Усталостное изнашивание — Большая Энциклопедия Нефти и Газа, статья, страница 2
Cтраница 2
| Схема роликовой шестипози-ционной двухконтактной машины для испытания на усталостное изнашивание ( выкрашивание. [16] |
Усталостное изнашивание хорошо известно, главным образом, по дефектам деталей, где проявление его очевидно. Оно наблюдается у деталей, работающих при высоких контактных нагрузках в условиях трения качения, или качения с проскальзыванием, при наличии смазочного масла на поверхности ( например, зубья зубчатых колес; элементы подшипников качения) в виде местного выкрашивания. Для изучения в лабораторных условиях закономерностей развития этого вида изнашивания применяются роликовые машины. [17]
Усталостное изнашивание возникает при трении качения и наиболее отчетливо проявляется на рабочих поверхностях подшипников качения и на зубьях шестерен. При усталостном изнашивании трущихся деталей возникают микропластические деформации сжатия и упрочнения поверхностных слоев металла. В результате упрочнения возникают остаточные напряжения сжатия. Повторно-переменные нагрузки, превышающие предел текучести металла при трении качения, вызывают явления усталости, разрушающие поверхностные слои. Разрушение поверхностных слоев происходит вследствие возникших микро — и макроскопических трещин, которые по мере работы развиваются в одиночные и групповые углубления и впадины. Глубина трещин и впадин зависит от механических свойств металла деталей, величины удельных давлений при контакте и размера контактных поверхностей.
[18]
При усталостном изнашивании трущихся деталей возникают микропластические деформации сжатия и упрочнения поверхностных слоев металла. В результате упрочнения возникают остаточные напряжения сжатия. Повторно-переменные нагрузки, превышающие предел текучести металла при трении качения, вызывают явления усталости, разрушающие поверхностные слои. Разрушение поверхностных слоев происходит вследствие возникших микро — и макроскопических трещин, которые по мере работы развиваются в одиночные и групповые углубления и впадины. Глубина трещин и впадин зависит от механических свойств металла деталей, величины удельных давлений при контакте и размера контактных поверхностей.
[18]
Усталостное изнашивание — изнашивание поверхности трения или отдельных ее участков в результате повторного деформирования микрообъемов материала, приводящего к возникновению усталостных трещин и отделению частиц. [19]
Усталостное изнашивание является следствием циклического воздействия на микровыступы трущихся поверхностей.
Усталостное изнашивание ( контактная усталость) происходит в результате накопления повреждений и разрушений поверхности под влиянием циклических контактных нагрузок, вызывающих появление ямок выкрашивания. Усталостное изнашивание проявляется при трении, качении или реже качении с проскальзыванием, когда контакт деталей является сосредоточенным. [21]
Усталостное изнашивание состоит в том, что поверхностный слой материала в результате трения и циклической нагрузки становится хрупким и разрушается, обнажая лежащий под ним менее хрупкий материал. Такой вид изнашивания может наблюдаться на беговых дорожках подшипников, шестерен, зубьях. [22]
Усталостное изнашивание является наиболее распространенным видом изнашивания подвижных сопряжений в нормальных условиях их работы и особенно часто наблюдается в условиях граничной смазки, когда на разрушение поверхностных слоев существенно влияет смазочная среда. [23]
[23]
Усталостное изнашивание появляется в результате повторного деформирования микрообъемов материала, приводящего к возникновению трещин и отделению частиц на поверхности трения или на ее отдельных участках. Этот вид изнашивания часто называют контактной усталостью, питтингом, осповидным износом. [24]
Усталостное изнашивание возникает при многократно и часто повторяющейся нагрузке. Под ее воздействием на поверхности металла возникают микроскопические трещины и ослабляются связи между кристаллами металла. Усталостное изнашивание вызывает изломы, трещины, выкрашивание и даже полное разрушение. Выкрашивание вкладышей подшипников коленчатого вала и поломки пружин в большинстве случаев является следствием усталостного изнашивания. [25]
| Зависимость износа сопряженных деталей от пробега автомобиля. [26] |
Усталостное изнашивание характеризуется тем, что под поверхностным слоем металла образуются мелкие трещины. Частицы металла с поверхностного слоя откалываются, и поверхность делается неровной. Усталостное изнашивание наблюдается при наличии высоких удельных давлений между трущимися поверхностями. Этот вид изнашивания характерен также для деталей, работающих в условиях переменных или пульсирующих нагрузок. В механизмах автомобиля такому износу часто подвергаются обоймы подшипников.
[27]
Частицы металла с поверхностного слоя откалываются, и поверхность делается неровной. Усталостное изнашивание наблюдается при наличии высоких удельных давлений между трущимися поверхностями. Этот вид изнашивания характерен также для деталей, работающих в условиях переменных или пульсирующих нагрузок. В механизмах автомобиля такому износу часто подвергаются обоймы подшипников.
[27]
Усталостное изнашивание происходит три многократном фрикционном деформировании в результате утомления материала в поверхностных слоях. В этих слоях образуются микротрещины, развитие которых приводит к микровыкрашиванию материала. [28]
Усталостное изнашивание появляется в результате повторного деформирования микрообъемов материалов, приводящего к возникновению трещин и отделению частиц. [29]
| Кривая изнашивания. [30] |
Страницы: 1 2 3 4
Износ машин и их деталей
Износ машин и их деталей
Работа крана приводит к постепенному износу и разрушению узлов и деталей. Кроме того, разрушение узлов и деталей бывает непредвиденным, аварийным. Оно происходит в результате нарушения правил эксплуатации, недостатков в конструкции, недоброкачественности металла и других причин.
Кроме того, разрушение узлов и деталей бывает непредвиденным, аварийным. Оно происходит в результате нарушения правил эксплуатации, недостатков в конструкции, недоброкачественности металла и других причин.
Процесс, приводящий к постепенному износу крана, называется изнашиванием. Этот процесс является причиной старения крана и выхода его из строя. Различают следующие виды изнашивания башенных кранов: механическое, молекулярно-механическое и коррозионно-механическое.
Механическое изнашивание происходит в процессе трения соприкасающихся поверхностей деталей 1, 2 и 3, имеющих микроскопические неровности. Эти неровности, внедряясь друг в друга, отламываются и образуют новые неровности. Таким образом, процесс идет непрерывно. В результате изменяются геометрические формы и свойства поверхностных слоев сопряженных деталей. Механическое изнашивание подразделяется на абразивное и усталостное. Абразивное изнашивание — это разрушение поверхностей детали при скольжении за счет режущего или царапающего действия твердых тел или частиц при попадании этих частиц между поверхностями трения. При этом в местах контакта поверхностей происходит как бы миниатюрное резание металла. При этом роль резца выполняют абразивные частицы. Примером такого износа может служить интенсивная выработка зубьев шестерен открытых передач механизмов передвижения всех кранов.
При этом в местах контакта поверхностей происходит как бы миниатюрное резание металла. При этом роль резца выполняют абразивные частицы. Примером такого износа может служить интенсивная выработка зубьев шестерен открытых передач механизмов передвижения всех кранов.
Усталостное изнашивание — это разрушение поверхностей деталей от внутренних напряжений, пластических деформаций, усталостных явлений, возникающих при больших удельных давлениях и нагрузках. При этом изнашивании на поверхности трения образуются микро-трещины, трещины, единичные и групповые впадины в виде оспы. Примером такого изнашивания может служить выкрашивание поверхностей зубьев, рабочих дорожек ходовых колес, образование ямок на рабочих канавках обойм шариковых и роликовых подшипников, поломка шеек валов. Излом такого вала имеет, как правило, довольно .ровную поверхность с матовым или ржавым кольцом у наружного контура, появившимся от постепенного распространения поверхности трещин в глубь металла, и блестящей центральной частью. К усталостному изнашиванию можно также отнести образование трещин в металлоконструкциях башенных кранов, особенно в сварных швах.
К усталостному изнашиванию можно также отнести образование трещин в металлоконструкциях башенных кранов, особенно в сварных швах.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Интенсивность усталостного изнашивания зависит от величины нагрузки, ее длительности и количества изменений направления этой нагрузки. Усталостное изнашивание не зависит от смазки, но зависит от чистоты обработки и главным образом от конфигурации детали.
Молекулярно-механическое изнашивание происходит в результате одновременного механического воздействия и внутренних молекулярных сил. Наиболее распространенным видом этого изнашивания является изнашивание при заедании, характеризующееся схватыванием, глубинным вырыванием материала и переносом его с одной поверхности трения на другую. Схватывание и задирание происходит на трущихся поверхностях деталей в результате плохой смазки, больших давлений и недостаточной чистоты обработки поверхностей. При этом на трущихся поверхностях появляются углубления в виде канавок. Разрушение объясняется тем, что трущиеся поверхности сцепляются в отдельных местах, а затем значительное количество частиц металла отрывается с одной поверхности и за счет этого на поверхности другой детали образуется нарост. При дальнейшем движении этой детали образовавшийся нарост вызывает появление задира и ускоряет разрушение поверхности другой детали.
