Как делают металл для VW, Renault, Hyundai, Kia… — репортаж с завода — журнал За рулем
Из череповецкой стали штампуют почти всё, что выпускают на российских автозаводах. «За рулем» отправился в Череповец, чтобы разобраться, как производят прокат для автопрома и какая толщина у металла, из которого изготовлен кузов вашего автомобиля.
Материалы по теме
Сталь, алюминий или карбон: что лучше для кузова
Череповецкий металлургический комбинат рождает смешанные чувства.
Смотрю на грандиозные доменные печи и проезжающие составы с расплавленным металлом — и в голове звучит мелодия «Время, вперёд!» из девятичасовых новостей. А реки раскаленной руды заставляют вспомнить кузни гномов из эпического произведения Толкиена.
Здесь творится магия рождения металла, из которого делают автомобильный лист. Из «северстали» штампуют почти всё, что производится в России, - кабины и кузовá автомобилей ГАЗ, КАМАЗ, Haval, Renault, Nissan, Peugeot, Citroen, Volkswagen, Hyundai и Kia.
Не важно, у вас ГАЗель или Solaris. Толщина металла и оцинковка у них одинаковые!
Стройка вопреки
Череповецкий комбинат появился скорее «вопреки», нежели «благодаря». Но и благодарить есть кого — ученого-металлурга Ивана Павловича Бардина. Именно он предложил не строить комбинат рядом с месторождением руды или угля, который был основным топливом.
Материалы по теме
Надежные и недорогие способы защиты от коррозии — экспертиза ЗР
По мнению Бардина, Череповецкий завод следовало строить на равном удалении как от обоих месторождений, так и от двух столиц, на перекрестке водных артерий и железнодорожных путей.
Было много возражений, но стройка началась — по распоряжению Сталина, с которым, ясное дело, никто спорить не решался. Проект стартовал ударными темпами: НКВД пригнал около десяти тысяч заключенных. Но помешала война. Стройка возобновилась только в 1947 году, и через восемь лет комбинат дал первую партию чугуна.
Сейчас Череповецкий металлургический выдает по 12 миллионов тонн стали ежегодно. Большая часть этого объема приходится на конструкционную сталь для судостроения и строительной отрасли. Автомобильный лист составляет лишь 10% объема. Однако именно это производство самое технологичное, требовательное и затратное.
Брак не прокатит
Всё начинается с доменных печей, коих в Череповце четыре (скоро закончится строительство пятой). Особая гордость — печь «Северянка» высотой больше 100 метров. Гигантская домна была задута (именно так называется запуск доменной печи) в 1986 году и долгое время оставалась самой большой в мире, попав в Книгу рекордов Гиннесса.
Материалы по теме
256 оттенков серого: как подбирают краску для кузова
Позже в Японии, Корее и Китае появились домны больше, но в Европе «Северянка» по-прежнему королева. Аппетит под стать размеру — каждый день она сжирает по шесть железнодорожных составов кокса и почти 70 тысяч кубометров газа, отдавая взамен по 13–15 тысяч тонн чугуна — исключительно передельного (так называют чугун для последующей переплавки в сталь). И хотя технология доменного производства не меняется уже столетие, управление и контроль — на современном уровне. Комната операторов напоминает центр управления космическими полетами.
Аппетит под стать размеру — каждый день она сжирает по шесть железнодорожных составов кокса и почти 70 тысяч кубометров газа, отдавая взамен по 13–15 тысяч тонн чугуна — исключительно передельного (так называют чугун для последующей переплавки в сталь). И хотя технология доменного производства не меняется уже столетие, управление и контроль — на современном уровне. Комната операторов напоминает центр управления космическими полетами.
Расплавленный чугун отправляется в сталеплавильный цех, который тоже поражает воображение. Над головой проезжают гигантские чаны; из них расплавленный металл переливают в формы и смешивают с металлоломом и присадками. Состав этого «винегрета» определяет физические и химические свойства стали, необходимые заказчику. При нас готовили сталь для ГАЗа. Точный состав, который требует каждый производитель, держат в секрете. Но всем производителям отправляют высокопрочную сталь, предел прочности которой 1500–2000 мПа. На выходе получают большие раскаленные отливки, так называемый сляб.
Расплавленный чугун отправляют в переплавку, замешивая с металлоломом и присадками. На выходе получают раскаленные отливки из стали.
Расплавленный чугун отправляют в переплавку, замешивая с металлоломом и присадками. На выходе получают раскаленные отливки из стали.
Отливки проходят пластическую обработку, затем их охлаждают и закручивают в рулоны.
После того как газовые резаки настругают одинаковые плиты сляба, в дело вступает стан горячей прокатки «2000». Число означает вовсе не год открытия, а ширину валков, через которые черновой сляб проходит, утончаясь до толщины автомобильного листа. Раскаленные плиты больше километра едут по конвейеру, периодически попадая в тесные объятия валков. Каждый такой проход сопровождается брызгами искр и тяжелым дыханием испаряющейся воды, необходимой для охлаждения.
Материалы по теме
Как сваривают кузова Фольксвагенов и Шкод в Калуге
На выходе прокат закручивается в километровые рулоны. Их-то и отправляют на финальную обработку — в новенький цех оцинковки. Здесь чисто и светло, ничего общего с брутальным производством черного металла. Череповецкая сталь не зря устраивает всех зарубежных производителей, пришедших к нам на рынок. Технологию оцинковки изменили — увеличили температуру процесса (420 градусов), благодаря чему атомы цинка не просто покрывают лист, а проникают глубоко в структуру, что гораздо эффективнее. Не важно, на чем вы ездите — на ГАЗели, Солярисе или Фольксвагене. Они все оцинкованы одинаково. Различаются лишь свойства стали. Так что ржавеют машины по-разному только из-за этого. Ну и из-за качества окраски.
Рулоны нарезают в листы, они проходят оцинковку, после чего их снова сваривают между собой и закручивают в рулоны уже окончательно и бесповоротно — для отправки заказчику. Причем швы увидеть просто нереально — на выходе получается цельный километровый лист. Размер рулонов определяется заказчиком — вес варьируется от 5 до 30 тонн. Но перед этим весь лист проходит контроль, причем очень жесткий. Даже малейший брак недопустим. Всматриваясь в дефектные листы, я иногда не мог найти хоть какой-то изъян. Кстати, совсем недавно на заводе освоили производство и стали DР600, предназначенной для изготовления колесных дисков.
Причем швы увидеть просто нереально — на выходе получается цельный километровый лист. Размер рулонов определяется заказчиком — вес варьируется от 5 до 30 тонн. Но перед этим весь лист проходит контроль, причем очень жесткий. Даже малейший брак недопустим. Всматриваясь в дефектные листы, я иногда не мог найти хоть какой-то изъян. Кстати, совсем недавно на заводе освоили производство и стали DР600, предназначенной для изготовления колесных дисков.
Готовую сталь перед отправкой заказчику снова закручивают в рулоны.
Готовую сталь перед отправкой заказчику снова закручивают в рулоны.
Культура производства
Атмосфера и масштабы предприятия вселяют гордость: не все промышленные гиганты Союза отправились в небытие. Завод работает и кормит не только владельцев, но и город: благодаря Северстали Череповец живет и развивается.
И о людях думают. Вот простая мелочь: во всех цехах, у каждой лестницы — плакаты с просьбой держаться за поручни. Казалось бы, никто их не читает, но травматизм снизился на 80%! Именно из этого складывается культура производства, а без нее качества не достичь.
Казалось бы, никто их не читает, но травматизм снизился на 80%! Именно из этого складывается культура производства, а без нее качества не достичь.
- Как сэкономить на кузовном ремонте, читайте тут.
Как делают металл для VW, Renault, Hyundai, Kia… — репортаж с завода
Из череповецкой стали штампуют почти всё, что выпускают на российских автозаводах. «За рулем» отправился в Череповец, чтобы разобраться, как производят прокат для автопрома и какая толщина у металла, из которого изготовлен кузов вашего автомобиля.
Как делают металл для VW, Renault, Hyundai, Kia… — репортаж с завода
Как делают металл для VW, Renault, Hyundai, Kia… — репортаж с завода
Из череповецкой стали штампуют почти всё, что выпускают на российских автозаводах. «За рулем» отправился в Череповец, чтобы разобраться, как производят прокат для автопрома и какая толщина у металла, из которого изготовлен кузов вашего автомобиля.

Как делают металл для VW, Renault, Hyundai, Kia… — репортаж с завода
Наше новое видео
Evolute i-Joy: тест первого российского электромобиля
Тест-драйв нового китайского кроссовера. Лучше топов?
4 ярких впечатления о новом «китайце» (есть негативные)
Понравилась заметка? Подпишись и будешь всегда в курсе!
За рулем на Яндекс.Дзен
Новости smi2.ru
Доказано, что современные автомобили с тонким металлом на самом деле лучше старых
Вы помните первую модель Лада ВАЗ-2101 , которая была сделана на базе 124-го Фиата ? Или старые 21-е Волги? Или возьмем более поздние модели ГАЗ-24. В том числе вспомните старые американские автомобили 70-х, 80-х годов. Все эти автомобили объединяет одно: у всех них кузов был сделан из толстого металла. Современные же автомобили заметно «похудели», приобретя кузова с тонкой (порой почти как фольга) толщиной металла. Куда же движется мировая автопромышленность?
Неужели к бумажным транспортным средствам? И как толщина кузова современных автомобилей может быть безопасной? Как тогда современные автомобили успешно проходят краш-тесты , получая высшие оценки? Оказывается, действительно все современные авто намного безопаснее своих тяжелых предшественников, большинство из которых были сделаны реально из толстого металла . Но как такое возможно?
Но как такое возможно?
Вот вам пример типичной аварии старого и современного автомобиля.
Обратите внимание на характер повреждений современного автомобиля и старого. Невооруженным взглядом видно, что даже при таком сильном ударе в боковую часть старой машине хоть бы хны, тогда как современный автомобиль получил довольно-таки серьезные повреждения. И как тогда современные авто могут быть намного безопаснее старых? Как может автомобиль с толстой сталью кузова быть менее безопасным?
Смотрите также
Пять самых популярных краш-тестов автомобилей
Оказывается, именно характер повреждений в подобных авариях и смущает автолюбителей, что и становится распространением мифа о небезопасности современных авто. Ведь действительно на первый взгляд кажется, что хорошо выдержавший удар старый американский автомобиль надежней современного. Но не все так просто. Так что – современные автомобили действительно хуже старых, и тонкие кузова новых автомобилей – это явный признак краха капитализма? На самом деле нет.
Так что – современные автомобили действительно хуже старых, и тонкие кузова новых автомобилей – это явный признак краха капитализма? На самом деле нет.
Знаете ли вы, что прогресс не стоит на месте не только в мире электроники и гаджетов. Он также постоянно продолжается и в автопромышленности. В том числе в области безопасности, которая за последние 20-30 лет существенно возросла. Да-да, современные авто намного безопаснее старых.
И дело здесь не только в большом количестве подушек безопасности и различных электронных системах помощи водителю. В первую очередь безопасность стала лучше за счет улучшений в конструкции кузова автомобилей . И этот прогресс продолжается. Все автомобильные компании вкладывают большие инвестиции в исследование и разработку новых технологий в конструкции кузовов.
Например, вот видео, где вы можете посмотреть краш-тест с участием двух автомобилей: современного и старого.
Имейте в виду, что у старого автомобиля толщина металла кузова в разы больше, чем у современной машины. Но по результату краш-теста старый автомобиль получил ужасные оценки безопасности, тогда как современное авто показало приемлемые результаты.
Но по результату краш-теста старый автомобиль получил ужасные оценки безопасности, тогда как современное авто показало приемлемые результаты.
Или вот еще один ролик, где специалист пресс-центра компании АвтоВаз в передаче «В самом деле» развеивает миф о небезопасности современных автомобилей Лада, убеждая нас в том, что, несмотря на то, что современные Лады имеют кузова с тонким металлом, они намного безопасней своих старых предшественников, которые имели толстый метал в конструкции кузова.
По словам представителя АвтоВаза, тонкий металл в современной промышленности используется не только для того, чтобы снизить вес автомобиля с целью сокращения расхода топлива, но и для того, чтобы улучшить безопасность пешеходов. Чем тоньше металл, тем больше деформация кузова, что меньше, естественно, травмирует пешехода, если его собьет автомобиль.
Смотрите также
Главный минус старых автомобилей: Безопасность
А как насчет водителя и пассажиров? Разве сильная деформация кузовных элементов, сделанных из тонкого металла, в современных автомобилях не угрожает тем, кто находится внутри салона? Оказывается, нет.
Тут нужно вспомнить физику, из которой следует, что чем больше происходит деформация кузова, тем больше энергии, вызванной столкновением, рассеивается. В итоге лишь небольшая часть этой опасной энергии поступает в салон, где сидят водитель и пассажиры. В случае же со старыми машинами , которые намного меньше подвергались деформации кузова, практически вся энергия удара при ДТП попадала в салон, принося тем, кто там сидел, тяжелые травмы.
Именно поэтому, несмотря на толстый металл кузовов старых машин, их безопасность, по современным меркам, оценивается, как правило, в ноль баллов или в ноль звезд.
Все современные автомобили, в том числе и отечественные Лады, имеют особую конструкцию кузова. Так, под тонкими кузовными деталями кузова, как правило, спрятан прочный каркас из различных крепких сплавов. Именно этот каркас и защищает водителя и пассажира при аварии. Кстати, в любой современной машине конструкторы еще во время проектирования транспортного средства создают зоны с так называемой запланированной деформацией. Это такие кузовные элементы, которые должны максимально деформироваться при ударе, чтобы максимально погасить энергию, возникшую во время ДТП.
Это такие кузовные элементы, которые должны максимально деформироваться при ударе, чтобы максимально погасить энергию, возникшую во время ДТП.
Смотрите также
Краш-тест двух Фольксваген Гольф с разницей в 30 лет
Да, облегчение кузова автомобиля за счет применения более тонкого металла имеет, конечно, и минусы. Куда без них. Ведь в мире нет ничего идеального. В том числе в мире автомобилей. За тонкий металл кузова автовладельцы расплачиваются, как правило, рублем. Во-первых, чем меньше толщина металла кузова, тем тоньше лакокрасочное покрытие автомобиля, что приводит к быстрому образованию сколов и другим повреждением кузова. Во-вторых, из-за того, что многие современные авто стали как фольга, приходится расплачиваться своим кошельком даже при небольшом ударе.
Так, даже при мелкой аварии современный автомобиль может быть существенно поврежден из-за сильной деформации того или иного кузовного компонента. Естественно, это расстраивает многих автовладельцев. Особенно тех, кто раньше владел старыми автомобилями, которые даже при сильном ударе внешне могли выглядеть после ДТП практически не поврежденными.
Естественно, это расстраивает многих автовладельцев. Особенно тех, кто раньше владел старыми автомобилями, которые даже при сильном ударе внешне могли выглядеть после ДТП практически не поврежденными.
Именно это и заставляет многих автовладельцев ругать современные авто за их хлипкость, ненадежность и т. п., с добром вспоминая старые неубиваемые автомобили. Но, как видите, современные стандарты безопасности диктуют свои правила при проектировании и производстве автомобилей. Так как любое транспортное средство – это повышенный источник опасности для человека, то вопросы безопасности, конечно же, превыше всего и важнее искореженной кузовной детали.
Да, может быть, в чем-то современные автомобили стали хуже (качество, надежность, ремонтопригодность, стоимость обслуживания и т. д.), но что касаемо безопасности , то тут однозначно современные авто заметно выигрывают у старых машин.
насколько он безопасен и почему
Содержание
- Какие материалы используют при производстве
- Сталь
- Алюминий
- Стеклопластик и различные виды пластмассы
- Почему металл кузова современного автомобиля становится все тоньше
- Итоги
В последнее время автолюбители всего мира задаются вопросом: почему с каждой новой моделью металл в кузове становится все тоньше? Также интересует их и то, на какие факты опираются производители, уверяя, что тонкий металл кузова безопаснее для людей, чем детали из толстого и прочного сплава. На этот и другие вопросы мы постараемся детально ответить в данном материале.
На этот и другие вопросы мы постараемся детально ответить в данном материале.
Какие материалы используют при производстве
За все время автоиндустрии компании применяли различные материалы при производстве и обшивки кузова автомобиля. Вот самые популярные из них:
- сталь;
- алюминий;
- пластмасса и стеклопластик.
Сталь
Самым популярным на сегодня материалом для изготовления кузова остается сталь с низким содержанием углерода. Именно этот компонент позволяет добиться снижения общей массы автомобиля.
Сталь отличается высокой прочностью в механике и достаточно сильной расположенностью к глубокой вытяжке. Последнее свойство материала позволяет изготовить деталь любой формы без дополнительных производственных усилий.
Однако низкоуглеродная сталь легко подвергается коррозии, поэтому требует дополнительного ухода для предотвращения процесса гниения.
Преимущества:
- низкая цена;
- простой ремонт.
Недостатки:
- подвергается коррозии.
Алюминий
Еще одним металлом, из которого делают корпуса для автомобилей, является алюминий. Данный материал появился в автомобильной индустрии относительно недавно. В отличие от стали, уровень прочности у алюминия значительно ниже, поэтому исходные листы должны быть больше по толщине.
Толстый слой алюминия, в свою очередь, значительно увеличивает общую массу автомобиля, хотя и имеет более легкий вес в сравнении со сталью. Также из этого материала могут делать отдельные части кузова: капот, двери или элементы багажника. Из недостатков следует отметить низкую шумоизоляцию.
Кузов ЛадыЧтобы нивелировать этот эффект, инженеры применяют технологии, которые позволяют добиться нужной акустики внутри кузова.
Изготовление обшивки для машин из алюминия во многом похоже на производственные процессы, в которых используются листы стали.
На первом этапе из исходников получают детали посредством штампа. После заготовки собирают в единую конструкцию, используя сварку, специализированный клей или современное лазерное оборудование. Также детали можно соединять заклепками.
Процесс сварки на заводеДостоинства:
- высокая прочность;
- вес ниже, чем у стали;
- возможность повторной обработки;
- изготовление деталей разной формы;
- в отличие от стали, меньше подвергается коррозии.
Недостатки:
- высокая цена;
- потребность в дополнительном оборудовании;
- большие энергозатраты;
- дорогие способы соединения конструкций.
Стеклопластик и различные виды пластмассы
Стеклопластик представляет собой наполнитель из волокна, пропитанный смолами из полимера. Кевлар, карбон и стекломатериал или стеклоткань – это наиболее популярные материалы и наполнители, применяемые в производстве автомобилей.
Большую часть кузова из пластмассы собирается из пяти типов исходников: стеклопластика, полипропилена, поливинилхлорида, АБС-пластика и полиуретана.
Кузов современного BMW из композитных материаловДля того чтобы уменьшить общий вес автомобиля, некоторые детали, такие как наружные панели, изготавливают из стеклопластика. Также из данного материала делают противоударные накладки, сиденья и подушки.
С недавнего времени из него же стали производить крышки багажника, крылья или крышки капота.
Что происходит с кузовом во время краш-тестовПреимущества:
- малый вес при хорошей прочности;
- изготовление деталей любой сложности;
- декоративная поверхность.
Недостатки:
- высокая цена.
Почему металл кузова современного автомобиля становится все тоньше
Если окунуться в историю автомобильного производства, можно заметить, что в середине XX века компании стремились получить качественный и надежный автомобиль, не жалея при этом ни краски, ни металла. В машинах еще не было процессов, связанных с электроникой. В те времена самой надежной считалась механика. Кузов был прочный и не деформировался от небольших ударов. Сейчас же с каждым годом кузов становится тоньше.
В машинах еще не было процессов, связанных с электроникой. В те времена самой надежной считалась механика. Кузов был прочный и не деформировался от небольших ударов. Сейчас же с каждым годом кузов становится тоньше.
Современные автомобили претерпели множество изменений. В первую очередь это касается безопасности, мощности, автоматики и множества различных «фишек».
Многие нововведения и современные технологии «влетают в копеечку» компаниям-производителям. Исходя из желания сделать продукцию более доступной для потребителя, производство уменьшает толщину металла кузова, лака и краски.
В итоге, с одной стороны мы получаем современный автомобиль, наполненный последними технологиями в области машиностроения, а с другой стороны – это не очень прочный кузов.
Ели вы уверены, что толщина кузова машины напрямую влияет на безопасность пассажиров, производители спешат заверить – это не так!
Безопасность в современных машинах обеспечивают подушкиРассмотрим основные преимущества более легкого кузова:
- Безопасность.
 Да, к удивлению многих, в машине с более легким кузовом ездить будет безопасней. Причина кроется в элементарных законах физики. Чем меньше масса тела, тем меньше его инерция. Следовательно, в момент столкновения сила удара также будет меньше.
Да, к удивлению многих, в машине с более легким кузовом ездить будет безопасней. Причина кроется в элементарных законах физики. Чем меньше масса тела, тем меньше его инерция. Следовательно, в момент столкновения сила удара также будет меньше. - Экономия топлива. Снова возвращаемся к законам физики. Гораздо больше горючего понадобится для обеспечения движения тяжелого транспортного средства. Данная особенность в виде тонкого кузова позволяет сэкономить не только производителю, но и потребителю.
- Маневренность и простое управление на сложных участках. Чем больше будет масса тела, а в нашем случае транспортного средства, тем сложнее оно будет набирать скорость, маневрировать на поворотах, а также тормозить.
[totalpoll id=»9752″]
Итоги
Разобравшись в причинах, почему современные авто имеют тонкий кузов, отметим, что не стоит бояться изменений. Не все они подразумевают ухудшение тех или иных качеств. В частности, это касается толщины кузова машины.
Как мы выяснили, это совершенно не делает поездку в любимом авто менее безопасной. А совсем наоборот, ездить становится безопасней. Плюс ко всему автомобилисты получают приятные бонусы в виде экономии на топливе, маневренности и улучшении аэродинамики.
А совсем наоборот, ездить становится безопасней. Плюс ко всему автомобилисты получают приятные бонусы в виде экономии на топливе, маневренности и улучшении аэродинамики.
Вы согласны с тем, что автомобили из тонкого металла безопаснее?
Как вам статья?
Сергей
Возможно мы знаем ответ
Задать вопрос
Толщина металла | SUZUKI CLUB RUSSIA
Pavell
Сузуковод со стажем
- #1
Только недавно обратил внимание на то, что толщина металла явно не дотягивает до хоть каких-нибудь норм совести! Видно конвейер по производству автомобилей настолько набрал обороты, что экономят на всём. В том числе и на прочности элементов кузова.
В том числе и на прочности элементов кузова.
Конечно хочется поругать подобное решение. Ведь положительные стороны мы и так все знаем, о них говорить нет смысла. Это только говоря о себе видим и перечисляем только хорошее и положительное, в случае с автомобилем- обратное!
Итак, вспоминая автомобили сделанные до 2000-2003 года, понимаешь, что дверь пальцем, за «здорово живёшь» не особо не вомнёшь. А сейчас?
Похоже на некую бутафорию! Причём касается это в основном ЯПОНСКИХ автомобилей! Перечислять нет смысла, и так знаете. Вот не хотелось верить в это, но увы…
Нажмите на поверхность двери, крыльев и даже стойки у лобового стекла.
Как?
И причиной по которой я не сдержался от подобного вывода, был осмотр поврежденной стороны у Гранд Витары. Это позор! Такой «фольги» я ещё не видел. (или не обращал внимание). Метал замят и похож на жёваный лист бумаги.
Вот такие братцы, дела.
Конечно за исключением этого пункта в Лиане всё в порядке. И разочарований она приносит гораздо меньше, нежели чем более именитые производители!
И разочарований она приносит гораздо меньше, нежели чем более именитые производители!
Костыль
зузуки-клаб фарева
- #2
Pavell написал(а):
Похоже на некую бутафорию! Причём касается это в основном ЯПОНСКИХ автомобилей!
Нажмите для раскрытия…
Не только! ) У супруги Пежо 206,вот где фольга,крыша,двери — страшно трогать.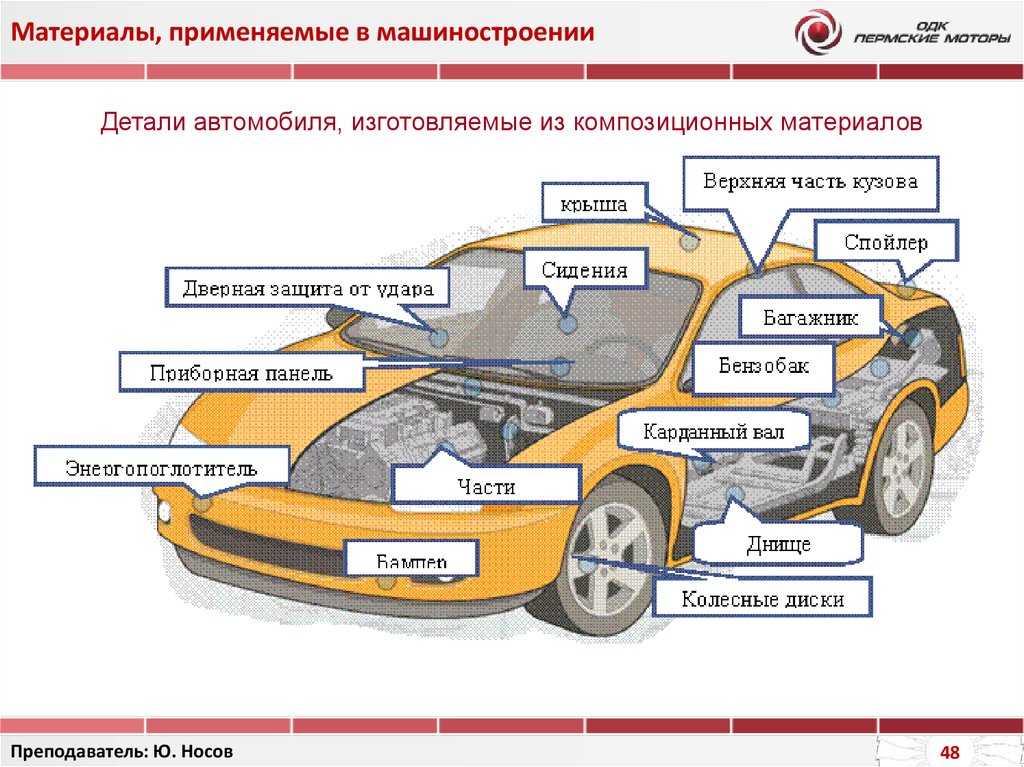 На крыше есть вмятина,добрый сосед скинул пакет с водой (типа,место его заняли. Соседа не поймал,убил-бы) при закрытии дверей,металл на них ходит ходуном. В общем отстой !!!
На крыше есть вмятина,добрый сосед скинул пакет с водой (типа,место его заняли. Соседа не поймал,убил-бы) при закрытии дверей,металл на них ходит ходуном. В общем отстой !!!
И в добавок,видел разбитый в хлам Ситроен С-4,та-же история,фольга.
Константин Питер
Опытный сузуковод
- #3
А толщина металла сама по себе какое имеет практическое значение?
понятно, что в минусах увеличение массы автомобиля со всеми вытекающими. …
…
а в плюсах что?
вряд ли износостойкость — так как это зависит в первую очередь от химического состава и способа термообработки, а не столько от толщины.
безопасность — имхо в первую очередь обеспечивается другими средствами.
