том, чтобы извлечь выгоду из сходства повторяющихся задач тремя способами:
- Выполняя аналогичные действия вместе, тем самым избегая бесполезной траты времени на переход от одного несвязанного действия к другому.
- Путем стандартизации тесно связанных действий, тем самым сосредоточивая внимание только на явных различиях и избегая ненужного дублирования усилий.
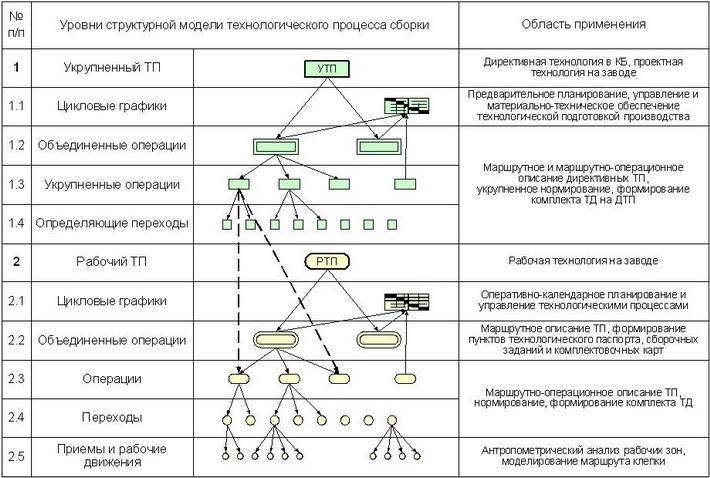
- За счет эффективного хранения и извлечения информации, относящейся к повторяющимся проблемам, тем самым сокращая время поиска информации и устраняя необходимость повторного решения проблемы.
GT предлагает несколько способов повышения производительности, согласно исследованиям компаний, занимающихся серийным производством. Один из руководителей отрасли сельскохозяйственной техники сказал нам: «Основная причина, по которой мы приняли GT, заключалась в том, чтобы повысить стоимость и качество за счет сокращения количества проектов, времени отклика и незавершенного производства за счет стандартизации и упрощения производственного планирования и за счет создания более эффективных планировок заводов.”
За последние два года эта компания сэкономила через GT более 9 миллионов долларов. Когда были опрошены 20 американских производителей, использующих GT, 17 из них указали, что преимущества от внедрения GT соответствуют или превосходят их ожидания. 2
Управление производственными технологиями представляет собой жизненно важный компонент конкурентоспособности промышленности США, который должен играть более важную роль в формулировании стратегических планов. 3 Для того, чтобы это произошло, общее руководство должно лучше ознакомиться с новыми и многообещающими технологиями.В этой статье мы обсуждаем несколько таких технологий, связанных вместе групповыми технологиями, и определяем их широкое применение во всех сферах бизнес-операций. Мы описываем потенциальные преимущества, которые могут быть достигнуты, а также общие проблемы внедрения.
3 Для того, чтобы это произошло, общее руководство должно лучше ознакомиться с новыми и многообещающими технологиями.В этой статье мы обсуждаем несколько таких технологий, связанных вместе групповыми технологиями, и определяем их широкое применение во всех сферах бизнес-операций. Мы описываем потенциальные преимущества, которые могут быть достигнуты, а также общие проблемы внедрения.
Значение групповых технологий
GT — это, очень просто, философия, согласно которой менеджеры должны использовать общие черты и добиваться эффективности, группируя похожие проблемы. В большинстве случаев предварительным условием для распознавания сходства является система, с помощью которой интересующие объекты могут быть классифицированы и закодированы (т. Е. Присвоены символы, представляющие релевантную информацию).По аналогии, книги в каталоге библиотеки классифицированы и закодированы таким образом, что можно легко найти все книги, написанные конкретным автором, охватывающие определенную тему или имеющие одно и то же название.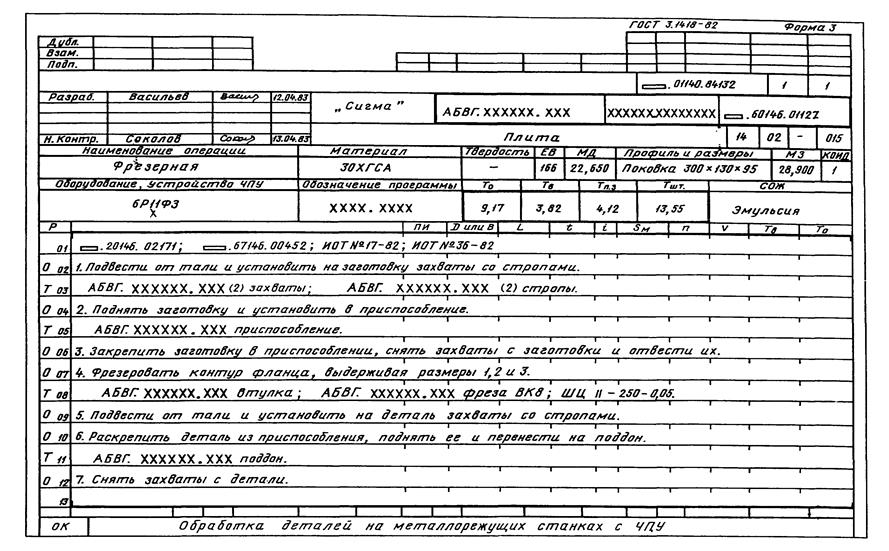
В проектировании детали можно классифицировать по геометрическому сходству с помощью кодов, содержащих конструктивные атрибуты. Целью может быть извлечение всех деталей с определенными характеристиками, таких как вращающиеся детали с отношением длины к диаметру менее 2. Если одна из этих деталей соответствует имеющейся потребности, инженеры могут таким образом избежать необходимости проектирования новой детали. .
Сходства между частями, зафиксированные в коде GT, могут аналогичным образом использоваться при проектировании, производстве, закупках и продажах. Например, производитель может значительно сократить время и усилия, затрачиваемые на принятие решения о том, как должна производиться деталь, если эта информация доступна для аналогичной детали.
База данных GT — это компьютеризированная файловая система, которая ускоряет поиск информации о деталях, облегчает процесс проектирования, повышает точность планирования процесса, помогает в создании и эксплуатации производственных ячеек и улучшает связь между функциональными областями.
Раннее использование GT было задокументировано в Советском Союзе в 1940-х годах. С тех пор он был внедрен во многих странах Европы и Азии, в основном в производственной сфере. Интерес среди производителей США зародился в середине 1970-х, и к настоящему времени многие крупные корпорации (John Deere, Caterpillar, Lockheed, General Electric, Black & Decker и Cincinnati Milacron — некоторые из них) воспользовались преимуществами GT или планируют программы GT. .
Расширение возможностей компьютеров и доступность программного обеспечения, очевидно, способствовали росту приложений GT.Сохранение и извлечение кодов из 20 или 30 символов немыслимо без помощи компьютера. Но с расширенным использованием компьютера в любой области производственных операций также возникает необходимость в кодировании и классификации как способе интеграции задач и даже организационных единиц. Это причина, по которой многие эксперты рассматривают GT как недостающее звено между CAD и CAM (автоматизированное проектирование и автоматизированное производство) и, следовательно, как важный строительный блок для CIM (компьютерно-интегрированное производство).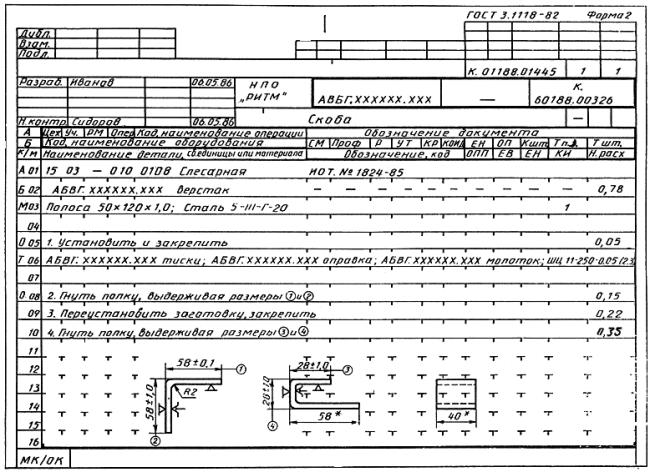
Классификация и кодирование
Среди множества материалов, с которыми работают производители — сырья, закупленных компонентов, готовых деталей, узлов и готовых изделий — GT преимущественно применяется для закупаемых изделий и готовых деталей. Мы сконцентрируем наше обсуждение на этих группах.
Когда инженеры классифицируют детали и относят те, которые имеют тесно связанные атрибуты к определенному семейству, они могут определять сходство между элементами несколькими способами.С точки зрения дизайна, например, сходство может означать тесно связанные геометрические формы и размеры. С производственной точки зрения сходство двух деталей означает, что они обрабатываются на заводе одинаковым или почти одинаковым способом. Конечно, похожие детали не всегда производятся одним и тем же способом (это зависит от различий в сырье, допусках, размерах и т. Д.), В то время как детали, проходящие через одни и те же машины, могут иметь совершенно разные геометрические формы.
Простые неформальные методы классификации деталей использовались в компаниях, единственной целью которых было выявление семейств со схожими производственными требованиями для создания выделенных линий или ячеек машин. Лэнгстонское подразделение Harris-Intertype Corporation в Камдене, штат Нью-Джерси, одно из первых пользователей GT в Соединенных Штатах, сделало Polaroid снимки каждой седьмой из 21 000 изготовленных деталей. При проверке с точки зрения производственной обработки около 93% выборки можно было разделить на пять семейств деталей. 4
Лэнгстонское подразделение Harris-Intertype Corporation в Камдене, штат Нью-Джерси, одно из первых пользователей GT в Соединенных Штатах, сделало Polaroid снимки каждой седьмой из 21 000 изготовленных деталей. При проверке с точки зрения производственной обработки около 93% выборки можно было разделить на пять семейств деталей. 4
Хотя неформальные способы группировки частей не редкость, наибольший потенциал GT проявляется в формальной системе кодирования, в которой каждая часть получает числовой или буквенно-цифровой код, описывающий интересующие атрибуты. Для самого широкого использования код должен уметь описывать деталь как с точки зрения конструкции, так и с точки зрения производства. Такие характеристики, как внешняя и внутренняя формы, размеры и любые резьбы, канавки и шлицы описывают геометрическую форму. Форма и химический состав сырья, требования к чистоте поверхности и допускам, необходимость в специальных процессах, таких как термообработка, и требования к деталям — все это производственные характеристики.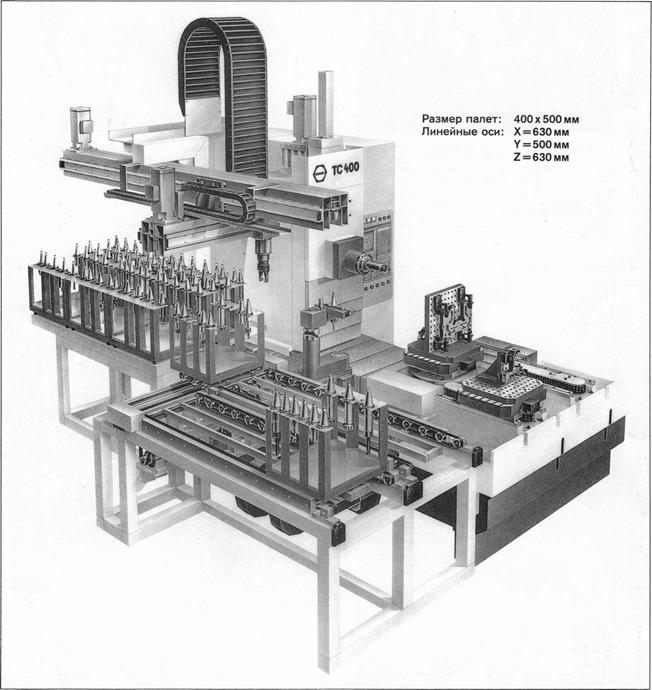 Приложение I предлагает простой пример закодированной части. Очевидно, что для захвата всех значимых атрибутов необходимо большое количество символов.
