| Болты крепления крышки ГБЦ | 10 Нм |
| Болты постели ГБЦ 8мм | 20 Нм |
| Болты постели ГБЦ 6мм | 12 Нм |
| Гайки крышки шатуна | 32 Нм |
| Болт шкива распредвала | 37 Нм |
| Болт шкива коленвала | 182 Нм |
| Болты крышки постели коленвала D16 | 51 Нм |
| Болты крышки постели коленвала D14, D15 | 44 Нм |
| Болты и гайки крепления масляного заборника | 11 Нм |
| Болты крепления масляного насоса | 11 Нм |
| Болта крепления платы привода (AT) | 74 Нм |
| Болта крепления маховика (MT) | 118 Нм |
| Болты крепления масляного поддона | 12 Нм |
| Болты крышки заднего сальника коленвала | 11 Нм |
| Датчик крепления помпы ОЖ | 12 Нм |
| Болт крепления скобы генератора (от помпы к ген) | 44 Нм |
| болт ролика натяжителя ГРМ | 44 Нм |
| Болт датчика CKF | 12 Нм |
| Болты крепления пластиковых кожухов ГРМ | 10 Нм |
| Крепление датчика VTEC к ГБЦ | 12 Нм |
| Болт масляного поддона (широкая прокладка), пробка | 44 Нм |
 Рожковым или накидным ключами невозможно затянуть ГБЦ с нужным усилием, даже если воспользоваться дополнительными инструментами, ломиком или трубой.
Рожковым или накидным ключами невозможно затянуть ГБЦ с нужным усилием, даже если воспользоваться дополнительными инструментами, ломиком или трубой. Для первой затяжки динамометр ключа выставите в положение 3 кг/м, дальше-больше. Промежуточная затяжка должна быть «озвучена» характерным потрескиванием. Этот звук означает, что гайка (болт) дотянут правильно. Опытные слесари рекомендуют делать затяжку болтов (гаек по диагонали).
Для первой затяжки динамометр ключа выставите в положение 3 кг/м, дальше-больше. Промежуточная затяжка должна быть «озвучена» характерным потрескиванием. Этот звук означает, что гайка (болт) дотянут правильно. Опытные слесари рекомендуют делать затяжку болтов (гаек по диагонали).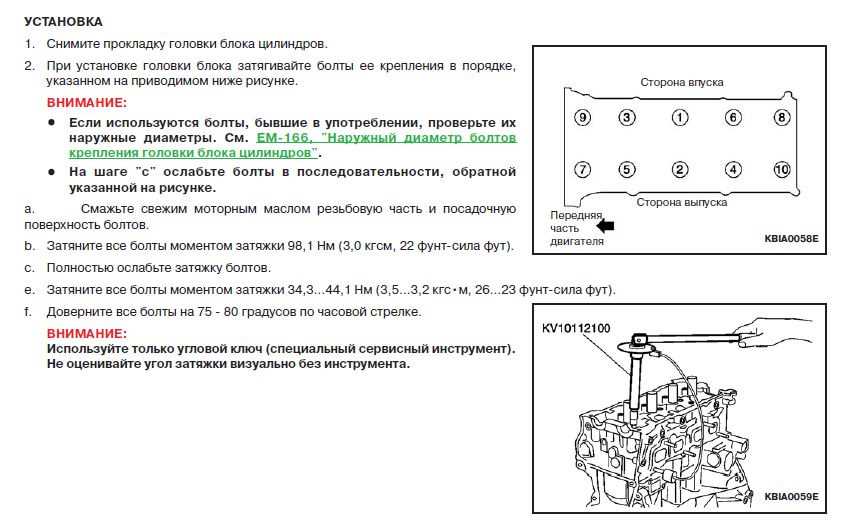 Если контрольную затяжку проигнорировать, то в скором будущем прокладку «продавит», и ремонт двигателя придется повторить.
Если контрольную затяжку проигнорировать, то в скором будущем прокладку «продавит», и ремонт двигателя придется повторить. Инженеры Honda вычислили для каждого болта и гайки в автомобиле свой момент. Затягивать от руки до характерного хруста не нужно. Во первых вы можете сломать какой нибудь болт, и доставать его будет крайне сложно. Во вторых перекошенная ГБЦ явно будет пропускать масло и охлаждающую жидкость. В Honda Civic, как и любой другой машине, используются разные моменты затяжки, от 10 Нм до 182нм и даже больше, болт шкива коленвала. Советую приобрести мощный динамометрический ключ, мощный и хороший, с щелчком по достижению момента, не берите стрелочный. И последние, все соединения которые находятся в составе одного элемента (диск, ГБЦ, крышки) затягиваются в несколько этапов от центра наружу и зигзагом. Итак по порядку, все описываю в Нм (Nm). Не забудьте немного смазать резьбу маслом или медной смазкой.
Инженеры Honda вычислили для каждого болта и гайки в автомобиле свой момент. Затягивать от руки до характерного хруста не нужно. Во первых вы можете сломать какой нибудь болт, и доставать его будет крайне сложно. Во вторых перекошенная ГБЦ явно будет пропускать масло и охлаждающую жидкость. В Honda Civic, как и любой другой машине, используются разные моменты затяжки, от 10 Нм до 182нм и даже больше, болт шкива коленвала. Советую приобрести мощный динамометрический ключ, мощный и хороший, с щелчком по достижению момента, не берите стрелочный. И последние, все соединения которые находятся в составе одного элемента (диск, ГБЦ, крышки) затягиваются в несколько этапов от центра наружу и зигзагом. Итак по порядку, все описываю в Нм (Nm). Не забудьте немного смазать резьбу маслом или медной смазкой. Важно Желательно, протягивать болты да и вообще работать с резьбовыми соединениями при температуре не ниже 20 градусов тепла. Не забывайте что нужно вычищать от любой жидкости и грязи резьбовые соединения.Так-же, желательно после каждого этапа подождать 20 минут для снятия «напряжения» металла.
Важно Желательно, протягивать болты да и вообще работать с резьбовыми соединениями при температуре не ниже 20 градусов тепла. Не забывайте что нужно вычищать от любой жидкости и грязи резьбовые соединения.Так-же, желательно после каждого этапа подождать 20 минут для снятия «напряжения» металла.  Информация будет актуальна для владельцев Honda Integra в кузовах DB6, DC1, с моторами ZC, D15B, D16A.
Информация будет актуальна для владельцев Honda Integra в кузовах DB6, DC1, с моторами ZC, D15B, D16A. Она закрывает блок цилиндров. В ней расположены распределительные валы, клапанные крышки и другие детали газораспределительного механизма. На ГБЦ постоянно воздействуют огромные переменные силы давления и температуры. Поэтому к её резьбовому креплению предъявляются особые требования.
Она закрывает блок цилиндров. В ней расположены распределительные валы, клапанные крышки и другие детали газораспределительного механизма. На ГБЦ постоянно воздействуют огромные переменные силы давления и температуры. Поэтому к её резьбовому креплению предъявляются особые требования. Наступает так называемый момент текучести, когда при дальнейшем увеличении силы затяжки сила прижатия начнёт уменьшаться. Итог: быстрое прогорание прокладки в месте наихудшего сжатия.
Наступает так называемый момент текучести, когда при дальнейшем увеличении силы затяжки сила прижатия начнёт уменьшаться. Итог: быстрое прогорание прокладки в месте наихудшего сжатия.

 Трещоточная насадка часто оснащается реверсом. В этом случае ей можно не только закручивать болты и гайки, но и откручивать их. Трещоткой комплектуются многие наборы головок.
Трещоточная насадка часто оснащается реверсом. В этом случае ей можно не только закручивать болты и гайки, но и откручивать их. Трещоткой комплектуются многие наборы головок. Но есть общий набор универсальных правил, которые подойдут ко всем типам моторов:
Но есть общий набор универсальных правил, которые подойдут ко всем типам моторов: Если при воздействии на болт моментом в 20 кГм момент текучести не достигается — его нужно менять. Причина — повышенная прочность. Если наблюдается, что момент затяжки начал уменьшаться при нагрузке — это сигнал о начале разрушения болта. Его обязательно нужно менять.
Если при воздействии на болт моментом в 20 кГм момент текучести не достигается — его нужно менять. Причина — повышенная прочность. Если наблюдается, что момент затяжки начал уменьшаться при нагрузке — это сигнал о начале разрушения болта. Его обязательно нужно менять. Поэтому сначала нужно разобраться с числами.
Поэтому сначала нужно разобраться с числами. Это правило нужно соблюдать потому, что необходимо обеспечить наиболее плотное прилегание сопрягающих поверхностей. Каждая ГБЦ клапанного двигателя должна быть установлена без перекосов и ненужного напряжения металла. Затяжка резьбовых соединений обязательно делается в несколько заходов. Важно соблюдать постоянство усилия для каждого болта в каждом заходе.
Это правило нужно соблюдать потому, что необходимо обеспечить наиболее плотное прилегание сопрягающих поверхностей. Каждая ГБЦ клапанного двигателя должна быть установлена без перекосов и ненужного напряжения металла. Затяжка резьбовых соединений обязательно делается в несколько заходов. Важно соблюдать постоянство усилия для каждого болта в каждом заходе.
 Специфическое — потому что нужно болты подтягивать в несколько заходов, по определённой схеме, с помощью специального динамометрического инструмента.
Специфическое — потому что нужно болты подтягивать в несколько заходов, по определённой схеме, с помощью специального динамометрического инструмента.подробное описание и важные нюансы. Последствия неправильной сборки
Значение всех элементов крепления в двигателе очень велико. Это аксиома. Не является исключением и затяжка болтов головки блока цилиндров.
Особенности затяжки болтов ГБЦ
Причина? А она проста. Просто подумайте о том, какие нагрузки испытывают все элементы крепления: постоянная вибрация, бешеные перепады температуры. В результате проведенных исследований получена цифра 5000 кг. и выше. Примерно такую нагрузку на разрыв при полном газу испытывает каждый болт двигателя.
Одним из главных условий, которые гарантируют правильные действия при или при , является соблюдение требований производителя. Разные модели двигателей имеют разный момент затяжки головки блока цилиндров. Также может отличаться и порядок затяжки головки блока цилиндров. В мануалах к каждой модели существуют рекомендации, и их необходимо выполнять.
В мануалах к каждой модели существуют рекомендации, и их необходимо выполнять.
Имея свои особенности, применительно к разным моделям, затяжка болтов головки блока цилиндров, имеет и нюансы, которые применимы к процедуре затяжки болтов ГБЦ вообще, и одинаковы для всех.
И желательно вам их знать, так как никто не гарантирует, что в сервисе вам сделают грамотно и как для себя.
На момент затяжки головки блока цилиндров влияют:
- Смазка резьбы отверстий и самих болтов. Рекомендуется проводить смазку невязкими типами моторного масла.
- Состояние резьбы, как отверстия, так и самого болта. Деформация и засорение резьбы перед затяжкой противопоказаны, это может привести к уменьшению силы сжатия прокладки со всеми вытекающими…
- Новый болт или уже использовался. У нового болта сопротивление выше и показатели момента затяжки может быть искажёны. Желательно, чтобы при использовании новых болтов, затяжка болтов головки блока цилиндров, производилась после 2-3 циклов закручивания и раскручивания болтов.
 Рекомендуется затянуть болты на 50% от конечного момента затяжки и отпустить.
Рекомендуется затянуть болты на 50% от конечного момента затяжки и отпустить.
Особое внимание при затяжке болтов следует уделить точности инструмента, а именно, динамометрического ключа. Ключи с циферблатным индикатором, как удобны, так и точны. Но, они остро реагируют на падения и удары, как и любой точный инструмент.
- Пользуйтесь Инструкцией производителя, в которой точно указаны момент и порядок затяжки головки блока цилиндров.
- Состояние болтов должно быть безупречным. Не экономьте, и ни в коем случае не перерезайте резьбу. Ведь для себя делаете.
- Резьба болта и отверстия должны быть чистыми. Проволочная щётка вам в руки.
- В случае «слепого» отверстия под болты, постарайтесь не перелить в них масла, иначе болт не станет на место до конца. И нелишним будет смазать резьбу пластичным герметиком, если отверстие выходит в систему охлаждения двигателя.
- Болты типа TTY (как правило используются в двигателях с алюминиевыми ГБЦ) запрещены категорически к повторной затяжке, так как возможны их разрывы.
 Их повторное применение также не сможет обеспечить нужного сжатия прокладки, а это значит – течь.
Их повторное применение также не сможет обеспечить нужного сжатия прокладки, а это значит – течь.
- Устанавливая прокладку, обязательно уточните в спецификации производителя прокладки величину момента затяжки. Если у вас есть прошлый опыт замены прокладок, то забудьте о нём. Каждый двигатель имеет свою специфику.
- Возвращаясь к болтам типа TTY, нужно акцентировать ваше внимание, что для них существует чёткий градус, а не момент затяжки болтов головки блока цилиндров. То есть, вам понадобится инструмент с индикатором угла.
- Дотяжка или , в случае необходимости производится для двигателей: с чугунными ГБЦ на горячем, а с алюминиевыми ГБЦ на остывшем до комнатной температуры.
Удачи вам при затяжке головки блока цилиндров своими руками.
Мнение эксперта
Руслан Константинов
Эксперт по автомобильной тематике. Окончил ИжГТУ имени М.Т. Калашникова по специальности «Эксплуатация транспортно-технологических машин и комплексов». Опыт профессионального ремонта автомобилей более 10 лет.
Опыт профессионального ремонта автомобилей более 10 лет.
При затяжке болтов ГБЦ многие по неопытности и незнанию могут допустить массу ошибок, способных стать причиной серьезных ремонтных работ в будущем. Нередко неправильная затяжка приводит к повреждениям и деформации как ГБЦ, так и блока. Самыми распространёнными ошибками считается попадание масла в колодцы для болтов, работа с неподходящими по размеру или изношенными торцевыми головками для динамометрического ключа или затяжка вовсе без него, перетяжка болтов мои нарушение порядка затяжки, а также использование болтов неподходящего размера (длинные или наоборот короткие).