если что, действительно, вмятины при ударе будут меньше. так все равно больше-меньше надо выпрямлять….
понятно, что экономят(
вчера прочитал в одном автожурнале сравнение авто 35-летней давности и современных по одним и тем же маркам (Матис, Мини, Алфа-Ромео..) — так по многим показателям эти автомобили либо хуже, либо вровень. За 35-лет то и многократном увеличении цены!
Kaa
Свой в доску
- #4
Pavell написал(а):
Только недавно обратил внимание на то, что толщина металла явно не дотягивает до хоть каких-нибудь норм совести! .
..
Нажмите для раскрытия…
А если еще внимательно посмотреть — можно увидеть, что толщина листа непостоянна!
В районе петель лист толщеОх ёёё, не
Заметно на задних дверях (изнутри канешно) и на крышках хечей
maz
Старый клубень
- #5
Я вот к примеру когда купил машинку, решил проверить сигнализацию, ну и типа постучал по левому крылу в гараже. ….а когда на солнышко машинку выгнал — там оказались вмятинки. Вот теперь на багажнике после этого не вожу вес более 70 кг.
….а когда на солнышко машинку выгнал — там оказались вмятинки. Вот теперь на багажнике после этого не вожу вес более 70 кг.
speedman
Новичок
- #6
Я так передние аммортизаторы проверил, сам не рад. Так что ребята надо с ней по аккуратней.
VarAn
Свой в доску
- #7
Покупайте УАЗ ПАТРИОТ.
Там метал ВО!!!
Можно хоть ногой пинать.
Реакции:
Almasrf и SIDmaz
Старый клубень
- #8
VarAn написал(а):
Покупайте УАЗ ПАТРИОТ.
Там метал ВО!!!
Можно хоть ногой пинать.Нажмите для раскрытия…

Ды машинка однако мощьная, въезжал как-то мнев зад такой — педали млин попутал, ему хоть бы хны, а у меня бампер в хлам(((Злой оскал
Kaa
Свой в доску
- #9
VarAn написал(а):
Покупайте УАЗ ПАТРИОТ.
Там метал ВО!!!
Можно хоть ногой пинать.Нажмите для раскрытия…

Неее! ГАЗ69 — во где Металл!
Парковался на понижайке в тесный гараж — уперся в стену и не заметил — газую, а он не едет — чуть к соседу не запарковался и все пофиг
ЗЫ кому надо продается:thumbsup:
Pavell
Сузуковод со стажем
- #10
Константин Питер написал(а):
А толщина металла сама по себе какое имеет практическое значение?
понятно, что в минусах увеличение массы автомобиля со всеми вытекающими.…
а в плюсах что?
вряд ли износостойкость — так как это зависит в первую очередь от химического состава и способа термообработки, а не столько от толщины.
безопасность — имхо в первую очередь обеспечивается другими средствами.
если что, действительно, вмятины при ударе будут меньше. так все равно больше-меньше надо выпрямлять….Нажмите для раскрытия…
Имеет самое непосредственное.
То, что при ударе ссзади запросто «пойдёт» крыша и при въезде в бока машины другого транспортного средства, бампер которого легко может оказаться в салоне, уже нет сомнения.
Надеюсь это нас не коснётся и не будем драматизировать, но буднично-
становится плохо от мысли, что соседская собака поднимет лапу избрав для непристойного занятия дверь автомобиля! От «напора бесстыдства» боюсь останутся вмятины:hilarious:
CitizenV
Местный
- #11
Я много раз читал на этом и на других форумах о том, что железо у Лианы слабое. Но я тоже саое могу сказать и о многих других аналогичных машин. Ну что поделать – сейчас время такое, что законы в автостроение диктуют условие тонкого железа.
Но я тоже саое могу сказать и о многих других аналогичных машин. Ну что поделать – сейчас время такое, что законы в автостроение диктуют условие тонкого железа.
Тонкое железо на Лиане меня не напрягает.
Но если было бы можно я бы ездил на танке! (Шило привет!)
iakn
Наш человек
- #12
У всех современных машин тонкий металл, так уменьшают массу автомобиля. А безопасность достигается за счет жесткой конструкции внутренних элементов кузова.
А безопасность достигается за счет жесткой конструкции внутренних элементов кузова.
А кстати, какая гарантия на кузов у Lian?
assa65
Опытный сузуковод
- #13
Вот у подводных лодок 2 корпуса. Внешний — для обтекания водой и внутренний — что-бы выдерживать огромную нагрузку. Главное -наличие деформируемого силового каркаса. При аварии толщина обшивки ни на что не влияет.
При аварии толщина обшивки ни на что не влияет.
Мда, половина тем этого форума несут глубоко эстетическое восприятие автомобиля.
Сопрано
Местный
- #14
Все крупные автопроизводители поступают таким образом. Это не экономия на металле, а современные нормы безопасности. Так называемая «пассивная безопасность» пешеходов. И еще для того, чтобы не было при сильном лобовом столкновении серьезного внутреннего сотрясения организма у пассажира. а двигатель просто проваливается вниз, не уходит в салон.
И еще для того, чтобы не было при сильном лобовом столкновении серьезного внутреннего сотрясения организма у пассажира. а двигатель просто проваливается вниз, не уходит в салон.
Pavell
Сузуковод со стажем
- #15
assa65 написал(а):
Вот у подводных лодок 2 корпуса. Внешний — для обтекания водой и внутренний — что-бы выдерживать огромную нагрузку.
Главное -наличие деформируемого силового каркаса. При аварии толщина обшивки ни на что не влияет.
Мда, половина тем этого форума несут глубоко эстетическое восприятие автомобиля.Нажмите для раскрытия…
Нажмите для раскрытия…
Особо удивительного нет, вряд ли все собравшиеся здесь имеют отношение к авторемонту в целом или образование, которое запросто позволило бы решать серьёзные проблемы в агрегатах и механизмах. Естественно, что каждый из нас специалист в своём деле, а к машине имеет отношение как пользователь. Увы.
Кстати, если считать профиль весьма маленького сечения, закреплённого к внешней стороне конструкции двери- силовым каркасом, то это явно не гарант какой-либо помощи. О помощи при аварии полагаться на такую конструкцию не приходится.
При снятии обшивки это становится наиболее очевидным.
Pavell
Сузуковод со стажем
- #16
Сопрано написал(а):
Все крупные автопроизводители поступают таким образом.
Это не экономия на металле, а современные нормы безопасности. Так называемая «пассивная безопасность» пешеходов. И еще для того, чтобы не было при сильном лобовом столкновении серьезного внутреннего сотрясения организма у пассажира. а двигатель просто проваливается вниз, не уходит в салон.
Нажмите для раскрытия…
Нажмите для раскрытия…
Отнюдь не все. Легко проверить осмотрев ряд машин тех людей, которые не против, чтобы их кузов слегка помяли:hilarious: :hilarious: Особенно 90-х годов.
А если серьёзно, то не в передней части даже дело. Может поэтому и шумоизоляция не блещет, что всё от днища до крыши- «жестяное»? Утрирую конечно, но в правда в этом есть.
Константин Питер
Опытный сузуковод
- #17
2Pavell, откровенно говоря, я далек от мысли о том, что чем железо толще, тем лучше для машины.
имхо аналогично можно было бы утверждать, что чем машина больше, тем она лучше и безопаснее.
maz
Старый клубень
- #18
Константин Питер написал(а):
2Pavell, откровенно говоря, я далек от мысли о том, что чем железо толще, тем лучше для машины.
имхо аналогично можно было бы утверждать, что чем машина больше, тем она лучше и безопаснее.Нажмите для раскрытия…

Да нет, на самом деле на более старших машинах железо на самом деле было толще и шумоизолящия тише, а на сегодня — это дань моде, экономия и прочие ухищрения. А нынче фольга да мудреные штампы(((
assa65
Опытный сузуковод
- #19
Типичный закон сохранения железа! Оно из бесполезных мест перемещается в силовые элементы. Ведь год от года машины становятся больше и безопаснее.
Ведь год от года машины становятся больше и безопаснее.
Константин Питер
Опытный сузуковод
- #20
maz написал(а):
Да нет, на самом деле на более старших машинах железо на самом деле было толще и шумоизолящия тише, а на сегодня — это дань моде, экономия и прочие ухищрения. А нынче фольга да мудреные штампы(((
Нажмите для раскрытия.
..
шумоизоляция на старых машинах была лучше??? я бы вообще-то не сказал бы так, если сравнивать аналогичные авто, конечно.
А то, что она (шумоизоляция) «была тише» (надо ж так сказать…) — это заслуга «толстого железа»?!
мда….Браво! Ай
Константин Питер
Опытный сузуковод
- #21
Коллеги, не хочу никого обидеть, но, Вы уверены, что разбираетесь в вопросе, о котором так авторитетно рассуждаете?
Просто читать некоторые мнения без слез невозможно. ..Рыдаю!
..Рыдаю!
assa65
Опытный сузуковод
- #22
«Давайте обсуждать книги, которые не читали и фильмы, которые не видели». М. Жванецкий.
И еще… Из личного «Я тщательно изучил название вашей докторской диссертации…»
Ах, да, самое гланое: «Вчера раки были по три рубля. …»
…»
denis6091
Эксперт
- #23
мой пост — моя подпись
Pavell
Сузуковод со стажем
- #24
Константин Питер написал(а):
Коллеги, не хочу никого обидеть, но, Вы уверены, что разбираетесь в вопросе, о котором так авторитетно рассуждаете?
Просто читать некоторые мнения без слез невозможно...Рыдаю!
Нажмите для раскрытия…
Нажмите для раскрытия…
Причём здесь уверенность в вопросе, да ещё и авторитетная?
На форуме люди задают в вопросы и рассуждают, независимо от того насколько они далеки от истины.
Естественно гораздо проще напустить скепсиса. Куда нам до интеллектуалов, типа некоторых.
Не хочу никого обидеть, но поспорить я и сам люблю, поэтому жду авторитетных постов от людей, которые плачут от чужих мнений. «Умничать» будем, когда приобретём Кайен.
Без обид.
CitizenV
Местный
- #25
Форум на то и форум, чтобы общаться и высказывать свое мнение!
Пусть я пролный профан в каком-то вопросе, но у меня по этому вопросу есть свое собственное мнение и я его высказал. Свое мнение я никому не навязывал !!!
Свое мнение я никому не навязывал !!!
Pavell
Сузуковод со стажем
- #26
шумоизоляция на старых машинах была лучше??? я бы вообще-то не сказал бы так, если сравнивать аналогичные авто, конечно.
А то, что она (шумоизоляция) «была тише» (надо ж так сказать…) — это заслуга «толстого железа»?!
мда.…
Нажмите для раскрытия…
Если внимательно читать, то в конце изречения был финал со словами «Утрирую конечно». Поэтому передёргивание в очередной раз.
Кстати шум от попадания камней о дно машины гасится и толщиной металла тоже. Ествественно основную работу должна выполнять шумоизоляция.
Константин Питер
Опытный сузуковод
- #27
Валерий написал(а):
Пусть я пролный профан в каком-то вопросе, но у меня по этому вопросу есть свое собственное мнение и я его высказал.
Свое мнение я никому не навязывал !!!
Нажмите для раскрытия…
2Валерий,у меня в этом другом подход. Если я не владею каким-либо вопросом, то скорее всего воздержусь от высказывания своего мнения (тем более в категоричной форме).
И неважно, интернет-Форум это или какое либо реальное общение или еще что-то.
Хотя согласен, много людей придерживаются и в реальной жизни-то других правил, не говоря уж об интернете.
Тут, конечно, дело каждого. Иногда, это даже забавно. Тоже процитирую Жванецкого:
«давайте сталкивать философов не читая их работ, давайте спорить о вкусе устриц и кокосовых орехов…с теми кто их ел. До хрипоты, до драки!!!»
жаль, только, что за непреодолимым желанием некоторых юзеров вставить свое мнение везде где можно, часто теряются мысли действительно разбирающихся в данном вопросе людей.
Pavell
Сузуковод со стажем
- #28
Константин Питер написал(а):
2Валерий,у меня в этом другом подход.
Если я не владею каким-либо вопросом, то скорее всего воздержусь от высказывания своего мнения (тем более в категоричной форме).
И неважно, интернет-Форум это или какое либо реальное общение или еще что-то.
Хотя согласен, много людей придерживаются и в реальной жизни-то других правил, не говоря уж об интернете.
Тут, конечно, дело каждого. Иногда, это даже забавно. Тоже процитирую Жванецкого:
«давайте сталкивать философов не читая их работ, давайте спорить о вкусе устриц и кокосовых орехов…с теми кто их ел. До хрипоты, до драки!!!»жаль, только, что за непреодолимым желанием некоторых юзеров вставить свое мнение везде где можно, часто теряются мысли действительно разбирающихся в данном вопросе людей.
Нажмите для раскрытия…
Константин, у Вас зачастую другой подход. Высказать о мнении других свою нетерпимость. Мы же не автослесаря, в самом деле. Вы все уважаемые люди, поэтому место иронии должно быть. Иначе превратимся в снобов. Может я и ошибаюсь. Можно соглашаться или нет, но занижать мнение других неэтично. Уверен, Вы лучше, чем хотите казаться.:thumbsup:
Иначе превратимся в снобов. Может я и ошибаюсь. Можно соглашаться или нет, но занижать мнение других неэтично. Уверен, Вы лучше, чем хотите казаться.:thumbsup:
Теперь о теме. Кому интересно, конечно. Признаюсь, никакую литературу не читал специально пользуюсь ранее приобретённым багажом знаний.
Все элементы кузова, изготовлены из холоднокатонного листа имеющего одинаковую толщину. К примеру пластик можно
, сортовой прокат и в частности лист не отливается, а прокатывается, поэтому по определению не может иметь разной толщины. Поэтому толщина стали на двери не отличается, в каком месте не измеряй. Капот и багажник, может быть изготовлен из стали с толщиной более. Что касается, якобы прочной конструкции, то смею заметить, что рёбра жёсткости на двери сопрягаются с внешей частью даже не посредством сварки (контактной, электро-дуговой), а судя по всему, так называемой «холодной сваркой», т.е. клей. Такая конструкция (она у большинства авто такого класса) не позволяет говорить о серьёзной безопасности. Ничего «криминального» в этом нет и абсолютно не хочу занизить оценку нашего авто, просто излагаю факты. Пусть они остановят человека прочитавшего это послание, не выпрыгивать на красный и не подставлять бока под удар. В Лиане, мазде3, королле практически нет мало-мальски серьёзной пространственной конструкции, обеспечивающую жёсткость.
Ничего «криминального» в этом нет и абсолютно не хочу занизить оценку нашего авто, просто излагаю факты. Пусть они остановят человека прочитавшего это послание, не выпрыгивать на красный и не подставлять бока под удар. В Лиане, мазде3, королле практически нет мало-мальски серьёзной пространственной конструкции, обеспечивающую жёсткость.
А самое примитивное, что приходит в голову это увеличенное количество траверс (рёбер жёсткости), увеличение их сечения (незначительно), увеличение толщины наружного металла, чтобы была возможна электросварка, а в связи с тем, что металл неизбежно от сварки деформируется наружу крепится, путём загиба и штамповки именно сверх тонкий (лучше алюминиевый, как у некоторых производителей) лист.
Но это удорожание. Себестоимость, понимаешь…
Другим понизить статус Лианы не позволю, а кому как не владельцам оной можно обсудить все недостатки.
Реакции: 1 человек
Константин Питер
Опытный сузуковод
- #29
Pavell написал(а):
Константин, у Вас зачастую другой подход.
Высказать о мнении других свою нетерпимость. Мы же не автослесаря, в самом деле. Вы все уважаемые люди, поэтому место иронии должно быть. Иначе превратимся в снобов. Может я и ошибаюсь. Можно соглашаться или нет, но занижать мнение других неэтично. Уверен, Вы лучше, чем хотите казаться.:thumbsup:
Нажмите для раскрытия…
Уважаемый, я буду Вам чрезвычайно признателен, если Вы воздержитесь от перехода на личности.
Что касаемо левых мнений, то не собираюсь менять свою позицию. Если человек пишет на Форуме или говорит в реале полную фигню (не имею сейчас в виду никого конкретно), то ему должно быть указано на это.
Вообще, вот какой смысл писать абстрактному юзеру то, в чем он вообще не шарит? Вы говорите, что «Мы же не автослесаря». Отлично! Так если мы не автослесаря. И не металловеды. Так давайте не будем строить из себя «автослесарей», зачем писать в данном топике, то о чем мы не понимаем? Чтобы рассмешить других?
Пусть лучше опишется тот, кто действительно рубит в вопросе. Пусть это хоть будет один человек. Хоть два.
Пусть это хоть будет один человек. Хоть два.
Оно же будет всем полезнее.:thumbsup:
Pavell
Сузуковод со стажем
- #30
Константин Питер написал(а):
Пусть лучше опишется тот, кто действительно рубит в вопросе. Пусть это хоть будет один человек. Хоть два.
Оно же будет всем полезнее.:thumbsup:
Нажмите для раскрытия…
Повторюсь.
Самое интересное, что обсуждают и пишут люди не всегда уверенные, что «рубят» в вопросе. Скорее даже, что задавая вопрос мы зачастую бываем для многих смешными. Пусть пишут все, кто хочет выразить своё мнение. Одёргивать никого не будем.
Мне, к примеру Жванецкий не нравится вовсе, но я не говорю ему: «Помолчи, пусть говорит Задорнов!» Может просто переключить канал?
P.S.
Константин Питер написал(а):
не будем строить из себя «автослесарей», зачем писать в данном топике, то о чем мы не понимаем? Чтобы рассмешить других?
:thumbsup:
Нажмите для раскрытия…
Где место записи на получение разрешения о выборе темы? А если понимают? продлевает жизнь, хоть и не всегда смешно.
Автотехническая экспертиза.
 Исследуем лакокрасочные поверхности Часть 3. Окончание
Исследуем лакокрасочные поверхности Часть 3. ОкончаниеНапомним, что прошлую часть статьи по исследованию ЛКП автомобиля Renault Duster мы заканчивали на исследовании твердости лакокрасочного покрытия: «Образование царапин и срезов может быть результатом пониженной твердости лакокрасочного покрытия, твердости его внешнего слоя. В то же время повышенная твердость лакокрасочного покрытия может приводить к образованию трещин и сколов из-за высокой хрупкости».
Идем дальше.
Твердость лакокрасочного покрытия – свойство внешнего слоя покрытия сопротивляться механическому воздействию другого объекта. В общем случае оно (ЛКП) может оцениваться с помощью маятникового метода в соответствии с ГОСТ 5233–89 и ГОСТ Р 52166–2003 (ИСО 1522: 1998). Однако маятниковый метод применяется на специально изготовленных, горизонтально расположенных плоских образцах и не может быть применен для оценки твердости лакокрасочного покрытия кузова автомобиля. Для решения поставленной задачи применяется метод определения твердости покрытия по карандашу в соответствии с ГОСТ Р 54586–2011, стандартами ISO 15184:1998 и ASTM D3363–05(2011), методиками.
Для решения поставленной задачи применяется метод определения твердости покрытия по карандашу в соответствии с ГОСТ Р 54586–2011, стандартами ISO 15184:1998 и ASTM D3363–05(2011), методиками.
Исследование твердости лакокрасочного покрытия кузова автомобиля Renault Duster проводилось с помощью набора карандашей «KOH-I-NOOR» с твердостью от 6В до 10Н тип 1500. Результаты исследования показали, что на всех окрашенных панелях кузова, в том числе и на задних дверях и задних крыльях твердость лакокрасочного покрытия соответствует маркировке «Н».
ГОСТ Р 54586–2011 и другие стандарты определяют методику оценки твердости лакокрасочного покрытия, но не устанавливают нормы на твердость лакокрасочного покрытия кузовов автомобилей. Экспертная практика показывает, что твердость «Н» является типичной твердостью лакокрасочного покрытия металлических деталей кузовов современных автомобилей.
Из этого следует, что лакокрасочное покрытие задних дверей и задних крыльев кузова исследуемого автомобиля имеет нормальную твердость и не проявляет повышенную склонность к образованию царапин, сколов, трещин и иных разрушений. Такой твердостью обладает лакокрасочное покрытие на поврежденных участках и на остальной части поверхности задних дверей и задних крыльев. Такой же твердостью обладает лакокрасочное покрытие капота, передних крыльев, передних дверей, панели крыши и двери задка, т. е. всех остальных лицевых панелей кузова исследуемого автомобиля, на которых отсутствуют такие повреждения, которые образовались на задних дверях и задних крыльях. Трещины в лакокрасочном покрытии, как следствие повышенной его хрупкости, отсутствуют.
Такой твердостью обладает лакокрасочное покрытие на поврежденных участках и на остальной части поверхности задних дверей и задних крыльев. Такой же твердостью обладает лакокрасочное покрытие капота, передних крыльев, передних дверей, панели крыши и двери задка, т. е. всех остальных лицевых панелей кузова исследуемого автомобиля, на которых отсутствуют такие повреждения, которые образовались на задних дверях и задних крыльях. Трещины в лакокрасочном покрытии, как следствие повышенной его хрупкости, отсутствуют.
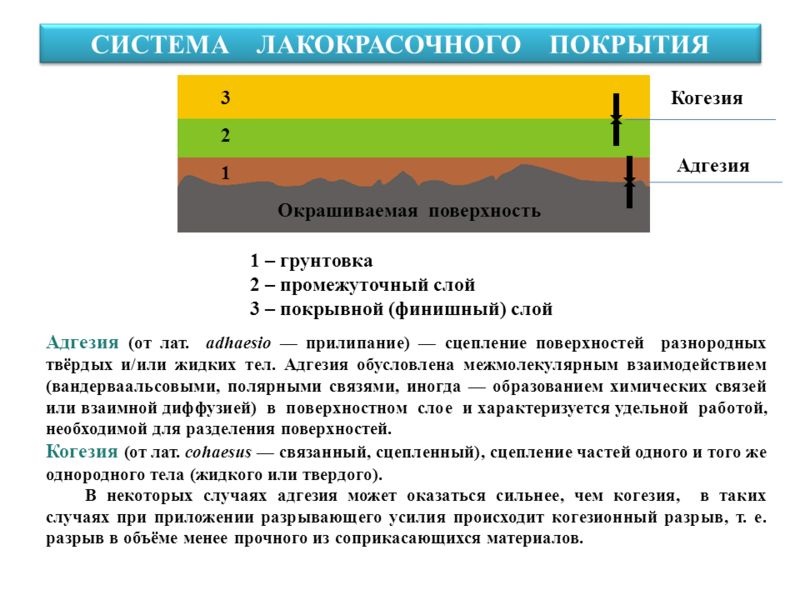
Оценка адгезии лакокрасочного покрытия
Разрушение и отделение фрагментов лакокрасочного покрытия возможно в результате ослабленной адгезии, так как неадгезированная пленка лакокрасочного покрытия обладает низкой прочностью. Оценка адгезии лакокрасочного покрытия в соответствии с ГОСТ 15140–78, ГОСТ 31149–2014 и международным стандартом ISO 2409:2013 может быть проведена методом решетчатых надрезов или методом параллельных надрезов. Оба эти метода являются разрушающими, приводящими к повреждению лакокрасочного покрытия на трех участках с размерами не менее 20×20 мм с образованием серии разрезов покрытия на всю глубину до поверхности металла. В связи с этим разрушающие методы оценки адгезии при проведении экспертного исследования не применялись.
В связи с этим разрушающие методы оценки адгезии при проведении экспертного исследования не применялись.
Адгезия лакокрасочного покрытия оценивалась с помощью препаровальной иглы со специально заточенным острием. При воздействии иглой в зоне скола вдоль слоев лакокрасочного покрытия и вдоль окрашенной поверхности не происходит разделение и отслаивание отдельных слоев покрытия и отслаивание всего покрытия от окрашенной поверхности металла, а происходит разрушение слоев покрытия. Это свидетельствует о том, что адгезионные связи лакокрасочного покрытия высокие, и они выше когезионных связей, определяющих прочность слоев покрытия.
Адгезия лакокрасочного покрытия задних дверей и задних крыльев кузова автомобиля Renault Duster оценивается как высокая, и она не является причиной разрушения лакокрасочного покрытия и образования сколов.
Исследование толщины лакокрасочного покрытия кузова автомобиля
Разрушение и образование сколов лакокрасочного покрытия может быть следствием слишком большой толщины покрытия. Слишком тонкие покрытия более склонны к образованию срезов. Кроме того, толщина лакокрасочного покрытия может быть признаком ремонтного лакокрасочного покрытия.
Слишком тонкие покрытия более склонны к образованию срезов. Кроме того, толщина лакокрасочного покрытия может быть признаком ремонтного лакокрасочного покрытия.
Толщина комплексного лакокрасочного покрытия (лакокрасочной системы) кузова исследуемого автомобиля определялась толщиномером CM‑8828 с точностью до 1 мкм (0,001 мм) в соответствии с ГОСТ 31993–2013 и ГОСТ 9.105–80 как средняя величина по результатам трех параллельных измерений в каждой контрольной точке с округлением до целых значений микрометра. Схема расположения контрольных точек при измерении толщины покрытия лицевых панелей кузова представлена на рис. 3 и 4.
Рис. 3. Схема контроля толщины лакокрасочного покрытия крыльев и боковых дверей кузова автомобиляРис. 4. Схема контроля толщины лакокрасочного покрытия капота, крыши и двери задка кузова автомобиляРезультаты контроля толщины лакокрасочного покрытия панелей кузова автомобиля представлены в табл. 2.
таблица 2. Результаты контроля локальной толщины лакокрасочного покрытия панелей кузова автомобиля Renault Duster, идентификационный номер ХХХ, мкмРезультат измерения толщины лакокрасочного покрытия в каждой конкретной точке поверхности (локальная толщина покрытия) является по своей природе случайной величиной.
Статистические характеристики толщины лакокрасочного покрытия определялись в соответствии с ГОСТ Р 50779.10–2000 по формулам:
Статистические характеристики толщины лакокрасочного покрытия панелей кузова представлены в табл. 3.
таблица 3. Статистические характеристики толщины лакокрасочного покрытия панелей кузова автомобиля Renault Duster, идентификационный номер ХХХ, государственный регистрационный знак YYНа рис. 5 представлены статистические характеристики толщины лакокрасочного покрытия панелей кузова автомобиля.
Рис. 5. Минимальные, максимальные и средние значения толщины лакокрасочного покрытия исследуемого кузова: 1 – крыло переднее левое; 2 – крыло переднее правое; 3 – дверь передняя левая; 4 – дверь передняя правая; 5 – дверь задняя левая; 6 – дверь задняя правая; 7 – крыло заднее левое; 8 – крыло заднее правое; 9 – капот; 10 – панель крыши; 11 – дверь задкаАнализ статистических характеристик толщины лакокрасочного покрытия показывает, что на наружных лицевых поверхностях кузова исследуемого автомобиля (за исключением задних дверей и задних крыльев) толщина лакокрасочного покрытия лежит в пределах от 119 до 170 мкм. На графике границы этого диапазона показаны пунктирными линиями. Такой диапазон изменения локальной толщины покрытия является характерным для окраски кузова на технологической линии завода-изготовителя.
На графике границы этого диапазона показаны пунктирными линиями. Такой диапазон изменения локальной толщины покрытия является характерным для окраски кузова на технологической линии завода-изготовителя.