При этом на трущихся поверхностях появляются углубления в виде канавок. Разрушение объясняется тем, что трущиеся поверхности сцепляются в отдельных местах, а затем значительное количество частиц металла отрывается с одной поверхности и за счет этого на поверхности другой детали образуется нарост. При дальнейшем движении этой детали образовавшийся нарост вызывает появление задира и ускоряет разрушение поверхности другой детали.
Коррозионно-механическое изнашивание представляет собой изнашивание при трении материала, уже вступившего в химическое взаимодействие со средой. Коррозионное изнашивание является следствием взаимодействия металла с кислородом окружающей среды. В результате такого изнашивания на поверхности металла появляются осповидные ямки, язвы, ржавчина.
Разрушающее воздействие коррозии наступает при неудовлетворительном состоянии окраски и небрежном хранении узлов крана. При таком износе элементы металлоконструкции и других узлов крана постепенно становятся тоньше и прочность их уменьшается.
Свойство трущихся поверхностей деталей противостоять изнашиванию в заданных условиях эксплуатации называется износостойкостью.
Износостойкость зависит от состояния поверхностей трения, качества металла трущихся деталей, чистоты обработки поверхностей, качественных показателей среды, заключенной между трущимися поверхностями. Большое влияние на износостойкость оказывают также тип и конструкция трущейся пары, удельные давления между трущимися поверхностями и скорость их относительного перемещения.
Износ любой детали можно разделить на три стадии, отличающихся Друг от друга интенсивностью изнашивания (рис. 160). Большое значение для повышения износостойкости деталей имеет период I — приработка трущихся деталей, когда их износ наиболее значителен. В это время рабочие поверхности притираются. Затем наступает И период — нормальная работа. Этот период составляет 80—90% всего времени работы детали. Bill периоде за счет увеличения зазоров и ухудшения состояния трущихся поверхностей наблюдается усиленное изнашивание, приводящее к полному выходу детали из строя.
Первый период износа можно считать завершающей технологической операцией обработки деталей. Если период приработки проведен квалифицированно, то рабочий период Тр деталей сопровождается минимальным износом. Для увеличения этого периода необходимо обеспечить постоянную смазку, исключить перегрузку механизмов и выполнять, правила эксплуатации крана.
Рис. 160. График возрастания износа деталей по периодам:
I — приработка, II — нормальная работа, III — усиленный износ; Д — величина износа; t — время работы; Т — период нормальной работы
Если узлы машины работают до капитального ремонта без замены, о них говорят, что они долговечны. Многие узлы могут работать без замены весь срок службы машины. К таким узлам в башенных кранах относятся металлоконструкции башни, стрелы, поворотной и ходовой рамы. Выход из строя какого-либо узла или детали крана в межремонтный период говорит о их недостаточной долговечности. Величину износа определяют разными способами. Линейный износ измеряют линейками, щупами, микрометрами, нутромерами, индикаторами.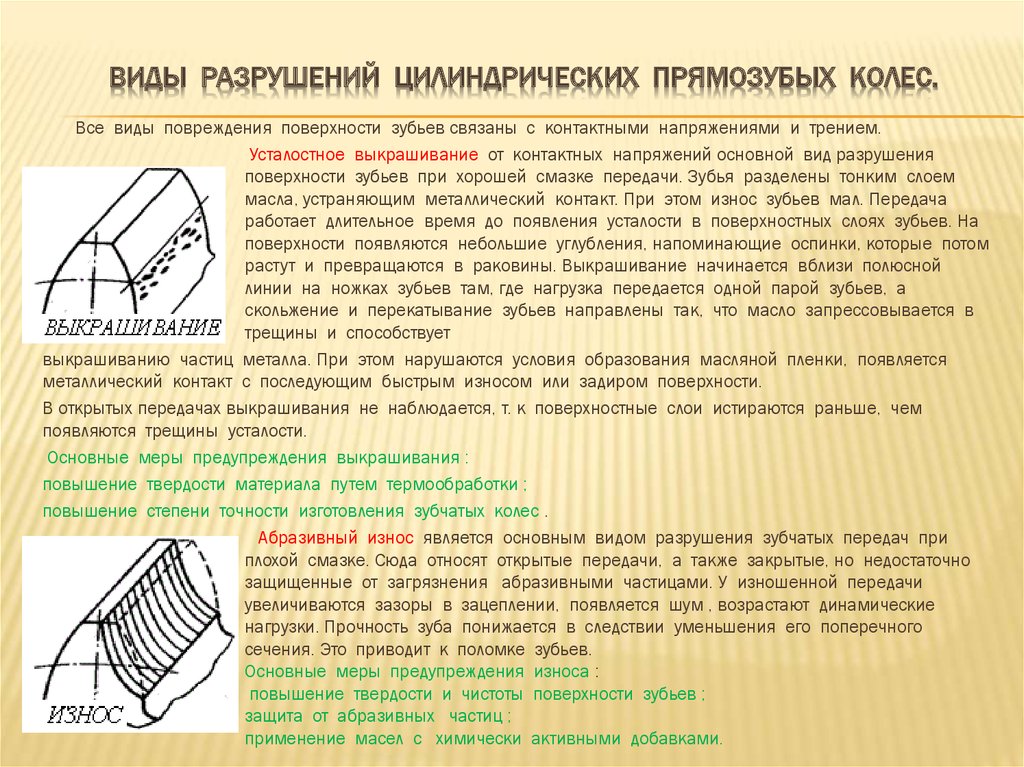
Общую оценку износа отдельных механизмов (и как следствие их работоспособности) можно дать акустическим методом. В изношенных механизмах возникает повышение общего уровня шума, становятся слышными отдельные стуки, скрежет, свист, что свидетельствует об износе и повреждениях отдельных деталей данного механизма. Об интенсивности изнашивания редукторов судят по степени чистоты смазки. Если в смазке появляется много мелких металлических включений, значит происходит интенсивное изнашивание зубчатых пар редуктора.
15.Износ режущего инструмента. Адгезионное изнашивание. Окислительное изнашивание. Диффузионное изнашивание.
Процесс резания материалов происходит в условиях больших давлений и высоких температур в зоне резания, интенсивного трения между стружкой и передней поверхностью лезвия инструмента, а также его главной задней поверхности с поверхностью резания заготовки.
Виды
изнашивания режущего инструмента:При
обработке резанием различают следующие
основные виды изнашивания режущего
инструмента: адгезионное, диффузионное,
окислительное, абразивное.
Адгезионное изнашивание. Адгезия – это возникновение связи между поверхностными слоями двух разнородных тел, приведенных в соприкосновение.
В процессе резания в результате действия сил молекулярного сцепления (адгезии) происходит схватывание поверхностных слоев режущего инструмента с обрабатываемым материалом заготовки. В точках контакта, где установилось адгезионное схватывание, происходит разрушение материала инструмента. Частицы материала вырываются с поверхности инструмента и уносятся стружкой.
Диффузионное
изнашивание. Диффузия – это взаимное проникновение
соприкасающихся веществ друг в друга
вследствие теплового движения частиц
вещества. В процессе резания происходит
непрерывный и направленный диффузионный
перенос углерода и вольфрама из
приграничного слоя инструментального
материала лезвия инструмента в
контактирующий с ним слой обрабатываемого
материала заготовки. По мере увеличения
скорости резания, и, следовательно,
температуры диффузионное изнашивание
увеличивается. Наиболее активно
диффузионному изнашиванию подвергаются
твердые сплавы, работающие при высоких
скоростях резания, когда температура
контактных слоев более 900-950 ℃.
Наиболее активно
диффузионному изнашиванию подвергаются
твердые сплавы, работающие при высоких
скоростях резания, когда температура
контактных слоев более 900-950 ℃.
Окислительное изнашивание. В пространство между контактной поверхностью лезвия инструмента и опорной поверхностью срезаемого слоя и поверхностью резания заготовки проникает газовая или жидкая среда. Это приводит к непрерывному окислению тонкого поверхностного слоя инструмента и образованию оксидов. Оксиды менее прочны, чем исходный материал инструмента, поэтому они разрушаются силами трения и удаляются в виде продуктов износа.
Абразивное
изнашивание.
Трение между стружкой и передней
поверхностью лезвия инструмента, а
также его главной задней поверхности
с поверхностью резания заготовки
вызывает износ режущего инструмента.
