Монтаж подшипников с нагревом
С увеличением габаритов подшипника возрастает усилие, необходимое для его монтажа. Поэтому перед монтажом целесообразно нагревать либо весь подшипник, либо его посадочное кольцо. Для выполнения этих задач SKF предлагает целый спектр приборов и оснастки.
Усилие, необходимое для установки подшипников увеличивается с ростом размера подшипника. Из-за необходимости прикладывать значительные усилие для монтажа, большие подшипники не так просто запресовать на валу или в корпусе. Поэтому перед монтажом подшипник или корпус необходимо нагреть.
Принцип индукционного нагреваИндукционный нагреватель можно сравнить с трансформатором, использующим принцип первичной обмотки с большим числом витков, и вторичную обмотку с несколькими обмотками на общем стальном сердечнике. Коэффициент трансформации (напряжения) равен соотношению обмоток, в то время как мощность остается неизменной.
Важно, чтобы убедиться, что подшипник в дальнейшем был размагничен, и в дальнейшей работе к нему не будут приставать мелкие металлические частицы. Все индукционные нагреватели SKF имеют автоматические циклы размагничивания.
Монтаж с нагревом
Разница температур между подшипником и посадочным местом зависит от значения посадки с натягом и размера подшипника. Обычно, температуры подшипников от 80°C до 90°C (144°F до 162°F) и выше достаточно для нормального монтажа. Запрещено нагревать подшипник до температуры более 125°C (257°F), так как это может привести к изменению структуры металла, а также размеров подшипника.
Во время монтажа подшипника с нагревом обязательным является использование чистых термозащитных перчаток. Подъем с помощью пружинного подвеса может облегчить монтаж. Надвиньте подшипник на вал до упора в заплечик насколько это возможно и удерживайте подшипник в таком положении до полной посадки его на вал. SKF поставляет полный спектр нагревательного оборудования, такого как индукционные нагреватели и электрические конфорки с регулируемым термостатом для применения в любых промышленных задачах.
Замена подшипника качения
Вал электродвигателя вращается в подшипниках с большой скоростью. От их исправности зависит не только работа самого мотора, но и исправность приводимого им во вращение механизма. В статье рассмотрим подшипник качения, его диагностику и ремонт при неполадках в двигателе.
Подшипник каченияПодшипник качения состоит из двух обойм – наружной и внутренней, между которыми находятся тела вращения в виде шариков или роликов.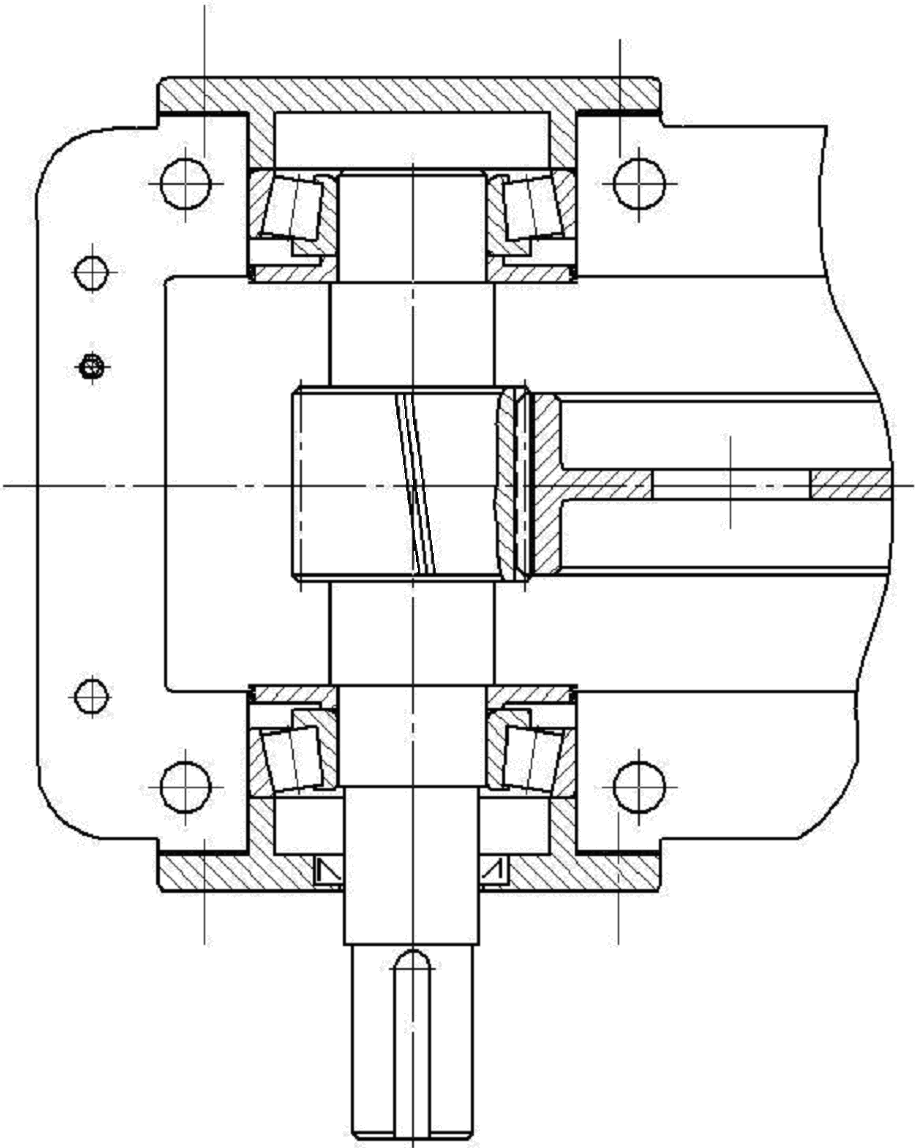 Для равномерного распределения в пространстве между обоймами тела качения удерживаются сепаратором. Подшипники качения по конструкции и разделяются на:
Для равномерного распределения в пространстве между обоймами тела качения удерживаются сепаратором. Подшипники качения по конструкции и разделяются на:
| Вид подшипника | Устойчивость к | Примечание |
| Радиальный | Радиальным нагрузкам | Вектор силы направлен перпендикулярно оси вала |
| Упорный | Осевым нагрузкам | Вектор силы направлен параллельно оси вала. Применяются на вертикальных валах |
| Радиально-упорный | Одновременно к радиальным и осевым | Радиальная нагрузка больше осевой |
| Упорно-радиальные | Осевая нагрузка больше радиальной |
Для мощных электродвигателей применяются подшипники скольжения, в которых вал вращается внутри металлического или полимерного кольца. Вращение происходит за счет масляной пленки между трущимися поверхностями. Давление масла подшипника постоянно поддерживается насосом. Для небольших двигателей бытового применения масло в подшипник скольжения вносится однократно и удерживается в нем за счет сил поверхностного натяжения. В процессе эксплуатации масло меняют или добавляют.
Вращение происходит за счет масляной пленки между трущимися поверхностями. Давление масла подшипника постоянно поддерживается насосом. Для небольших двигателей бытового применения масло в подшипник скольжения вносится однократно и удерживается в нем за счет сил поверхностного натяжения. В процессе эксплуатации масло меняют или добавляют.
Диагностика подшипников качения
Подшипник должен работать в среде смазки. В процессе эксплуатации смазка высыхает (густеет) или уходит из подшипника под действием температуры. Она загрязняется продуктами износа тел качения, имеющих меньшую прочность, чем обоймы. Смазку нужно регулярно менять или добавлять. Большинство электродвигателей для этого требуют разборки, поэтому в быту смазку меняют не часто.
В итоге тела качения, недостаточно смазанные, начинают разрушаться более интенсивно, уменьшаясь в размерах. В подшипнике увеличиваются осевой и радиальный зазоры, вал двигателя получает дополнительную свободу в перемещениях. В первую очередь от этого страдает приводимый во вращение механизм. У болгарки, дрели или перфоратора из-за неисправностей подшипников электродвигателя быстро изнашиваются редукторы: механизмы для передачи вращения от двигателя к рабочему органу – диску или сверлу. Хотя чаще бывает наоборот: неисправный подшипник вала на выходе инструмента, создавая повышенную вибрацию, не только препятствует нормальной работе, но и заставляет электродвигатель создавать повышенное усилие на валу и перегреваться.
В первую очередь от этого страдает приводимый во вращение механизм. У болгарки, дрели или перфоратора из-за неисправностей подшипников электродвигателя быстро изнашиваются редукторы: механизмы для передачи вращения от двигателя к рабочему органу – диску или сверлу. Хотя чаще бывает наоборот: неисправный подшипник вала на выходе инструмента, создавая повышенную вибрацию, не только препятствует нормальной работе, но и заставляет электродвигатель создавать повышенное усилие на валу и перегреваться.
Зазоры между статорами и роторами электродвигателей небольшие. Поэтому при достижении радиальными зазорами в подшипниках вала критической величины, магнитопровод ротора цепляет магнитопровод статора. Нарушается изоляция пластин магнитопроводов друг от друга, в них появляются вихревые токи, нагревающие поврежденный участок.
Для своевременного выявления проблем, связанных с неисправностью подшипников, их нужно регулярно проверять. Для этого нужно вручную провернуть вал двигателя на несколько оборотов. Вал должен перемещаться свободно, без затираний, а вращение – не сопровождаться посторонними шумами. Ровный металлический «шелест» в подшипниках свидетельствует об отсутствии смазки, скрежещущие звуки – об износе тел качения.
Вал должен перемещаться свободно, без затираний, а вращение – не сопровождаться посторонними шумами. Ровный металлический «шелест» в подшипниках свидетельствует об отсутствии смазки, скрежещущие звуки – об износе тел качения.
Затем проверяется осевой и радиальные зазоры. Для мощных и ответственных агрегатов они измеряются с помощью щупов, но для аппаратов бытового применения достаточно собственных ощущений. Осевой зазор не равен нулю, иначе тела качения не будут смазываться и вращаться. Но если при покачивании вала в осевом направлении в подшипниках слышен легкий стук, а перемещения заметны глазом – подшипники нужно срочно менять. Так же производится проверки и радиального зазора. Определение работоспособности подшипника «на глазок» требует опыта. Поэтому подержите в руках новый подшипник и пошевелите его обоймы относительно друг друга, так вы почувствуете на ощупь нормальные зазоры.
Снятие подшипников с вала двигателя
Для демонтажа подшипников применяются съемники. Классическая конструкция съемника включает в себя два или три зацепа, которые зацепляют за внутреннюю обойму подшипника. Вал съемника упирают в вал двигателя и закручивают гайку. Съемник давит на вал и вытягивает подшипник с посадочного места.
