инженер поможет — Станок для притирки клапанов
Двигатель играет очень важную роль и выполняет самые важные функции. Он является и двигателем и одновременно одним из звеньев газораспределительного механизма.
В двигателе, как правило, есть клапанная группа, которая включает в себя такие основные составляющие как седло, пружины, направляющие втулки, и различные механизмы крепления. Все эти составляющие работают в очень тяжелых условиях связанных с колоссальными механическими и тепловыми нагрузками. Такие детали как седло и клапан, воспринимают наибольшее воздействие различных типов ударных и тепловых нагрузок, и в тоже время возникают проблемы связанные с недостатком смазки, возникающие при высоких скоростях работы, это вызывает большой износ.
При производстве к клапанной группе предъявляют очень серьезные технические условия, такие как: большое сопротивление ударным нагрузкам, сопротивление механическим нагрузкам, высокая коррозионостойкость, хорошая и эффективная теплоотдача клапанов, способность противодействовать высоким температурам, герметичность при работе клапана совместно с седлом, и в тоже время, небольшой вес клапанной группы и высокий коэффициент обтекаемости, при выходе рабочей жидкости или газа из камеры где происходит сгорание.
Назначение и особенности устройства.
Клапана играют главную роль в двигателе и служат для того чтобы открывать и закрывать отверстия в головках блока цилиндра, для того что бы впрыскивать рабочую смесь в рабочую полость или наоборот для выпуска уже отработанных газов. Переводы от стержня к головкам необходимы для плавного отвода отработанного газа, чем он плавнее, тем лучше будет наполнение и отчистка камеры сгорания. В процессе работы головки клапанов подвергаются высоким температурам до 800-950 градусов. На бензиновых двигателях температура двигателей может достигать 500-700 градусов, а на дизельных нагрев может достигать 300°С.
В связи с этим при изготовление клапанов используют материалы и сплавы, которые обладают высокими жаропрочными свойствами и содержат большое количество различных присадок и легирующих элементов. Клапана состоят из двух основных частей: стержень, как правило, изготовленный из углеродистой стали, и головка из жаропрочного материала. В процессе изготовления двигателей внутреннего сгорания эти две части сваривают и шлифуют. Так же клапан в том месте, где происходит контакт с цилиндром, покрывают специальным покрытием, это покрытые позволяет избежать коррозии.
В процессе изготовления двигателей внутреннего сгорания эти две части сваривают и шлифуют. Так же клапан в том месте, где происходит контакт с цилиндром, покрывают специальным покрытием, это покрытые позволяет избежать коррозии.
Исходя из всего выше перечисленного, можно сделать вывод, что изготовление клапанов является весьма дорогостоящей операцией, требующей высококвалифицированных специалистов, качественные материалы, и высокоточное оборудование.
Притирка клапанов относится к абразивной обработке и используется на авторемонтных предприятиях. Станки для притирки клапанов имеют следующие конструктивные особенности: имеется рама на которой располагается блок для того что бы прижимать клапана, а так же механизм с возвратно-вращательным и осевым перемещением. Так же в конструкции для прижима блоков есть механизм при помощи которого регулируется высота в зависимости от того какую конструкцию имеет головка клапана, а так же высота устанавливаемой головки блока. Вышеуказанные приспособления для регулировки имеют следующий вид, это шток и гайки которые опираются на торец втулки с резьбовым концом, на котором находится гайка. Гайка в свою очередь вступает в контакт с торцом планки, сконструированной на откидной рамке. Последняя связана со штангой, имеющей гайку и шарнирное соединение с рамкой станка.
Вышеуказанные приспособления для регулировки имеют следующий вид, это шток и гайки которые опираются на торец втулки с резьбовым концом, на котором находится гайка. Гайка в свою очередь вступает в контакт с торцом планки, сконструированной на откидной рамке. Последняя связана со штангой, имеющей гайку и шарнирное соединение с рамкой станка.
Несущая планка с расположенными в ней механизмом прижима клапанов в виде подпружиненных толкателей, размещенных во втулках, отличающийся тем, что станок снабжен шарнирно связанными с рамой штангами с регулировочными гайками. Они предназначены для взаимодействия с противоположной стороной откидной рамки, а на концах толкателей и втулок механизмов прижима выполнена резьба, предназначенная для взаимодействия с введенными в них гайками, установленными с возможностью контакта с торцами соответственно втулок и планки.
В России такие специальные станки и приспособления для ремонта головок блока и притирки клапанов покупают в основном, как правило, крупные и продвинутые фирмы, автопредприятия, для которых проведение высококачественных работ является главной и приоритетной задачей в их сфере деятельности. Как правило, такие организации покупают сразу весь комплекс необходимого оборудования для ремонта головок, блоков, клапанов.
Как правило, такие организации покупают сразу весь комплекс необходимого оборудования для ремонта головок, блоков, клапанов.
В этот комплекс входят станки для шлифовки клапанов, станки для обработки различных типов седел, испытательные стенды, мерительные приспособления. Это позволяет предприятиям организовать полный, цикл изготовления, ремонта, обслуживания, а так же испытания блоков.
На сегодняшний день в России насчитывается более 105 станков жестокого типа, и как минимум 30 компаний, в двадцати городах России. Такой большой популярностью станки жесткого типа пользуются не только в России, но и за рубежом, так как они зарекомендовали себя как оборудование с высокой точностью обработки.
Выбор Технических Характеристик станка
На сегодняшний день существует необходимость в применении специализированного оборудования для ремонта и притирки клапанов блоков цилиндров. Это обусловлено и диктуется с одной стороны, очень высокими требованиями к точности обработки и позиционирования элементов, выполнение которых на универсальном оборудовании не представляется возможным, а так же другой причиной является то, что станки данного типа в отечественной промышлености не выпускались.
Например, большинство станков шарнирно-байонетного типа не позволяют выполнить высококачественную обработку, с соблюдением необходимых размеров, как седел, так и клапанов. Это связанно в первую очередь с малой жесткостью режущей системы, особенно при ремонте седел, клапанов и блоков в современных легковых и грузовых автомобилей.
Из-за указанных выше недостатков большее предпочтение у ремонтников и производителей автотехники отдается станкам с жестким шпинделем, именно поэтому они пользуются большой популярностью. К жесткому типу относится оборудование для ремонта блоков цилиндров и притирки клапанов фирмы UNIGRIND. Оно предназначено для проведения остановочных и капитальных ремонтов. Так же популярны и используются станки для обработки плоскостей головок и блоков цилиндров марки DALCAN Machines Denmark.
Основным отличием и преимуществом данного оборудования является жесткое крепление резца, а так же пилота к шпинделю станка, что к примеру в станках шарнирно-байонетного типа не используется, так как у них между резцом и пилотом установлен шарнир. Вот почему именно оборудование жесткого типа работает сегодня на ведущих заводах по производству автомобилей марки: BMW, CATERPILLAR, DAF, FORD, GENERAL MOTORS, LAMBORGINI, FERRARI и тому подобное, а также применяется в фирмах, которые занимаются профессиональным тюнингом автомашин, так же в ремонтных мастерских и автосервисах всех стран мира. Так же у оборудования с жестким шпинделем скорость обработки блоков, седел и клапанов, значительно выше, чем у других аналогичных станков. Пока один станок с ЧПУ еще только работает с одним седлом, пытаясь точить своим точечным резцом заданный программой профиль седла, простой станок с жестким шпинделем успевает сделать профильным резцом почти весь ряд седел в головке.
Оборудование DALCAN Machines Denmark.
Широкая линия высокоточных станков для шлифования и фрезерования плоских поверхностей блоков, головок блока цилиндров и других деталей с максимальной длиной обработки до 2000 мм. Окраска в красный цвет, но возможен и любой другой цвет по выбору заказчика.
Отличительные особенности станков VSG
-
Гидравлическая подача стола с переменной скоростью.
-
Шпиндель на регулируемых роликоподшипниках.
-
Передача от двигателя на шпиндель специальным ремнем.
-
Отдельная охлаждающаяся установка с резервуаром и фильтрацией.
-
Сегментированный круг с 8-12 сегментами для обработки стальных, чугунных и алюминиевых деталей.
-
Приспособление для фрезеровки с резцами.
-
Главное устройство управления подачей.

-
Комплектная гидравлическая система станка.
-
Электрическая система 24 В
-
Система охлаждения с резервуаром охлаждающей жидкости и электронасосом
-
Комплект брызговиков
-
Параллели высотой 135 мм с болтами
-
Т-болты с гайками и шайбами
-
Сегментированный круг 350 мм с 8 абразивными брусками
-
Зажимы для блоков
-
Зажимы для головок блока
-
Оправка для балансировки круга
-
Устройство для правки круга
-
Держатель для фрезерования с резцом 16 мм
-
Набор гаечных ключей
-
Руководство по эксплуатации
-
Прижим для блоков цилиндров
-
Универсальное приспособление для зажима головок блока
-
Приспособление для зажима головок блока
-
Устройство для зажима головок блока
-
Балансировочный стенд для кругов
-
Комплект для шлифования маховиков и корзин сцепления с оснасткой
-
Сегментированный шлифовальный круг 400 мм
-
2 параллели 50 мм с болтами
-
Фиксирующий Т-болт
-
Комплект сегментов универсальные (8 шт.
 )
) -
Устройство для правки круга
-
Фрезерный резец 12 мм
Оборудование UNOGRIND
Краткий перечень поставляемого оборудования:
-
мобильные шлифовальные и притирочные станки;
-
стационарные шлифовальные и притирочные станки;
-
адаптеры и наклонные столы;
-
мобильные станки для обработки торцовых и фланцевых поверхностей;
-
инструмент для очистки резьбы;
-
испытательные стенды ;
-
мобильные мастерские;
-
абразивные материалы.
Использование специализированных и мобильных станков для ремонта, шлифовки и притирки клапанов, дает возможность и позволяет выполнить обработку различных типов уплотняющих поверхностей непосредственно на месте нахождения корпуса или двигателя, без его частичного или полного демонтажа.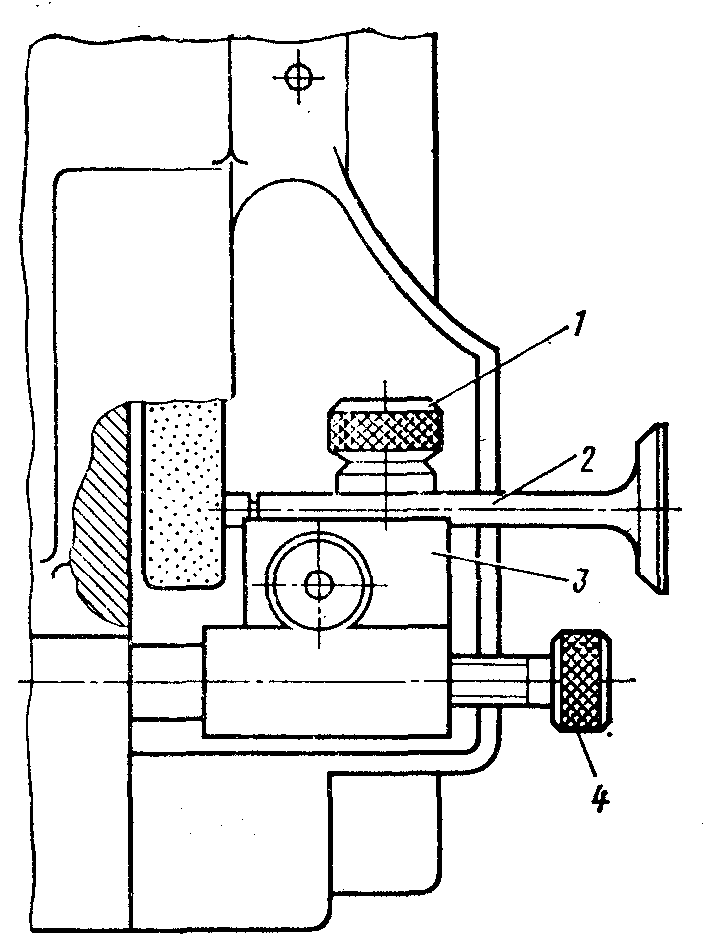 Это особенно важно и удобно при проведении текущих ремонтов, когда срок выполнения работ ограничен, а так же это экономически выгодно.
Это особенно важно и удобно при проведении текущих ремонтов, когда срок выполнения работ ограничен, а так же это экономически выгодно.
Преимущества, характеристики и возможности мобильных станков покрывают весь диапазон и спектр диаметров задвижек и клапанов различного типа. Большая производительность и удобство работы способствуют значительно сократить и уменьшить время на обработку каждой единицы продукции, а именно притирку клапанов и блоков, как следствие, сократить общее время текущего или капитального ремонта.
Станок для притирки клапанов
инженер поможет — Станок для притирки клапанов
Двигатель играет очень важную роль и выполняет самые важные функции. Он является и двигателем и одновременно одним из звеньев газораспределительного механизма.
В двигателе, как правило, есть клапанная группа, которая включает в себя такие основные составляющие как седло, пружины, направляющие втулки, и различные механизмы крепления. Все эти составляющие работают в очень тяжелых условиях связанных с колоссальными механическими и тепловыми нагрузками. Такие детали как седло и клапан, воспринимают наибольшее воздействие различных типов ударных и тепловых нагрузок, и в тоже время возникают проблемы связанные с недостатком смазки, возникающие при высоких скоростях работы, это вызывает большой износ.
Такие детали как седло и клапан, воспринимают наибольшее воздействие различных типов ударных и тепловых нагрузок, и в тоже время возникают проблемы связанные с недостатком смазки, возникающие при высоких скоростях работы, это вызывает большой износ.
При производстве к клапанной группе предъявляют очень серьезные технические условия, такие как: большое сопротивление ударным нагрузкам, сопротивление механическим нагрузкам, высокая коррозионостойкость, хорошая и эффективная теплоотдача клапанов, способность противодействовать высоким температурам, герметичность при работе клапана совместно с седлом, и в тоже время, небольшой вес клапанной группы и высокий коэффициент обтекаемости, при выходе рабочей жидкости или газа из камеры где происходит сгорание.
Назначение и особенности устройства.
Клапана играют главную роль в двигателе и служат для того чтобы открывать и закрывать отверстия в головках блока цилиндра, для того что бы впрыскивать рабочую смесь в рабочую полость или наоборот для выпуска уже отработанных газов. Переводы от стержня к головкам необходимы для плавного отвода отработанного газа, чем он плавнее, тем лучше будет наполнение и отчистка камеры сгорания. В процессе работы головки клапанов подвергаются высоким температурам до 800-950 градусов. На бензиновых двигателях температура двигателей может достигать 500-700 градусов, а на дизельных нагрев может достигать 300°С.
Переводы от стержня к головкам необходимы для плавного отвода отработанного газа, чем он плавнее, тем лучше будет наполнение и отчистка камеры сгорания. В процессе работы головки клапанов подвергаются высоким температурам до 800-950 градусов. На бензиновых двигателях температура двигателей может достигать 500-700 градусов, а на дизельных нагрев может достигать 300°С.
В связи с этим при изготовление клапанов используют материалы и сплавы, которые обладают высокими жаропрочными свойствами и содержат большое количество различных присадок и легирующих элементов. Клапана состоят из двух основных частей: стержень, как правило, изготовленный из углеродистой стали, и головка из жаропрочного материала. В процессе изготовления двигателей внутреннего сгорания эти две части сваривают и шлифуют. Так же клапан в том месте, где происходит контакт с цилиндром, покрывают специальным покрытием, это покрытые позволяет избежать коррозии.