Трущиеся поверхности инструмента и
заготовки имеют шероховатость, поэтому
в процессе взаимного скольжения
неровности обрабатываемого материала
разрушают неровности на лезвии
инструмента. Этот процесс абразивного
разрушения принимается за основу в
условиях сухого и полусухого трения.
Этот процесс абразивного
разрушения принимается за основу в
условиях сухого и полусухого трения.
Износ режущего инструмента приводит к снижению точности размеров, например, при обработке точением поверхности колец в условиях серийного производства, размеров и геометрической формы при обработке поверхности на валах за счёт уменьшения длины вылета режущего инструмента (резца).
а) преобл износ по задней поверхности при обработке пластичных мат-ов с толщиной среза до 0.1мм. При обр-е хрупких мат-ов со стружкой надлома , а также при работе сверла, фрез и тд.
б) износ по перед пов-и при обр-е пластичных мат-ов с толщиной среза более 0.5мм. При работе с наростом
в) износ по передней и заднй пов-и. При обр-е пластичных материалов толщиной среза от 0,1 до 0,5мм и работа с применением сож.
г) износ
по радиусу. При обработке материала с
низкой теплопроводностью(пластмасса),
а также высоких прочных материалов.
Наибольшее влияние на изнашивание оказывает скорость резания. Меньшая подача и глубина резания.
Критерий затупления и стойкость инструмента
Крит затуп – это предельно допустимая величина износа при которой инстр теряет норм-ую работоспособность, за крит затуп как правило принимают износ задней поверхности. При чистовой обр-е уст. тех-ии критер затуп., т.е. така величина износа при которой точность обр. и шероховатость перестают удовлетворять техн. требования.
Для резцовой быстрореж-ей стали вел-на допустимого износа 0,5-2мм. Для пластин из твер-ого сплава 0,8-1мм. Для минерала-керамики 0,5-0,8мм.
График зав-и износа по задней поверхности в от времени работы
1уч ОА) уч-ок начального изнашивания или приработка. На этом участке происходит выравнивание микронеровностей пов-и и увеличене опорной пов-и трения.
Высокая
инт. изнашивания объясняется высоким
давлением по причине малой S
тр-ся пов-ей.
изнашивания объясняется высоким
давлением по причине малой S
тр-ся пов-ей.
2уч АВ) уч-ок нормального износа.
3 уч ВС) период катастрофического разрушения. В т.С износ соответсвует таким вел-ам при кот работа инстр-а не возможна. Инстр- т категорически недопустимо доводить до уч-ка катастр-ого разрушения, т.к. при этом возможна как поломка инст-а или детали, так и значительные удаления мат-а инстр-а при его последующей заточке.
Время работы инструмента между переточками при опр-ом режиме резания наз-ся стойкостью инструмента.
Самое большое влияние на стойкость ин-а оказывает Uрез. Uрез=c/Tm, c-величина, зав-ит орт вида обр-ого матер-а., m-показатель относит-ой стойкости.
Т.о т.к m число дробное и больше 1, то незнач-ое изм-е Up приведет к значительному изм-ю стойкойсти. Недопустимо изменение расчетной Upез.
Способы увеличения стойкости инструмента:
1)Упрочнение
созданием пленки на пов-и: электролитическое
осаждение, осаждение твердых осадков
из паров, напыление износостойких
покрытий, химическое оксидирование,
фосфатирование, нанесение СМ, барирование
и др.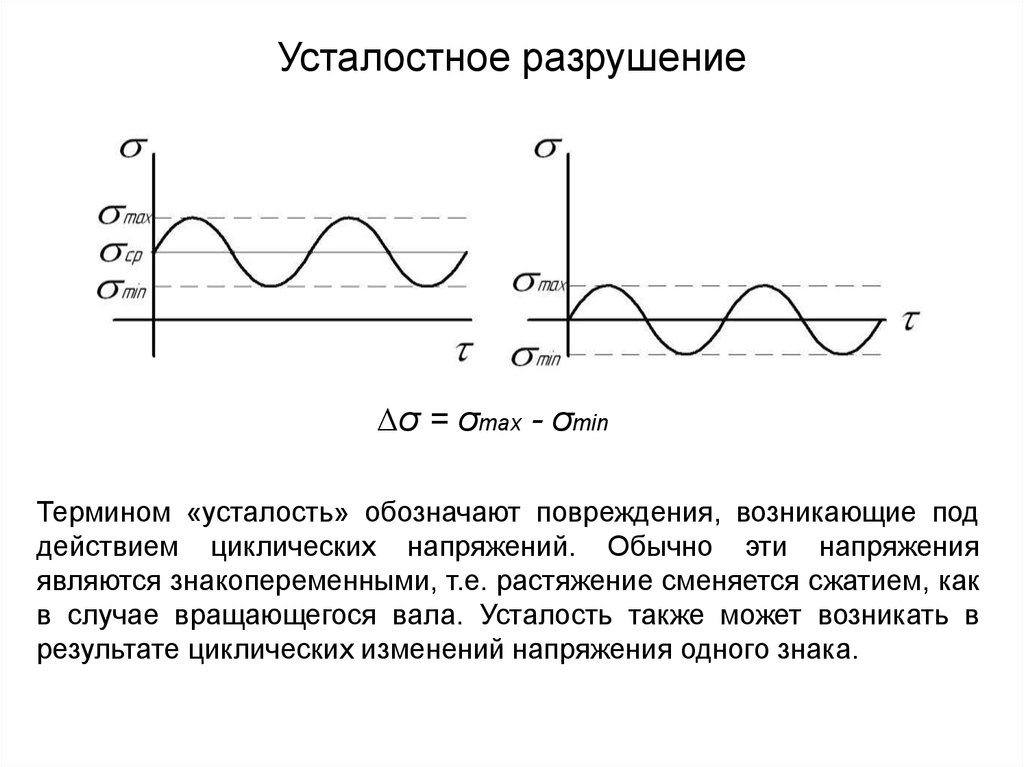
2)Упрочнение изм-ем хим-ого состава пов-ого слоя.
3)Деффузионное насыщение, хромирование, барирование, азотирование
4)Изменение структуры пов-ого слоя. –физико-термическая обр.(лазерная, плазменная закалка) –Электро-физическия обработка(электро-импульсная, ультразвуковая и др), — мех-ая обработка(упроч-е вибрациями, дробеструйная обработка, обработка взрывом)
Что такое Поверхностная Усталость – Усталостный Износ – Определение
Поверхностная усталость или усталостный износ – это растрескивание и последующее выкрашивание поверхностей, подвергающихся переменным напряжениям во время контакта качения или напряжениям от комбинированного качения и скольжения. Усталостный износ возникает, когда частицы износа отрываются за счет циклического роста микротрещин на поверхности.
В целом, износ представляет собой механически вызванное повреждение поверхности, которое приводит к постепенному удалению материала из-за относительного движения между этой поверхностью и контактирующим веществом или веществами. Контактирующее вещество может состоять из другой поверхности, жидкости или твердых абразивных частиц, содержащихся в той или иной форме жидкости или суспензии, такой как, например, смазка. Как и в случае с трением, наличие износа может быть как хорошим, так и плохим. Продуктивный контролируемый износ можно обнаружить в таких процессах, как механическая обработка, резка, шлифовка и полировка. Однако в большинстве технологических применений возникновение износа крайне нежелательно и является чрезвычайно дорогостоящей проблемой, поскольку приводит к износу или даже выходу из строя компонентов. С точки зрения безопасности это часто не так серьезно (или так внезапно), как перелом. Это связано с тем, что износ обычно ожидается.
Контактирующее вещество может состоять из другой поверхности, жидкости или твердых абразивных частиц, содержащихся в той или иной форме жидкости или суспензии, такой как, например, смазка. Как и в случае с трением, наличие износа может быть как хорошим, так и плохим. Продуктивный контролируемый износ можно обнаружить в таких процессах, как механическая обработка, резка, шлифовка и полировка. Однако в большинстве технологических применений возникновение износа крайне нежелательно и является чрезвычайно дорогостоящей проблемой, поскольку приводит к износу или даже выходу из строя компонентов. С точки зрения безопасности это часто не так серьезно (или так внезапно), как перелом. Это связано с тем, что износ обычно ожидается.
Определенные характеристики материала, такие как твердость , тип карбида и объемный процент, могут иметь решающее влияние на износостойкость материала в данном применении. Износ , как и коррозия, имеет несколько типов и подтипов, в некоторой степени предсказуем, и его довольно сложно надежно протестировать и оценить в лаборатории или при эксплуатации.