Классическая конструкция съемника включает в себя два или три зацепа, которые зацепляют за внутреннюю обойму подшипника. Вал съемника упирают в вал двигателя и закручивают гайку. Съемник давит на вал и вытягивает подшипник с посадочного места.
Эти съемники удобны, но не универсальны.
Съемник с тремя зацепамиДля различных габаритных размеров валов и подшипников нужен свой съемник. При необходимости частой смены подшипников в различных агрегатах продаются универсальные комплекты с широким диапазоном диаметров захватываемых внутренних обойм и длин валов.
Набор съемников универсальный АТА-0366Подшипник можно сбить с вала. Для этого под него нужно подвести жесткую поверхность, удерживающую внутреннюю обойму хотя бы в двух точках. Есть промышленные варианты таких съемных приспособлений, но если ни один съемник не доступен, можно приспособить для этого подручный материал. Самый распространенный метод – положить рядом два уголка, зажав между ними вал с подшипником. Толщина уголков должна быть такой, чтобы свободно прошла между подшипником и обмоткой ротора.
Толщина уголков должна быть такой, чтобы свободно прошла между подшипником и обмоткой ротора.
Зафиксировав надежно ротор, через проставку из мягкого металла (латуни или меди) наносят удары по оси вала, постепенно увеличивая их силу. Так только подшипник тронется с места, силу ударов снова уменьшают, и легким постукиванием снимают его с вала окончательно. Перед снятием, если на конце вала есть резьба, накручивают на него гайку так, чтобы ее верхняя грань совпала с концом вала. Это предотвратит повреждение резьбы. При откручивании гайка ее выровняет.
Читайте в дополнение статью про ремонт подшипников: «Ремонт асинхронного электродвигателя», а также про ремонт автомобильного генератора «Ремонт автомобильного генератора: признаки неисправности».
Установка новых подшипников
Для покупки нового подшипника потребуется его тип. Его можно найти на наружной обойме или в паспорте на двигатель. У полностью или полузакрытых подшипников номер может находиться на поверхности уплотнения между обоймами.
При установке подшипника на место усилие также прикладывается только к внутренней обойме. Для этого используется труба соответствующего внутреннего диаметра. Ударами молотка по трубе подшипник перемещается по валу до плотного касания внутренней обоймой ограничителя. Чтобы усилие равномерно распределялось по поверхности обоймы, бить нужно по всей плоскости трубы, а не только по ее краю.
Хотя и из этого правила бывают исключения. Можно устанавливать подшипник ударами по краю внутренней обоймы, наносимыми через проставку из мягкого металла. Каждый следующий удар наносят по противоположной стороне обоймы. Чередуя точки приложения силы, подшипник запрессовывают на место.
После установки подшипники смазывают, заполняя внутреннюю поверхность смазкой на 1/2- 1/3 часть. Излишки смазки не нужны – они все равно не будут участвовать в работе и вытекут наружу.
| Смазки отечественного производства для подшипников электродвигателей | ||
| Тип | Скорость вращения двигателя, об/мин | Примечание |
| Литол 24 | <3000 | Влагостойкая |
| Циатим 201 | <3000 | Не влагостойкая |
| Циатим 202 | >3000 | Влагостойкая |
Оцените качество статьи:
Установка подшипников в корпус — Справочник химика 21
Установка подшипников на вал и в корпус 518]
518]Для предотвращения защемления подшипников качения при температурных удлинениях вала применяют плавающие опоры. При этом один из подшипников закрепляют в корпусе и на валу в осевом направлении, а другой может свободно перемещаться в корпусе в осевом направлении, будучи закрепленным на валу. В закрепленной опоре обязательно применение подшипника, фиксирующего вал в осевом направлении. Такая схема установки подшипников качения применяется во всех центробежных насосах. [c.34]
Порядок сборки и разборки зависит от уста ювки подщипников на валу и в корпусе. Возможные схемы установки подшипников представлены на рис. 30. [c.42]
При установке подшипников в неразъемный корпус усилие запрессовки должно передаваться только через наружное кольцо (фнг. 53). [c.521]
Перед сборкой узла промывают подшипники в жидкости, состоящей из бензина и минерального масла, и сушат на чистой бумаге.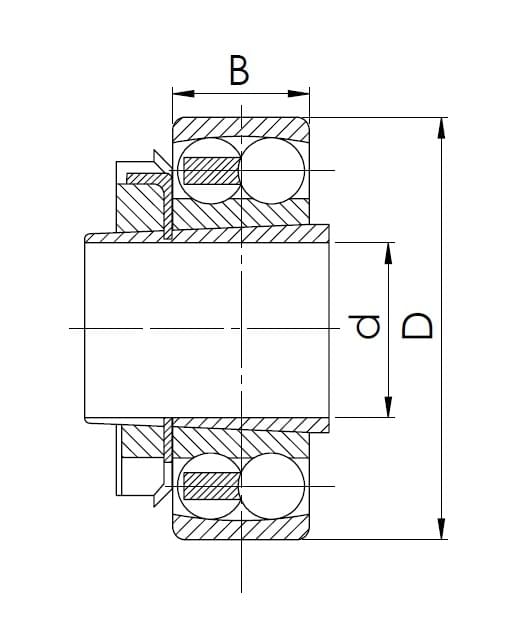 Посадочные места на валу и в корпусе перед установкой подшипника также должны быть тщательно промыты и просушены. [c.323]
Посадочные места на валу и в корпусе перед установкой подшипника также должны быть тщательно промыты и просушены. [c.323]
Монтаж корпуса. Установку корпуса турбокомпрессора начинают с ревизии фундаментных плит и корпусов подшипников. Корпус турбокомпрессора помещают на шпальную выкладку высотой 500 мм. При присоединении корпуса подшипника к опорной плите шпонку устанавливают в шпоночном пазу с натягом шпона ие более 0,01 мм. В шпоночном пазу корпуса подшипника шпонка должна иметь зазор 0,04—0,05 мм. Плотность прилегания опорных плит к корпусам подшипника проверяют пластиной щупа толщиной 0,05 мм, которая не должна проходить в местах соединения. [c.155]
Посадочные поверхности корпусов подшипников должны обеспечивать установку подшипников качения по ГОСТ 3325—55. При значительном износе посадочных гнезд под подшипники допускается их расточка с последующей установкой гильз по легкопрессовой посадке. Проворачивание гильзы предотвращается стопорными шпильками или штифтами. Затем гильзы растачиваются по внутреннему диаметру до необходимых размеров. [c.131]
Затем гильзы растачиваются по внутреннему диаметру до необходимых размеров. [c.131]
Подлежат специальной проработке прн конструироваппи сборка и разборка конструкции, В рассматриваемом примере порядок сборки и разборки связан с установкой подшипников на валу и в корпусе. Возможны две основные схемы. [c.19]
Наиболее универсальным является непосредственное измерение контролируемого параметра для ОК в узле. Принцип решения этой задачи заключается в анализе сигналов измерительной информации не только между корпусом и валом узла, но и между участками корпуса в местах установки подшипников (учитывается, что 0). В соответствии с этим принципом разработаны способ и средства определения параметров и К для каждого из подшипников двухопорного узла (рис. 6.31). Электрическое напряжение подводится к валу узла непосредственно, а к наружным кольцам подшипников — через добавочные резисторы 7 д, при этом сопротивления / , Кг и Ra образуют мостовую цепь, измерительная диагональ которой шунтируется сопротивлением Ry.
В случае установки подшипника с натягом как на валу, так и в корпусе передача усилия производится одновременно через внутреннее и наружное кольца. Для этого применяют специальную монтажную оправку (фиг. 54), торцы которой должны быть строго перпендикулярны оси и находиться в одной плоскости. [c.521]
Установка подшипников в разъемный корпус обычно производится после монтажа подшипников и сопряженных с ними деталей на валу и является заключительной стадией сборки узла машины.
При монтаже подшипников в отдельно стоящие разъемные корпусы необходимо прежде всего правильно их установить, чтобы их посадочные места были соосны в горизонтальной и вертикальной плоскостях, так как установка подшипников с перекосом может привести к преждевременному выходу их нз строя. [c.522]
Температура корпуса ходовой части в местах установки подшипников измеряется двумя термометрами В-1-1 с хвостовиком длиной 85 мм и шкалой до 150° С по ГОСТ 2823-59. [c.161]
[c.161]
Для уменьшения шума во время работы вентилятора рекомендуется проводить следующие мероприятия 1) устраивать входной конус, 2) тщательно балансировать статически и динамически рабочее колесо, 3) для вентиляторов с ременным приводом применять подшипники скольжения и клиновые ремни, 4) цри установке подшипников качения между обоймой подшипника и корпусом прокладывать резиновые кольца, 5) увеличивать жесткость кожуха, приваривая к нему уголки жесткости, 6) между фундаментом и опорной стойкой вентилятора помещать изоляционную прокладку из пробки, войлока, резины, 7) стремиться к работе вентилятора с возможно большим к. п. д. [c.175]
Со стороны торцовых поверхностей корпуса подшипника каналы закрыты пробками. Вынимая эти пробки, производят очистку каналов для охлаждающей воды от засорений. Нижняя и верхняя поверхности корпуса подшипников должны быть гладко простроганными и строго параллельными. Это необходимо для правильной установки подшипников и возможности [c. 142]
142]
Указанные обстоятельства вынудили пойти на повышение жесткости вала мешалки или установку в корпусе реактора промежуточного подшипника, смонтированного в специальной обойме. [c.125]
Установка подшипников в корпус. Способы установки подшипников в разъемные и неразъемные корпусы различны, и каждый из них имеет свои особенности. [c.521]
Внутреннюю обойму подшипника чаще всего устанавливают на вал по плотной посадке наружную обойму устанавливают в корпусе по скользящей посадке. При установке подшипников не допускаются перекосы, должна быть обеспечена правильная фиксация обойм на валу и в корпусе. Рассчитывают подшипники качения насосов обычными методами расчета деталей машин, конструктивное исполнение их также должно отвечать общим требованиям к конструкции подшипниковых узлов. При больших окружных скоростях работоспособность шарикоТюдшипников резко снижается. Кроме того, при разрушении подшипника, как правило, происходит разрушение ротора насоса.