Нередко колодцы, куда закручиваются болты, покрываются ржавчиной или забиваются грязью, очистить их не всегда получается. Заливать в них масло категорически запрещается, ровно, как и закручивать болты в грязные отверстия, в противном случае добиться нужного усилия невозможно. Маслом можно смазать только резьбу непосредственно на болтах. Нередко бывали случаи, когда при игнорировании этих советов колодец разрушался, а это грозит заменой блока цилиндров, т. к. отремонтировать его получается не всегда.
к. отремонтировать его получается не всегда.
Затягивать без динамометрического ключа нельзя, ни при каких обстоятельствах, закручивание болтов «на глаз» почти всегда совершается с превышением допустимого усилия, это приводит к поломке болтов и ремонту блока цилиндров. Также рекомендуется всегда использовать новые болты, даже если вы старые выглядят идеально, дело в том, что они имеют свойство вытягиваться после затяжки.
Каждому автовладельцу, который столкнулся с ремонтом головки блока цилиндров, после выполнения задачи придется ставить этот элемент на место. Такая процедура подразумевает . Если не сделать этого, может нарушиться герметичность агрегата. Ниже разберем, какой момент затяжки головки блока ВАЗ 2106 наиболее важен и что учитывать при установке устройства.
[ Скрыть ]
Когда необходимо делать затяжку?
Для начала рассмотрим, в каких случаях требуется делать протяжку болтов головки блока цилиндров двигателя автомобиля ВАЗ 2106:
- Если из-под ГБЦ выходит моторное масло.
 Проблема свидетельствует о повреждении или естественном износе прокладки головки блока. Необходимо произвести снятие и замену уплотнителя. Утечка также может быть связана с ослаблением болтов на ГБЦ. О наличии проблемы свидетельствуют масляные пятна, которые появились в месте соединения головки с блоком мотора.
Проблема свидетельствует о повреждении или естественном износе прокладки головки блока. Необходимо произвести снятие и замену уплотнителя. Утечка также может быть связана с ослаблением болтов на ГБЦ. О наличии проблемы свидетельствуют масляные пятна, которые появились в месте соединения головки с блоком мотора. - После выполнения ремонта силового агрегата. Если вы снимали крепления в автомобиле Нива или любом другом и перебирали двигатель, то для успешной сборки следует учесть порядок перетяжки и схему, а также силу затягивания винтов.
- В целях профилактики. Специалисты рекомендуют затягивать болты на головке блока цилиндров каждые 2-3 тысячи километров пробега. Когда двигатель работает в условиях вибраций, это может привести к ослаблению винтов, поэтому их надо периодически проверять и протягивать с соблюдением усилия.
Канал Гараж Ильича обнародовал видеоролик, который позволит разобраться в процессе натягивания болтов головки блока на «шестерке».
Как правильно затянуть?
Протянуть болты можно с помощью специалистов или самостоятельно. Если вы никогда прежде не сталкивались с необходимостью выполнения этой задачи, то ниже разберем, как сильно следует закручивать винты и в какой последовательности это делать.
Если вы никогда прежде не сталкивались с необходимостью выполнения этой задачи, то ниже разберем, как сильно следует закручивать винты и в какой последовательности это делать.
Точно соблюдайте момент натяжки, поскольку если болты головки блока будут перетянуты, это приведет к появлению трещин и повреждению ГБЦ. Если это случится, автовладельцу придется выполнять капитальный ремонт агрегата. Рабочая поверхность отверстия, а также резьбового соединения винта должны быть максимально чистыми. Для очистки цилиндров можно использовать железную проволочную щетку. Если в ходе выполнения задачи вы обнаружили «слепые» отверстия для винтов головки, то осторожно используйте смазку для обработки. Если объем вещества больше, чем требуется, возникнут сложности с установкой штифта до упора.
Перед выполнением затяжки необходимо произвести визуальную диагностику состояния болтов. Если элементы крепления повреждены или изношены, их качество в целом низкое, то лучше не производить натяжку этими винтами, рекомендуется их поменять на новые.

Инструменты и материалы
Чтобы обтянуть ГБЦ, подготовьте только один инструмент — динамометрический ключ, который позволит определить силу затягивания винтов. Приобрести ключ лучше всего в специализированном магазине или арендовать на СТО, поскольку этот инструмент может использоваться только для закручивания и обтяжки. Эксплуатация обычного гаечного ключа не позволит определить, сколько килограмм составляет сила затяжки.
Канал «Ремонт Двигателя! И интересное!» обнародовал ролик, где описаны все нюансы выполнения процесса натяжки.
Алгоритм действий
Необходима очередность и сила, когда вы будете тянуть болты головки блока цилиндров:
- В соответствии с размещенной ниже схемой произведите натяжку всех болтов при помощи динамометрического ключа. Момент затяжки на первом круге закручивания креплений составит около 3,5 — 4,1 кгс/м. Сначала натягиваются болты, которые находятся в центре головки блока — сверху и снизу. После этого завинчиваются два верхних и нижних крепления, установленные сбоку от винтов, расположенных в центре.
 Затем производится натяжка двух крайних болтов. Учтите, что сначала надо натянуть левые штифты, а потом правые. Винт под номером 11, расположенный внизу слева, трогать не надо.
Затем производится натяжка двух крайних болтов. Учтите, что сначала надо натянуть левые штифты, а потом правые. Винт под номером 11, расположенный внизу слева, трогать не надо. - Это первый круг натяжки. На втором этапе производится затягивание болтов в аналогичном порядке. Только сила, с которой натягиваются элементы крепления инструментом, будет 10,5 — 11,5 кгс/м.
- На третьем этапе производится натяжение болта, который отмечен номером 11 на схеме. Сила затягивания этого винта должна быть 3,5 — 4,0 кгс/м.
Приветствую вас друзья на сайте ремонт авто своими руками. Головка блока цилиндров (ГБЦ) – важный элемент силового узла, который лишь на первый взгляд кажется простым.
В составе механизма находятся свечи зажигания , газораспределительные клапана, блоки камер сгорания и так далее.
При этом сам блок цилиндров и его головка разделяются специальной прокладкой, выполненной из специального материала (как правило, сталеасбеста).
Фиксация головки и блока производится с помощью специальных болтов, которые всегда закручиваются с определенным усилием.
Нужна ли протяжка головки блока цилиндров?
На новых авто протяжка головки блока цилиндров в целях профилактики не обязательна.
Раньше производители обязывали делать эту работу уже при первом ТО, но в новых машинах такая необходимость отпала.
Если же вы – хозяин старого ВАЗа, Москвича или УАЗа, то делать такую работу придется намного чаще.
Необходимость протяжки может возникнуть в нескольких случаях:
При появлении течи масла в месте, где соединяется блок цилиндров и головка. Подобная неисправность может свидетельствовать о послаблении одного или нескольких болтов или же неисправности самой прокладки;
после ремонта. Бывают ситуации, когда ошибки в протяжке допускают «специалисты» на СТО. В этом случае приходится все переделывать;
периодическая проверка. Через 1-2 тысячи километров после ремонта головки блока цилиндров желательно открутить крышку и проверить момент затяжки. Бывают случаи, когда в процессе эксплуатации болты ослабляются.
Как выполнять работу?
Учтите, что для качественного выполнения работы вы должны внимательно изучить руководство по ремонту своего авто.
Там четко расписаны правила затяжки головки блока цилиндров, а именно:
- Схема протяжки болтов;
- необходимый момент силы затяжки;
- типы болтов, которые необходимо применять для этой работы.
Эта информация может понадобиться в том случае, если один или несколько болтов требуют замены.
Да и вообще вопрос болтов для ГБЦ нуждается в детально рассмотрении. Не секрет, что сегодня производители используют более качественные изделия с лучшими характеристиками.
Так, на новых моторах все чаще применяются так называемые пружинные болты, которые достаточно затянуть один раз и больше не трогать. Более того, если нарушить это правило, то крепление, наоборот, будет ослабляться и болт может повредиться.
Многие опытные автолюбители устанавливают качественные прокладки, которые не «усаживаются» со временем. В этом случае вероятность ослабления протяжки можно свести к минимуму.
В этом случае вероятность ослабления протяжки можно свести к минимуму.
Если вы решились проверить момент затяжки болтов, то учитывайте порядок протяжки головки блока цилиндров и пользуйтесь исправным динамометрическим ключом.
Как проконтролировать качество работы?
Чтобы убедиться в качестве выполненной работы, обязательно проверяйте момент затяжки (для этого пользуйтесь динамометрическим ключом).
При выполнении работы вы должны дождаться момента, когда болт дойдет до своего «предела текучести». Это легко диагностировать. Как только вы выставите необходимый момент затяжки, он не будет меняться.
При этом учтите два важных момента. Если вы увеличивает момент до уровня в 20 кГсм, а болт не проворачивается, то его необходимо менять.
Причина – слишком большая прочность. Если же затянуть болт невозможно и момент все время уменьшается, то его также стоит заменить.
Напоследок давайте выделим основные советы, которые важно учитывать при выполнении такой работы:
Приводить их нет смысла, так как для каждой модели они могут различаться.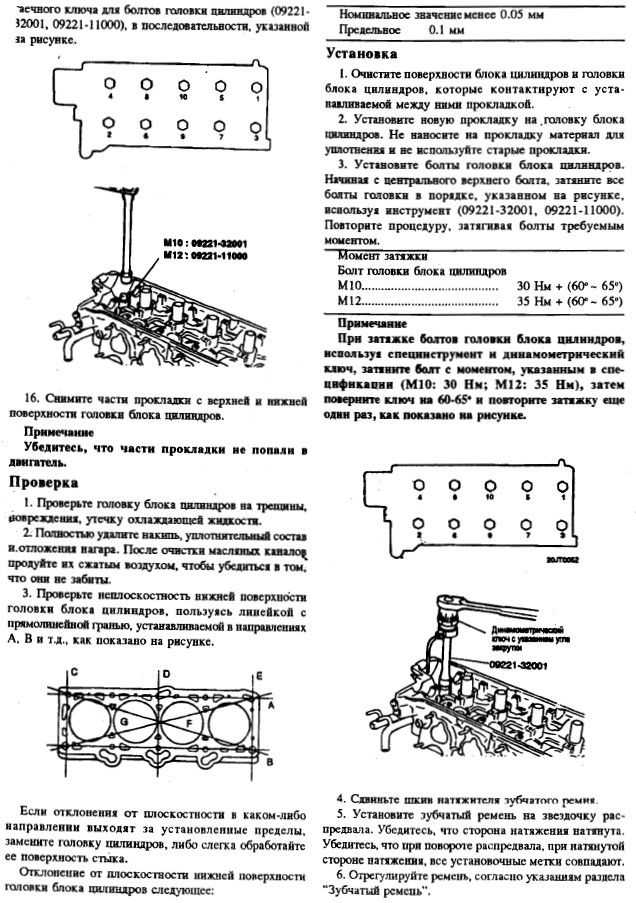
2. Во время протяжки болтов пользуйтесь только исправным динамометрическим ключом. Не надейтесь на свой «глазомер» и «старый добрый» гаечный ключ.
3. При любом подозрении на низкое качество болта – производите замену. Здесь принцип «да, пойдет» может привести к множеству проблем в дальнейшем.
Перед тем, как закручивать болты, обязательно проверьте чистоту резьбы и ее состояние.
Учтите, что вторичное применение пружинных болтов запрещено – вы все равно не добьетесь нормальной протяжки.
Как следствие, через несколько сотен километров масло начнет выдавливать из-под прокладки.
4. Особое внимание уделите выбору прокладки – на ней должен быть указан допустимый момент усилия (превышать его не желательно).
При этом убедитесь, что цифры на изделии хотя бы приблизительно соответствуют рекомендации производителя.
5. При наличии «слепого» болта крепления внимательно заливайте масло. В противном случае его можно «переборщить» и болт просто не затянется до нужного момента.
При наличии сквозного отверстия резьбу желательно обработать специальным герметиком.
Помните, что протянуть головку блока цилиндров не сложно. Главное – четко соблюдать требования производителя и учитывать рекомендации в статье. Удачи на дорогах и конечно же без поломок.
Периодически прокладка головки блока цилиндров может выходить из строя по причине износа ее материала либо его прогорания. Основными признаками того, что прокладку пора заменять на новую, являются появление локальных протечек масла и охлаждающей жидкости в месте соприкосновение ГБЦ и мотора.
Следует помнить, что при замене прокладки важным является не только момент затяжки гбц ваз 2114, но и вся последовательность операций — ведь сама замена является очень важной и серьезной процедурой, ошибки при проведении которой могут привести к нарушению работы двигателя.
Необходимые инструменты и процесс
Для того, чтобы ее сделать правильно, понадобятся:
- набор торцовых головок;
- удлинитель;
- трещотка/вороток;
- ключ динамометрический.

Сам процесс замены следует выполнять по такой схеме:
- Отсоединить провода, подходящие к датчикам аварийного уровня масла и температуры ОЖ.
- Слить охлаждающую жидкость.
- Демонтировать термостат.
- Снять корпус воздухофильтра.
- Отсоединить входную часть выхлопной трубы от коллектора.
- Снять кожух, а также сам ремень распределительного вала.
- Отсоединить от карбюратора тяги привода обеих заслонок.
- Отключить подходящие к ГБЦ провода.
- Отсоединить подходящие к ГБЦ шланги, ослабив их хомуты.
- Демонтировать головку блока цилиндров.
- Удалить изношенную прокладку.
- Очистить поверхность касания ГБЦ от остатков материала прокладки.
Установка прокладки и монтаж головки блока цилиндров на свое место производится в точно такой же последовательности, но в обратном порядке. При этом, стоит обратить наиболее пристальное внимание на такой фактор, как момент затяжки гбц ваз 2114 8 клапанов — о нем мы и поговорим ниже.
Как произвести затяжку болтов ГБЦ правильно?
Перед тем, как приступать к монтажу головки блока, следует сначала обратить внимание на состояние ее болтов. Они должны иметь хорошую резьбу и по длине соответствовать требуемым нормам.
Нормальная полная длина болта ГБЦ равняется 135,5 мм. Если болты, извлеченные в ходе замены прокладки, соответствуют этому параметру, то их можно использовать повторно. Если же болты удлинились в ходе работы двигателя, то использовать их уже нельзя и следует приобрести новые.