Технологический разброс параметра составляет 51 мкм, что свидетельствует о высокой стабильности технологического процесса окрашивания кузова. Средняя толщина лакокрасочного покрытия частей кузова (за исключением задних дверей и задних крыльев) лежит в диапазоне от 129,3 до 151,5 мкм, что также свидетельствует о высокой стабильности технологического процесса нанесения комплексного лакокрасочного покрытия.
Толщина лакокрасочного покрытия задней левой двери, задней правой двери, заднего левого крыла и заднего правого крыла существенно отличаются от толщины покрытия других элементов кузова. Толщина лакокрасочного покрытия двух задних дверей и двух задних крыльев лежит в диапазоне от 92 до 245 мкм, разброс этого технологического показателя составляет 153 мкм. Такие величины параметров, характеризующих лакокрасочное покрытие, свидетельствуют о том, что лакокрасочное покрытие задней левой двери, задней правой двери, заднего левого крыла и заднего правого крыла имеет бóльшее количество слоев, что в результате приводит к большей общей толщине лакокрасочного покрытия.
Анализ толщины лакокрасочного покрытия частей кузова автомобиля свидетельствует о том, что задняя левая дверь, задняя правая дверь, заднее левое крыло и заднее правое крыло имеют ремонтное лакокрасочное покрытие. Это подтверждается и материалами дела, в которых имеется Предварительный заказ-наряд № 563275 (л. д. 58), в котором указаны работы по окрашиванию задних дверей и задних крыльев кузова автомобиля Renault Duster.
Для точного определения количества и чередования слоев лакокрасочной системы требуется отбор образцов и проведение их микроскопического исследования или изготовление косого шлифа лакокрасочного покрытия на проверяемом элементе кузова автомобиля. Отбор образцов и шлифование лакокрасочного покрытия до металла неизбежно приводят к еще большему повреждению (разрушению) лакокрасочного покрытия и являются разрушающими методами исследования.
Судом не давалось разрешение на применение разрушающих методов контроля, и применение таких методов для поставленных судом вопросов не требуется. По этим причинам отбор образцов лакокрасочного покрытия и изготовление косых шлифов лакокрасочного покрытия задних дверей и задних крыльев кузова автомобиля не производились.
По этим причинам отбор образцов лакокрасочного покрытия и изготовление косых шлифов лакокрасочного покрытия задних дверей и задних крыльев кузова автомобиля не производились.
Средняя толщина лакокрасочного покрытия задних дверей и задних крыльев кузова автомобиля Renault Duster, идентификационный номер XХХ, равна 198,7 мкм, средняя толщина покрытия всех остальных панелей кузова равна 143,5 мкм. Различие средних значений толщины лакокрасочного покрытия составляет 55,2 мкм, или 1,4 раза. Различие максимальных значений толщины покрытия (245 мкм у заднего правого крыла и 170 мкм у панели крыши) также составляет 1,4 раза.
В соответствии со стандартом ISO 12944–5:1998 допускается максимальная толщина лакокрасочного покрытия (сухой пленки), не превышающая номинальную толщину более чем в 3 раза. Толщина лакокрасочного покрытия всех лицевых поверхностей кузова автомобиля, в том числе задних дверей и задних крыльев, удовлетворяет этому требованию.
Превышение допустимой толщины лакокрасочного покрытия, снижающее его прочностные свойства и повышающее склонность лакокрасочного покрытия к разрушению, у исследуемого автомобиля отсутствует. Минимальная толщина покрытия равна 92 мкм, что соответствует обычной толщине лакокрасочного покрытия кузовов автомобилей. При такой толщине покрытие не проявляет повышенной склонности к образованию срезов.
Минимальная толщина покрытия равна 92 мкм, что соответствует обычной толщине лакокрасочного покрытия кузовов автомобилей. При такой толщине покрытие не проявляет повышенной склонности к образованию срезов.
Все сколы, срезы и очаги вздутия лакокрасочного покрытия располагаются на локальных участках наружной поверхности задних дверей и задних крыльев. Площади поврежденных участков составляют соответственно 3,4 и 3,1% от общей площади задней двери и заднего крыла. Эти локальные участки занимают пространственное положение под углами от 27 до 90° к продольной плоскости автомобиля и подвергаются динамическому ударному воздействию твердых объектов, находящихся на дороге в свободном, незакрепленном состоянии и вылетающих из-под колес транспортных средств. На этих же участках образуются основные наслоения дорожных загрязнений наружных лицевых поверхностей кузова (фото 7, 8).
Фото 7. Механическое разрушение лакокрасочного покрытия в задней части задней левой двери (съемка цифровым микроскопом)Фото 8.DesktopResolution.thumb.jpg.ce4b9644838541e64bf11ba2adbf5c9c.jpg) Дверь задняя правая и крыло заднее правое
Дверь задняя правая и крыло заднее правоеПовреждение лакокрасочного покрытия задней левой двери, задней правой двери, заднего левого крыла и заднего правого крыла кузова автомобиля в виде сколов и срезов вызвано внешними механическими воздействиями твердых объектов, превышающими прочностные характеристики покрытия. Образование очагов отслаивания лакокрасочного покрытия является следствием развития на незащищенной поверхности металла коррозионного процесса из-за разрушения защитно-декоративного покрытия и невыполнения предписания производителя своевременно устранять возникшие повреждения.
Характер имеющихся повреждений лакокрасочного покрытия кузова автомобиля и причины их возникновения свидетельствуют о том, что они не являются следствием какого-либо производственного дефекта, возникшего на этапе производства кузова, они не являются результатом нарушения технологии окрашивания в условиях ремонтной организации, а классифицируются как эксплуатационные повреждения.
В материалах дела имеется информация о наличии дефектов или повреждений лакокрасочного покрытия задних дверей и задних крыльев, возникших в 2015 году. Эта информация носит противоречивый характер. По одним данным имели место вздутия лакокрасочного покрытия, по другим – вспучивания лакокрасочного покрытия. Вздутие и вспучивание лакокрасочного покрытия – совершенно разные виды дефектов (повреждений), и причины их возникновения совершенно различны. Если вздутие покрытия представляет собой выпуклую деформацию отделившейся пленки, то вспучивание сопровождается набуханием и размягчением покрытия под действием растворителя или другого слоя покрытия. Для того чтобы определить, какой вид повреждений лакокрасочного покрытия задних дверей и задних крыльев возникал ранее в 2015 году, необходимо проведение исследования покрытия на более раннем этапе, т. е. до 11 ноября 2015 года, когда имевшиеся в тот период времени повреждения покрытия были устранены. В настоящее время отсутствует возможность определить, какие конкретно повреждения лакокрасочного покрытия имелись у задних дверей и задних крыльев автомобиля. По этой причине отсутствует возможность ответить на вопрос о повторности повреждений лакокрасочного покрытия или об их возникновении впервые.
Эта информация носит противоречивый характер. По одним данным имели место вздутия лакокрасочного покрытия, по другим – вспучивания лакокрасочного покрытия. Вздутие и вспучивание лакокрасочного покрытия – совершенно разные виды дефектов (повреждений), и причины их возникновения совершенно различны. Если вздутие покрытия представляет собой выпуклую деформацию отделившейся пленки, то вспучивание сопровождается набуханием и размягчением покрытия под действием растворителя или другого слоя покрытия. Для того чтобы определить, какой вид повреждений лакокрасочного покрытия задних дверей и задних крыльев возникал ранее в 2015 году, необходимо проведение исследования покрытия на более раннем этапе, т. е. до 11 ноября 2015 года, когда имевшиеся в тот период времени повреждения покрытия были устранены. В настоящее время отсутствует возможность определить, какие конкретно повреждения лакокрасочного покрытия имелись у задних дверей и задних крыльев автомобиля. По этой причине отсутствует возможность ответить на вопрос о повторности повреждений лакокрасочного покрытия или об их возникновении впервые.
Вывод по второму вопросу
Повреждения лакокрасочного покрытия задней левой двери, задней правой двери, заднего левого крыла и заднего правого крыла автомобиля Renault Duster, идентификационный номер XХХ, государственный регистрационный знак YY, являются эксплуатационными, возникшими в результате внешнего механического воздействия, превышающего прочностные характеристики покрытия, и невыполнения предписаний производителя по их устранению. Определить, возникли имеющиеся повреждения лакокрасочного покрытия впервые или возникали и устранялись ранее, не представляется возможным по причине, указанной в исследовательской части заключения.
Выводы
1. Лакокрасочное покрытие задней левой двери, задней правой двери, заднего левого крыла и заднего правого крыла кузова автомобиля Renault Duster, идентификационный номер ХХХ, государственный регистрационный знак YY, имеют повреждения в виде царапин, сколов, срезов и очагов вздутия.
2. Повреждения лакокрасочного покрытия задней левой двери, задней правой двери, заднего левого крыла и заднего правого крыла автомобиля Renault Duster, идентификационный номер XХХ, государственный регистрационный знак YY, являются эксплуатационными, возникшими в результате внешнего механического воздействия, превышающего прочностные характеристики покрытия, и невыполнения предписаний производителя по их устранению. Определить, возникли имеющиеся повреждения лакокрасочного покрытия впервые или возникали и устранялись ранее, не представляется возможным по причине, указанной в исследовательской части заключения.
Определить, возникли имеющиеся повреждения лакокрасочного покрытия впервые или возникали и устранялись ранее, не представляется возможным по причине, указанной в исследовательской части заключения.
- Сергей Лосавио, Московский автомобильно-дорожный государственный технический университет
- Владимир Смольников, редактор, издатель
кузовэкспертиза
виды материала для автомобилестроения, обработка
Содержание
- Особенности автомобилестроения в России
- Легковые автомобили
- Грузовые авто и спецтехника
- Автобусы
- Популярные предприятия автомобилестроения в России и СССР
- Какой материал используют при изготовлении авто?
- Сталь
- Алюминий
- Полимеры
- Характеристики материала
- Как происходит сборка автомобиля?
- Способы обработки металла в автомобилестроении
- Как провести кузовной ремонт?
- Выбор материала
- Оборудование
При производстве автомобилей могут использоваться разные виды металлов, полимеров. Они применяются при изготовлении кузова, отдельных запчастей. Каждый производитель использует разный материал. Это особенно заметно при сравнении автомобилей отечественных и зарубежных марок. Если знать, из какого металла изготовлена машина, можно самостоятельно провести ремонт кузова при появлении коррозии или после ДТП.
Они применяются при изготовлении кузова, отдельных запчастей. Каждый производитель использует разный материал. Это особенно заметно при сравнении автомобилей отечественных и зарубежных марок. Если знать, из какого металла изготовлена машина, можно самостоятельно провести ремонт кузова при появлении коррозии или после ДТП.
Особенности автомобилестроения в России
Российская автомобильная промышленность считается важной отраслью экономики России. На 2017 год Россия занимала 15 место среди всех стран мира по количеству производимых транспортных средств. К 2019 году количество отечественных автомобилей достигло 15% от общего производства.
Общее количество автомобилей, которые идут на импорт, составляет 48%. Этот показатель зависит от выпускаемых моделей, занимаемого сегмента.
Легковые автомобили
По количеству произведенных легковых автомобилей среди Европейских стран Россия занимает второе место. На первом находится Германия. Если брать официальные данные из статистики OICA, Российские автомобильные производители за 2013 год выпустили 1 919 636 легковых автомобилей. При этом общее количество машин, которые произвели страны Евросоюза за этот же год, составило 11 341 479. В период с 2001 по 2008 год Россия задействовала заводы, которые могли обеспечить производство 422 920 легковых автомобилей в год.
Если брать официальные данные из статистики OICA, Российские автомобильные производители за 2013 год выпустили 1 919 636 легковых автомобилей. При этом общее количество машин, которые произвели страны Евросоюза за этот же год, составило 11 341 479. В период с 2001 по 2008 год Россия задействовала заводы, которые могли обеспечить производство 422 920 легковых автомобилей в год.
Грузовые авто и спецтехника
Россия удерживает второе место по производству грузовых автомобилей, спецтехники. Первое место занимает Германия. Узнать точную статистику невозможно, поскольку с 2010 данные OICA относительно грузовиков были закрыты.
Основные заводы по производству спецтехники, грузовых авто вводились в несколько этапов:
- с 1991 по 1999 год;
- с 2001 по 2008 годы;
- с 2005 по 2007 (задействовались самые мощные производства).
Если сравнивать статистику выпускаемых грузовиков в 2016 и 2017 году, в 2017 производство увеличилось на 50,4%.

Автобусы
Россия — абсолютный лидер в производстве автобусов. По статистике OICA, за 2013 год было произведено и запущено в эксплуатацию 23 107 тяжелых автобусов. При этом все страны Евросоюза за тот же промежуток времени смогли выпустить только 12 460 машин подобного типа.
Автобусы (Фото: Instagram / cifratv23)Основные заводы были введены с 2001 по 2008 год.
Популярные предприятия автомобилестроения в России и СССР
Компании, которые внесли наибольший вклад в развитие автомобилестроения:
- АвтоВАЗ — Волжский автомобильный завод. Был основан в 1966 году. Сейчас около 20% всех автомобилей России изготовлено именно этой компанией.
- КамАз — Камский автомобильный завод. Считается лучшим производителем грузовых машин в России.
- УАЗ — Ульяновский автомобильный завод. Основан в 1941 году. Последние годы компания модернизировала оборудование для производства автомобилей, повысила продажи.
- ГАЗ — Горьковский автозавод.
 Самый старый автомобильный производитель в России. Компания основана в 1932 году. Родословная начинается от легендарных представителей компании Ford.
Самый старый автомобильный производитель в России. Компания основана в 1932 году. Родословная начинается от легендарных представителей компании Ford.
Менее известные производители — ЛиАЗ, ПАЗ, ГолАЗ, БАЗ.
Какой материал используют при изготовлении авто?
Для изготовления корпусов, основных деталей для авто могут применяться разные материалы (титан, углеволокно, золото и т. д.), но наиболее популярным считается алюминий, сталь и пластик.
Слитки золота (Фото: Instagram / gold_officiel)Сталь
Среди всех видов автомобильного металла самым популярным считается низкоуглеродистая листовая сталь. Подходящая толщина листов — от 0,65 до 2 мм.
Преимущества стали для сборки кузовов авто:
- Высокая прочность, жесткость.
- Низкая цена.
- Простота ремонта.
Поскольку технология давно отработана, большинство технологических операций может выполняться роботами.
Недостатки:
- Большая масса готовых изделий.
- Маленький срок службы.

- Необходимость делать большое количество штампов.
Чтобы стальные поверхности не покрывались ржавчиной, их нужно покрыть специальным антикоррозийным составом.
Листы стали (Фото: Instagram / absolut_metall35)Кузов автомобиля изготавливается в несколько этапов. Изначально из стальных листов разной толщины производятся отдельные детали. Затем они свариваются для получения крупных узлов. Последний этап сборки — соединение отдельных частей в единую конструкцию.
Алюминий
Сплавы алюминия начали применять в автомобилестроении совсем недавно. Материал подходит для изготовления всего корпуса или его отдельных частей.
Чаще детали из алюминия и стали комбинируются между собой для достижения оптимальной массы авто. Сборка корпуса из алюминиевых деталей практически не отличается от работы со сталью. Исключением является сварка отдельных частей. Она проводится в аргоновой среде. Отдельные детали фиксируются заклепками.
Преимущества алюминия:
- Алюминиевые сплавы легче и прочнее стали.

- Поврежденные детали можно легко переработать.
- Готовые изделия невосприимчивы к образованию ржавчины.
- Деталям можно придать любую форму.
Недостатки:
- Для работы с деталями из алюминиевых сплавов нужно использовать специальное оборудование.
- Чтобы сделать качественное соединение деталей, нужно задействовать дорогое оборудование.
- Детали плохо поддаются ремонту.
Полимеры
Поскольку металл утяжеляет конструкцию большинство производителей при изготовлении кузова используют полимеры. На автомобилях из пластика легко выжать максимальную мощность, достичь наибольшей скорости
При изготовлении применяются разные виды полимеров:
- АБС-пластик.
- Полипропилен.
- Стеклопластик.
- Полиуретан.
- Поливинилхлорид.
- Полиамид.
- Полиэтилен.
- Поликарбонат.
- Полиакрилат.
Чаще применяется стеклопластик. Его преимущества:
Его преимущества:
- малый вес;
- высокая прочность;
- простота изготовления деталей различной формы.
Недостатки:
- Продолжительное время производства деталей.
- Сложность ремонта при повреждениях.
- Высокая цена на наполнители.
Автомобиль из стеклопластика (Фото: Instagram / la_design_workshop)Пластик дешевле других материалов.
Характеристики материала
При выборе материала для сборки корпуса авто производители учитывают несколько параметров:
- жесткость, прочность;
- ударостойкость, прочность на изгиб;
- допустимую температуру эксплуатации;
- устойчивость к воздействию влаги, ультрафиолета, химических веществ;
- массу, звукоизоляцию;
- показатель теплопроводности.
Характеристики должны указываться в техническом паспорте.
Как происходит сборка автомобиля?
Процесс сборки автомобилей полностью автоматизирован и состоит из нескольких этапов:
- Подготовка проекта нового авто.
- Придумывание дизайна.
- Разработка основных частей машины, их испытание.
- Производство основных деталей.
- Сборка корпуса, начинки авто.
Способы обработки металла в автомобилестроении
В автомобилестроении используются разные технологии обработки металлов:
- сверление;
- точение;
- фрезерование;
- резка;
- шлифование;
- протягивание.
- сварка;
- клепание;
- покраска.
Менее популярные технологические операции — долбление, строгание.
Как провести кузовной ремонт?
Если кузов у автомобиля изготовлен из стали, его можно ремонтировать самостоятельно. Для этого не нужно учиться автомобилестроению. Достаточно уметь обращаться с инструментом, знать технологии производства машин в теории.
Ремонт кузова (Фото: Instagram / skr53b)Выбор материала
Для ремонта кузова нужно купить лист низкоуглеродистой стали. Для этого можно посетить строительный рынок или авторазборку. При втором варианте можно найти целую деталь для замены по низкой цене.
При втором варианте можно найти целую деталь для замены по низкой цене.
Оборудование
Для проведения работ понадобится болгарка, аргоновый резак, сварочный аппарат, ножницы по металлу, оснастка для электроинструмента. Чтобы скрыть повреждение полностью, нужна грунтовка, шпатлевка, краска, кисти, пульверизатор, антикоррозийный состав. Если до места повреждения сложно добраться понадобится домкрат или яма.
Для производства машин используется металл, который соответствуют определенным требованиям. Последнее время пластик постепенно вытесняет сталь, сплавы на основе алюминия, но производство автомобилей из металла продолжается.
Основы листового металла — Old Cars Weekly
Автор Мэтт Джозеф
Взято с разрешения из «Библии реставрации коллекционных автомобилей».
Работа с листовым металлом делится на две сферы: ручное искусство и технические навыки. Стратегии и операции по устранению сложных деформаций (также известных как «вмятины») на деталях из листового металла настолько разнообразны, что выбор между ними сам по себе является искусством.
Обычно не существует единого правильного подхода к такой сложной задаче, и разные подходы могут давать практически одинаковые результаты. Конечно, есть также многочисленные нестандартные или неправильные подходы к этой работе, которые могут скрыть первоначальный ущерб, фактически производя дальнейший, скрытый ущерб.
Три книги, показанные здесь, являются самыми основными и важными текстами для металлического человека. Тот, что слева, появился из каталога инструментов и стал первым систематическим руководством по работе с листовым металлом кузова автомобиля. Две справа — одна и та же книга в разных выпусках. Они предлагают всестороннее понимание работы с листовым металлом кузова автомобиля.
Поскольку в работе с листовым металлом возможны элементы суждения, эффективности, опыта и даже вдохновения, она граничит с искусством. Однако другие аспекты работы с листовым металлом, такие как ковка, сварка и знание воздействия тепла на этот материал, являются высокотехнологичными и требуют четкого понимания причин и следствий, прежде чем вы сможете понять и выполнить их успешно. Это действительно технические области, которые можно продемонстрировать научно. Результатом всего этого является то, что хорошая работа с листовым металлом требует изучения основных технических факторов, опыта в реальной работе, воображения и изобретательности в подходе к некоторым из наиболее сложных проблем, связанных с ремонтом листового металла.
Существует несколько учебников, посвященных автомобильному листовому металлу и ремонтным работам в частности, в которых одна или несколько глав посвящены ремонту листового металла в целом. Некоторые из этих книг весьма полезны для начинающих, но многие из них предназначены для использования в сочетании с обучением в классе. Последние действительно не очень хорошо работают без него.
Последние действительно не очень хорошо работают без него.
Хотя к некоторым механическим ремонтным работам можно подойти с «открытой книгой» на крыле, это никогда не подойдет для восстановления и окраски кузова. Кроме того, классные руководители склонны рассказывать вам ровно столько, чтобы сделать вас опасными, и часто упускают из виду многое из того, что является основным. Это лучший из них. Худшие из них, как правило, описывают процедуры, операции и материалы таким образом, который полностью и совершенно понятен, если вы поняли эти вещи до того, как прочитали описание того, как их делать.
Есть две книги, которые, как мне кажется, действительно содержат полезную информацию о различных аспектах ремонта стальных листов. К сожалению, один из них слишком поверхностен для большинства людей, а другой слишком подробен. Однако, если вы новичок в этой работе, вам следует взглянуть на них обоих.
Key to Metal Bumping Фрэнка Т. Сарджента впервые был выпущен в конце 1930-х годов и представлял собой руководство пользователя по инструментам для кузова, производимым компанией Fairmont Forge. За первоначальным выпуском последовали различные редакции и издания, а к третьему изданию (1953) эта книга стала довольно хорошим трактатом о «методе Фэрмонта» при ремонте листового металла. Третье издание также включало всевозможные полезные советы по сварке и другим навыкам. Основная идея книги заключается в том, что вы должны использовать определенный метод для правки листового металла. Вы не можете просто взять молоток и начать выбивать то, что кажется «внутри», или наоборот.
За первоначальным выпуском последовали различные редакции и издания, а к третьему изданию (1953) эта книга стала довольно хорошим трактатом о «методе Фэрмонта» при ремонте листового металла. Третье издание также включало всевозможные полезные советы по сварке и другим навыкам. Основная идея книги заключается в том, что вы должны использовать определенный метод для правки листового металла. Вы не можете просто взять молоток и начать выбивать то, что кажется «внутри», или наоборот.
Метод, предложенный в Ключ …, включает в себя различение постоянно деформированного металла и металла, удерживаемого не на своем месте постоянно деформированным металлом. Рецепт ремонта состоит в том, чтобы проанализировать порядок возникновения повреждений во время вызвавшего их удара и устранить их в обратном порядке. Ключ … это короткая книга, в которой многое остается недосказанным, но это хорошее базовое руководство по шлифовке и чистовой обработке листового металла.
Во время своего выпуска и пересмотра Ключ … был почти революционным в предложении метода анализа и плана атаки, чтобы противостоять работам по ремонту листового металла. Я бы предположил, что предложенный план полезен, но не является единственным способом решения этих проблем. В любом случае, «Ключ» — хорошее место для начала изучения работы с листовым металлом. Его также можно легко приобрести у ряда продавцов книг по старым автомобилям и у поставщиков инструментов и расходных материалов для кузовов.
Я бы предположил, что предложенный план полезен, но не является единственным способом решения этих проблем. В любом случае, «Ключ» — хорошее место для начала изучения работы с листовым металлом. Его также можно легко приобрести у ряда продавцов книг по старым автомобилям и у поставщиков инструментов и расходных материалов для кузовов.
Ремонт листового металла автомобиля , Роберт Л. Сарджент (Чилтон), и его последняя редакция, Справочник механиков Чилтона, том 3: Ремонт листового металла кузова , является наиболее полной общей книгой, которая мне известна по этой теме. В то время как Ключ … делает эту работу удивительно легкой и простой, Сарджент смущает читателя полной сложностью каждого аспекта анализа и корректирующих операций. Это, конечно, не чтение перед сном, если вы хотите спать по ночам, но если вы потратите время, чтобы прочитать и понять это, вы получите хорошее представление о теории и практике этой работы. Я очень рекомендую его для тех, кто хочет научиться этому ремеслу.
Одна вещь, которую вы усвоите, прочитав эти книги или оставшуюся часть этой главы, заключается в том, что ремонт листового металла включает в себя нечто большее, чем просто выбивание или выдавливание вмятины. Помимо этого, существуют подходы, которые эффективно обеспечивают ремонт, который хорошо выглядит, является постоянным, не использует или использует очень мало наполнителя и восстанавливает основную целостность поврежденной панели. Это, конечно, объект. Однако независимо от того, сколько статей, книг, брошюр, видеокассет, компакт-дисков, DVD-дисков и семинаров вы прочитаете по этой теме, опыт по-прежнему необходим для совершенствования техники работы с листовым металлом.
НИКОГДА не пытайтесь выполнять подобную работу исключительно на основании книжных знаний. Лучший подход — найти несколько старых кузовных панелей: двери, крылья, капот и т. д., повредить и отремонтировать их самостоятельно, чтобы получить представление о предмете. Вооружившись базовыми знаниями о ремесле, вы узнаете за пять или шесть часов экспериментов с реальными деталями из листового металла больше, чем вы могли себе представить. Я подчеркиваю этот момент, потому что я видел панели кузова и целые автомобили, испорченные людьми, которые думали, что работа с кузовом так же проста, как это изображают опытные мастера или глянцевые брошюры о продаже инструментов. Это не так. Панели из металлолома стоят дешево, но ремонт повреждений, которые вы можете нанести заветному автомобилю, будет стоить дорого.
Я подчеркиваю этот момент, потому что я видел панели кузова и целые автомобили, испорченные людьми, которые думали, что работа с кузовом так же проста, как это изображают опытные мастера или глянцевые брошюры о продаже инструментов. Это не так. Панели из металлолома стоят дешево, но ремонт повреждений, которые вы можете нанести заветному автомобилю, будет стоить дорого.
Следующая последовательность фотографий описывает базовый эксперимент по деформационному упрочнению листового металла. Он иллюстрирует, как происходит закаливание на работе и каковы его последствия. Фактор рабочего упрочнения имеет решающее значение для кузовных работ и реставрации автомобилей, поскольку он ограничивает то, насколько далеко вы можете перемещать металл без его отжига. В эксперименте используется полоса листового металла 22-го калибра. Его деформируют и выпрямляют плоскогубцами для листового металла, а затем молотком с низкой коронкой на наковальне.
В дополнение к отработке своей техники на обрывках панелей во время раннего обучения, вы часто можете опробовать на них новые или альтернативные стратегии. Иногда легко воспроизвести в ломе фактические повреждения того, над чем вы работаете. Затем вы можете поэкспериментировать, чтобы определить наиболее эффективную стратегию ремонта. Панели из металлолома также представляют собой прекрасный инвентарь формованных металлических профилей для ремонта. Удивительно, как часто вы можете найти область или часть панели отходов, которую можно изменить для определенного места или цели, которая у вас есть. Это может сэкономить часы работы с молотками из сыромятной кожи и мешками для дроби.
Иногда легко воспроизвести в ломе фактические повреждения того, над чем вы работаете. Затем вы можете поэкспериментировать, чтобы определить наиболее эффективную стратегию ремонта. Панели из металлолома также представляют собой прекрасный инвентарь формованных металлических профилей для ремонта. Удивительно, как часто вы можете найти область или часть панели отходов, которую можно изменить для определенного места или цели, которая у вас есть. Это может сэкономить часы работы с молотками из сыромятной кожи и мешками для дроби.