Поверхностная усталость – Усталостный износ
В материаловедении усталость – это ослабление материала, вызванное циклической нагрузкой, которая приводит к прогрессирующему, хрупкому и локализованному структурному повреждению. Поверхностная усталость, или усталостный износ, представляет собой растрескивание и последующее выкрашивание поверхностей, подверженных переменным напряжениям во время контакта качения или напряжениям от комбинированного качения и скольжения. Усталостный износ возникает, когда частицы износа отрываются за счет циклического роста микротрещин на поверхности. Эти микротрещины представляют собой либо поверхностные трещины, либо подповерхностные трещины. Повторяющиеся циклы нагружения и разгрузки, которым подвергаются материалы, могут вызвать образование подповерхностных или поверхностных трещин, которые в конечном итоге, после критического числа циклов, приведут к разрушению поверхности с образованием крупных фрагментов, оставляя большие ямки. на поверхности. Как только трещина зародилась, каждый цикл нагружения будет увеличивать трещину на небольшую величину, даже если повторяющиеся знакопеременные или циклические напряжения имеют интенсивность значительно ниже нормальной прочности. Напряжения могут быть вызваны вибрацией или термоциклированием. Подповерхностная и поверхностная усталость наблюдаются при многократном прокатывании и скольжении соответственно.
на поверхности. Как только трещина зародилась, каждый цикл нагружения будет увеличивать трещину на небольшую величину, даже если повторяющиеся знакопеременные или циклические напряжения имеют интенсивность значительно ниже нормальной прочности. Напряжения могут быть вызваны вибрацией или термоциклированием. Подповерхностная и поверхностная усталость наблюдаются при многократном прокатывании и скольжении соответственно.
Твердость поверхности и износостойкость
Твердость важна с инженерной точки зрения, поскольку сопротивление износу при трении или эрозии под действием пара, масла и воды обычно увеличивается с увеличением твердости. Если твердость материала выше, чем твердость абразивного материала, скорость износа будет меньше.
Закалка поверхности или поверхностная закалка – это процесс, при котором повышается твердость поверхности (корпуса) объекта, в то время как внутреннее ядро объекта остается эластичным и прочным.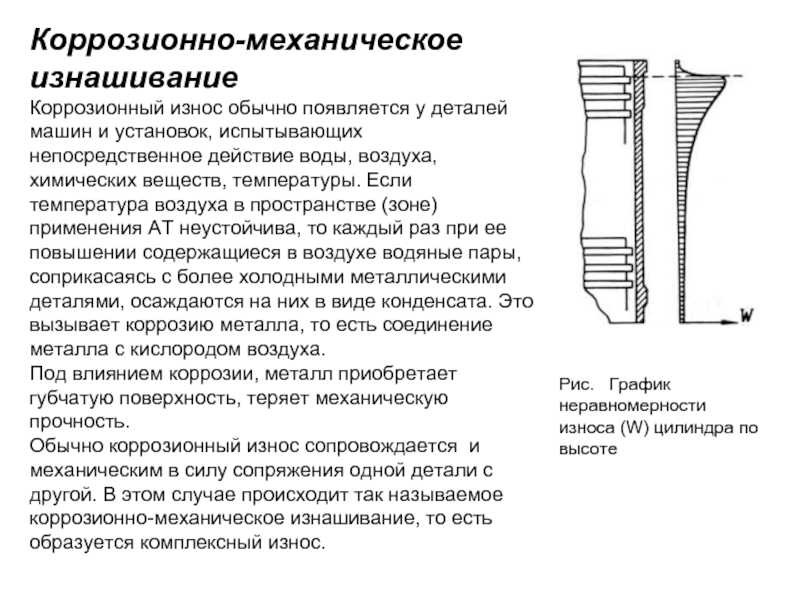 После этого процесса повышается твердость поверхности, износостойкость и усталостная долговечность. Это достигается с помощью нескольких процессов, таких как процесс науглероживания или азотирования, при котором компонент подвергается воздействию углеродистой или азотной атмосферы при повышенной температуре. Как уже было сказано, влияют две основные характеристики материала:
После этого процесса повышается твердость поверхности, износостойкость и усталостная долговечность. Это достигается с помощью нескольких процессов, таких как процесс науглероживания или азотирования, при котором компонент подвергается воздействию углеродистой или азотной атмосферы при повышенной температуре. Как уже было сказано, влияют две основные характеристики материала:
- Повышенная твердость и износостойкость . В материаловедении твердость — это способность выдерживать вмятин на поверхности ( локализованная пластическая деформация ) и царапание . Твердость , вероятно, является наиболее плохо определенным свойством материала, поскольку она может указывать на стойкость к царапанью, стойкость к истиранию, стойкость к вдавливанию или даже стойкость к формованию или локализованной пластической деформации. Твердость важна с инженерной точки зрения, потому что сопротивление износу при трении или эрозии паром, маслом и водой обычно увеличивается с увеличением твердости.

- Прочность не подвергается отрицательному влиянию . Прочность — это способность материала поглощать энергию и пластически деформироваться без разрушения. Одно из определений ударной вязкости (для высокой скорости деформации, , вязкость разрушения ) состоит в том, что это свойство указывает на сопротивление материала разрушению при наличии трещины (или другого дефекта, концентрирующего напряжение).
Для чугуна или стали с низким содержанием углерода, которые сами по себе плохо прокаливаемы или вообще не имеют прокаливаемости, процесс поверхностного упрочнения включает введение дополнительного количества углерода или азота в поверхностный слой. Упрочнение корпуса полезно в таких деталях, как кулачок или зубчатый венец, которые должны иметь очень твердую поверхность, чтобы противостоять износу, а также прочную внутреннюю часть, чтобы противостоять ударам, возникающим во время работы. Кроме того, поверхностная закалка стали имеет преимущество перед сквозной закалкой (то есть закалкой металла равномерно по всему изделию), поскольку менее дорогие низкоуглеродистые и среднеуглеродистые стали могут подвергаться поверхностной закалке без проблем деформации и растрескивания, связанных с закалкой. за счет упрочнения толстых участков. Богатый углеродом или азотом внешний поверхностный слой (или дело ) вводится путем атомной диффузии из газовой фазы. Корпус обычно имеет глубину порядка 1 мм и тверже внутреннего ядра материала.
за счет упрочнения толстых участков. Богатый углеродом или азотом внешний поверхностный слой (или дело ) вводится путем атомной диффузии из газовой фазы. Корпус обычно имеет глубину порядка 1 мм и тверже внутреннего ядра материала.
Типичные износостойкие материалы
В общем, износ представляет собой механическое повреждение поверхности, которое приводит к постепенному удалению материала из-за относительного движения между этой поверхностью и контактирующим веществом или веществами. Следовательно, существует идеальный износостойкий материал, и в каждом случае он сильно зависит от многих переменных (например, комбинации материалов, контактного давления, окружающей среды, температуры). 9Твердость 0005 материала коррелирует с износостойкостью материала . Если твердость материала меньше твердости абразивного материала, то скорость износа высокая. Твердость материала играет важную роль в износостойкости. Некоторые материалы обладают особыми характеристиками износа:
- Ni 3 Al – Alloy .
 Алюминид никеля представляет собой интерметаллический сплав никеля и алюминия со свойствами, подобными как керамике, так и металлу. Алюминид никеля уникален тем, что обладает очень высокой теплопроводностью в сочетании с высокой прочностью при высоких температурах. Эти свойства в сочетании с высокой прочностью и низкой плотностью делают его идеальным для специальных применений, таких как покрытие лопаток газовых турбин и реактивных двигателей. Композитные материалы с Ni 3 Сплавы на основе Al в качестве матрицы, упрочненной, например, TiC, ZrO2, WC, SiC и графеном, являются передовыми материалами. Сообщалось, что в 2005 году наиболее устойчивый к истиранию материал был создан путем внедрения алмазов в матрицу из алюминида никеля.
Алюминид никеля представляет собой интерметаллический сплав никеля и алюминия со свойствами, подобными как керамике, так и металлу. Алюминид никеля уникален тем, что обладает очень высокой теплопроводностью в сочетании с высокой прочностью при высоких температурах. Эти свойства в сочетании с высокой прочностью и низкой плотностью делают его идеальным для специальных применений, таких как покрытие лопаток газовых турбин и реактивных двигателей. Композитные материалы с Ni 3 Сплавы на основе Al в качестве матрицы, упрочненной, например, TiC, ZrO2, WC, SiC и графеном, являются передовыми материалами. Сообщалось, что в 2005 году наиболее устойчивый к истиранию материал был создан путем внедрения алмазов в матрицу из алюминида никеля. - Карбид вольфрама . Ударный износ имеет наибольшее значение при добыче полезных ископаемых. Горнодобывающая промышленность и переработка полезных ископаемых требуют износостойких машин и деталей, так как энергии и массы взаимодействующих тел значительны.