Исходя из всего выше перечисленного, можно сделать вывод, что изготовление клапанов является весьма дорогостоящей операцией, требующей высококвалифицированных специалистов, качественные материалы, и высокоточное оборудование.
Притирка клапанов относится к абразивной обработке и используется на авторемонтных предприятиях. Станки для притирки клапанов имеют следующие конструктивные особенности: имеется рама на которой располагается блок для того что бы прижимать клапана, а так же механизм с возвратно-вращательным и осевым перемещением. Так же в конструкции для прижима блоков есть механизм при помощи которого регулируется высота в зависимости от того какую конструкцию имеет головка клапана, а так же высота устанавливаемой головки блока. Вышеуказанные приспособления для регулировки имеют следующий вид, это шток и гайки которые опираются на торец втулки с резьбовым концом, на котором находится гайка. Гайка в свою очередь вступает в контакт с торцом планки, сконструированной на откидной рамке. Последняя связана со штангой, имеющей гайку и шарнирное соединение с рамкой станка.
Несущая планка с расположенными в ней механизмом прижима клапанов в виде подпружиненных толкателей, размещенных во втулках, отличающийся тем, что станок снабжен шарнирно связанными с рамой штангами с регулировочными гайками. Они предназначены для взаимодействия с противоположной стороной откидной рамки, а на концах толкателей и втулок механизмов прижима выполнена резьба, предназначенная для взаимодействия с введенными в них гайками, установленными с возможностью контакта с торцами соответственно втулок и планки.
Они предназначены для взаимодействия с противоположной стороной откидной рамки, а на концах толкателей и втулок механизмов прижима выполнена резьба, предназначенная для взаимодействия с введенными в них гайками, установленными с возможностью контакта с торцами соответственно втулок и планки.
В России такие специальные станки и приспособления для ремонта головок блока и притирки клапанов покупают в основном, как правило, крупные и продвинутые фирмы, автопредприятия, для которых проведение высококачественных работ является главной и приоритетной задачей в их сфере деятельности. Как правило, такие организации покупают сразу весь комплекс необходимого оборудования для ремонта головок, блоков, клапанов.
В этот комплекс входят станки для шлифовки клапанов, станки для обработки различных типов седел, испытательные стенды, мерительные приспособления. Это позволяет предприятиям организовать полный, цикл изготовления, ремонта, обслуживания, а так же испытания блоков.
На сегодняшний день в России насчитывается более 105 станков жестокого типа, и как минимум 30 компаний, в двадцати городах России.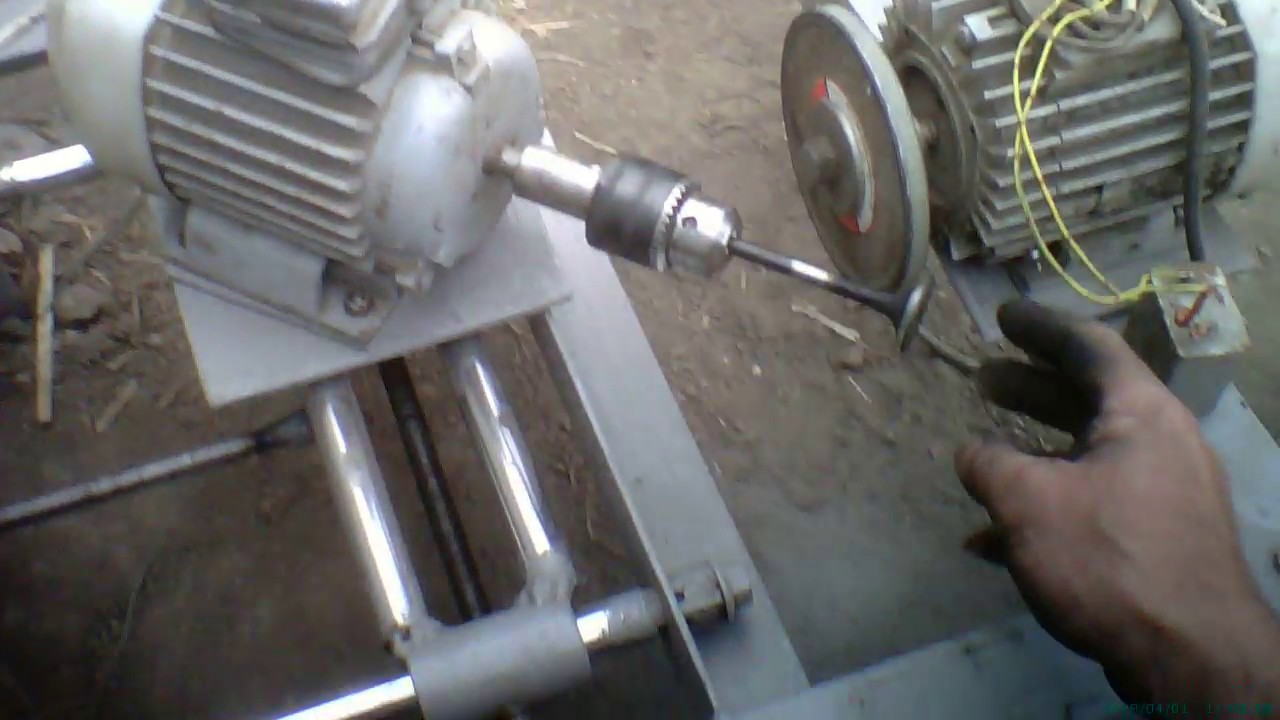 Такой большой популярностью станки жесткого типа пользуются не только в России, но и за рубежом, так как они зарекомендовали себя как оборудование с высокой точностью обработки.
Такой большой популярностью станки жесткого типа пользуются не только в России, но и за рубежом, так как они зарекомендовали себя как оборудование с высокой точностью обработки.
Выбор Технических Характеристик станка
На сегодняшний день существует необходимость в применении специализированного оборудования для ремонта и притирки клапанов блоков цилиндров. Это обусловлено и диктуется с одной стороны, очень высокими требованиями к точности обработки и позиционирования элементов, выполнение которых на универсальном оборудовании не представляется возможным, а так же другой причиной является то, что станки данного типа в отечественной промышлености не выпускались. Оборудование для притирки клапанов выпускается многими зарубежными фирмами, однако не все станки возможно использовать на практике и тем более на больших ремонтных предприятиях.
Например, большинство станков шарнирно-байонетного типа не позволяют выполнить высококачественную обработку, с соблюдением необходимых размеров, как седел, так и клапанов.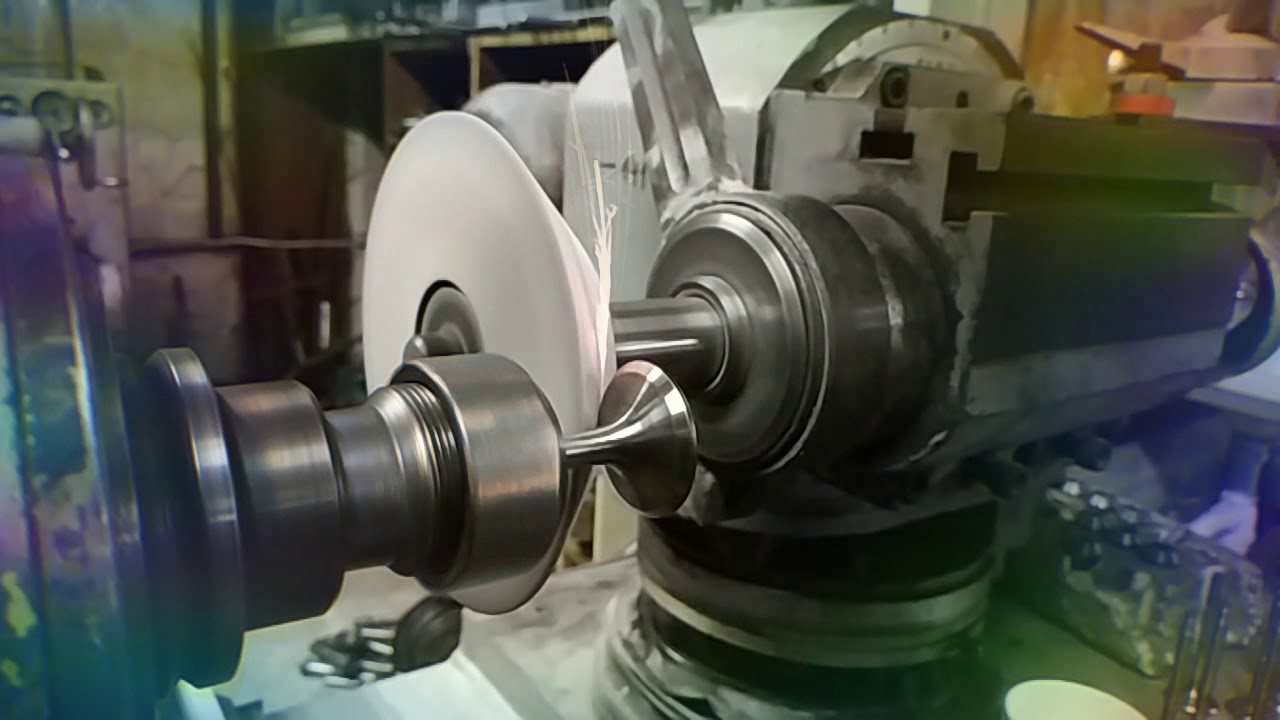 Это связанно в первую очередь с малой жесткостью режущей системы, особенно при ремонте седел, клапанов и блоков в современных легковых и грузовых автомобилей.
Это связанно в первую очередь с малой жесткостью режущей системы, особенно при ремонте седел, клапанов и блоков в современных легковых и грузовых автомобилей.
Из-за указанных выше недостатков большее предпочтение у ремонтников и производителей автотехники отдается станкам с жестким шпинделем, именно поэтому они пользуются большой популярностью. К жесткому типу относится оборудование для ремонта блоков цилиндров и притирки клапанов фирмы UNIGRIND. Оно предназначено для проведения остановочных и капитальных ремонтов. Так же популярны и используются станки для обработки плоскостей головок и блоков цилиндров марки DALCAN Machines Denmark.
Основным отличием и преимуществом данного оборудования является жесткое крепление резца, а так же пилота к шпинделю станка, что к примеру в станках шарнирно-байонетного типа не используется, так как у них между резцом и пилотом установлен шарнир. Вот почему именно оборудование жесткого типа работает сегодня на ведущих заводах по производству автомобилей марки: BMW, CATERPILLAR, DAF, FORD, GENERAL MOTORS, LAMBORGINI, FERRARI и тому подобное, а также применяется в фирмах, которые занимаются профессиональным тюнингом автомашин, так же в ремонтных мастерских и автосервисах всех стран мира. Так же у оборудования с жестким шпинделем скорость обработки блоков, седел и клапанов, значительно выше, чем у других аналогичных станков. Пока один станок с ЧПУ еще только работает с одним седлом, пытаясь точить своим точечным резцом заданный программой профиль седла, простой станок с жестким шпинделем успевает сделать профильным резцом почти весь ряд седел в головке.
Так же у оборудования с жестким шпинделем скорость обработки блоков, седел и клапанов, значительно выше, чем у других аналогичных станков. Пока один станок с ЧПУ еще только работает с одним седлом, пытаясь точить своим точечным резцом заданный программой профиль седла, простой станок с жестким шпинделем успевает сделать профильным резцом почти весь ряд седел в головке.
Оборудование DALCAN Machines Denmark.
Широкая линия высокоточных станков для шлифования и фрезерования плоских поверхностей блоков, головок блока цилиндров и других деталей с максимальной длиной обработки до 2000 мм. Окраска в красный цвет, но возможен и любой другой цвет по выбору заказчика.
Отличительные особенности станков VSG
Гидравлическая подача стола с переменной скоростью.
Шпиндель на регулируемых роликоподшипниках.
Передача от двигателя на шпиндель специальным ремнем.
Отдельная охлаждающаяся установка с резервуаром и фильтрацией.

Сегментированный круг с 8-12 сегментами для обработки стальных, чугунных и алюминиевых деталей.
Приспособление для фрезеровки с резцами.
Главное устройство управления подачей.
СТАНДАРТНАЯ КОМПЛЕКТАЦИЯ
Комплектная гидравлическая система станка.
Электрическая система 24 В
Система охлаждения с резервуаром охлаждающей жидкости и электронасосом
Комплект брызговиков
Параллели высотой 135 мм с болтами
Т-болты с гайками и шайбами
Сегментированный круг 350 мм с 8 абразивными брусками
Зажимы для блоков
Зажимы для головок блока
Оправка для балансировки круга
Устройство для правки круга
Держатель для фрезерования с резцом 16 мм
Набор гаечных ключей
Руководство по эксплуатации
Как притереть клапаны своими руками + видео работ в домашних условиях на ВАЗ
Автовладельцам за время длительной эксплуатации машины зачастую приходится сталкиваться с разными трудностями. Одной из них является притирка, или замена клапанов. Однако это один из этапов ремонта ГБЦ, который можно провести своими силами. Как притереть клапаны на авто марок ВАЗ 2106 и 2109?
Одной из них является притирка, или замена клапанов. Однако это один из этапов ремонта ГБЦ, который можно провести своими силами. Как притереть клапаны на авто марок ВАЗ 2106 и 2109?
Для чего нужна притирка клапанов
Основная цель проведения процедуры — обеспечение работоспособности клапанов. Регулярное неосуществление притирки может привести к тому, что клапаны перестанут качественно функционировать — не будут пропускать в камеру сгорания воздух и топливо. Последствия этого могут быть не самыми благоприятными: ухудшаются ходовые качества двигателя, что со временем способно привести к поломке.
Поводов для притирки клапанов может быть много, основной из них — длительная эксплуатация авто
Притирка клапанов позволяет достичь максимальной герметичности системы. Процедура проводится не только после монтажа новых деталей, но и при их длительной эксплуатации. Например, справиться с «дёрганьем» автомобиля на холостых оборотах ввиду разницы компрессии может именно качественно проведённая притирка.
Способы проведения работ
Форму клапанам можно придавать разными способами — как ручным, так и станочным, однако разница в итоге будет значительной. Наиболее точно выполнить процедуру возможно на станке для обработки клапанов и сёдел, наименее, соответственно, вручную с использованием притирочной пасты.
- Станки. За счёт жёсткой центровки посредством станка проводится точное сопряжение и нарезка фаски клапана и седла. В результате такой процедуры создаётся качественный нарезанный профиль высокой точности. Такая обработка не требует дополнительных манипуляций, только промывки и сборки ГБЦ.
Станок для притирки клапанов — дорогое удовольствие, не в каждом гараже найдётся
Ручные фрезы. Если нет возможности работать на высокоточном оборудовании, можно провести процедуру притирки клапанов при помощи ручной фрезы. Такие инструменты различаются диаметром, который подбирается под определённую модель двигателя. Всего вырезается три фаски на сёдлах под разными градусами — 30, 45 и 60°.
 Подобным образом не обрабатываются новые детали, только старые.