Разобравшись таким образом с болтами, и установив их на место, следует перейти к затяжке. Выполняется она в обязательном порядке только динамометрическим ключом. Затяжка болтов «на глаз»может привести к очень серьезным последствиям, вплоть до повреждения самого двигателя.
И так, как протянуть головку на ваз 2114 правильно? Во-первых, следует помнить, что начинать затяжку болтов следует от центра к краям.
Выглядит эта схема следующим образом:
- 7 3 1 4 9
- 8 6 2 5 10
Во-вторых, выполнять затяжку следует в четыре этапа (каждый из которых выполняется точно в такой же последовательности, как и обозначено на схеме выше).
На первом этапе затягиваем каждый из болтов динамометрическим ключом с усилием, равным 2 кгс/см2.
На втором этапе затягиваем все болты уже с усилием 8 кгс/см2.
На третьем этапе выполняем дотяжку болтов, проворачивая каждый из них на угол в 90 градусов.
На четвертом этапе вновь проворачиваем каждый из болтов (все также придерживаясь приведенной в начале схемы) на угол в 90 градусов.
После того, как все четыре этапа будут завершены, затяжку болтов головки блока цилиндров можно считать оконченной.
К затяжке болтов ГБЦ следует подходить максимально серьезно. Выполнять все ее этапы необходимо строго в одинаковом порядке и с равным усилием на каждом из них. Несоблюдение этого правила может привести к быстрому износу прокладки и появлению течей масла и ОЖ.
Правильная работа с динамометрическим ключом
Такой инструмент, как динамометрический ключ, позволяющий выполнять затяжку болтов с равным усилием, требует большой аккуратности в работе и наличия определенных навыков.
Примерная последовательность затяжки болтов таким ключом выглядит следующим образом:
- установить держатель в положение «ноль»;
- начать плавное вращение инструмента, одновременно следя за его показаниями;
- в случае, если вращение инструмента (особенно на начальном этапе затяжки) происходит без изменения момента на индикаторе, то это может говорить о небольшом внутреннем растяжении крепежных элементов. Это явление абсолютно нормальное, и вращение инструмента следует продолжить;
- при достижении момента затяжки, соответствующего требуемому, движение инструмента следует прекратить.
Применять вместо динамометрического ключа какой-то другой инструмент (в том числе механизированный, с возможностью нормирования усилия заворачивания) — не следует. Ведь только ключом можно добиться абсолютно точного и плавного закручивания болтов, благодаря которому прокладка окажется равномерно прижатой по всей поверхности блока. Это поможет сделать срок ее службы максимальным, избежать появления прогаров, протечек масла и вытекания охлаждающей жидкости.
Полезное видео
Дополнительную полезную информацию вы сможете почерпнуть из видео ниже:
Ну, и в конце следует еще раз напомнить о том, что перед началом затяжки нужно проконтролировать длину всех болтов (она должна быть равна 135,5 мм). В случае, если длина будет отличаться от указанной, особенно в большую сторону, то никакого толка даже от самого тщательного затягивания таких болтов — не будет.
Ремонт головки блока цилиндров (ГБЦ) — важный процесс, который определяет работу двигателя и автомобиля. А затяжка ГБЦ – это один из ключевых моментов общего ремонта узла. От качественной и правильной затяжки головки блока цилиндров зависит надежная, правильная и экономная работа мотора.
На что влияет затяжка головки блока цилиндров
Подобную работу (затяжку) делают, когда проводят обратный процесс по сборке мотора автомобиля. И то, насколько правильно, надежно и крепко затянуты болты головки блока цилиндров, может сильно повлиять на работу камеры сгорания, газораспределительного механизма и мотора в целом.
В случае, если головка блока цилиндров затянута неправильно, или не в той последовательности, или слабо, это может повлечь за собой пробитие прокладки, которая устанавливается между ГБЦ и блоком цилиндров. После повреждения прокладки последствия трудно предсказать правильно. Чаще всего после такого вода из системы охлаждения попадает в моторное масло. Получается эмульсия, которая намного хуже моторного масла смазывает детали двигателя, а потому мотор может быстро «заклинить».
Кроме попадания воды в моторное масло, может резко снизится мощность двигателя, резко возрасти звук мотора, и т.д. В любом случае – ничего хорошего после неправильной затяжки головки блока цилиндров не будет.
Чтобы с достаточным усилием затянуть болты головки блока цилиндров, обязательно пользуйтесь специальным инструментом, в данном случае это динамометрический ключ. У него есть специальная шкала, которая позволит определить усилие, с которым нужно делать затяжку болтов ГБЦ. Для каждого мотора существуют свои параметры затяжки, их узнаете из руководства по ремонту мотора данной машины.
Далее мы постараемся подробно объяснить и продемонстрировать на фото ключевые моменты, как правильно и надежно затянуть болты головки блока цилиндров, чтобы обеспечить надолго надежную и правильную работу двигателя автомобиля.
Инструкция по затяжке болтов ГБЦ
Как уже упоминалось выше, для затяжки головки блока цилиндров пользуемся исключительно динамометрическим ключом. Рожковым или накидным ключами невозможно затянуть ГБЦ с нужным усилием, даже если воспользоваться дополнительными инструментами, ломиком или трубой.
Находящийся возле ручки динамометр показывает, какое усилие было применено при затяжке, а это требование должно быть выполнено точно. Допускается небольшое отклонение от требований, порядка 0,5 кг/м.
После того как взяли динамометрический ключ, запомните второе требование – порядок затяжки болтов (гаек) головки блока цилиндров. Порядок представляет собой определенную схему, которую нужно неукоснительно выполнять.
Первыми затягиваются центральные гайки (болты), а потом постепенно переходим к краю ГБЦ.
Существует несколько схем затяжки головки, и все они правильные. Главное — соблюдать «железное» правило: затягивать болты (гайки) парами от центра к краям. И не старайтесь сразу затягивать полностью, так можно перекосить головку. Затяжку проводите в три этапа: сначала болты (гайки) слегка подтяните, потом сильно подтяните, а затем окончательно сильно затяните. Для первой затяжки динамометр ключа выставите в положение 3 кг/м, дальше-больше. Промежуточная затяжка должна быть «озвучена» характерным потрескиванием. Этот звук означает, что гайка (болт) дотянут правильно. Опытные слесари рекомендуют делать затяжку болтов (гаек по диагонали).
После этого окончательно затяните ГБЦ, и мотор можно эксплуатировать. Динамометрический ключ выставляется в максимальное положение, которого требует руководство по ремонту данного автомобиля.
Важно! После щелчков, при окончательной затяжке, тянуть болты (гайки) дальше нельзя! Это приведёт к срыву резьбы.
После затяжки головки блока цилиндров дайте ей «отстояться». Чтобы не терять зря время, можно пока прикрутить коллектора, и другое снятое при разборке оборудование, натянуть цепь и т.д. Подождав 30-40 минут, сделайте контрольную затяжку.
Чтобы не терять зря время, можно пока прикрутить коллектора, и другое снятое при разборке оборудование, натянуть цепь и т.д. Подождав 30-40 минут, сделайте контрольную затяжку.
Дело в том, что прокладка, которая ставится между головкой блока цилиндров и самим блоком двигателя, имеет свойство «усаживаться», т. е заполнять неровности и канавки, которые есть на поверхностях ГБЦ и блока, хотя невооруженным глазом они не заметны. Если контрольную затяжку проигнорировать, то в скором будущем прокладку «продавит», и ремонт двигателя придется повторить.
болтов головки блока цилиндров, клапанной крышки, форсунок и т.д.
Собирая головку блока цилиндров после замены прокладки или ремонта ГБЦ важно затянуть болты с усилием, рекомендованным автопроизводителем. Но в разных инструкциях предлагается использовать две разных схемы затяжки ГБЦ ВАЗ-2107 динамометрическим ключом. Разбираемся, в чем их отличие, и как все таки производится затяжка головки блока на ВАЗ 2107, и с какой силой.
В таблице ниже представлены оба варианта схемы моментов затяжки ГБЦ на “классике” ВАЗ, в зависимости от типа болта. Потому что для классических болтов нужно всего два прохода, а вот современные торсионные, из-за своих свойств, потребуют четырех проходов. В статье рассмотрим все более детально.
| Тип болтов | Схема и моменты затяжки болтов головки блока цилиндров ВАЗ-2107 |
| Классические болты | Во время первого прохода затяжка болтов составляет 4,0 кгс/м. При втором проходе затягиваем болты с моментом 11,5 кгс/м. Болт №11 размером М8х45 затягиваем с моментом 3,8 кгс/м. |
| Торсионные болты с упругой деформацией | На первом проходе затягиваем болты с моментом 2,0 кгс/м. При втором проходе затягивать необходимо с усилием 8 кгс/м. Во время третьего прохода докручиваем все болты на угол 90 градусов. За четвертым еще раз нужно докрутить все болты на 90 градусов.  Болт №11 размером М8х45 затягиваем с моментом 3,8 кгс/м. Болт №11 размером М8х45 затягиваем с моментом 3,8 кгс/м. |
Важность правильной затяжки крепежей ГБЦ
Автомобили, произведённые до 2011 года, требуют регулярной подтяжки болтов головки блока цилиндров. Модели машин, выпущенные после 2010 года, обладают двигателями иной конструкции, из-за чего им не требуется проведение такого типа работ. Несмотря на это, проблема затяжки болтов особенно актуальна для владельцев ВАЗ 2106 и ВАЗ 2107, которые должны проходить ежегодный технический осмотр.
Накопление влаги в местах соприкосновения болтов со временем приводит к необходимости затяжки креплений в блоке цилиндров. При этом основной причиной этого становятся протечки моторного масла: постепенное его протекание из корпуса ДВС приводит к проблемам в работе цилиндров и постепенному выходу их из строя.
Смазочная жидкость может протекать по разным причинам, среди которых числятся:
Простой сменой прокладки в таком случае ограничиться не получится: при неправильно выставленном усилении новая будут стираться с такой же скоростью, что и ранее.
Подготовка стягиваемой поверхности блока и головки
Монтаж головки на штатное место производится после частичного или капитального ремонта агрегатов и узлов мотора. Перед монтажом головки в блок устанавливаются новые гильзы, которые уплотняются специальными резиновыми кольцами, предотвращающими вытекание охлаждающей жидкости из рубашки. Установленная гильза выступает верхней кромкой над плоскостью блока. Поршни и гильзы подбираются по одной размерной группе, дополнительно производится взвешивание шатунов и поршней. Допустимая разница в весе не должна превышать 30 г.
Подготовка стягиваемой поверхности блока и головки.
Для соединения шатуна и поршня палец запрессовывают в поршень специальной оправкой, а затем фиксируют от продольного перемещения стопорными кольцами. Корректно подобранный палец не перемещается в посадочных гнездах под воздействием собственного веса.
Не допускается перекос пальца в отверстии подшипника шатуна, а также изгиб или конический износ цилиндрического элемента.
В пазы на теле поршня устанавливаются кольца, обеспечивающие компрессию и удаляющие следы масла с поверхности гильзы. В атмосферных моторах МТЗ использованы 3 компрессионных кольца, двигатели с наддувом оборудованы 2 кольцами, верхнее имеет покрытие из износоустойчивого сплава на основе хрома. Замки колец размещаются через 180°, обеспечивая повышение компрессии. При монтаже деталей требуется обращать внимание на метки, указывающие корректное расположение колец относительно днища поршня.
Перед установкой поршней требуется монтаж на штатное место коленчатого вала (если он демонтировался для шлифовки из замены). Затем устанавливают в гильзу цилиндра поршень с шатуном, после чего монтируются вкладыши и затягиваются крышки коренных и шатунных подшипников. Для проверки корректности сборки применяется прокручивание вала двигателя динамометрическим ключом.
Нормативное усилие не должно превышать 60 Н/м, при повышенном сопротивлении вращению необходимо найти причину неисправности.
Установка прокладки и ГБЦ на блок
Прокладка укладывается на верхнюю плоскость блока, предварительно протертую чистой ветошью. Предварительно рекомендуется проверить состояние совмещаемых плоскостей блока и головки металлической инструментальной линейкой. Не допускается коробление деталей, поскольку изогнутые поверхности не обеспечивают равномерного зажатия прокладки, которую пробьет поток выхлопных газов. Поврежденные плоскости шлифуются на специальном станке, для герметизации стыка применяется металлизированная прокладка с увеличенной толщиной материала.
Перед монтажом прокладки рекомендуется повторно проверить выступ верхнего бурта гильз цилиндров. На атмосферном дизеле допустимое значение лежит в диапазоне 0,065-0,165 мм, на версии с наддувом — 0,05-0,11 мм. Для равномерной установки гильз после замены требуется установить на блок корпус головки, который прижимается штатными ботами. Под головки крепежных элементов подкладываются металлические дистанционные гильзы длиной 100-105 мм, момент затяжки не превышает 10-15 Н/м.
При соединении деталей используется новая прокладка, применять использовавшуюся ранее пластину категорически запрещено. Деталь извлекается из целлофанового пакета, рекомендуется осмотреть поверхность детали и убедиться в отсутствии надрывов или вмятин. Для улучшения герметичности и облегчения снятия деталей при будущих ремонтах используется нанесение графитовой термостойкой пасты на обе стороны прокладки.
Затем поверх прокладки укладывается головка блока, в отверстия вставляются болты, которые затем затягиваются динамометрическим ключом. Для обеспечения качества соединения требуется использовать новые болты, поскольку старые детали деформируются при затяжке и в процессе работы дизеля. На резьбовую часть наносится тонкий слой моторного масла, болты заворачиваются в отверстия от руки.
Последствия неправильной затяжки креплений ГБЦ
Процесс затяжки креплений головки блока цилиндров требует точного соблюдения всех особенностей и правил. Довольно часто новички и неспециалисты допускают ошибки, последствием которых становятся дефекты ГБЦ или блока цилиндров:
- Перетягивание болтов;
- Попадание в резьбовые колодцы смазочной жидкости;
- Крепления затягиваются в ошибочном порядке;
- Работа ключом с неподходящей насадкой;
- Попытка вкрутить болты неподходящей длины.