Установка подшипников на вал и в корпус. При установке подшипников на вал и в корпус следует учитывать, что внутреннее кольцо подшипника, вращающееся вместе с валом, должно иметь неподвижную посадку оно должно насаживаться на вал по системе отверстия. В зависимости от характера нагрузки применяют насадки Г, Т, Н и П. [c.222]
Отличительной особенностью монтажа и ремонта мерсеризатора является необходимость точной установки диффузора в корпусе и перемешивающих лопастей на валу. Диффузор устанавливают на приваренных к корпусу поперечных уголках или косынках с помощью болтов строго концентрично с корпусом аппарата. Для замены изношенного диффузора, вала, бил и лопастей снимают верхнее днище. При ремонтах проверяются следующие узлы корпус — на износ стенки и плотность сварных швов желоб для подачи едкого натра — на износ и чистоту кольцевого объема и отверстий подшипники — на износ и правильность установки их корпусов на днище лопасти турбины — на целостность и т.
Корпус 9 распыляющей головки (рис. 64) состоит из цилиндра с двумя полусферическими крышками. Крышки имеют гнезда для установки подшипников 5 шпинделя 6, проточку для уплотнения 3 шпинделя и отверстия для прохода шпинделя. Крышки к корпусу крепятся при помощи болтов. [c.107]
Установка подшипников и подшипниковых колец значительно облегчается при их нагреве до температуры 60—100 °С или охлаждении подшипников и валов до минус 75—77 °С в термостатах с сухим льдом. При повторном использовании тяжело нагруженных подшипников их устанавливают с поворотом неподвижного кольца по отношению к первоначальной установке обычно на 90°. После постановки подшипника проверяют свободность его проворачивания и наличие радиального и осевого зазоров, проверяемых покачиванием колец в корпусе или на валу. Если подшипники смазываются консистентной смазкой, то при монтаже смазку в требуемом количестве (по массе [c.50]
Работоспособность узла, в который входят подшипники качения, в значительной степени зависит от качества монтажа подшипников. Монтаж подшипниковых узлов включает установку подшипника на вал и в корпус. [c.114]
Монтаж подшипниковых узлов включает установку подшипника на вал и в корпус. [c.114]
Нагретый подшипник быстро насаживают на вал и с помощью пресса доводят до места. Насадку горячего подшипника необходимо выполнять в брезентовых рукавицах. Подшипники, нагретые для посадки на вал, перед установкой в корпус должны остыть до температуры окружающего воздуха. [c.117]
После сборки узел проверяют на легкость проворачивания от руки, затем с помощью ручной станции заряжают корпус подшипника смазкой до ее появления через зазоры в уплотнениях. При каждой новой установке подшипника необходимо наружное кольцо его повернуть на 90°, так как дорожки качения вследствие больших нагрузок изнашиваются на дуге 90—120°. [c.180]
После установки подшипников валка на станины укладывается гюперечина и закрепляется болтами, при этом зазор между корпусами подшипников и поперечиной должен находиться в пределах 0,15—0,20 мм. [c.538]
[c.538]
Проверка межцентрового расстояния может быть осуществлена следующим образом (рис. 212). После установки в корпус 2 узлов подшипников и червяка 1, в нижние вкладыши корпуса вместо узла вала червячного колеса укладывается только вал или специальная оправка 3, далее ставятся на место верхние половины вкладышей 4, временно протягиваемые к нижним хомутами 5. В этом положении, т. е. при не надетой крышке корпуса, проверяется штихмассом размер Н между наружным диаметром червяка и валом колеса или оправкой. Межцентровое расстояние подсчитывается суммированием размеров [c.315]
Ответственным узлом конструкции вальцев является узел подшипников, воспринимающих больши нагрузки от распорных усилий и работающих при повышенных температурах. В конструкциях большинства современных вальцев установлен узел с двухрядным сферическим подшипником качения. Такие подшипники требуют точной установки в корпусах и тщательной обработки шеек валков при правильном уходе они служат довольно долго. В вальцах старых конструкций установлены иодшипникп скольжения, охлаждае.мые проточной во.чой. [c.241]
В вальцах старых конструкций установлены иодшипникп скольжения, охлаждае.мые проточной во.чой. [c.241]
I — всасывающий патрубок с передней крышкой 2 — крышка люка отверстия для П]рочистки — защитно-уплотняющие кольца 4 — рабочее колесо 5 — обтекаемая контргайка 6 —гайка 7 — корпус-отвод в —подвод воды для гидравлического уплотнения сальника 9 — сальниковая набивка 10 — крышка сальника И, 14 — радиальные подшипники качения 12 — стакан-гнездо установки подшипников 15 — радиально-упорный подшипник 15 — стойка с кронштейном 16 —. вал /7 — кольцо гидравлического уплотнения /8 —втулка. [c.26]
Окончательную установку выносного подшипника производят после центровки приставного вала. Выносной подшипник регулируют прокладками 10, которые устанавливают между постелью тумбы 1 и нижней частью корпуса подшипника. Корпус выносного подшипника крепят к тумбе болтами 9 и клиньями 8. Выносной подшипник считается правильно установленным в том случае, когда величина расхождения щек первого кривошипа коленчатого вала (от маховика), находящегося в п.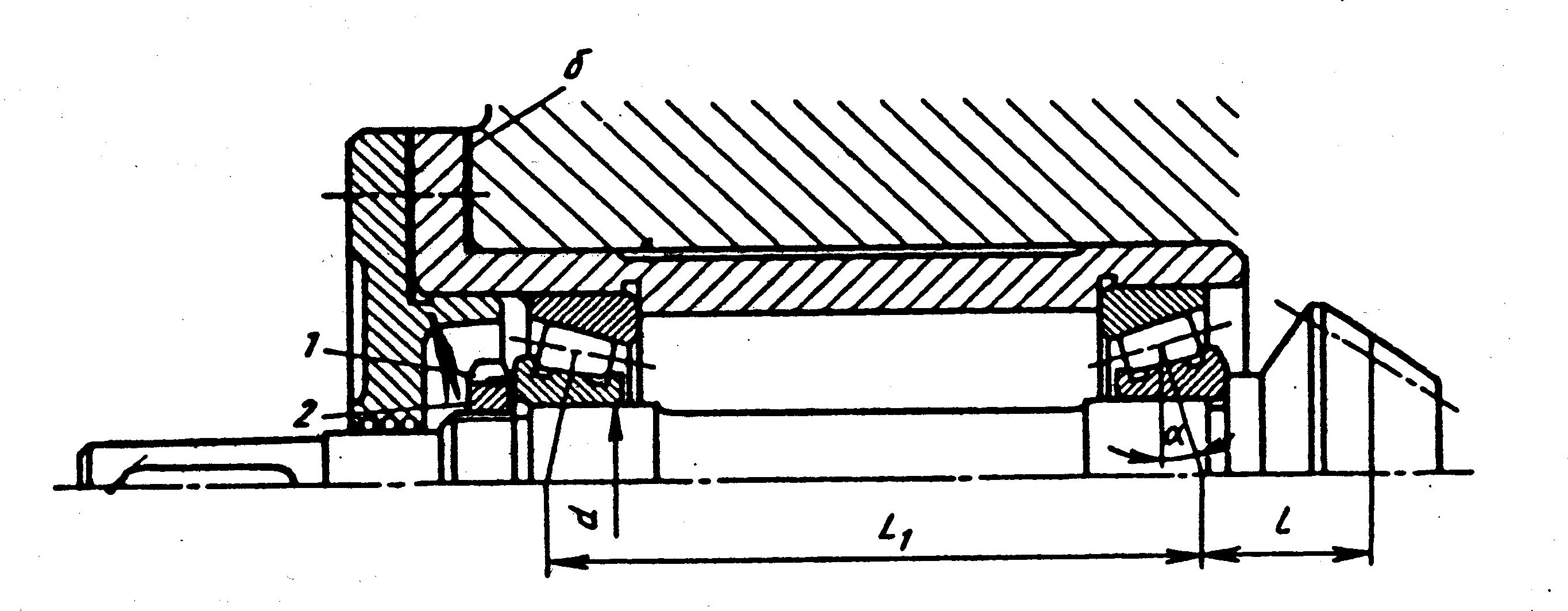 м. т., лежит в пределах допускаемых величин со знаком плюс и расхождение щек в горизонтальной плоскости также лежит в пределах допуска с любым знаком. Такая установка рекомендуется для предотвращения преждевременного износа нагруженного крайнего рамового (коренного) подшипника. [c.101]
м. т., лежит в пределах допускаемых величин со знаком плюс и расхождение щек в горизонтальной плоскости также лежит в пределах допуска с любым знаком. Такая установка рекомендуется для предотвращения преждевременного износа нагруженного крайнего рамового (коренного) подшипника. [c.101]
Наиболее ответственными операциями при укладке роторов являются проверка и установка подшипников. Опорные подшипники состоят из корпуса с крышкой и двух вкладышей. Верхнюю и нижнюю половины вкладышей прижимают крышкой и фиксируют штифтами. На вкладышах имеются съемные опорные элементы (сухари). Перестановкой подкладок под этими элементами можно регулироватьположение вала и равномерность зазоров в расточке и лабиринтных уплотнениях. [c.53]
После установки подшипников проверяют, прижат ли он к запле-чику вала и корпуса, не защемлены ли шарики (ролики). Плотность прижатия проверяют щупом толщиной 0,03 мм в нескольких местах по окружности щуп не должен входить. [c.118]
[c.118]
Ориентация упорных подшипников — Fluidbusiness
Производители насосов в своем оборудовании используют большое разнообразие видов и типов монтажа для подшипников, основанное на приложениях и требованиях по нагрузке. На небольших процессных насосах и насосах общего назначения, обычно, можно увидеть один ряд радиальных подшипников и двойной ряд упорных подшипников.В то время, как машины становятся больше, скорости выше, а радиальные и осевые нагрузки испытываемые валом и подшипниковым узлом растут, производители часто переходят к большим шариковым или роликовым подшипникам и сдвоенным парам радиально-упорных подшипников, чтобы справиться с возросшей нагрузкой. Безусловно, когда поднимается тема о сдвоенных радиально-упорных подшипниках, также поднимается вопрос о том, как их правильно установить.
«СПИНА К СПИНЕ»
Многие производители устанавливают на вал пару радиально-упорных подшипников в конфигурации «спина к спине». Это когда более широкие внешние дорожки соприкасаются друг с другом, а подшипники зафиксированы на валу с помощью стопорной шайбы и контрагайки. Это позволяет радиальному и упорному подшипнику переносить большие осевые нагрузки в обоих направлениях. При обычной установке, когда вы смотрите на подшипники, правильно установленные на валу, вы можете увидеть существенное количество шарикоподшипников с внешней стороны, и как более широкий фланец одного подшипника соприкасается с широким фланцем другого.