В кузовных работах есть много изящных приемов, которые могут сэкономить время и повысить качество, но есть и очень плохие «грязные приемы». В каждом случае важно знать, почему что-то должно работать, а не просто верить кому-то на слово. За прошедшие годы производители придумали множество инструментов и материалов, которые вообще не работают или работают только в ограниченной степени или в ограниченных ситуациях. Возьмем, к примеру, инструменты для отбортовки панелей. Существует очень мало приложений, в которых эти инструменты можно использовать надлежащим образом и с пользой. В основном они используются для экономии времени и снижения уровня навыков, которые в противном случае потребовались бы для правильной подгонки панелей под стыковую сварку. При неправильном использовании эти инструменты перестают быть ловкими трюками и становятся орудиями разрушения. В этих случаях либо опыт, либо здравый смысл, либо и то, и другое должны уберечь вас от подобных злоупотреблений.
Существует очень мало приложений, в которых эти инструменты можно использовать надлежащим образом и с пользой. В основном они используются для экономии времени и снижения уровня навыков, которые в противном случае потребовались бы для правильной подгонки панелей под стыковую сварку. При неправильном использовании эти инструменты перестают быть ловкими трюками и становятся орудиями разрушения. В этих случаях либо опыт, либо здравый смысл, либо и то, и другое должны уберечь вас от подобных злоупотреблений.
Металл помещается в плоскогубцы и сгибается вручную как можно ближе к губкам плоскогубцев.
Кроме того, есть действительно грязные подходы, которые никогда не следует использовать (в отличие от «почти никогда»). Сразу приходят на ум сверление отверстий и использование крюков для кузова или приваривание шпилек к листовому металлу, чтобы вытащить его, когда его можно было выбить сзади. Я понимаю, что вы увидите, как так называемые «профессионалы» делают эти вещи, и, на самом деле, я вижу несколько примеров этих и других варварских «методов», демонстрирующихся на автомобильных выставках каждый год. Они могут работать достаточно хорошо, чтобы удовлетворить потребности коммерческой работы низкого уровня. Это не делает их пригодными для реставрационных работ. Интуиция и здравый смысл должны подсказать вам, какие подходы вредны, а какие отвечают интересам сохранения старых автомобилей.
Они могут работать достаточно хорошо, чтобы удовлетворить потребности коммерческой работы низкого уровня. Это не делает их пригодными для реставрационных работ. Интуиция и здравый смысл должны подсказать вам, какие подходы вредны, а какие отвечают интересам сохранения старых автомобилей.
Жесткий изгиб продолжается.
Одним из преимуществ работы с листовым металлом является то, что простые инструменты и простые подходы часто лучше всего подходят для ремонта и реставрации. Кажущиеся сложными проблемы часто можно разделить на ряд более простых проблем и задач и решить их просто. Несмотря на то, что доступны причудливые инструменты для зажима, вытягивания, толкания и удара, несколько хороших молотков и тележек, наряду с умением правильно ими пользоваться, почти всегда обеспечат наилучшую основу для восстановительных ремонтных работ на листовом металле.
Это не возражение против сложного оборудования и технологий, а просто утверждение, что знания и опыт всегда являются отправной точкой в этой работе, и многое из того, что считается изощренностью в современном ремонтном секторе, очень небольшое приложение для восстановления старых автомобилей.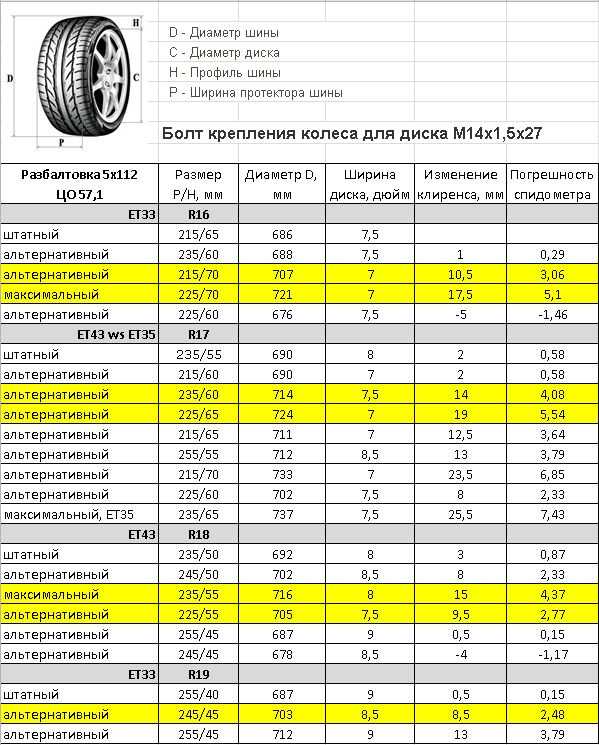
Сгибание продолжается до тех пор, пока лист не будет согнут вручную вокруг губок плоскогубцев как можно туже.
Листовой металл: состав, изготовление и основные характеристики
Листовой металл, используемый для изготовления автомобильных панелей и некоторых опорных конструкций панелей, представляет собой высокоразвитую и сложную серию сплавов, основанных на семействе сталей. В листовой стали используются несколько легирующих компонентов для достижения желаемых характеристик. Наиболее важным из них является углерод, который добавляется в сталь в концентрациях от 1/4 до 3/4 1 процента (обычно около 1/4 процента для автомобильного листового металла). Поскольку для превращения основного сляба необработанной стали в то, что мы называем «листовым металлом», требуется множество операций, выбор характеристик, для достижения которых предназначено легирование, должен начинаться с учета этих преобразований. Помимо этого, автомобильный листовой металл должен быть штампован в сложные формы, обрезан и иногда отбортован. Во многих случаях он также должен поддаваться сварке для целей крепления. Эти потребности диктуют особый состав стали, используемой в автомобилях.
Во многих случаях он также должен поддаваться сварке для целей крепления. Эти потребности диктуют особый состав стали, используемой в автомобилях.
Многочисленные технические термины определяют физические характеристики сталей. К ним относятся эластичность, твердость, пластичность, пластичность, предел текучести, ударная вязкость и так далее. Каждый из этих терминов и несколько других имеют особое значение при описании стали.
Теперь металл зажимается губками плоскогубцев и слегка сжимается.
Наиболее интересными для нас описательными терминами являются пластичность и эластичность. Первый, пластичность, описывает способность стали формоваться под давлением (штампами) без разрывов, трещин или других повреждений. Второй термин, эластичность, включает в себя способность стали деформироваться и впоследствии возвращаться к своей первоначальной форме без каких-либо изменений в этой форме. В обоих случаях ключевым явлением является наличие или отсутствие так называемого «упрочнения». Это явление представляет большой интерес для тех, кто работает с листовым металлом. Он заключается в том, что по мере деформации листовой стали (путем штамповки, случайного удара или молотка ремонтника) ее кристаллическая структура изменяется, в результате чего она становится более твердой и, следовательно, более устойчивой к дальнейшим изменениям. Классическим примером этого является демонстрация скрепки для бумаг, которая сначала представляет собой кусок прямой проволоки, а затем сгибается в обычную форму.
Это явление представляет большой интерес для тех, кто работает с листовым металлом. Он заключается в том, что по мере деформации листовой стали (путем штамповки, случайного удара или молотка ремонтника) ее кристаллическая структура изменяется, в результате чего она становится более твердой и, следовательно, более устойчивой к дальнейшим изменениям. Классическим примером этого является демонстрация скрепки для бумаг, которая сначала представляет собой кусок прямой проволоки, а затем сгибается в обычную форму.
Тем не менее, если вы попытаетесь выпрямить один из изгибов канцелярской скрепки, взявшись за его прямые участки на расстоянии 1/2 дюйма от изгиба и приложив усилие в направлении, обратном тому, в котором оно было приложено для изгиба, проволока выпрямится. полностью не выпрямить. Вместо этого металл по обе стороны от первоначального изгиба в конечном итоге деформируется до того, как изгиб будет полностью удален. Фотографии, которые сопровождают эту главу, показывают это в отношении полосы шириной 1/2 дюйма из стали 22-го калибра.
Теперь металлическая полоса захватывается плоскогубцами как можно ближе к изгибу и предпринимается попытка отогнуть ее прямо вручную.
В этом примере произошло то, что первоначальный изгиб, который я приложил к полосе из мягкой стали, упрочнил ее до такой степени, что, когда я прикладываю к ней противодавление, чтобы удалить изгиб, я создаю еще две деформации на по обе стороны от исходного. Металлу, прилегающему к исходному изгибу, легче поддаться, чем металлу в исходном изгибе, потому что этот металл был упрочнен своей первоначальной деформацией.
Явление деформационного упрочнения имеет решающее значение при проектировании и производстве автомобильных панелей из листового металла. Это одновременно и проблема, и преимущество для всех, кто занимается ремонтом листового металла. Преимущество заключается в том, что области, где штампы деформировали листовой металл из его первоначального плоского состояния, обеспечивают большую часть необходимой прочности панели в конструкции кузова. Проблема заключается в том, что когда панель необходимо выпрямить из-за ударного повреждения, она затвердевает в нескольких местах и таким образом, что ее выпрямление может быть затруднено без дополнительных деформаций.
Проблема заключается в том, что когда панель необходимо выпрямить из-за ударного повреждения, она затвердевает в нескольких местах и таким образом, что ее выпрямление может быть затруднено без дополнительных деформаций.
Закален в процессе первоначальной штамповки при его изготовлении. Он был дополнительно укреплен дорожной вибрацией, которая особенно распространена в таких конфигурациях, как крылья понтона. Наконец, ударные повреждения еще больше укрепили его. Теперь может быть трудно или невозможно вернуть панели форму, не имея дело с деформационным упрочнением металла, который удерживает ее в деформированной форме.
Область первого изгиба отказалась отгибаться обратно прямо, и металл по обе стороны от нее поддался обратному давлению изгиба первым. Это связано с тем, что металл в исходном изгибе был закален и обеспечивал большее сопротивление изгибу, чем несгибаемый металл по обе стороны от него. Без какого-либо дополнительного вмешательства это так же просто, как жена автора может достать стальную полосу руками и парой плоскогубцев для листового металла. Это явно драматическая демонстрация явления упрочнения работы. Это также очень похоже на то, что происходит, когда вы пытаетесь выбить изгиб крыла, ударяя молотком прямо по изгибу.
Это явно драматическая демонстрация явления упрочнения работы. Это также очень похоже на то, что происходит, когда вы пытаетесь выбить изгиб крыла, ударяя молотком прямо по изгибу.
Иногда упрочнение можно обойти, приняв стратегию ремонта, которая, несмотря на это, возвращает вещи на место. В случае печально известной канцелярской скрепки ее можно согнуть почти обратно в прямую проволоку, если закаленные ножки изгиба поддерживаются достаточно близко к центру изгиба во время операции реформирования. Его также можно расплющить на тисках или наковальне. В других случаях последствия наклепа настолько серьезны, что вовлеченный металл легко разрушается, прежде чем его можно будет отбить или заставить вернуть его первоначальную форму.
В таких случаях нагрев пораженного участка до «температуры трансформации» обычно является лучшим решением. Этот процесс называется «отжигом». Листовой металл кузова автомобиля потеряет эффект упрочнения, если его нагреть до температуры около 1600 градусов по Фаренгейту и охладить на воздухе.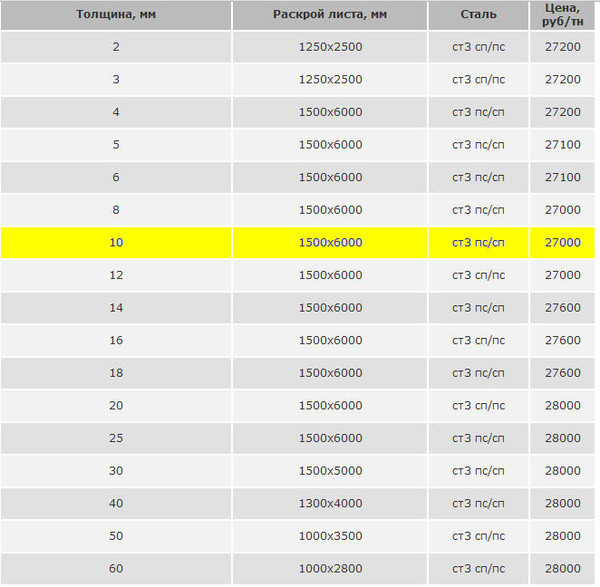 Применение такого тепла позволяет кристаллической структуре металла перестраиваться таким образом, чтобы нивелировать эффект деформационного упрочнения. Проблема заключается в том, что это решение может привести к получению панели или областей панели, которые имеют небольшую твердость, которая была в них изначально штампована. Поскольку первоначальная штамповка, вероятно, была предназначена для упрочнения критических областей панели в качестве элемента ее структурной прочности, отжиг может создать структурные недостатки. Нагрев с последующей закалкой водой (быстрое охлаждение) является наиболее распространенным решением для выборочной повторной закалки металла таким образом, чтобы сохранить часть исходной твердости штампованной панели.
Применение такого тепла позволяет кристаллической структуре металла перестраиваться таким образом, чтобы нивелировать эффект деформационного упрочнения. Проблема заключается в том, что это решение может привести к получению панели или областей панели, которые имеют небольшую твердость, которая была в них изначально штампована. Поскольку первоначальная штамповка, вероятно, была предназначена для упрочнения критических областей панели в качестве элемента ее структурной прочности, отжиг может создать структурные недостатки. Нагрев с последующей закалкой водой (быстрое охлаждение) является наиболее распространенным решением для выборочной повторной закалки металла таким образом, чтобы сохранить часть исходной твердости штампованной панели.
Процесс штамповки — замечательная вещь, которую можно наблюдать на автомобильном штамповочном заводе. Когда вы видите это, вы можете оценить огромные силы, которые работают при производстве автомобильных панелей. В операции штамповки огромные штампы (штампы длиной 108 дюймов являются довольно стандартными для больших панелей), которые весят много тонн, сжимаются вместе под огромным давлением с листовым металлом между ними. Матрицы часто смазывают, если они относятся к типу «глубокой вытяжки». Первое действие их закрытия заключается в том, что «связующие кольца» зажимают металл по его краям до того, как штампы деформируют его. Если бы этого не было сделано, металл втянулся бы в матрицу и сморщился бы под давлением закрывающих граней матрицы. В более поздних технологиях штамповки используются еще более массивные и сложные трехосные трансферные прессы, которые буквально превращают формы в металл.
Матрицы часто смазывают, если они относятся к типу «глубокой вытяжки». Первое действие их закрытия заключается в том, что «связующие кольца» зажимают металл по его краям до того, как штампы деформируют его. Если бы этого не было сделано, металл втянулся бы в матрицу и сморщился бы под давлением закрывающих граней матрицы. В более поздних технологиях штамповки используются еще более массивные и сложные трехосные трансферные прессы, которые буквально превращают формы в металл.
После процесса штамповки выполняются операции обрезки и (иногда) отбортовки. Почти в каждом случае области высокой деформации, такие как складки, идущие по всей длине панели, помещаются туда для придания прочности металла путем преднамеренного упрочнения участков, которые будут выдерживать напряжение или нагрузку в процессе эксплуатации.
Скульптурные и ребристые бока автомобилей обычно в такой же степени приспособлены к потребностям структурного дизайна, как и к причудам стиля. Конечно, некоторые области большой деформации необходимы для функционирования, как, например, сформированные концы панелей на автомобиле, которые оборачиваются так, что автомобиль может закончиться!
Операция штамповки производит три типа площади панели и бесконечные комбинации этих трех. Три основных типа: высокая корона, низкая корона и обратная корона. Важно различать их при ремонте поврежденных автомобильных панелей.
Три основных типа: высокая корона, низкая корона и обратная корона. Важно различать их при ремонте поврежденных автомобильных панелей.
Чтобы действительно выпрямить эту полосу и преодолеть деформационное упрочнение в ее изгибе, потребуется механическая сила, как показано здесь. Это приведет к растяжению металла, если только это не будет сделано очень осторожно. Помните об этих характеристиках листового металла, когда будете выпрямлять гребень, V-образный профиль или изгиб панели из мягкой стали.
Панели с высокой короной имеют большую кривизну во всех направлениях. Они имеют округлый вид и отходят от точки как на север, так и на юг, на восток и запад. Это, конечно, панели, которые были существенно деформированы в процессе штамповки. Обычно с ними намного легче работать, чем с панелями с низким сводом, потому что они менее склонны к короблению под воздействием тепла или когда их бьют молотком после того, как они были деформированы или слегка растянуты в результате удара или предыдущего ремонта.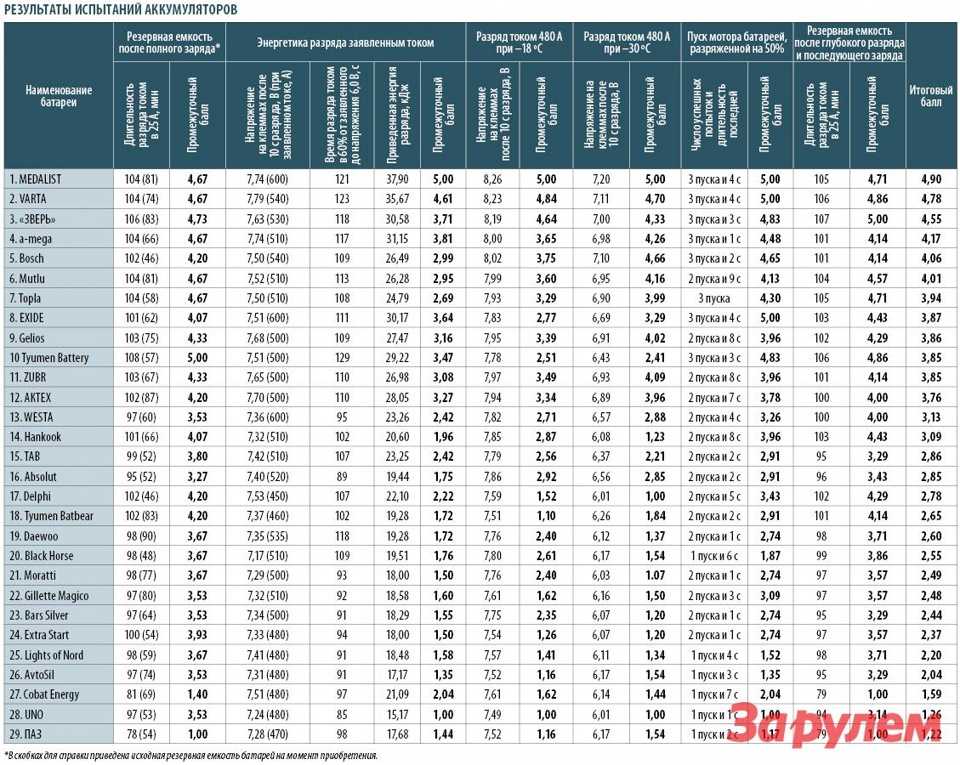 Когда высокие панели короны должным образом отделаны, они, как правило, отражают свет таким образом, что это прощает ошибки, даже если их точная первоначальная кривизна не сохраняется при ремонте.
Когда высокие панели короны должным образом отделаны, они, как правило, отражают свет таким образом, что это прощает ошибки, даже если их точная первоначальная кривизна не сохраняется при ремонте.
Напротив, панели с низкой короной довольно плоские и имеют очень небольшую кривизну на север, юг, восток и запад. Они могут иметь кривизну в одном направлении, как верхняя часть двери или крыла, где формат обычно представляет собой простой изгиб в одном направлении. Плоские двери Lincoln Continentals в начале 1960-х годов — еще один пример панелей с низким верхом. Панели с низким сводом обладают меньшей внутренней прочностью, чем панели с высоким сводом, потому что они претерпели очень небольшую деформацию и упрочнение в процессе штамповки. Прочность панелям с низким сводом часто добавляют за счет добавления опор или иногда за счет их формирования в предварительно напряженной (монококовой) конструкции, которая иногда заимствована из конструкции самолетов для усовершенствованного дизайна автомобилей.
С панелями с низкой короной может быть очень трудно работать, потому что, если они большие, любое растяжение приведет к их короблению, когда им будет возвращена их правильная форма, если растянутые дополнительные боковые размеры панелей не могут быть сглажены до их краев или спрятаны в высоких областях кроны где-то еще. В противном случае они должны быть точно сжаты, когда они были растянуты. Это может быть очень сложной процедурой ремонта.
Особенно распространенный вариант этой проблемы возникает при реставрационных работах, когда в автомобилях с очень плоскими дверями эти двери заливаются водой и ржавеют на несколько дюймов вдоль их днища. Любой процесс сварки, который используется для разрезания нового металла, приведет к некоторой тепловой деформации дверной обшивки. Это должно быть тщательно устранено.
В четырехдверных автомобилях задние двери обычно должны иметь контуры, соответствующие передним дверям, таким образом продолжая линии кузова. Дверные пары с каждой стороны автомобиля должны будут отражать свет таким образом, чтобы это указывало на равномерность и непрерывность совмещения панелей. Если это невозможно сделать, я бы посоветовал всегда парковать машину посреди большого поля или на необорудованной стоянке, вдали от чего-либо, что может отражать свет по бокам и указывать на проблему! Удачи.
Если это невозможно сделать, я бы посоветовал всегда парковать машину посреди большого поля или на необорудованной стоянке, вдали от чего-либо, что может отражать свет по бокам и указывать на проблему! Удачи.
Панели с обратной короной представляют собой просто высокие панели короны в вогнутой конфигурации. Обратные участки короны иногда встречаются, среди прочего, между крыльями и багажниками. Как и с панелями с высокой короной, с ними обычно легче работать, чем с панелями с низкой короной, но они часто создают уникальные проблемы с доступом.
Очевидно, что большинство панелей кузова старых автомобилей представляют собой комбинацию высоких и низких областей короны с иногда добавленной обратной короной. и обратные области короны являются хорошими ставками, если они не ослаблены отжигом или изменениями кривизны в процессе.
Последней характеристикой листового металла автомобильного кузова, которую следует учитывать, является его основной калибр или толщина. Существует полдюжины стандартов калибра проволоки и листовой стали, но автомобильный материал обычно описывается стандартом «Стандартный калибр производителей для листовой стали». В этой системе калибровочное число — это количество кусков стали определенной толщины, которые могут поместиться в дюйм. Таким образом, 2-й калибр будет иметь толщину 1/2 дюйма; 4-й калибр будет иметь толщину 1/4 дюйма и так далее.
В этой системе калибровочное число — это количество кусков стали определенной толщины, которые могут поместиться в дюйм. Таким образом, 2-й калибр будет иметь толщину 1/2 дюйма; 4-й калибр будет иметь толщину 1/4 дюйма и так далее.
Автомобильный листовой металл когда-то имел толщину 18 калибра, что составляло 48 тысячных дюйма (фактически 0,0478 дюйма). 20-й калибр стал обычным явлением в последнее время, и это означало, что металл толщиной 0,0359 дюйма — еще много работы с врезанием и отделкой металла. Однако совсем недавно 22-й калибр (0,0299 дюйма) стал обычным явлением, а теперь на сцене появились 23-й и 24-й калибр (0,0269- и 0,0239-дюймовый соответственно) под эвфемистическим названием «высокопрочная сталь». ». Этот жуткий (для настоящих металлистов) и жалкий материал, я полагаю, немного способствует облегчению автомобилей, но несет с собой множество проблем. Во-первых, сплавы, используемые для его изготовления, трудно поддаются ремонту, потому что они относительно твердые (с высоким содержанием углерода) и имеют очень низкую эластичность. Посмотрите на крышки некоторых современных минивэнов и хэтчбеков на любой стоянке и обратите внимание на вмятины и складки, оставленные руками людей, когда они слишком энергично захлопывали их.
Посмотрите на крышки некоторых современных минивэнов и хэтчбеков на любой стоянке и обратите внимание на вмятины и складки, оставленные руками людей, когда они слишком энергично захлопывали их.
Высокопрочные стали также настолько тонкие, что в местах, где соль и влага являются проблемой, вскоре после изготовления на них появляется тревожная перфорация ржавчиной. Сложная, широко разрекламированная и широко разрекламированная антикоррозионная обработка, применяемая к ним, на самом деле обусловлена тонкостью материала, из которого изготовлены автомобили. Однако есть некоторая надежда, потому что некоторые производители начали немного увеличивать толщину панелей на некоторых из своих новейших автомобилей.
Толщина металла, с которым вы работаете, может в значительной степени определить наилучший подход к ремонту. Если, например, в будущем люди решат восстановить некоторые из эконобоксов, украшавших наши улицы и дороги в качестве новых автомобилей в последние годы, им лучше найти хороший запас кузовных панелей NOS, прежде чем браться за такие проекты. Многие современные панели слишком тонкие и слишком твердые, чтобы их можно было выпрямить, когда они серьезно деформированы. О традиционных методах отделки металла не может быть и речи, потому что напильники имеют тенденцию скользить по их высокоуглеродистому металлу или, если они прорезают, они сильно ослабляют панели или прорезают их насквозь. Даже их шлифовка диском может вызвать мурашки по коже, если вы не будете очень осторожны.
Многие современные панели слишком тонкие и слишком твердые, чтобы их можно было выпрямить, когда они серьезно деформированы. О традиционных методах отделки металла не может быть и речи, потому что напильники имеют тенденцию скользить по их высокоуглеродистому металлу или, если они прорезают, они сильно ослабляют панели или прорезают их насквозь. Даже их шлифовка диском может вызвать мурашки по коже, если вы не будете очень осторожны.
Хорошей новостью является то, что толстый, относительно мягкий металл в кузовах большинства коллекционных автомобилей очень легко поддается правке, сварке и чистовой обработке металла. Когда к ним применяются некоторые из более новых технологий, таких как сварка MIG (собственно GMAW), ремонт становится настолько простым, что во время работы можно слушать радио.
Основные работы с молотком и тележкой, усадочные операции и сварочные операции, применяемые к старым автомобилям, являются достижимыми навыками, а не несбыточными мечтами, которыми они иногда кажутся, когда вы пытаетесь применить их к большинству современных автомобильных листов.
Приобретенные характеристики старого и поврежденного листового металла
Типы повреждений, которые могут произойти с листовым металлом инкассаторского вагона, практически безграничны. Наиболее распространенными, безусловно, являются коррозионные повреждения и повреждения от ударов. Помимо этого, каждый автомобиль, над которым вы работаете, вероятно, продемонстрирует некоторые смелые инновации в области возможных дефектов листового металла. Растрескивание под напряжением обычно происходит в некоторых местах некоторых автомобилей. Кузова с деревянным каркасом часто демонстрируют структурные сдвиги, которые деформируют листовой металл, в то время как вздутие дерева каркаса может вызвать вздутие листового металла таким образом, что это трудно исправить. В автомобилях со сварными и точечными насадками сочетание вибрации и коррозии может привести к тому, что детали оторвутся и сдвинутся таким образом, что возникнет большой беспорядок.
Тем не менее, со всеми этими возможностями, ущерб, который я больше всего боюсь, наносится людьми, вооруженными минимальными знаниями, плохим отношением, тяжелыми молотками и ошибочным представлением о том, что они занимаются кузовным ремонтом. Когда эти типы и их приспешники добавляют ацетиленовые горелки, плазменные дуговые резаки и заклепочные пистолеты к своему основному репертуару молотков с зазубринами и скользящих молотков с закаленными винтовыми наконечниками, они становятся реальной угрозой благополучию листового металла во всем мире.