Без добавления смазочного средства вкрутить болт в резьбовой колодец, не очищенный от нагара, грязи и ржавчины, практически невозможно. Даже если затяжка будет выполнена, её момент не будет докручен до необходимой величины. Специалисты, работающие с двигателями автомобилей, наносят смазку только на болты, в то время как новички в силу неопытности и отсутствия знаний заливают масло непосредственно в колодец. Как результат — полный выход колодца из строя, его деформация, из-за чего приходится менять весь блок цилиндров или проводить его капитальный ремонт.
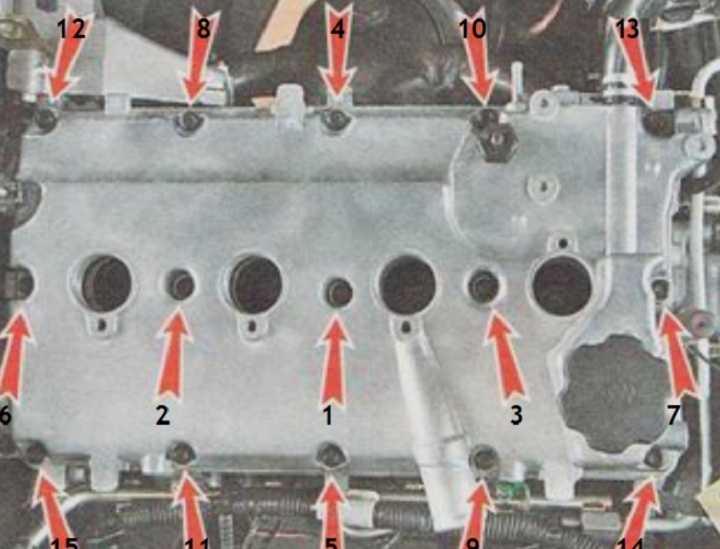
Расположение колодцев болтов ГБЦ
Затяжка болтов ГБЦ «на глазок», без использования динамометрического ключа, не приводит ни к чему хорошему: крепления либо перетягивают, либо недотягивают. В первом случае болты ломаются, из-за чего приходится отдавать в ремонт блок цилиндров. В большинстве случае головки болтов ГБЦ изготавливаются под наружный либо внутренний шестигранник, намного реже — под квадрат. Если грани насадки на ключ износились, во время затяжки её может провернуть вместе с гранями шляпки болта. Как результат — они будут стёрты, а сам метиз невозможно будет ни вкрутить, ни выкрутить.
Как результат — они будут стёрты, а сам метиз невозможно будет ни вкрутить, ни выкрутить.
Последствия неправильной затяжки резьбовых соединений — поломанные и вышедшие из строя болты
Лишнее напряжение в корпусе ГБЦ обычно фиксируется при несоблюдении порядка затяжки болтов. ГБЦ выполнена из алюминия, который практически не переносит высоких нагрузок, быстро деформируется и покрывается трещинами. Через них вытекают продукты сгорания топлива, что провоцирует потерю мощности и приёмистости двигателя, повышению его аппетитов и снижению рабочего ресурса. Появление трещин грозит смешиванием охлаждающей жидкости и масла, что снижает смазывающие свойства последнего и приводит к быстрому износу всех деталей и узлов двигателя, находящихся в постоянном трении.
Растрескивание головки блока цилиндров из-за высокого напряжения
Основные рекомендации
Прежде всего следует отметить, что такая процедура может проводиться после ремонта силового агрегата или с целью проверки величины момента затяжки болтов в процессе эксплуатации мотора. Если ГБЦ была демонтирована, следует внимательно осмотреть болты, а также отверстия в блоке цилиндров для их установки. Винты не должны иметь удлинения или деформации резьбовой части. Отверстия в блоке под болты очищают от остатков моторного масла, жидкости, других посторонних частиц. Если этого не сделать, можно повредить цилиндровый блок, при этом ГБЦ затянуть с требуемым усилием не получится.
Если ГБЦ была демонтирована, следует внимательно осмотреть болты, а также отверстия в блоке цилиндров для их установки. Винты не должны иметь удлинения или деформации резьбовой части. Отверстия в блоке под болты очищают от остатков моторного масла, жидкости, других посторонних частиц. Если этого не сделать, можно повредить цилиндровый блок, при этом ГБЦ затянуть с требуемым усилием не получится.
Это интересно: Почему нет зарядки на аккумулятор в машине: причины, диагностика и ремонт
Работу следует начинать только после ознакомления с рекомендациями изготовителей автомобиля по эксплуатации и ремонту. Там водитель найдет все необходимые сведения для выполнения работы, в том числе усилия и очередность затягивания болтов.
Важно! Для движков с болтами типа TTY существует запрет на повторное использование, так как они могут оборваться.
Еще одной особенностью использования таких болтов является установка их под определенным углом. Для этого потребуется специальный ключ с индикатором, который покажет градус наклона.
Пользователь Игорь Иванов показывает на видео установку и затяжку ГБЦ.
.
Момент затяжки болтов (усилие)
Момент затяжки болтов для каждого автомобиля разный (в виду конструктивных особенностей). Для конкретного автомобиля есть своя таблица моментов затяжки креплений. В следующем разделе рассмотрим усилия крепежа ГБЦ на примере «вазовской» головки.
Таблица: моменты затяжки соединений в зависимости от диаметра резьбы
| Номинальный диаметр резьбы | Размер «под ключ» головки, болта (гайки), мм | Шаг резьбы, мм | Классы прочности по ГОСТ 1759–70 | ||||
| Болт | |||||||
| 5.8 | 6.8 | 8.8 | 10.9 | 12.9 | |||
| Гайка | |||||||
| 6 | 10 | 1 | 0,5 | 0,8 | 1,0 | 1,25 | 1,6 |
| 8 | 12 — 14 | 1,25 | 1,6 | 1,8 | 2,5 | 3,6 | 4,0 |
| 10 | 14 — 17 | 1,25 | 3,2 | 3,6 | 5,6 | 7,0 | 9,0 |
| 12 | 17 — 19 | 1,25 | 5,6 | 6,2 | 10,0 | 12,5 | 16,0 |
| 14 | 19 — 22 | 1. 5 5 | 8,0 | 10,0 | 16,0 | 20,0 | 25,0 |
| 16 | 22 — 24 | 1,5 | 11,0 | 14,0 | 22,0 | 32,0 | 36,0 |
| 18 | 24 — 27 | 1,5 | 16,0 | 20,0 | 32,0 | 44,0 | 50,0 |
| 20 | 27 — 30 | 1,5 | 22,0 | 28,0 | 50,0 | 62,0 | 70,0 |
| 22 | 30 — 32 | 1,5 | 28,0 | 36,0 | 62,0 | 80,0 | 90,0 |
| 24 | 32 — 36 | 1,5 | 36,0 | 44,0 | 80,0 | 100,0 | — |
Правильный порядок затяжки
Существует определенный порядок затяжки болтов, почти на всех автомобилях он одинаковый – от центра головки к ее краям, крест на крест. Так, например, первыми затягиваются два центральных болта правого и левого рядов, затем два болта, находящиеся слева от центральных, затем два справа от центральных, потом два болта находящиеся слева в обоих рядах и завершают порядок болты находящиеся справа в обоих рядах.
Важно помнить, что крепеж всегда выполняется в три — четыре подхода:
- Первый подход – усилие 3-4 кгс.
- Второй подход – усилие 7 кгс.
- Третий подход – усилие 9 кгс.
- Последний подход – усилие 11,5 – 12 кгс.
Некоторые нюансы
Момент затяжки – один из основных факторов нормальной посадки головки блока. Но на этот критерий влияет не только прилагаемое усилие, а и сами крепежи:
- Общее состояние болтов – новые или б/у;
- Наличие смазки на резьбовой части;
- Состояние резьбы.
Тип силовой установки (бензиновый, дизельный), а также количество клапанов на технологию затягивания ГБЦ не влияет. Но это не значит, что усилие и порядок затяжки для всех моторов идентичен и перед посадкой головки обязательно следует изучить условия выполнения операции и все ее особенности.
Ошибки при монтаже головки
Если не использовать динамометрический ключ при монтаже головки блока цилиндров, то можно ошибиться с усилием, что приведет к неравномерному моменту. В таких случаях будет чрезмерное или недостаточное усилие, которое повлечет за собой либо деформацию поверхности головки, либо допуск прорыва газов, масла или охлаждающей жидкости. В обоих случаях это чревато тяжелыми последствиями для двигателя.
В таких случаях будет чрезмерное или недостаточное усилие, которое повлечет за собой либо деформацию поверхности головки, либо допуск прорыва газов, масла или охлаждающей жидкости. В обоих случаях это чревато тяжелыми последствиями для двигателя.
При соблюдении правил затягивания крепежных болтов, а также нужного момента, всегда можно рассчитывать на надежную и долговечную работу установленных деталей. Механизм газораспределения в двигателе играет основную роль, поэтому пренебрегать правилами монтажа составляющих элементов не стоит.
Момент затяжки болтов ГБЦ
В случае со старыми автомобилями моментов затяжки креплений головки всего два, а вот на современных моделях их уже вдвое больше. Проводится подтяжка резьбовых соединений в тёплое время года при температуре окружающей среды более 20оС либо в теплом помещении в холодное время года.
Болты обязательно очищаются от грязи, смазки, нагара, особенно тщательно в случае, если потекла прокладка ГБЦ. Желательно после каждого этапа выжидать 10–20 минут — за это время металл должен вернуться в исходную форму и не деформироваться под нагрузками.
Момент затяжки резьбовых соединений указан в руководстве по эксплуатации к автомобилю. Узнать его можно у официальных дилеров марки или специалистов в автосервисе.
Ниже приведена таблица моментов, которые превышать во время процедуры нежелательно.
Таблица: стандартные моменты затяжки резьбовых соединений
| Резьба | Прочность болта | ||
| 8.8 | 10.9 | 12.9 | |
| М6 | 10 Нм | 13Нм | 16Нм |
| М8 | 25Нм | 33Нм | 40Нм |
| М10 | 50Нм | 66Нм | 80Нм |
| М12 | 85Нм | 110Нм | 140Нм |
| М14 | 130Нм | 180Нм | 210Нм |
| М16 | 200Нм | 280Нм | 330Нм |
| М18 | 280Нм | 380Нм | 460Нм |
| М20 | 400Нм | 540Нм | 650Нм |
| М22 | 530Нм | 740Нм | 880Нм |
| М24 | 670Нм | 940Нм | 1130Нм |
| М27 | 1000Нм | 1400Нм | 1650Нм |
| М30 | 1330Нм | 1800Нм | 2200Нм |
| М33 | 1780Нм | 2450Нм | 3000Нм |
| М36 | 2300Нм | 3200Нм | 3850Нм |
| М39 | 3000Нм | 4200Нм | 5050Нм |
| М42 | 3700Нм | 5200Нм | 6250Нм |
Единицы измерения прилагаемого усилия
В странах Европы, СНГ принято использовать Ньютоны, умноженные на метр. Универсальная единица измерения присутствует на всех приборах и динамометрических ключах. В западной Европе, США и Австралии применяются Фунты*дюйм.
Универсальная единица измерения присутствует на всех приборах и динамометрических ключах. В западной Европе, США и Австралии применяются Фунты*дюйм.
«Отечественная» единица измерения отличается большей точностью, что подтверждает ее распространение.
Таблица моментов затяжки резьбовых соединений
Среди самых распространенных автомобилей особенно выделяется следующая группа:
- КАМАЗ;
- 8 клапанная Деу Нексия;
- Лада Гранта;
- Хендай Акцент;
- Шевроле Нива;
- Hino Rainger;
- УАЗ Патриот;
- Тойота Рав-4.
Эти машины считаются самыми популярными гостями станций технического обслуживания, следовательно, логично составить список именно по силовым агрегатам машин.
Далее приведена таблица моментов протягивания болтов ГБЦ, самых популярных моделей автомобилей в России.
| Мотор | Момент протяжки Н*м |
| GW 491 QE | 20,0 |
| УАЗ 409 | 13-14,5 |
| 3SFE | 49 |
| 2AZFE | 7,8 |
| S2 Diesel | 24. 0 0 |
| Дэу Нексия 8 кл. | 25.0 |
| 405 | 40-50 + доворот на 90° |
| Гранта все моторы | 75,0+90° |
| WL-T | 9,0+180° |
| Камаз 740 | 20,0+180° |
| J07C | 21,0+90° |
| 4A FE | 29,0/60,0 |
| D20DT | 85,0 |
| 5S FE | 49,0+90° |
| 1MZFE | 18,0+180° |
| ЯМЗ 536 | 10,0+180° |
| ТагАЗ | 10,0+90° |
| Chevrolet NIVA | 77,0 |
| X18XE | 25,0+270° |
| 1ZZFE | 40,0+90° |
| УМЗ 4216 | 11,0+180° |
Порядок затяжки резьбовых соединений
Процедура затяжки болтов осуществляется в полном соответствии с требованиями производителя к определённому виду двигателя. Вся информация содержится в технической документации к автомобилю.
Правильный порядок затяжки болтов головки блока цилиндров
В случае с автомобилем ВАЗ 2107, к примеру, затяжка креплений ГБЦ осуществляется в два этапа:
- Предварительным моментом 33,3–41,16 Н·м (3,4–4,2 кгс·м) болты 1–10;
- Окончательным моментом 95,94–118,38 Н·м (9,79–12,08 кгс·м) болты 1–10 и моментом 30,67–39,1 Н*м (3,13–3,99 кгс*м) болт 11.

Необходимые инструменты
- Щелчковый или трещетка. Наиболее популярная разновидность среди автолюбителей. В зависимости от варианта – любительский или профессиональный – варьируется погрешность: от 3 до 5%. Болты с его помощью можно зафиксировать с усилием от 40 до 360 Нм.
- Стрелочный. Самый доступный из всех вариант. Он прост в эксплуатации, но погрешность измерения составляет минимум 10%, поэтому его не рекомендуется использовать для креплений ГБЦ. Максимальное усилие затяжки составляет 280 Нм.