Приложение I предлагает простой пример закодированной части. Очевидно, что для захвата всех значимых атрибутов необходимо большое количество символов.
Приложение I Простой пример закодированной детали Примечание: на основе первых пяти цифр системы кодирования Опитца
Многочисленные системы кодирования были разработаны во всем мире университетскими исследователями и консалтинговыми фирмами, а также корпорациями для их собственного использования. На рынке США доступно несколько коммерческих систем.Из всего этого многие имеют небольшой диапазон применений, например, только для кодирования листовых металлов или поковок. Однако современные системы часто компьютеризированы, и кодирование происходит за счет того, что планировщик работает в диалоговом режиме с компьютером, отвечая на серию вопросов на экране ЭЛТ.
После того, как части были закодированы, следует классификация, которая просто означает группировку частей с похожими характеристиками. Например, одно семейство может состоять из всех частей с цифрой 2 в третьей позиции кода.Другой может быть из тех, у кого 3 на третьей позиции и 2 на четвертой. Легко видеть, что с длиной кода в 30 цифр можно создать очень большое количество семейств.
Применение GT…
Несмотря на то, что GT может принести пользу многим сферам бизнеса, производство, изначальная область применения, продолжает оставаться местом, где GT наиболее широко применяется. Две важные задачи в производственном планировании и технологическом проектировании — это календарное планирование и планирование процесса.Планирование заданий устанавливает порядок, в котором детали должны обрабатываться, и может определять ожидаемое время завершения операций и заказов. Планирование процесса, с другой стороны, определяет последовательность машин, на которые должна быть направлена деталь при ее производстве, и операции, которые должны выполняться на каждой машине. Планирование процесса также включает в себя выбор инструментов, приспособлений и приспособлений, а также документирование стандартов времени (время работы и настройки), связанных с каждой операцией. Планирование процессов может напрямую влиять на эффективность планирования и, таким образом, на многие показатели производительности, обычно связанные с производственным планированием и контролем.
… в производственном планировании и управлении
Группирование деталей с аналогичными производственными характеристиками в семейства сократит время, затрачиваемое на настройку деталей и инструментов. В мелкосерийном и среднесерийном производстве наиболее важно стремление к сокращению затрат на установку. Этот тип производства деталей обычно осуществляется в условиях производственного цеха, где станки общего назначения сгруппированы по функциям, например, токарные станки в одной группе и шлифовальные машины в другой. Рабочие мастерские также обычно имеют большие запасы незавершенного производства, длительное время выполнения заказа и чрезвычайно низкое продуктивное использование времени, которое деталь проводит в цехе (обычно не более 5% от общего рабочего времени в цехе).Ниже приведены примеры использования GT при планировании производства.
Последовательность семейств деталей
Самым простым — и в высшей степени неформальным — применением GT в условиях мастерской является последовательное выполнение одинаковых деталей на станке. Эта процедура, которой ежедневно следуют мастера в большинстве механических цехов, часто означает отмену официальных списков отгрузки, которые составлены без учета эффективности. Время, сэкономленное на настройке от запуска двух или более связанных деталей подряд, можно преобразовать в продуктивное время.Более сложное приложение — это создание семейств деталей (с использованием кода GT) и выделение машин для эксклюзивной обработки семейств. У этого подхода есть несколько преимуществ. Во-первых, на каждой машине меньше мешающих потоков материала. Во-вторых, сокращается время настройки, поскольку можно разработать общие инструменты и приспособления для обработки всех членов каждого семейства, обрабатываемых на рабочем месте. В-третьих, качество деталей может быть улучшено, поскольку количество деталей, протекающих через рабочую станцию, уменьшилось.
Сотовое производство
Наиболее продвинутое применение GT — создание производственных ячеек. Ячейка — это набор станков и подъемно-транспортного оборудования, сгруппированных для обработки одного или нескольких семейств деталей. Желательно, чтобы детали выполнялись в пределах одной ячейки. (Японцы широко используют такие ячейки, но, очевидно, без формальных систем классификации и кодирования.) У сотового производства много преимуществ, особенно когда ячейки спроектированы с одним доминирующим потоком материалов и с фиксированной конвейерной системой, соединяющей рабочие станции.Ячейка представляет собой гибридную производственную систему, смесь рабочего цеха, производящего большое количество различных деталей, и поточного цеха, предназначенного для массового производства одного продукта. Приложение II иллюстрирует разницу между мастерской, основанной на функциональной планировке, и магазином ячеек.
Приложение II Перемещение деталей через мастерскую и клеточную мастерскую
Распределение оборудования по подмножеству деталей снизит взаимные помехи, улучшит качество, сделает обработку материалов более эффективной, сократит время наладки и время выполнения и, следовательно, сократит запасы и время выполнения заказа.Сокращение сроков изготовления деталей может сократить время реакции на заказы клиентов и, следовательно, привести к уменьшению запасов готовой продукции. Эти преимущества, вероятно, будут больше при физической перестройке механизмов в клетки.
Один производитель из США, EG&G Sealol в Уорике, штат Род-Айленд, обнаружил, что после производства 900 деталей (что составляет около 30% всех стандартных часов на заводе) в производственных ячейках, объем незавершенного производства снизился на 20-30%, а потребность в площадь снизилась на 15%.Например, Sealol произвел 324 детали в одной ячейке с семью машинами, тогда как раньше детали были доставлены на 22 машины. Все эти улучшения способствовали увеличению общего объема производства на 150%. 5
Руководство Otis Engineering в Кэрроллтоне, штат Техас, подсчитало, что одно время оно тратило 5 миллионов долларов в год на установку. О величине потенциальной экономии свидетельствует результат установки первой ячейки Отис — сокращение времени настройки на 35%. 6
Сотовое производство имеет и другие преимущества.Изменение компоновки завода имеет организационные и поведенческие последствия. Компания «Отис Инжиниринг», например, добилась более эффективного использования руководящего персонала, а операторы оборудования получили гибкость и, как следствие, расширение возможностей работы. Отис также установил централизованное хранилище инструментов и датчиков для ячейки, чтобы упростить доступ к инструментам и улучшить планирование инструментов.
Менеджерымогут упростить планирование и управление производством, рассматривая ячейку как одну точку планирования, для которой может выполняться планирование мощности и какие задания могут быть переданы.В ячейках обычно больше машин, чем операторов, а это означает, что операторы должны балансировать нагрузку в ячейке. Это, конечно, представляет собой децентрализацию задач, требующую от операторов управления несколькими станками и процессами. Кроме того, при производстве сотовой связи легко отследить происхождение детали, что облегчает ответственность за качество. Руководство может воспользоваться этим, возложив ответственность за контроль качества на операторов сотовой связи.
Способность выполнять более широкий спектр задач и потребность в более высоких уровнях квалификации — это особенности клеточного подхода, а также возможность совместной работы и сосредоточения производственного процесса от сырья до готовой детали.Эти преимущества могут повысить удовлетворенность операторов работой, что может привести к более высокой производительности и лучшему качеству.
Производственные ячейки также меняют задачи, которые выполняют планировщики производства, составители графиков и инженеры-технологи, и, что наиболее радикально, меняют роль мастера. Если раньше он отвечал только за один процесс, то теперь мастер контролирует производство всей детали. Это тоже влияет на подотчетность. В условиях рабочего цеха всегда можно переложить ответственность, обвиняя других мастеров в том, что детали не были готовы вовремя.В случае ячеек своевременное завершение строительства становится обязанностью исключительно мастера ячейки.
Механизируя и автоматизируя погрузочно-разгрузочные работы и производственный процесс, инженеры могут создавать беспилотные ячейки на основе принципов GT. Роботизированная рабочая ячейка, разработанная для обработки небольшого набора семейств деталей, например, состоит из станков с компьютерным управлением, расположенных вокруг одного или нескольких роботов-манипуляторов. Поскольку не существует фиксированной машинной последовательности, этот тип ячейки может быть довольно гибким.Несколько менее гибкая и часто гораздо большая ячейка, предназначенная для больших объемов и более специализированных деталей, называется гибкой производственной системой.
… в процессе планирования
Некоторые из самых значительных приростов производительности были отмечены при создании технологических планов, которые определяют способ производства детали. С помощью компьютерного планирования процессов (CAPP) и GT можно стандартизировать такие планы, сократить количество новых, а также очень эффективно хранить, извлекать, редактировать и распечатывать их.
Планирование процесса обычно не является формальной процедурой. Каждый раз, когда разрабатывается новая деталь, планировщик процессов смотрит на чертеж и решает, какие станки должны обрабатывать детали, какие операции должны выполняться и в какой последовательности.
Есть две причины, по которым компании часто создают избыточные технологические планы. Во-первых, у большинства компаний есть несколько специалистов по планированию, и каждый может предложить свой план процесса для одной и той же части. Во-вторых, планирование процесса разрабатывается с учетом существующей конфигурации станков.Со временем добавление нового оборудования изменит соответствие существующих планов. Редко вносятся изменения в старые технологические планы. По сообщениям, одна компания разработала 477 технологических схем для 523 различных зубчатых колес. При внимательном рассмотрении выяснилось, что более 400 планов могут быть устранены. Другая компания использовала 51 станок и 87 различных технологических схем для производства 150 деталей. Расследование показало, что эти детали могут быть произведены только на 8 машинах с помощью 31 технологической схемы. Планирование процессов с использованием CAPP позволяет избежать этих проблем.
Планирование процессов с помощью CAPP принимает две разные формы:
При планировании на основе вариантов для каждого семейства деталей создается и сохраняется один стандартизованный план (и, возможно, один или несколько альтернативных планов). Когда планировщик вводит код GT для детали, компьютер извлекает лучший план процесса. Если такового не существует, компьютер будет искать маршруты и последовательности операций для подобных частей. Планировщик может редактировать схему на экране ЭЛТ перед распечаткой.
При генеративном планировании , которое может, но не обязательно полагаться на закодированные и классифицированные части, компьютер формирует план процесса с помощью серии вопросов, которые компьютер задает на экране.Конечный продукт — это также стандартизированный план процесса, который является лучшим планом для конкретной детали.
Вариантный подход основан на установленных планах, занесенных в память компьютера, в то время как генеративный метод создает планы процессов в интерактивном режиме, опираясь на ту же логику и знания, что и планировщик. Планирование генеративного процесса намного сложнее, чем планирование на основе вариантов; по сути, это приближается к искусству искусственного интеллекта. Он также намного более гибкий: например, просто изменив логику планирования, инженеры могут рассмотреть вопрос о приобретении нового станка.При использовании метода на основе вариантов инженеры должны просмотреть и, возможно, исправить все планы, на которые может повлиять новый инструмент.
CAPP позволяет создавать и документировать планы процессов за меньшее время, чем планировщик выполнял бы вручную, и значительно сокращает количество ошибок и количество новых планов, которые необходимо сохранить. Если учесть, что планы обычно пишутся от руки и что планировщики процессов тратят до 30% своего времени на их подготовку, то вклад CAPP в стандартизованные форматы планов и более удобочитаемых документов очень важен.CAPP, по сути, функционирует как расширенный текстовый редактор. Кроме того, его можно связать с автоматизированной системой стандартных данных, которая будет рассчитывать и записывать время выполнения и время настройки для каждой операции.