Когда эти типы и их приспешники добавляют ацетиленовые горелки, плазменные дуговые резаки и заклепочные пистолеты к своему основному репертуару молотков с зазубринами и скользящих молотков с закаленными винтовыми наконечниками, они становятся реальной угрозой благополучию листового металла во всем мире.
Иногда трудно понять степень идиотизма и вытекающие из этого разрушения, которые некоторые из этих мастеров Бондо нанесли панелям бедных автомобилей, которые имели несчастье попасть под их молотки. Вместо того, чтобы тщательно анализировать характер повреждения панели, с которым они сталкиваются, и ремонтировать его неразрушающими способами, эти второстепенные мыслители применяют самые тяжелые молотки или самые большие монтировки, которые они могут использовать, против поврежденных участков металла, буквально отбрасывая вещи вправо. места. В этом варварском процессе они вызывают растяжение, дальнейшую деформацию и наклеп, которые потом трудно исправить.
При столкновении со ржавчиной или порванным металлом резка и стыковая сварка обычно выходят за рамки их ограниченного уровня навыков, поэтому в ход идут инструменты для отбортовки, прутки для пайки и инструменты для заклепок. Неизбежно следует еще больший ущерб.
Неизбежно следует еще больший ущерб.
Эти ребята покупают пластиковый наполнитель 55-галлонными бочками, и единственным очевидным ограничением их использования этого материала является то, что они никогда не позволяют весу наполнителя превышать вес оригинального автомобиля. Помимо того факта, что ожидаемая продолжительность жизни такой работы составляет от 6 месяцев до 2 лет, она всегда создает серьезные проблемы, когда ее приходится переделывать тому, кто хочет сделать ее правильно. Хорошо, вас предупредили. Также, как всегда, избегайте видеть вещи в стереотипах.
С двумя наиболее распространенными формами повреждения листового металла, коррозией и ударами, следует бороться особым образом. Коррозионные повреждения должны быть обнаружены путем исследования, включающего в себя физический сбор и зондирование в дополнение к визуальному осмотру. Это может показаться жестоким, но под, казалось бы, прочной краской могут скрываться все виды коррозии. Конечно, если краска вздулась и/или вздулась, есть все основания подозревать коррозию. Шило для царапин — ваш лучший ориентир в его размерах. Там, где очертания кузова кажутся измененными, или там, где панели имеют толщину 1/8 дюйма или более, вы часто найдете под поверхностью ржавчину, бинты из стекловолокна, расклепанную жестяную крышу и любые другие неприятности.
Шило для царапин — ваш лучший ориентир в его размерах. Там, где очертания кузова кажутся измененными, или там, где панели имеют толщину 1/8 дюйма или более, вы часто найдете под поверхностью ржавчину, бинты из стекловолокна, расклепанную жестяную крышу и любые другие неприятности.
Фланцевые и паяные заплатки на панелях также часто находятся под вздувшейся краской. Иногда, и это почти приятный сюрприз, шпатлевка используется для покрытия вмятин и других повреждений от ударов, потому что попытка ремонта связана с затрудненным доступом к задней части панели или у человека, выполняющего ремонт, не хватает навыков и/или стремления нанести удар. панели, чтобы исправить ее контуры. Увы, чаще всего в этих случаях для грубого вытягивания вмятин использовались скользящий молоток и закаленный винт, крюки для кузова или приваренные шпильки, и под Bondo скрываются серьезные коррозионные повреждения, усугубляемые такого рода попытками ремонта. .
Смысл всего этого в том, что единственный верный способ восстановить коррозионные повреждения, которые продырявили листовой металл, — это приварить новый металл, а единственный верный способ справиться с ударной деформацией — выбить его обратно таким образом, чтобы минимальное растяжение и коробление металла.
Иногда требуется небольшое количество наполнителя. В этом случае свинцовый сплав (фактически сплав олова и свинца, который сейчас широко доступен в пропорции 30/70) действительно является единственным способом проведения реставрационных работ.
В дополнение к упрочнению, которое происходит в панелях кузова, когда они штампуются, а затем подвергаются дорожной вибрации и изгибающим усилиям, существует несколько других изменений в листовом металле кузова, которые происходят при ударном повреждении и попытке его ремонта. Наиболее важным из них является растяжка. Когда панель сильно деформируется в результате аварии, она иногда растягивается. Это означает, что оказываемое на него давление заставило его стать длиннее или шире, или и то, и другое. Когда это происходит, он также где-то стал тоньше. К сожалению, процесс выпрямления деформированной и растянутой панели включает в себя удары молотком по ее гребням и каналам либо непосредственно над опорным блоком, либо рядом с ним. Это часто приводит к дальнейшему растяжению металла, потому что металл становится тоньше, когда по нему стучат молотком. Плохой ремонт часто упрочняет и растягивает металл. Это может создать сложную комбинацию дефектов, которые необходимо устранить с помощью надлежащего ремонта.
Это часто приводит к дальнейшему растяжению металла, потому что металл становится тоньше, когда по нему стучат молотком. Плохой ремонт часто упрочняет и растягивает металл. Это может создать сложную комбинацию дефектов, которые необходимо устранить с помощью надлежащего ремонта.
Противоположностью растяжению является «опрокидывание», которое иногда возникает при ударном повреждении, но чаще является результатом неправильной стратегии ремонта. Это явление заключается в том, что область или области металла в панели становятся более толстыми и меньшими в поперечном направлении, чем они были первоначально. Забивание плохой пряжки непосредственно над блоком тележки может привести к опрокидыванию, потому что у металла может не быть места сбоку. В результате высаженная часть панели становится толще и меньше в поперечном направлении, чем была. Этот дефект необходимо исправить, чтобы металл принял свои правильные первоначальные контуры. С расстройством можно справиться в ситуации ремонта, и на самом деле иногда его намеренно вызывают, чтобы преодолеть последствия растяжения. В этом случае это называется «сжатие».
В этом случае это называется «сжатие».
Подходы к ремонту после удара
Ударные и коррозионные повреждения иногда настолько серьезны, что необходимо найти сменные панели или изготовить новый металл и разрезать его на поврежденные участки. Пример изготовления малогабаритной панели и сварки секций показаны и описаны на фотографиях и в подписях к тексту следующей главы. Большая часть кузовных работ, с которыми может столкнуться реставратор, связана с незначительными повреждениями при аварии — вмятинами, царапинами и т.п. Именно полное удаление таких повреждений может отличить очень хорошо восстановленный автомобиль от автомобиля, который выглядит как аварийный.
Наиболее важным аспектом ремонта такого рода повреждений является понимание материала, с которым вы работаете — листовой металл — и иметь некоторые общие и частные представления о том, как он деформировался и какие действия потребуются для его восстановления. до первоначальной формы с минимальными искажениями, растяжениями и осадками. Помните, что неправильное использование подставки и молотка может быть столь же разрушительным, как и события, вызвавшие ущерб, который вы пытаетесь устранить.
Помните, что неправильное использование подставки и молотка может быть столь же разрушительным, как и события, вызвавшие ущерб, который вы пытаетесь устранить.
Действуйте в этих вопросах с очень четким планом атаки. Часть этого плана должна быть основана на известной теории листового металла, которая описана в этой книге и в книгах, упомянутых в начале этой главы. Другая часть вашего плана будет основываться на вашем опыте, полученном в ходе экспериментов с панелями из отходов. Дело в том, что когда вы взмахиваете молотком или решаете, с чего начать удаление вмятины, или работать «на тележке» или «вне тележки», ваши знания будут направлять вас, а ваш опыт даст вам интуитивное чувство. каковы будут результаты данного действия.
До публикации в 1939 году книги Fairmont Forge The Key to Metal Bumping такие тексты, которые существовали в области кузовного ремонта, имели тенденцию быть расплывчатыми и подчеркивать аспекты черной магии этого ремесла. Навыки работы с листовым металлом, как правило, передавались устно, а это означало, что были очень хорошие мастера и очень плохие. Ключ… был большим вкладом в ремесло, потому что он предлагал простой и очень понятный формат для анализа и ремонта дефектов листового металла.
Ключ… был большим вкладом в ремесло, потому что он предлагал простой и очень понятный формат для анализа и ремонта дефектов листового металла.
Суть «метода Фэрмонта» заключалась в том, чтобы логически различать «прямой» и «косвенный» ущерб. К прямым повреждениям относятся области, которые вступили в непосредственный контакт с ударяющим предметом или предметами. Косвенное повреждение описывает области, которые деформированы и заблокированы в результате прямого повреждения, но которые на самом деле не подверглись прямому воздействию.
Большинство областей с косвенным повреждением вернутся в надлежащую форму, если удалить смежные области с прямым повреждением и, таким образом, высвободить силы, удерживающие области с косвенным повреждением. Штампованная сталь обладает памятью, которая способствует этому возврату к исходному формату. Как правило, вмятины размером с портфель связаны в основном с косвенными повреждениями с точки зрения площади затронутой поверхности. Метод Фэрмонта предписывает разблокировать большие пространства в листовом металле, которые не деформируются за пределами своих пределов упругости, работая только на тех участках, которые деформируются. Маленький «ключ» открывает большую загадку. Открытие Метода Фэрмонт заключается в том, что вам не нужно брать большой молоток и бездумно стучать по всему, что кажется вдавленным или выдвинутым в процессе, который неизбежно растягивает и упрочняет металл без необходимости и контрпродуктивно.
Маленький «ключ» открывает большую загадку. Открытие Метода Фэрмонт заключается в том, что вам не нужно брать большой молоток и бездумно стучать по всему, что кажется вдавленным или выдвинутым в процессе, который неизбежно растягивает и упрочняет металл без необходимости и контрпродуктивно.
Вместо этого осмотр и анализ покажут, какие области связаны с непосредственным повреждением и поэтому должны быть обработаны в первую очередь. В дополнение к осмотру применение логики позволит понять последовательность, в которой произошел прямой и косвенный ущерб. Если прямой ущерб восстанавливается в порядке, обратном порядку его возникновения, большая часть косвенного ущерба будет устранена по ходу дела.
Более поздние подходы к анализу повреждений тела и стратегии ремонта, как правило, уделяют больше внимания тому, что там находится, и меньше тому, как именно это туда попало. Я склоняюсь к последнему подходу, но спешу добавить, что если вы можете определить порядок деформации конкретного поврежденного участка, удаление составляющих повреждения в порядке, обратном их созданию, всегда является хорошим подходом. Однако не стоит тратить полдня на теоретизирование порядка создания повреждений, так как это не совсем необходимая информация, которую нужно иметь в голове, прежде чем приступать к корректирующим мероприятиям.
Однако не стоит тратить полдня на теоретизирование порядка создания повреждений, так как это не совсем необходимая информация, которую нужно иметь в голове, прежде чем приступать к корректирующим мероприятиям.
В любой теории анализа повреждений и стратегии ремонта само повреждение сводится к одной или комбинации трех возможных составных частей. Это V-образные каналы, гребни и пряжки (также называемые «закрученными пряжками»). Эти три категории и их почти бесконечные комбинации охватывают поле. Гребни, как следует из названия, представляют собой участки выпуклого металла, которые выделяются линейным образованием. V-образные каналы представляют собой углубления, сформированные в линии, противоположные гребням. Пряжки — это области, которые вдавливаются и фиксируются в металле формой волны, созданной в металле первоначальным ударом.
В отличие от гребней и V-образных каналов, которые являются либо результатом прямого повреждения, либо довольно мягкими расширениями от него, пряжки образуются в результате разрушения металла, когда он находится под давлением, и буквально не имеют другой альтернативы, кроме разрушения. Пряжки часто вызывают значительную осадку, чего нельзя сказать о гребнях и V-образных каналах.
Пряжки часто вызывают значительную осадку, чего нельзя сказать о гребнях и V-образных каналах.
Когда вы распознаете и поймете происхождение этих трех компонентов повреждения, вы сможете применить эффективную стратегию для их устранения. По большей части ваши действия должны разблокировать то, что обычно представляет собой большие области косвенного ущерба.
В некотором смысле проверка хорошей стратегии заключается в том, насколько мало работы молотка и тележки необходимо для устранения повреждений. Метод анализа работает, потому что разбивка повреждений на компоненты и логическая атака этих компонентов представляет собой эффективную атаку на причины проблемы. Альтернатива, бездумная атака симптомов повреждения, заканчивается подходом «большого молота» и обычно не распознает даже такие очевидные компоненты повреждения, как изогнутая основа. Он заменяет разрушительную силу противодействия интеллекту и навыкам. По этой причине он обычно терпит неудачу.
НАЖМИТЕ ЗДЕСЬ, ЧТОБЫ ПОЛУЧИТЬ ДОПОЛНИТЕЛЬНЫЕ СТАТЬИ О ВОССТАНОВЛЕНИИ
Какой толщины автомобильный листовой металл?
Лист из сплава обычно имеет толщину 22 калибра. или толще… двухсторонний.
или толще… двухсторонний.
все стальные (автомобильные) инструменты изготовлены из штампованного/тянутого листового металла толщиной около 0,085″.
Откидные педали тормоза и сцепления часто изготавливаются из листового металла толщиной 1/8 дюйма… часто имеют текстуру «под дерево» на задней стороне, чтобы скрыть стальные кромки, которые выходят из отверстий, вырезанных в них машинным способом. Ford, кажется, использует 1/16″ или тоньше….
более тонкий калибр использовался, когда вещи были дорогими, так как это давало больше «общего продукта».
теперь, когда делается упор на топливную экономичность, в материалах используются более тяжелые материалы… вероятно, это связано с жесткостью кузова, требуемой стандартами выбросов. в некоторых автомобилях теперь для панелей кузова используется алюминий вместо стали.
Основное различие между различными сортами и толщиной листового металла заключается в твердости… которая влияет на его гибкость или устойчивость к вмятинам. более твердые материалы также имеют тенденцию быть более хрупкими… что не делает их идеальными для структурных применений (например, кузова автомобилей, где тонкий материал может немного сгибаться и поглощать удары незначительных изгибов крыла) 9Марка 0008
более твердые материалы также имеют тенденцию быть более хрупкими… что не делает их идеальными для структурных применений (например, кузова автомобилей, где тонкий материал может немного сгибаться и поглощать удары незначительных изгибов крыла) 9Марка 0008
относится к количеству «примесей красоты» в сплаве… и мало влияет на прочность. есть некоторые исключения, такие как освинцованная сталь, которая была сделана мягче, чем неэтилированная сталь. когда свинец добавляли в расплавленный чугун во время литья, он плавился при более низкой температуре, чем чистое железо. это позволило производителям форм использовать более высокие температуры при изготовлении песчаных форм. более высокая температура вызвала вымывание примесей из расплавленного чугуна в песчаную форму, температура которой была ниже температуры формы, поэтому она не вызывала дальнейшего затвердевания чугуна… создавая более прочную структуру при охлаждении, оставаясь при этом достаточно мягкой для легкого удаления из песок.
поэтому сорт является показателем чистоты, а не прочности. оценки идут от 1 до 4 по мере увеличения чистоты… 1 — самый чистый сплав, 4 — самый «грязный».
можно использовать сталь разных марок на каждой стороне (задней и передней), если они сварены вместе.
более прочные сплавы тверже и из них получаются более качественные (более дорогие) режущие инструменты… но они также более хрупкие (могут отколоться или треснуть)… и, вероятно, их труднее штамповать или обрабатывать.
Геометрия листового металла также важна… плоские панели могут быть изготовлены из более тонкого материала, чем круглые трубы и т. д.… поскольку плоские панели легче формовать из меньшего количества материала.
возможно, что некоторые детали из листового сплава в автомобилях были заменены алюминием для снижения веса и/или коррозионной стойкости… но это должно быть довольно тривиальной деталью, чтобы не гарантировать использование более толстой стали везде в автомобиле. анодированный алюминий на солнце слегка нагревается и расширяется, вызывая небольшие трещины на поверхности (визуально похоже на то, как образуется ржавчина). эти крошечные трещины (щели) идеально подходят для удержания влаги внутри себя. затем, когда дождь попадет в эти щели, вода будет течь в трещины и следовать за ними к любому структурному соединению / панели в автомобиле, которые не отделены от земли резиновой или виниловой втулкой и т. д. … железо может довольно быстро ржаветь таким образом так как металлические конструкции автомобилей подвержены воздействию воздуха (если только краска не очень густая и хорошо защищенная)
эти крошечные трещины (щели) идеально подходят для удержания влаги внутри себя. затем, когда дождь попадет в эти щели, вода будет течь в трещины и следовать за ними к любому структурному соединению / панели в автомобиле, которые не отделены от земли резиновой или виниловой втулкой и т. д. … железо может довольно быстро ржаветь таким образом так как металлические конструкции автомобилей подвержены воздействию воздуха (если только краска не очень густая и хорошо защищенная)
Детали, окрашенные в серебристый цвет, часто представляют собой анодированный алюминий… так как это дешевле, чем окрашивание предмета в серебро, но также обеспечивает некоторую защиту от солнца для любого сплава, который использовался для изготовления детали.
, но теперь вы можете получить специальные краски со специальными добавками, которые предотвращают коррозию… в то время как эти добавки делают краску более густой, поэтому ваш прозрачный слой отслаивается при использовании на двери автомобиля. большинство современных красок больше этого не делают… поэтому их можно использовать на открытых частях автомобиля. Сплав
Сплав
можно перегреть, а затем сварить без его окисления. поэтому, если что-то сломается, вы обычно можете починить это в полевых условиях с помощью горелки… в отличие от алюминия, который полностью сгорает при нагревании (вместо окисления)…. . 9Алюминий 0008
используется для некоторых серьезных конструкционных материалов… потому что он очень прочный/легкий и дешевый по сравнению с любыми другими материалами, которые можно использовать вместо него (все остальное либо треснет, согнется, либо быстро развалится). есть сплавы, которые прочнее стали, изготовленные из титана и ванадия… но они слишком дороги для общего использования и не так прочны по сравнению с алюминием. aero/space — единственное известное мне место, где обычно используется титан… но он также там дорог (может быть, в 2-3 раза дороже, чем сталь для той же детали)… и это не имеет ничего общего с проблемами прочности, а скорее потому, что они используют так много его в их структурах.
алюминий может быть перегрет без окисления (хотя, если свет попадает внутрь металла при высокой температуре, может произойти окисление). я думаю, именно поэтому оконные рамы самолетов могут иметь какое-то покрытие (краска или полиэфирная смола)… потому что, хотя самолеты большую часть времени летают по воздуху… воздух также содержит кислород и другие легкие элементы, такие как углекислый газ. как только вы откроете окно в самолете с кислородом (даже если салон находится под давлением)… свет попадет внутрь оконной рамы и вызовет окисление.
я думаю, именно поэтому оконные рамы самолетов могут иметь какое-то покрытие (краска или полиэфирная смола)… потому что, хотя самолеты большую часть времени летают по воздуху… воздух также содержит кислород и другие легкие элементы, такие как углекислый газ. как только вы откроете окно в самолете с кислородом (даже если салон находится под давлением)… свет попадет внутрь оконной рамы и вызовет окисление.
никогда не видел, чтобы в автомобилях использовались авиационные металлы, но я видел некоторые сплавы, сделанные из хрома, которые очень прочные/легкие… но они увеличивают стоимость из-за содержания хрома, так что даже если они легче стали… они могут и не стоит использовать на краю автомобиля, где действительно необходима экономия веса (например, вдоль линии крыши)… потому что сталь может быть такой же легкой при меньших затратах.
цифра Автомобиль имеет около 40-100 фунтов алюминиевых панелей… не знаю, какой это процент… но типичный автомобиль весит 4000-5000 фунтов. снижение на 40 фунтов на 4000 составляет всего 1%… так легко добиться этого, используя меньше стали в большинстве структурных областей автомобиля и вместо этого уменьшая вес там.
, но, вероятно, есть и другие сплавы, которые можно использовать для панелей или двигателей, где алюминий не подходит из-за проблем с коррозией/окислением.
Кто-нибудь знает, какой сплав используется для большинства деталей из листового металла на автомобиле? (если вы знаете, что это алюминий… так и скажите). я думаю, что многие из этих вещей должны были быть сняты с производства много лет назад… так как их так легко повредить на парковках, когда тележки с покупками ударяются об эти детали, проезжая через них. слишком много вмятин/вмятин на кузове, потому что автопроизводители не модернизировали сплавы листового металла. интересно, почему премии кузовного цеха не выше за эти вмятины?
На самом деле лучшим материалом для парковки был бы нейлон… который совершенно не подвержен влиянию тележек для покупок/повреждений на парковке… и также не ржавеет, потому что это термопластичный полимер, который плавится при нагревании и превращается в твердое тело. кусок (можно формовать или формовать). поэтому я думаю, что если вы хотите, чтобы ваш автомобиль был защищен от повреждения корзины для покупок … производители автомобилей должны начать делать все из нейлона! (я знаю, что этот материал недостаточно легкий для наружных панелей, но его можно использовать для опор двигателя, приводных валов, рычагов управления и т. д.)… подумайте, как счастливы были бы люди, если бы не погнутые крылья/внутренние колесные арки из тележек. гудки на парковках.
поэтому я думаю, что если вы хотите, чтобы ваш автомобиль был защищен от повреждения корзины для покупок … производители автомобилей должны начать делать все из нейлона! (я знаю, что этот материал недостаточно легкий для наружных панелей, но его можно использовать для опор двигателя, приводных валов, рычагов управления и т. д.)… подумайте, как счастливы были бы люди, если бы не погнутые крылья/внутренние колесные арки из тележек. гудки на парковках.
вот почему я знаю, что наше общество обречено на гибель… потому что никто не хочет более качественных продуктов, таких как нейлон, которые служат дольше и практически не требуют обслуживания. вместо этого им нужны дешевые вещи, которые легко ломаются, чтобы можно было получить больше прибыли… (сколько людей избавились от своих автомобилей с 1980 года из-за проблем со ржавчиной?)… а затем, когда что-то ломается, они просто выбрасывают его на свалку, потому что они не не хочу чинить то, что сломалось. может быть, если бы не было проблемы с мусорными свалками, мы бы увидели другие желания…. но все плохие здания/сооружения, которые мы построили за последние 100 лет, вернутся и укусят каждого из нас за задницу через 20-50 лет!
но все плохие здания/сооружения, которые мы построили за последние 100 лет, вернутся и укусят каждого из нас за задницу через 20-50 лет!
Кстати, причина, по которой алюминий широко используется в автомобилях, заключается в том, что он очень прочен для своего веса… а не потому, что он дешевле стали.
В гуще событий
Задача автопроизводителей сделать автомобили безопасными и прочными, а также легкими привела к разнообразию материалов. Многие из современных автомобилей со стальной конструкцией используют сталь для наружных панелей толщиной 0,70 миллиметра. Конструкция обычно изготавливается из еще более толстой и прочной стали.
Нажмите здесь, чтобы узнать больше
Это привело к тому, что компания I-CAR пересмотрела свои квалификационные испытания сварки Steel GMA (MIG) для более точного отражения толщины используемых сталей. Пересмотренный тест был выпущен 30 июля 2012 г. и включает 10 сварных швов, выполненных на стальных образцах двух толщин. (Рисунок 1) .
Две толщины
По результатам исследования некоторых наиболее продаваемых автомобилей в Северной Америке были выбраны две толщины стали с цинковым покрытием 22-го и 16-го калибра. Толщина 22-го калибра варьируется от 0,68 до 0,81 миллиметра. Калибр 16 варьируется от 1,4 до 1,6 миллиметра. Исходные испытательные образцы представляли собой сталь 18 калибра одинарной толщины. Две выбранные толщины не только представляют собой сталь, используемую в современных автомобилях, но и требуют более широкого диапазона навыков сварщика. Если техник правильно пройдет тест, он подтвердит, что у него есть навыки, необходимые для сварки сложных конструкций.
Тонкие сварочные образцы также были включены в тест на основании нескольких комментариев участников, указывающих на то, что они хотели протестировать тип стали, используемой на внешних панелях многих транспортных средств.
Мягкая сталь против высокопрочной стали
Поскольку в настоящее время в автомобилях используется множество различных сталей, выбор материалов и источников поставок вызвал интересные проблемы при пересмотре теста. Мы спросили себя: «Если мы выберем конкретную прочность стали, которая представляет только один автомобиль или OEM, как это соотносится с другими сталями для других марок и моделей автомобилей?»
Мы спросили себя: «Если мы выберем конкретную прочность стали, которая представляет только один автомобиль или OEM, как это соотносится с другими сталями для других марок и моделей автомобилей?»
Для того, чтобы сосредоточить внимание на качестве сварки и постоянном опыте учащихся, оба образца, выбранные для использования в пересмотренном испытании, были изготовлены из мягкой стали. Мы обнаружили небольшую разницу в настройках сварочного аппарата при выполнении сварки GMA (MIG) на низкоуглеродистой стали по сравнению со сваркой высокопрочной стали (HSS) или даже стали, относящейся к сверхвысокопрочной стали (UHSS).
Есть еще одна причина, по которой мы выбрали только мягкую сталь, и это связано с опытом проведения разрушающих испытаний. Успешное испытание на скручивание при сварке электрозаклепкой на двух образцах из мягкой стали неизменно приведет к скручиванию самородка из основного металла или нижнего образца, не имеющего пробитого отверстия. Любой дефект в сварном шве, такой как пропуск или одно пятно вокруг отверстия, где нет сплавления, вместо этого приводит к выкручиванию самородка из верхнего образца.
При сварке электрозаклепкой, где основным металлом является быстрорежущая сталь, а верхний образец — низкоуглеродистой сталью, происходит обратное. При успешном испытании на скручивание сварным швом отрывной шов отрывается от верхнего образца из мягкой стали, а не от нижнего. Тогда может быть трудно определить, вырвался ли самородок из верхнего образца из-за того, что это более слабая сталь, или из-за того, что сварной шов имеет какие-то дефекты.
Испытания сварки электрозаклепками
Для квалификационного испытания сварки I-CAR Steel GMA (MIG) четыре из 10 необходимых сварных швов являются сварными швами. К ним относится сварка пробкой «тонкий к тонкому» (калибр 22 на калибр 22) в вертикальном положении. Пробочный шов выполняется в 6-миллиметровом отверстии, пробитом в верхнем образце. Это представляет собой, например, сварку пробкой на фланце с пережимным швом, соединяющем две наружные панели, например, вдоль проема рулевой рубки. Он также может представлять собой сварные швы, выполненные в защитном элементе стыкового соединения, например, вдоль панели коромысла.
Существует также сварной шов «толстый к толстому» электрозаклепкой (калибр 16 на калибр 16) в вертикальном положении. Пробочный шов выполняется в 8-миллиметровом отверстии, пробитом в верхнем образце. Это представляет собой, например, пробковые сварные швы, выполненные в стыковом соединении с подкладной вставкой при разрезании рельса (рисунок 2) .
Для разрушающего испытания этих двух сварных швов I-CAR требует вырыва отверстия в нижнем образце из основного металла диаметром не менее 5 миллиметров, но не более 10 миллиметров. Калибр I-CAR Steel GMA (MIG) для квалификационных испытаний сварки можно использовать для измерения отрывного отверстия. Отверстие, близкое к размеру самого сварного шва, означает прочный сварной шов, но слишком большое отверстие указывает на слишком большой нагрев.