Это когда более широкие внешние дорожки соприкасаются друг с другом, а подшипники зафиксированы на валу с помощью стопорной шайбы и контрагайки. Это позволяет радиальному и упорному подшипнику переносить большие осевые нагрузки в обоих направлениях. При обычной установке, когда вы смотрите на подшипники, правильно установленные на валу, вы можете увидеть существенное количество шарикоподшипников с внешней стороны, и как более широкий фланец одного подшипника соприкасается с широким фланцем другого.
«ЛИЦОМ К ЛИЦУ»
Другим, не менее эффективным методом является установка подшипников на валу «лицом к лицу». В этом случае внутренние дорожки удерживаются вместе с помощью стопорной шайбы и контрагайки, но прочная несущая способность такого расположения не реализуется до тех пор, пока не будут зафиксированы внешние дорожки подшипников. Обычно это делается с помощью сепаратора подшипника, хотя иногда для загрузки дорожек подшипника используются пружины. С использованием сепаратора процедура может потребовать прокладок между сепаратором и корпусом подшипника, чтобы установить предварительную загрузку или внутренний рабочий зазор. Если используются пружины, то необходимо использовать те, что имеют правильный коэффициент упругости, а не просто любые пружины. Хоть эта настройка и является более сложной, компоновка «лицом к лицу» может устранить большую несоосность между валом и корпусом и обеспечить при этом радиальные подшипники жесткой несущей способностью, а также долгим сроком службы.
Если используются пружины, то необходимо использовать те, что имеют правильный коэффициент упругости, а не просто любые пружины. Хоть эта настройка и является более сложной, компоновка «лицом к лицу» может устранить большую несоосность между валом и корпусом и обеспечить при этом радиальные подшипники жесткой несущей способностью, а также долгим сроком службы.
«ТАНДЕМ»
Третий способ заключается в монтировании радиально-упорных подшипников на валу в тандеме. Это когда оба подшипника имеют одно и то же направление. Такое расположение делает очень загруженную компоновку упорного подшипника, но оно не несет никакой радиальной нагрузки и воспринимает осевую нагрузку только в одном направлении. В набор должен быть добавлен третий радиально-упорный или радиальный подшипник, чтобы воспринимать радиальные нагрузки. В сочетании с очень надежным радиальным подшипником, это позволяет переносить максимальные нагрузки в осевом направлении.
Всегда должна приниматься во внимание информация от производителя оборудования , чтобы правильно ориентировать любые составные пакеты подшипников для обеспечения их правильной установки. При правильной установке, данные компоновки обеспечат долгий срок службы. При неправильной, могут привести к поломке почти сразу.
Монтаж подшипников на вал и в корпус
Монтаж подшипников на вал и в корпус [c.141]При монтаже подшипника на вал и в корпус с натягом для передачи усилий от монтажной трубы одновременно на оба кольца подшипника применяют специальную оправку (фиг. 35). [c.63]
Монтаж подшипников на валу и в корпусе 4.330 [c.639]
Демонтаж подшипников 333 Монтаж подшипников на валу и в корпусе — Способы 330 [c.701]
Зная величину требуемого радиального зазора в подшипнике после посадки его на вал с натягом, можно расчетным путем с достаточной точностью определить величину радиального зазора до монтажа подшипника на вал и в корпус механизма. [c.232]
Основные приемы монтажа. При всех способах монтажа подшипников на валах и в корпусах необходимо прикладывать усилие напрессовки только к тому кольцу подшипника, которое устанавливается на посадочное место с натягом при одновременной установке подшипника на вал и в корпус усилие напрессовки должно передаваться через оба кольца. [c.741]
В табл. 2,7, составленной по данным, приведенным в работе [34], даны оптимальные величины зазоров при монтаже подшипников на валы и в корпусы приборов высокой точности. [c.122]
При циркуляционном нагружении монтаж подшипника на вал и в корпус производится с натягом, который исключает возможность обкатки и проскальзывания кольца по посадочной поверхности в процессе работы под нагрузкой. Наличие зазора в подобном случае приводит к проворачиванию кольца относительно посадочного места, в результате чего происходит развальцовывание и износ шейки вала или корпуса, что недопустимо. [c.109]
Способ монтажа тесно связан с системой креп.тения подшипников, с конструкцией и расположением элементов, фиксирующих подшипники на валу и в корпусе (рис. 482). Система а крепления подшипников допускает применение только способа 1, система б — способа 2, система в — способа 3, системы г, д — способов 2 и 3. Конструкция е допускает применение любого из трех способов. [c.522]
Способ крепления колец подшипника на валу и в корпусе зависит от значения и направления осевой нагрузки, частоты вращения, типа подшипника, условий монтажа (демонтажа) и т. п. Внутренние кольца крепят буртиками на валу (см. рис. 3.167) деталями, установленными на валу (см. рис. 3.166 и 3.169) гайкой со стопорной [c.430]
При монтаже ПК на валы и в корпуса необходимо обеспечивать жесткую связь между вращающимся элементом узла (валом или корпусом) и установленным на нем кольцом подшипника. [c.416]
Способ крепления колец подшипника на валу и в корпусе зависит от значения и направления осевой нагрузки, частоты вращения, типа подшипника, условий монтажа (демонтажа) и т. п. Внутренние кольца крепят посадкой с натягом (подшипник предварительно нагревают до 80…90° С в горячем минеральном масле или электроиндукционной установкой) буртиками на валу (см. рис. 16.14) деталями, установленными на валу (см. рис. 16.17) гайкой со стопорной шайбой (см. рис. 16.15) концевыми шайбами (рис. 16.19) и др. Наружные кольца крепят буртиками в корпусе или стакане 3 (см. рис. 16.15) упорным пружинным кольцом 4 и привернутой крышкой (см. рис. 16.17), закладными крышками и кольцами при разъемных корпусах по оси валов (см. рис. 16.18). Более подробно см. [9]. [c.331]
При монтаже подшипников с натягом на вал и в корпус можно применять специальные оправки, у которых торцы наружной и внутренней кольцевых выточек одновременно касаются торцов наружного и внутреннего колец подшипника. При этом происходит одновременно посадка подшипника на вал и в корпус (фиг, 74). [c.453]
Переходя непосредственно к выбору типа подшипника, исходят из конкретных условий эксплуатации, монтажа и конструкции подшипникового узла по специальной формуле определяют расчетный (требуемый) коэффициент работоспособности и по соответствующим таблицам выбирают нужный подшипник намеченного ранее типа выбирают класс точности подшипника (по таблице) в зависимости от предъявляемых требований подбирают посадку колец подшипника на вал и в корпус пользуясь справочным материалом и учитывая условия работы узла, определяют схему смазки и конструкцию уплотнителей для подшипников пользуясь примерами конструкций подшипниковых узлов, приведенными в справочнике, окончательно оформляют конструкцию узла. [c.52]
В подшипниках качения износу подвержены рабочие поверхности. На поверхностях качения появляются язвины, точки, наблюдается шелушение поверхностей беговых дорожек и шариков. Под действием динамических нагрузок происходит их усталостное разрушение. Под влиянием излишне плотных посадок подшипников на вал и в корпус шарики и ролики защемляются между кольцами, в результате возможны перекосы колец при монтаже и другие нежелательные последствия. [c.109]
Установка подшипников на валу и в корпусе. При выборе способа монтажа подшипников основных типов (табл. 26) учитывают вид по- [c.328]
Для обеспечения правильной установки подшипников на валу и в корпусе их монтаж следует осуществлять при помощи специальных приспособлений. Наиболее простой способ установки [c.547]
Способ крепления подшипника на валу и в корпусе выбирают с учетом величины и направления действующей нагрузки, угловой скорости, условия монтажа и демонтажа. Способы крепления внутренних колец представлены на рис. 8.53 а — посадкой с гарантированным натягом [c.199]
При демонтаже подшипников, так же как при монтаже, следует принимать меры против повреждения посадочных мест подшипников на валу и в корпусе, а также против повреждения поверхностей подшипников. Поэтому рекомендуется применять соответствующий инструмент и для демонтажа подшипников. [c.373]
При установке (или съеме) подшипников на вал и в корпус обязательным является выполнение условия осевую силу необходимо прикладывать непосредственно к тому кольцу, которое напрессовывают (или снимают). Недопустимо силу при монтаже и демонтаже подшипника передавать через тела качения (шарики или ролики). В противном случае на дорожках и телах качения могут появиться вмятины. [c.145]
Осевое крепление подшипников. При наличии осевой нагрузки на подшипники и для фиксации их на валу в осевом направлении кольца подшипников должны удерживаться на валу и в корпусе от осевого перемещения с помощью различного рода закрепительных устройств. Крепление подшипников на валу и в корпусе выбирают в зависимости от значения и направления действия нагрузки, частоты вращения, типа подшипника, требований монтажа и демонтажа узла и производственных возможностей изготовления. Чем больше осевые нагрузки и выше частота вращения вала, тем надежней должно быть осевое крепление колец подшипника. [c.288]
Осевая фиксация вала в корпусе выполняется одной или двумя опорами. При фиксации вала одной опорой (см. рис. 3.169) один из подшипников (на рисунке правый) крепят на валу и в корпусе (фиксирующая опора). Наружное кольцо другого подшипника в корпусе не закреплено и поэтому имеет свободное осевое перемещение ( плавающая опора). Благодаря этому происходит компенсация температурных удлинений вала и возможность ошибок монтажа, что устраняет опасность защемления тел качения. Фиксацию вала одной опорой широко применяют для валов цилиндрических зубчатых передач. [c.430]
Монтажные оправки и втулки и другие монтажные приспособления должны обеспечивать передачу усилия посадки равномерно на всю поверхность монтируемого кольца. При монтаже неразборных подшипников одновременно на вал и в корпус усилие должно передаваться на то кольцо(внутреннее или наружное), которое монтируется с натягом. Усилие для монтажа подшипника нельзя прилагать к кольцу, монтируемому со сравнительно свободной посадкой, так как в этом случае да- [c.604]
| Фиг. 105. Монтаж подшипника различными способами а — с помощью выколотки й — специальной монтажной трубкой в —одновременно на вал и в корпус г —с использованием резьбы на валу. |
Монтаж подшипников качения можно производить только после подготовки н проверки посадочных мест на валу и в корпусе. [c.452]
Монтаж и сборка игольчатых подшипников осуществляется в следующей последовательности вначале, в целях облегчения работы, поверхности качения на валу и в корпусе покрываются слоем густой консистентной смазки, на которую наклеиваются иглы. Последняя игла вставляется после предварительной сборки корпуса с валом и наклеенными иглами. Она должна входить свободно без ударов, так как последние могут привести к задирам и заклиниванию. Размер иглы по длине должен гарантировать необходимый осевой зазор в 0,2 мм на каждую сторону между торцами игл и упорными кольцами или заплечиком вала. [c.142]