CAPP может привести к снижению удельных затрат за счет оптимального производства деталей. То есть экономия средств достигается не только за счет более эффективного планирования процессов, но также за счет сокращения затрат на рабочую силу, материалы, инструменты и инвентарь. Один производитель станков для производства ламп разработал схему кодирования из восьми цифр, позволяющую выбирать стандартные процессы для производства определенных компонентов.Это приложение привело к увеличению производительности производства на 76%. В то же время использование CAPP повысило производительность планировщиков процессов на 30%.
GT может помочь в создании программ, управляющих оборудованием с числовым программным управлением (ЧПУ), в области, связанной с планированием процессов. Например, после того, как инженеры Otis Engineering сформировали семейства деталей и ячейки, время на изготовление новой ленты с ЧПУ сократилось с 4-8 часов до 30 минут. Таким образом, компания увеличила потенциал использования оборудования с ЧПУ на партиях с небольшими объемами производства. 7
… в части конструкции
Кодирование деталейGT полезно для эффективного поиска предыдущих разработок, а также для стандартизации конструкции. Эти функции помогают ускорить процесс проектирования и сдержать распространение дизайна.
Для компании нет ничего необычного в том, чтобы найти несколько версий одной и той же детали во время предварительного расследования совокупности деталей. Детали могут выполнять одну и ту же функцию, но отличаются допусками, радиусами и т. Д.Подразделение Помона General Dynamics, например, столкнулось со случаем, когда практически идентичные гайка и муфта были разработаны пятью разными инженерами-проектировщиками, а затем нарисованы пятью чертежниками. 8 Эти детали были закуплены у пяти поставщиков по цене от 0,22 до 7,50 доллара за штуку. Компания также исследовала 2 891 деталь с разными номерами деталей и обнаружила, что количество различных форм довольно быстро выровнялось, и в результате мы получили всего 541 форму.
Распространение дизайна такого рода происходит из-за трудностей с поиском дизайна. Хотя деталь, подобная той, которая необходима, может уже существовать, у дизайнера нет ни системы, ни терпения, чтобы ее найти. Легче создать новую деталь, а это значит, что необходимо присвоить новый номер детали, составить новый план процесса, разработать новые инструменты и т. Д.
Целью стандартизации дизайна является уменьшение отклонений, эффективное изготовление деталей и требование обоснования отклонений от норм.Стандартизация не означает, что все части с одинаковой функцией должны быть идентичны. Однако это означает, что установлены нормы для допусков, размеров, углов и других характеристик. При установлении этих норм следует учитывать как производственные, так и конструктивные соображения, устраняя разрыв между этими двумя областями и повышая осведомленность инженеров-проектировщиков о производственных затратах и ограничениях.
Набор деталей с кодом GT упрощает утомительную работу по просмотру старых чертежей, чтобы найти уже спроектированную деталь.Разработчик может ввести на ЭЛТ частичный код, описывающий основные характеристики необходимой детали. Затем компьютер выполнит поиск в базе данных GT всех элементов с одинаковым кодом и выведет их список на экране. Дизайнер может просмотреть спецификации каждой детали и выбрать ту, которая подходит или может быть изменена. С современной компьютерной графикой каждая разработанная деталь может быть отображена на ЭЛТ, чтобы дизайнер мог ее проверить. После того, как проект детали был выбран или «отредактирован», дизайнер может сделать фактический чертеж вручную или с помощью компьютера.
В одной компании извлеченный чертеж уже существующей цилиндрической зубчатой передачи потребовал лишь незначительной модификации для новой конструкции. 9 Общая экономия времени на проектирование, планирование производства и требований к инструментам оценивается в более чем 10 000 долларов. В той же компании анализ семейства валов показал, что все восемь валов имеют три разных поднутрения. Приняв стандарт проектирования, разрешающий только одну конструкцию с поднутрением для деталей в семействе, компания сэкономила около 12 000 долларов.
… в других регионах
GT также можно использовать при покупке. Опираясь на кодировку GT закупленных компонентов и сырья и информацию из системы планирования производства, менеджер по закупкам может получить статистику, недоступную напрямую с традиционной системой нумерации деталей. GT может помочь уменьшить рост покупок различных видов запчастей, например, путем определения компонентов, которые выполняют одну и ту же функцию. В нем также можно указать идентичные детали, для которых дизайнеры указали разные марки.Компании, которые сокращают количество различных запчастей, которые они заказывают, и поставщики, с которыми они работают, могут использовать увеличившийся объем в качестве рычага для заключения более выгодных сделок.
Аэрокосмическая группа корпорации VSI, производящая гайки для двигателей, закупила пустые заготовки в соответствии с требованиями к номеру детали. 10 Используя систему кодирования, компания обнаружила, что меньшее количество различных деталей можно было закупить в больших объемах. Это привело к среднему снижению покупной цены за единицу с 22 до 20 центов.Это небольшое сокращение на единицу, умноженное на 4,8 миллиона единиц, закупленных за год, привело к ежегодной экономии в размере 96 000 долларов.
Еще одно интересное приложение — в продажах. Эта же компания получила запрос на немедленную поставку болта двигателя, которого не было на складе. Однако поиск в базе данных GT обнаружил заменяющую деталь, которая соответствовала потребностям клиента и могла быть доставлена сразу.
GT также можно использовать для оценки стоимости. Компания, которой нужна смета стоимости продукта для целей торгов, например, может предварительно закодировать требуемые детали, а затем выполнить поиск в базе данных GT.Для деталей, относящихся к установленным семействам, уже могут существовать стандартные данные о стоимости. В противном случае система CAPP может помочь определить процессы, необходимые для производства детали, тем самым получая данные о затратах. Несколько компаний обнаружили, что сметы затрат на основе GT могут быть построены быстрее и точнее, чем оценки, сделанные традиционными методами. Этот подход также полезен в процессе проектирования, чтобы помочь выбрать компоненты, которые снизят общую стоимость предлагаемого продукта.
GT также может помочь в определении экономических последствий ожидаемых изменений стоимости материалов. Предположим, например, что ожидается рост цены на и без того дорогой сплав. С кодировкой GT список всех деталей, в которых используется этот сплав, может быть изготовлен в течение нескольких минут, что позволяет быстро оценить, как увеличение закупочной стоимости повлияет на стоимость производства изделий, изготовленных из этих деталей.
Реализация GT
GT — это философия, требующая простоты и стандартизации.Любая серьезная попытка полностью использовать его преимущества начинается с выбора одной или нескольких систем кодирования (каждый тип материала предположительно может иметь свою собственную систему кодирования) и последующего кодирования материала. Как и в случае любой формальной информационной системы, которая требует изменения укоренившихся методов и старых процедур, GT не может быть выбрана случайно или мгновенно реализована. Для внедрения программы GT может потребоваться два или три года, и она будет иметь далеко идущие последствия внутри организации, особенно если будет запущено производство сотовой связи.
Недавно мы опросили 20 американских производителей, использующих GT, чтобы выявить проблемы, с которыми они столкнулись в процессе внедрения. 11 Наиболее распространенные проблемы делятся на три категории: организационные изменения и связанное с ними сопротивление людей, классификация и кодирование деталей, а также планирование и реализация концепции производственной ячейки. Дальнейшее обсуждение во многом основано на наших выводах.
Сопротивление переменам, конечно, универсальная проблема любой организации.Сопротивление может принимать разные формы, в зависимости от восприятия сотрудником статуса работы и безопасности, понимания новой ситуации, а также способности и желания адаптироваться. В случае GT несколько примеров иллюстрируют круг потенциальных проблем.
- Обязанность дизайнеров сокращать количество новых деталей может противоречить давней системе оценки и вознаграждения компании. В одной компании дизайнеров оценивали по количеству созданных ими новых рисунков.Таким образом, внедрение концепции сокращения разнообразия обязательно означало изменение системы стимулирования. (Установка САПР сама по себе может привести к увеличению количества новых деталей просто из-за скорости, с которой могут быть созданы новые проекты.)
- На производстве проблемы обычно возникают из-за изменения ролей операторов и появления новых сфер ответственности руководителей. Работа в команде и участие в принятии решений ставит сотрудников в новую социологическую среду. Операторы должны иметь возможность перемещаться с рабочего места на рабочее место и проводить контроль качества.Это требует дополнительных навыков и представляет собой новый план работы. И рабочие, и представители профсоюзов часто сопротивляются этим изменениям. Роль мастера также расширяется и включает множество функций. Следовательно, бригадир должен знать несколько производственных процессов, а не только один, и отвечать за завершение всей детали, а не только за одну операцию.
Подробное обучение концепциям GT, практическое обучение и раннее вовлечение пострадавших — лучший способ реализовать новые рабочие роли.Продажа идеи ячеек GT профсоюзам может потребовать больших усилий, включая реструктуризацию платежных систем. Также должна измениться кадровая политика и системы обучения. Из-за различных требований к работе в ячейке компании обычно полагаются на волонтеров при формировании команд. Компания Альфа-Лаваль в Швеции позволяет рабочим создавать свои собственные команды, а затем обучает их, моделируя движения и координацию внутри производственной ячейки на масштабной модели.
- Планировщики производства и планировщики также напрямую зависят от производства сотовой связи.После создания ячейки части, не принадлежащие к соответствующему семейству, должны быть направлены в другое место. Некоторые компании обнаружили, что планировщики имеют тенденцию нарушать семейное правило: они направляют часть в ячейку, содержащую машины, которые они считают наиболее эффективными. для его производства или для клеток, которые стали настолько эффективными, что кажутся недостаточно используемыми. Трудно поддерживать новую систему в рабочем состоянии, и подобные ошибки могут разрушить целостность системы и привести к откату к старым путям.Регулярный мониторинг должен сопровождать период сразу после переключения, когда эти упущения наиболее вероятны.
- Наиболее частые проблемы, с которыми сталкиваются компании в области кодирования и классификации, связаны с неспособностью кодов адекватно описать материал. Некоторые компании, например, обнаружили, что их системы кодирования подходят для проектирования, но не для производственных целей. Менеджер одной компании сказал, что ее система кодирования не может работать с электрическими деталями.Фактически, около двух третей компаний с системами внешней разработки внесли изменения в соответствии со своими потребностями. Этот вывод отражает два факта. Во-первых, кодексы для управления проектированием и производством относительно новы, а во-вторых, компаниям часто необходимо разрабатывать процедуры, отражающие их собственные способы ведения дел.
- Одно прямое следствие клеточного производства состоит в том, что более жесткая, ориентированная на поток система с резко сокращенным объемом незавершенного производства требует большего внимания к техническому обслуживанию оборудования.Однако образование ячеек также создает заметность, которой нет в мастерских по трудоустройству. Такая видимость упрощает менеджерам и супервизорам выявление проблем с балансировкой нагрузки в ячейках. Когда проектируется производственная ячейка, одна очевидная цель — добиться высокого использования всех машин в ячейке. Однако различия в производственной мощности машин могут создавать ограничения, особенно если существующие машины перемещаются в ячейку. Обычно в результате одна или две машины оказываются узкими местами, в то время как другие используются недостаточно.