- Электронный. Погрешность измерений минимальна, надежность высокая, сила затяжки определяется в пределах от 20 до 350 Нм. Контролировать момент просто благодаря звуковому и световому сигналам. Единственный его недостаток – высокая цена.
Работа с динамометрическим ключом
Динамо-ключ в начале работ устанавливается в так называемое нулевое положение — момент, в котором положение болта головки соответствует показаниям ключа. Показываемые инструментом измерения желательно где-нибудь записать.
Ключ аккуратно и осторожно вращается, при этом тщательно следят за его показаниями. Момент силы не меняется — резьбовое соединение слишком растянулось; резко изменился — необходимо сделать так, чтобы болт начал двигаться. Держатель растянут не до конца в том случае, если показания резко подскакивают. В последнем случае все работы осуществляются после того, как будет проведена стабилизация.
Затягивание болтов ГБЦ при помощи динамо-ключа
Болты подвергаются замене в том случае, если во время их замены момент силы начинает стремительно падать.
Затяжка резьбовых соединений ГБЦ видео:
Какие силы действуют на ГБЦ во время работы мотора
Любой режим работы мотора приводит к неравномерному нагреву головки. Участки, расположенные над камерами сгорания, нагреваются гораздо сильней остального корпуса, из-за чего возникает тепловое напряжение металла. Чем выше обороты двигателя или сильней нагрузка на него, тем больше разница в нагреве различных участков этой детали. На некоторых участках температурное расширение алюминия, из которого сделан корпус этой детали, оказывается настолько сильным, что увеличивает давление на прокладку между головкой и блоком цилиндров. Поэтому через определенный промежуток времени необходимо повторять момент затяжки винтов, в противном случае велика вероятность прогорания прокладки.
На некоторых участках температурное расширение алюминия, из которого сделан корпус этой детали, оказывается настолько сильным, что увеличивает давление на прокладку между головкой и блоком цилиндров. Поэтому через определенный промежуток времени необходимо повторять момент затяжки винтов, в противном случае велика вероятность прогорания прокладки.
Какие силы действуют на ГБЦ во время закручивания винтов
Прокладка, которую устанавливают между блоком цилиндров и ГБЦ, обладает определенной толщиной, которая уменьшается во время затяжки. Несмотря на общую жесткость, алюминиевый корпус этой детали деформируется во время затяжки на тысячные доли миллиметра, поэтому необходимо проводить ее от центра к краям. В этом случае удается компенсировать изгибание ее поверхности (подошвы). Когда головка лежит на блоке цилиндров, то давление на каждый участок ее подошвы одинаково. По мере закручивания, давление в местах установки болтов (винтов) возрастает, что и приводит к V-образной деформации подошвы. Чтобы избежать этого, необходимо строго соблюдать последовательность действий. Если порядок затяжки нарушен или усилие (момент) не соответствует мотору, возрастает вероятность прогорания прокладки и ремонта двигателя.
Чтобы избежать этого, необходимо строго соблюдать последовательность действий. Если порядок затяжки нарушен или усилие (момент) не соответствует мотору, возрастает вероятность прогорания прокладки и ремонта двигателя.
Затягивание резьбовых соединений без использования динамо-ключа
Нередко автовладельцы задаются вопросом о том, как затянуть болты ГБЦ, не прибегая к использованию динамометрического ключа. Сделать это можно, причём данный способ весьма действенный на практике. Для его осуществления понадобятся:
- Двусторонний накидной либо рожково-накидной ключ. Как вариант — можно прибегнуть к сгибающимся отвёрткам, с одной стороны которых имеется отверстие или полость;
- Безмен (пружинные весы) с пределом в 20 килограмм.
После сбора необходимых инструментов необходимо высчитать момент затяжки — усилие, которое прикладывается к метровому рычагу. Если требуется затяжка гайки с моментом 2 кгс*м, то усилие будет равно 8 кг. После проведения всех расчётов на крепёж устанавливается ключ, к другому концу которого крепятся весы.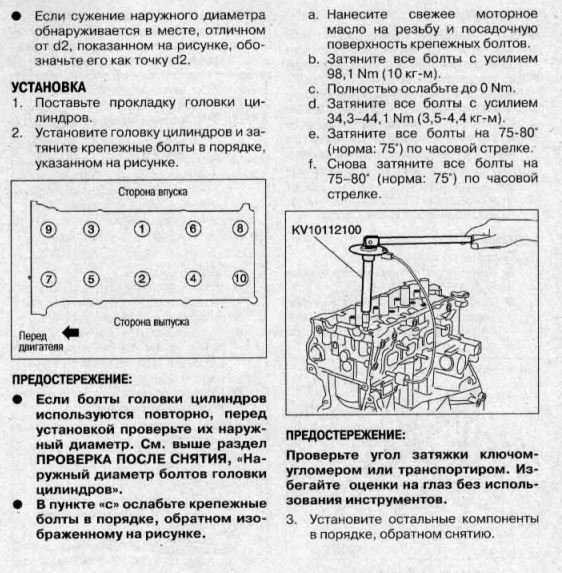 Кольцо безмена тянется до тех пор, пока на шкале не отобразится необходимая величина момента.
Кольцо безмена тянется до тех пор, пока на шкале не отобразится необходимая величина момента.
Метод затяжки резьбовых соединений без динамометрического ключа очень прост и спасает в тех ситуациях, когда такого прибора нет под рукой или его приобретение слишком накладно.
Затяжка болтов ГБЦ без использования динамометрического ключа видео:
Применяемый инструментарий
Из оборудования необходим динамометрический ключ с калибровкой усилия под конкретный автомобиль (на разных машинах момент затяжки креплений может существенно отличаться), торцевая головка нужного размера, которая подходит к конкретному виду крепежа.
Итак, динамометрические ключи бывают нескольких видов:
- щелчковый;
- стрелочный;
- цифровой;
- иные приспособления.
Щелчковый ключ
Щелчковый (также предельный или пружинный) ключ применяется для быстрой затяжки резьбовых соединений с заданным крутящим моментом. При достижении нужного усилия, внутри ключа срабатывает пружинный механизм, в следствии чего слышен щелчок, свидетельствующий об необходимости прекращения затяжки текущим моментом (усилием).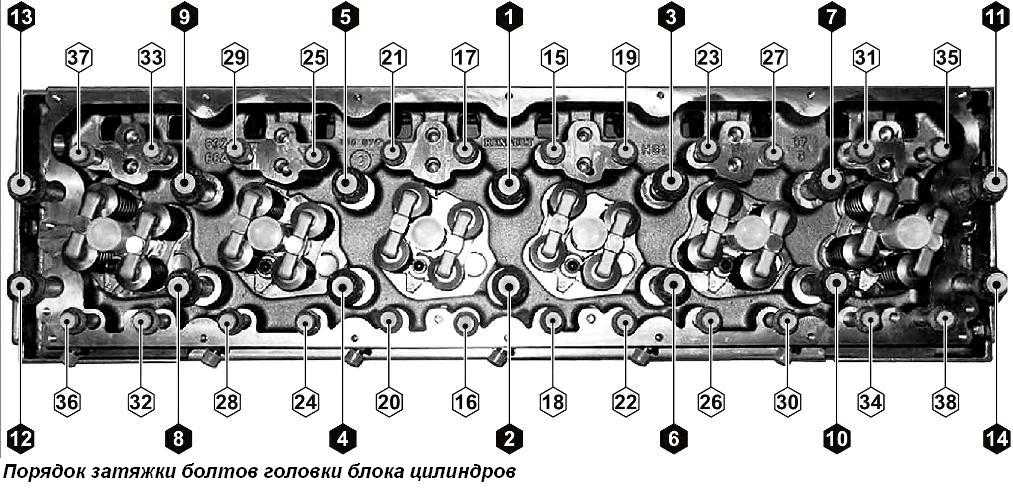 Погрешность такого ключа не превышает 4% (при условии корректного хранения и использования).
Погрешность такого ключа не превышает 4% (при условии корректного хранения и использования).
Стрелочный ключ
Стрелочный (торсионный) ключ являет собой рычаг со стрелкой и шкалой усилия (или индикатором часового вида), что делает его самым простым в использовании. При использовании такого ключа стрелка указывает на текущий момент затяжки при проворачивании рычага. Из минусов таких ключей стоит отметить довольно большую погрешность (от 5 до 20%), и со временем сталь утрачивает свою упругость, что делает невозможным его регулировку.
Цифровой ключ
Цифровой ключ (или цифровой адаптер) является самым точным инструментом в своей категории – его погрешность составляет всего 1%. Поэтому такие ключи часто используют при монтаже «ответственных» резьбовых соединений.
Иные приспособления
Самодельными динамометрическими ключами пользуются тогда, когда других приспособлений под рукой не имеется – обычно это самодельные механизмы, состоящие из трещотки и старых пружинных весов или современных цифровых. Но погрешность таких приспособлений намного выше, чем заводские ключи – это обусловлено неправильной калибровкой усилия.
Но погрешность таких приспособлений намного выше, чем заводские ключи – это обусловлено неправильной калибровкой усилия.
Замена прокладки
При замене прокладки необходимо учитывать несколько моментов. Так, если ГБЦ демонтируется для другой надобности, то и ее менять придется обязательно. Старую в дальнейшем использовать запрещается. Новая, по счастью, стоит недорого.
После удаления изношенного уплотнителя поверхность, расположенную под ним, надо хорошенько очистить. Важно работать аккуратно, чтобы не оставить царапин. Не будет лишним отшлифовать площадку тонкозернистой наждачкой. Обязательно обезжирьте поверхность и удалите весь мусор – даже меленькая крупинка не позволит добиться герметичности и при самой правильной затяжке.
Проверьте работоспособность клапанов вашего автомобиля ВАЗ. При нужде замените в них сальники. Затем положите прокладку и верните на место головку.
Серия двигателей— прямое знакомство с уплотнительными головками —
Насколько важны различные крепления в двигателе?
Обратите внимание: болты головки цилиндров должны выдерживать огромные нагрузки, чтобы обеспечить плотное прилегание головки блока цилиндров к прокладке головки блока цилиндров и блоку цилиндров. В двигателе с четырехдюймовым диаметром цилиндра и максимальным давлением сгорания около 1100 фунтов на квадратный дюйм каждый цилиндр создает около 13 827 фунтов. давления на головку блока цилиндров при полностью открытой дроссельной заслонке. На самом деле болты с головкой могут выдерживать нагрузку более пяти тонн на болт при полностью открытой дроссельной заслонке!
В двигателе с четырехдюймовым диаметром цилиндра и максимальным давлением сгорания около 1100 фунтов на квадратный дюйм каждый цилиндр создает около 13 827 фунтов. давления на головку блока цилиндров при полностью открытой дроссельной заслонке. На самом деле болты с головкой могут выдерживать нагрузку более пяти тонн на болт при полностью открытой дроссельной заслонке!
Усилие зажима, которое обычно требуется для сохранения герметичности прокладки головки в этих условиях эксплуатации, примерно в три раза превышает пиковое давление, оказываемое на головку (это называется усилием отрыва). В результате болты вокруг камеры сгорания должны оказывать суммарное усилие около 41 500 фунтов. держать голову на месте. Если каждый цилиндр имеет четыре болта с головкой вокруг него, каждый болт должен оказывать зажимную нагрузку в 10 375 фунтов. Если на цилиндр приходится пять болтов с головкой, нагрузка должна составлять 8300 фунтов. за болт. Если на каждое отверстие приходится шесть болтов, то требуемая нагрузка падает до 6,9. 16 фунтов за болт.
16 фунтов за болт.
Головные болты действительно являются одним из самых важных крепежных элементов в любом двигателе. Следовательно, чрезвычайно важно, чтобы все болты с головкой были в идеальном состоянии, были установлены и смазаны должным образом, чтобы они не были перегружены.
Болт S-t-r-e-t-c-h и Loading
Хотя болты с головкой кажутся довольно жесткими креплениями, на самом деле они рассчитаны на растяжение. Растягивание болта похоже на растяжение резиновой ленты. Это позволяет застежке прикладывать усилие к поверхности, удерживая детали вместе. Это особенно важно для поверхностей с прокладками, потому что прокладки имеют определенную деформацию, которую должны преодолевать крепежные детали для обеспечения герметичности.
Когда вы затягиваете головной болт, усилие, прилагаемое гаечным ключом, выполняет две функции. Во-первых, это преодоление трения между резьбой на крепежном элементе и резьбой отверстия в блоке и трение нижней стороны головки болта при ее вращении о головку блока цилиндров. На это приходится около 90% усилия, прикладываемого к гаечному ключу! Во-вторых, затягивание застежки растягивает ее, создавая зажимное усилие. Это составляет оставшиеся 10% силы, действующей на ключ.
На это приходится около 90% усилия, прикладываемого к гаечному ключу! Во-вторых, затягивание застежки растягивает ее, создавая зажимное усилие. Это составляет оставшиеся 10% силы, действующей на ключ.
Помните, мы говорили, что каждый болт головки должен прилагать усилие от четырех до пяти тонн (от 8 000 до 10 000 фунтов), чтобы удерживать прокладку головки герметичной. Таким образом, показания динамометрического ключа 80 футо-фунтов не означают, что болт имеет 80 фунтов. нагрузки на него. Шаг резьбы действует как винтовой домкрат, увеличивая коэффициент нагрузки. В результате каждый болт может оказывать зажимную нагрузку, в 100 и более раз превышающую показания вашего динамометрического ключа! Это также объясняет, как затяжка болта с головкой может оказать достаточное давление, чтобы фактически растянуть его на 0,006–0,010 или более в зависимости от длины крепежной детали.
По мере того, как головка нагревается, тепловое расширение еще больше растягивает болты головки, особенно в двигателях с алюминиевыми головками. Алюминий расширяется более чем в два раза быстрее, чем чугун, что создает еще большую нагрузку на болты с головкой. В типичном двигателе простой прогрев двигателя до нормальной рабочей температуры может привести к растяжению болтов головки цилиндров на 0,005 или более.