Существует также сварной шов от 22 до 16 или «тонкий к толстому» в вертикальном и потолочном положениях. Они представляют собой, например, сварные швы вдоль вертикального сварного шва, соединяющего внешнюю среднюю стойку с более толстым усилением. В этом примере более толстая сталь на автомобиле может быть из быстрорежущей стали или более прочной, как это обычно бывает при усилении средней стойки. Опять же, в тесте I-CAR мы хотели, чтобы самородок выкрутился из нижнего образца, поэтому оба образца изготовлены из мягкой стали.
В этом примере более толстая сталь на автомобиле может быть из быстрорежущей стали или более прочной, как это обычно бывает при усилении средней стойки. Опять же, в тесте I-CAR мы хотели, чтобы самородок выкрутился из нижнего образца, поэтому оба образца изготовлены из мягкой стали.
В ходе нашего исследования мы обнаружили, что чем больше тепла применяется при сварке электрозаклепкой, тем больше размер отрывного отверстия. Так как при сварке сортов быстрорежущей стали следует избегать чрезмерного нагрева, нам необходимо вырывное отверстие в нижнем более толстом образце, но это отверстие должно быть максимум 5 миллиметров, а не минимум 5 миллиметров, как в остальных сварных швах электрозаклепками.
Прочие контрольные сварные швы
В дополнение к сварным швам при квалификационных испытаниях требуются открытые стыковые соединения, стыковые соединения с подкладкой и угловые или нахлесточные сварные швы. Все эти сварные швы выполняются на материалах одинаковой толщины (рис. 3) .
3) .
Существует вертикальное открытое стыковое соединение с использованием двух тонких купонов, которое, например, представляет собой обычное соединение, необходимое для стоек и порогов на автомобилях Toyota. Также имеется накладной стык с подкладкой тремя толстыми купонами. Это представляет собой, например, обычное соединение при разрезании передней нижней направляющей на автомобиле Chrysler. Требуются два угловых шва «тонкий к тонкому», вертикальный и потолочный. Они представляют собой соединения, в которых внешняя панель накладывается на другую внешнюю панель.
Проведение теста
Как и в течение нескольких лет, администратор I-CAR проведет тест в вашей ремонтной мастерской с использованием вашего собственного сварочного оборудования. Это помогает убедиться, что вы знакомы с оборудованием и окружением. Кроме того, советы по техническому обслуживанию и настройке сварочного аппарата дадут вам полное представление о вашем сварочном оборудовании. Администратор испытаний предоставляет испытательные образцы и позиционер для выполнения сварных швов в вертикальном и потолочном положениях. Форма проверки, выдаваемая в ремонтную мастерскую до дня проведения испытаний, гарантирует наличие на предприятии необходимого оборудования и материалов для проведения испытаний. Например, для разрушающего контроля сварных швов требуются большие тиски 9.0003 (Рисунок 4) .
Администратор испытаний предоставляет испытательные образцы и позиционер для выполнения сварных швов в вертикальном и потолочном положениях. Форма проверки, выдаваемая в ремонтную мастерскую до дня проведения испытаний, гарантирует наличие на предприятии необходимого оборудования и материалов для проведения испытаний. Например, для разрушающего контроля сварных швов требуются большие тиски 9.0003 (Рисунок 4) .
Как и любое мероприятие I-CAR, квалификационный тест по сварке Steel GMA (MIG) проводится в благоприятной учебной среде. Администратор испытаний проводит практические занятия в той мере, в какой это необходимо, и предлагает рекомендации, чтобы убедиться, что все техники, выполняющие сварные швы, прошли успешно. К концу занятия все участники мероприятия узнают больше о сварке GMA (MIG) и станут лучшими сварщиками.
Чтобы узнать больше о квалификационном испытании по сварке Steel GMA (MIG) (WCS03) или запросить проведение сварочного мероприятия в вашем регионе, посетите веб-сайт I-CAR и нажмите «Серия квалификационных испытаний по сварке в цеху» в разделе «Быстрое Ссылки» на главной странице.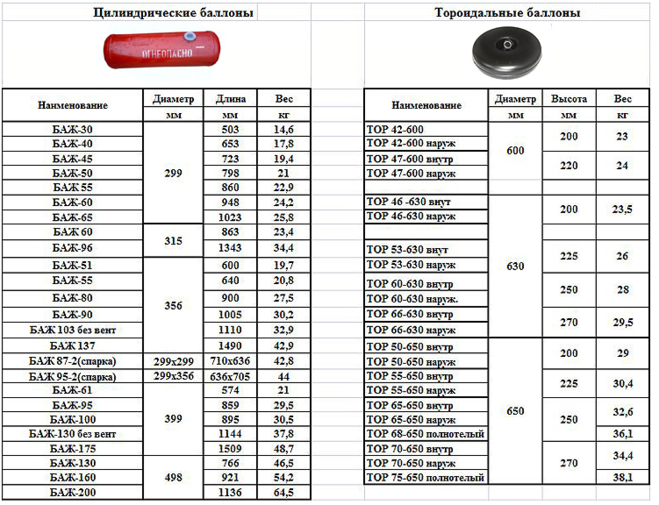
Статья предоставлена I-CAR.
Листовой металл какой толщины используется в автомобилях?
1 Листовой металл какой толщины используется в автомобилях? – Связанные вопросы
1.1 Какой толщины стали панели кузова?
1.2 Когда перестали делать машины из металла?
1.3 Что не ржавеет?
1.4 Из какого металла сделан автомобиль?
1.5 Как восстановить порванный листовой металл?
1.6 Как вырезать и заменять панели кузова?
1.7 Какой толщины панели кузова?
1.8 Какой толщины панели автомобиля?
1.9 Прочна ли сталь 11 калибра?
1.10 Сколько весит сталь 10 калибра?
1.11 Почему автомобили больше не делают из металла?
1.12 Почему автомобили не делают из нержавеющей стали?
1.13 Почему старые автомобили прочнее?
1.14 Какой металл не ржавеет?
1.15 Какой металл не ржавеет в соленой воде?
1. 16 Что лучше MS или SS?
16 Что лучше MS или SS?
1.17 Из чего делают автомобильные двигатели?
Автомобильный листовой металл когда-то имел толщину 18 калибра, что составляло 48 тысячных дюйма (фактически 0,0478 дюйма). 20-й калибр стал обычным явлением в последнее время, и это означало, что металл толщиной 0,0359 дюйма — еще много работы с врезанием и отделкой металла.
Какой металл лучше всего подходит для изготовления кузова автомобиля?
Сталь, несомненно, является наиболее распространенным материалом, используемым в автомобилестроении. Почти каждая модель разработана с использованием стали просто потому, что она дешевая, прочная, легкодоступная и с ней легко работать. Как правило, вы можете найти эту сталь в таких деталях, как тормоза, двигатель, выхлоп, колеса, шасси и крыша.
Как заменить листовой металл в автомобиле?
Какой толщины стали панели кузова?
То, что вам нужно для кузовных панелей или патч-панелей, в большинстве случаев будет из мягкой холоднокатаной стали 18 калибра.![]() Некоторые гонщики или люди, заботящиеся о весе, выберут 20-й калибр и будут работать с ним, чтобы облегчить себе жизнь.
Некоторые гонщики или люди, заботящиеся о весе, выберут 20-й калибр и будут работать с ним, чтобы облегчить себе жизнь.
Когда перестали делать машины из металла?
Это включало координацию тяжелого производства и нормирование жизненно важных материалов, таких как металлы, каучук и масло. Он также установил контроль над заработной платой и ценами. Все производители прекратили выпуск автомобилей 22 февраля 19 года.42.
Который не заржавеет?
Медь, латунь и бронза не ржавеют по той же причине, что и алюминий. Все три содержат незначительное количество железа. Поэтому оксид железа или ржавчина не образуются. Однако медь может образовывать сине-зеленую патину на своей поверхности под воздействием кислорода с течением времени.
Из какого металла сделан автомобиль?
Сталь является наиболее распространенным материалом для изготовления обычных автомобилей уже почти 100 лет. Прочная и относительно недорогая сталь представляет собой сплав железа и углерода, содержащий менее 2% углерода и 1% марганца, а также небольшое количество кремния, фосфора, серы и кислорода.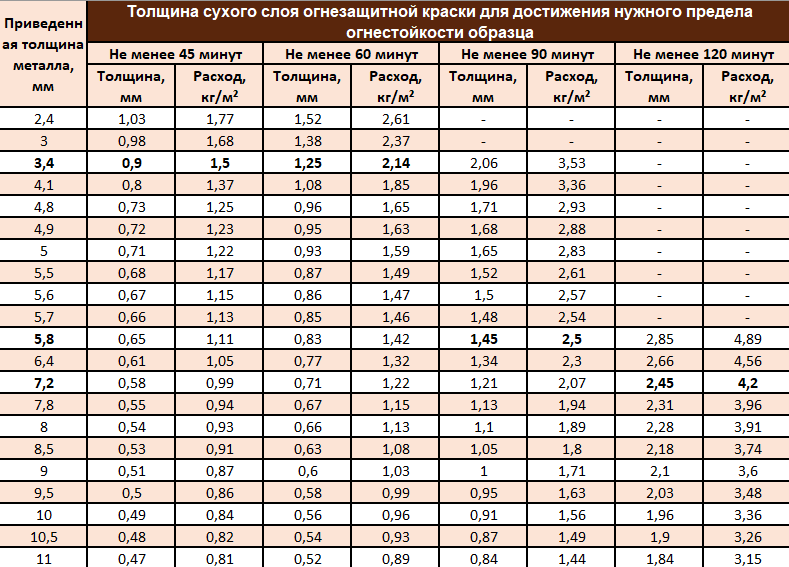
Как восстановить порванный листовой металл?
Все, что вам нужно сделать, это вырезать чистое квадратное отверстие, достаточно большое, чтобы в него вошел приподнятый край заплаты, аккуратно приварить заплату к нижней части капота, заполнить зазор между капотом и заплатой замазкой для кузова и отшлифовать до гладкости. К сожалению, иногда вам может понадобиться создать собственную заплатку из листового металла.
Как вырезать и заменять панели кузова?
Какой толщины панели кузова?
Лучше спросите, насколько «тонкими» являются 0,8 мм, потому что это примерно равно двум листам тетрадной бумаги. Вот почему промышленность называет внешний листовой металл на транспортных средствах «кожей». Кстати, если вы ищете альтернативу, скажем, Cadillac DeVille, имейте в виду, что толщина кузовных панелей также составляет 0,8 мм.
Кстати, если вы ищете альтернативу, скажем, Cadillac DeVille, имейте в виду, что толщина кузовных панелей также составляет 0,8 мм.
Какой толщины панели автомобиля?
Несмотря на то, что для ремонта кузова автомобиля вам может понадобиться всего пара квадратных футов листового металла, вам придется купить стандартный лист размером 8 на 4 фута у местного поставщика стали. Мягкая сталь 1449-класс CR4. Толщина 1,1 – 1,2 мм.
Прочна ли сталь 11 калибра?
250) сталь более чем в девять раз прочнее, чем сталь, изготовленная из стали 11-го калибра (. 135), и более чем в два раза прочнее, чем сталь, изготовленная из стали 12-го калибра (. 106), хотя она всего .
Сколько весит сталь 10 калибра?
Таким образом, стальной лист 10 калибра толщиной 0,1345 дюйма будет весить 41,82*0,1345 = 5,625 фунта на квадратный фут.
Почему автомобили больше не делают из металла?
Сегодня кузов многих автомобилей по-прежнему изготавливается из стали из-за ее прочности. Однако используется множество различных видов стали, например сталь, которая может сминаться при ударе, чтобы смягчить силу удара по пассажиру. Сталь и железо также были чрезвычайно плотными и тяжелыми, что не позволяло добиться максимальной эффективности использования топлива.
Однако используется множество различных видов стали, например сталь, которая может сминаться при ударе, чтобы смягчить силу удара по пассажиру. Сталь и железо также были чрезвычайно плотными и тяжелыми, что не позволяло добиться максимальной эффективности использования топлива.
Почему автомобили не делают из нержавейки?
В некоторых случаях может быть в два раза дороже, что повысит стоимость автомобиля. Нержавеющая сталь также труднее поддается обработке и плохо поддается сварке – для этого требуется немного больше времени, чем готова предложить автомобильная промышленность. Он также значительно тяжелее.
Почему старые машины сильнее?
Старые автомобили были сделаны из более прочного металла Металлы, которые использовались в автомобилях в 1990-х годах, были великолепны в 1990-х, но это ничто по сравнению с тем, что мы имеем сейчас. В то время как большинство автомобилей, которые у нас есть сейчас, имеют более тонкий металлический корпус, мы гораздо лучше понимаем металлургию, что позволяет нам придумывать лучшие сплавы.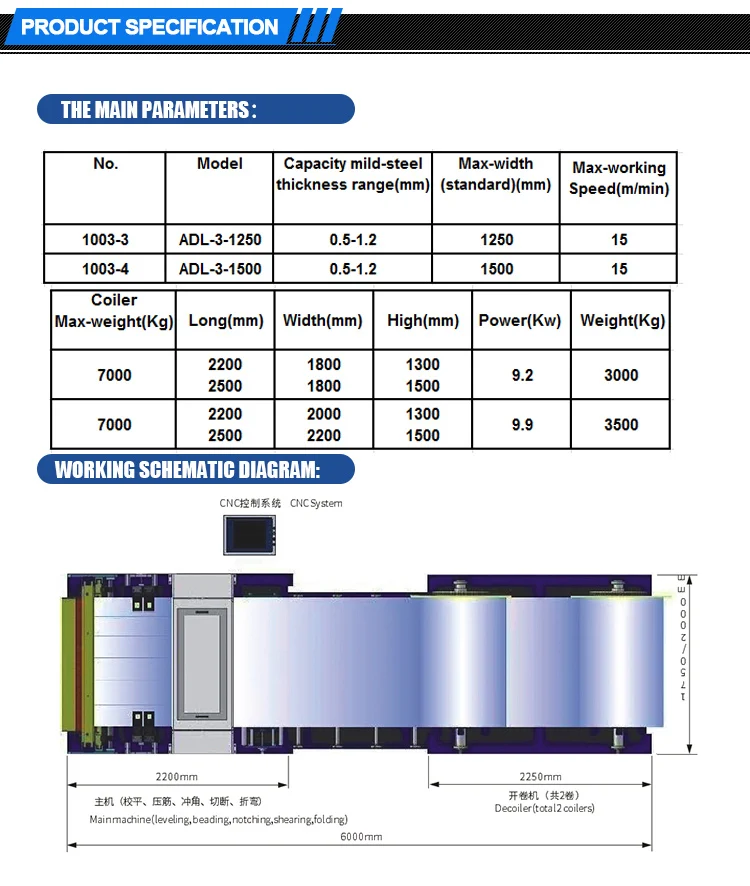
Какой металл не ржавеет?
Платина, золото и серебро Платина, золото и серебро, известные как драгоценные металлы, являются чистыми металлами, поэтому они не содержат железа и не ржавеют. Платина и золото очень нереактивны, и, хотя серебро может тускнеть, оно довольно устойчиво к коррозии и относительно доступно по сравнению с ним.
Какой металл не ржавеет в соленой воде?
Хотя молибден содержится в некоторых других сортах нержавеющей стали, относительно высокая концентрация в стали 316 помогает предотвратить точечную или щелевую коррозию под воздействием соленой воды. Нержавеющая сталь не должна ржаветь, если за ней правильно ухаживать.
Что лучше MS или SS?
Сталь менее пластична и тверже, чем мягкая сталь. Мягкая сталь менее хрупкая, чем сталь. Сталь более устойчива к коррозии. Мягкая сталь может быть дополнительно усилена за счет добавления углерода.
Из чего делают автомобильные двигатели?
Блоки двигателей ранее изготавливались из железа. Сегодня они в основном изготавливаются из легкого алюминиевого сплава для экономии топлива.
Сегодня они в основном изготавливаются из легкого алюминиевого сплава для экономии топлива.
Автомобильная сварка: Руководство по обработке листового металла – CarTechBooks
Листовой металл лежит в основе металлообработки автомобилей. От самого простого гоночного автомобиля с плоскими стенками до самой сложной реставрации, если вы работаете с автомобилями, вы скоро будете работать с листовым металлом. Некоторые из упражнений, которые уже обсуждались в этой книге, включали резку и гибку основного плоского листового металла. В этой главе мы рассмотрим формирование и сгибание листового металла в более полезные детали.
Основные работы с листовым металлом
Как и многие другие навыки, работу с листовым металлом легко начать, но трудно добиться хороших результатов. Тем не менее, из всех навыков, описанных в этой книге, изготовление изделий из листового металла, вероятно, освоить проще всего. Большая часть работы с листовым металлом выполняется без сварки или других процессов, связанных с нагревом. Вы можете выполнить проект по обработке листового металла, используя всего лишь несколько авиационных ножниц и настольный тормоз, и получить хорошие результаты. Добавьте заклепочник из хозяйственного магазина и ручное колесо для накатывания бисера, и вы уже на пути к профессиональному результату.
Вы можете выполнить проект по обработке листового металла, используя всего лишь несколько авиационных ножниц и настольный тормоз, и получить хорошие результаты. Добавьте заклепочник из хозяйственного магазина и ручное колесо для накатывания бисера, и вы уже на пути к профессиональному результату.
Материалы
Листовой металл обычно бывает трех видов: мягкая сталь, алюминий и нержавеющая сталь. Из них алюминий и мягкая сталь на сегодняшний день наиболее часто используются в автомобильных проектах.
Производители листового металла предпочитают алюминий для приборных панелей, переборок и большинства других целей, потому что он легкий, мягкий и с ним легко работать. Недостатком алюминия является то, что он легко рвется, и для его сварки вам действительно нужна установка TIG или MIG. Но это небольшой компромисс по сравнению с легким весом и простотой использования. Алюминий также хорошо полируется и не окисляется, как сталь. Он может быть анодирован в цвет, окрашен и даже предварительно покрыт, если хотите. Проекты резки из главы 4 были выполнены из листового алюминия, предварительно покрытого красной краской и покрытого защитным пластиковым листом, чтобы пятна, образовавшиеся в процессе работы, сразу же отслаивались вместе с пластиковым покрытием.
Проекты резки из главы 4 были выполнены из листового алюминия, предварительно покрытого красной краской и покрытого защитным пластиковым листом, чтобы пятна, образовавшиеся в процессе работы, сразу же отслаивались вместе с пластиковым покрытием.
Если вы долбите помятую панель кузова или изготавливаете полностью нестандартный интерьер для гоночного автомобиля, вы обязаны работать с листовым металлом в автомобильном мире.
Листовой металл бывает разных материалов и разной толщины, но процессы, с помощью которых вы превращаете плоский лист во что-то полезное, всегда более или менее одинаковы.
После небольшой работы основной лист становится точной деталью, такой как защита заднего дифференциала Subaru от Primitive Racing.
Для крыльев, дверных обшивок, брандмауэров и некоторых важных конструкций предпочтительнее использовать мягкую сталь. Хотя он тверже и тяжелее алюминия, он также более терпим к ошибкам и не так сильно упрочняется. Таким образом, у вас меньше шансов разорвать или разорвать мягкую сталь. Сталь также легче сваривается.
Таким образом, у вас меньше шансов разорвать или разорвать мягкую сталь. Сталь также легче сваривается.
Взгляните на любой проект, который вы задумали, и правильный материал для работы должен быть очевиден. Менее очевидным является толщина используемого листового металла. Например, листовой металл из различных материалов бывает разной толщины.
Выбор правильного листового металла зависит от проекта, который вы выполняете, а также от прочности и качества различных материалов. Очевидно, что тонкий листовой металл не подойдет для пола автомобиля, который должен выдерживать вес водителя в кресле, но в целом вы должны попытаться выбрать самый легкий материал, который будет служить вашей цели.
Например, для переборки вам обычно нужен алюминий не менее 0,063, и это предполагает, что вы используете бортовой валик, чтобы придать листу некоторую форму для прочности. Для несущего пола используйте сталь 14 или 12 калибра. Помните, что при выборе толщины листового металла вы всегда идете на компромисс между весом и прочностью. Многие гоночные организации указывают минимально допустимую толщину листового металла в критических приложениях, таких как брандмауэры и защитные ограждения.
Многие гоночные организации указывают минимально допустимую толщину листового металла в критических приложениях, таких как брандмауэры и защитные ограждения.
Измерение листового металла
Когда вы измеряете проект листового металла, помните, что вы можете создать целую 6-стороннюю коробку из одного куска плоского листового металла. Нужно знать, какие маленькие кусочки нужно отрезать и как вы будете их сгибать. Для простого примера разберите картонную коробку и разложите ее. Если вы разделите только те швы, которые скреплены скобами или склеены, вы увидите, что он начинался как плоский лист и был согнут, чтобы придать форму всего нескольким соединенным швам. Листовой металл работает так же. Эмпирическое правило с листовым металлом заключается в том, что вам необходимо учитывать все стороны, но поскольку изгибы имеют тенденцию быть острыми, у вас нет большого дополнительного расчета изгиба, как в случае с трубами. Однако вы должны измерить достаточно, чтобы сделать свои вложения. Таким образом, для углового угла недостаточно соединить два необработанных края. Оставьте немного лишнего на одной стороне, чтобы согнуть и иметь место для заклепывания, сварки, пайки или иного закрепления шва.
Таким образом, для углового угла недостаточно соединить два необработанных края. Оставьте немного лишнего на одной стороне, чтобы согнуть и иметь место для заклепывания, сварки, пайки или иного закрепления шва.
Это сложное покрытие трансмиссионного туннеля изготовлено из мягкой стали. Куски были аккуратно вырезаны, прибиты вручную к кольцу и сварены вместе для точной подгонки.
Резка листового металла
Из всех продуктов, которые используют автопроизводители, листовой металл легче всего резать. Вам не нужны дорогие инструменты, но они облегчают вашу жизнь. Большие отдельно стоящие ножницы для листового металла отлично подходят для прямой резки листов длиной до 8 футов. Меньшие настольные ножницы полезны для большинства проектов. Но многие изготовители прекрасно обходятся, используя только авиационные ножницы.
Удобно и весело использовать любой инструмент для обработки листового металла, такой как эти полноразмерные прыгающие ножницы, но вы можете прекрасно обойтись и простым набором ручных ножниц.
Какой бы инструмент вы ни использовали, не торопитесь резать листовой металл, чтобы получить хорошие результаты. Разложите выкройку фломастером на металле и обязательно отметьте сторону, с которой вы хотите вырезать! Вы всегда можете обрезать немного больше, но если вы обрежете слишком мало, вам придется начать все сначала. Листовой металл никогда не заходит так далеко, как кажется, когда вы работаете с большим листом, поэтому дайте себе много лишнего.
Гибка листового металла
Хорошие четкие изгибы листового металла – это признак настоящего мастера. Лучший и самый простой способ сделать это — использовать коробку для листьев из листового металла и дисковый тормоз.
Но опять же, это большие, дорогие, отдельно стоящие инструменты. Их вес и размер помогают делать идеальные четкие изгибы. Но вы можете обойтись и хорошо поработать с простым настольным листовым тормозом. Для ящиков и более сложных форм обязательно приобретите тормоз ящика и панорамирования с регулируемыми пальцами, чтобы можно было сгибать ту часть, которая уже имеет поперечный изгиб. Подробнее см. проект по созданию базового блока далее в этой главе.
Подробнее см. проект по созданию базового блока далее в этой главе.
Расс Лафонтен изготавливает панель кузова гоночного автомобиля с коробкой передач и дисковым тормозом.
Для небольших работ многие производители получают приемлемые результаты с помощью станочных тисков. Вы можете сделать тормозные колодки из углового алюминия, что поможет вам. Однако используйте алюминий, дерево или какой-либо другой мягкий металл, чтобы не повредить вашу работу. Тогда хитрость заключается в том, чтобы просто медленно сгибаться с максимально возможным усилием прямо на изгибе. Вот как работает тормоз — он оказывает равномерное давление прямо на повороте.
Накатка кромок
Важнейшим инструментом, отличающим производителя листового металла от других, является накатка кромок. Этот инструмент помещает ступеньку или гребень в вашу листовую работу. Это позволяет немного увеличить глубину листового металла, увеличив поперечное сечение листового металла без увеличения его фактической толщины. Это поперечное сечение делает форму листового металла более жесткой. Вот почему вы видите профессиональные работы, которые включают в себя ряд ребер или выступов, обработанных в листовом металле. Это помогает предотвратить накопление масла, когда корпус панели из листового металла имеет тенденцию раскачиваться вперед и назад.
Это поперечное сечение делает форму листового металла более жесткой. Вот почему вы видите профессиональные работы, которые включают в себя ряд ребер или выступов, обработанных в листовом металле. Это помогает предотвратить накопление масла, когда корпус панели из листового металла имеет тенденцию раскачиваться вперед и назад.
Бортовой валик — это простой инструмент, колесо или двигатель которого приводит в действие две согласованные матрицы. Эти штампы могут создавать приподнятый (или углубленный) гребень или одностороннюю ступеньку в листовом металле, когда вы сжимаете металл и прокатываете его через штампы. Бортовой валик также включает в себя регулировочный рычаг, который регулирует расстояние между матрицами. Просто поместите лист между матрицами, аккуратно опустите рычаг и поверните колесо. Металл протягивается через матрицу, и форма матрицы передается непосредственно на ваш лист. После переноса форма называется валиком, предположительно из-за ее сходства со сварочным валиком.
Расс Нюберг демонстрирует выполнение шага из алюминиевого листа с помощью бортового ролика. Этот недорогой инструмент превращает плоский лист в панели, изготовленные на заказ.
Поднятие ступеньки посередине этой панели помогает сохранить ее устойчивость и выглядит великолепно.
Вы также можете найти штампы, которые делают тонкую выпуклую линию на листе для тиснения, или штампы, которые делают угловой изгиб на краю куска листового металла. Эта функция отличается от тормоза, потому что тормоз делает изгибы по прямой линии, а бортовой валик позволяет вам следовать кривой, когда вы перемещаете лист через машину. Это удобно, если вам нужно сделать губу вокруг кривой. Ручной валик с набором матриц — это недорогое дополнение к вашему цеху, которое придаст вашим проектам из листового металла профессиональный вид после небольшой практики.
Завальцовка листового металла
Одним из наиболее распространенных требований является загибание края листового металла на себя для создания выступа.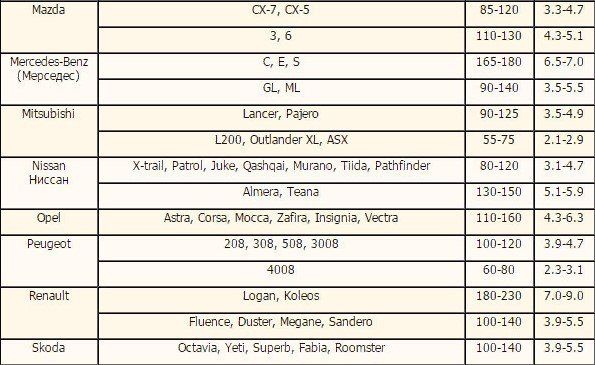 В работе с листовым металлом это называется подгибкой, как в шитье. Если у вас есть матрица, чтобы сделать угол на краю листа, вы можете начать подрубку с помощью валика, но использование валика для кромки обычно представляет собой трехэтапный процесс с прогрессивными штампами. Преимущество этого процесса в том, что вы можете сделать выступ на изогнутой детали. Однако вы должны закончить эту губу, немного поработав молотком. Чаще производители делают хороший крутой изгиб после 90 градусов в их тормозе, затем откройте тормоз и вставьте согнутый край в тормоз и используйте закрывающее действие тормоза, чтобы завершить сгиб. Эта техника позволяет получить хороший чистый прямой шов.