Проблема балансировки нагрузки, на которую также влияет сочетание компонентов, поступающих в ячейку, может быть несколько смягчена путем передачи частей и семейств частей в ячейку и их последовательного прохождения через ячейку. По крайней мере, одна компания пыталась решить эту проблему с помощью своей системы планирования и контроля производства. Интересно, однако, что интеграция ячеек GT и системы планирования, такой как MRP (планирование потребности в материалах), может вызвать совершенно новый набор проблем. Это связано с тем, что система MRP фокусируется на сроках завершения отдельных деталей и сборок, в то время как сотовое производство фокусируется на эффективном производстве семейств деталей.Объединение этих двух систем потребует новых процедур планирования и составления графиков. 12
Другая проблема касается буферных запасов, которые обычно складываются между рабочими станциями, и способности операторов устранять эти запасы сбалансированным образом. Однако несбалансированная рабочая нагрузка может стать преимуществом, если сосредоточить планирование мощности на этих нескольких узких местах. Даже если дополнительные выделенные машины вызывают меньшую общую загрузку машины, увеличение времени обработки, снижение уровня запасов, повышение производительности и более высокое качество, связанное с ячейками, представляют собой чистую прибыль.Одна компания фактически сократила количество своего оборудования на 25% после перехода на производство сотовой связи из-за значительного повышения эффективности.
Наконец, следует отметить два момента относительно производства клеток. Во-первых, в настоящее время нет установленных и общепринятых формальных процедур для создания ячеек. Однако ясно, что в будущем для этой цели будет все шире использоваться компьютерное моделирование. Во-вторых, если производство ячеек реализуется на существующем заводе, ожидание того, что все части могут быть отнесены к семействам деталей и произведены в производственных ячейках, нереалистично.Вместо этого переоборудованный завод будет представлять собой смесь рабочего цеха и цеха электролизеров, при этом площадь рабочего цеха сохранит гибкость для обработки нечетных деталей.
Изображение «затраты-выгода»
Компании, внедрившие GT, сообщили, что это может дать впечатляющие преимущества. В опросе 20 компаний, упомянутом ранее, GT была отмечена заслуга в сокращении затрат на инструменты и приспособления, снижении затрат на погрузочно-разгрузочные работы, сокращении усилий по планированию и контролю производства, уменьшении потребности в площади, сокращении времени выполнения заказа, сокращении незавершенного производства, улучшении качество, повышенная удовлетворенность работников, снижение затрат на проектирование, более легкий поиск проектов, а также более легкая и точная смета затрат.Одна компания заявила, что причина использования GT заключалась в том, чтобы «упростить операции, чтобы они были в пределах человеческого понимания». Другая компания предположила, что наиболее значительным вкладом GT было предоставление «инструмента для понимания того, что мы производим».
Хотя производственные ячейки могут быть созданы без предварительного кодирования деталей, системы кодирования определенно необходимы для более широкого использования GT. Выбор систем кодирования и кодирование частей — занятие долгое и дорогостоящее.Однако, когда этот этап пройден, код открывает широкий спектр возможных применений. Например, Отис Инжиниринг, как сообщается, потратила 18 месяцев на обучение людей и анализ совокупности деталей без видимых преимуществ. Однако компания быстро окупила затраты на подготовку в течение первых девяти месяцев производственных операций, основанных на принципах GT. 13
После завершения кодирования его можно использовать в связи с поиском проекта, CAPP, формированием ячеек, закупкой и разработкой инструментов.Чем больше опыта накопит компания, тем больше она сможет воспользоваться преимуществами концепции GT и тем больше будет удовлетворена результатом. Согласно опросу, абсолютное большинство пользователей GT получили выгоды, которые оправдали или превзошли их первоначальные ожидания. И пользователи, как правило, были тем больше довольны GT, чем дольше они им пользовались. Почти все компании планировали расширить использование GT, например, за счет увеличения количества производственных ячеек, установки CAPP или кодирования всего материала в своих файлах инвентаризации.
Чтобы любой вид инвестиций окупился, ожидаемые выгоды должны превышать ожидаемые затраты. По словам одного из руководителей высшего звена, немногие американские компании перешли на GT из-за неправильного представления о его рентабельности. «Настоящие причины чрезмерных производственных затрат либо вообще не понимаются, либо плохо понимаются большинством руководителей производства», — говорит он. «Таким образом, преимущества группового технологического подхода к проектированию и производству не оцениваются.С другой стороны, время и деньги, необходимые для внедрения GT, очевидны и отпугивают менеджеров, которые не могут представить себе преимущества ».
В недавней статье HBR Бела Голд предостерег от некритического использования традиционных методов составления бюджета капиталовложений в связи с проектами CAM. 14 Инвестиции в современные производственные технологии должны быть частью более крупной производственной системы, в которой каждая новая часть создает ощутимый и нематериальный синергизм. Общесистемный подход также требует широкого анализа и более длительного горизонта планирования.Аналогичным образом следует анализировать GT и связанные с ним технологии. Если вознаграждение будет долгосрочным, краткосрочные финансовые прогнозы просто неуместны, особенно если конечной целью является создание интегрированной производственной системы.
Значение для менеджмента
Мир производства быстро меняется как из-за новых приложений для компьютеров, разрабатываемых в основном в Соединенных Штатах, так и из-за неортодоксальных взглядов на принципы и системы управления, часто заимствованных из-за границы.Эти изменения вынуждают руководство приобретать новые навыки. Новые технологии требуют от руководителей хотя бы практического знания их применимости и той роли, которую они будут играть в корпоративной стратегии. Высшее руководство не может отказаться от ответственности и делегировать эти важные решения.
Запуск программы GT — серьезное мероприятие с долгосрочными последствиями для организационной структуры и людей в ней. Это будет дорого стоить, но будет и вклад, который со временем будет расти.GT — еще один пример того, что менеджменту необходимо включать технологии в процесс принятия стратегических решений. Как и в прошлом с установкой информационных систем управления, сегодня в случае GT поддержка высшего руководства и абсолютная приверженность имеют решающее значение для успешного внедрения, особенно потому, что улучшение взаимодействия и координации между отделами неизбежно развиваются в результате GT. концепция. Компьютеризированные информационные технологии предоставляют многим производителям возможность получить конкурентное преимущество.Процесс обучения долгий, поэтому нельзя терять время зря.
Версия этой статьи появилась в июльском выпуске журнала Harvard Business Review за 1984 год.человек, процессы, технологии (и партнеры): введение — BMC Software
Когда я впервые познакомился со структурой ITIL ® в начале тысячелетия, при рассмотрении ИТ-сервисов нас убедили принять во внимание человека , процесс и технологию .Это было известно как структура PPT или Золотой треугольник.
ITIL 4 расширил эту точку зрения, добавив в нее партнеров. Четыре критических элемента управления ИТ-услугами теперь составляют основу четырех измерений ITIL: организации и люди, потоки создания ценности и процессы, информация и технологии, а также партнеры и поставщики.
Независимо от того, внедряете ли вы ITIL 4 полностью или используете его в качестве одного из многих инструментов для информирования своей стратегии управления ИТ-услугами, вы должны учитывать все четыре аспекта при разработке новой услуги или внесении изменений в существующую.В этой статье мы рассмотрим:
- Оригинальный каркас PPT и почему его изменили
- Как каждое из четырех измерений имеет жизненно важное значение для предоставления ценности
- Практические передовые практики
Золотого треугольника больше нет?
Традиционно компании подходили к предоставлению ИТ-услуг множеством способов, от специальных до структурированных, причем одни усилия были более успешными, чем другие. Со временем появился подход «золотого треугольника», направленный на то, чтобы направлять организации в процессе принятия решений путем определения приоритетов определенных факторов.Компании часто повторяли подход PPT:
- Сначала люди
- Процессы вторые
- Технологии третьи
Сегодня, конечно, мы ведем бизнес по-другому. Интернет и облачные вычисления произвели революцию во всем, в том числе в предоставлении услуг и ценности. Органически на первый план вышло четвертое измерение: партнеры. Наши отношения со сторонними партнерами и поставщиками означают, что большее количество организаций может приносить пользу, не обязательно превращаясь в технологический бизнес.
Там, где некоторые утверждают, что Золотой треугольник мертв, может быть лучше переосмыслить наше мышление о людях, процессах и технологиях, включив в него партнеров. Вместо того, чтобы отдавать приоритет одному измерению над другими, этот новый подход позволяет нам мыслить многомерно, рассматривая каждое измерение при разработке или изменении наших услуг.
Люди
Не зря он находится в верхней части списка. В Новой Зеландии у нас есть поговорка маори, которая актуальна здесь:
«Он аха те меа нуи о те ао.Он тангата, он тангата, он тангата ».
Это переводится как «Что самое важное в мире? Это люди, это люди, это люди ». Без людей и организаций, которые они создают, у вас нет услуг.
Когда вы ежедневно занимаетесь информационными технологиями, легко упустить из виду настоящую причину, по которой мы делаем то, что делаем. Технологии существуют только для того, чтобы приносить пользу людям, которым служит ваш бизнес. Вот почему ваши люди должны быть в авангарде каждого принимаемого вами решения и каждой услуги, которую вы разрабатываете или изменяете — если это не представляет ценности для ваших клиентов, зачем вы это делаете?
Передовой опыт: При разработке услуги всегда думайте о том, кто будет пользоваться услугой, в том числе где, когда и как они будут ее использовать.Какую ценность ваша услуга должна приносить своим пользователям? Как вы можете добиться этого?
Процесс
Наши процессы формулируют аспект управления услугами «как». Что мы делаем, чтобы предоставить нашим клиентам ожидаемую ценность? Процессы по определению повторяемы. Они будут давать один и тот же результат каждый раз, независимо от того, кто их выполняет.
Мой опыт подсказывает мне, что мы подводим себя в технологической сфере. Работа по определению и документированию процессов часто сначала выполняется очень хорошо, но итоговая документация со временем ухудшается и становится бесполезной.Часто организации вкладывают огромные суммы денег, чтобы привлечь консультантов для помощи в разработке процессов, направленных на повышение ценности, приносимой бизнесу. За некоторыми исключениями, эти процессы, если им следовать, будут делать именно то, для чего они предназначены.
Проблема в том, что мир, в котором мы живем, совсем не статичен. Технологические изменения, реструктуризация организаций и наши процессы необходимо переосмыслить, улучшить или (иногда) полностью изменить, чтобы они продолжали приносить пользу.Хорошо налаженная практика постоянного улучшения является ключом к снижению этого риска.
Передовой опыт: Если люди не следят за вашими процессами, начните с переоценки ваших процессов, а не своих сотрудников. Убедитесь, что ваши процессы остаются пригодными для использования и что срок их годности не истек.
Технологии
Технологии, которые мы используем, являются важнейшими компонентами нашей системы ценностей. Технологии — это основной путь доставки практически всех ценностей в современной организации; все услуги теперь в той или иной степени обеспечиваются технологиями.Постоянные изменения и улучшения в технологиях представляют собой новую проблему для предоставления услуг.
Каждому нужен последний блестящий комплект, но удобство, а иногда и чистая новизна, следует рассматривать через призму деловой ценности. Окажет ли более быстрый сервер, многофункциональный ноутбук или поющее, танцующее мобильное устройство положительное или отрицательное влияние на сбор ценности? Посчитайте перед обновлением!
Передовой опыт: Рассмотрите аспект людей наряду с измерением технологий.Устаревшие технологии могут создавать несчастных людей, а несчастные люди не так продуктивны, как счастливые! Если вы можете улучшить моральный дух своих сотрудников, предоставив им современные мобильные решения, вы все равно сможете ощутить ценность, даже если суммы не складываются.