Алюминий расширяется более чем в два раза быстрее, чем чугун, что создает еще большую нагрузку на болты с головкой. В типичном двигателе простой прогрев двигателя до нормальной рабочей температуры может привести к растяжению болтов головки цилиндров на 0,005 или более.
Болт с головкой проявляет максимальную зажимную силу, когда он растягивается до предела текучести. Это точка, в которой болт не может больше растягиваться без постоянной деформации. Подобно резиновой ленте, болт с головкой под нагрузкой растянется и вернется к своей первоначальной длине, когда нагрузка будет снята. Но если растянуть слишком сильно, болт либо удлинится навсегда, либо сломается. Болты с головкой, которые стали постоянно удлиненными, могут деформироваться по длине стержня или в области резьбы. Таким образом, проверка болтов с головкой на предмет очевидного «сужения» в хвостовике или в верхней части резьбовой области может выявить слишком сильно растянутые болты, которые следует заменить. Повторное использование деформированного болта сопряжено с риском, потому что болт может не удерживать надлежащий крутящий момент и может выйти из строя, когда вы попытаетесь снова затянуть его. Или, что еще хуже, в какой-то момент позже он может выйти из строя, что приведет к протечке прокладки головки блока цилиндров и/или перегреву двигателя.
Или, что еще хуже, в какой-то момент позже он может выйти из строя, что приведет к протечке прокладки головки блока цилиндров и/или перегреву двигателя.
Узнайте крутящий момент
Термин «крутящий момент до предела текучести» (TTY) вам должен быть знаком, поскольку он описывает тип болта с головкой, который используется на многих двигателях последних моделей. В отличие от обычных болтов с головкой, болты с головкой TTY предназначены для деформации, но делают это контролируемым образом. Как и стандартный болт с головкой, болт TTY будет растягиваться и пружинить до своего предела текучести. Но как только предел текучести пройден, болт постоянно растягивается и не возвращается к своей первоначальной длине. По этой причине болты TTY нельзя использовать повторно.
Зачем намеренно растягивать болты головки? Инженеры обнаружили, что они могут получить гораздо более равномерный зажим прокладки головки блока цилиндров, если все болты будут равномерно нагружены. Поскольку различия в трении между болтами всегда вызывают некоторую неравномерную нагрузку, растяжение болтов гарантирует, что все болты будут оказывать одинаковое усилие зажима независимо от показаний крутящего момента на ключе. Результатом является улучшенная герметизация цилиндра, увеличенный срок службы прокладки головки блока цилиндров и меньшая деформация отверстия цилиндра (для уменьшения прорыва газов и увеличения мощности).
Поскольку различия в трении между болтами всегда вызывают некоторую неравномерную нагрузку, растяжение болтов гарантирует, что все болты будут оказывать одинаковое усилие зажима независимо от показаний крутящего момента на ключе. Результатом является улучшенная герметизация цилиндра, увеличенный срок службы прокладки головки блока цилиндров и меньшая деформация отверстия цилиндра (для уменьшения прорыва газов и увеличения мощности).
Как отличить болты с головкой TTY от болтов с обычной головкой? Болты с головкой TTY обычно длиннее и уже, чем болты со стандартной головкой. Заводские руководства по обслуживанию сообщат вам, в каких случаях используются болты TTY, и вы часто можете определить по процедуре затяжки головных болтов, являются ли болты TTY или стандартными. Болты TTY обычно имеют спецификацию затяжки под углом, а не конкретное значение крутящего момента (что требует использования углового манометра при затяжке болтов).
Процедура затяжки болта с головкой TTY с крутящим моментом включает его затяжку до достижения определенного крутящего момента. Затем болту делают дополнительный оборот на заданный угол (скажем, на дополнительные 45–9°).0 градусов), чтобы нагрузить болт выше его предела текучести для максимального давления зажима.
Затем болту делают дополнительный оборот на заданный угол (скажем, на дополнительные 45–9°).0 градусов), чтобы нагрузить болт выше его предела текучести для максимального давления зажима.
Уловки с крутящим моментом
Как мы уже говорили ранее, величина крутящего момента, необходимая для достижения заданной зажимной нагрузки при затяжке болта с головкой, зависит от степени трения между резьбой крепежного элемента и головкой болта о головку цилиндра. Таким образом, все, что уменьшает трение в резьбе, также уменьшает величину крутящего момента, необходимого для крепления. Другими словами, все, что снижает трение, также увеличивает зажимную нагрузку, создаваемую болтом с головкой при заданном значении крутящего момента.
Как правило, перед установкой болтов резьбу и нижнюю часть головки большинства стандартных автомобильных болтов следует смазывать моторным маслом. Значения крутящего момента, указанные производителем двигателя, обычно основаны на смазанных маслом резьбах и крепежах, а не на сухих крепежах. В большинстве руководств по техническому обслуживанию рекомендуется использовать чистое масло 30W или мультивязкое масло 10W-30. Хотя 10W-30, очевидно, является более вязким маслом, чем обычное масло 30W, один инженер по прокладкам, с которым мы беседовали, сказал, что разница незначительна и почти не оказывает заметного влияния на нагрузку на болты.
В большинстве руководств по техническому обслуживанию рекомендуется использовать чистое масло 30W или мультивязкое масло 10W-30. Хотя 10W-30, очевидно, является более вязким маслом, чем обычное масло 30W, один инженер по прокладкам, с которым мы беседовали, сказал, что разница незначительна и почти не оказывает заметного влияния на нагрузку на болты.
Однако при использовании других смазок для резьбы результаты могут отличаться. Сборочные смазки на основе молибдена, графит, продукты на основе тефлона и даже пчелиный воск можно использовать для смазки резьбы и головок болтов. Но эти смазочные материалы обычно снижают трение намного больше, чем обычное моторное масло, поэтому использование любого из этих продуктов требует соответствующего уменьшения приложенного крутящего момента. Некоторые эксперты рекомендуют использовать на 20% меньший крутящий момент при затягивании болта с головкой, смазанного молибденом, графитом, тефлоном или воском. Следуйте рекомендациям производителя смазочного материала или болтов (болты и шпильки с головкой вторичного рынка обычно поставляются со специальной смазкой).
Те же меры предосторожности применимы к болтам с головкой, которые ввинчиваются в водяные рубашки. Резьба должна быть покрыта герметиком, чтобы предотвратить утечку охлаждающей жидкости, а герметик будет действовать как смазка для уменьшения трения. При использовании герметика следуйте рекомендациям OEM-производителя или поставщика герметика в отношении того, какой крутящий момент следует прикладывать к болту (болтам).
Установка болтов с головкой всухую может привести к проблемам, поскольку повышенное трение в резьбе может снизить усилие зажима до 25 процентов или более при том же показании крутящего момента.
Грязная, деформированная или поврежденная резьба также может вызвать проблемы при затяжке болтов с головкой. Вы можете подумать, что приложили правильный крутящий момент, но болт может оказывать гораздо меньшее усилие зажима, чем обычно, в зависимости от того, насколько велико трение в резьбе. Грязная резьба может снизить усилие зажима до 50 и более процентов!
Количество спусков болта с головкой также влияет на крутящий момент и усилие зажима. Новая резьба более шероховатая, чем использованная, и создает большее трение (что снижает усилие зажима). Когда болт с головкой сбивается, новая резьба слегка полируется. Это уменьшает трение и увеличивает усилие зажима при следующем повторном использовании того же болта. После четырех или пяти циклов может наблюдаться значительное снижение трения и значительное увеличение силы зажима. В результате болты со стандартной головкой могут быть растянуты или сломаны, если болт со стандартной головкой используется повторно более нескольких раз.
Новая резьба более шероховатая, чем использованная, и создает большее трение (что снижает усилие зажима). Когда болт с головкой сбивается, новая резьба слегка полируется. Это уменьшает трение и увеличивает усилие зажима при следующем повторном использовании того же болта. После четырех или пяти циклов может наблюдаться значительное снижение трения и значительное увеличение силы зажима. В результате болты со стандартной головкой могут быть растянуты или сломаны, если болт со стандартной головкой используется повторно более нескольких раз.
Это твой первый раз?
Одна вещь, которую вы, как изготовитель двигателя, никогда не знаете, это то, был ли двигатель ранее перестроен или сколько раз головка блока цилиндров была включена и снята с двигателя в течение его срока службы. С двигателем с небольшим пробегом, вероятно, можно с уверенностью предположить, что головки никогда не снимались с двигателя, а если и снимались, то только один раз. Поэтому, вероятно, безопасно повторно использовать оригинальные болты с головкой, если они не являются болтами с головкой TTY (которые не следует использовать повторно). На двигателе с большим пробегом или высокопроизводительном двигателе рискованно повторно использовать оригинальные болты головки блока цилиндров, потому что двигатель уже мог быть разобран несколько раз. Гораздо безопаснее выбросить старые болты и установить новые.
На двигателе с большим пробегом или высокопроизводительном двигателе рискованно повторно использовать оригинальные болты головки блока цилиндров, потому что двигатель уже мог быть разобран несколько раз. Гораздо безопаснее выбросить старые болты и установить новые.
Когда используются новые болты с головкой, некоторые эксперты рекомендуют «задействовать» болты несколько раз, чтобы повысить точность загрузки. Несколько раз затяните болты примерно до 50 процентов от их конечного значения крутящего момента, прежде чем окончательно затянуть их до полного значения.
С гоночными двигателями большинство гонщиков все равно не используют болты с головкой. Все они используют шпильки. Шпильки обеспечивают более равномерный зажим, чем болты, и не изнашивают резьбу в блоке, если головки приходится неоднократно снимать для демонтажа и осмотра.
Точность крутящего момента
Многие люди никогда не проверяют точность своих динамометрических ключей. «Старомодные» динамометрические ключи с отклоняющей балкой являются наименее дорогими ключами, но также наиболее точными с точки зрения калибровки удерживания. К сожалению, их труднее всего читать из-за указателя и шкалы на ручке. Динамометрические ключи с циферблатом легче считываются, но они дороже и могут быть повреждены при падении. Ключи с регулируемым крутящим моментом, которые можно предварительно настроить на «щелчок» или проскальзывание при достижении определенного значения крутящего момента, являются самыми простыми в использовании, но они дороги и требуют регулярной повторной калибровки (каждые 100 двигателей или шесть месяцев, в зависимости от использования). .
К сожалению, их труднее всего читать из-за указателя и шкалы на ручке. Динамометрические ключи с циферблатом легче считываются, но они дороже и могут быть повреждены при падении. Ключи с регулируемым крутящим моментом, которые можно предварительно настроить на «щелчок» или проскальзывание при достижении определенного значения крутящего момента, являются самыми простыми в использовании, но они дороги и требуют регулярной повторной калибровки (каждые 100 двигателей или шесть месяцев, в зависимости от использования). .
| Знаете ли вы Когда инженеры проектируют новый двигатель, одной из многих задач, которые они должны решить, является определение размера болтов с головкой и того, какой крутящий момент потребуется для достижения надлежащего усилия зажима. Что-то из этого исходит из предыдущего опыта, а что-то приходит путем проб и ошибок. Учитываются сжимаемость и упругость прокладки головки блока цилиндров, конфигурация головки блока цилиндров, количество болтов головки вокруг каждого цилиндра, сравнительная длина болтов головки блока цилиндров (все они одинаковой длины или разной длины) и т.  д. учитывать при расчете того, какой крутящий момент требуется для достижения определенной зажимной нагрузки. д. учитывать при расчете того, какой крутящий момент требуется для достижения определенной зажимной нагрузки. |
| Знаете ли вы Когда инженеры проектируют новый двигатель, одна из многих задач, которые они должны решить, это выяснить, какой размер болтов с головкой использовать и какой крутящий момент потребуется для достижения надлежащего усилия зажима. . Что-то из этого исходит из предыдущего опыта, а что-то приходит путем проб и ошибок. Учитываются сжимаемость и упругость прокладки головки блока цилиндров, конфигурация головки блока цилиндров, количество болтов головки вокруг каждого цилиндра, сравнительная длина болтов головки блока цилиндров (все они одинаковой длины или разной длины) и т. д. учитывать при расчете того, какой крутящий момент требуется для достижения определенной зажимной нагрузки. |
| Где найти TTY Болты с головкой TTY обычно используются в двигателях с алюминиевыми головками цилиндров (с большим тепловым расширением) и многослойными стальными (MLS) прокладками головок.  Прокладки головки блока цилиндров MLS представляют собой очень жесткие прокладки с гораздо меньшей сжимаемостью, чем стандартные прокладки головки блока цилиндров с мягким покрытием. С другой стороны, прокладки ГБЦ MLS почти пуленепробиваемы и вызывают гораздо меньшую деформацию отверстия, чем другие типы прокладок ГБЦ, потому что они требуют меньшего усилия зажима. Но для правильной герметизации прокладкам головки MLS требуются очень гладкие (почти полированные) плоские поверхности головки и блока. Это, в свою очередь, требует очень точных и равномерных прижимных усилий головными болтами. Вот почему в этих двигателях используются болты с головкой TTY. Прокладки головки блока цилиндров MLS представляют собой очень жесткие прокладки с гораздо меньшей сжимаемостью, чем стандартные прокладки головки блока цилиндров с мягким покрытием. С другой стороны, прокладки ГБЦ MLS почти пуленепробиваемы и вызывают гораздо меньшую деформацию отверстия, чем другие типы прокладок ГБЦ, потому что они требуют меньшего усилия зажима. Но для правильной герметизации прокладкам головки MLS требуются очень гладкие (почти полированные) плоские поверхности головки и блока. Это, в свою очередь, требует очень точных и равномерных прижимных усилий головными болтами. Вот почему в этих двигателях используются болты с головкой TTY. |
| Представления Смита Другой пионер производительности, Кэрролл Смит, добился больших успехов в качестве начальника экипажа/менеджера команды в некоторых величайших гоночных командах, в том числе Кэрролл Шелби в Ле-Мане, выигравший команду Ford Cobra Team.  Смит, скончавшийся в 2003 году, твердо верил в шпильки головки блока цилиндров, а не в болты на спортивных и гоночных двигателях. «Шпильки обеспечивают более равномерное распределение нагрузки на зацепляемую резьбу охватывающего конца. Никто не использует болты в высокопроизводительных двигателях», — сказал он. «Соединение между головкой блока цилиндров и блоком цилиндров полностью зависит от прижимной силы болтов, которая зависит от: А) их прочности; и B) их предварительная нагрузка. Это соединение не подвержено усталости, в отличие от шатунных болтов. И хотя в серийных двигателях быстрее использовать болты, вместо них следует использовать шпильки, потому что вы получаете более равномерное распределение нагрузки на зацепляемую резьбу на внутренней стороне». Смит, скончавшийся в 2003 году, твердо верил в шпильки головки блока цилиндров, а не в болты на спортивных и гоночных двигателях. «Шпильки обеспечивают более равномерное распределение нагрузки на зацепляемую резьбу охватывающего конца. Никто не использует болты в высокопроизводительных двигателях», — сказал он. «Соединение между головкой блока цилиндров и блоком цилиндров полностью зависит от прижимной силы болтов, которая зависит от: А) их прочности; и B) их предварительная нагрузка. Это соединение не подвержено усталости, в отличие от шатунных болтов. И хотя в серийных двигателях быстрее использовать болты, вместо них следует использовать шпильки, потому что вы получаете более равномерное распределение нагрузки на зацепляемую резьбу на внутренней стороне». Кэрролл Смит: 1932-2003 |
Правильный выбор шпильки головки — Mechanical Advantage Racing
Распространенное заблуждение относительно крепежных деталей заключается в том, что чем больший крутящий момент вы можете приложить, тем меньше вероятность того, что произойдет отделение шарнира (подъем головки блока цилиндров). Многие компании продолжают проповедовать «чем больше, тем лучше», поскольку их крепежные детали могут развивать более высокий крутящий момент, чем другие, что позволит вам иметь более безопасный двигатель. Хотя это и не так, это также не совсем правильный способ оправдать используемую вами застежку. В сегодняшнем блоге мы погрузимся в математику нагрузки зажима и то, как она работает.