Подобным образом не обрабатываются новые детали, только старые.Притирку клапанов можно проводить с помощью ручной фрезы
Собственноручная притирка клапанов. Проводится самостоятельно посредством абразивного состава в случае, если поверхности деталей должны быть просто обработаны без внесения значимых изменений. При таком варианте по периметру детали наносится специальная паста, после чего клапан помещается на своё посадочное место. Затем деталь необходимо упереть в седло и одновременно вращать вокруг оси, что позволяет полностью стереть все неровности плоскости.
Ручная притирка клапанов — наиболе трудоёмкий вариант проведения работ
После проведения абразивной притирки вся паста должна быть тщательно смыта.
Процесс притирки — процедура, которую можно провести как самостоятельно, так и с помощью специалистов. При осуществлении подобной обработки деталей желательно соблюдать правила:
- менять местами клапаны после притирки нельзя;
- в работе используются абразивные составы разного качества;
- все детали сразу же после притирки тщательно вымываются;
- перед установкой ГБЦ её проверяют на герметичность путём заливки керосина в камеру сгорания.

Головка блока цилиндров перед притиркой снимается. Прежде чем приступать к процедуре, необходимо учесть несколько нюансов:
- перед демонтажем клапанов снимаются их пружины, это позволит легко вытащить их из втулок;
- перед самой процедурой притирки клапаны тщательно осматриваются. Если имеются следы дефектов, то их меняют на новые. Нагар очищается при помощи металлической щётки.
Как притереть в домашних условиях правильно
Притирка клапанов осуществляется несколькими методами. В домашних условиях можно использовать фрезу, однако если её нет, то можно прибегнуть и к ручному способу.
Инструменты для проведения притирочных работ
Используют приспособления двух групп:
- Инструменты, зажимающие и фиксирующие клапан на стержне. На одной стороне размещается ручка, вращением которой достигается желаемый результат;
Инструменты для притирки клапанов можно приобрести либо изготовить своими руками
- Так называемые присоски.
 Они крепятся на тарелке клапана и тоже имеют ручку. Деталь прижимается к тарелке, а сам инструмент вращается вокруг оси.
Они крепятся на тарелке клапана и тоже имеют ручку. Деталь прижимается к тарелке, а сам инструмент вращается вокруг оси.Присоски для притирки клапанов имеют различные размеры и для каждой марки автомобиля подбираются индивидуально
Если специального инструментария нет, то можно воспользоваться обычной дрелью или шуруповёртом.
Помимо перечисленных выше приборов, могут понадобиться следующие материалы:
- алмазная либо абразивная паста;
- слабая пружина, которую можно сжать вручную;
- керосин.
Притирочная паста
Притирочная паста для проведения работ должна быть как минимум двух разновидностей
Абразивный материал — одна из главных составляющих, используемых в процедуре притирки клапанов. Приобрести его можно в специализированных автомобильных магазинах.
Перед работой желательно приобрести два тюбика пасты — крупнозернистую и мелкозернистую. Если купить такие составы нет возможности, его можно приготовить самостоятельно из стружки с наждачного камня или бумаги и солидола либо похожего вещества. Готовая паста должна по структуре напоминать сметану.
Готовая паста должна по структуре напоминать сметану.
Шарошка
Шарошка, используемая для восстановления сёдел клапанов, не всегда необходима при притирке, однако запастись ей не помешает
Сёдла клапанов восстанавливаются при помощи этого инструмента. Необходимость его применения определяется по состоянию сёдел. Если на них имеется нагар и раковины, дефекты фасок (наличие ступенек или скруглений), то используется шарошка.
Поскольку на ВАЗ 2106 и ВАЗ 2109 величины и формы сёдел различаются, то подбирается определённый инструментарий. Чтобы сократить время обработки клапана, можно воспользоваться дрелью. С этой целью шарошку крепят в патроне и удаляют верхний слой металла. Выработку прекращают после того, как появится ровный и блестящий круг.
Инструменты для притирочных работ
Собрать прибор для проведения притирки клапанов можно своими руками, использовав для этого сверло, дрель, шланг и два хомута. На конец сверла крепится шланг, место соединения перетягивается хомутом, а само сверло вставляется в патрон дрели. К стержню клапана прикрепляется второй конец шланга.
К стержню клапана прикрепляется второй конец шланга.
Дрель с хомутами и шлангом — эконом-вариант инструмента для притирки клапанов
Заменить такой инструмент можно специальной присоской, крепящейся к тарелке клапана и вставляющейся в патрон дрели. При выборе такого инструмента проверяется качество материала, из которого он изготовлен, поскольку при некачественном исполнении работа может постоянно прерываться.
Притирку клапанов и сёдел проводят при соблюдении определённых условий:
- Процесс осуществляют в обе стороны.
- Чтобы не допускать перегрев поясков и сёдел, скорость вращения патрона дрели выставляют в пределах 500 оборотов в минуту.
Притирка клапанов на ВАЗ 2109 при помощи пасты своими руками
- На клапан натягивается пружина, после чего он вставляется обратно в гнездо.
Клапан оснащается пружиной и помещается в гнездо
- На ножку устанавливается специальный инструмент и фиксируется при помощи винта.
Инструмент устанавливается на клапан с пружиной
- На основание тарелки наносится абразивный состав.

Абразивная паста на тарелке клапана должна быть распеделена равномерно
- Притирка осуществляется посредством вращения клапана в обе стороны. Выполняется порядка 5 движений, затем деталь переворачивается и процедура повторяется.
Так осуществляется ручная притирка клапана
- Работа осуществляется до появления на седле и тарелке клапана серого стального кольца.
Так проявляется серое кольцо на тарелке клапана (справа)
- После притирки детали вытираются и вымываются керосином и мягкой тряпкой.
Так должен выглядеть клапан после притирки и промывки
Видео в помощь новичку
Как притереть на станке
При проведении притирки клапанов желательно воспользоваться специальным станком.
- В фиксаторе размещается клапан, после чего включается станок. Клапан крутят в сторону, противоположную направлению вращения шлифовального круга, с меньшей скоростью.
Станки для притирки клапанов обычно есть лишь в автосервисах, и то не во всех
- Слишком активно подвергать деталь шлифовке не стоит — процесс прекращается, как только становится непрерывным.
Шлифовка клапана на станке должна проводиться аккуратно, без фанатизма
- Клапан снимается со станка и протирается керосином.
Так выглядит клапан после притирки на станке. Разница между ручным и автоматизированным способами видна сразу
- После притирки проводится визуальная проверка ГБЦ. Сёдла притираются только в том случае, если на них нет дефектов. Прогар убирается посредством шарошки.
Шарошка нужна только для устранения нагара
Как осуществляются работы (видео)
Проверка качества выполненных операций
Проверить качество выполненной работы можно несколькими средствами:
- керосином;
- воздухом;
- карандашом.
Самый эффективный способ проверки — применение вакуум-тестера, который имитирует процессы, проходящие в двигателе автомобиля. Пропускаемый газ вырывается через возможные щели.
Проверку ГБЦ вакуум-тестером лучше осуществлять в специализированном сервисе, приобретение тестера достаточно накладно
Со стороны как впускного, так и выпускного коллекторов подключается прибор, в результате чего образуется вакуум. При плохой притирке клапанов манометр будет фиксировать минимальный уровень давления, поскольку через щели проходит воздух, чего в норме не должно быть.
Ещё один способ проверки — использование керосина. ГБЦ располагается таким образом, чтобы камера сгорания была направлена вверх, а поверх наливают керосин. Бытует мнение, что за ночь керосин при неправильно проведённой притирке должен вытечь, однако на деле это не совсем так и названный метод не является достаточно эффективным.
Проверка герметичности ГБЦ керосином — не самый достоверный метод контроля
Равномерность распределения специального маркирующего вещества — ещё один вариант проверки. По всей окружности клапанного седла рисуются радиальные риски, после чего деталь вставляется на место, прижимается и прокручивается. Затем её вынимают и осматривают сложившийся узор. Если риски были стёрты и всё основание седла прокрасилось равномерно, то клапан можно пускать в эксплуатацию. В противном случае притирку проводят ещё раз.
Притирка клапанов — необходимая процедура, обеспечивающая нормальное функционирование ГБЦ автомобиля. Проводить её, несмотря на всю простоту работы и доступность материалов, лучше всего при помощи специалистов: это гарантирует длительный срок эксплуатации не только клапанов, но и двигателя машины в целом.
- Автор: Михаил Рассветный
- Распечатать
Притирка клапанов: способы и устройства
Приспособления для притирки клапанов в ассортименте «ГаражТулс».
Мы сравнили четыре наиболее популярных приспособления для притирки клапанов ДВС. Рассказываем и показываем!
Идет приготовление к испытаниям. Ждем головку блока цилиндров.
Кое-кто из участников теста уже на столеВ качестве подопытного досталась ГБЦ от BMW.
Все участники вместе с ГБЦ (ниже список, слева-направо) Устройства для притирки клапанов двигателя, участвующие в сравнении:- Электрическая дрель. Притирка клапанов дрелью — технология, вызывающая самое большое количество споров на тему правильности использования.
- Приспособление для притирки клапанов своими руками.
- Пневмоинструмент для притирки клапанов вращением.
- Пневмомашинка для притирки клапанов пристукиванием.
Какое из этих приспособлений быстрее, эффективнее, выгоднее, правильнее — лучше всех остальных? Какую притирку клапанов выбрать? Сейчас мы будем это выяснять.
Способ №1: с помощью дрели
Способ с дрелью получил распространение ввиду отсутствовавшего ранее инструмента для притирки.
Сначала подбирается подходящий по размеру шлангОдин конец крепится на стебель (стержень) клапана, другой — на дрель.
На клапан и седло наносится необходимое количество притирочной пасты, клапан устанавливается на свое место в ГБЦ.
Если используется присоска, ее устанавливают на тарелку клапана.
Существуют рекомендации, согласно которым инструмент обязательно должен работать на малых оборотах — предпочтение следует отдавать низкооборотной дрели или шуруповерту. Отпускайте курок дрели при соприкосновении клапана с седлом, касание должно производиться при сбросе. Не надо прикладывать никаких усилий, это значительно повышает риск неправильной притирки.
Притирка клапана к седлу при помощи электрической дрели Полезный совет. Очень важно использовать минимальное количество притирочной пасты. Сама паста бывает разной — с крупным и мелким абразивом. Чаще всего применяют алмазную. Для правильной притирки следует применять пасты разной зернистости и начинать с абразива для грубой обработки. После притирания обязательно смывайте притирочную пасту и очищайте детали. Попадание абразивной пасты в ГБЦ и двигатель недопустимо! Это приведет к разрушению деталей и дорогому ремонту.При притирке дрелью ключевую роль имеет опыт. Не обладая необходимыми навыками, очень легко получить канавы и риски или сместить пятно контакта клапана с седлом. Все это приводит к очень скорой поломке.
Профессионалы часто сходятся во мнении, что применять дрель допустимо, но неправильно. Это мнение мы поддерживаем и смотрим на дрель с недовериемГлавное преимущество способа: высокая скорость притирки.
Способ №2: ручная притирка клапанов авто
Ручная притирка — дедовский способ, проводится с использованием присоски. Как и в случае с дрелью, очень важен опыт человека, который осуществляет процедуру.
Обратите внимание, что в специализированных магазинах продаются ручные приспособления для притирки клапанов, представляющие собой деревянный стержень и набор присосокПритирка клапанов своими руками неудобна и утомительна, она занимает много времени — в среднем, 15 — 20 минут на один клапан. Риск что-то испортить или сделать неправильно минимален, но он присутствует.
На 12-ой минуте теста ручной приспособы мы отчего-то почувствовали себя вот такГлавное преимущество: низкая стоимость ручных приспособлений для притирки клапанов.
Способ №3: пневмоинструмент для притирки клапанов вращением
Пневмомашинка — автоматизированный, упрощенный и многократно ускоренный метод ручной притирки. Двигатель соединен со штифтом, который приводится в движение энергией сжатого воздуха.
Для работы потребуется подключение к источнику сжатого воздухаНа штифт устанавливается присоска подходящего размера, которая затем крепится на тарелку клапана.
В комплект, как правило, входит целый набор присосок различного размераПод воздействием сжатого воздуха двигатель обеспечивает возвратно-вращательное движение штифта с присоской, вследствие чего вращается и клапан — происходит притирка. Перед сменой направления вращения клапан успевает провернуться примерно на 75 градусов.
Это самый простой и доступный способ притереть клапан, не требующий никаких специальных навыков. Устройство само контролирует угол и частоту вращения, которые являются оптимальными. Скорость работы еще выше, чем у дрели — для притирки одного клапана достаточно всего нескольких минут.
Также отметим, что тестируемый нами набор для притирки клапанов имеет очень удобную для хранения упаковку — пластиковый противоударный кейс. Это может стать дополнительным плюсом, например, для применения в условиях автосервиса.
Главные преимущества: очень высокая скорость работы, простота и удобство использования, отсутствие требований к навыкам и заведомо гарантированное качество.
Метод №4: пневмомашинка для притирки клапанов пристукиванием
Принципиальное различие между этим и предыдущим устройством — способ притирки. При помощи данной машинки клапан притирается не вращением, а пристукиванием, что имитирует реальную работу двигателя.
На шток приспособления устанавливается одна из присосок набора, которая затем закрепляется на тарелке клапана Инструмент оснащен колесиком для настройки частоты оборотов Притирка осуществляется многократным повторением возвратно-поступательных движений клапанаПневмомашинка для пристукивания имеет минимальные требования к навыкам использования. При отсутствии опыта обучение происходит прямо в работе, за первые же минуты. Также приспособление полностью исключает риски повредить детали и испортить что-либо.
Главные преимущества: заведомо гарантированное качество, самое точное притирание за счет имитации работы клапана в двигателе.
Интересно увидеть не картинки, а видео с работой пневматических машинок? Добро пожаловать на наш канал о профессиональном инструменте и авторемонте на YouTube.Итоговая таблица, результаты и выводы
Для объективной комплексной оценки каждого из методов мы выбрали шесть параметров, которые имеют наибольшее значение:
- Скорость.
- Удобство использования. Этот параметр также оказывает влияние и на общую скорость работы.
- Отсутствие требований к опыту и навыкам. Чем выше оценка, тем легче пользователю провести правильную притирку клапана.
- Отсутствие рисков. Чем выше оценка, тем меньше вероятность что-то сделать неправильно или испортить детали.
- Качество притирки. Чем выше оценка, тем точнее выполнена операция.
- Стоимость. Чем меньше расходов на тот или иной способ, тем выше бал.
| Скорость | 8 | 1 | 9 | 7 |
| Удобство использования | 3 | 1 | 10 | 8 |
| Не требуется спец.навык | 1 | 2 | 10 | 7 |
| Отсутствие рисков | 1 | 4 | 10 | 10 |
| Качество | 4 | 4 | 8 | 10 |
| Стоимость | 7 | 10 | 1 | 3 |
| Итоговый результат | 24 | 22 | 48 | 45 |
Как видно из таблицы, специальные пневмо-приспособления для притирки значительно превосходят ручной способ и дрель. Если откинуть параметр стоимость и смотреть только на качественные показатели, то оба метода проигрывают пневматическим машинкам с разгромом.
Выдающиеся показатели и наибольший итоговый бал по результатам тестов у машинки для притирки клапанов вращением. Максимальное количество баллов не сумел набрать ни один из участников — что же, идеального во всем инструмента не существует. Места распределились следующим образом:
Последнее место, 22 балла — ручной способ, который прогнозируемо позади всех остальных. В настоящее время клапаны притираются ручным способом либо для получения удовольствия от процесса (да-да, бывает и такое), либо при полном отсутствии доступа к современному инструменту.