Партнеры
А теперь вернемся к новому ребенку в квартале, нашим партнерам. Четвертое измерение в ITIL 4, наши партнеры заслуживают своего места под солнцем. Но почему переход на измерение партнеров и поставщиков? Это было несложно: есть несколько ИТ-сервисов, которые можно предоставить без сотрудничества с нашими партнерами и сетями поставщиков.Конечно, партнеры способствуют предоставлению услуг, но ITIL 4 также побуждает нас учитывать любые ограничения или ограничения, которые партнеры и поставщики могут ввести в службу на этапе проектирования.
Когда я впервые начал работать в сфере управления услугами, нам нужно было взаимодействовать с третьими сторонами для различных компонентов в рамках предоставления услуг, но они не имели важного долгосрочного участия. Они предоставили нам оборудование, возможно, помогли его настроить, а затем вышли за дверь. У нас было очень мало тесных отношений с поставщиками — в этом просто не было необходимости.
Как все изменилось за прошедшие годы! Экспоненциальный рост предложений как услуги позволяет нам потреблять то, что нам нужно, и не более того, снижает или устраняет статьи бюджета капвложений, сдвигает риски и многие мероприятия по соблюдению нормативных требований. Сегодня наши партнеры позволяют нам продолжать приносить пользу нашим клиентам, а не каждому бизнесу, которому необходимо стать технологической компанией.
Тем не менее, партнерство не просто подписывается, оплачивается и реализуется. Одна из самых распространенных ошибок, с которыми я сталкиваюсь, — это соглашения о поддержке, которые просто не могут быть гарантированы, потому что ваши партнерские соглашения не были должным образом рассмотрены.Координация работы с поставщиками и обеспечение взаимовыгодных отношений — это новый набор навыков, который современные ITSM должны совершенствовать, чтобы приносить реальную пользу клиентам.
Передовой опыт: Покупка услуг у партнера не устраняет необходимости во внутреннем управлении услугами. Функционирование ITSM может измениться, но потребность во внутреннем управлении остается такой же реальной, как и тогда, когда у нас были собственные серверные фермы и группы разработчиков. С точки зрения ваших клиентов, отношения с поставщиками должны быть практически незаметными, а управление услугами вашей организации должно обеспечивать канал и обеспечивать доставку ценности.
Несмотря на автоматизацию, люди останутся важными
По мере того, как наш мир продолжает двигаться по пути все большей автоматизации, вы можете предположить, что человеческая сторона обслуживания становится все менее важной — не обманывайте себя. Люди не будут исключены из уравнения и всегда должны быть нашим приоритетом.
Ссылки по теме
Что такое процесс инженерного проектирования? Полное руководство
Процесс инженерного проектирования — это серия шагов, которым следуют инженеры, чтобы найти решение проблемы.Эти шаги включают в себя процессы решения проблем, такие как, например, определение ваших целей и ограничений, прототипирование, тестирование и оценка.
Этот процесс важен для работы TWI, и мы можем предложить помощь в этом вопросе.
Хотя процесс проектирования является итеративным, он следует заранее определенному набору шагов, некоторые из них, возможно, придется повторить перед переходом к следующему. Это будет варьироваться в зависимости от самого проекта, но позволяет извлечь уроки из ошибок и внести улучшения.
Процесс позволяет использовать прикладные науки, математику и инженерные науки для достижения высокого уровня оптимизации для удовлетворения требований поставленной цели. Эти шаги включают в себя процессы решения проблем, такие как, например, определение ваших целей и ограничений, прототипирование, тестирование и оценка.
Шаги процесса разработки не всегда выполняются последовательно, но инженеры обычно определяют проблему и проводят мозговой штурм перед созданием прототипа теста, который затем модифицируется и улучшается до тех пор, пока решение не будет соответствовать потребностям инженерного проекта.Это называется итерацией и является обычным методом работы.
Этапы процесса проектирования
1. Определите проблему
Какую проблему нужно решить? Для кого предназначен дизайнерский продукт и почему важно найти решение? Какие есть ограничения и требования? Инженеры должны задавать такие важные вопросы независимо от того, что создается.
2. Мозговой штурм возможные решения
Хорошие дизайнеры проводят мозговой штурм по возможным решениям, прежде чем приступить к проектированию, составляя список из как можно большего числа решений.Лучше не оценивать дизайн, а просто дать волю идеям.
3. Идеи исследования / изучение возможностей для вашего проекта инженерного проектирования
Используйте опыт других, чтобы изучить возможности. Изучая прошлые проекты, вы можете избежать проблем, с которыми сталкиваются другие. Вы должны разговаривать с людьми из разных слоев общества, включая пользователей или клиентов. Вы можете найти некоторые решения, которые не рассматривали.
4. Установите критерии и ограничения
Перечислив возможные решения и определив потребности проекта вместе с вашим исследованием, следующим шагом будет определение любых факторов, которые могут ограничить вашу работу.Это можно сделать, пересмотрев требования и объединив свои выводы и идеи из предыдущих шагов.
5. Рассмотрите альтернативные решения
Вы можете рассмотреть дополнительные решения, чтобы сравнить потенциальные результаты и найти лучший подход. Это потребует повторения некоторых из предыдущих шагов для каждой жизнеспособной идеи.
6. Выберите подход
После того, как вы оценили различные варианты, вы можете определить, какой подход лучше всего соответствует вашим требованиям.Отклоняйте те, которые не соответствуют вашим требованиям.
7. Разработка проектного предложения
Выбрав свой подход, следующим шагом будет доработка и улучшение решения для создания проектного предложения. Этот этап может продолжаться на протяжении всего проекта и даже после того, как продукт был доставлен клиентам.
8. Сделайте модель или прототип
Используйте свое предложение по дизайну, чтобы создать прототип, который позволит вам проверить, как будет работать конечный продукт. Прототипы часто изготавливаются из материалов, отличных от окончательной версии, и, как правило, обрабатываются в соответствии с меньшими стандартами.
9. Проверить и оценить
Каждый прототип нуждается в тестировании, переоценке и улучшении. Тестирование и оценка позволяют увидеть, где необходимы какие-либо улучшения.
10. Усовершенствуйте дизайн
После завершения тестирования конструкция может быть изменена и улучшена. Этот шаг можно повторять несколько раз по мере создания и оценки новых прототипов.
11. Создайте решение
После того, как ваши доработки будут завершены и полностью протестированы, вы можете принять решение и создать свое законченное решение.Это может быть отшлифованный прототип для демонстрации клиентам.
12. Сообщите результаты
Заключительный этап — сообщить свои результаты. Это может быть отчет, презентация, доска объявлений или комбинация методов. Тщательная документация позволяет изготавливать готовую продукцию в соответствии с необходимыми стандартами качества.
TWI может помочь вам с рядом инженерных работ, включая разработку продуктов и процессов, приобретение технологий, производство и производство, дизайн, прототипирование и другую техническую поддержку.
Узнать больше
Что такое быстрое прототипирование? — Определение, методы и преимущества
Какие существуют типы быстрого прототипирования?
Стереолитография (SLA) или фотополимеризация в чане
Этот быстрый и доступный метод стал первым успешным методом коммерческой 3D-печати. В нем используется ванна со светочувствительной жидкостью, которая затвердевает слой за слоем с помощью контролируемого компьютером ультрафиолетового (УФ) света.
Селективное лазерное спекание (SLS)
Используемый как для металлических, так и для пластиковых прототипов, SLS использует слой порошка для создания прототипа по одному слою за раз, используя лазер для нагрева и спекания порошкового материала.Однако прочность деталей не так хороша, как у SLA, а поверхность готового продукта обычно шероховатая и может потребоваться дополнительная обработка для его отделки.
Моделирование наплавкой (FDM) или струйная обработка материалов
Этот недорогой и простой в использовании процесс можно найти в большинстве непромышленных настольных 3D-принтеров. В нем используется катушка термопластической нити, которая расплавляется внутри цилиндра печатного сопла перед тем, как полученный жидкий пластик укладывается слой за слоем в соответствии с компьютерной программой осаждения.Хотя первые результаты обычно имели низкое разрешение и были слабыми, этот процесс быстро улучшается, он быстрый и дешевый, что делает его идеальным для разработки продукта.
Селективная лазерная плавка (SLM) или порошковая сварка
Этот процесс, который часто называют плавлением в порошковом слое, используют для изготовления высокопрочных сложных деталей. Селективное лазерное плавление часто используется в аэрокосмической, автомобильной, оборонной и медицинской промышленности. В этом процессе плавления на основе порошкового слоя используется тонкий металлический порошок, который расплавляется послойно для создания прототипов или производственных деталей с использованием мощного лазера или электронного луча.Обычные материалы SLM, используемые в RP, включают титан, алюминий, нержавеющую сталь и кобальт-хромовые сплавы.
Производство ламинированных объектов (LOM) или ламинирование листов
Этот недорогой процесс менее сложен, чем SLM или SLS, но он не требует специально контролируемых условий. LOM создает серию тонких ламинатов, которые были точно разрезаны с помощью лазерных лучей или другого режущего устройства для создания дизайна CAD-шаблона. Каждый слой доставляется и приклеивается поверх предыдущего до тех пор, пока деталь не будет завершена.
Цифровая обработка света (DLP)
Подобно SLA, этот метод также использует полимеризацию смол, которые отверждаются с использованием более обычного источника света, чем SLA. Хотя DLP быстрее и дешевле, чем SLA, он часто требует использования вспомогательных структур и лечения после сборки.
Альтернативной версией этого является непрерывное производство поверхности раздела жидкостей (CLIP), при котором деталь непрерывно вытягивается из чана без использования слоев. Когда деталь вынимается из чана, она пересекает световой барьер, который меняет свою конфигурацию, создавая желаемый рисунок поперечного сечения на пластике.
Распыление связующего вещества
Этот метод позволяет печатать одну или несколько деталей одновременно, хотя получаемые детали не так прочны, как детали, созданные с использованием SLS. В Binder Jetting используется слой порошка, на который форсунки распыляют мелкие капельки жидкости для связывания частиц порошка вместе с образованием слоя детали.
Каждый слой может затем уплотняться валиком до того, как будет уложен следующий слой порошка, и процесс начнется снова. По завершении деталь может быть отверждена в печи, чтобы сжечь связующий агент и сплавить порошок в связную деталь.
Приложения
Разработчики изделий используют этот процесс для быстрого изготовления типичных прототипов деталей. Это может помочь в визуализации, проектировании и разработке производственного процесса перед массовым производством.
Первоначально быстрое прототипирование использовалось для создания деталей и масштабных моделей для автомобильной промышленности, хотя с тех пор оно используется в широком спектре приложений в различных отраслях, таких как медицина и аэрокосмическая промышленность.
Rapid tooling — еще одно применение RP, при котором деталь, такая как пробка пресс-формы для литья под давлением или клин ультразвукового датчика, изготавливается и используется в качестве инструмента в другом процессе.
Определение системного инжиниринга
Мы используем термины «инженерный» и «спроектированный» в их самом широком смысле: «действие, заключающееся в искусной работе, направленной на достижение чего-либо». «Инженерные системы» могут состоять из любого или всех людей, продуктов, услуг, информации, процессов и природных элементов.
Системная инженерия специализируется на:
- установление, уравновешивание и интеграция целей, целей и критериев успеха заинтересованных сторон, а также определение фактических или ожидаемых потребностей клиентов, операционной концепции и требуемой функциональности, начиная с ранней стадии цикла разработки;
- создание соответствующей модели жизненного цикла, процессного подхода и структур управления с учетом уровней сложности, неопределенности, изменений и разнообразия;
- создание и оценка альтернативных концепций и архитектур решений;
- определение базовых параметров и требований к моделированию, а также выбранная архитектура решения для каждого этапа проекта;
- выполняет синтез проекта, верификацию и валидацию системы;
- при рассмотрении как проблемных областей, так и областей решения, принимая во внимание необходимые вспомогательные системы и службы, определяя роль, которую части и отношения между частями играют в отношении общего поведения и производительности системы, и определяя, как сбалансировать все эти факторы для достижения удовлетворительного результата.