Многие компании продолжают проповедовать «чем больше, тем лучше», поскольку их крепежные детали могут развивать более высокий крутящий момент, чем другие, что позволит вам иметь более безопасный двигатель. Хотя это и не так, это также не совсем правильный способ оправдать используемую вами застежку. В сегодняшнем блоге мы погрузимся в математику нагрузки зажима и то, как она работает.
Крутящий момент в зависимости от натяжения болта
Один из первых аспектов, который необходимо понять при закручивании головки блока цилиндров, заключается в том, что, как и следовало ожидать, болт оказывает усилие на головку, прижимая ее к поверхности прокладки головки блока. Для этого болт затягивается и подвергается натяжению, которое мы называем «натяжением болта». загрязнение, смазка и т.д.).
Крутящий момент — это просто мера силы закручивания, необходимой для закручивания гайки вдоль резьбы болта.
Растяжение – растяжение или удлинение болта, обеспечивающее зажимное усилие соединения.
Болты рассчитаны на растяжение в диапазоне их упругости (это когда материал растягивается под действием приложенной силы, но возвращается в исходное состояние, когда сила снимается, подобно небольшому растяжению пружины). дает усилие, чтобы зажать соединение вместе. Крутящий момент является косвенным показателем натяжения, когда трение измеряется и соотносится с натяжением. Поскольку крутящий момент является мерой трения, многие факторы могут изменить взаимосвязь и дать вам различное натяжение болта, например, текстура поверхности, ржавчина, масло и мусор. Все таблицы крутящего момента/напряжения, которые были разработаны, основаны на формуле, аналогичной приведенной ниже:
T = (K D P)/12
- T = крутящий момент (фут-фунт)
- D = номинальный диаметр (дюймы)
- P = требуемое усилие зажимной нагрузки (фунты)
- K = коэффициент крутящего момента (безразмерный)
Значение K безразмерно, это просто коэффициент, который используется в качестве множителя для оценки различного состояния установленного крепежа. Значение K может колебаться от 0,10 для хорошо смазанного, до более 0,30 для загрязненного и грязного. Значения, обычно используемые при расчете значений крутящего момента:
Значение K может колебаться от 0,10 для хорошо смазанного, до более 0,30 для загрязненного и грязного. Значения, обычно используемые при расчете значений крутящего момента:
- 0,10 = Смазанный
- 0,20 = Сухой
- 0,25 = Оцинкованный
Для наших целей значение К, равное 0,10, будет использоваться как константа, поскольку большинство производителей двигателей должным образом очищают и смазывают свои шпильки перед установкой. Итак, теперь начинается настоящая математика!
Выбор шпильки головки блока цилиндров
Для начала рассмотрим несколько шпилек EJ Subaru, представленных на рынке:
11 мм (стандартная замена) ARP2000 0003 11 мм ARP L19 MAX -зажимная нагрузка: 260 000 фунтов на кв. Дюйм
11 мм ARP 625+ MAX -зажидка нагрузки: 280 000 фунтов на кв. Дюйм
Outfront 1/2 «(12,7 мм) ARP2000 MAX -зажимая нагрузка: 220 000 PSI
P & L 13 мм ARP2000 MAX Clam 14 мм ARP2000 Макс. нагрузка на зажим: 220 000 фунтов на кв. дюйм
нагрузка на зажим: 220 000 фунтов на кв. дюйм
Прочность материала этих шпилек указана и доступна на веб-сайте ARP. Опубликованные значения на их веб-сайте считаются «безопасными». Их можно превысить, и вам *может* это сойти с рук, но есть вероятность, что вы навредите своему жеребцу, если превысите эти значения. Для нашего исследования мы будем использовать предоставленные значения ARP, эти используемые значения предполагаются в качестве жесткого предела, так как болт УДАЛИТСЯ в этой точке.
Как некоторые из вас могли заметить, в нашей подборке мы даже не упоминаем OEM-болты с головкой в качестве опции. Из-за дизайна есть несколько отличий, которые делают их плохим сравнением. Во-первых, OEM-болты затянуты до предела текучести, а это означает, что их нельзя использовать повторно, и их нельзя затягивать выше, чем указано в спецификации. Во-вторых, благодаря характеру шпилек вы получаете лучшее зацепление с резьбой, уменьшаете трение, а также распределяете нагрузку на резьбу.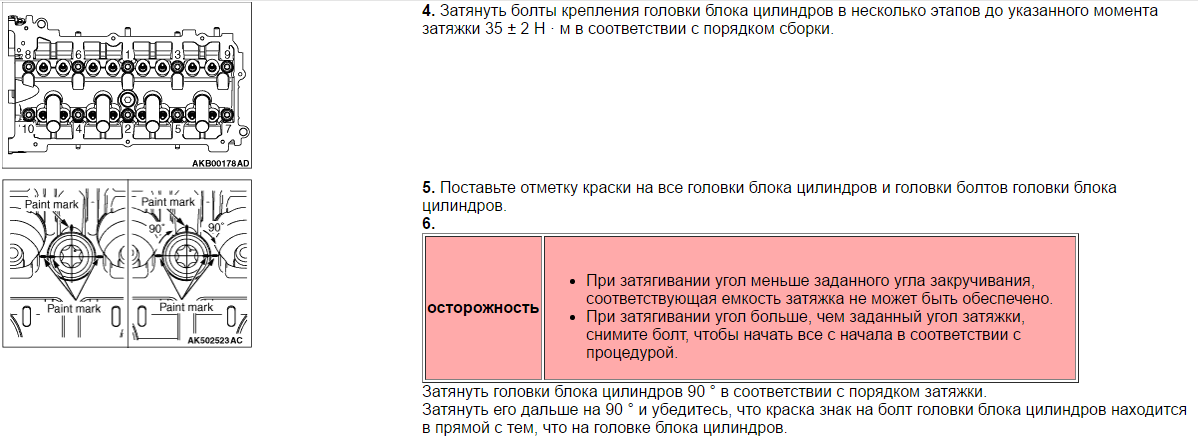 Вы можете увидеть это на картинке справа. Шпилька может опускаться вниз, что позволяет нижней резьбе брать на себя часть нагрузки. Затягивая шпильки до более высокого натяжения, вы с меньшей вероятностью вытянете резьбу из блока.
Вы можете увидеть это на картинке справа. Шпилька может опускаться вниз, что позволяет нижней резьбе брать на себя часть нагрузки. Затягивая шпильки до более высокого натяжения, вы с меньшей вероятностью вытянете резьбу из блока.
Анализ
Для нашего анализа мы использовали очень простую математику и несколько предположений. Первое предположение состоит в том, что все шпильки должным образом смазаны и очищены, что дает значение K=0,10, используемое в уравнении крутящего момента. Во-вторых, максимальная нагрузка зажима была указана на веб-сайте ARP для каждого болта. В-третьих, мы начали с заявленного крутящего момента каждой шпильки. Это послужило хорошей отправной точкой для сравнения болтов. Используя уравнение Крутящий момент = (K*D*P)/12, мы можем найти P (зажимная нагрузка), наше окончательное уравнение сводится к P=(T*12)/(D*K), и мы можем решить зажимную нагрузку с заявленным крутящим моментом для каждой шпильки, как показано ниже.
Вы можете видеть, что каждый болт действует по-разному, как из-за его размера, так и из-за приложенного крутящего момента. Шпилька ARP2000 11 мм из коробки, проверенное решение для большинства любителей, использует 77% своих возможностей, в то время как 14-мм шпилька IAG — всего 54%. Вы также можете внимательно посмотреть на значения натяжения, где ARP 625+ составляет 27 709 фунтов силы при 100 футо-фунтах, в то время как внешняя половина дюйма составляет 27 600 фунтов силы при 115 футо-фунтах, а P&L 13 мм составляет 25 791 фунт силы. @ 110 футо-фунтов. Из этого можно сделать вывод, что при заявленных характеристиках ARP 625+ на самом деле более эффективно зажимает головку блока цилиндров.
Шпилька ARP2000 11 мм из коробки, проверенное решение для большинства любителей, использует 77% своих возможностей, в то время как 14-мм шпилька IAG — всего 54%. Вы также можете внимательно посмотреть на значения натяжения, где ARP 625+ составляет 27 709 фунтов силы при 100 футо-фунтах, в то время как внешняя половина дюйма составляет 27 600 фунтов силы при 115 футо-фунтах, а P&L 13 мм составляет 25 791 фунт силы. @ 110 футо-фунтов. Из этого можно сделать вывод, что при заявленных характеристиках ARP 625+ на самом деле более эффективно зажимает головку блока цилиндров.
Увеличив поперечное сечение болта, натяжение не увеличилось, а даже уменьшилось. При любом заданном крутящем моменте чем меньше шпилька, тем больше нагрузка зажима. Меньшие шпильки на самом деле работают лучше при стандартном крутящем моменте! Недостатком использования шпильки меньшего размера является ее функциональность. Даже с самым прочным сплавом ARP 625+ достигает 100% мощности при усилии 41 500 фунтов силы, в то время как более крупные шпильки способны достигать большего усилия зажима по сравнению с ним до деформации.
Расшифровка информации
С помощью этой информации, в зависимости от вашей сборки, мы можем правильно подобрать шпильку головки, чтобы она лучше всего подходила для вашего двигателя. ARP2000 — отличное решение для любителей уличных автомобилей, которые планируют увеличить мощность до 500 л.с. При крутящем моменте в соответствии со спецификацией ARP в 90 футо-фунтов риск подъема головы при наддуве минимален. Если вы планируете постоянно увеличивать мощность или увеличивать рабочие циклы, было бы разумно перейти на шпильку L19 или даже на 625+. Эти модернизированные 11-миллиметровые шпильки обеспечат вам достаточную зажимную нагрузку, чтобы получить практически любую мощность, которую вы хотите! Когда вы погружаетесь в более крупные гвоздики, вам нужно немного более тщательно оценить свои цели. Для Outfront 1/2 дюйма нет смысла выбирать их шпильки вместо 625+, если только вы не затягиваете с усилием 135 фут-фунтов или выше. При 135 фут-фунтах вы превосходите безопасный рабочий диапазон 625+ (33 250 lbf @120ftlbs tq) и начните использовать большую шпильку для своего размера. Если вы смотрите на шпильки P&L 13 мм, вы хотите затянуть 140 ft-lbs или больше, чтобы превзойти максимальную безопасную нагрузку зажима ARP625+. Наконец, если вы планируете приобрести шпильки IAG 14 мм, которые вы хотите затянуть с усилием 150 футо-фунтов или выше.0004
Если вы смотрите на шпильки P&L 13 мм, вы хотите затянуть 140 ft-lbs или больше, чтобы превзойти максимальную безопасную нагрузку зажима ARP625+. Наконец, если вы планируете приобрести шпильки IAG 14 мм, которые вы хотите затянуть с усилием 150 футо-фунтов или выше.0004
Важнейшая причина, по которой более крупные шпильки превосходят по натяжению стандартные аналоги, связана с растяжением болта (удлинением). Размер и материал болта определяют величину возникающего растяжения. Слишком малое растяжение, и вы можете столкнуться с проблемами, если в головке или прокладке головки есть ослабление, это становится проблемой, когда вы переходите на шпильку большего размера, которая требует меньшего растяжения для того же натяжения болта. Это может показаться пустяком, но в динамической системе с нагревом это может привести к катастрофическому выходу из строя прокладки головки блока цилиндров. Например, если вы представляете, что 11-мм шпилька растянута на 0,02 дюйма для достижения натяжения в 27 000 фунтов, а 14-мм шпилька растянута на 0,01 дюйма для достижения эквивалентного 27 000 фунтов, они будут реагировать совершенно по-разному, если их удлинение изменится. Если зажатый компонент (прокладка головки блока цилиндров) ослабнет или сожмется (после термоцикла) на 0,005 дюйма, ваш 11-мм шпилька теперь будет растянута только на 0,015 дюйма, а 14 мм будет растянута на 0,005 дюйма, что приведет к тому, что 11-мм шпилька обеспечит зажимная нагрузка 27 000 фунтов * (0,015 дюйма / 0,02 дюйма) = 20 250 фунтов , а шпильки 14 мм обеспечат 27 000 фунтов * (0,005 дюйма/0,01 дюйма) = 13 500 фунтов . Вы можете видеть, что 11-миллиметровая шпилька была более устойчива к этому расслаблению в прокладке, потому что шпилька была натянута ближе к максимальному натяжению. Расслабление в компонентах обычно не является большой проблемой, однако в гоночных автомобилях с медными прокладками головки это важный аспект, который следует учитывать, и после запуска может потребоваться проверка крутящего момента.