 Для этого необходимо использовать материалы с наивысшей износостойкостью. Например, карбид вольфрама широко используется в горнодобывающей промышленности в буровых долотах с верхним ударником, забойных молотах, шарошечных резцах, долотах с длинными стенками, резцах с длинными стенками, расширителях для бурения восстающих и туннельных проходческих машинах.
Для этого необходимо использовать материалы с наивысшей износостойкостью. Например, карбид вольфрама широко используется в горнодобывающей промышленности в буровых долотах с верхним ударником, забойных молотах, шарошечных резцах, долотах с длинными стенками, резцах с длинными стенками, расширителях для бурения восстающих и туннельных проходческих машинах. - Карбид кремния . Карбид кремния представляет собой чрезвычайно твердое, синтетически полученное кристаллическое соединение кремния и углерода. Его химическая формула – SiC. Карбид кремния имеет твердость по шкале Мооса 9, что приближается к твердости алмаза. В дополнение к твердости кристаллы карбида кремния обладают характеристиками разрушения, что делает их чрезвычайно полезными в шлифовальных кругах. Его высокая теплопроводность в сочетании с жаропрочностью, малым тепловым расширением и устойчивостью к химическим реакциям делают карбид кремния ценным при производстве высокотемпературных изделий и других огнеупоров.

- Сплавы с покрытием . Упрочнение путем поверхностной обработки может быть далее классифицировано как диффузионная обработка или обработка локальным нагревом. Диффузионные методы вводят легирующие элементы, которые попадают на поверхность путем диффузии либо в виде агентов твердого раствора, либо в качестве агентов прокаливаемости, которые способствуют образованию мартенсита во время последующей закалки. В этом процессе концентрация легирующего элемента увеличивается на поверхности стальной детали. Методы распространения включают:
- Науглероживание — это процесс цементации, при котором концентрация углерода на поверхности ферросплава (обычно низкоуглеродистой стали) увеличивается за счет диффузии из окружающей среды. Науглероживание дает твердую, очень износостойкую поверхность (средняя глубина корпуса) продукта с отличной способностью выдерживать контактную нагрузку, хорошей усталостной прочностью на изгиб и хорошей устойчивостью к заеданию.

- Азотирование — это процесс цементации, при котором поверхностная концентрация азота железа увеличивается за счет диффузии из окружающей среды для создания цементируемой поверхности. Азотирование обеспечивает получение твердой, очень износостойкой поверхности (небольшая глубина корпуса) продукта с достаточной способностью выдерживать контактную нагрузку, хорошей усталостной прочностью на изгиб и отличной устойчивостью к заеданию.
- Борирование , также называемое борированием, представляет собой процесс термохимической диффузии, аналогичный нитроцементации, при котором атомы бора диффундируют в подложку с образованием твердых и износостойких поверхностных слоев. Процесс требует высокой температуры обработки (1073–1323 К) и большой продолжительности (1–12 ч) и может применяться к широкому спектру материалов, таких как стали, чугун, металлокерамика и цветные сплавы.
- Упрочнение титан-углеродом и нитридом титана .
 Нитрид титана (чрезвычайно твердый керамический материал) или покрытия из карбида титана могут использоваться в инструментах, изготовленных из этого типа стали, посредством процесса физического осаждения из паровой фазы для улучшения производительности и срока службы инструмента. TiN имеет твердость по Виккерсу 1800–2100 и цвет металлического золота.
Нитрид титана (чрезвычайно твердый керамический материал) или покрытия из карбида титана могут использоваться в инструментах, изготовленных из этого типа стали, посредством процесса физического осаждения из паровой фазы для улучшения производительности и срока службы инструмента. TiN имеет твердость по Виккерсу 1800–2100 и цвет металлического золота. - Цементируемые стали . Для повышения износостойкости сталей обычно проводят поверхностную закалку на основе мартенситного превращения. Мартенситное упрочнение с превращением является одним из наиболее распространенных методов упрочнения, который в основном используется для сталей (т.е. углеродистых сталей, а также нержавеющих сталей).
- Пламенная закалка . Закалка пламенем — это метод поверхностной закалки, в котором используется одна горелка со специально разработанной головкой для обеспечения очень быстрого нагрева металла, который затем быстро охлаждается, обычно с использованием воды.
 Это создает «корпус» мартенсита на поверхности, в то время как внутреннее ядро объекта остается эластичным и прочным. Это метод, аналогичный индукционной закалке. Для этого типа упрочнения необходимо содержание углерода 0,3–0,6 мас.% С.
Это создает «корпус» мартенсита на поверхности, в то время как внутреннее ядро объекта остается эластичным и прочным. Это метод, аналогичный индукционной закалке. Для этого типа упрочнения необходимо содержание углерода 0,3–0,6 мас.% С. - Индукционная закалка. Индукционная закалка — это метод поверхностной закалки, в котором используются индукционные катушки для обеспечения очень быстрого нагрева металла, который затем быстро охлаждается, как правило, с использованием воды. Это создает «корпус» мартенсита на поверхности. Для этого типа упрочнения необходимо содержание углерода 0,3–0,6 мас.% С.
- Лазерная закалка . Лазерная закалка — это метод поверхностной закалки, в котором используется лазерный луч для обеспечения очень быстрого нагрева металла, который затем быстро охлаждается (обычно путем самозакалки). Это создает «корпус» мартенсита на поверхности, в то время как внутреннее ядро объекта остается эластичным и прочным.
Некоторые распространенные материалы:
- Nibral Propeller (никель-алюминиевая бронза) Источник: generalpropeller.
 com
comКовкий чугун . Ковкий чугун , также известный как шаровидный чугун или чугун с шаровидным графитом, по составу очень похож на серый чугун, но во время затвердевания графит образует зародыши в виде сферических частиц (узелков) в ковком чугуне, а не в виде чешуек. Типичные области применения этого материала включают клапаны, корпуса насосов, коленчатые валы, шестерни и другие компоненты автомобилей и машин благодаря его хорошей обрабатываемости, усталостной прочности и более высокому модулю упругости (по сравнению с серым чугуном), а также в зубчатых передачах для тяжелых условий эксплуатации из-за его высокий предел текучести и износостойкость.
- Алюминий Бронза . Алюминиевые бронзы представляют собой семейство сплавов на основе меди, обладающих сочетанием механических и химических свойств, не имеющих себе равных ни в одной другой серии сплавов. Они содержат от 5 до 12% алюминия.
 Алюминиевая бронза находит все большее признание в самых разных областях применения, требующих устойчивости к механическому износу. Его износостойкость основана на переходе от более мягкого металла (алюминиевой бронзы) к более твердому металлу (стали) и образовании тонкого слоя более мягкого металла на более твердом металле.
Алюминиевая бронза находит все большее признание в самых разных областях применения, требующих устойчивости к механическому износу. Его износостойкость основана на переходе от более мягкого металла (алюминиевой бронзы) к более твердому металлу (стали) и образовании тонкого слоя более мягкого металла на более твердом металле.
Ссылки:
Материаловедение:
- Министерство энергетики США, Материаловедение. Справочник по основам Министерства энергетики, том 1 и 2. Январь 1993 г.
- Министерство энергетики США, материаловедение. Справочник по основам Министерства энергетики, том 2 и 2. Январь 1993 г.
- Уильям Д. Каллистер, Дэвид Г. Ретвиш. Материаловедение и инженерия: введение, 9-е издание, Wiley; 9 издание (4 декабря 2013 г.), ISBN-13: 978-1118324578.
- Эберхарт, Марк (2003). Почему все ломается: понимание мира по тому, как он разваливается. Гармония. ISBN 978-1-4000-4760-4.
- Гаскелл, Дэвид Р. (1995). Введение в термодинамику материалов (4-е изд.
 ). Издательство Тейлор и Фрэнсис. ISBN 978-1-56032-992-3.
). Издательство Тейлор и Фрэнсис. ISBN 978-1-56032-992-3. - Гонсалес-Виньяс, В. и Манчини, Х.Л. (2004). Введение в материаловедение. Издательство Принстонского университета. ISBN 978-0-691-07097-1.
- Эшби, Майкл; Хью Шерклифф; Дэвид Себон (2007). Материалы: инженерия, наука, обработка и дизайн (1-е изд.). Баттерворт-Хайнеманн. ISBN 978-0-7506-8391-3.
- Дж. Р. Ламарш, А. Дж. Баратта, Введение в ядерную технику, 3-е изд., Prentice-Hall, 2001, ISBN: 0-201-82498-1.
См. выше:
Износ
Мы надеемся, что эта статья Поверхностная усталость – усталостный износ поможет вам. Если это так, дайте нам лайк на боковой панели. Основная цель этого веб-сайта — помочь общественности узнать интересную и важную информацию о материалах и их свойствах.