В работе с листовым металлом это называется подгибкой, как в шитье. Если у вас есть матрица, чтобы сделать угол на краю листа, вы можете начать подрубку с помощью валика, но использование валика для кромки обычно представляет собой трехэтапный процесс с прогрессивными штампами. Преимущество этого процесса в том, что вы можете сделать выступ на изогнутой детали. Однако вы должны закончить эту губу, немного поработав молотком. Чаще производители делают хороший крутой изгиб после 90 градусов в их тормозе, затем откройте тормоз и вставьте согнутый край в тормоз и используйте закрывающее действие тормоза, чтобы завершить сгиб. Эта техника позволяет получить хороший чистый прямой шов.
Копирование линий кузова
Одной из самых сложных задач при формовании листового металла является изготовление детали, повторяющей сложную кривую или линию разреза кузова автомобиля. Панели автомобильного кузова обычно штампуются с использованием огромных штампов, и вся деталь формируется всего за несколько шагов. Если вам нужно заменить кусок металла сложной формы, для этого, вероятно, потребуются все инструменты.
Если вам нужно заменить кусок металла сложной формы, для этого, вероятно, потребуются все инструменты.
Для создания сложных кривых, то есть изгибов более чем в одном направлении, вам действительно нужен английский круг, или будьте готовы потратить много времени на изготовление модели (называемой баком) формы и молотка, формирующего металл на баке . Перемещая лист внутри английского колеса и катая его вперед и назад, вы можете аккуратно растягивать металл, чтобы создать желаемую форму.
Линии разреза более сложные и требуют обработки молотком. Здесь в игру вступает ваш бисерный валик. Найдите (или сделайте) правильные штампы, чтобы получить правильный угол изгиба или приподнятый валик в металле, а затем пропустите лист, следуя кривой линии разреза. Это больше искусство, чем наука, и в зависимости от того, что вы копируете, может потребоваться несколько попыток.
Чтобы сделать кромку на прямой кромке, сначала согните кромку более чем на 90 градусов, затем откройте тормоз достаточно широко, чтобы вставить согнутую кромку.
Все, что вам нужно сделать, это снова закрыть тормоз, чтобы подогнуть край. С помощью этой техники вы получите красивую четкую кромку.
Изготовленная на заказ автомобильная дверь полностью изготовлена из алюминия 16 калибра. Для изготовления этой детали Курт Оливер использовал английское колесо и молотковую форму. Обратите внимание, как линия разреза крыла проходит через дверь. Копирование подобных линий требует настоящего таланта и отточенного мастерства.
Еще один инструмент (всегда можно купить больше инструментов!), используемый для создания сложных кривых вместе с мешком для дроби, — это шлепок. Это модифицированный деревянный или металлический молоток, внешне напоминающий шпатель. Как следует из названия, вы шлепаете листовым металлом по мешку для дроби или баку, который вы сделали. Слэппер обычно оборачивают кожей, чтобы смягчить края удара и получить гладкие результаты.
Когда у вас есть основная форма, будьте готовы сделать еще немного массажа, чтобы интегрировать и приварить его к кузову вашего автомобиля. Это может включать формование молотком, молотковую сварку, а затем традиционный молоток и тележку, чтобы сгладить его на месте. Сложность воссоздания сложных линий кузова — вот почему существует процветающий рынок сменных панелей кузова, изготовленных из оригинальных штампов или штампов, изготовленных в соответствии с оригинальной деталью!
Это может включать формование молотком, молотковую сварку, а затем традиционный молоток и тележку, чтобы сгладить его на месте. Сложность воссоздания сложных линий кузова — вот почему существует процветающий рынок сменных панелей кузова, изготовленных из оригинальных штампов или штампов, изготовленных в соответствии с оригинальной деталью!
Сварка листового металла
Еще одна серьезная проблема для рабочих по обработке листового металла – сварка листового металла. Поскольку материал очень тонкий, ваш сварщик, скорее всего, проплавит отверстия прямо через материал. Ключевым фактором здесь является низкая мощность — используйте самую низкую мощность, доступную на вашем сварочном аппарате. Если этого недостаточно, чтобы зажечь дугу или проникнуть в материал, увеличивайте мощность с наименьшими возможными приращениями, пока не получите хороший сварной шов. Обязательно протестируйте свой сварочный аппарат на аналогичных материалах, прежде чем приступить к сварке!
Сварка ВИГ популярна при сварке листового металла, поскольку ножная педаль управления на аппарате для сварки ВИГ позволяет очень точно регулировать мощность, а острый наконечник ВИГ позволяет поддерживать дугу очень маленькой. На другом конце спектра находится сварочный аппарат переменного тока, с помощью которого вы можете попробовать сварить лист, но почти невозможно получить хорошие результаты.
На другом конце спектра находится сварочный аппарат переменного тока, с помощью которого вы можете попробовать сварить лист, но почти невозможно получить хорошие результаты.
Эта скоба крепления кузова была изготовлена из листа мягкой стали толщиной 1/16 дюйма, сформированного молотком и сваренного методом MIG. Отверстия снимают вес, но существенно не уменьшают его прочность.
Это гоночное сиденье было сварено методом TIG из алюминиевого листа толщиной 3/16 дюйма. Обратите внимание на простые изгибы, сделанные с помощью тормоза, чтобы подогнать боковую пластину.
Между ними находятся аппараты для кислородно-ацетиленовой сварки, сварки с подачей проволоки и сварки MIG. Из них MIG является лучшим из-за его плавной дуги и регулируемой мощности. Газовая сварка листового металла требует легкого прикосновения, но это можно сделать, и многие производители любят газовую сварку, потому что ее легче сгладить и придать форму металлу. Недорогие сварочные аппараты с подачей проволоки имеют тенденцию делать отверстия в листовом металле из-за их ограниченной возможности регулировки. Если вы планируете делать много конструкций из листового металла, возможно, вам стоит вложить средства в покупку аппарата для точечной сварки.
Недорогие сварочные аппараты с подачей проволоки имеют тенденцию делать отверстия в листовом металле из-за их ограниченной возможности регулировки. Если вы планируете делать много конструкций из листового металла, возможно, вам стоит вложить средства в покупку аппарата для точечной сварки.
Заклепка
Заклепки — распространенный крепеж для полустационарных установок. Большинство заклепок, используемых в настоящее время, представляют собой глухие заклепки. Глухими они называются потому, что для установки такой заклепки не нужно иметь доступ к обратной стороне работы. Просто просверлите отверстие, вставьте заклепку и используйте заклепку, чтобы потянуть за вал, пока он не сломается.
Традиционные заклепки требовали доступа к задней стороне изделия, и заклепку раскручивали, опрокидывая стержень заклепки между молотком и тележкой. Заклепки обычно изготавливаются из алюминия, а иногда и из мягкой стали. Они хорошо работают для приложений с низким уровнем стресса.
Если вы хотите, чтобы что-то осталось на месте навсегда, сварите это. Если вы хотите снимать его время от времени, используйте винты или болты. Если вы хотите снять его в любой момент, используйте застежки Dzus. Но если вы хотите, чтобы что-то оставалось на месте долгое время, но при этом легко демонтировалось, заклепки — отличный выбор.
Заклепки бывают разных размеров с головками и стержнями. Вы можете приобрести заклепки с размером вала от 1/16 дюйма до 3/16 дюйма в местном хозяйственном магазине. Вы также можете выбрать глубину для заклепки, если вы просто соединяете два листа металла, небольшая глубина работает лучше всего. Если вы приклепываете толстый лист к куску уголка, вам нужна более глубокая заклепка. Если вы не работаете вслепую, то есть у вас есть доступ к задней стороне, вы также можете приобрести шайбы, предназначенные для дополнительного сцепления с вашими заклепками. Наденьте шайбу, прежде чем сжимать заклепку, и шайба будет надежно удерживаться на обратной стороне вашей работы.
Чтобы снять заклепку, нужно просто высверлить центр. Задняя сторона обычно отпадает, поэтому, если вы используете, например, глухие заклепки, в куске трубы коробки вы накопите кучу старых заклепок в своей конструкции. Но это нормально, они мало весят.
Одним из производных заклепок, которые производители автомобилей находят удобными, является заклепка. У них есть несколько торговых наименований, но конструкция такова, что когда заклепка установлена, она обеспечивает резьбовое отверстие, подходящее для крепежного винта. Накидная гайка требует специального инструмента для установки, но это находка для изготовления съемных панелей, которые должны крепиться более прочно, чем позволяют крепления Дзус.
Проекты по изготовлению листового металла
Следующие проекты познакомят вас с основными навыками изготовления листового металла. Предполагается, что у вас есть тормоз, бортовой ролик и какие-то средства для резки листового металла. Вы можете обойтись авиационными ножницами, но более крупные инструменты облегчат вашу работу.
Вы можете обойтись авиационными ножницами, но более крупные инструменты облегчат вашу работу.
Изготовление коробки
Наш первый проект — сделать простую коробку. Это включает в себя измерение, маркировку, резку и сгибание куска алюминиевого листа. Мы использовали алюминий 22 калибра, окрашенный в красный цвет с одной стороны и белый с другой. Красная сторона также покрыта защитной пластиковой оболочкой, которую вы снимаете, когда закончите работу. Это помогает защитить заготовку от царапин.
1: Рассмотрим рисунок на этой странице. Это план коробки. Он нарисован как 6 x 8 дюймов, но вы можете увеличить или уменьшить его по мере необходимости. Но масштабирование этого проекта было бы трудно сделать. Мы увеличили его до 12 x 16 дюймов для наших примеров фотографий, и он все еще был настолько мал, насколько мог выдержать наш большой тормоз. Дело в том, что рисунок подходит для любого соотношения 3:4, например 15 x 20 или 18 x 24. . Он идеально подходит для крепления вещей на переборках из листового металла, приборных панелях и консолях.
. Он идеально подходит для крепления вещей на переборках из листового металла, приборных панелях и консолях.
Эта панель переключателей крепится к консоли с помощью заклепок. Установка чистая и выглядит профессионально. Инструменты с заклепками не дороги и должны быть в вашем инвентаре.
2: Мы использовали простую компьютерную программу для рисования, чтобы разметить наши изгибы и разрезы. Это позволило нам продумать, что мы хотели сделать и как мы планировали это сделать. Изгибы отмечены пунктирными линиями, а разрезы сплошными линиями. Заштрихованные области должны быть удалены до того, как мы согнем коробку. Затем мы распечатали копию, чтобы проверить нашу идею. Мы вырезали форму и сложили бумагу, чтобы убедиться, что наша идея сработает.
Мы распечатали наш дизайн и вырезали его, как мы планировали, из металла, а затем сложили его, чтобы убедиться, что наш план сработает в тормозе.
Вот сложенная бумажная коробка. Мы уверены, что листовой металл будет складываться таким же образом.
3: Затем скопируйте свой рисунок на кусок алюминия, который вы собираетесь использовать. Используйте столярный угольник и рулетку, чтобы правильно выполнить все измерения и линии. Вы можете нарисовать его с обеих сторон или только сзади. Удобно иметь возможность видеть план с обеих сторон, но задняя часть важнее, так как тормоза гнутся с обратной стороны.
Вот тот же рисунок, выполненный на листе алюминия большего размера. Мы сделали измерения и использовали нашу линейку, чтобы провести линии. Мы будем резать с этой стороны, но также сделаем такие же отметки на белой обратной стороне для процесса сгибания.
4: Отрежьте ненужные детали. Мы использовали большие отдельно стоящие ножницы, чтобы разрезать основной прямоугольник, а затем наш угловой надрез, чтобы избавиться от краев. Нам нравятся красивые острые надрезы, которые делают ножницы и вырубщик, но мы использовали авиационные ножницы, чтобы вынуть треугольники из концов коробки и сделать торцевые надрезы для заклепочных выступов. Вы можете сделать весь проект ножницами, если они у вас есть.
Нам нравятся красивые острые надрезы, которые делают ножницы и вырубщик, но мы использовали авиационные ножницы, чтобы вынуть треугольники из концов коробки и сделать торцевые надрезы для заклепочных выступов. Вы можете сделать весь проект ножницами, если они у вас есть.
Большинство разрезов выполняются под прямым углом от края металла, поэтому мы смогли использовать ножницы для вырубки. Это дало нам резкие и точные разрезы.
После резки вы увидите, что алюминий соответствует сделанному нами шаблону. Вырезаем треугольники обычными авиационными ножницами, а на концах делаем надрезы.
5: Когда вы закончите резать, пора сгибаться. Порядок, в котором вы делаете изгибы, имеет решающее значение. Начните снаружи и продвигайтесь внутрь. Сначала согните нижнюю губу с обеих сторон.
Начните сгибание длинными сторонами к краю, затем загните концы вверх.
6: Затем согните нижнюю кромку на любом конце коробки. Здесь вы сделали два надреза с обоих концов. Эти разрезы должны иметь возможность складываться друг с другом, поэтому немного прижмите центральный один перед следующим изгибом.
Здесь вам нужно использовать подвижные пальцы на боксе и дисковом тормозе, вы не могли бы сделать эти изгибы, не оставив некоторое пространство для прохождения предыдущих изгибов через тормоз.
7: Теперь сделайте два центральных изгиба вдоль длинной оси коробки. Здесь вы должны отрегулировать плашки (зубья) в тормозе, чтобы учесть изгибы концевой кромки, которые вы сделали ранее. Большинство регулируемых тормозов позволяют вам освободить место для предыдущих поворотов. Если ваш тормоз не имеет такой возможности, вам, возможно, придется пропустить шаг 6 и позже вручную согнуть торцевые кромки с помощью плоскогубцев.
8: Этот шаг сложен. Вам нужно перенастроить тормозные колодки, чтобы они соответствовали более коротким центральным концевым изгибам, но даже с отрегулированным тормозом для изгибов вы не сможете получить полную 90 градусов в листовой металл. Вы получите 45 градусов, прежде чем столкнетесь с предыдущими поворотами. Согните оба конца как можно дальше. Завершите сгибание, прижимая концы, крепко прижимая место сгиба к рабочему столу, чтобы получилась красивая складка. Возможно, вы даже сможете получить тележку, чтобы сгибаться. Возможно, вам придется согнуть губы, чтобы все поместилось, но они снова согнутся.
Вам нужно перенастроить тормозные колодки, чтобы они соответствовали более коротким центральным концевым изгибам, но даже с отрегулированным тормозом для изгибов вы не сможете получить полную 90 градусов в листовой металл. Вы получите 45 градусов, прежде чем столкнетесь с предыдущими поворотами. Согните оба конца как можно дальше. Завершите сгибание, прижимая концы, крепко прижимая место сгиба к рабочему столу, чтобы получилась красивая складка. Возможно, вы даже сможете получить тележку, чтобы сгибаться. Возможно, вам придется согнуть губы, чтобы все поместилось, но они снова согнутся.
На этом рисунке показаны пальцы тормоза, отрегулированные для трехмерного изгиба. Даже с этой регулировкой мы сможем сделать этот изгиб только около 45 градусов в тормозе.
9: Завершите сгибание, прижав концы внутрь, крепко прижимая место изгиба к верстаку, чтобы получилась красивая складка. Возможно, вы даже сможете получить тележку, чтобы сгибаться. Возможно, вам придется согнуть губы, чтобы все поместилось, но они снова согнутся.
Возможно, вам придется согнуть губы, чтобы все поместилось, но они снова согнутся.
Чтобы закрепить все изгибы, проделайте отверстия в каждом углу через все слои, уложенные друг на друга, а затем заклепайте соединение.
10: Ваша коробка почти готова. Отнесите его к сверлильному станку и зажмите углы, чтобы они были красивыми, тугими и квадратными. Затем просверлите отверстие в каждом углу. Он должен пройти через три слоя алюминия, сложенные там. Вставьте поприветку в каждое отверстие, и это завершит вашу конструкцию. Убедитесь, что размер попривета соответствует размеру сверла!
Когда вы закончите, у вас будет аккуратная коробка, подходящая для переключателя в гоночном автомобиле или для чего-то вроде топливного насоса в хот-роде или нестандартном автомобиле. Линии, нарисованные на поверхности, отрываются, когда вы снимаете защитный пластиковый лист.
У вашей коробки открытое дно, поэтому ее можно использовать в качестве распределительной коробки в хот-роде или гоночном автомобиле, а также для прикрытия чего-то менее красивого в багажнике или моторном отсеке. По правде говоря, вы могли бы сделать исправную коробку без диагональных надрезов и с одним набором кромок меньше, просто вырезать квадрат из каждого угла исходного прямоугольника. Будет легче сгибаться. Но посмотрите на количество металла в углах, которые вы теперь можете сварить (осторожно!)
Дополнительно: Если у вас есть бортовой валик, почему бы не добавить в коробку несколько ребер или приподнятую или утопленную ступеньку? Хотя это все еще плоский кусок алюминия, но после того, как вы разметите шаблон для резки и сгибания, используйте ролик, чтобы придать металлу некоторую форму. Это сделает этот прочный дизайн еще прочнее, и он тоже хорошо выглядит!
Изготовление переборки
Вырезание прямых линий из листового металла может быть сложной задачей без больших ножниц, но вырезание длинных изогнутых линий должно выполняться вручную, и вы хотите, чтобы они хорошо подходили. Переборки, как правило, представляют собой большие плоские или изогнутые листы со сложной работой по краям, чтобы соответствовать любой установке, которую вы закрываете.
Большинство переборок, устанавливаемых на хот-роды или гоночные автомобили, сделаны из алюминия, с ним легче работать, он легче и красиво блестит. Если вы планируете сделать брандмауэр, используйте листовую сталь. Вам нужна эта дополнительная защита.
Выполните следующие шаги, чтобы сделать алюминиевую перегородку из алюминия 18 или 20 калибра:
1: Возьмите тонкий картон в магазине товаров для творчества. Этот материал обычно поставляется в виде листов размером 24 x 36 дюймов и стоит меньше доллара за лист. Он идеально подходит для шаблонов, потому что легко режется, на нем можно делать отметки, и он достаточно хорошо держится, чтобы использовать его снова и снова. Кроме того, купите хорошие ножницы для бумаги, чтобы разрезать их.
2: С помощью фломастера и картона аккуратно сделайте шаблон переборки. Обратите особое внимание на трубы дуги безопасности или другие препятствия, которые вам придется обойти. Вырежьте картон, чтобы он идеально подходил по всем краям. Также обратите внимание на размер каждой части переборки. Это в первую очередь ограничено размером вашего тормоза, если вы планируете какие-либо изгибы листа. Также учитывайте свою способность придавать листу желаемую форму с помощью бисерного валика.
Плотно приложите картонный шаблон ко всем сопрягаемым поверхностям, особенно под лобовыми стеклами.
Не бойтесь сгибать шаблон для работы вокруг углов и препятствий, таких как компоненты каркаса безопасности.
3: Если вы планируете использовать съемную панель доступа, сейчас самое время это сделать. Оставьте около 3/8 дюйма нахлеста для всех прилегающих частей. Этого достаточно, чтобы склеивать, скручивать или даже сваривать детали. Если для вашего шаблона требуется несколько кусков картона, тщательно разметьте их по отношению друг к другу.
4: Перенесите шаблон на алюминий с помощью фломастера. Отметьте сторону линии, где вы планируете резать. Проверьте свои отметки и повторно измерьте автомобиль для идеальной посадки.
Оставьте от 3/8 до 1/2 дюйма для утопленной кромки. Это позволяет прикрепить две детали и при этом получить гладкую поверхность. Это еще одна причина иметь бисерный валик.
Когда у вас будет правильный шаблон, перенесите свой дизайн на листовой металл.
5: Вырежьте детали переборки и отметьте места нахлеста. Обязательно обработайте каждый край своим инструментом для снятия заусенцев! Кроме того, отметьте любую форму, которую вы планируете придать металлу, с помощью бортового валика. Затем возьмите каждую часть на ролик и придайте форму металлу. Это придаст вашему проекту профессиональный вид, а также поможет сделать перегородку прочной. Идеально ровный лист качается взад-вперед, иногда шумит — и часто это выглядит как любительская работа. Если у вас нет валика, подумайте о том, чтобы отнести детали переборки в слесарную мастерскую и нанять их для работы с валиком.
С вашим дизайном на листовом металле вы можете уверенно резать. Если у него есть защищенная сторона, убедитесь, что вы кладете шаблон так, чтобы эта сторона была обращена наружу.
6: Особый случай накатывания валика происходит на кромках перекрытия. Вы хотите поставить шаг вниз в задней части каждого перекрытия. Сделайте шаг такой же глубины, как и толщина вашего листового материала. Таким образом, ваши панели ложатся ровно друг на друга и идеально подходят друг к другу. Это действительно улучшает профессиональный вид вашего проекта.
Использование ступенчатой матрицы с бортовым валиком позволяет соединять панели переборки вместе, сохраняя при этом ровную поверхность. Кромка также дает вам место для заклепок, пайки, крепежных деталей Dzus или винтов.
7: Когда детали вырезаны и у вас есть форма в металле, вы можете сделать любые необходимые изгибы. Поместите каждую часть в тормоз и согните ее как можно ближе к желаемому углу. Убедитесь, что ваши линии сгиба совпадают, если вы работаете с несколькими деталями, которые должны сочетаться друг с другом!
8: Наконец, установите перегородку. Если у вас нет ничего, к чему можно было бы прикрепить панели, вам, возможно, придется спроектировать край панелей и прикрепить их к сторонам помещения. Кроме того, вы можете отрезать несколько полос и согнуть их в тормозе, чтобы сделать собственные монтажные кромки. Приклепайте или привинтите монтажную кромку к периметру области перегородки, затем прикрепите перегородку к кромке. Это удобно, если вы хотите использовать застежки Dzus или другие съемные застежки, чтобы сделать ваши панели съемными, просто не забудьте перекрыть застежки Dzus примерно на дюйм.
На этом снимке показана установленная панель перегородки, удерживаемая на месте с помощью заклепок. Вы можете видеть, что панели освобождают место для распорки поперечной балки вверху и разделяют стояк с бортовым прокатом. Панель слева имеет утопленный край, чтобы ложиться на одном уровне с панелью справа, и все красиво выстраивается.
Ремонт ржавого пола
В этом проекте вы вырежете ржавый кусок стали и покроете его и прилегающую область новой сталью. Это не реставрационно-качественный ремонт, но для того, чтобы держать машину в пути, этого вполне достаточно. Для конкретной работы мы нашли старый пикап GMC с ржавчиной под правой пяткой водителя. Мы удалили только самую ржавую часть стали, а затем покрыли всю область новым куском листового металла. Мы использовали материал калибра 0,09.5-дюймовый лист из мягкой стали. Мы гофрировали новый металл на бортовом ролике, чтобы придать ему прочность, и пришили его на место.
1: Осмотрите ржавый участок с обеих сторон, чтобы убедиться, что на этом участке нет ничего критичного и поблизости не проходят топливные или тормозные магистрали. Варить топливопроводы во время сварки — плохая идея.
2: Аккуратно вырежьте слабое место. Используйте здесь здравый смысл — вы не хотите вырезать слишком много. Возможно, вы захотите протереть пораженный участок морским желе, чтобы удалить поверхностную ржавчину, или покрыть его таким продуктом, как POR-15, чтобы запечатать ржавчину. Но поверхностная ржавчина не повод вырезать первоначальную конструкцию. Если вы не строите выставочный автомобиль или ремонтируете конкурс, ваш ремонт будет держаться лучше, если на месте будет столько предыдущего материала, сколько вы сможете сохранить.
Этот этаж остро нуждается в ремонте. Правильно было бы вырезать весь пол и сделать новый, но хозяин просто хотел как можно скорее вернуться на дорогу.
Мы вырезаем из пола самые ржавые места, а остальное покрываем новой сталью. Нам придется работать достаточно далеко, где еще есть хороший металл, чтобы приварить к нашей новой детали.
3: Измерьте сменные пластины. Если вы заменяете внешние элементы кузова, обрежьте новые пластины точно по форме. Если вы заменяете пол, сделайте сменную панель достаточно большой, чтобы ее можно было прикрепить к хорошему листовому металлу вдали от ржавой области.
4: Поскольку эта заплата закрывает части двух панелей, которые соединяются под углом, вы можете либо сделать одну панель и согнуть ее на листорезном станке, либо сделать две панели и сварить их вместе в месте соединения. . Мы решили использовать две детали для этой работы, потому что вертикальная панель покрывала ряд сложных кривых в оригинальной штамповке. Если для вашего проекта требуются две панели, как это было сделано в нашем упражнении, вырежьте каждую панель по форме и придайте ей гребни на бортовом валике. Затем согните панель, чтобы она соответствовала окружающему металлу.
Расс сделал новую деталь из двух частей и использовал бортовой валик, чтобы придать панелям некоторую форму. Затем он прикрепил их на место и начал сварку.
Если вы решите изготовить одну панель, измерьте необходимые общие размеры и обрежьте панель по размеру. Затем разметьте и согните панель в листогибочном прессе, прежде чем использовать валик для добавления структурных ребер на деталь. Разместите гребни в обеих плоскостях панели, прежде чем приваривать ее в окончательном месте. Возможно, вам придется немного поработать с панелью резиновым молотком или молотком для кузова, чтобы она плотно прилегала к существующим изгибам.
5: Установите панель (или панели) на место и прихватите их по углам и в нескольких местах вдоль каждой кромки, чтобы зафиксировать их на месте и предотвратить деформацию. Если вы используете две панели, прикрепите их друг к другу в нескольких местах.
6: Используя технику сварки внахлестку, нанесите сварные швы по периметру нового металла, соединяя его с окружающей конструкцией. Обязательно пропустите по всему периметру и сварите стежки около 2 дюймов. Если кусок становится слишком горячим, сделайте перерыв и дайте ему остыть, прежде чем продолжить.
Russ использует метод сварки швом, чтобы избежать деформации панелей. Он сваривает короткие участки и перемещается по проекту. В итоге все швы будут проварены.
7: Если вы использовали две детали для заплаты, подождите, пока периметр не будет приварен на место, прежде чем соединить две новые детали вместе. Используйте технику стежковой сварки и для этого соединения.
8: В этом проекте нам пришлось удалить область крепления педали акселератора к полу. Когда новая панель была на месте, мы просверлили и снова установили педаль.
Окончательный результат удержит ноги водителя от тротуара, но мало поможет остальной части пола.
Вы можете изменить этот проект, чтобы заполнить промежутки в переборках, заменить кузова грузовиков и создать новые полы и переборки для гоночных автомобилей и автомобилей специального назначения.
Растяжка крыла
В этом проекте мы расширим колесную арку, чтобы разместить шины большего размера. Это популярная модификация для дрэг-рейсинга на задние колеса. Субъект автомобиль 1970 Chevrolet Camaro, но принципы применимы к любой машине. Этот проект включает в себя резку и сварку кузова автомобиля, поэтому запланируйте перекраску, если возьметесь за аналогичный проект.
1: Измерьте, сколько дополнительного пространства осталось позади и перед кромкой крыла внутри колесной ниши. Вы не хотите превышать это пространство, но обычно есть с чем работать. Спланируйте, какое расширение вы хотели бы. В случае с этим проектом мы расширили колесную арку на 4 дюйма.