Системное проектирование обеспечивает содействие, руководство и руководство для интеграции соответствующих дисциплин и групп специальностей в единое целое, формируя должным образом структурированный процесс разработки, который переходит от концепции к производству, эксплуатации, развитию и, в конечном итоге, утилизации.
Systems Engineering учитывает как бизнес-потребности, так и технические потребности клиентов с целью предоставления качественного решения, которое отвечает потребностям пользователей и других заинтересованных сторон, подходит для предполагаемой цели в реальной эксплуатации и позволяет избежать или минимизировать нежелательные непредвиденные последствия. .
Целью всей деятельности по системному проектированию является управление рисками, включая риск невыполнения того, что хочет и нуждается заказчик, риск задержки доставки, риск чрезмерных затрат и риск негативных непредвиденных последствий. Одним из показателей полезности деятельности системного инжиниринга является степень снижения такого риска. И наоборот, мерой приемлемости отсутствия деятельности по системной инженерии является уровень чрезмерного риска, возникшего в результате.
ТРАНСДИСЦИПЛИНАРНЫЙ ПОДХОД
Трансдисциплинарность описывается в Википедии как подход, который «пересекает множество дисциплинарных границ для создания целостного подхода.Этот акцент на целостном подходе отличает его от междисциплинарного, в котором основное внимание уделяется работе в нескольких дисциплинах, позволяя каждой дисциплине применять свои собственные методы и подходы. Системная инженерия одновременно является междисциплинарной и междисциплинарной. (Междисциплинарный аспект обсуждается в следующем разделе, посвященном интегративному подходу.)Трансдисциплинарный подход зародился в социальных науках. Он «выходит за рамки» всех задействованных дисциплин и организует усилия вокруг общей цели, общего понимания и «совместного обучения» в контексте реальных проблем или тем.Его можно использовать на любом уровне, от сложного до простого, от глобального до личного. Трансдисциплинарный подход необходим, когда проблема не может быть легко «решена», а лучшее, что может быть достигнуто, — это «разрешение». Участникам проекта необходимо «превзойти» свой особый дисциплинарный подход, чтобы вместо этого прийти к некоему общему полезному компромиссу или синергетическому пониманию, к которому их дисциплины не могут прийти самостоятельно (даже при совместной работе в рамках обычного интегративного подхода с другими дисциплинами).
ИНТЕГРАТИВНЫЙ ПОДХОД
Интегративный подход давно используется в системной инженерии и обычно включает междисциплинарные (например, интегрированные продуктовые группы) или междисциплинарные (например, совместные технические обзоры) методы. Интегративный подход сам по себе может быть адекватным там, где ситуация не слишком сложна и потенциально затронуто меньшее количество заинтересованных сторон. Интегративный подход может использоваться при работе с ранее встречавшейся ситуацией с большим числом прецедентов, и путь к решению может быть легко идентифицирован и понят (хотя на этом пути по-прежнему будет много проблем, технических и иных).Интегративный подход включает традиционные междисциплинарные и междисциплинарные подходы, обычно используемые в практике системной инженерии. Трансдисциплинарный подход может потребоваться в беспрецедентных ситуациях или там, где присутствует значительная степень сложности. См. Madni (2018).ПРИНЦИПЫ И КОНЦЕПЦИИ СИСТЕМ
Системные принципы и концепции — это способы, которыми системное мышление и системные науки проникают в системную инженерию. Примерами некоторых принципов, концепций и вспомогательных инструментов являются: ментальные модели, системные архетипы, целостное мышление, разделение проблем, абстракция, модульность и инкапсуляция, схемы причинно-следственных связей и отображение систем.(Свод знаний системной инженерии описывает многие из них и многое другое на https://www.sebokwiki.org/wiki/Principles_of_Systems_Thinking).ПРОЕКТИРОВАНИЕ И ПРОЕКТИРОВАНИЕ
И древние, и современные определения инженерии допускают широкую интерпретацию, предполагаемую здесь. Для примерасловарь Google определяет инженерию двумя способами:
1. отрасль науки и технологий, связанная с проектированием, изготовлением и использованием двигателей, машин и конструкций.
2. действие, заключающееся в искусной работе, направленной на достижение чего-либо.
И Википедия:
• Инженерное дело — это творческое применение науки, математических методов и эмпирических данных для инноваций, проектирования, строительства, эксплуатации и обслуживания конструкций, машин, материалов, устройств, систем, процессов и организаций.
• Термин «инженерия» происходит от латинского слова ingenium, что означает «ум», и ingeniare, что означает
«изобретать, изобретать».
Group Technology Process Design, Assignment Help, Types of Process Designs
Group Technology
Традиционные подходы к производству были изменены несколькими способами в соответствии с требованиями организаций.Эти модификации привели к разработке многих новых подходов, более подходящих для производственных целей. Групповая технология является одним из таких подходов и используется в основном для обработки металлов. Концепция групповой технологии была впервые использована для производственных процессов в конце 1940-х годов в Советском Союзе. Позже его изучали и применяли в Индии, Японии, США и многих странах Европы.
В групповой технологической схеме разнородные станки сгруппированы в рабочие центры для работы с продуктами, аналогичными по форме и требованиям к обработке.Макет групповой технологии похож как на макет продукта, так и на макет процесса, потому что каждая ячейка предназначена для ограниченного диапазона продуктов, и каждая ячейка предназначена для выполнения определенного набора процессов соответственно. Ее также называют системой классификации и кодирования деталей. В групповой технологии каждой изготовленной детали присваивается код. Этот код состоит из нескольких цифр, каждая цифра представляет физическую характеристику детали. Организации получают следующие преимущества от внедрения системы кодирования (в рамках групповой технологии):
Кодирование дает четкое представление об этапах производства детали.Следовательно, детали можно легко направить в производство.
Кодирование приводит к стандартизации конструкций деталей. Можно вести базу данных с деталями конструкции старых деталей. Всякий раз, когда должен быть разработан новый продукт, можно получить доступ к кодам существующих продуктов, чтобы идентифицировать присутствующие аналогичные детали. Это упрощает процесс изготовления новой продукции.
Детали со схожими характеристиками можно сгруппировать в семейства, поскольку аналогичные продукты, как правило, производятся аналогичным образом, т.е.е. аналогичные детали изготавливаются на одних и тех же станках с аналогичной оснасткой. Предположим, организация производит болты из мягкой стали (MS) с различными характеристиками. Если все производимые болты обрабатываются на одинаковых токарных станках, их можно сгруппировать в семейство деталей, что упрощает процесс производства.
Помощь в назначении по управлению операциями по электронной почте — помощь в выполнении домашних заданий в Expertsmind
Вы ищете специалиста по операционному управлению для получения помощи по вопросам проектирования групповых технологических процессов? Неужели не легче выучить тему Group Technology Process Design без внешней помощи? Мы на сайте www.Expertsmind.com предлагает лучшие услуги по оказанию помощи в управлении операциями и помощь в выполнении домашних заданий по управлению операциями. Живые репетиторы доступны круглосуточно и без выходных, помогая студентам решать проблемы, связанные с групповым проектированием технологических процессов. Мы предоставляем пошаговые ответы на вопросы о проектировании технологических процессов группы со 100% содержанием без плагиата. Мы готовим качественный контент и заметки по теме «Дизайн групповых технологических процессов» в разделе «Теория управления операциями» и учебные материалы. Они доступны для подписанных пользователей, и они могут получить преимущества в любое время.
Почему Expertsmind для помощи при назначении
- Обладатель высшего образования и сеть опытных экспертов
- Пунктуальность и ответственность в работе
- Качественное решение со 100% ответами без плагиата
- Срок поставки
- Конфиденциальность информации и реквизитов
- Превосходство в решении вопросов по управлению операциями в формате excel и word.
- Лучшее репетиторство 24×7 часов
Что такое цифровая трансформация? | Проект Enterprise
Цифровая трансформация — это интеграция цифровых технологий во все области бизнеса, которая коренным образом меняет то, как вы работаете и предоставляете ценность клиентам.Это также культурное изменение, которое требует от организаций постоянно бросать вызов существующему положению вещей, экспериментировать и привыкать к неудачам.
Что такое цифровая трансформация?
Почему важна цифровая трансформация?
Как пандемия COVID-19 изменила цифровую трансформацию?
Как выглядит структура цифровой трансформации?
Какую роль играет культура в цифровой трансформации?
Что движет цифровой трансформацией?
Каковы основные тенденции цифровой трансформации в 2020 году?
Как я могу измерить рентабельность инвестиций в цифровую трансформацию?
Как начать цифровую трансформацию?
Где я могу узнать больше?
Цифровая трансформация необходима для всех предприятий, от малых до крупных.Это сообщение четко и ясно звучит, по-видимому, в каждом основном докладе, панельной дискуссии, статье или исследовании, касающемся того, как предприятия могут оставаться конкурентоспособными и актуальными по мере того, как мир становится все более цифровым. Многим руководителям бизнеса непонятно, что означает цифровая трансформация. Это просто запоминающийся способ сказать «движение в облако»? Какие конкретные шаги нам нужно предпринять? Нужно ли нам создавать новые рабочие места, чтобы помочь нам создать основу для цифровой трансформации, или нанимать консультационные услуги? Какие части нашей бизнес-стратегии необходимо изменить? Это действительно того стоит?
Примечание: некоторые лидеры считают, что сам термин «цифровая трансформация» стал настолько широко употребленным, настолько широким, что стал бесполезным.Возможно, вам не понравится этот термин. Но нравится вам это или нет, бизнес-задачи, стоящие за этим термином, — переосмыслить старые операционные модели, больше экспериментировать, стать более гибкими в вашей способности реагировать на клиентов и конкурентов — никуда не денутся.
Эта статья призвана ответить на некоторые из распространенных вопросов, связанных с цифровой трансформацией, и предоставить ясность, особенно для ИТ-директоров и руководителей ИТ, включая уроки, извлеченные из ваших коллег и экспертов по цифровой трансформации. Поскольку технологии играют решающую роль в способности организации развиваться вместе с рынком и постоянно увеличивать ценность для клиентов, ИТ-директора играют ключевую роль в цифровой трансформации [Click to Tweet].
[Хотите опубликовать всю статью в формате PDF? Скачайте сейчас. ]
Также стоит отметить, что сегодняшние организации находятся в разных местах на пути к цифровой трансформации. Если вы чувствуете себя застрявшим в своей работе по цифровой трансформации, вы не одиноки. Один из самых сложных вопросов в цифровой трансформации — как преодолеть первые препятствия от видения к воплощению. Это вызывает беспокойство: многие ИТ-директора и организации думают, что они сильно отстают от своих коллег в плане преобразований, хотя это не так.
В этом году пандемия COVID-19 придала новую актуальность достижению целей цифровой трансформации и вынудила многие организации ускорить работу по трансформации.
Тем не менее, ИТ-лидеры продолжают бороться с проблемами, включая бюджетирование, борьбу с талантами и изменение культуры. Давайте посоветуемся с вашими коллегами и экспертами по цифровой трансформации.
[Где ваша команда останавливается в работе по цифровой трансформации? Получите электронную книгу: что замедляет вашу цифровую трансформацию? 8 вопросов, которые нужно задать.]