Усталостная одежда | Научный.Нет
Заголовок статьиСтраница
Измерение люфта и усталостного износа втулки из ПЭЭК в шарнире робота при средней нагрузке
Аннотация: Чтобы установить возможности применения в деталях трансмиссии в шарнирах роботов-гуманоидов, исследуется износ втулок из армированного полиэфир-эфир-кетона (PEEK) полимера при трении о кулачковые пластины из алюминиевого сплава 7075. Дополнительно измерялась ошибка передачи (люфт) в шарнире робота. Износ втулки из PEEK требует тщательного изучения, как и ошибка передачи оси вход-выход. Испытания на усталостный износ втулок проводились при средней нагрузке при частоте вращения двигателя 3000 об/мин, в то время как кулачковая пластина колебалась в системе оценки суставов ног робота-гуманоида при крутящем моменте нагрузки 1300 кгс/см (132 Нм). Соединение робота с использованием втулки из PEEK достигло стабильного небольшого люфта благодаря хорошим характеристикам трения.
Дополнительно измерялась ошибка передачи (люфт) в шарнире робота. Износ втулки из PEEK требует тщательного изучения, как и ошибка передачи оси вход-выход. Испытания на усталостный износ втулок проводились при средней нагрузке при частоте вращения двигателя 3000 об/мин, в то время как кулачковая пластина колебалась в системе оценки суставов ног робота-гуманоида при крутящем моменте нагрузки 1300 кгс/см (132 Нм). Соединение робота с использованием втулки из PEEK достигло стабильного небольшого люфта благодаря хорошим характеристикам трения.
38
Исследование износа колесной стали в условиях высокоскоростной работы
Реферат: Реферат: в соответствии с контактной теорией Герца экспериментальное исследование и микроморфологический анализ усталостного износа двух различных материалов колес были проведены с использованием машины моделирования колеса/рельса JD-1, чтобы обеспечить основу для выбора колес, используемых на высокоскоростной железной дороге. Результат показывает, что степень износа колесной стали в основном зависит от твердости, два материала демонстрировали определенное окисление и зачистку, и их морфология зачистки явно различалась.
Результат показывает, что степень износа колесной стали в основном зависит от твердости, два материала демонстрировали определенное окисление и зачистку, и их морфология зачистки явно различалась.
462
Метод конечных элементов в исследованиях по применению контактного деформирования
Резюме: Износ матричной поверхности и пластическая деформация как основные факторы явления, в этой статье проанализированы с помощью метода конечных элементов abaqus деформация трения, вызывающая напряжение. Результаты показывают, что напряженное состояние резко меняется с разным коэффициентом трения, а также меняется распределение областей пластической деформации. Области, серьезно поврежденные трением, приводят к усталости через пластическую деформацию, которая является основной причиной трения материала, а затем возникает трение дислокаций.
1585
Механизм износа DLC-пленок при различных условиях работы
Реферат: Алмазоподобное углеродное покрытие (DLC) было получено методом PVCD на 45 стальных поверхностях. Фрикционные свойства и усталостное разрушение стали 45 с пленками алмазоподобного углерода были исследованы в трех различных условиях, включая условия полного контакта, горизонтальные возвратно-поступательные движения и вертикальные возвратно-поступательные движения. Установлено, что (а) в условиях полного контакта: увеличение нагрузки приводит к начальному уменьшению коэффициента трения, а затем к увеличению, при этом наименьший коэффициент трения 0,205 появляется при 250 Н; (b) в условиях горизонтального возвратно-поступательного движения: медленное уменьшение коэффициента трения было вызвано увеличением нагрузки, а коэффициенты трения 0,213 и 0,178 появляются при 100 Н и 300 Н соответственно; в) в условиях вертикального возвратно-поступательного движения: коэффициент трения сначала увеличивался, а затем имел тенденцию к снижению; самый высокий коэффициент трения 0,640 появляется при нагрузке 200 Н. Скорость износа немного увеличивалась при нагрузке ниже 200 Н и резко возрастала при дальнейшем увеличении нагрузки.
Фрикционные свойства и усталостное разрушение стали 45 с пленками алмазоподобного углерода были исследованы в трех различных условиях, включая условия полного контакта, горизонтальные возвратно-поступательные движения и вертикальные возвратно-поступательные движения. Установлено, что (а) в условиях полного контакта: увеличение нагрузки приводит к начальному уменьшению коэффициента трения, а затем к увеличению, при этом наименьший коэффициент трения 0,205 появляется при 250 Н; (b) в условиях горизонтального возвратно-поступательного движения: медленное уменьшение коэффициента трения было вызвано увеличением нагрузки, а коэффициенты трения 0,213 и 0,178 появляются при 100 Н и 300 Н соответственно; в) в условиях вертикального возвратно-поступательного движения: коэффициент трения сначала увеличивался, а затем имел тенденцию к снижению; самый высокий коэффициент трения 0,640 появляется при нагрузке 200 Н. Скорость износа немного увеличивалась при нагрузке ниже 200 Н и резко возрастала при дальнейшем увеличении нагрузки. Наименьшая скорость износа составила 1,55 мг/10000р, а самая высокая скорость износа 15,6мг/10000р.
Наименьшая скорость износа составила 1,55 мг/10000р, а самая высокая скорость износа 15,6мг/10000р.
683
Контактно-усталостное изнашивание при качении нейлоновых композитов, наполненных оксидами металлов
Реферат: Исследовано поведение при усталостном износе композитов ПА1010, наполненных частицами оксидов металлов.
экспериментально исследованы. Нейлоновые композиты были изготовлены методом компрессионного формования.
с различным содержанием ПА1010 и частиц CuO, Fe3O4, Al2O3. Аналог с роликовым контактом
для нейлоновых композитных образцов было кольцо из углеродистой стали 1045. Были проведены испытания на контакт качения.
на машине для испытаний на износ М-2000 в условиях сухого трения. Установлено, что усталостный износ измеряется
в нейлоновых композитах потеря массы возрастает до циклов качения. Большинство образцов демонстрируют
приблизительно линейная зависимость между потерей массы при износе и циклами прокатки. Три вида металла
частицы оксида по-разному влияют на поведение нейлоновых композитов при усталостном износе.
содержание частиц оксидов металлов оказывает существенное влияние на поведение при усталостном износе. Нейлон
композиты, наполненные CuO (30 мас.%) или Fe2O3 (30 мас.%), приведут к сравнительно высокому
износостойкость, потеря массы при износе снижается примерно до 70% чистого нейлона. Частицы Al2O3 не являются
хороший выбор для повышения износостойкости нейлоновых композитов при качении. Установлено, что
контактная усталость контролирует механизм износа нейлоновых композитов при контакте качения.
Три вида металла
частицы оксида по-разному влияют на поведение нейлоновых композитов при усталостном износе.
содержание частиц оксидов металлов оказывает существенное влияние на поведение при усталостном износе. Нейлон
композиты, наполненные CuO (30 мас.%) или Fe2O3 (30 мас.%), приведут к сравнительно высокому
износостойкость, потеря массы при износе снижается примерно до 70% чистого нейлона. Частицы Al2O3 не являются
хороший выбор для повышения износостойкости нейлоновых композитов при качении. Установлено, что
контактная усталость контролирует механизм износа нейлоновых композитов при контакте качения.
860
Анализ осколков при сильном скольжении и усталостном износе компонентов машин
Введение
Эта статья является первой в серии, в которой приводятся веские доводы в пользу проведения дополнительных и более качественных испытаний смазочных материалов в процессе эксплуатации с целью замены незапланированных ремонтов и незапланированных простоев плановый ремонт в установленные сроки. Другими словами, эта статья посвящена использованию анализа масла для повышения надежности, планирования и планирования. Большее количество и более качественные испытания включают в себя большее количество точек отбора проб смазочных материалов с большим вниманием к анализу крупных частиц износа.
Другими словами, эта статья посвящена использованию анализа масла для повышения надежности, планирования и планирования. Большее количество и более качественные испытания включают в себя большее количество точек отбора проб смазочных материалов с большим вниманием к анализу крупных частиц износа.
Анализ смазочных материалов в процессе эксплуатации является упреждающим и прогнозирующим. Параметры упреждающего измерения, такие как количество частиц, вода, гликоль, вязкость, кислотное число, направлены на контроль загрязнения и пригодность смазочного материала к использованию. Упреждающие измерения химического состава смазочных материалов и загрязнения смазочных систем, а также ряд других мероприятий по точному техническому обслуживанию и мониторингу состояния эффективно обеспечивают длительный срок службы и повышенную надежность.