Предпоследнее место, 24 балла — дрель. Несмотря на высокую скорость работы, дрель опережает ручной метод всего на несколько пунктов. Прежде всего это связано с высокими рисками неправильной притирки и порчи деталей, а также с повышенными требованиями к специальным навыкам.
Второе место, 45 баллов — машинка для пристукивания. Несильно уступает первому месту, зато обеспечивает самую точную и правильную притирку клапана.
Первое место, 48 баллов — машинка для вращения. Лидирует практически по всем показателям и является оптимальным решением для притирки.
Для испытаний использовалось следующее оборудование:
В ГаражТулс вы можете купить профессиональное оборудование для притирки клапанов. Цены и подробные характеристики смотрите в нашем каталоге.
Пользователи машинок для притирки клапанов
Пневматические приспособления для притирки клапанов в первую очередь будут интересны сотрудникам автосервисов. Оборудование значительно снижает затраты времени на ремонт ГБЦ и повышает само качество притирки. На нашей практике ни один мастер, испытавшей в работе профессиональный инструмент, не вернулся затем к ручному методу или дрели.
Невысокая цена инструмента делает его доступным также для частного применения. При желании самостоятельно провести притирку клапанов, а не доверять эту операцию стороннему сервису — приспособление станет оптимальным решением.
Мобильные станки для шлифования и притирки клапанов и задвижек
Представлены в трех конфигурациях, позволяют выполнять шлифовку и притирку гнезд запорных и обратных клапанов, а также восстанавливать поверхность в районе гнезд клапанов до стандартов производителя, и даже выше. Имеется регулятор для обеспечения быстрой и удобной регулировки усилия шлифования.
Мобильные станки для шлифовки и притирки клапанов VM1150, VM1200
- Диаметры седла клапана — 32-200 мм
- Глубина погружения — 450 мм
- Тип клапана — обратный клапан
- Тип привода — с электроприводом, пневматический
Мобильные станки для шлифовки и притирки клапанов VM1350, VM1500, VM1600
- Диаметры седла клапана — 40-600 мм
- Глубина погружения — 1000 мм
- Тип клапана — обратный клапан
- Тип привода — с электроприводом, пневматический
Мобильные станки для шлифовки и притирки клапанов VM1700, VM1900
- Диаметры седла клапана — 200-1000 мм
- Глубина погружения — 1400 мм
- Тип клапана — обратный клапан
- Тип привода — с электроприводом, пневматический
Мобильные станки для шлифовки и притирки Сферических/Предохранительных клапанов VM2050C, VM2100C, VM2150C, VM2350C
- Диаметры седла клапана — 10-305 мм
- Глубина погружения — 600 мм
- Тип клапана — регулирующий клапан (седло коническое)
- Тип привода — с электроприводом, пневматический
Мобильные станки для шлифовки и притирки Сферических /Предохранительных клапанов VM2050S, VM2150S
- Диаметры седла клапана — 10-150 мм
- Глубина погружения — 300 мм
- Тип клапана — регулирующий предохранительный клапан (седло плоское)
- Тип привода — с электроприводом, пневматический
Мобильные станки для шлифовки и притирки сёдел регулирующих клапанов VM2350, VM2500, VM2600
- Диаметры седла клапана — 80-600 мм
- Глубина погружения — 800 мм
- Тип клапана — регулирующий клапан (седло плоское)
- Тип привода — с электроприводом, пневматический
Станок для шлифования и притирки Стационарных Запорных / Сферических клапанов VM5800
- Диаметры седла клапана — 10-350 мм
- Глубина погружения — не имеется в наличии
- Тип клапана — запорно-регулирующий
- Тип привода — с электроприводом
Шлифование клапанов — Энциклопедия по машиностроению XXL
Флг. 369. Вибрационная оправка для шлифования клапанных гнезд [c.422]Технические характеристики оборудования для шлифования клапанов [c.262]
| Рис. 6.8. Станок для шлифования клапанов ОР-8022 |
Шлифование рабочей поверхности головки клапана производят на станке (рис. 166), в котором от электродвигателя 4 приводится во вращение шлифовальный круг 3. Клапан устанавливают и центрируют в суппорте 2 под требующимся углом (45 или 30°). После шлифования клапан притирают к его седлу. [c.301]
Шлифуют фаску клапанов с помощью прибора с ручным приводом или на настольном станке с электрическим приводом. Перед шлифованием клапан проверяют на биение индикатором. Биение стержня клапана не должно превышать 0,03 мм. Погнутость стержня устраняют правкой в холодном состоянии. [c.266]
При капитальном ремонте двигателя обязательно производят расточку цилиндров или гильз, шлифование клапанов и седел, смену направляющих втулок клапана и их развертывание. Ремонт остальных поверхностей производят по мере необходимости, так как интенсивность их изнашивания ниже, чем у перечисленных деталей. Объем работ по ремонту блока цилиндров устанавливают при контрольном осмотре. [c.124]
Универсальный прибор для шлифования клапанных сёдел блоков цилиндров [c.151]
Клапанные седла. Рабочие поверхности клапанных седел фрезеруют при помощи шарошек, центрируемых по направляющей втулке клапана, или шлифуют. Прибор ГАРО для шлифования клапанных седел состоит из электродрели, набора раздвижных стержней, оправок, шлифовальных кругов и приспособления для правки кругов. При значительных износах вставных клапанных седел их заменяют седлами ремонтных размеров. [c.381]
| Рис. 172. Станок для шлифования клапанов |
Клапанные седла. Рабочие поверхности клапанных седел ремонтируют фрезерованием при помощи шарошек, центрируемых по направляющей втулке клапана. Рабочие поверхности вставных седел клапанов, изготовленных из специального чугуна, вследствие их высокой твердости шлифуют. Приспособление для шлифования клапанных седел (рис. 175) состоит из электродрели, набора стержней, оправок, шлифовальных кругов, алмазного карандаша для правки кругов. [c.367]
| Рис. 175. Приспособление для шлифования клапанных седел в блоке цилиндров |
Обработка седел впускных клапанов (табл. 7). Технологический процесс обработки начинается с шлифования торцов детали на двустороннем торце-шлифовальном автомате методом на проход . В зависимости от размеров седел, припусков, материала и твердости клапанов операцию выполняют за два—четыре перехода скорость резания 30 м/с продольная подача до 5 м/мин. [c.262]
В процессе сопряженного шлифования необходимо измерять разность диаметров отверстия и вала. В этом случае одна ветвь отсчетного устройства по каналу И через клапан 7 и канал IV соединяется с изме- [c.179]
Плотность прилегания клапанов к фаске гнезда блока или его головки на большинстве двигателей достигается за счет притирки. Лишь в некоторых современных двигателях плотность в соединении обеспечивается точным шлифованием фаски клапана и чистовой обработкой гнезд. Для притирки клапанов применяют шлифующие порошки с мелким равномерным зерном в смеси 412 [c.412]
Для некоторых двигателей вместо трудоемкой операции притирки клапанов применяют шлифование гнезд (после запрессовки и окончательной обработки направляющих втулок) при помощи вибрационной оправки. Оправку приводят во вращение с числом оборотов до 12 ООО в минуту она хорошо самоустанавливается. Обработку ведут вначале грубыми, а затем чистовыми шлифовальными кругами. После такой обработки клапан плотно устанавливается по фаске гнезда. [c.415]
Шлифование плоскостей планок, шайб, пластин клапанов, роторных пластин компрессоров, шаблонов всех размеров. [c.115]
Шлифование по шаблону клапанов насосов, вентилей. [c.115]
Сюда же следует отнести некоторые воздействия на машину, возникающие при техническом обслуживании и ремонте (сходные с износом конструктивных элементов). Например, при шлифовании шеек коленчатого вала под ремонтный размер вкладышей снижается диаметр шеек не только вследствие износа при работе двигателя, но и частично вследствие операции ремонта, так как происходит некоторая перешлифовка вала при выведении овальности и конусности шеек. То же наблюдается при расточке гильз цилиндров, фрезеровании гнезд клапанов головок цилиндров, заточке режущих элементов рабочих органов многих сельскохозяйственных машин и т. п. [c.234]
Шлифование коленчатых или распределительных валов двигателей, ремонт гнезд н притирка клапанов, заварка трещин или переклепка рам машин — это обычные технологические ремонтные операции, объем которых вместе с разборкой, сборкой и регулировкой машины, ее узлов и агрегатов составляет более 95% объема ремонтных работ в тракторах и в большинстве других машин, находящихся в условиях эксплуатации. Выполнение этих работ не дает никакого изменения технического уровня машин как средств труда после их ремонта. [c.372]
Клапаны [F 16 гидравлических амортизаторах и пружинах F 9/34-9/348 диафрагменные К 1/00-1/20 индикаторные, регистрирующие или сигнальные устройства для них К 37/00 конструктивные элементы и средства управления К 25/00-51/00 многоходовые 11/00-11/24 отсечные для сопел или форсунок К 23/00 питательные (К 21/00-21/20 дозирующие К 21/16) подъемные (К 1/00-1/54 конструктивные элементы К 1/32-1/54) смазка К 3/36, 5/22 смесительные К 11/00-11/12 в соединениях труб L 29/00 управляющие устройства К 31/00-31/72 электромагнитные в многоходовых запорных устройствах К 11/23) В 60 Т запорные транспортных средств 17/04 11/28-11/34 15/00-15/60) в тормозных системах изготовление (деталей клапанов ковкой или штамповкой К 1/20-1/24 клапанных седел D 53/10) В 21 инструменты для монтажа или демонтажа В 25 В 27/24 F 02 М в насосах F 04 В 21/02 F 01 охлаждение в двигателях Р 1/08, 3/14 перепускные в паровых машинах В 31/22-31/24) предотвращающие повторное наполнение тары В 65 D 49/02-49/10 предохранительные (F 16 К 17/00-17/42 в парогенераторах F 22 В 37/44) разгрузочные F 16 К 17/00-17/42 В 67 D размещение в устройствах переливания 5/34 в устройствах для разлива или отпуска 1/14, 3/02-3/04) жидкостей в сосудах для газов или жидкостей F 17 С 13/04 в топках и устройствах для сжигания F 23 L 3/00, 11/00-13/10 в холодильных машинах, размещение F 25 В 41/04 шлифование В 24 В 13/00-13/04, 15/02-15/04] [c.93]
Магнитные [F 16 (амортизаторы F 6/00 муфты выключаемые D 27/00-27/14 опоры С 32/04 приводы (клапанов и т. п. К 31/06-31/08 для тормозов D 65/34-65/36) пружины F 6/00> В 66 С грузозахватные устройства 1/04-1/08 устройства для подвесных тележек 11/12) подъемных кранов держатели для (изделий В 25 В 11/00-11/02 станочных инструментов В 23 Q 3/00) конвейеры В 65 G 54/02 краски и лаки С 09 D 5/23 ленты, использование для шлифования В 24 В 17/10 насосы Н 01 F 7/24 приводы бесконечных конвейеров В 65 G 23/18] [c.108]
Токарные станки (для обработки (деталей часов G 04 D 3/02 специальных изделий В 23 В 5/00-5/48) для полирования и шлифования В 24 В 5/00) Токопроводящие (рельсы (1/30-1/34 для подвесных, канатных или подземных транспортных средств 7/00) устройства, расположенные вдоль ж.-д. рельсов или в местах их соединения 5/00-5/02) В 60 М Токосъемники (Н 01 R 39/00-41/02 в транспортных средствах с электротягой В 60 L 5/00-5/42) Толкатели (использование для подачи изделий из стопок В 65 Н 5/16 в клапанных распределительных механизмах F 01 L 1/14 кулачковых механизмов передач F 16 Н 53-06) Толчеи для дробления материалов В 02 С 1/14 Толщина [измерение с использованием G 01 В (волнового излучения или потоков элементарных частиц 15/02 звуковых волн 17/02 (комбинированных 21/(02-08) механических 5/02-5/06 оптических [c.189]
Притирка клапанов является весьма трудоемкой операцией и поэтому в последнее время ее заменяют шлифованием фаски клапана на шлифовальном станке и шлифованием фаски клапанного седла с помощью самоустанавливающейся вибрационной оправки, вращаемой электродрелью с большим числом оборотов. [c.178]
Например, в обычных условиях стержень клапана после штамповки и соответствующей термообработки подвергается проточке, а затем четырехкратному шлифованию. Применение метода ротационного обжатия позволяет одновременно заменить токарную обточку и шлифование. Чистота обработки обжатого стержня при этом соответствует 9—10-му классам, а точность обработки — 2-му классу, тогда как чистота шлифованной поверхности не выше 8-го класса. Внедрение этого метода при обработке клапанов двигателей позволяет снизить трудоемкость изготовления их и уменьшить расход металла на 12—14%. [c.99]
Износ и раковины на фасках седел клапанов устраняют притиркой или шлифованием. Притирку выполняют с помощью пневматической дрели, на шпинделе которой установлена присоска. [c.163]
В случае когда восстановить фаски седел притиркой не удается, седла зенкуют с последующим шлифованием и притиркой. Для зенкования, например, седел двигателя ЗИЛ-130 применяют комплект из четырех зенковок, имеюш,их углы наклона режущих кромок 15 30 45, 75°. Зенковки с углами 15 и 75° являются вспомогательными и применяются для получения рабочей фаски седла необходимой ширины (рис. 9.12). Зенковка с углом 30° предназначена для обработки седел впускных клапанов, а с углом 45° — выпускных. После зенкования рабочие фаски седел клапанов шлифуют абразивными кругами под соответствующий [c.164]
Промежуточный контроль выполняют как пооперационный в процессе обработки (сборки) после каждой операции (до и после наплавки, развертывания втулок клапанов, фрезерования фасок гнезд, шлифования клапанов и т. п.) или как групповой контроль после нескольких операций технологического процесса (проверка качества притирки клапанов, качества сборки клапанного механизма или сборки головки цилиндров и др.). Этот вид контроля проводят систематически (постоянно) или эпизодически, как летучий контроль. [c.332]
VII-VIII Посадочные шейки валов под зубчатые колеса 8 и 9-й степеней точности. Коренные шейки коленчатого вала дизелей и валы газовых двигателей. Шейки распределительного вала тракторного двигателя. Быстроходные валы нормальной точности (до 1000 об/мин) Фаска клапана и гнездо под клапан в автомобильных двигателях. Зубчатые колеса с обработанными зубьями в сельскохозяйственных машинах Грубое шлифование, обтачивание, растачивание [c.126]
Обработка клапанов двигателей (табл. 6). Клапан является одним из представителей деталей, механическая обработка которых выполняется полностью шлифованием. Шлифование ведется со скоростью 50 м/с. Радиальные подачи составляют 1,5—10 мм/мин в зависимости от выполняемой операции и допуска на диаметр стержня и параметров шероховатости. Торцы стержня обрабатывают на двусторонних торцешлифовальиых автоматах. Шлифование ведется со скоростью 30 м/с и подачей 1300—2000 мм/мин. [c.251]