Иногда фреттинг-коррозия наблюдается на торце внутреннего кольца и контактирующего с ним заплечиком вала из-за изгиба его при вращении и появляющихся вследствие этого периодических взаимных перемещений. Фреттинг-коррозия может появиться при проскальзывании колец подшипника относительно посадочных мест на валу и в корпусе. Если при монтаже подшипника в узле допустить перекос колец, то при его вращении может возникнуть фреттинг-коррозия. [c.360]
| Рис. 80. Установка сдвоенных радиальноупорных подшипников а — до монтажа 6 — после затяжки на валу и в корпусе |
Монтаж подшипников качения выполняют с натягом на валу, в корпусе или на валу и в корпусе. [c.274]
При монтаже подшипника без подогрева усилие прессования прилагают к туго насаживаемому кольцу при этом место посадки должно быть смазано жидкой смазкой. Следует стремиться запрессовывать кольцо под прессом или с помощью винтового приспособления, обеспечивающего плавное движение кольца. Посадка кольца ударами молотка нежелательна и допускается только нри отсутствии пресса или невозможности его ирименения. Усилие посадки должно быть приложено равномерно по окружности кольца. Для этого применяют простейшее приспособление — монтажную оправку (рис. 16). Эта оправка передает усилие запрессовки, приложенное к ее сферической головке на торцы колец подшипника (при напряженной посадке на вал и в корпус одновременно). [c.274]
Запрессовка в корпус. Посадки подшипника в корпус см. табл. 89. При запрессовке подшипника 1 в корпус 2 (рис. 37) с натягом давление прилагается к наружному кольцу. Для монтажа применяют монтажные трубы или оправки 3 диаметром несколько меньшим отверстия в корпусе. Для облегчения работы рекомендуется подшипник охлаждать или нагревать корпус. Когда подшипник запрессовывается одновременно на вал и в корпус, давление прилагают к обоим кольцам. [c.143]
При установке на валу шариковых радиальных подшипников один из них крепят на валу и в корпусе от осевого смещения (рис. 19.17). Второй выполняют плавающим в корпусе для компенсации теплового расширения вала и возможных ошибок монтажа. Плавающий подшипник перемещается в осевом направлении [c.224]
Очень важно для демонтажа подшипников качения и других деталей правильно определить размеры диаметров заплечиков, ограничивающих осевое перемещение колец, подшипников и других деталей. Нормальная высота заплечика должна быть приблизительно равна половине толщины внутреннего кольца подшипника с тем, чтобы за выступающую часть кольца можно было осуществить захват съемником. Размеры заплечиков на валу и в корпусах для монтажа подшипников качения приведены в каталогах подшипников качения. Для фиксации в осевом направлении посаженных на вал деталей, кроме заплечиков вала, можно применить распорные втулки, пружинные стопорные кольца, различные гайки и др. Выбор того или иного вида фиксации детали в осевом направлении необходимо производить в зависимости от условий работы вала и технологичности его изготовления. При конструировании вала очень важно уменьшить концентрацию напряжений в местах перехода вала от одного диаметра к другому. [c.138]
Обычно сборку начинают с монтажа подшипников на вал и только после этого собранный комплект вала с подшипниками вставляется в стакан, а затем в корпус редуктора. Для этого при конструировании предусматривают зазор С 0,5 m (т — модуль передачи) между диаметром отверстия буртика стакана и внешним диаметром конической шестерни (см. рис. 185). [c.241]
Выбор рационального способа крепления подшипников иа валу и в корпусе зависит от типа подшипника, величины и направления действующих нагрузок, частоты вращения, условий монтажа и демонтажа и т. п. В тех случаях, когда на подшипник не действует осевая нагрузка и необходимо предотвратить только случайное смещение подшипника, осевое крепление на валу осуществляется только соответствующей посадкой без применения дополнительных устройств. Некоторые наиболее распространенные способы осевых креплений внутреянак и наружных колед подшипников на валу и в корпусе даны на рис. 9.22—9.25. [c.186]
Способы крепления подшипников на валу и в корпусе выбирают в зависимости от величины и направления действующих нагрузок, частоты вращения, условия монтажа и демонтажа и др. Вращающиеся кольца подшипников не должны проворачиваться относительно посадочных поверхностей. Это достигается соответствующей посадкой, гаранти-руюшей натяг. [c.323]
Нормальная работа подшипников зависит от способа их установки и фиксации на валах и в корпусе. При установке (или съеме) подшипников на вал и в корпус обязательным является выполнение условия осевую силу необходимо прикладьшать непосредственно к тому кольцу, которое напрессовывают (или снимают). Недопустимо силу при монтаже и демонтаже подшипника передавать через тела качения (шарики или ролики). В противном случае на дорожках и телах качения могут появиться вмятины. [c.246]
Проверку подшипников, монтируемых с натягом одновременно на вал и корпус, на точность установки и плотность прилегания к заплечику вала и буртику конуса производить при помощи щупа невозможно. Поэтому при монтаже подп1ипни-ков с натягом на вал и в корпус необходимо особенно тщательно проверять точность обработки посадочных мест. [c.454]
, — 2.2
§ 2.1 Подшипники качения
Ремонт
В процессе эксплуатации за подшипниками качения должно быть установлено систематическое наблюдение. Основные факторы, характеризующие условия эксплуатации, – это температура корпуса, характер шума подшипников и эффективность уплотняющих устройств. При отклонении от норм эксплуатации необходимо остановить агрегат, вскрыть подшипниковый узел, выявить причины, вызвавшие дефекты в работе узла, и только после полного их устранения допустить агрегат к дальнейшей эксплуатации.
Подшипники качения в ремонтных цехах предприятий не ремонтируют, а только восстанавливают посадочные поверхности деталей, сопрягаемых с подшипниками, т. е. корпусов и валов.
При выявлении признаков усталостного износа на беговых дорожках и телах качения, выкрашивания бортов, деформации сепаратора, ржавчины на рабочих поверхностях подшипник следует заменить.
Монтаж
Поступающие на монтаж подшипники качения промывают бензином для удаления консистентной смазки, высушивают на воздухе и тщательно осматривают. При осмотре обращают внимание на то, чтобы на поверхностях деталей не было трещин, забоин, царапин и цветов побежалости. Кольца подшипника должны вращаться относительно друг друга легко, без заеданий и стука.
Монтаж подшипников выполняют в строгом соответствии с рабочими чертежами. Нельзя произвольно заменять подшипники только по признаку равенства монтажных размеров. Необходимо использовать подшипники только проектных номеров. Подшипник устанавливают в узел так, чтобы торец с клеймом был обращен наружу.
Порядок сборки подшипника следующий: сначала его насаживают на вращающуюся деталь, затем вместе с деталью, устанавливают на неподвижной детали.
Запрессовку колец в большинстве случаев осуществляют в холодном состоянии. Однако при монтаже с большим усилием натяга подшипник (при посадке внутреннего кольца) или корпус (при посадке наружного кольца) нагревают в масляной ванне до 100 – 150 °С.
Подшипники устанавливают в корпус и на вал вручную с помощью медной выколотки и ручника, а также пресса.
Рисунок – Посадка подшипников качения
а – на вал; б – на вал и во втулку одновременно
1 – вал; 2 – оправка.
Замена подшипников и щеток
Замена подшипников электродвигателя
Необходимо уделять особое внимание состоянию подшипников электродвигателей. При их износе выше допустимого предела подшипники перегреваются, и мотор начинает шумно работать. Последствия несвоевременной замены подшипников в особо запущенном состоянии: при вращении начинают касаться между собой неподвижная часть- статор; и движущаяся — ротор или якорь, что грозит серьезными поломками электродвигателя, которые восстановить в большинстве случаев без замены на новый ротор или якорь не возможно.
Особенности осмотра и замены
Перед осмотром подшипников их промывают обезвоженным керосином и вытирают чистой салфеткой. Далее осуществляется непосредственный осмотр. Основное внимание обращают на наличие коррозии, отсутствие трещин и отколотых бортов. Состояние сепараторов так же проверяется на наличие деформации, трещин, качество клепки. Наружное кольцо подшипника должно абсолютно свободно вращаться от руки (без заеданий и лишнего шума), а на дорожках качения не должно присутствовать лунок, раковин, шелушений, матовой поверхности и т.д. Если обнаруживается хоть один из перечисленных дефектов, то подшипник подлежит замене.
Механический монтаж подшипников
Неправильный монтаж становится причиной преждевременного выхода подшипников из строя
Типичные ошибки, вызывающие преждевременный выход подшипников из строя:
- Повреждения подшипников при монтаже
- Неправильные посадки на валу и в корпусе, т.е. слишком свободная или слишком тугая посадка
- Ослабление стопорной гайки при работе
- Повреждение посадочных мест вала и корпуса (включая заплечики)
- Неправильный метод монтажа
Монтаж подшипников с нагревом
Усилие, необходимое для монтажа подшипников, резко возрастает с увеличением их размеров. Подшипники больших размеров невозможно просто запрессовать на вал или в корпус. В таких случаях применяют предварительный нагрев подшипников перед монтажом
Монтаж и демонтаж подшипников с помощью гидравлических инструментов
- Более эффективный контроль и повышение точности выполнения монтажных операций
- Минимальный риск повреждения подшипников и валов
- Уменьшение требуемых физических усилий
- Повышение безопасности персонала
Технология гидравлического монтажа получила широкое распространение в обслуживании крупногабаритных подшипников и других деталей, благодаря надежности, скорости, удобству работы. Благодаря гидравлическому монтажу значительно упрощается сборка подшипниковых узлов и обеспечивается правильный монтаж деталей. Применение гидравлического оборудования для монтажа и демонтажа подшипников снижает риск повреждения подшипников и их посадочных мест. Использование гидравлических инструментов позволяет легко создать и контролировать нужное монтажное или демонтажное усилие, обеспечивает быстроту и безопасность работы.
Коллектор и щетки
Коллектор и щетки в электродвигателях постоянного тока нуждаются в контроле их состояния. При работе электродвигателя с номинальной нагрузкой на коллекторе не должна быть превышена допустимая степень искрения. Необходимо следить, чтобы щетки равномерно перекрывали поверхность коллектора, что способствует его равномерному износу. Поверхность щеток должна быть блестящей и всей поверхностью прилегать к коллектору. Сколы щеток недопустимы. Все пластины коллектора должны иметь одинаковый цвет. Если же некоторые пластины имеют более светлый оттенок, то это свидетельствует об их более интенсивном износе.