Результаты анализа крупных частиц износа являются прогностическими. Эта статья посвящена неинтрузивному измерению скорости, механизма и серьезности активного ненормального износа. Целью здесь является использование активных измерений износа для сокращения внеплановых и незапланированных ремонтов с помощью плановых и плановых ремонтов. Прогнозирующий анализ частиц износа дополняет анализ вибрации зубчатых колес и отказов подшипников качения из-за усталости качения и сильного скольжения; дополняет усиление движения при отказах из-за изгиба; и дополняет системы защиты турбомашин от отказов из-за затертых подшипников скольжения.
Целью здесь является использование активных измерений износа для сокращения внеплановых и незапланированных ремонтов с помощью плановых и плановых ремонтов. Прогнозирующий анализ частиц износа дополняет анализ вибрации зубчатых колес и отказов подшипников качения из-за усталости качения и сильного скольжения; дополняет усиление движения при отказах из-за изгиба; и дополняет системы защиты турбомашин от отказов из-за затертых подшипников скольжения.
Анализ крупных частиц износа включает металлические частицы (железо, медь, свинец и олово) размером от пяти микрон до сотен микрон. Сильное скольжение и остатки усталостного износа, по существу, на 100% состоят из крупных частиц износа. Плотность железа и рентгеновская флуоресценция являются ценными инструментами для контроля сильного скольжения и усталостного износа зубчатых колес, валов, подшипников качения и подшипников скольжения. Планирование ремонта оборудования и замены компонентов требует предварительного уведомления за несколько месяцев. Вот почему наше внимание в этой статье сосредоточено на процессах сильного износа при сильном скольжении и усталости.
Вот почему наше внимание в этой статье сосредоточено на процессах сильного износа при сильном скольжении и усталости.
Рекомендации по плановому ремонту включают следующее. Изучите истории ремонтов и информацию об анализе основных причин отказов (RCFA). Используйте эти знания и найдите способы отбора проб смазочных материалов из зубчатых передач, подшипников качения, подшипников скольжения и других компонентов оборудования, где вероятны адгезия и усталость. Начните делать больше и лучше тестировать и анализировать. Отслеживайте прогресс в сокращении незапланированных ремонтов с помощью плановых.
Ненормальный износ в наибольшей степени
Сильное скольжение, усталость от качения и усталость при изгибе являются механизмами отказов, которые экспоненциально сокращают функциональный срок службы компонентов машины. Повреждение от каждого механизма является кумулятивным и прогрессирующим. Осколки износа от каждого из этих механизмов содержат данные о поврежденном компоненте, повреждениях, вызвавших повреждение, а также о стадии или серьезности прогрессирования отказа.
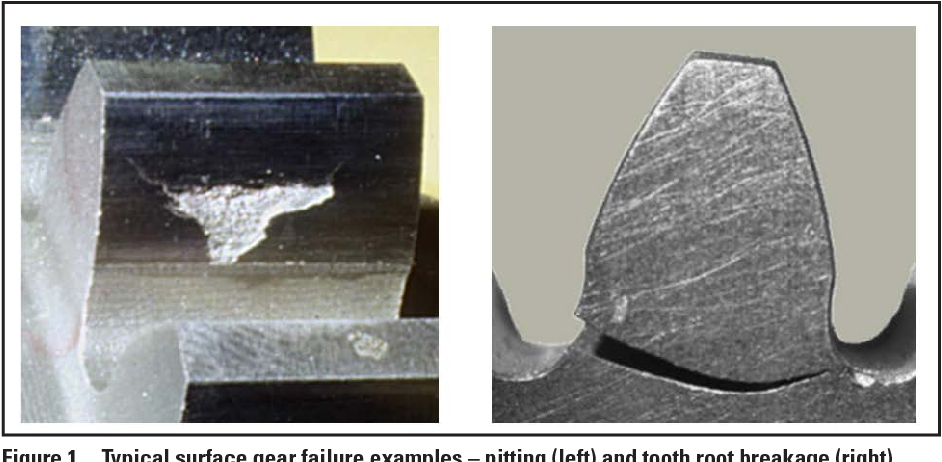
Разрушение компонента из-за сильного износа скольжения показано на изображениях рядом с надписью «Слипание» на рис. 1. Когда смазочная пленка между движущимися компонентами разрывается, результирующий сдвиг и трение металла о металл вызывают интенсивный нагрев, плавление и размазывание. Скользящий контакт металл-металл возникает из-за недостаточной смазки. В этом случае «недостаточный» просто означает, что требуемая гидродинамическая или эластогидродинамическая пленка жидкости была нарушена, когда машина работала под нагрузкой. Общие причины неадекватной смазки включают неправильное применение, низкую скорость, чрезмерную нагрузку и низкую вязкость.
Разрушение компонента из-за усталости при качении, также называемой усталостью по Герцу, показано на изображениях рядом с надписью «Усталость» на Рисунке 1. Усталость при качении — это процесс подповерхностного деформационного упрочнения, вызванный сильно нагруженным сжатием при качении, характерным для роликов подшипников качения, дорожек качения и шага. линии зубьев шестерни. Усталость при изгибе (на этом рисунке не показана) представляет собой процесс распространения трещины при растяжении, обычно возникающий из-за плотного скругления или другой концентрации напряжения. Процессы адгезии, усталости при качении и усталости при изгибе значительно ускоряются общей коррозией, коррозией под напряжением, гальванической коррозией, эрозионной коррозией и искровой эрозией. Чтобы узнать больше об этих и других механизмах, см. «Почему оборудование выходит из строя и что вы можете сделать, чтобы предотвратить это», Machinery Lubrication, ноябрь-декабрь 2019 г.(Часть 1) и январь-февраль 2022 г. (Часть 2)
линии зубьев шестерни. Усталость при изгибе (на этом рисунке не показана) представляет собой процесс распространения трещины при растяжении, обычно возникающий из-за плотного скругления или другой концентрации напряжения. Процессы адгезии, усталости при качении и усталости при изгибе значительно ускоряются общей коррозией, коррозией под напряжением, гальванической коррозией, эрозионной коррозией и искровой эрозией. Чтобы узнать больше об этих и других механизмах, см. «Почему оборудование выходит из строя и что вы можете сделать, чтобы предотвратить это», Machinery Lubrication, ноябрь-декабрь 2019 г.(Часть 1) и январь-февраль 2022 г. (Часть 2)
Серьезное скольжение и усталостные частицы Диапазон размеров от 10 мкм до сотен микрон на рисунках 2 и 3. Эти два рисунка иллюстрируют диапазоны размеров частиц износа, которые называются незначительным износом, сильным износом, опережающим износом и катастрофическим износом. См. ссылку: «Анализ нефти по сравнению с микроскопическим анализом мусора — когда и почему выбирать», Марк Смит, Analysts, Inc.

Адгезия и усталость являются механизмами аномального износа, образующими частицы, которые слишком велики для методов оптической эмиссионной спектроскопии. См. ссылку: «Определение усталостного износа с помощью инструментов анализа частиц износа», д-р Цзянь Дин, «Практический анализ масла», 2003 г. Частицы частиц аномального истирания, адгезии и усталостного износа имеют большие размеры и содержат недрагоценные металлы. Размер частиц микроосколков варьируется от 10 мкм до 50 мкм. Ламинарные частицы и куски имеют размеры от 50 мкм до нескольких сотен микрон. Оптическая эмиссионная спектроскопия слепа к крупным частицам.
Полоса от зеленого до желтого или красного цвета, обозначенная как «Прогноз» и «Защита» на Рисунке 2, предназначена для того, чтобы подчеркнуть необходимость сбора проб смазочного материала в течение интервала прогнозирования, чтобы можно было планировать и выполнять ремонт до достижения стадии аварийной защиты при незапланированном ремонте. и незапланированные простои неизбежны.
На рисунках 2 и 3 показаны различные типы инструментов, на которых показаны возможности измерения инструментов для различных диапазонов размеров частиц износа.
Сильное скольжение и усталость в зубчатых передачах и подшипниках качения
Насосы, двигатели, компрессоры, редукторы, вентиляторы, муфты, валки, экраны и другие вращающиеся, возвратно-поступательные или шарнирно-сочлененные машины подвержены сильному скользящему адгезионному износу, качению усталостный износ и усталостное растрескивание. Обычно зарождающиеся дефекты постепенно переходят в последовательные стадии. В этой статье последовательные стадии серьезности включают увеличение размера и увеличение количества металлических частиц износа, описанных как доброкачественные, тяжелые, запущенные, а затем катастрофические частицы износа.
Сильный скользящий адгезионный износ связан с аномальным скользящим контактом металла с металлом между движущимися компонентами. «Нормальное» скользящее движение между движущимися компонентами обычно включает гидродинамическую смазочную пленку (толщиной примерно 100 мкм), разделяющую движущиеся компоненты. Локальный адгезионный износ часто происходит из-за экстремальной нагрузки, низкой скорости, отсутствия смазки, масла с низкой вязкостью или неправильного применения смазки. Сильный адгезионный износ при скольжении также является обычным явлением, когда плохо смазанные ролики скользят, а не катятся, потому что разрушается эластогидродинамическая смазочная пленка качения (толщиной примерно 1 мкм).