Поскольку цифровая трансформация будет выглядеть по-разному для каждой компании, может быть трудно точно определить определение, применимое ко всем. Однако в целом мы определяем цифровую трансформацию как интеграцию цифровых технологий во все области бизнеса, приводящую к фундаментальным изменениям в том, как компании работают и как они приносят пользу клиентам. Помимо этого, это культурное изменение, которое требует от организаций постоянно бросать вызов статус-кво, часто экспериментировать и привыкать к неудачам.Иногда это означает отказ от давно устоявшихся бизнес-процессов, на которых были построены компании, в пользу относительно новых практик, которые еще не определены. [Щелкните, чтобы опубликовать твит]
[Хотите создать более гибкую ИТ-организацию? Узнайте, как это сделать, и получите электронную книгу о цифровой трансформации: Как научить слона танцевать. ]
Цифровая трансформация должна начинаться с постановки проблемы, очевидной возможности или желанной цели, как недавно объяснил Джей Ферро, ИТ-директор Quikrete.«Почему?» Цифровой трансформации вашей организации может заключаться, например, в улучшении качества обслуживания клиентов, уменьшении трений, повышении производительности или повышении прибыльности », — отмечает Ферро. «Или, если это амбициозное заявление, оно может вращаться вокруг того, чтобы стать лучшим вариантом для ведения бизнеса, используя цифровые технологии, которые были недоступны много лет назад».
Руководители, подумайте, что цифровая трансформация будет означать на практике для вашей компании и как вы ее сформулируете.« Digital — это загруженное слово, которое много значит для многих, — говорит Джим Свансон, ИТ-директор Johnson & Johnson. Когда вы обсуждаете цифровую трансформацию, разберитесь, что она означает, — советует Суонсон, который руководил цифровой трансформацией в Bayer Crop Science (а ранее занимал должность директора по информационным технологиям в Monsanto) до прихода в Johnson & Johnson в начале 2020 года.
В Monsanto Суонсон обсудил цифровую трансформацию с точки зрения клиентоориентированности. «Мы говорим об автоматизации операций, о людях и о новых бизнес-моделях», — говорит он.«Внутри этих тем находятся аналитика данных, технологии и программное обеспечение — все они являются инструментами, а не драйверами».
«В центре всего этого — лидерство и культура», — говорит Суонсон. «У вас может быть все это — мнение клиентов, продукты и услуги, данные и действительно крутые технологии — но если лидерство и культура не в основе, это терпит неудачу. re финансовое, сельскохозяйственное, фармацевтическое или розничное учреждение — необходимо.«
Мелисса Свифт, возглавляющая подразделение Korn Ferry Digital Advisory для Северной Америки и глобальных учетных записей, согласна с мнением Свансона о том, что слово «цифровой» имеет проблему, потому что для многих людей оно означает множество вещей.
«Скажите« цифровое »одному человеку, и он подумает об отказе от бумаги; другой может подумать об аналитике данных и искусственном интеллекте; третий — об Agile-командах; третий — об офисах с открытой планировкой», — отмечает она.
«Диджитал» — это пустяк.И это доставляет много горя в организациях ».
«Представьте, что вы заказываете гамбургер снова и снова и получаете все, от хот-дога до сэндвича с курицей и салата« Цезарь »…», — говорит она.
Лидеры должны полностью осознавать эту реальность, когда они обсуждают цифровую трансформацию. Чтобы получить совет от Swift о том, как поговорить на эту тему и не обжечься, прочитайте нашу статью по теме «Почему люди ненавидят цифровую трансформацию».
[Как изменилась роль ИТ-директора в эпоху цифровых технологий? Как изменился набор навыков? Что будет дальше? Читайте также: Роль ИТ-директора: все, что вам нужно знать о сегодняшних ИТ-директорах.]
Подробнее о цифровой трансформации
Бизнес может подвергнуться цифровой трансформации по нескольким причинам. Но, безусловно, наиболее вероятная причина в том, что они вынуждены: это проблема выживания. После пандемии способность организации быстро адаптироваться к сбоям в цепочке поставок, быстрому преодолению рыночного давления и быстро меняющимся ожиданиям клиентов стала критически важной.И приоритеты расходов отражают эту реальность. Согласно Всемирному руководству по расходам на цифровую трансформацию Международной корпорации данных (IDC) за май 2020 года, расходы на цифровую трансформацию (DX) бизнес-практик, продуктов и организаций продолжаются «стабильными темпами, несмотря на проблемы, связанные с пандемией COVID-19. .«IDC прогнозирует, что глобальные расходы на технологии и услуги DX вырастут на 10,4 процента в 2020 году до 1,3 триллиона долларов. Это сопоставимо с ростом на 17,9 процента в 2019 году», но остается одним из немногих светлых пятен за год, характеризующийся резким сокращением общих расходов на технологии. , «Примечания IDC.
На недавнем мероприятии серии симпозиумов по информационным технологиям в Слоан Массачусетского технологического института ИТ-руководители согласились с тем, что поведение потребителей во многих отношениях быстро изменилось с начала пандемии. Сэнди Пентланд, профессор Медиа-лаборатории Массачусетского технологического института, описал, как оптимизированные автоматизированные системы в таких областях, как управление цепочками поставок, выходили из строя, когда сталкивались с быстрыми изменениями спроса и предложения — реальность, с которой практически каждый сталкивался на личном уровне во время пандемии. .
Еще рано гадать, какие долгосрочные изменения в поведении потребителей сохранятся. Однако Родни Земмел, глобальный лидер McKinsey Digital из McKinsey & Company, говорит, что с точки зрения потребителей «цифровые технологии ускоряются практически во всех категориях». Важным фактором, на который следует обратить внимание, будет степень, в которой принудительные изменения — например, трое из четырех американцев пробовали новое покупательское поведение — вернутся, когда это возможно, после того, как сегодня делается упор на сохранение на месте.
Данные McKinsey показывают, что ускоренный переход к стримингу и онлайн-фитнесу, вероятно, сохранится навсегда, говорит Земмель.Но самые большие изменения коснулись еды. И домашняя кулинария, и продуктовые онлайн-магазины — категория, которая в целом сопротивлялась перемещению в Интернет, — вероятно, останутся более популярными среди потребителей, чем в прошлом. Набирают обороты и безналичные операции. Что касается B2B, данные McKinsey показывают, что удаленные продажи работают.
Для ИТ-директоров это означает, что быстрое экспериментирование больше не является обязательным.
Марк Андерсон, старший директор по архитектуре решений Equinix, назвал этот год «вынужденным испытанием многих вещей, о которых мы думали, но не пробовали.«Например, — заметил он, -« Многие цепочки поставок недостаточно хорошо поняты и не подкреплены бумагой ». Мы начали изучать такие технологии, как блокчейн и Интернет вещей ».
Как пишет Дион Хинчклифф, вице-президент и главный аналитик Constellation Research, «высшие ИТ-руководители в сегодняшних быстро развивающихся организациях должны соответствовать темпам изменений, отставать или лидировать в группе. Это экзистенциальная проблема, которая стоит на кону в сегодняшнем цифровом мире. настойчивые времена, когда смелые действия должны активно поддерживаться нестандартными экспериментами и поиском путей.Это должно быть сделано, одновременно справляясь с неумолимой ежедневной барабанью операционных проблем, предоставления услуг и отвлекающих непредсказуемых капризов, таких как крупная кибератака или утечка информации ».
Повышение качества обслуживания клиентов стало важной целью и, следовательно, важной частью цифровой трансформации. Хинчклифф называет безупречный опыт работы с клиентами «наиболее важным фактором, определяющим эффективность бизнеса».
[Будет ли ваша организация процветать в 2021 году? Узнайте о четырех приоритетах, на которых сейчас сосредоточивают внимание ведущие ИТ-директора.Загрузите отчет HBR Analytic Services: ИТ-лидерство на новом уровне . ]
«Мы стали свидетелями того, как кризис COVID быстро изменил как« что », так и« как »в программах цифровой трансформации компаний, — отмечает Свифт из Korn Ferry.
Взять, к примеру, опыт сотрудников, — предлагает она. «Несмотря на то, что опыт сотрудников стал ключевой темой в HR-сообществе, в ИТ-кругах это понятие было встречено неоднозначно — иногда стереотипно, как« избалованные сотрудники, ожидающие лучших в своем классе технологий потребительского уровня при ограниченных бюджетах », — говорит Свифт. .
«Сегодня, когда значительная часть сотрудников теперь удалена, опыт сотрудников в области цифровых технологий превратился из« приятного »в« единственный способ выполнения работы ». Следовательно, он получает фокус на решении проблем, которого, вероятно, давно заслужил ».
Swift называет некоторые другие области цифровой трансформации, которые COVID-19 продвинул в повестке дня ИТ-директоров:
- Расширение охвата службы поддержки с помощью инструментов, включая чат-ботов
- Инструменты автоматизации для повышения устойчивости
- Радикальная очистка дублирующих или конфликтующих систем
В ответ на пандемию ИТ-директора также приняли идею, что «идеальное — враг хорошего», — добавляет Свифт.«Ничто так не заставляет замолчать человека или организации — внутреннего перфекциониста, как полномасштабный кризис. В ответ на драматические потрясения многие организации успешно пересмотрели свое отношение к цифровым технологиям, отдавая приоритет« эй, это работает! », А не« эй, это работает! ». «После многих лет работы над этой инициативой мы собрали самые лучшие навороты». «Рабочее программное обеспечение», о котором говорится в Agile Manifesto, получает настоящий момент под солнцем ». (Подробнее читайте в полной статье Swift: Цифровая трансформация: 5 способов, которыми COVID-19 способствует положительным изменениям.)
Хотя цифровая трансформация будет широко варьироваться в зависимости от конкретных задач и требований организации, среди существующих тематических исследований и опубликованных схем есть несколько констант и общих тем, которые следует учитывать всем руководителям бизнеса и технологий, приступая к цифровой трансформации.
Например, эти элементы цифровой трансформации часто цитируются:
- Клиентский опыт
- Оперативная маневренность
- Культура и лидерство
- Расширение возможностей персонала
- Интеграция цифровых технологий
Хотя в каждом руководстве есть свои рекомендации и различные шаги или соображения, ИТ-директорам следует обратить внимание на эти важные общие темы при разработке собственной стратегии цифровой трансформации.
Вот несколько примеров фреймворков цифровой трансформации:
MIT Sloan: Девять элементов цифровой трансформации
Cognizant: Основа для цифровой трансформации бизнеса
Высотомер: Шесть этапов цифрового преобразования
Ionology : Пошаговое руководство по цифровой трансформации
В последние годы роль ИТ коренным образом изменилась. Генеральные директора все чаще хотят, чтобы их ИТ-директора помогали организации получать прибыль.Согласно опросу ИТ-директоров, проведенному Харви Нэшем / КПМГ за 2018 год, в котором приняли участие более 4600 ИТ-директоров, главным операционным приоритетом ИТ-директора является «улучшение бизнес-процессов». Но среди ИТ-директоров в «цифровых лидерах» — компаниях, признанных наиболее эффективными — главный операционный приоритет ИТ-директора — «разработка новых инновационных продуктов».
Вместо того, чтобы сосредоточиться на экономии затрат, ИТ стали основным двигателем бизнес-инноваций. Принятие этого сдвига требует, чтобы каждый в компании переосмыслил роль и влияние ИТ в их повседневной работе.