Установка шарикоподшипника— знайте свои детали
Уровень квалификации: Средний | Специальный инструмент: Нет
Ниже приведены инструкции по правильной установке шарикоподшипников.
Внутренний зазор
При производстве шарикоподшипников стандартная практика предусматривает сборку колец и шариков с заданным внутренним зазором. Эта характеристика оказывается необходимой для обеспечения предварительно спроектированного зазора для компенсации эффектов плотной посадки при запрессовке колец подшипников на валах или корпусах при установке.Внутренние зазоры компенсируют тепловое расширение подшипников, валов и корпусов или угол контакта в подшипнике после установки. Радиальный зазор, используемый для создания угла контакта, обычно используется в радиально-упорных шарикоподшипниках. Радиальное измерение считается наиболее важной характеристикой, поскольку оно более напрямую связано с посадкой вала и корпуса. Кроме того, Американская ассоциация производителей подшипников (ABMA) предписывает этот метод.
Подпишитесь на нашу рассылку с ценными новыми техническими статьями и видео каждый месяц.
Иллюстрации, показывающие правильную установку вала и корпуса.Порядок правильной установки
При установке подшипника прилагайте медленное, равномерное усилие к кольцам. При установке подшипника на валу с плотной посадкой необходимо прикладывать давление к внутреннему кольцу. При установке подшипника с плотной посадкой в корпус следует приложить давление к наружному кольцу. Ниже представлены три разных направляющих для установки шариковых подшипников.
Правильная установка вала
Поддержите внутреннее кольцо подшипника, пока вал вдавливается в подшипник.
Правильная установка корпуса — вращающийся корпус и свободный вал
Протолкните внешнее кольцо, чтобы преодолеть плотную посадку между наружным кольцом и отверстием корпуса. В этом случае вал не вращается и свободно входит во внутреннее кольцо, в то время как внешнее кольцо плотно и вращается.
Правильная одновременная установка корпуса / вала
Вдавите оба кольца одновременно, чтобы преодолеть тугую посадку на валу и / или корпусе. В этом сценарии вал уже на месте.Убедитесь, что подшипники на другом конце вала имеют надлежащую опору, не повреждены и не соприкасаются с сепаратором подшипников. Любой изогнутый сепаратор подшипников непригоден. Радиальный шарикоподшипник Timken® Conrad — это стандартный однорядный радиальный подшипник. Его также называют радиальным шарикоподшипником. Этот тип шарикоподшипника Timken способен выдерживать радиальные и осевые нагрузки. Широкий выбор размеров доступен в сериях от сверхлегких до тяжелых. Различные конфигурации экрана и уплотнения помогают защитить внутренние компоненты подшипников и удерживать смазочные материалы.Различные типы повреждений, которые могут возникнуть в шарикоподшипниках, в основном аналогичны повреждениям, которые могут возникнуть в других подшипниках качения, включая цилиндрические, сферические, игольчатые и конические.
ПРЕДУПРЕЖДЕНИЕ Несоблюдение следующих предупреждений может создать риск смерти или серьезной травмы.
Не пытайтесь разбирать и собирать ступицы колес и подшипников в сборе. Неправильная сборка может привести к поломке.Правильное техническое обслуживание и методы обращения имеют решающее значение. Всегда следуйте инструкциям по установке и обеспечивайте надлежащую смазку.
Растягивающие напряжения могут быть очень высокими в плотно установленных компонентах подшипника. Попытка удалить такие компоненты путем разрезания конуса (внутреннего кольца) может привести к внезапному разрушению компонента, что приведет к сильному выбрасыванию металлических фрагментов. Всегда используйте правильно защищенные прессы или съемники подшипников для снятия подшипников с валов и всегда используйте подходящие средства индивидуальной защиты, включая защитные очки.
ВНИМАНИЕ! Несоблюдение этих предупреждений может привести к материальному ущербу.
Каталогизированная продукция зависит от области применения. Любое использование в приложениях, отличных от предполагаемых, может привести к отказу оборудования или сокращению срока его службы.Использование неподходящих подшипников может привести к повреждению оборудования.
Не используйте поврежденные подшипники. Использование поврежденного подшипника может привести к повреждению оборудования.
TechTips не заменяет конкретные рекомендации поставщиков вашего оборудования.Были предприняты все разумные усилия для обеспечения точности информации, содержащейся в этом письме, но мы не несем ответственности за ошибки, упущения или по любой другой причине.
Подшипник крепления | Базовые знания подшипников
15-3-1 Рекомендуемая подготовка перед монтажом
1) Подготовка подшипников
Подождите непосредственно перед установкой, прежде чем извлекать подшипники из упаковки, чтобы предотвратить загрязнение и ржавчину.
Поскольку антикоррозийное масляное покрытие подшипников представляет собой смазку с высокими эксплуатационными характеристиками, масло не следует смывать, если подшипники предварительно смазаны или когда подшипники используются в нормальных условиях эксплуатации.Однако, если подшипники используются в измерительных приборах или при высокой скорости вращения, антикоррозионное масло следует удалять с помощью чистого масла с моющим средством. После удаления антикоррозионного масла подшипники нельзя оставлять надолго, так как они легко ржавеют.
2) Осмотр валов и корпусов
Очистите вал и корпус, чтобы проверить, нет ли на них дефектов или заусенцев в результате механической обработки.
Будьте очень осторожны, чтобы полностью удалить притирочные средства (SiC, Al2O3 и т. Д.), литье песка и стружки изнутри корпуса.
Затем убедитесь, что размеры, форма и состояние отделки вала и корпуса соответствуют указанным на чертеже.
Диаметр вала и диаметр отверстия корпуса следует измерять в нескольких точках, как показано на рис. 15-1 и 15-2 .
Рис. 15-1 Точки измерения на диаметре вала
Рис. 15-2 Точки измерения диаметра отверстия корпуса
Кроме того, необходимо проверить радиус скругления вала и корпуса, а также перпендикулярность заплечиков.
При использовании вала и корпуса, прошедших проверку, рекомендуется нанести машинное масло на каждую посадочную поверхность непосредственно перед установкой.
15-3-2 Опора подшипника
Порядок монтажа зависит от типа и условий установки подшипников.
Для подшипников общего назначения, в которых вал вращается, внутренние кольца применяются с натягом, а с наружными кольцами — с зазором.
Для подшипников с вращающимися наружными кольцами наружные кольца применяются с натягом.
Интерференционная арматура примерно классифицируется, как показано здесь. Подробные процессы монтажа описаны в таблицах с 15-1 по 15-3.
«Таблица 15-1 Прессовая посадка подшипников с цилиндрическими отверстиями»
«Таблица 15-2 Термоусадка подшипников с цилиндрическими отверстиями»
«Таблица 15-3 Монтаж подшипников с коническими отверстиями»
«Таблица 15-4 Монтаж сферических роликов с коническими отверстиями подшипники «
ReferenceForce необходимо для запрессовки или снятия подшипников.
Усилие, необходимое для запрессовки или снятия внутренних колец подшипников, различается в зависимости от отделки валов и степени натяга, допускаемого подшипниками.
Стандартные значения могут быть получены с помощью следующих уравнений.
В уравнениях (15-1) и (15-2) ,
Значение коэффициента сопротивления ƒ
k| Условия | ƒ k |
|---|---|
| 4 |
| 6 |
| 5.5 |
| 4,5 |
| 10 |
| 11 |
Таблица 15-1 Запрессовка подшипников с цилиндрическими отверстиями
Таблица 15-2 Термоусадка подшипников с цилиндрическим отверстием
| Термоусадка | Описания |
|---|---|
(а) Нагрев в масляной ванне (б) Индукционный нагреватель |
[Примечания]
|
Рис. 15-3 Температура нагрева и расширение внутренних колец
[Примечания]
- Толстые сплошные линии показывают максимальное значение натяга между подшипниками (класс 0) и валами (r6, p6, n6, m5, k5, j5) при нормальной температуре.
- Следовательно, температура нагрева должна быть выбрана так, чтобы получить большее «расширение диаметра отверстия», чем максимальные значения натяга.
(При установке подшипников класса 0 с диаметром отверстия 90 мм на валы m5, этот рисунок показывает, что температура нагрева должна быть на 40 ℃ выше, чем комнатная температура, чтобы обеспечить расширение, превышающее максимальное значение натяга 48 мкм. Следует учитывать, что температура должна быть на 20–30 ℃ выше, чем первоначально требуемая температура.)
Таблица 15-3 Монтаж подшипников с коническим отверстием
| Способы крепления | Описания |
|---|---|
(a) Монтаж на конических валах (b) Монтаж с использованием закрепительной втулки (c) Монтаж с использованием стяжной втулки (d) Измерительные зазоры |
Фиксирующий подшипник с помощью зажима
Уменьшение зазора можно измерить толщиномером. Сначала стабилизируйте ролик в правильном положении, а затем вставьте датчик в пространство между роликами и внешним кольцом. Следите за тем, чтобы зазор между обоими рядами роликов и наружными кольцами был примерно одинаковым ( e ≒ e ‘).Поскольку зазор может отличаться в разных точках измерения, производите измерения в нескольких точках.