Круглошлифовальный патронный автомат МЕ269С0 класса точности П предназначен для профильного врезного шлифования головки клапанов, канавки под наплавку на них и для [c.309]
Круглошлифовальный патронный автомат МЕ269С1 класса точности В предназначен для шлифования конуса клапана. Клапан базируется концом ножки в патроне и на люнете. Конструктивное исполнение автомата аналогично исполнению автомата [c.309]
Одной из отличительных особенностей нового стандартного технологического процесса является внедрение вместо шлифования операции пластической деформации металла на выточке под сухарь на стержне клапанов методом обкатки роликами с поперечной подачей, что повысило усталостную прочность в опасном сечении клапана в 2 раза, а чистоту поверхности — на три класса. Для этой операции применены спроектированные МосСКБ-АЛ и СС вертикальные шестишпиндельные роторные накатные автоматы агрегатной конструкции. Новый технологический про- -цесс и высокопроизводительное автоматическое оборудование существенно повысили производительность труда, высвободили 20 шлифовальных станков и 64 производственных рабочих. [c.186]
Взамен термической обработки стержней клапанов в соляных ваннах, как это принято в автотракторной промышленности, введен метод индукционного нагрева током повышенной частоты (8000 Гц), получаемым от машинного генератора, что резко повысило стабильность и качество термической обработки, значительно улучшило условия труда, причем производительность труда повысилась в 4,1 раза. В автоматическом производстве впервые внедрена новая технология одновременного шлифования торца стержня и торца тарелки клапана, для чего созданы двусторонние торцешлифовальные автоматы непрерывного действия. Внедрение этой операции высвободило 42 производствен- [c.186]
Прн достижении деталью заданного размера прибор выдает команду на переключение режима шлифования. Сработает электромагнит /ЭМ, поршень золотника 6 переместится а правое положение. Масло на слив начинает поступать через регулируемый дроссель 7, вследствие чего скорость перемещения поршня 5 уменьшается, и дальнейшая обработка происходит в режиме чистового шлифования. При окончательной команде на прекращение обработки срабатывает электромагнит 2ЭМ, кран-переключатель устанавливается в положение быстрого отвода шлифовальной бабки. Масло под давлением по линии б поступает в правую полость цилиндра, левая полость oo64aef H со сливом. После отхода шлифовальной бабки в исходное положение обесточивается электромагнит 1ЭМ, срабатывает золотник 6, и масло под давлением поступает в левую полость цилиндра 2. Поршень, перемещаясь вправо, вытесняет масло на слив через обратный клапан. Масло из рабочей полости цилиндра 10 подводящего устройства также поступает на слив, измерительная скоба отходит от изделия. Вся система возвращается в исходное состояние. [c.144]
ДЛЯ малых станков 2) для шлифования впод-резку поверхности длиной до 100 мм для мелких станков, до 200 л — для средних 3) универсальные для шлифования цилиндрических, конических и других поверхностей тел вращения в центрах и в патроне, а также для внутреннего шлифования 4) специализированные—для шлифования разнообразных изделий, коленчатых валов, распределительных валиков, клапанов, поршней и т. п. [c.525]
| Фиг. 87. Гидроэлектрическая схема станка 343 Харьковского станкозавода им. Молотова для шлифования кулачков распределительных валиков 1 — шестеренный насос 2— разгрузочный клапан S — стопор 4, 5, 6 w 7 — цилиндр врезания, диференциал, шестерни и ходовой винт, осуществляющие рабочую подачу 5 — дроссельный клапан регулирования подачи врезания 9, 10 w 11 — контакты, электронное реле времени и соленоид для опускания стопора 3 в конце врезания 12 — делительная планка стола 13 — цилиндр перемещения стола 14 — золотниковая коробка 15 — упор стола, воздействующий на рычаги золотниковой коробки 74 после обработки последнего кулачка 16 — цилиндр отвода шлифовальной бйбии в исходное положение, устраняет влияние зазоров во время шлифования 17 — цилиндр выключения осциллирующего движения шлифовального круга 18 п 19 цилиндр и рычаг отвода люльки в нерабочее положение 20 — контакты выключения электродвигателя изделия 21 22. 23 и 24 электродвигатели насоса гидропривода, шлифовального круга и нпсоса охлаждения 25, 26 и 27—контакты, соленоид и золотник включения алмазного устройства при отходе шлифовальной бабки 28 — дроссель регулирования скорости правки |
Матрицы [прессов для экструдирования металлов В 21 С (25/02-25/10 очистка 25/06) стереотипные В 41 D (1/00, В 41 N 11/00 увлажнение при изготовлении 1/10-1/12) для тиснения увлажнений В 44 В 5/02 шлифование В 22 С 13/16 электраэрозионная обработка В 23 Н 9/12] Матричные прессы В 41 D 1/06-1/08 Маховики передачах вращательного движения F 16 Н 33/02)) Маховички (ручные G 05 G 1/08-1/12 управляющие клапанов, кранов и задвижек F 16 К 31/60) Мачтовые автопогрузчики с подъемной платформой В 66 F9/06-9/24 Мачты подъемных платформ автопогрузчиков 9/08-9/10 устройства для подъема, монтажа и демонтажа 11/02) Машины тара и упаковочные элементы для хранения и транспортирования D 85/68 упаковка В 33/04, 33/06) В 65 Маяки оптические для самолетов и т, п., размещение на аэродромах и авианосцах В 64 F 1/20 осветительные устройства для них F 21 Q 3/02 плавучие В 63 В 35/56) Маятники в двигателях F 03 G 3/06 Маятниковые G 01 акселерометры Р 15/00-15/135 весовые устройства G 1/02-1/16 копры для исследования прочности твердых тел N 3/14) [c.110]
Поршни [F 16 (J 1/00-1/24 соединение со штоком или шатуном L 1/10-1/24) восстановление или ремонт В 23 Р 6/02 F 01 вращающиеся роторных С 21/08 дифференциалыше В 7/18 использование в качестве распределительных органов или их носителей L 21/(00-02) охлаждение Р 1/04, 3/06-3/10 размещение (клапанов в поршнях L 11/(02-06) распределительных органов в поршнях машин или L 21/04) двигателей, ДВС F 02 F 3/00-3/28 домкратов, конструктивные особенности В 66 F 3/26-3/28 изготовление (В 23 Р 15/10 ковкой или штамповкой В 21 К 1/18 литьем В 22 D 15/02) В 25 D молотковые в кузнечных 17/06 устройства для их регулирования в 9/00-9/26) инструментах ударного действия для наполнения тары В 65 В 3/12 насосов, конструктивные особенности F 04 В 21/04 уплотнения для поршней 113 пластических материалов В 29 L 31 26 шлифование В 24 В 19/10 для эластичной трубчатой тары В 65 D 35/30] [c.147]
Привязные аэростаты (В 1/50-1/56 наземные сооружения F 3/00-3/02) ремни на летательных аппаратах D 25/06) В 64 Приемники (вместилища) осветительных устройств в форме призмы F 21 V 5/02 шлифование В 24 В 7/24, 9/14) Приливные гидроэлектростанции F 03 В 13/12 Припои вкладышей подшипников скольжения F 16 С 33/14 Присадки, введение в смазочный материал в двигателях F 01 М 9/02 Присадочные прутки, применяемые при пайке, сварке или резке В 23 К 35/(00-40) Присоски использование для отделения и подачи листов из стопки В 65 Н 3/08-3/14 крепежные F 16 В 47/00) Притирка (зубчатых колес и реек В 23 F 19/(02-04) клапанов, устройств F 16 К 29/(00-02)) Прицепные ((буксируемые) летапкльные аппараты В 64 D 5/00 транспортные средства В 62 D 63/(00-08) 65/00) Прицепы [В 62 D /47/ОО-63/00 с ведущими колесами 59 (00-04) рулевые устройства 13/(00-06)) В 60 Т (аварийное торможение 7/20 устройства для отцепления 15/60) [c.151]
Станок для бесцентровой шлифовки клапанов RV516
СТАНОК RV516 ДЛЯ ОБРАБОТКИ БОКОВЫХ ПОВЕРХНОСТЕЙ КЛАПАНОВ по технологии «бесцентрового шлифования» абразивным кругом.
Данная технология позиционирует станок RV516 как один из наиболее быстрых и точный станков в своём классе.
Система бесцентрового шлифования с вращением клапана на его штоке обеспечивает идеальную соосность между головкой и штоком (до 0,01 мм) и позволяет работать со штоками клапанов в диапазоне диаметров от 4 до 16 мм без замены замков клапанов или патронов. Система перемещения клапанов на 3-х роликах, верхний из которых наклонён, чтобы продвигать клапан до регулируемого концевого выключателя: это позволяет точно контролировать длину в каждом клапане и избежать ручной подачи цилиндра вдоль шлифовального круга во время работы. Рычаг управления с двойной функцией — для перемещения клапана вперед и назад вдоль шлифовального круга и приподнимать привод вращения подальше от штока клапана, чтобы можно было менять клапан при включенном моторе. Станок также оборудован алмазным инструментом для заточки круга с микрометром и эффективной системой охлаждения. Как опция доступен дополнительный шлифовальный круг (ASM516) для торца стержня клапана и снятия фаски без использования основного круга и устройство для регулировки скорости вращения клапана (VGV516) под клапаны различных диаметров с целью достижения лучшего результата в наиболее широком спектре диаметров головок клапанов.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
- Станок RV516 оборудован алмазным шлифовальным кругом с микрометром
- Эффективная система охлаждения с насосом и бачком
- Подвижная головка (позволяет обработку клапанов длиной до 260 мм)
- Приспособление для шлифования штока и фаски
ОПЦИИ: дополнительный шлифовальный круг (ASM516) для обработки торца штока и снятия фаски без использования основного круга и устройство для регулировки скорости вращения (VGV516) под все диаметры головок клапанов.
СТАНДАРТНАЯ КОМПЛЕКТАЦИЯ:
Шлифовальный круг RV0099
Устройство для правки шлифовального круга
Алмазное устройство для правки круга RV0098
Система охлаждения с насосом и бачком
Масло (1 л)
Набор специнструмента для обслуживания
Инструкция пользователя
Гарантия 12 месяцев
Станок для шлифования клапана
Особенности :
1. Стабильная и жесткая шпиндельная головка
1.1 Шпиндель работает на высокоточных подшипниках, обеспечивает максимальную стабильность шпинделя.
1.2 Головка шпинделя обеспечивает переменную скорость изменения преобразователем частоты.
2. Точность шлифовальной бабки
2.1 Шпиндель шлифовального круга с высокой точностью, из легированной стали высокого качества SNCM-220, нормализован, закален, при цементации и минусовой обработке, прецизионной шлифовкой и придает зеркальный эффект обработанного. Твердость достигает свыше HRC 62 °, отсутствие деформации, максимальная износостойкость, точность срок службы не установлен.
3. Специальный гидростатический подшипник
3.1 Шпиндель колеса выполняется с помощью специального гидростатического подшипника и особенно хорошо подходит для точной шлифовальной работы. Устройство отличается высокой скоростью, без трения между металлами, без выделения тепла, бездеформационной, сверхвысокая точность и постоянное использование.
4. Расширенная гидростатическая система смазки
4.1 Направляющие стола и шлифовальной бабки смазаны автоматической гидростатической системой смазки. Это обеспечивает различные функции, такие как чрезвычайно плавное движение, добавленние точной подачи и превосходной точностью шлифования.
5. Жесткая структура машины
5.1 Структура машины изготовлена из высококачественного чугуна, подвергают тепловой обработке и подвергается напряжению перед обработкой.
5.2 Направляющие скольжения закалены и заземлены при высоких частотах. Максимальная стабильность материала для бездеформации и выдающейся износостойкости.
| Технические характеристики машины | GV-70 |
| Макс. диаметр обрабатываемой детали | Ø70 мм |
| Угол шлифования шарнирного соединения | 45 ° ~ 60 ° |
| Размер шлифовального колеса | 405 х 45 х 152,4 |
| Скорость шлифовального колеса | 2700 м / мин |
| Скорость вращения шпинделя | 80 ~ 480 оборотов в минуту |
| Угол поворота стола | 0 ° ~ 12.5 ° |
| Шпиндель эластичный размер цанги | Ø5 ~ Ø14 мм |
| Макс. длина обрабатываемой детали | 150 мм |
| Мотор колеса шпинделя | 5HP 4P |
| Работа мотора шпинделя | 1 / 2HP 4P |
| Смазочный шпиндель двигателя насоса | 1 / 4HP 4P |
| Гидравлический насос двигателя привода для масла | 1HP 4P |
| Емкость бака смазочного материала | 12 л |
| Гидравлическая емкость бака | 65 л |
| Емкость бака охлаждающей жидкости | 150 л |
Стандартные принадлежности :
1. Шлифовальный круг и фланец
2. Стандартное обслуживание инструментария
3. Стандартное электрическое подключение
4. Стандартное приложение охлаждающей жидкости
5. Алмазный инструмент
6. Автоматическая сортировка и компенсация принадлежностей
7. Автоматическое шлифование круглых принадлежностей
8. Упругие воротник + характерная головка
Дополнительные аксессуары:
1. Автоматическая загрузка и выгрузка принадлежностей
2. Вибрация принадлежности подающего механизма
3. Магнитный сепаратор системы охлаждения
4. Бумажный фильтр
Конструктивная разработка станка для шлифования клапанов ГРМ на СТО
Перечень чертежей:
- Сборочный чертеж станка для шлифования клапанов ГРМ А1 с техническими характеристиками: тип – стационарный, привод электрический, частота вращения круга 2770 об/мин, частота вращения клапана 125…800 об/мин, мощность электродвигателя 0,25 кВт, габаритные размеры 396х320х267 мм, масса 3,25 кг и требованиями:
- Работа станка без заземления не допускается
- Покрытие:
- грунтовка ГФ-020 ГОСТ 18186-79
- эмаль ПФ-115 красная ГОСТ 6965-76
- Корпус шпинделя А3 в сборе:
- Сварку производить электродом Э-46 ГОСТ 9467-75
- Сварные швы зачистить
- После сборки окрасить в синий цвет
- Патрон А3 в сборе с техническим условием:
- Не допускать радиального биения вала более 0,05 мм
- Деталь плита А3 с указанием посадок и шероховатостей:
- Рабочий чертеж детали корпус А3 с требованием острые кромки притупить
- Гайка на формате А4 с указанием материала изготовления
Дополнительные материалы: прилагается расчетно-пояснительная записка на 14 листах.
В пояснительной записке выполнен проект конструкции станка для шлифования клапанов газораспределительного механизма (ГРМ).
В конструкторской части выполнен обзор существующих конструкций с описанием принципа работы и устройством.
Приведено описание разрабатываемой конструкции станка для шлифования клапанов ГРМ и принципа его работы.
Станок включает в себя следующие узлы и детали: 1 – рама; 2 – шпиндельная головка; 3 – шлифовальный круг; 4 – ремонтируемый клапан; 5 – электродвигатель привода вращения клапана; 6 – основной электродвигатель; 7 – ведущий шкив; 8 – ведомый шкив.
Рама станка сварена из уголков. На неё устанавливается крепление основного электродвигателя со шлифовальным кругом. На раму крепится шпиндельная головка или приставка для шлифовки торца клапана. Каждая приставка имеет свой независимый привод.