Брайсон Келер, технический директор Equifax, говорит: «Когда вы выводите ИТ из рабочего режима:« Давайте запустим кучу пакетных решений, которые мы купили и поддержали »на« Давайте создавать и создавать новые возможности, которых раньше не было ». Если вы посмотрите на подавляющее большинство стартапов, то увидите, что они не начинают с гигантских упакованных в термоусадочную пленку пакетов программного обеспечения в качестве основы своей компании. Если вы пытаетесь создать инновации внутри крупного предприятия, вам не следует начинать с что либо.Вы здесь больше не для того, чтобы запускать мэйнфрейм. Вы здесь не для того, чтобы управлять серверами. Вы здесь не для того, чтобы управлять центром обработки данных, сетью или операциями. Это ставки стола. Это то, что вы можете передать на аутсорсинг ».
Хотя ИТ будут играть важную роль в реализации стратегии цифровой трансформации, работа по внедрению и адаптации к массовым изменениям, сопровождающим цифровую трансформацию, ложится на всех. По этой причине цифровая трансформация — это проблема людей.
ИТ-руководители чаще, чем когда-либо, работают в кросс-функциональных командах.Инициативы цифровой трансформации часто меняют рабочие группы, должности и давние бизнес-процессы. Когда люди опасаются своей ценности и, возможно, их работа находится под угрозой, ИТ-руководители почувствуют сопротивление. Таким образом, лидерские «мягкие навыки», которые оказываются довольно сложными, очень востребованы.
EVP и технический директор Mattel Свен Герджетс говорит, что ведущая трансформация начинается с сочувствия. «Когда ваше сочувствие искреннее, вы начинаете укреплять доверие», — говорит он. «Если у вас нет организации, которая поддерживает и полностью поддерживает усилия по преобразованию, добиться успеха невозможно.Вам нужны руководители, которые знают, как выглядит «хорошо», и которые заинтересованы в том, чтобы помочь организации понять, почему вы делаете то, что делаете ».
«Это станет очевидным, когда вы услышите что-то вроде:« Привет, мы работаем с вашей командой, и она ощущается по-другому »или« Мы не можем поверить, что ИТ-специалисты выполнили этот проект раньше, и он удовлетворил потребности моего бизнеса ». «
[Пытаетесь создать свой эквалайзер? Прочтите нашу статью по теме: 10 вещей, которые лидеры с эмоциональным интеллектом никогда не делают. ]
Свифт из Корн Ферри, руководитель отдела цифровых консультаций по Северной Америке и глобальным учетным записям, в своей консультационной работе обнаружила, что три группы сотрудников, как правило, замедляют темпы трансформации: старожилы, начинающие игроки и одинокие волки.
Компании не должны игнорировать эти три группы, а взаимодействовать с ними — иначе они столкнутся с опасными препятствиями, пишет она. Как это сделать? Ее первое предложение: подумайте о своем населении сегментированно и работайте, чтобы встретиться с разными сегментами, где они находятся.
«Многие организации, — пишет она, — развернули цифровое путешествие в очень единообразной манере, используя одни и те же сообщения и методы». Переподготовка для всех! Новые команды! Добро пожаловать в новый мир! »С точки зрения управления изменениями это чистая глупость — и неправильное использование инвестиционных долларов, которые могут быть потрачены более стратегически на меньшие группы. Компаниям следует учитывать как цифровой опыт, так и поведенческие предпочтения различных подгрупп населения в своей организации, и они должны разработать обмен сообщениями, программы и даже среду, чтобы достичь правильной отправной точки и реалистичной конечной точки для различных групп.» [Прочтите статью полностью, чтобы получить дополнительные советы от Swift: 3 типа сотрудников, которые мешают темпам трансформации.]
Важным элементом цифровой трансформации, конечно же, являются технологии. Но часто речь идет больше об отказе от устаревших процессов и устаревших технологий, чем о внедрении новых технологий. Речь также идет о внедрении инноваций.
В области государственных информационных технологий, например, все больше государственных учреждений находятся на грани реализации всего потенциала облачной модели — помимо сокращения затрат до использования облака для стратегического преимущества, — отмечает Дэйв Эгтс, главный технолог, Государственный сектор Северной Америки, Red Шапка.«Deloitte недавно выпустила список из девяти технологических тенденций, трансформирующих правительство, и одна, в частности, будет иметь ключевое значение для обеспечения будущего технологий в правительстве: облако как движущая сила инноваций», — говорит Эгтс.
Преобладание устаревших технологий в корпоративных ИТ по-прежнему мешает ИТ-директорам успешно приступить к стратегии цифровой трансформации. Как пояснила Бет Девин, управляющий директор и глава подразделения инновационных сетей и новых технологий Citi Ventures, устаревшие технологии могут стать дорогостоящим препятствием для трансформации.«Если вы тратите от 70 до 80 процентов ИТ-бюджета на эксплуатацию и обслуживание унаследованных систем, у вас не так много возможностей, чтобы воспользоваться новыми возможностями и продвинуть бизнес вперед. И эти расходы будут расти по мере того, как технологии стареют и становятся более уязвимыми», — отмечает Девин. .
Более того, новые технологии создаются с использованием облачных архитектур и подходов, отмечает она: «Какова долгосрочная ценность использования лучших новых технологий для вашего бизнеса и клиентов?»
Согласно недавнему исследованию Deloitte, решающим фактором модернизации устаревших систем является технологическая актуальность, — говорит она.«Унаследованным решениям не хватает гибкости, и они несут значительный технологический долг из-за устаревших языков, баз данных (и) архитектур», — сообщает Deloitte. «Эта ответственность не позволяет многим организациям продвигать и поддерживать аналитику, транзакции в реальном времени и цифровой опыт». (Прочтите полную статью Девина: Цифровая трансформация: 9 факторов рентабельности инвестиций при обновлении устаревших систем.)
Если компании хотят развиваться в соответствии с быстрыми темпами цифровых изменений сегодня, они должны работать над повышением эффективности с помощью технологий везде, где это возможно.Для многих это означает принятие гибких принципов во всем бизнесе. Технологии автоматизации также помогают многим ИТ-организациям ускорить работу и сократить технический долг.
Как сообщила Стефани Оверби из компании «Предприниматели»: «В 2019 году продолжающаяся цифровая трансформация в различных отраслях стала данностью. В то же время усталость от цифровой трансформации также стала очень реальной». Это хорошее время, чтобы спросить себя, устает ли ваша команда или нет.
2020 год станет годом расплаты для цифровых инициатив.Организации, которые продолжают недооценивать необходимость изменения культуры, делают это на свой страх и риск.
«В 2020 году все еще будет происходить быстрое масштабирование цифровых инициатив в различных отраслях», — говорит Стив Холл, партнер и президент глобальной исследовательской и консалтинговой компании ISG. «Во многих областях ИТ-директора и организации подготовили свои организации к изменениям, но не сделали полного шага к преобразованию своей культуры, чтобы полностью принять изменения».
Вот восемь ключевых тенденций цифровой трансформации, о которых руководители бизнеса и ИТ должны знать в 2020 году:
- Быстрое внедрение цифровых операционных моделей, включая интегрированные межфункциональные группы.
- Потрясение, поскольку те, кто инвестировал в управление большими данными и аналитику, обошли своих конкурентов.
- Лучшее использование ИИ и машинного обучения.
- Продолжение деятельности по слияниям и поглощениям в сфере ИТ-аутсорсинга.
- Консультации, формирующие новые цифровые партнерства.
- Расширение масштабов внедрения общедоступного облака.
- Новые показатели успеха цифровой трансформации.
- Больше внимания долгосрочным целям цифровых инициатив.
Чтобы получить более подробную информацию и советы по каждому из этих вопросов, прочитайте нашу статью «8 тенденций цифровой трансформации на 2020 год».
Чтобы доказать успех усилий по цифровой трансформации, лидерам необходимо количественно оценить окупаемость инвестиций. Это легче сказать, чем сделать с проектами, которые пересекают функциональные и бизнес-границы, меняют способ выхода компании на рынок и часто коренным образом меняют взаимодействие с клиентами и сотрудниками.
Такой проект, как обновление мобильного приложения, может окупиться в краткосрочной перспективе, но другие проекты преследуют более долгосрочные цели для бизнеса.
Более того, как мы недавно сообщали, «усилия по цифровой трансформации продолжаются и развиваются, что может сделать традиционные расчеты стоимости бизнеса и подходы к финансовому управлению менее эффективными.«
Тем не менее, количественная оценка успеха имеет решающее значение для продолжения инвестиций. «Одного внедрения технологии недостаточно — технология должна быть специально привязана к мониторингу ключевых показателей эффективности на основе информации о клиентах и эффективности бизнес-процессов», — говорит Брайан Каплан, директор консалтинговой компании Pace Harmon.
Во-первых, спросите, достаточно ли вы рискуете.
«При определении эффективности инвестиций в цифровую трансформацию лучше всего рассматривать портфолио, а не уровень проекта», — говорит Сесилия Эдвардс, партнер консалтинговой и исследовательской компании по цифровой трансформации Everest Group.Подобно тому, как управляющий паевым инвестиционным фондом или венчурная компания смотрят на общую производительность, чтобы определить, насколько хорошо идут дела, лидеры цифровой трансформации должны иметь целостный взгляд на усилия по цифровым изменениям.
Это особенно важно для того, чтобы низкая производительность одного конкретного проекта не отразилась отрицательно на общих усилиях ИТ. Это также способствует формированию толерантности к необходимым рискам, которые необходимо предпринять для достижения реальной цифровой трансформации.
Затем рассмотрим передовой опыт в отношении показателей цифровой трансформации:
- Установить начальные метрики заранее
- Разработка микрометрик для гибких экспериментов: Цель — научиться и приспосабливаться.
- Включите бизнес-результаты: Посмотрите на стратегическое влияние (например, рост доходов, ценность для потребителя в течение всего срока службы, время выхода на рынок), операционное воздействие (например, повышение производительности, масштабирование, операционная эффективность) и влияние на затраты.
Хотите получить более подробную информацию о передовых методах рентабельности инвестиций? Прочтите нашу статью по теме: Рентабельность инвестиций в цифровую трансформацию: как проверить окупаемость проекта.
Если все это заставляет вас чувствовать себя позади, не бойтесь. Одно из самых больших заблуждений ИТ-директоров о цифровой трансформации состоит в том, что все их конкуренты намного опережают их.Это потому, что «самые быстрые трансформаторы вызывают большое восхищение (и популярная пресса), но мало критики того, насколько сложна трансформация или сколько времени она может занять для типичной компании Global 2000», — говорит Тим Йитон, директор по маркетингу Red Hat.
По мере того, как компании формулируют свою собственную стратегию цифровой трансформации, ИТ-директора и руководители ИТ-отделов, которые уже начали свой путь, могут многому научиться. Ниже представлена подборка историй и тематических исследований цифровой трансформации, которые вы можете изучить дальше.
9 истин о цифровой трансформации, которые пандемия переписала
Метрики цифровой трансформации: 8 извлеченных парадоксальных уроков
Цифровая трансформация и ИТ-модернизация: в чем разница?
Рассказывание историй о цифровой трансформации: 5 полезных советов
Цифровая трансформация: 4 признака суперзвезды
Цифровая трансформация: как ускорить работу с осторожностью
10 показателей цифровой трансформации для измерения успеха в 2021 году
Vanguard CIO: как помочь вашей организации мыслить как стартап
Цифровая трансформация — это масштабное мероприятие, особенно для крупных, устоявшихся компаний.Если все сделано правильно, это приведет к созданию бизнеса, который будет более соответствовать требованиям клиентов и устойчив в быстро меняющемся цифровом будущем.
Дополнительные сведения о цифровой трансформации см. В следующих ресурсах:
Хотите больше такой мудрости, ИТ-руководители? Подпишитесь на нашу еженедельную рассылку новостей по электронной почте.
Примечание редактора: эта статья была первоначально опубликована в 2016 году и была обновлена.
.