|
Таблица 15-4 Монтаж сферических роликоподшипников с коническим отверстием
| Условный диаметр отверстия d мм | Уменьшение радиального внутреннего зазора мкм | Осевое смещение, мм | Минимальный требуемый остаточный зазор, мкм | |||||||
|---|---|---|---|---|---|---|---|---|---|---|
| конус 1/12 | конус 1/30 | C N зазор | C 3 зазор | C 4 зазор | ||||||
| более | до | мин. | макс. | мин. | макс. | мин. | макс. | |||
| 24 | 30 | 15 | 20 | 0,27 | 0,35 | – | – | 10 | 20 | 35 |
| 30 | 40 | 20 | 25 | 0,32 | 0,4 | – | – | 15 | 25 | 40 |
| 40 | 50 | 25 | 35 | 0.4 | 0,5 | – | – | 20 | 30 | 45 |
| 50 | 65 | 30 | 40 | 0,45 | 0,6 | – | – | 25 | 35 | 55 |
| 65 | 80 | 35 | 50 | 0,55 | 0,75 | – | – | 35 | 40 | 70 |
| 80 | 100 | 40 | 55 | 0.65 | 0,85 | – | – | 40 | 50 | 85 |
| 100 | 120 | 55 | 70 | 0,85 | 1,05 | 2,15 | 2,65 | 45 | 65 | 100 |
| 120 | 140 | 65 | 90 | 1,0 | 1,2 | 2,5 | 3,0 | 55 | 80 | 110 |
| 140 | 160 | 75 | 100 | 1.1 | 1,35 | 2,75 | 3,4 | 55 | 90 | 130 |
| 160 | 180 | 80 | 110 | 1,2 | 1,5 | 3,0 | 3,8 | 60 | 100 | 150 |
| 180 | 200 | 90 | 120 | 1,4 | 1,7 | 3,5 | 4,3 | 70 | 110 | 170 |
| 200 | 225 | 100 | 130 | 1.55 | 1,85 | 3,85 | 4,6 | 80 | 120 | 190 |
| 225 | 250 | 110 | 140 | 1,7 | 2,05 | 4,25 | 5,1 | 90 | 130 | 210 |
| 250 | 280 | 120 | 160 | 1,8 | 2,3 | 4,5 | 5,75 | 100 | 140 | 230 |
| 280 | 315 | 130 | 180 | 2.0 | 2,5 | 5,0 | 6,25 | 110 | 150 | 250 |
| 315 | 355 | 150 | 200 | 2,3 | 2,8 | 5,75 | 7,0 | 120 | 170 | 270 |
| 355 | 400 | 170 | 220 | 2,5 | 3,1 | 6,25 | 7,75 | 130 | 190 | 300 |
| 400 | 450 | 190 | 240 | 2.8 | 3,4 | 7,0 | 8,5 | 140 | 210 | 330 |
| 450 | 500 | 210 | 270 | 3,1 | 3,8 | 7,75 | 9,5 | 160 | 230 | 360 |
| 500 | 560 | 240 | 310 | 3,5 | 4,3 | 8,75 | 10,8 | 170 | 260 | 370 |
| 560 | 630 | 260 | 350 | 3.9 | 4,8 | 9,75 | 12,0 | 200 | 300 | 410 |
| 630 | 710 | 300 | 390 | 4,3 | 5,3 | 10,8 | 13,3 | 210 | 320 | 460 |
| 710 | 800 | 340 | 430 | 4,8 | 6,0 | 12,0 | 15,0 | 230 | 370 | 530 |
| 800 | 900 | 370 | 500 | 5.3 | 6,7 | 13,3 | 16,8 | 270 | 410 | 570 |
| 900 | 1000 | 410 | 550 | 5,9 | 7,4 | 14,8 | 18,5 | 300 | 450 | 640 |
[Примечание]
Вышеуказанные значения уменьшения радиального внутреннего зазора являются значениями, полученными при установке подшипников с зазором CN на сплошных валах.При установке подшипников с зазором C3 максимальное значение, указанное выше, следует принимать за стандартное.
% PDF-1.5 % 46 0 объект > эндобдж xref 46 79 0000000016 00000 н. 0000002324 00000 н. 0000002464 00000 н. 0000002498 00000 н. 0000003677 00000 н. 0000003765 00000 н. 0000003901 00000 н. 0000004039 00000 н. 0000004177 00000 н. 0000004315 00000 н. 0000004451 00000 п. 0000004589 00000 н. 0000004727 00000 н. 0000004864 00000 н. 0000005002 00000 н. 0000005139 00000 п. 0000005629 00000 н. 0000006209 00000 н. 0000006565 00000 н. 0000007213 00000 н. 0000007469 00000 н. 0000007899 00000 н. 0000008556 00000 н. 0000008591 00000 н. 0000009170 00000 н. 0000009281 00000 п. 0000009394 00000 п. 0000009480 00000 п. 0000009862 00000 н. 0000010331 00000 п. 0000010687 00000 п. 0000011133 00000 п. 0000011698 00000 п. 0000012021 00000 п. 0000012738 00000 п. 0000013494 00000 п. 0000014160 00000 п. 0000014618 00000 п. 0000014989 00000 п. 0000015475 00000 п. 0000016106 00000 п. 0000016806 00000 п. 0000017426 00000 п. 0000018072 00000 п. 0000023537 00000 п. 0000023824 00000 п. 0000024377 00000 п. 0000027025 00000 п. 0000028519 00000 п. 0000034157 00000 п. 0000037159 00000 п. 0000041885 00000 п. 0000078169 00000 п. 0000078206 00000 п. 0000081166 00000 п. 0000081290 00000 н. 0000082277 00000 п. 0000082576 00000 п. 0000082914 00000 п. 0000085962 00000 п. 0000086336 00000 п. 0000086787 00000 п. 0000086861 00000 п. 0000087044 00000 п. 0000089283 00000 п. 0000101535 00000 н. 0000103774 00000 н. 0000115857 00000 н. 0000115936 00000 н. 0000116033 00000 н. 0000116132 00000 н. 0000116230 00000 н. 0000116328 00000 н. 0000116425 00000 н. 0000116522 00000 н. 0000116619 00000 п. 0000116716 00000 н. 0000116813 00000 н. 0000001876 00000 н. трейлер ] / Назад 227796 >> startxref 0 %% EOF 124 0 объект > поток hb«e« Ȁ
2.Монтаж | Техническое обслуживание | Услуги
Способ установки подшипников качения сильно влияет на их точность, срок службы и производительность, поэтому их установка заслуживает особого внимания. Их характеристики следует сначала тщательно изучить, а затем правильно смонтировать. Рекомендуется, чтобы процедуры обращения с подшипниками были полностью исследованы инженерами-проектировщиками и чтобы стандарты были установлены в отношении следующих элементов:
- Очистка подшипников и связанных с ними деталей.
- Проверка размеров и отделки связанных деталей.
- Крепление
- Осмотр после монтажа.
- Поставка смазочных материалов.
Подшипники следует распаковывать только непосредственно перед установкой. При использовании обычной консистентной смазки смазку следует набивать в подшипники без предварительной очистки. Даже в случае обычной масляной смазки чистка подшипников не требуется.Однако подшипники для инструментов или для работы на высоких скоростях необходимо сначала очистить чистым фильтрованным маслом, чтобы удалить антикоррозийный агент.
После очистки подшипников фильтрованным маслом их следует защитить от коррозии. Подшипники с предварительной смазкой следует использовать без очистки. Способы крепления подшипников зависят от типа подшипника и типа посадки. Поскольку подшипники обычно используются на вращающихся валах, внутренние кольца требуют плотной посадки. Подшипники с цилиндрическими отверстиями обычно устанавливаются путем запрессовки их на валы (запрессовка) или нагрева до увеличения диаметра (горячая посадка).Подшипники с коническим отверстием можно устанавливать непосредственно на конические валы или цилиндрические валы с помощью конических втулок.
Подшипники обычно устанавливаются в корпуса с неплотной посадкой. Однако в случаях, когда внешнее кольцо имеет посадку с натягом, можно использовать пресс. Подшипники можно установить с натягом, охладив их перед установкой с помощью сухого льда. В этом случае подшипник необходимо обработать для предотвращения ржавчины, поскольку на его поверхности конденсируется влага из воздуха.
Монтаж подшипников с цилиндрическими отверстиями
Прессовая посадка
Фитинг с прессом широко применяется для малых подшипников.Монтажный инструмент помещается на внутреннее кольцо, как показано на рис. 1, и подшипник медленно прижимается к валу с помощью пресса до тех пор, пока сторона внутреннего кольца не коснется заплечика вала. Монтажный инструмент нельзя класть на внешнее кольцо при прессовой установке, так как это может привести к повреждению подшипника. Перед установкой рекомендуется нанести масло на установленную поверхность вала для плавной установки. Метод монтажа с использованием молотка следует использовать только для небольших шарикоподшипников с минимальной плотностью посадки и при отсутствии пресса.В случае плотной посадки с натягом или для средних и крупных подшипников этот метод не следует использовать. Каждый раз, когда используется молоток, монтажный инструмент должен быть помещен на внутреннее кольцо.
Когда и внутреннее, и внешнее кольца неразъемных подшипников, таких как радиальные шарикоподшипники, требуют плотной посадки, на оба кольца помещается монтажный инструмент, как показано на рис.2, и оба кольца устанавливаются одновременно с помощью винтового или гидравлического пресса. Поскольку внешнее кольцо самоустанавливающихся шарикоподшипников может отклоняться, для их установки всегда следует использовать монтажный инструмент, такой как показанный на рис. 2.
В случае разъемных подшипников, таких как цилиндрические роликоподшипники и конические роликоподшипники, внутреннее и внешнее кольца могут быть установлены отдельно. Сборка внутреннего и внешнего колец, которые ранее были установлены отдельно, должна выполняться аккуратно, чтобы правильно совместить внутреннее и внешнее кольца.Неосторожная или принудительная сборка может привести к появлению царапин на контактных поверхностях качения.
Термоусадочные фитинги
Поскольку для запрессовки больших подшипников требуется большое усилие, широко используется горячая посадка. Подшипники сначала нагреваются в масле для их расширения перед установкой. Этот метод предотвращает приложение чрезмерного усилия к подшипникам и позволяет быстро установить их.
Расширение внутреннего кольца при различных перепадах температур и размерах подшипников показано на рис. 3.
Меры предосторожности при выполнении горячей посадки следующие:
(a) Не нагревайте подшипники выше 120 ℃.
(b) Поместите подшипники на проволочную сетку или подвесьте их в масляном баке, чтобы они не касались дна бака напрямую.
(c) Нагрейте подшипники до температуры на 20–30 ℃ выше минимальной температуры, необходимой для монтажа, без помех, поскольку внутреннее кольцо немного остынет во время монтажа.
(d) После установки подшипники усадятся как в осевом, так и в радиальном направлении при охлаждении. Поэтому плотно прижмите подшипник к заплечику вала, используя методы определения местоположения, чтобы избежать зазора между подшипником и заплечиком.
Индукционные нагреватели подшипников NSK
Помимо нагрева в масле, широко используются нагреватели подшипников NSK, в которых для нагрева подшипников используется электромагнитная индукция.
В нагревателях подшипников NSK электричество (переменный ток) в катушке создает магнитное поле, которое индуцирует ток внутри подшипника, который выделяет тепло. Следовательно, без использования пламени или масла возможен равномерный нагрев за короткое время, что делает посадку подшипников эффективной и чистой.
В случае относительно частого монтажа и демонтажа, например, цилиндрических роликоподшипников для шейки валков прокатных станов и железнодорожных коромысел, следует использовать индукционный нагрев для монтажа и демонтажа внутренних колец.
Монтаж подшипников с коническим отверстием
Подшипники с коническим отверстием устанавливаются непосредственно на конические валы или на цилиндрические валы с переходниками или стяжными втулками (рис. 4 и 5). Большие сферические роликоподшипники часто устанавливаются с использованием гидравлического давления. На рис. 6 показана опора подшипника с использованием втулки и гидравлической гайки. На рис. 7 показан другой способ крепления. Во втулке просверлены отверстия, которые используются для подачи масла под давлением к гнезду подшипника.Поскольку подшипник расширяется в радиальном направлении, втулка вставляется в осевом направлении с помощью регулировочных болтов.