Принцип работы. В зависимости от обрабатываемой поверхности шлифования выбирается необходимая оснастка. При шлифовании рабочей фаски клапана процесс следующий. На раму стакана размещается шпиндельная головка, в которой имеется клапан, установленный в цангу, зажимая гайку на шпинделе. После этого клапан выставляется под углом относительно шлифовального круга перемещением основания шпиндельной головки и закрепляется в данном положении при помощи двух болтов М16. Начинается процесс шлифования. Конструкция станка рассчитана на установкуь клапана диаметром стержня 5-12 мм под требуемым углом относительно шлифовального круга. В результате неоднократного шлифования рабочей фаски высота цилиндрического пояска головки клапана уменьшается. Шероховатость поверхности рабочей фаски после обработки должна соответствовать 8 классу. Биение рабочей фаски головки относительно стержня клапана не должно превышать 0,03 мм. Для соблюдения необходимых условий шлифования периодически необходимо поправлять шлифовальный круг, для чего предусмотрена державка алмазного карандаша, установленная в зажим шпиндельной головки.
Приведен прочностной расчет конструктивных элементов.
Выполнен расчет болтового соединения. Для болтов, вставленных без зазора в отверстие, диаметр определяется из расчета на срез. Рассчитано допустимое напряжение на срез 61 МПа, расчетный диаметр 14,45 мм. По результатам расчетов принят болт диаметром 16 мм.
Проведен расчет значений для определения катета сварного шва:
- Допускаемое напряжение 80 МПа
- Расчетная высота 1,89 мм
Для большей прочности конструкции принят катет сварного шва равным 4 мм.
Произведен расчет сварного шва на прочность с определением:
№ | Наименование | Значение |
1 | Растягивающее усилие | 4 кг |
2 | Материал заготовки | Ст3 |
3 | Прочность | 0,14 кг/см2 |
4 | Длина сварного шва | 10 мм |
Сделан подбор подшипников по динамической грузоподъемности.
Определены параметры:
№ | Наименование | Значение |
1 | Осевая нагрузка | 110 Н∙м |
2 | Эквивалентная динамическая нагрузка | 131 Н |
3 | Требуемая динамическая грузоподъемность | 66 Н |
Выбраны шариковые однорядные радиально-упорные подшипники тип 80205 ГОСТ 7242-81 № 216 с радиальной нагрузкой 226 Н∙м.
В данном проекте разработана конструкция станка для шлифования клапанов ГРМ, используемого в автомобильных мастерских и на станциях технического обслуживания автомобилей.
Спецификация – 4 листа
В программе: Компас 3D v
Зарегистрируйтесь, чтобы создать отзыв.
Аппаратура гидравлического привода — Шлифовальные станки
Аппаратура гидравлического привода
Категория:
Шлифовальные станки
Аппаратура гидравлического привода
Вся аппаратура, применяемая в гидросистемах металлорежущих станков, состоит из контрольно-регулирующей и аппаратуры управления.
Контрольно-регулирующая аппаратура. К числу контрольно-регулирующих устройств, применяемых в шлифовальных станках, относятся обратные предохранительные и редукционные клапаны, распределительные гидропанели, дроссели.
Аппаратуру изготовляют в двух исполнениях в зависимости от способа присоединения: с непосредственным присоединением труб (резьбовое для типоразмеров с присоединительной резьбой до 1.1/4”, фланцевое для больших типоразмеров) и стыковым присоединением. Для обозначения аппаратуры со стыковым присоединением вносится буква «П».
Обратный клапан предназначен для управления потоком жидкости в гидросистемах и пропуска жидкости лишь в одном направлении. На рис. 1 показана конструкция обратного клапана с коническим седлом. Клапан, перемещающийся в корпусе, прижимается пружиной к коническому седлу. Проход потока жидкости возможен только в направлении, указанном стрелками, если направление потока изменится, то под давлением жидкости, проходящей через отверстия в клапане, последний плотно прижимается к седлу. Конструкция клапана проста и обеспечивает надежнее уплотнение между его конусом и седлом.
Для предохранения гидросистемы от перегрузки, для поддержавания постоянного давления, предотвращения самопроизвольного опускания поршня (при вертикальном расположении цилиндра) и для дистанционного управления потоком жидкости служат напорные золотники.
Рис. 1. Обратный клапан
Рис. 2. Напорный золотник
Принцип работы напорного золотника основан на уравновешивании усилия пружины давлением жидкости, действующей на клапан. После того как предварительная затяжка пружины преодолена давлением жидкости, клапан сместится со своего места, открывая доступ жидкости из полости с большим давлением в полость с меньшим давлением.
Жидкость в золотнике подводится в камеру а в корпусе и к торцовой камере золотника, который находится под действием усилия жидкости с одной стороны и усилия пружины — с другой. Если усилие, создаваемое давлением жидкости, меньше усилия пружины, золотник прижимается к крышке и камера в разобщается с камерой а. С увеличением давления в системе нагнетания усилие, действующее со стороны камеры б, постепенно возрастает и, превысив усилие пружины, переместит золотник вверх, соединив камеру а с камерой в. Для настройки пружины предусмотрено регулировочное устройство, для демпфирования колебаний золотника в крышке имеется отверстие малого диаметра.
Напорные золотники с обратным клапаном применяют для того, чтобы пропускать жидкость с заданным давлением в одном направлении с минимальной потерей давления в обратном.
Для предохранения системы от перегрузки и поддержанйя постоянно заданного давления служит предохранительный клапан с переливным золотником.
В этом клапане в отличие от всех клапанов простого- действия постоянство давления обеспечивается не пружиной, а взаимодействием шарикового клапана с переливным золотником. Жидкость от насоса подводится в камеру в, соединенную системой отверстий с камерами а, б и д. Соединение камер обеспечивает уравновешивание давления жидкости на золотник и усилие пружины, прижимающей золотник к корпусу.
На шарик шарикового клапана с одной стороны действует давление жидкости, находящейся в камере а, а с другой — усилие пружины. Если давление не превышает усилия пружины, шарик прижат к седлу. При увеличении давления жидкости шарик отходит от седла и жидкость проходит из камеры а через клапан и отверстия в крышке и корпусе в камеру слива г, соединенную с баком.
Камера а пополняется жидкостью из камеры д через демпфер. При уменьшении давления в камере а или увеличении давления в каме ре в золотник поднимается, образуя кольцевую щель между кромкой золотника и корпусом. Жидкость из камеры в поступает в камеру г на слив .При уменьшении давления в камере в шарик прижимается к седлу, поток жидкости из камеры а в бак прекращается и давление в камерах а, в яд выравнивается. Пружина перемещает золотник вниз и отсоединяет камеру в от камеры г.
Разделительная панель предназначена для разделения потоков жидкости, подаваемых от двух самостоятельно работающих насосов, и для предохранения от перегрузки всей системы. Она состоит из корпуса, в котором смонтирован предохранительный клапан с переливным золотником, ограничивающим давление в системе, напорного золотника и обратного клапана.
Редукционный клапан предназначен для снижения высокого давления до заданного и чаще всего применяется в тех случаях, когда от одного насоса питаются несколько силовых цилиндров с различным давлением.
Принцип работы редукционного клапана также основан на взаимодействии шарикового клапана и золотника.
Рис. 3. Предохранительный клапан с переливным золотником
Масло из системы поступает в отверстие корпуса Л через цель втулки направляется к дросселю. Пройдя через канавку дросселя, масло сливается в резервуар через отверстие втулки, отверстие и выходное отверстие. При повороте лимба по часовой стрелке расход увеличивается, при повороте против часовой стрелки — уменьшается. Положение лимба по указателю в зоне, свободной от делений, соответствует положению перекрытой щели, при котором отсутствует проток через дроссель.
Рис. 4. Дроссель
Применяют также дроссели с регулятором для регулирования скорости перемещения головок, столов и других рабочих органов, причем совместное действие дросселя и регулятора обеспечивает равномерную скорость движения, не зависящую от нагрузки на рабочих органах. В отличие от описанных выше эти дроссели состоят из двух узлов — собственно дросселя и клапана, взаимодействие которых обеспечивает независимость расхода масла, протекающего через дроссель, от давления в системе.
Из этого уравнения видно, что противодавление Рп изменяется в зависимости от величины нагрузки на штоке, но взаимодействие регулятора и дросселя создает постоянство расхода через дроссель независимо от величины противодавления.
Рис. 5. Схема включения дросселя с регулятором и обратного клапана
Аппаратура управления. Для реверсирования движения’рабочих органов применяют реверсивные золотники с гидравлическим, электрическим и ручным управлением.
Золотники состоят из чугунного корпуса с выточками для прохода жидкости, закаленного и притертого золотника с несколькими поясками для направления потока жидкости от источника питания к соответствующим трубопроводам.
На рис. 6 представлены конструкции наиболее распространенных в шлифовальных станках золотников с гидравлическим управлением и с управлением от электромагнита.
Золотник может занимать два крайних положения: правое и левое, соответствующие двум направлениям движения рабочего органа. Перемещение золотника в корпусе из одного положения в другое осуществляется давлением масла, подводимого под торцы золотника через резьбовые отверстия, расположенные в крышках, с помощью крана управления. Скорость перемещения золотника регулируется дросселями, расположенными в крышках. Фиксация дросселей в нужном положении осуществляется контргайками. Обратные клапаны регулируют скорости перемещения золотника в обоих направлениях. Шарик клапана прижимается к седлу пружиной. Для устранения наружной течи масла предусмотрены прокладки и колпачки.
Четырехходовой золотник с управлением от электромагнита состоит из корпуса, крышки-фланца, золотника, пружины, упорной шайбы, уплотнения, электромагнита и пробки. Золотник под действием пружины занимает крайнее верхнее положение. В этом положении масло, подводимое от линии нагнетания к отверстию, направляется через выточки золотника в отверстие, которое соединяется трубопроводом с одной из полостей цилиндра. Из другой полости цилиндра масло, поступая в отверстие, направляется в камеру, из которой через отверстие сливается в бак. При перемещении золотника под действием электромагнита в крайнее нижнее положение отверстие соединится с камерой через отверстия в проточке золотника и внутреннее отверстие в золотнике.
Для реверсирования направления потока масла, подаваемого к гидравлически управляемым узлам, применяются краны управления, конструкции которых показаны на рис. 7.
От насоса масло подается в отверстие и в зависимости от положения крана направляется в одно из отверстий 8 или 10. При положении крана, показанном на рис. 7, масло из отверстия через камеры направляется в отверстие и далее в рабочую полость цилиндра. Выходя из рабочего цилиндра, масло поступает в отверстие и направляется через камеры и отверстие на слив в бак. Поворотом крана 3 на 45° рукояткой отверстие соединяется с отверстием, из которого через трубопровод масло поступит в цилиндр в обратном направлении. При этом масло после выхода из рабочего цилиндра поступает в отверстие и, проходя через камеры, сливается в бак через отверстие. Оба положения крана фиксируются шариковым фиксатором.
Рис. 6. Золотники
Рис. 7. Краны управления
Реклама:
Читать далее:
Вспомогательные устройства гидросистемы
Статьи по теме:
Шлифовальное оборудование для клапанов
AZ VALVE GRINDER VG28
САМЫЙ ПРОДВИНУТЫЙ, НАИБОЛЕЕ СОГЛАСОВАННАЯ ТОЧНОСТЬ «2 ДЕСЯТКИ ИЗ ТЫСЯЧИ» ОЧЕНЬ ХОРОШО ДЛЯ ШЛИФОВАНИЯ ТИТАНОВЫХ КЛАПАНОВ ИЛИ ЛЮБЫХ ДРУГИХ. ЦИФРОВОЙ ДИСПЛЕЙ ОБОРОТОВ, МОЖЕТ УСТАНОВИТЬ ШТОКИ КЛАПАНА ОТ ТЯЖЕЛОЙ КОНСТРУКЦИИ 3-19 мм С БОЛЬШОЙ ТРОЙНОЙ ЧАСТЬЮ ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ, ПРИСОЕДИНЕНИЕМ БАКА И НАСОСА.ПРОДАЛИ 4 МАШИНЫ
- ОПТОВЫЕ ПРОДАЖИ, АВСТРАЛИЯ, QLD.
- ПРЕДВАРИТЕЛЬНЫЕ ДВИГАТЕЛИ VIC.
- ABSOLUTE ENGINE CARE VIC.
- ИСТОРИЧЕСКАЯ РЕСТАВРАЦИЯ САМОЛЕТОВ NSW
- PACIFIC POWER ENGINEERING ДОПОЛНИТЕЛЬНАЯ РАБОЧАЯ ГОЛОВКА КЛАПАНА ДОПОЛНИТЕЛЬНО БОЛЬШОЙ, КАК ВЫ ВИДИТЕ НА ИЗОБРАЖЕНИЯХ.
ЦЕНА
CVO VG100A МАШИНА ДЛЯ КЛАПАНОВ
CVO VG100A МАШИНА ДЛЯ ШЛИФОВАНИЯ КЛАПАНОВ
* ПЕРЕМЕННАЯ СКОРОСТЬ
* ГОЛОВКА ВОЗДУШНОГО ЗАДВИГА
* ВЫПУСК 2 ДЕСЯТЕЙ
* СИСТЕМА ШАРОВОГО ЗАЖИМА 6
* ДИАПАЗОН ОТ 4 ДО 14 мм
* СВЕТОДИОДНЫЙ ФОНАРЬ
* ПОГРУЖНОЙ НАСОС
* ОДНОФАЗНЫЙ НАСОС 240 В
GST 9000 + 9000 долларов США
МАШИНА ДЛЯ ШЛИФОВАНИЯ БЕСЦЕНТРАЛЬНЫХ КЛАПАНОВ
НОВАЯ ШЛИФОВАЛЬНАЯ МАШИНА KSP БЕЗЦЕНТРАЛЬНЫЙ КЛАПАН
* ОДНОФАЗНЫЙ 240 В, 50 ГЦ
* БЕСЦЕНТРАЛЬНАЯ ШЛИФОВАЛЬНАЯ СИСТЕМА 2 В / БЛОК РОЛИКОВ
* ДИАМЕТР ШТОКА КЛАПАНА от 4 до 18 мм
* ДИАМЕТР ГОЛОВКИ КЛАПАНА от 0 до 90 мм
* ДЛИНА КЛАПАНА МАКС. 340 мм
* ГЛУБИНА КЛАПАНА УГОЛ 0–90 ГРАДУСОВ
* ОБ / МИН ШЛИФОВАЛЬНОГО КОЛЕСА 2800
* НАКОНЕЧНИК НАКОНЕЧНОГО КЛАПАНА V / БЛОК
* ПРИСОЕДИНЕНИЕ КРАСКИ
* ШЛИФОВАЛЬНОЕ КОЛЕСО АЛМАЗНЫЙ НАСОС И БАК
* РЕГУЛИРУЕМЫЙ ОСВЕЩЕНИЕ
* СТАЛЬНЫЙ КОРПУС
ЦЕНА 6000 $ +
GSTWARREN & BROWN 241000-242000 КЛАПАН ШЛИФОВАЛЬНЫЙ
ОЧЕНЬ ВЫСОКАЯ ТОЧНОСТЬ МЕЖДУ 1-3 ДЕСЯТКАМИ ТЫСЯЧИ НАШИ ПОДШИПНИКИ УГЛОВОГО КОНТАКТНОГО ШПИНДЕЛЯ УНИКАЛЬНОЙ КОНСТРУКЦИИ И ЗАВОД ПОСТАВЛЯЕТ ОДНУ ЗАКАЛЕННУЮ ЧАСТЬ ШПИНДЕЛЯ. ТОЧНОСТЬ, МАШИНА ПОЛНОСТЬЮ ОТРЕМОНТИРУЕТСЯ С ГАРАНТИЕЙ 6 МЕСЯЦЕВ И МНОГО НОВЫХ ДЕТАЛЕЙ
ЦЕНА 8 500 $ +
НОВЫЙ РЕМОНТ 2410,241000,242000 ОБОРУДОВАНИЕ ДЛЯ ШЛИФОВКИ КЛАПАНОВ
ВЫСОКАЯ РАБОЧАЯ ГОЛОВКА, СОГЛАСОВАННАЯ ТОЧНОСТЬ МЕЖДУ 1-3 ДЕСЯТКАМИ ВЫБЕГА НАШЕЙ УНИКАЛЬНОЙ КОНСТРУКЦИИ УГЛОВОЙ КОНТАКТНЫЙ ШПИНДЕЛЬ И НА ЗАВОДЕ ПРЕДНАЗНАЧЕНА ОДНА ЧАСТЬ ЗАКРЕПЛЕННОГО И ЗЕМНОГО ШПИНДЕЛЯ, РЕГУЛИРУЕМАЯ ШТИФТА ШПИНДЕЛЯ И ШПИНДЕЛЯ ГЛУБИНЫ ПЕРЕКЛЮЧЕНИЯ ШПИНДЕЛЯ, ШПИНДЕЛЬ ШПИНДЕЛЯ РЕГУЛИРОВКИ ИСПОЛЬЗУЙТЕ ТОЛЬКО ШВЕЙЦАРСКИЕ КОЛЛЕТЫ ER32 «REGO-FIX BRAND» С МАРКИРОВКОЙ — УЛЬТРА ТОЧНОСТЬ, КРАСИВЫЕ РАБОТЫ.ВЫ БУДЕТЕ УДОВЛЕТВОРЕНЫ НА 100% ПРОДАНО БОЛЕЕ 60 ЕДИНИЦ.