Если зажатый компонент (прокладка головки блока цилиндров) ослабнет или сожмется (после термоцикла) на 0,005 дюйма, ваш 11-мм шпилька теперь будет растянута только на 0,015 дюйма, а 14 мм будет растянута на 0,005 дюйма, что приведет к тому, что 11-мм шпилька обеспечит зажимная нагрузка 27 000 фунтов * (0,015 дюйма / 0,02 дюйма) = 20 250 фунтов , а шпильки 14 мм обеспечат 27 000 фунтов * (0,005 дюйма/0,01 дюйма) = 13 500 фунтов . Вы можете видеть, что 11-миллиметровая шпилька была более устойчива к этому расслаблению в прокладке, потому что шпилька была натянута ближе к максимальному натяжению. Расслабление в компонентах обычно не является большой проблемой, однако в гоночных автомобилях с медными прокладками головки это важный аспект, который следует учитывать, и после запуска может потребоваться проверка крутящего момента.
Заключение
Изучив все варианты шпилек для двигателей серии EJ, вы можете убедиться, что все они являются чрезвычайно эффективными крепежными элементами, произведенными успешными компаниями. Целесообразно иметь в виду, что при переходе на шпильку большего размера потребуется больший крутящий момент, чтобы привести шпильку в оптимальный рабочий диапазон. При затяжке шпилек с такой силой, как это требуется, вы рискуете стянуть резьбу, деформировать блок или корпус головки, выйти из строя из-за отсутствия ослабленного натяжения и деформировать отверстия цилиндра после установки головки. Имея это в виду, разумно связаться с компанией-поставщиком, чтобы она провела надлежащую обработку вашего двигателя, чтобы смягчить эти проблемы.
Целесообразно иметь в виду, что при переходе на шпильку большего размера потребуется больший крутящий момент, чтобы привести шпильку в оптимальный рабочий диапазон. При затяжке шпилек с такой силой, как это требуется, вы рискуете стянуть резьбу, деформировать блок или корпус головки, выйти из строя из-за отсутствия ослабленного натяжения и деформировать отверстия цилиндра после установки головки. Имея это в виду, разумно связаться с компанией-поставщиком, чтобы она провела надлежащую обработку вашего двигателя, чтобы смягчить эти проблемы.
Автор:
Кендалл Сэмюэл
Спросите! с Джеффом Смитом: правда о крепежных деталях с пределом текучести и креплении под углом
В чем разница между болтом с пределом текучести и болтом с усилием затяжки? Я вижу, что эти болты используются с новыми двигателями. Это одно и то же? Я также слышал, что вы не должны использовать эти болты повторно. Это правда? Спасибо
DT
Джефф Смит: Прежде всего, давайте разберемся, о чем мы говорим. Ваше первое упоминание относится к болту с пределом текучести . Второе упоминание касается угла затяжки, который представляет собой не болт, а процедуру, используемую для затяжки крепежа. Итак, первое — застежка, второе — процесс. Что сбивает с толку, так это то, что крепежные детали TTY очень часто затягиваются по методу крутящий момент-угол. Давайте подробно рассмотрим затяжку крепежных деталей и критические различия, связанные с каждым из них. Это важно знать, если вы работаете с новыми двигателями, в которых используются другие процедуры затяжки и уникальные крепления.
Ваше первое упоминание относится к болту с пределом текучести . Второе упоминание касается угла затяжки, который представляет собой не болт, а процедуру, используемую для затяжки крепежа. Итак, первое — застежка, второе — процесс. Что сбивает с толку, так это то, что крепежные детали TTY очень часто затягиваются по методу крутящий момент-угол. Давайте подробно рассмотрим затяжку крепежных деталей и критические различия, связанные с каждым из них. Это важно знать, если вы работаете с новыми двигателями, в которых используются другие процедуры затяжки и уникальные крепления.
Начнем с того, чего мы пытаемся добиться, затягивая застежку. Очевидно, что у нас есть два компонента, которые мы пытаемся соединить — например, головка блока цилиндров с блоком или крышка шатуна на шатуне . Проверенный временем подход заключается в использовании динамометрического ключа для точного установления заданной нагрузки. Возьмем пример затяжки болта головки. Величина крутящего момента, приложенного к крепежному элементу , пропорциональна тому, какую нагрузку мы хотим приложить к прокладке головки блока цилиндров, чтобы обеспечить ее герметичность. Величина крутящего момента, приложенного к болту с головкой, решает две задачи. Во-первых, он преодолевает трение между резьбой в блоке и болтом, а также трение между головка блока цилиндров нижняя часть головки болта. Во-вторых, крутящий момент немного растягивает застежку, чтобы установить и поддерживать желаемую зажимную нагрузку на прокладку.
Величина крутящего момента, приложенного к болту с головкой, решает две задачи. Во-первых, он преодолевает трение между резьбой в блоке и болтом, а также трение между головка блока цилиндров нижняя часть головки болта. Во-вторых, крутящий момент немного растягивает застежку, чтобы установить и поддерживать желаемую зажимную нагрузку на прокладку.
При затягивании крепежа величина создаваемого трения зависит от множества факторов. Смазка, такая как моторное масло, наносимая на резьбу и под головку болта, значительно снижает создаваемое трение по сравнению с сухими компонентами. Использование молибденовой смазки также может резко изменить это значение. Инженеры Automotive Racing Products (ARP) обнаружили, что при использовании моторного масла величина трения изменяется по мере затяжки крепежного элемента в течение нескольких циклов.
Важно понимать, что только 10–15 процентов крутящего момента, приложенного к болту, используется для создания ожидаемой зажимной нагрузки. Остальное (примерно 85 процентов) требуется для преодоления трения. Это шокирующий процент. В реальных условиях, если для болта с головкой требуется 65 футо-фунтов. крутящего момента, чтобы приложить надлежащую нагрузку к прокладке головки блока цилиндров , и только 10 футо-фунтов. действительно необходим для предварительной загрузки болта. Остальное (55 футо-фунтов) используется для преодоления трения. На самом деле это указывает на то, что использование различных смазочных материалов приведет к неконтролируемым переменным при попытке создать стабильную нагрузку, что контрпродуктивно. Если бы был способ устранить трение, нам нужно было бы затянуть болты с головкой только до 10 футо-фунтов. и прокладка ГБЦ герметизируется без проблем. Это должно привлечь ваше внимание.
Остальное (примерно 85 процентов) требуется для преодоления трения. Это шокирующий процент. В реальных условиях, если для болта с головкой требуется 65 футо-фунтов. крутящего момента, чтобы приложить надлежащую нагрузку к прокладке головки блока цилиндров , и только 10 футо-фунтов. действительно необходим для предварительной загрузки болта. Остальное (55 футо-фунтов) используется для преодоления трения. На самом деле это указывает на то, что использование различных смазочных материалов приведет к неконтролируемым переменным при попытке создать стабильную нагрузку, что контрпродуктивно. Если бы был способ устранить трение, нам нужно было бы затянуть болты с головкой только до 10 футо-фунтов. и прокладка ГБЦ герметизируется без проблем. Это должно привлечь ваше внимание.
Это датчик угла крутящего момента, используемый на 6,0-литровом двигателе с железным блоком. После достижения начального значения крутящего момента крепеж затягивается до заданного угла, например, 60 или 80 градусов.
 В этом случае начальный крутящий момент составляет 15 футо-фунтов, за которым следует поворот стержня дробилки на 80 градусов.
В этом случае начальный крутящий момент составляет 15 футо-фунтов, за которым следует поворот стержня дробилки на 80 градусов.Требуемый предварительный натяг болта очень важен и определяется производителем болта. Для любого болта сочетание прочности его материала, диаметра, резьбы и длины играет важную роль в установлении надлежащего растяжения крепежной детали. Это желаемое растяжение представляет собой величину предварительной нагрузки, которую болт должен выдерживать и при этом возвращаться к своей первоначальной длине без ущерба для своей прочности. Вы можете думать о болте как о пружине. Пока вы не перетянете пружину, она всегда вернется к своей первоначальной форме. Если болт чрезмерно затянут и растянут до предела, это превышает его предел текучести, что означает, что он больше не может выдерживать необходимую зажимную нагрузку и должен быть заменен.
Одним из способов преодоления огромного переменного трения при затягивании крепежных деталей, таких как болты с головкой, является использование метода, называемого углом затяжки. Это отличается от применения простого крутящего момента. В случае угла крутящего момента первым шагом является установление точной начальной точки путем приложения легкого крутящего момента к болту. Например, с внутренним болтом крышки двигателя LS первым шагом является затяжка каждого болта с усилием 15 футо-фунтов. При таком низком уровне трение не является основным фактором, поэтому ошибка, вызванная различными смазками, минимальна.
Это отличается от применения простого крутящего момента. В случае угла крутящего момента первым шагом является установление точной начальной точки путем приложения легкого крутящего момента к болту. Например, с внутренним болтом крышки двигателя LS первым шагом является затяжка каждого болта с усилием 15 футо-фунтов. При таком низком уровне трение не является основным фактором, поэтому ошибка, вызванная различными смазками, минимальна.
Вторым шагом является использование измерителя угла крутящего момента, в котором используется небольшой рычаг, соединенный со стопором манометра. С упором, упирающимся в твердую часть двигателя, чтобы он не двигался, циферблат можно легко установить на 0 градусов. Наконец, с помощью ломаной планки болт затягивается, что перемещает циферблат на указанный угол — отсюда и термин «угол крутящего момента». В случае основного болта LS с предварительным натягом 15 футо-фунтов угол крутящего момента для внутреннего болта составляет 80 градусов. Количество градусов определяет нагрузку зажима, игнорируя фактический крутящий момент, необходимый для преодоления трения.
Таким образом, угол затяжки не зависит от трения, создаваемого трением резьбы болта под головкой. Конечно, если вы меняете крепеж, например, на болты ARP, , то эту спецификацию угла крутящего момента нельзя использовать, поскольку крепеж ARP сделан из гораздо более прочной стали. Вместо этого ARP предлагает определенный крутящий момент, а также указывает собственную смазку для резьбы ARP Ultra-Torque. Использование этой смазки обеспечивает гораздо более точное и воспроизводимое трение. Это создает гораздо более точную нагрузку зажима.
Другой переменной, которая напрямую влияет на нормальные значения крутящего момента, является точность динамометрического ключа. Для динамометрического ключа типично быть наиболее точным только в одном конкретном диапазоне крутящего момента. Именно так калибруется динамометрический ключ. Легко понять, какие большие проблемы могут быть созданы гаечным ключом, который затягивает крепежные детали примерно на 8–10 футо-фунтов.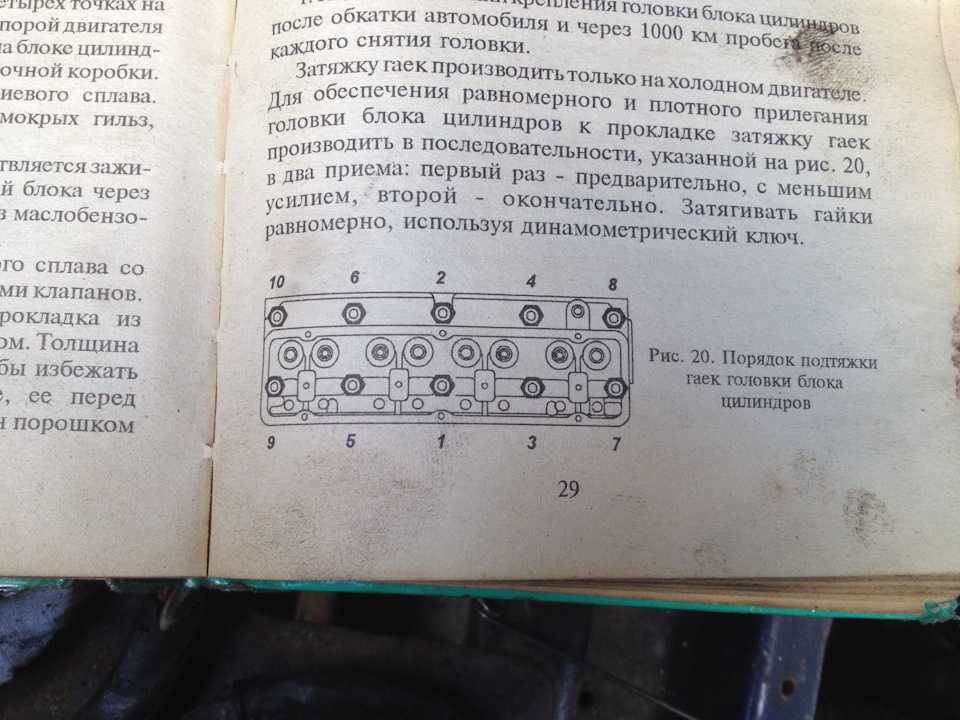 когда спецификация требует 65 футо-фунтов.
когда спецификация требует 65 футо-фунтов.
Крепежные изделия с предельным усилием затяжки (TTY) — это совершенно другой вид крепежных изделий, которые вошли в моду с 21 ст В. Двигатели. Эти крепежные детали обычно закручиваются на место с помощью метода крутящего момента, но на этом сходство заканчивается. Крепежные изделия TTY рассчитаны на растяжение до определенного предела текучести и не превышают этот предел нагрузки на зажим. Это имеет тенденцию стабилизировать нагрузку на прокладку головки блока цилиндров, например, когда двигатель холодный, а затем, когда он прогревается, особенно если двигатель полностью изготовлен из алюминия, где рост материала является проблемой.
Этот график от Federal-Mogul иллюстрирует, почему крепежные детали TTY могут быть намного более эффективными и выдерживать большую нагрузку, чем обычные крепежные детали, если их правильно использовать. Мы не знаем никакого способа идентифицировать застежку TTY, глядя на нее.