Сферические роликоподшипникиследует устанавливать, проверяя уменьшение радиального зазора и обращая внимание на величину вдавливания, указанную в таблице 1. Радиальный зазор следует измерять с помощью калибратора зазора. При этом измерении, как показано на рис. 8, зазор для обоих рядов роликов должен измеряться одновременно, и эти два значения должны оставаться примерно одинаковыми, регулируя относительное положение внешнего и внутреннего колец.
Когда на валу установлен большой подшипник, внешнее кольцо может деформироваться в овальную форму под действием собственного веса. Если зазор измеряется в самой нижней части деформированного подшипника, измеренное значение может быть больше истинного. Если таким образом получен неправильный радиальный внутренний зазор и используются значения в таблице 1, то посадка с натягом может стать слишком тугой, а истинный остаточный зазор может стать слишком маленьким. В этом случае, как показано на рис.9, можно использовать половину общего зазора в точках и b (которые находятся на горизонтальной линии, проходящей через центр подшипника) и c (которая находится в самом нижнем положении подшипника). как остаточный зазор.
При установке самоустанавливающегося шарикоподшипника на вал с адаптером убедитесь, что остаточный зазор не становится слишком маленьким. Должен быть обеспечен достаточный зазор для легкого выравнивания наружного кольца.
Таблица 1 — Монтаж сферических роликоподшипников с коническим отверстием
Замечания
Значения уменьшения радиального внутреннего зазора указаны для подшипников с зазором CN.
Для подшипника с зазором C3 следует использовать указанные максимальные значения для уменьшения радиального внутреннего зазора.
Процедуры установки конических роликоподшипников на концах колес
Пост-навигация
Процедуры и советы по установке конических роликоподшипников на концах колес
При установке конических роликоподшипников:
(ВСЕГДА обращайтесь к техническим характеристикам автомобиля и продукции и следуйте им)
- Чрезмерная затяжка регулировочной гайки может сократить срок службы подшипника
- Недостаточная затяжка регулировочной гайки может привести к чрезмерному осевому люфту
- Для однорядных конических роликоподшипников всегда устанавливайте ее напротив другого подшипника того же типа
Советы по установке конических роликоподшипников на концах колеса:
- Перед установкой новых подшипников обязательно осмотрите вал и корпус подшипника, чтобы убедиться, что монтажные поверхности чистые, на них нет заусенцев, грязи и другого мусора.Наличие мусора на опорных поверхностях подшипника может привести к неправильной посадке подшипника, что отрицательно скажется на сроке службы подшипника.
- Однорядные конические роликоподшипники имеют разъемную конструкцию, то есть внутреннее и внешнее кольца могут быть разделены и установлены. Установка компонентов по отдельности может упростить сборку.
- Прижимные поверхности — Нажмите на подшипник (внутреннее кольцо), чтобы установить его на вал. Нажмите на кольцо (внешнее кольцо), чтобы установить его внутри корпуса (см. Рисунок 1). Приложив крепежное усилие к подшипнику / дорожке во время установки, убедитесь, что оно равномерно распределено и находится под прямым углом к валу или корпусу.Всегда используйте подходящие инструменты для установки подшипников / обоймы. Никогда не ударяйте напрямую по подшипнику или дорожке, так как это может привести к необратимым повреждениям.
- Смазка — Всегда обеспечивайте надлежащую смазку подшипников. Смазку следует выбирать в зависимости от условий эксплуатации подшипника, включая температуру, давление, скорость и наличие воды, влаги или других загрязняющих веществ. Недостаточная / неправильная смазка может привести к выходу подшипника из строя.
- Однорядные конические роликоподшипники, как правило, устанавливаются попарно, так что осевые нагрузки в любом направлении могут восприниматься.Рекомендуется заменять оба подшипника в противоположной паре одновременно.
- Всегда соблюдайте процедуры регулировки подшипников, указанные производителем. Чрезмерное затягивание приводит к чрезмерному предварительному натягу и может вызвать преждевременный выход из строя. Недостаточная затяжка приводит к чрезмерному осевому люфту, что сокращает срок службы подшипников.
- Всегда держите подшипник закрытым (или в оригинальной упаковке), пока не будете готовы его установить. Подшипники могут быть загрязнены грязью или другим мусором, что может привести к повреждению поверхностей качения, появлению шума и сокращению срока службы подшипников.
Важное примечание:
Чтобы обеспечить надлежащую предварительную нагрузку на подшипник, гайка оси ДОЛЖНА быть затянута в соответствии со спецификациями производителя оригинального транспортного средства. Несоблюдение конкретных требований к крутящему моменту может привести к преждевременному выходу подшипника из строя.
404 от Boca Bearings :: Специалисты по керамическим подшипникам
Попробуйте выполнить поиск, используя поле выше, или щелкните здесь, чтобы просмотреть популярные поисковые запросы.
Керамические гибридные и цельнокерамические подшипники
Компания Boca Bearing Company специализируется на технологии керамических подшипников.Керамические гибридные подшипники имеют стальные обоймы и керамические шарики. Цельнокерамические подшипники имеют дорожки и шарики, которые полностью изготовлены из керамического материала и во многих отношениях превосходят обычные стальные подшипники. Подробнее »
Промышленные подшипники по типу подшипников
Компания Boca Bearings имеет более 7000 наименований товаров и отгружает 99% всех заказов менее чем за 24 часа.Мы предлагаем широкий выбор типов подшипников, таких как радиально-упорные подшипники, подшипники с глубокими канавками, упорные подшипники, шарики и многое другое. Boca Bearings никогда не имеет минимального заказа и является вашим универсальным магазином от прототипа до производства. Подробнее »
Рекреационные подшипники по заявке
Вы ищете послепродажные подшипники для вашей рыболовной катушки, радиоуправляемого автомобиля, велосипеда или другого оборудования для отдыха? Boca Bearings является лидером индустрии подшипников для отдыха с 1987 года.Мы предлагаем широкий ассортимент подшипников на любой бюджет, от подшипников Econo Power за 99 центов до подшипников Full Ceramic Lightning. Подробнее »
Смазочные материалы, инструменты и многое другое
Boca Bearings предлагает промышленные смазочные материалы, такие как Kyodo Yushi, Sprayon, Krytox и другие.Мы также предлагаем полную линейку смазочных материалов потребительского класса с нашей линией консистентных смазок, масел и очистителей Lightning Lube. Компания Boca Bearing Company также предлагает линейку многофункциональных инструментов, плоскогубцев, установщиков подшипников для велосипедов и других инструментов. Подробнее »
Установка радиальных подшипников — GMN Bearing USA
Для достижения наилучших эксплуатационных характеристик подшипников установка должна выполняться очень осторожно в сверхчистых условиях.
Ошибки при установке шарикоподшипников могут поставить под угрозу лучшую конструкцию и привести к высоким затратам на ремонт и техническое обслуживание. Дадим несколько советов по правильной установке подшипников:
В рабочей зоне не должно быть пыли с низкой влажностью, сжатый воздух и механическая обработка не допускаются.
Распаковывать подшипники только непосредственно перед установкой. Если требуется смазка, ее следует нанести в это время с помощью шприца. Не пользуйтесь пальцами или шпателем.
Рекомендуется использовать шприц для впрыскивания смазки между шариками в область шарика / дорожки качения.Почти все стандартные смазки совместимы с нашими антикоррозийными средствами, поэтому в большинстве случаев нет необходимости мыть подшипники перед смазкой.
Исключение составляют только специальные смазки на основе силиконовых или фторуглеродных масел или загустителей из ПТФЭ. Они требуют чистой, свободной от масла поверхности, чтобы обеспечить хорошее прилипание смазки.
Никогда не очищайте подшипники в ультразвуковых устройствах. Медленно перемещая подшипники, дайте антикоррозийному составу раствориться в бензиновой ванне.
Рекомендуется использовать фильтрованный очищающий бензин марки 100/140 (макс.фильтр 0,45 мкм). Сушка подшипников должна происходить под пылезащитным чехлом. Никогда не сушите подшипники сжатым воздухом из-за пыли и влаги из окружающей среды!
Наконец, готовые к установке подшипники можно установить соответствующими средствами. Крайне важно избегать перекоса подшипников в седлах и чтобы монтажные нагрузки никогда не передавались через шарики.
Правильная установка показана на следующих рисунках:
Красные линии показывают силовую линию при вдавливании подшипников в гнезда.На рисунке справа показаны установочные силы, проходящие через шары. Это приводит к появлению вмятин на дорожках качения, поэтому подшипники работают с шумом и срок их службы сокращается.
На этом эскизе показан правильный монтаж подшипника с плотной посадкой на валу. Установочные усилия передаются только через внутреннее кольцо, шарики и дорожки остаются свободными и неповрежденными.
В очень немногих случаях требуется плотная посадка на обоих гнездах подшипников. В этом случае подшипник можно установить, одновременно нажав на оба кольца.В результате шарики и дорожки качения остаются неповрежденными.
Начало работы
Смазка маслом
В целом не существует конкретных спецификаций обкатки подшипников с масляной смазкой, тем не менее, это оказалось выгодным, когда
Смазка- доступна перед запуском. Учитывайте длину подающих трубок, чтобы избежать недостаточной смазки,
- при выполнении короткой процедуры обкатки, чтобы подшипники сели в свои гнезда.
Консистентная смазка
Консистентная смазка требует приработки подшипников. Даже при нанесении на подшипник уменьшенного количества смазки некоторое количество избыточной смазки вызывает дополнительное трение. Сплошная смазочная пленка должна покрывать все контактные поверхности.
GMN рекомендует следующую процедуру для большинства приложений:
- Последовательность запуска при 10% рабочей скорости с последующей остановкой для охлаждения подшипников до температуры окружающей среды.
- Последовательность распределения при 50% рабочей скорости, когда фактическая рабочая температура немного превышает конечную рабочую температуру. Когда температура достигает максимума, установка останавливается, чтобы снова остыть до температуры окружающей среды. Последовательность испытаний: сначала работайте на номинальной скорости. Если заданная рабочая температура превышена, последовательность распределения следует повторить.
- Длина и количество последовательностей зависят от конкретных свойств приложения. Резервуары для смазки, ограниченное пространство, рабочая скорость и окружающая среда сильно влияют на распределение смазки.
Как долго и как часто эта процедура должна повторяться, зависит от свойств приложения. Чтобы оптимизировать процесс обкатки для вашего конкретного приложения, свяжитесь с нашими инженерами на месте.
.