ЦЕНА $ 3500 + НДС С 3 ЦАПКАМИ ЗАМЕНА НА ЖИЛЬЕ
WARREN & BROWN 212000
WARREN & BROWN 212000 ПОЛНОСТЬЮ ОТРЕМОНТИРУЙТЕ МНОЖЕСТВО НОВЫХ ДЕТАЛЕЙ И РАСХОДНЫХ МАТЕРИАЛОВ, ДАННАЯ МАШИНА БЫЛА ПРОВЕРЕНА И ДОСТУПНЫЕ ТОЧНЫЕ РЕЗУЛЬТАТЫ, ГАРАНТИЯ 6 МЕСЯЦЕВ.
ЦЕНА $ 5 500 + GST
НОВАЯ МАШИНА ДЛЯ КЛАПАНОВ AZ VGX
ПЕРЕМЕННОЕ ШЛИФОВАЛЬНОЕ КОЛЕСО, ПЕРЕМЕННАЯ РАБОЧАЯ ГОЛОВКА, ПРИВОД ПЕРЕДАЧИ, УГОЛ ЗАДНЕГО КЛАПАНА от 0 до 90 ГРАДУСОВ, НАКОНЕЧНИК V / БЛОК, ДИАПАЗОН ЦЕПИ ОТ 4 до 16 мм, НАСОС ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ И БАК.
ЦЕНА
WARREN & BROWN EX — АРМИЧЕСКИЕ МАШИНЫ ДЛЯ КЛАПАНОВ
ЗДЕСЬ НАХОДИТСЯ 3 ОРИГИНАЛЬНЫХ ШЛИФОВКИ КЛАПАНОВ WARREN & BROWN EX-ARMY, КОТОРЫЕ НЕ ПРОИЗВОДИЛИ МНОГО РАБОТ, 2 ПАТРОНА С РУЧНЫМ УПРАВЛЕНИЕМ И 1 НАПРАВЛЯЮЩАЯ ПАТРОНА ДЛЯ ВОЗДУХА, ВСЕ ИСПЫТАНЫ И ЗАЗЕМЛЯЮТ КЛАПАНЫ С ХОРОШЕЙ ТОЧНОСТЬЮ.
Цена 6 800 $ + GST в наличии
KWIK WAY SVS МАШИНА ДЛЯ КЛАПАНОВ
СОВЕРШЕННО НОВАЯ РАБОЧАЯ ГОЛОВКА ШПИНДЕЛЯ СТОИМОСТЬЮ 2000 ДОЛЛАРОВ, ОНА БЫЛА ИСПЫТАНА НА 4 ДЕСЯТКАХ ВЫБЕГА, ПЕРЕМЕННАЯ СКОРОСТЬ ШПИНДЕЛЯ РАБОЧЕЙ ГОЛОВКИ, РАБОЧАЯ ГОЛОВКА Пневматического патрона, ОЧЕНЬ ХОРОШИЕ КАМНИ, РАБОЧЕЕ ОСВЕЩЕНИЕ, КРЕПЛЕНИЕ КАМЕРЫ, ОКРАШЕННАЯ КРАСНАЯ ОТДЕЛКА
ПРОДАН И У НАС ЕСТЬ НЕСКОЛЬКО В НАЛИЧИИ
СТОИМОСТЬ КЛАПАНОВ ГОТОВ К ШЛИФОВАНИЮ $ 6000 + GST
Сравнение станков для заточки клапанов —
ОК, ребята.Вскоре вы увидите, что это не коммерческое предложение. Я не могу участвовать в этом обсуждении, не будучи тщательным и не отвечая на множество вопросов, которые никто не задавал. Я сейчас извиняюсь.
KwikWay (производство в США)
Я начал продавать станки для шлифования клапанов еще в середине восьмидесятых, когда я взял территорию для KwikWay. В то время битва велась между KW и Sioux, и машины обменивались примерно каждые два года. Нормальная цена была около 2500 долларов. Времена изменились, и меняются ожидания…
Финиш на KW был и остается лучше всего, что я видел с тех пор.Доступно больше марок колес и больше источников для этих колес, чем для любой другой машины. Алмазная фреза — это лучшая продуманная система из любой вентильной машины. Когда в 20-х годах появился KwikWay, были настоящие гении дизайна.
У KW есть неотъемлемая проблема в конструкции патрона с шестью шариками. Даже если патрон начинается почти идеально, пандусы изнашиваются быстрее, чем закаленные шары, поэтому любые попытки восстановить исходную точность бесполезны. Единственная надежда состоит в том, что оператор не допустит попадания шлифовального масла / абразива в патрон, чтобы он не изнашивался преждевременно.Тем не менее, у конструкции с шестью шарами есть преимущество, если она работает правильно.
Шток патрона вращается независимо от состояния штока. Головка клапана круглая, даже если смещена на несколько десятых от центра. К счастью, с восьмидесятых годов KW многое узнал о производстве прецизионных патронов. Конструкция refacer KW хороша, если патрон работает правильно. У KW было около девяноста лет, чтобы понять это правильно.
Цена KW лучшая на рынке США.
Sioux (производство США)
Я использовал шлифовальный станок для клапанов Sioux еще в 1978 году и был вынужден продать их, когда ушел из KW и перешел на работу в Kansas Instruments в 1990 году.Опять же, доступно множество колес и множество источников для колес. Одно время компания Sioux была ведущим поставщиком станков для заточки клапанов в США.
У этого станка были проблемы с отделкой (никогда не равной KW), а также проблемы с конструкцией патрона. Какими бы крутыми ни были некоторые функции, меня не впечатлила их точность или отделка. Для точной шлифовки клапана на Sioux необходимо было сначала снять фаску на штоке. Для этой цели станок был снабжен штампованным стальным приспособлением для снятия фаски.Концевой упор имел конический конец, который центрировал скошенный конец клапана (новая особенность до тех пор, пока он не изнашивался в области, где располагался шток), а три ролика центрировали шток близко к головке клапана. Эта конструкция представляла собой гибридную конструкцию бесцентрового / роликового патрона. Каким бы крутым он ни был, он был не более точным, чем KW (обычно менее точным), и его было труднее правильно настроить. Это был громоздкий дизайн, и в конце концов от него отказались, когда SnapOn приобрела Sioux вскоре после начала нового тысячелетия.Подробнее об этом позже.
Новых машин сиу нет.
TobinArp (производство США)
TobinArp, вероятно, был лучшим дизайном (как и большая часть их линейки) на рынке, но, вероятно, из-за цены, он был популярен только в магазинах дорогих гонок. Для этой машины доступно большое разнообразие колес, но не так много разновидностей или поставщиков, как KW или Sioux. В TA использовался цанговый патрон и поворотный рычаг, поэтому шлифование производилось на конце круга, а не на его стороне.Отделка превосходила даже KW. Он не был таким универсальным, как KW или Sioux (для разных размеров штока клапана требовалась смена цанги), поэтому многие магазины обычно предпочли бы KW или Sioux. Цанговый патрон Chuck превосходил по точности цанговые патроны KW или Sioux. Эта машина опередила свое время. В конце концов, Sunnen приобрела TobinArp, и он производился как машина Sunnen, пока Sunnen не решил выбросить что-либо, кроме хонинговального оборудования. До сих пор эта машина не зря предпочитается многими производителями.Нет лучшего станка для шлифовки титановых клапанов.
Новых машин ТА нет.
IDL (производство в Канаде)
Ingenious Devices Limited в Канаде решила сделать удар на рынке заточки клапанов где-то в середине восьмидесятых.
Существует ограниченный источник колес для IDL по сравнению с KW и Sioux.
Они первыми создали патрон с «бесцентровым» отверстием. Бесцентровый на рынке измельчителей клапанов относится к клапану, вращающемуся на роликах на собственном штоке, в отличие от штока, закрепленного в каком-либо патроне.
Как и TobinArp, они выбрали конструкцию шарнира для траверсы и шлифовку на конце колеса. Эта машина имела хороший успех у гонщиков, хотя была дорогой по сравнению с KW или Sioux. Но по финишу он уступал KW и даже сиу. Конструкция патрона была сложной, и это была громоздкая машина. Отделка никогда не была такой, как у refacer KW. Sunnen приобрела IDL и продолжила производство машины, и, поскольку теперь она имела маркировку «Sunnen», она была признана лучшей.На мой взгляд, это никогда не было качеством дизайна Sunnen / TobinArp.
Нет новых машин IDL.
Comec (итальянский)
Comec разработала машину, которая представляет собой смесь более слабых конструкций вышеупомянутых машин. Есть несколько доступных источников и вариантов выбора шлифовальных кругов.
Они используют поворотную траверсу. Они шлифуют конец колеса и используют конструкцию патрона, в основном основанную на «бесцентровом» станке IDL. Трудно добиться хорошей отделки, и у патрона есть сложности, характерные для станка IDL.Похоже, что большинство клиентов с этой машиной не особо о ней заботятся. Я понимаю, что бывают исключения.
Comec ближе всего по цене к машине KW. Он продается через Baker Sales.
Rottler (индийское производство)
IDL копия
Когда Sunnen уронила рефасер IDL, а может быть, немного раньше, Робин Чера сделал копию рефасера IDL (к тому времени Sunnen). Есть несколько изменений, но патрон — это та же сложная бесцентровая система, и большинство функций осталось прежним.Вариантов шлифовальных кругов по-прежнему меньше, чем у KW или Sioux.
Робин добавил цифровую индикацию угла и сделал хорошую основу для установки станка. Робин предложил (или, возможно, сделал это по просьбе Роттлера) машину Роттлеру. Машины, которые у меня были в руках, не имели хорошей отделки, и УЦИ перестали работать вскоре после того, как они были установлены. Это красивые машины, но меня не интересуют сложные патроны или электроника (может быть, это предубеждение, или просто мое мнение).Я разговаривал со многими людьми, которым эта машина наплевать. Цена на IDL-копию
Роттлера смехотворна. Даже Суннен не брала столько.
Rottler (индийское производство)
Копия KwikWay
Робин решил (может быть по запросу Роттлера) сделать копию рефасера KwikWay. Он сделал такой же патрон и использовал те же колеса и почти все дублирующие функции, что и KW. Это выгодно при выборе колес для клапанов из титана и стеллита. Патрон по-прежнему имеет ограниченный размерный ряд, чем все патроны KW.То же самое касается и дорогостоящего технического обслуживания.
Сделана большая ошибка при выборе роликовых путей для перемещения шпинделя. В оригинальном KW использовались «ласточкин хвост» и подпружиненная пластина. Это очень хорошая система для долголетия. Роликовые направляющие в версии «Rottler» невозможно закрыть. Он действительно очень свободен, когда он новый, но со временем это станет большой и дорогостоящей проблемой. Мы приобрели эти же способы для тестирования и решили, что это наихудший выбор.
Я полагаю, что качество обработки и соосность у копии KW от Rottler хорошие. Не верю, что будет лучше. Цена этой стильной машины была установлена KW. Копия Роттлера смехотворно больше.
T&S 2075 Шлифовальный станок для клапанов (производство США)
Примерно в 2005 или 2006 году мы решили изготовить шлифовальный станок для клапанов. Мы начали с чистого листа бумаги (страница SOLIDWORKS) и сначала поместили на экран оба крайних размера клапана (длину и диаметр). Затем мы разработали уникальный бесцентровый патрон, литое основание, подогнанную по форме крышку, колесо размера Sioux и скопировали конструкцию подшипника шпинделя KW.Эта машина была легкой, компактной и простой в обслуживании, если не тратить силы на излишества. Стоимость производства была низкой, но мы не пытались хорошо ее продать. Мы не тратили достаточно времени на конец выноса, и машина была грязной в использовании.
Наша цель заключалась в том, чтобы сделать машину по функциям / стоимости по сравнению с формовочной машиной, которая была бы простой в использовании, дешевой и простой в обслуживании. Мы продали несколько таких станков и, оглядываясь назад, убедились, что на самом деле они были очень хорошими станками для быстрой и простой шлифовки поверхности клапана.
Когда Sioux / SnapOn прекратили выпуск станка 2075, мы увидели в этом возможность расширить конструкцию станка за счет использования общих деталей с Sioux и нашей простой конструкции бесцентрового патрона, а также конструкции шпинделя KW для превосходной отделки. Мы также добавили УЦИ для угловых и линейных путей перемещения и подачи колеса.
Мы ошиблись в выборе системы кодирования для УЦИ и создали собственный электронный интерфейс. Интерфейс работал хорошо, тарирование до 44,5 градусов, но кодировщик имел ту же проблему, что и дизайн Rottler.Он не был хорошо изолирован от охлаждающей жидкости и имел тенденцию быстро выходить из строя. Мы перешли на кодировщик / УЦИ американского производства и опломбировали кодировщик, чтобы устранить эту проблему.
Sioux Retrofit Chuck
Поскольку мы сделали копию станка Sioux, казалось, имеет смысл сделать модернизированный бесцентровый патрон для всех станков Sioux 2001 и 2075. Это улучшило концентричность и радиус действия патрона для Sioux, но ничего не повлияло на конструкцию шпинделя, поэтому чистовая обработка на старых станках Sioux все еще была неадекватной.Мы нашли способ изменить конструкцию шпинделя, чтобы улучшить качество обработки, но к тому времени, когда все это было сделано, имело смысл просто продать полностью новый станок. Мы не могли найти действительно эффективного метода модернизации этих старых машин.