Вы можете расширить колесную арку настолько, насколько позволяет внутренняя структура колесной арки. Эта арка была растянута с точностью до дюйма внутренней колесной арки.
Вырезание квадрата позволяет легко удалить полосы спереди и сзади, а затем снова сварить детали.
2: Измерьте и разрежьте наружную обшивку крыла на два квадрата вокруг колесной арки. Оставьте язычок свисать посередине колесной арки, чтобы исходные линии совпадали во время работы. Оставьте много материала спереди и сзади колеса, чтобы получить хороший сварной шов и сгладить, когда вы закончите. Затем отрежьте дополнительную полосу спереди и сзади квадрата, который вы только что вырезали. Каждая полоса должна быть наполовину меньше желаемой ширины.
3: Приварите заднюю половину колесной арки к новому заднему вырезу в крыле, затем приварите переднюю половину к новому переднему вырезу. У вас будет расширение в виде зазора в верхней части колесной ниши, а вкладка будет свисать вниз в качестве шаблона.
Центральная вкладка свисает как шаблон. Здесь вы будете вваривать новую сталь, и удобно иметь кусок оригинала в качестве ориентира.
4: Изготовьте патч-панели, соответствующие зазору в центре колесной арки. Убедитесь, что вы учитываете кромку колесной арки. Вварите заплатку в щель в крыле и отшлифуйте все сварные швы до гладкости.
Большие колеса и шины обычно проходят как внутрь, так и наружу. Этот проект был предпринят как часть комплексного плана модификации, который включал в себя изменение задней части этого Camaro, чтобы вместить огромные колесные арки там, где раньше находились заднее сиденье и багажник. Весь задний каркас автомобиля был снят и заменен на сборное шасси. Тем не менее, растяжка колеса не требует всей этой работы. Это может быть выполнено как отдельная модификация, работающая в пределах внутренней ниши колеса.
Приварите все детали обратно и заполните зазоры в колесной арке новой сталью. Согните губу или сделайте кайму, если вы все равно планируете закатать губу.
Вы можете видеть, как эта растяжка привела колесную арку почти к передней части внутренней колесной арки.
Конечным результатом этого проекта является то, что эти большие шины для дрэг-рейсинга прекрасно подходят под это крыло.
Кривые усадки и растяжения в листовом металле
Растяжение — это полная противоположность усадки, и оно обычно используется для создания кривой в металле. Есть много инструментов, которые помогут вам сделать это, в том числе английские колеса, инструменты для полировки, мешки для дроби и даже ваши обычные молоток и наковальня. Когда вы растягиваете листовой металл, гладкость имеет ключевое значение, и большинство этих инструментов предназначены для создания длинных плавных растяжений листового металла.
Когда вы растягиваете заданный участок листового металла, вы делаете его тоньше и больше. У вас все еще есть такое же количество металла, просто оно распределено по большей площади. Эффект заключается в том, что металл хочет изогнуться, когда вы делаете это, потому что он растягивается неравномерно. Вы можете использовать этот атрибут металла, чтобы создать именно ту форму, которую хотите.
Этот пневматический рихтовочный станок создаст изгиб листового металла, если вы будете работать достаточно долго, но в основном используется для сглаживания легких дефектов листового металла. Мы использовали его, чтобы сгладить наше крыло после горячей усадки вмятин.
Это сторона подрамника того же инструмента. Вы можете видеть, как второй изгиб начинает оттягивать металл от станка.
Это сторона термоусадочного инструмента. Вы можете сказать, потому что металл изгибается к машине.
Подрамником легко разорвать алюминий. Если у вас есть выбор, используйте термоусадочную сторону инструмента на этом материале.
Поскольку у большинства людей нет английского колеса, мы будем использовать более обычный инструмент для усадки/натяжения. В любом магазине инструментов есть такие в продаже. У этого инструмента есть маленькие губки, которые захватывают край куска листового металла и немного сжимают или раздвигают его. При повторном нанесении металл начинает искривляться по мере того, как длина по краю растягивается или уменьшается. изогнутая форма вам нужна.
Если у вас есть выбор, усадку несколько безопаснее использовать для листового алюминия. Поскольку листовой алюминий легко рвется, его легко разорвать на подрамнике. Листовой металл из мягкой стали более щадящий. Термоусадочная машина оставит листовой металл с гофрированной поверхностью на усадочной кромке, но быстрое прохождение инструмента для выравнивания сгладит это.
1: Как описано в главе 5, сделайте плоскую перегородку из листового металла и установите ее прямо до края кузова.
2: Сделайте картонный шаблон, показывающий изогнутую кромку перегородки, за которой следует растянутая и сжатая часть.
3: Возьмите полосу из алюминия или стали и согните ее под углом 90 градусов в тормозе. Выберите сторону, которая будет крепиться к кузову, и сторону, которая будет монтажной кромкой для перегородки. Предполагая, что панель переборки плоская или почти плоская, вы будете растягивать и сжимать кромку, чтобы следовать изгибу шаблона.
4: Используйте усадочную матрицу для выполнения вогнутых изгибов в металле и растяжную матрицу для вытягивания металла для выпуклых изгибов. Будьте осторожны, если вы работаете со сталью, и будьте особенно осторожны с алюминием. С алюминием приятно и мягко работать, но вы можете легко разорвать его подрамником.
Мы растягиваем эту панель, чтобы она изгибалась, затем загибаем эту кромку в кромку на бисерном валике.
Здесь вы можете увидеть складки, оставленные термоусадочным инструментом. Вы можете снова сделать это гладко с помощью инструмента для полировки.
5: Работайте терпеливо и равномерно, часто останавливаясь, чтобы сопоставить свою работу с созданным вами шаблоном. Когда он приблизится, потратьте некоторое время на шлифовальный инструмент, чтобы разгладить морщины, сделанные термоусадочной матрицей. Вы потеряете небольшую кривизну, но вы можете исправить это, а гладкая поверхность сделает ваш проект лучше.
6: Когда ваша деталь совпадет с шаблоном, сопоставьте ее с местом установки в автомобиле. Вы можете прикрутить или заклепать его на место. Деталь будет несколько повреждена при нагартовке, поэтому приваривать ее на место — не лучшая идея, но вы можете приварить ее на место, если материалы одинаковые. Использование винтов или заклепок также облегчает отмену (или переделку) вашей работы в будущем.
Готовая гнутая панель с подогнутым краем. Используя эту технику, вы можете создать уникальную штриховку или другие внутренние кривые.
Написано Расселом Найбергом и Джеффри Цуршмейде и опубликовано с разрешения CarTechBooks
ПОЛУЧИТЕ СДЕЛКУ НА ЭТУ КНИГУ!
Если вам понравилась эта статья, вам понравится вся книга. Нажмите кнопку ниже, и мы вышлем вам эксклюзивное предложение на эту книгу.
Как использовать толщиномеры краски для улучшения автомобильной детализации | Ресурсы
Что такое автомобильная детализация?
Детализация, связанная с измерением толщины краски, представляет собой систематическую очистку, омоложение и защиту наружных окрашенных поверхностей автомобиля. Основная цель окраски деталей — сохранить внешний вид новых автомобилей или оживить старые заброшенные автомобили.
Очистка — это подготовительный этап, предназначенный для удаления грязи, пыли и других незакрепленных загрязнителей, чтобы обеспечить полную проверку текущего состояния окраски. Омоложение относится к процессам, используемым для возвращения автомобиля к его первоначальному состоянию выставочного зала. Степень омоложения зависит от ожиданий клиента. Защита относится к процессам технического обслуживания, таким как нанесение воска, которые используются для того, чтобы автомобиль выглядел новым как можно дольше после детализации.
PosiTest DFT для измерения толщины лакокрасочного покрытия автомобиля Простая мойка и обработка воском не устраняют многие виды повреждений лакокрасочного покрытия; этап омоложения (полировка орбитальным или более эффективным высокоскоростным полиром) добавляется перед этапом восковой депиляции. Когда требуется омоложение, деталировщики часто полируют верхний прозрачный слой автомобильных красок, чтобы удалить поверхностные повреждения, такие как мелкие царапины, потертости, вихревые следы, окисление, пятна, избыточное распыление краски, смолу, древесную смолу, кислотный дождь или водяные пятна. Этот процесс полировки часто называют полировкой.
Обширные проблемы с краской могут потребовать использования нескольких этапов шлифовки и полировки, чтобы вернуть краске ее первоначальную красоту. Производители автомобилей обычно используют в своих автомобилях один из двух основных типов систем окраски. Наиболее распространенной сегодня является система прозрачного покрытия, в которой наносится тонкий слой цвета, за которым следует несколько слоев прозрачной беспигментной краски. Реже сегодня используется одноэтапная система окраски, состоящая из нанесения нескольких слоев пигментированной краски. Поскольку большинство химикатов для детейлинга предназначены для работы с обеими системами окраски, процесс окрашивания существенно не меняется в зависимости от типа системы окраски.
Зачем измерять толщину краски и прозрачных слоев?
Чтобы обеспечить потребительскую ценность и, таким образом, сохранить рентабельность, при обосновании оборудования и процессов, задействованных в процессе детализации, необходимо учитывать два основных фактора. Любые дополнительные затраты должны привести к повышению либо эффективности, либо результативности. Хотя можно утверждать, что способность специалиста по детализации быстро снимать показания с помощью измерителя толщины краски, чтобы определить оставшуюся толщину краски, является преимуществом в эффективности, основным преимуществом является повышение эффективности.
Когда выявлена необходимость полировки (шлифование и полировка), важно оценить краску на прилегающих участках. Большинство заводских покрасочных работ имеют толщину от 4 до 7 мил (100–180 микрон). Более тонкие показания указывают на то, что прозрачный слой почти полностью удален или, в случае одноступенчатых систем, грунтовка вот-вот проступит. Как показано на фотографии выше, более толстые показания часто являются признаком того, что произошла перекраска. При обнаружении перекраски перед оператором возникает сложная задача по оценке пригодности (толщины) верхнего слоя краски для полировки. Независимо от того, насколько аккуратен оператор, шлифовка или полировка тонких покрытий может привести к повреждению лакокрасочного покрытия автомобиля. При детализации тонких покрытий или неизвестной толщины слоя краски альтернативная система, такая как ручная полировка, может быть единственным безопасным вариантом.
После определения системы окраски автомобиля и ожидаемой толщины краски важно определить фактическую толщину краски. Даже опытному мастеру бывает трудно определить толщину краски, особенно прозрачного покрытия, путем визуального осмотра. По мере того, как более тонкие и устойчивые к царапинам прозрачные покрытия, такие как нанотехнологии, становятся все более распространенными, становится все более важным использовать электронный измеритель толщины краски с высоким разрешением, чтобы определить, какая толщина краски удаляется при чистке.
Из-за возможного удаления большинства УФ-блокаторов большинство автопроизводителей рекомендуют удалять лак толщиной не более 0,3 мил (8 микрон) для предотвращения повреждения УФ-излучением нижележащих слоев краски. В худшем случае с одностадийным процессом окраски полировка до грунтовки может привести к дорогостоящей поездке в покрасочную камеру.
Учтите также, что повреждение краски может визуально проявиться не сразу. Когда удаляется слишком много верхнего слоя, могут возникнуть преждевременные повреждения, такие как обесцвечивание или отслоение. Неудачи влекут за собой судебные иски, недовольных клиентов и потерю репутации. Такие риски можно уменьшить, контролируя и сводя к минимуму количество удаленного верхнего слоя, что лучше всего делать с помощью быстрых и простых измерений с помощью электронного измерителя краски.
Значительные повреждения ниже верхней окрашенной поверхности могут включать глубокие царапины, травление, окрашивание и сильное окисление. Точно так же, как простое мытье и нанесение воска не устранят некоторые повреждения верхнего слоя краски, омоложение путем шлифовки и полировки может оказаться недостаточным для устранения более глубоких повреждений краски. Поэтому важно распознать ограничения до того, как будет удалено слишком много краски.
Производственные материалы, используемые в автомобилях
Традиционно сталь использовалась исключительно для изготовления экстерьеров автомобилей, поскольку она сочетала стоимость с прочностью и обрабатываемостью. Теперь для некоторых компонентов используется алюминий, поскольку производители ищут способы уменьшить вес без ущерба для безопасности. Оба этих металла требуют окраски для защиты от коррозии и косметического эффекта.
Бампера и облицовочные панели обычно изготавливаются из пластика и композитных материалов. Легкие, они дают дизайнерам свободу для создания инновационных концепций. В то время как металлические панели легко деформируются от незначительных ударов, пластиковые панели кузова более устойчивы к повреждениям.
На некоторых недавно выпущенных легковых и грузовых автомобилях нередко встречаются все три материала – двери и крылья из стали, крыша и капот из алюминия, бамперы и зеркала из пластика.
Толщиномер автомобильной краски Опции
DeFelsko производит ручные неразрушающие толщиномеры лакокрасочного покрытия, которые идеально подходят для использования специалистами по окраске автомобилей. Они позволяют специалистам по детализации с полным спектром услуг количественно измерять и контролировать количество прозрачного покрытия, снимаемого при шлифовке и полировке автомобильных красок.
DeFelsko предлагает три варианта для этой отрасли.
Вариант № 1 — PosiTest DFT
PosiTest DFT — это простое, экономичное и наиболее распространенное решение для измерения внешних металлических панелей автомобилей. Приборы серии PosiTest DFT измеряют покрытия толщиной до 40 мил (1000 микрон), что делает их идеальными для неразрушающего измерения толщины автомобильной краски на различных металлах.
а. PosiTest DFT-Ferrous идеально подходит для стальных панелей.
б. PosiTest DFT-Combo для стальных и алюминиевых панелей.
С точностью ±3% и разрешением 0,1 мил (2 микрона) прибор PosiTest DFT позволяет измерять количество удаленной краски при шлифовке и полировке.
Одобрено основными дилерскими программами, такими как Toyota, GM, BMW, Nissan, Volvo, Mercedes-Benz, Hyundai и Volkswagen.
Вариант №2 — PosiTector 6000
PosiTector 6000 обеспечивает аналогичные возможности измерения с более высокой точностью и разрешением. Прочный, универсальный прибор для измерения общей толщины покрытия на металлических панелях. Дополнительные функции включают сменные датчики, экранную статистику, вывод на принтер и загрузку показаний на компьютер.
а. PosiTector 6000 F1 для стальных панелей.
б. PosiTector 6000 FN1 для стальных и алюминиевых панелей.
Датчики серии PosiTector 6000 обеспечивают аналогичные возможности измерения с более высокой точностью и разрешением. Доступны различные датчики с диапазонами измерения до 25 или 500 мил (625 мкм–13 мм) и набор датчиков для измерения различных форм. Благодаря точности ±1% и разрешению 0,05 мил (1 микрон) эти приборы являются одними из самых точных на рынке. Дополнительные функции, такие как память и возможность печати, также ценны для клиентов, желающих регистрировать результаты измерений. В зависимости от предполагаемого применения доступны индивидуальные датчики и датчики, специально предназначенные для измерения на стали, алюминии или обоих типах металла. Эти инструменты качества используются во всех аспектах производства автомобилей, проверки автопарка и ремаркетинга.
Вариант №3 — PosiTector 200
PosiTector 200 обладает уникальной способностью измерять неметаллы, такие как автомобильное стекловолокно или пластик.
а. PosiTector 200 B1 — это экономичное и наиболее распространенное решение для измерения ОБЩЕЙ толщины системы покрытия.
б. PosiTector 200 B3 способен измерять как ОБЩУЮ толщину покрытия, так и толщину до 3 отдельных слоев в многослойной системе.
Ультразвуковой датчик PosiTector 200 измеряет неметаллы, такие как панели из стекловолокна, пластиковые бамперы и внутренние компоненты. Он имеет точность ±3% и разрешение 0,1 мил (2 микрона). Простая настройка меню датчика позволяет оператору видеть оставшееся количество прозрачного покрытия во время полировки.
Одобрено для использования в программе дилерского оборудования BMW.
Три принципа измерения толщины краски
Толщину краски на внешних автомобильных материалах лучше всего измерять с помощью ручных электронных приборов. Доступны три типа, и выбор зависит от типа покрытия, окрашиваемого материала, а также размера и формы детали. В этих приборах используются магнитные, вихретоковые или ультразвуковые методы измерения.
Магнитный принцип для стали
Поскольку сталь является магнитной, толщина краски на стали измеряется магнитными (железистыми) приборами с механическим или электронным управлением.
Механические датчики используют постоянный магнит, калиброванную пружину и градуированную шкалу. Путем измерения силы, необходимой для отрыва магнита от поверхности с покрытием, можно определить толщину. Недорогие магнитные датчики отрыва обеспечивают грубые измерения, полезные для обнаружения бондо или других наполнителей под краской. Их использование деталировщиками ограничено. Точность обычно составляет ± 5% при цене около 350 долларов. Подробная информация о продукте доступна здесь.
Электронные магнитные датчики гораздо более популярны в производстве деталей. В них используется датчик постоянного давления для обеспечения стабильных показаний, на которые не влияют разные операторы. Показания отображаются на жидкокристаллическом дисплее (LCD). В то время как большинство из них имеют базовые операции, у некоторых есть опции для сохранения результатов измерений, выполнения мгновенного анализа показаний и вывода результатов на принтер или компьютер для дальнейшего изучения. Точность обычно составляет от ± 1 до 3% при цене от 300 до 1000 долларов.
Метод вихревых токов для алюминия
Толщина краски на всех других металлах, таких как алюминий, измеряется с помощью вихретокового метода. Когда зонд прибора подносится к металлической (проводящей) поверхности, катушка внутри зонда создает переменное магнитное поле, которое создает вихревые токи на поверхности металла. Эти вихревые токи создают свое собственное противоположное электромагнитное поле, которое может быть воспринято второй соседней катушкой.
Вихретоковые (цветные) толщиномеры покрытия выглядят и работают как электронные магнитные толщиномеры. Они также используют датчик постоянного давления и отображают результаты на ЖК-дисплее с возможностью распечатки сохраненных результатов измерений.
В этой отрасли сравнительно редко можно найти приборы, работающие только на вихретоковом принципе. Скорее всего, вы найдете датчики, которые объединяют ОБА магнитный и вихретоковый принципы в одном устройстве. Некоторые упрощают задачу измерения, автоматически переключаясь с одного принципа работы на другой в зависимости от подложки. Эти «комбинированные» устройства обычно стоят от 400 до 1500 долларов.
Ультразвуковой принцип для пластика
Ультразвуковой метод используется для измерения толщины краски на неметаллических подложках, таких как пластик и стекловолокно. Зонд прибора содержит ультразвуковой преобразователь, который посылает импульс через покрытие. Импульс отражается от подложки к преобразователю и преобразуется в высокочастотный электрический сигнал, который анализируется для определения толщины покрытия. В некоторых случаях можно измерять отдельные слои в многослойной системе. Цены варьируются от 1800 до 4000 долларов. Для получения дополнительной информации об этом типе измерения нажмите здесь.
Полное обсуждение этих и других типов устройств для контроля толщины покрытия можно найти здесь.
PosiTector 200 B1 Ультразвуковой толщиномер покрытия на пластиковом бампере
Как измерять толщину краски на автомобилях
Магнитный и вихретоковый толщиномер краски
1. Включите прибор.
2. Поместите зонд ПЛОСКО на измеряемую поверхность. ДЕРЖАТЬ СТОЙКО. После расчета действительного измерения прибор издает звуковой сигнал и на дисплее отображается результат измерения.
3. Поднимайте датчик не менее чем на 2 дюйма (5 см) от поверхности между измерениями—ИЛИ—оставляйте датчик на поверхности в одном и том же месте для непрерывных измерений каждые 2 секунды. Не тяните датчик боком по поверхности.
Чтобы проверить точность прибора, выполните следующие простые шаги:
1. Измерьте непокрытую деталь. Эта быстрая проверка нуля определяет, требуется ли корректировка калибровки для конкретного измеряемого объекта.
2. Затем положите прилагаемые пластиковые прокладки на чистую поверхность и измерьте их по отдельности, чтобы убедиться, что измеритель может измерить эти известные значения толщины в пределах допуска.
3. Стандарты толщины покрытия доступны с большей точностью по цене от 95 до 345 долларов.
Ультразвуковые толщиномеры краски
Ультразвуковое измерение толщины покрытия работает путем направления ультразвуковой вибрации в покрытие с помощью зонда с помощью контактной жидкости, нанесенной на поверхность. Флакон с обычным гликолевым гелем прилагается к каждому инструменту. В качестве альтернативы капля воды может служить контактной жидкостью на гладких горизонтальных поверхностях.
После того, как капля контактной жидкости была нанесена на поверхность детали с покрытием, зонд плашмя кладут на поверхность. Нажатие вниз запускает измерение. Поднятие зонда, когда раздается двойной звуковой сигнал или когда мигает зеленый индикатор, сохраняет последнее измерение на ЖК-дисплее. Второе показание можно снять в том же месте, продолжая удерживать датчик на поверхности. Когда закончите, протрите датчик и поверхность начисто салфеткой или мягкой тканью.
.
Поместите большой и указательный пальцы
внизу на скользящую втулку.
Нажмите вниз, чтобы произвести измерение.
Чтобы проверить точность датчика, выполните следующие простые шаги:
1. Используя опцию меню ZERO, датчик необходимо периодически обнулять, чтобы компенсировать воздействие экстремальных температур и износа датчика. (ПРИМЕЧАНИЕ. В отличие от магнитных или вихретоковых датчиков, в которых обнуление выполняется путем измерения непокрытого куска металла, обнуление ультразвукового датчика выполняется путем измерения, когда зонд удерживается в воздухе. )
2. Затем положите входящие в комплект пластиковые прокладки на твердую гладкую поверхность и измерьте их по отдельности, чтобы убедиться, что измеритель может измерить эти известные значения толщины в пределах допуска.
3. Калибровочные стандарты с большей точностью доступны по цене от 175 до 345 долларов США.
Вопросы и ответы
Что такое мил по отношению к толщине краски?
Термины «миль» и «микрон» являются единицами измерения, используемыми в лакокрасочной промышленности для измерения толщины.
В английской системе мил — это тысячная доля дюйма (т. е. 1/1000, или 0,001 дюйма, или 1,0 мил). В гальванической промышленности термин «ты» используется как синоним.
В метрической системе микрон (мкм) равен одной тысячной миллиметра (т.е. 0,001 мм).
Чтобы преобразовать милы в микроны: (число милов) x 25,4 (т. е. 5 милов = 127 микронов). Чтобы преобразовать микроны в милы: (количество микронов) / 25,4 (т. е. 254 микрона = 10 мил).
Что измеряет толщиномер краски?
Магнитный и вихретоковый
Толщиномер краски просто измеряет расстояние (высоту или зазор) между наконечником зонда и основным металлом. Они не делают различий между слоями, составляющими это расстояние. Их расчет толщины включает в себя толщину всех слоев (грунтовка, базовый цвет и прозрачное покрытие), любого перекрашенного материала, наполнителя, грязи и т. д. Если измерение не проводится до и после нанесения каждого слоя, пользователь должен оценить толщину. толщина каждого слоя.
Ультразвуковые
Ультразвуковые датчики используют ультразвуковой преобразователь для создания высокочастотного звукового импульса. Импульс проникает в покрытие через связующий гель и отражается от ЛЮБОЙ поверхности, имеющей разную плотность. Показания толщины покрытия получают путем измерения времени, необходимого ультразвуковому сигналу для распространения от датчика до границы раздела покрытие/подложка и обратно. Время прохождения делится на два и умножается на скорость звука в покрытии, чтобы получить толщину покрытия.
Доступны ультразвуковые модели для измерения общей толщины системы (например, магнитные и вихретоковые датчики) или толщины отдельных слоев в многослойной системе окраски. Доступные модели предназначены только для использования с неметаллическими материалами, такими как пластик.
Что такое лак?
Лак представляет собой полиэтиленовую краску без цветной пигментации. Толщина обычно колеблется в пределах 1,5–2,0 мил (35–50 микрон). Это окончательное покрытие производителя оригинального оборудования, наносимое на автомобиль для защиты (базового) цветного покрытия от агрессивной среды, при этом обеспечивая как глубину, так и прочный глянцевый внешний вид. Его легко поцарапать, а в случае повреждения требуется повторная окраска, поскольку основной цвет не имеет блеска или блеска. Кроме того, прозрачное покрытие обеспечивает защиту от УФ-излучения для окрашенного слоя краски.
Производители автомобилей теперь требуют, чтобы толщина лакокрасочного покрытия измерялась до и после любой влажной шлифовки или полировки. Измерения следует проводить регулярно, так как практически невозможно увидеть, сколько краски удаляется в процессе полировки. Использование толщиномера краски дает профессионалу доверие к деталировщику, а также действует как страховка от «прорыва» прозрачного слоя, что повлечет за собой повторную покраску.
Какой должна быть толщина краски на автомобиле?
К сожалению, абсолютного целевого значения не существует — нет «правильной» толщины. Есть много разных производителей, выпускающих множество разных моделей с самыми разными составами красок и спецификациями. У некоторых автомобилей может быть только 3 мила (75 микрон) общей толщины краски на крыше, в то время как у некоторых внедорожников может быть 17 милов (430 микрон) на их порогах. Некоторые автомобили перекрашивают на заводе при обнаружении дефектов при производстве. Однако обычно автомобиль с завода имеет от 4 до 7 мил (100–180 микрон).
Постоянство — вот что важно. Измерения, проведенные поперек панели, должны показывать только небольшие изменения толщины. Области уменьшенной толщины могут вызывать беспокойство. Области гораздо большей толщины могут указывать на доработку. Если прибор не дает измерения, это означает, что толщина превышает предел прибора, и это может означать наличие наполнителя и вероятный ремонт.
Известны ли эти приборы (измерители толщины покрытия) под другими названиями?
Хотя в большинстве отраслей промышленности они называются измерителями толщины покрытия, в автомобильной промышленности также используются такие названия, как измеритель глубины краски, измеритель краски, прибор для повторной отделки, толщиномер сухой пленки (измерители DFT), толщиномер краски (PTG), мил, банан. , точечная проверка или датчик краски. Правописание либо американское (gage), либо британское (gauge).
Что означают F и N на дисплее?
Большинство приборов отображают принцип работы, используемый для измерения. «F» обозначает черные металлы (например, сталь) и означает, что для получения отображаемых измерений использовался магнитный принцип. «N», «NF» или «NFe» обозначают цветные металлы (например, алюминий, медь и т. д.) и означают, что для получения отображаемых измерений использовался принцип вихревых токов.
Где еще в автомобильной промышленности используются измерители толщины краски?
Детейлерам требуется простой измерительный прибор с хорошей точностью измерения и разрешением для отслеживания уменьшения толщины прозрачного покрытия при полировке. Но те же самые или подобные инструменты используются автомастерскими, дилерскими центрами, малярами, оценщиками, инспекторами и профессиональными покупателями автомобилей на аукционах.
Нужно ли мне часто перекалибровывать измеритель?
Термин «калибровка» часто используется неправильно. Для полного определения прочитайте это. Большинство людей используют это слово в значении «приспособить, чтобы сделать точным». Измерители качества регулярно автоматически калибруются и обычно не требуют от пользователя никаких действий, кроме СБРОСА, если заводские настройки были изменены — преднамеренно или случайно.