Локальный адгезионный износ часто происходит из-за экстремальной нагрузки, низкой скорости, отсутствия смазки, масла с низкой вязкостью или неправильного применения смазки. Сильный адгезионный износ при скольжении также является обычным явлением, когда плохо смазанные ролики скользят, а не катятся, потому что разрушается эластогидродинамическая смазочная пленка качения (толщиной примерно 1 мкм).
Усталостный износ при качении включает циклическую сжимающую нагрузку при качении, например, между роликом и дорожкой качения или между зубьями шестерни вблизи делительной линии.
На рис. 7 графически представлены формы напряжения на зубьях шестерен, возникающие в результате передачи нагрузки от зуба к зубу.
Относительное перемещение между соседними зубьями шестерни показано на рис. 8. Вблизи линий шага зубьев осуществляется нормальная передача нагрузки сжатия при качении, поддерживаемая эластогидронамической смазочной пленкой (толщиной около 1 мкм). Выше и ниже делительной линии нормальное движение между соседними зубами включает скользящее движение, поддерживаемое гидродинамической смазочной пленкой (толщиной примерно 100 мкм).
Недостаточная смазка вызывает сильный износ скольжения, особенно выше делительной линии (дополнение) и ниже делительной линии (дедендум). Недостаточная смазка редуктора часто бывает вызвана низким уровнем масла, отсутствием масла, малой скоростью, экстремальной нагрузкой, низкой вязкостью и неправильным применением, например, отсутствием противоизносной противозадирной присадки (AW-EP).
Усталостный износ при качении обычно наблюдается вблизи линии шага, где нагрузка сжатия от качения самая высокая. Обратите внимание, что нижнее правое изображение на Рисунке 1 показывает длинные, тонкие игольчатые частицы износа, образующиеся в результате усталостного износа зубчатого колеса.
Растрескивание под напряжением при растяжении и коррозионное растрескивание под напряжением вызывают поломку зубьев шестерни, как показано на рис. 7, нижнее изображение. Усталостное разрушение корневой галтели является наиболее распространенным видом усталостного разрушения. Трещина начинается на галтели корня на стороне растяжения зуба и медленно прогрессирует до полного разрушения либо вдоль, либо поперек зуба.
Сильная усталость от скольжения и качения часто является причиной выхода из строя подшипников качения. На рисунке 9 показана схема роликового подшипника от центральной линии наружу.
Зазор между внутренней обоймой и валом может привести к серьезным нарушениям скольжения.
Недостаточная смазка может привести к проскальзыванию роликов, а не качения по дорожкам качения.
Даже при идеальной эластогидродинамической смазочной пленке (толщиной примерно 1 мкм) высоконагруженные тела качения и дорожки качения со временем подвергаются усталостному износу.
Для относительного движения между сепаратором и роликами требуется гидродинамическая смазочная пленка (толщиной примерно 100 мкм). На рис. 10 изображен подшипник ведущего ролика, который вышел из строя из-за недостаточной смазки между сепаратором и роликами.
Анализ крупных частиц износа зубчатых колес, валов, подшипников качения и подшипников скольжения
Цель этой статьи — избежать незапланированных ремонтов и незапланированных простоев. Как это достигается? Это достигается за счет более тщательного тестирования и анализа смазочных материалов в процессе эксплуатации. Сосредоточьтесь на большем количестве точек отбора проб смазочных материалов, сосредоточившись на анализе крупных частиц износа.
Как это достигается? Это достигается за счет более тщательного тестирования и анализа смазочных материалов в процессе эксплуатации. Сосредоточьтесь на большем количестве точек отбора проб смазочных материалов, сосредоточившись на анализе крупных частиц износа.
Отбор проб смазочных материалов, находящихся в эксплуатации, с упором на тестирование и анализ крупных продуктов износа является приоритетом. Для машин с циркуляционной масляной смазкой всегда берите пробу из обратной линии до того, как она попадет в масляный отсек. Имейте в виду, что 5% масла проходит через компоненты машины, возвращая для анализа ценные для судебной экспертизы следы износа. По возможности отбирайте живые образцы масла перед разбавлением 20:1. Для систем без циркуляции масла следуйте передовым методам отбора проб в активной зоне.
Отбор проб и тестирование смазочных материалов, находящихся в эксплуатации, из подшипников с использованием анализатора содержания железа в частях на миллион в соответствии с ASTM D8120 (см. рис. 11). Пробуйте всякий раз, когда это целесообразно. Чтобы внедрить эту практику и укрепить уверенность в измерении во избежание незапланированного ремонта, проверяйте подверженные истиранию и усталости подшипники всякий раз, когда они открываются для обслуживания, упаковки или ремонта. В дизельных двигателях большой грузоподъемности пробы масла отбираются только во время замены масла. Итак, продолжайте и приступайте к проведению аналогичных испытаний общего содержания железа в частях на миллион для подшипников с консистентной смазкой.
рис. 11). Пробуйте всякий раз, когда это целесообразно. Чтобы внедрить эту практику и укрепить уверенность в измерении во избежание незапланированного ремонта, проверяйте подверженные истиранию и усталости подшипники всякий раз, когда они открываются для обслуживания, упаковки или ремонта. В дизельных двигателях большой грузоподъемности пробы масла отбираются только во время замены масла. Итак, продолжайте и приступайте к проведению аналогичных испытаний общего содержания железа в частях на миллион для подшипников с консистентной смазкой.
Важно понимать, какие металлические элементы образуются в результате ненормального скольжения и усталости. Чтобы избежать незапланированного ремонта, мы должны отбирать, тестировать и анализировать крупные частицы износа. Эти результаты затем используются для обнаружения, выявления тенденций, оповещения и прогнозирования. На рис. 12 указаны наиболее распространенные металлы для продуктов износа шестерен, валов, подшипников качения и подшипников скольжения. Крупный железистый PPM является основным элементом изнашиваемого металлического мусора для большинства промышленных машин, таких как зубчатые колеса, валы и подшипники качения, а крупный медный PPM занимает второе место. Большие частицы износа от протертых подшипников скольжения, таких как шейки, втулки, очень большие двигатели и турбомашины, вероятно, представляют собой сплавы «желтого металла» и «белого металла», которые в основном состоят из меди, свинца или олова, иногда с небольшим процентом сурьмы. .
Крупный железистый PPM является основным элементом изнашиваемого металлического мусора для большинства промышленных машин, таких как зубчатые колеса, валы и подшипники качения, а крупный медный PPM занимает второе место. Большие частицы износа от протертых подшипников скольжения, таких как шейки, втулки, очень большие двигатели и турбомашины, вероятно, представляют собой сплавы «желтого металла» и «белого металла», которые в основном состоят из меди, свинца или олова, иногда с небольшим процентом сурьмы. .
Заключение
Цель этой статьи — избежать незапланированных ремонтов и незапланированных простоев. Как это достигается? Это достигается за счет более качественных испытаний и анализа смазочных материалов в процессе эксплуатации с использованием анализа крупных продуктов износа.
Насосы, двигатели, компрессоры, редукторы, вентиляторы, муфты, валки, грохоты и другие вращающиеся, возвратно-поступательные или шарнирно-сочлененные машины подвержены сильному адгезионному износу при скольжении, усталостному износу при качении и усталостному растрескиванию. Обычно зарождающиеся дефекты постепенно переходят в последовательные стадии. В этой статье последовательные стадии серьезности включают увеличение размера и увеличение количества металлических частиц износа, описанных как доброкачественные, тяжелые, запущенные, а затем катастрофические частицы износа.
Обычно зарождающиеся дефекты постепенно переходят в последовательные стадии. В этой статье последовательные стадии серьезности включают увеличение размера и увеличение количества металлических частиц износа, описанных как доброкачественные, тяжелые, запущенные, а затем катастрофические частицы износа.
Аномальный износ. Сильное скольжение, усталость при качении и усталость при изгибе являются очень распространенными механизмами отказа, которые экспоненциально сокращают функциональный срок службы компонентов машины. Повреждение является кумулятивным и прогрессирующим. Осколки износа содержат данные о поврежденном компоненте, повреждениях, вызвавших повреждение, а также о стадии или серьезности прогрессирования отказа. Размер твердых частиц скольжения и усталости варьируется от 10 мкм до сотен микрон.
Результаты анализа крупных частиц износа являются прогностическими. Эта статья посвящена неинтрузивному измерению скорости, механизма и серьезности активного ненормального износа.