2075 Машина для производства эпоксидной смолы и гранита
Мы решили пойти дальше в дизайне и создать конечную шлифовальную машину для клапанов со следующими проблемами: угол наклона 0-90 градусов для облицовки, лучшая отделка в отрасли, обычная конструкция колес для универсальности отделки на различных материалах, линейные способы для увеличения срока службы и минимального обслуживания, конструкция шлифования штока Sioux и ремонт патрона за 40 долларов.Бесцентровая система была повернута в сторону, так что угол будет одинаковым независимо от размера стержня. (Это не относится к дополнительной бесцентровой конструкции, использующей оригинальный патрон для вращения).
Я чувствую, что сегодня мы сделали лучший на рынке восстановитель клапанов, но даже за 10 500 долларов это не было для нас прибыльным устройством. Мы отложили дизайн до тех пор, пока не станем более эффективно производить эту машину.
Резюме
К сожалению, меня не интересуют слишком дорогие и сложные устройства восстановления, предлагаемые сегодня.Многие люди выкладывают большие деньги на индийские и итальянские машины, хотя KwikWay предлагает отличную цену и действительно хорошую машину американского производства с гарантией производительности. Меня сбивает с толку, зачем кому-то платить дополнительные деньги за копию KW Роттлера.
Мы решили продолжить наблюдение за этим рынком и вскочить на него, когда мы сможем стать более конкурентоспособными и прибыльными.
Если бы я порекомендовал сегодня устройство для восстановления клапана, это была бы машина KwikWay производства США.
Я уже извинился за оскорбление, которое, вероятно, вызовет мои комментарии.Но это мои честные мысли.
Тим Уитли
Президент
T&S Machines and Tools, Inc.
Станки для заточки клапанов для высокопроизводительного местного послепродажного обслуживания
Alibaba.com предлагает расширенный ассортимент станков для заточки клапанов , которые являются легкий и простой в эксплуатации. Эти прочные и жесткие станки обеспечивают лучшие в своем классе результаты шлифования даже в самых тяжелых условиях эксплуатации.Их высокоточные шлифовальные способности подходят для грубого, среднего и тонкого шлифования. Станки для шлифования клапанов разработаны для легкой настройки. Прочная конструкция, предварительно нагруженные подшипники и герметичная смазка обеспечивают долговечность этих машин. Все модели на сайте представлены в различных конфигурациях. Люди также могут быстро менять диски и регулировать натяжение шлифования во время работы. Эти машины, предназначенные для использования в мастерских по ремонту оборудования, производственных предприятиях и цехах строительных материалов, поставляются с седлами клапанов и шлифовальными машинами для измельчения при внутреннем сгорании.Шлифовальный станок для клапанов VR90 эффективно работает при шлифовании в двигателях внутреннего сгорания.
Основные компоненты, которые клиенты могут найти почти во всех моделях, включают двигатель, двигатель и подшипник. На Alibaba.com некоторые модели предназначены для отдельных единиц, а другие предлагают более обширные сервисные функции. Выбирая станки для заточки клапанов , потребители должны ознакомиться со спецификациями производителя. Это помогает гарантировать, что машина соответствует желаемым функциям для предполагаемого использования.Когда дело доходит до выбора лучшего автомобильного шлифовального станка для клапанов , покупатели могут выбрать универсальное внутреннее шлифование, круглошлифование, плоское шлифование, внешнее шлифование и многое другое. Каждый тип предназначен для определенного использования.
Станки для шлифования клапанов , доступные на Alibaba.com, соответствуют действующим стандартам CE ISO. Покупатели могут выбирать из различных моделей, которые различаются по весу, размерам, мощности, а также являются ли они ЧПУ или нет. Многие поставщики предлагают стандартные гарантии на эти продукты.
Анализ рынка портативных заточных станков, доля к 2031 году
Мировой рынок шлифовальных станков для портативных клапанов — Введение
- Клапан — это устройство, которое регулирует поток жидкости (гидравлической или пневматической) в процессе. Портативный клапан легкий и его легко переносить. Шлифовальный станок используется для обработки деталей, которые должны иметь высокое качество поверхности и высокую точность формы и размеров. Это тип обработки с использованием абразивного круга в качестве режущего инструмента.Портативные шлифовальные станки для клапанов — это механические станки, которые обеспечивают мелкую поверхность, с которой удаляется излишнее количество материала с клапана. Эти машины используются для устранения утечек в промышленных трубопроводах и представляют собой трудоемкую операцию, включающую длительные простои, производственные потери, помимо значительных затрат. С годами переносные станки для шлифования клапанов модернизируются, чтобы соответствовать требованиям различных промышленных приложений.
Быстрое расширение сектора промышленного производства
- Промышленное производство — крупный сектор роста для различных стран с различными компаниями, включая те, которые занимаются производством машин и оборудования, электротехнических и металлических изделий, цемента, строительных и строительных материалов, резиновых и пластмассовых изделий, а также продуктов для автоматизации.Портативный шлифовальный станок для клапанов используется в различных отраслях промышленности, а также в секторе промышленного производства. Машина используется для удовлетворения различных потребностей промышленного применения. Портативные шлифовальные станки для клапанов, вероятно, будут продолжать активно расти в ближайшие несколько лет из-за растущего спроса на клапаны для пневматических и гидравлических машин во всем мире.
Портативные шлифовальные станки для клапанов — высокоскоростные станки
- Портативные шлифовальные станки для клапанов, используемые для плоских конических уплотнительных поверхностей, позволяют работать быстрее и обеспечивают точное шлифование сильно поврежденных плоских, конических и цилиндрических уплотнительных поверхностей.Эффективность машины во многом зависит от используемых шлифовальных дисков. Эти диски имеют высокую скорость и позволяют быстрее резать и шлифовать предметы. Шлифовальные диски специально изготовлены для шлифовки клапана. Чем быстрее происходит измельчение, тем быстрее получается продукция. Более быстрое производство материалов на портативных станках для шлифования клапанов стимулирует спрос и увеличивает продажи этих станков.
Северная Америка будет доминировать на мировом рынке шлифовальных станков для портативных клапанов
- Мировой рынок портативных шлифовальных станков для клапанов можно разделить на пять регионов: Северная Америка, Европа, Азиатско-Тихоокеанский регион, Ближний Восток и Африка и Южная Америка
- На долю Северной Америки приходилась основная доля мирового рынка портативных шлифовальных станков для клапанов в 2020 году.Ожидается, что рынок в Северной Америке и Европе будет расти быстрыми темпами благодаря технологическому прогрессу, высокой производственной базе, сокращению времени простоя и расширению ассортимента легких машин в таких странах, как США, Канада, Мексика, Германия и Франция. прогнозируется, что в ближайшем будущем продажи портативных станков для заточки клапанов вырастут.
- Ожидается, что рынок в Азиатско-Тихоокеанском регионе будет расширяться со значительными темпами роста в течение прогнозируемого периода из-за индустриализации, спроса на высокоскоростные двигатели, растущего спроса на портативные и простые в обращении для обработки на месте, а также высокого спроса на пневматические и гидравлические машины в Китае, Индии, Японии и других странах Юго-Восточной Азии, что, согласно прогнозам, приведет к увеличению спроса на портативные станки для заточки клапанов.
Ключевые игроки, работающие на мировом рынке портативных заточных станков для клапанов
Основные игроки, работающие на мировом рынке портативных станков для заточки клапанов, вероятно, столкнутся с острой конкуренцией в течение прогнозируемого периода. Известные компании, такие как EFCO Maschinenbau GmbH, Kemet International Limited, unigrind GmbH & Co. KG и Chris-Marine AB, сосредотачиваются на простых в обращении станках и высокоскоростных шпинделях, которые делают механизм быстрее. Компании проводят слияния и поглощения для повышения производительности.Ключевые игроки, работающие на мировом рынке портативных станков для заточки клапанов:
- EFCO Maschinenbau GmbH
- Кемет Интернэшнл Лимитед
- unigrind GmbH & Co. KG
- Крис-Марин AB
- Metals Kingdom Industry Limited Все
- Вентилятор
- COMEC Srl
- TECNOUP
- PROTEM USA LLC
- AZ спа
Мировой рынок портативных шлифовальных станков для клапанов — объем исследования
Мировой рынок портативных шлифовальных станков для клапанов, по типу
- Электрический
- Гидравлический
- Пневматический
Мировой рынок портативных шлифовальных станков для клапанов по диаметру
- 0.25-6 дюймов
- 6-12 дюймов
- 12-24 дюйма
- Более 24 дюймов
Мировой рынок портативных шлифовальных станков для клапанов, по диапазону цен
Мировой рынок портативных шлифовальных станков для клапанов, по каналам сбыта
- Прямые продажи
- Косвенные продажи
Мировой рынок портативных шлифовальных станков для клапанов, по регионам
- Северная Америка
- U.С.
- Канада
- Остальная часть Северной Америки
- Европа
- Великобритания
- Германия
- Франция
- Остальная Европа
- Азиатско-Тихоокеанский регион
- Китай
- Индия
- Япония
- Остальная часть Азиатско-Тихоокеанского региона
- Ближний Восток и Африка
- GCC
- Южная Африка
- Остальной Ближний Восток и Африка
- Южная Америка
- Бразилия
- Остальная часть Южной Америки
Это исследование TMR представляет собой всеобъемлющую структуру динамики рынка.В основном он включает критическую оценку пути потребителей или клиентов, текущих и новых направлений деятельности, а также стратегическую основу, позволяющую руководителям по управлению бизнесом принимать эффективные решения.
Нашей ключевой основой является 4-квадрантная структура EIRS, которая предлагает подробную визуализацию четырех элементов:
- Клиент E Карты опыта
- I Наблюдения и инструменты, основанные на исследованиях на основе данных
- Практичность R Результаты для удовлетворения всех бизнес-приоритетов
- S трагические рамки для ускорения пути роста
В исследовании предпринята попытка оценить текущие и будущие перспективы роста, неиспользованные возможности, факторы, определяющие их потенциальный доход, а также структуру спроса и потребления на мировом рынке, разбив его на региональную оценку.
Комплексно охвачены следующие региональные сегменты:
- Северная Америка
- Азиатско-Тихоокеанский регион
- Европа
- Латинская Америка
- Ближний Восток и Африка
Структура квадранта EIRS в отчете суммирует наш широкий спектр основанных на данных исследований и рекомендаций для CXO, чтобы помочь им принимать более обоснованные решения для своего бизнеса и оставаться лидерами.
Ниже приведен снимок этих секторов.
1. Карта впечатлений клиентов
Исследование предлагает всестороннюю оценку различных поездок клиентов, имеющих отношение к рынку и его сегментам. Он предлагает различные впечатления клиентов о продуктах и использовании услуг. Анализ позволяет более внимательно изучить их болевые точки и опасения в различных точках контакта с клиентами. Решения для консультаций и бизнес-аналитики помогут заинтересованным сторонам, включая CXO, определить карты клиентского опыта, соответствующие их потребностям.Это поможет им нацелиться на повышение взаимодействия клиентов с их брендами.
2. Анализ и инструменты
Различные идеи в исследовании основаны на тщательно продуманных циклах первичных и вторичных исследований, с которыми аналитики участвуют в ходе исследования. Аналитики и советники TMR применяют общеотраслевые инструменты количественного анализа клиентов и методологии прогнозирования рынка для получения результатов, что делает их надежными.В исследовании предлагаются не только оценки и прогнозы, но и лаконичная оценка этих цифр в динамике рынка. Эти идеи объединяют основанные на данных исследовательские рамки с качественными консультациями для владельцев бизнеса, CXO, политиков и инвесторов. Эти идеи также помогут их клиентам преодолеть свои страхи.
3. Практические результаты
Результаты, представленные в этом исследовании TMR, являются незаменимым руководством для выполнения всех бизнес-приоритетов, в том числе критически важных.Результаты при внедрении продемонстрировали ощутимые преимущества для заинтересованных сторон бизнеса и отраслевых субъектов в повышении их производительности. Результаты адаптируются к индивидуальной стратегической структуре. Исследование также иллюстрирует некоторые из недавних тематических исследований по решению различных проблем компаниями, с которыми они столкнулись на пути к консолидации.
4. Стратегические рамки
Исследование дает предприятиям и всем, кто интересуется рынком, возможность сформировать широкие стратегические рамки.Это стало более важным, чем когда-либо, учитывая текущую неопределенность из-за COVID-19. В исследовании обсуждаются консультации по преодолению различных подобных прошлых сбоев и предвидятся новые, чтобы повысить готовность. Эти рамки помогают предприятиям планировать свои стратегические согласования для восстановления после таких разрушительных тенденций. Кроме того, аналитики TMR помогут вам разобраться в сложном сценарии и обеспечить отказоустойчивость в неопределенные времена.
Отчет проливает свет на различные аспекты и дает ответы на актуальные вопросы рынка.Вот некоторые из важных:
1. Какие варианты инвестиций могут быть наилучшими при освоении новых продуктов и услуг?
2. К каким ценностным предложениям следует стремиться предприятиям при финансировании новых исследований и разработок?
3. Какие нормативные акты будут наиболее полезны для заинтересованных сторон в расширении их сети цепочки поставок?
4. В каких регионах в ближайшем будущем может наблюдаться рост спроса в определенных сегментах?
5.Какие из лучших стратегий оптимизации затрат с поставщиками, с которыми некоторые хорошо зарекомендовавшие себя игроки добились успеха?
6. Какие ключевые перспективы использует топ-менеджер, чтобы вывести бизнес на новую траекторию роста?
7. Какие правительственные постановления могут поставить под сомнение статус ключевых региональных рынков?
8. Как новые политические и экономические сценарии повлияют на возможности в ключевых областях роста?
9.Каковы некоторые из возможностей получения прибыли в различных сегментах?
10. Что будет препятствием для входа на рынок новых игроков?
Примечание: Несмотря на то, что были приняты меры для поддержания наивысшего уровня точности отчетов TMR, недавним изменениям, связанным с рынком / поставщиком, может потребоваться время, чтобы отразить их в анализе.
Шлифовка клапана: важная процедура технического обслуживания клапана
Техника и оборудование для шлифования клапанов
За прошедшие годы было разработано множество методов шлифовки и притирки клапанов. На сегодняшний день предпочтительной технологией является шлифовальная головка с индивидуальным приводом. Однако другие методы, в том числе более традиционные, все еще используются во многих секторах отрасли.
Шлифовальные головки с индивидуальным приводом: При использовании этих головок шлифовальные диски расположены планетарно вокруг центральной приводной головки.Это обеспечивает одинаковую скорость внутри и снаружи сиденья. Диски можно правильно расположить как на плоских, так и на наклонных посадочных местах, заставляя шлифовальные головки одинаково шлифовать по всей поверхности посадочного места. Таким образом достигается идеально ровное седло с мелкой поверхностью и штриховкой за короткий период времени (см. Рисунок 1).
Шлифовальные или фрезерные станки для мастерских: Это высокоскоростные станки, которые позволяют шлифование или фрезерование снаружи, внутри и на плоскости под любым требуемым углом.Механизм крепления обеспечивает точное центрирование машины. Результаты отличные, а скорость резки выше, чем при использовании любого другого метода.
Шлифовальные станки с фрикционными шлифовальными головками: Они производят мелкую структуру поверхности с штриховкой. Однако скорость резания относительно низкая. На плоских седлах шлифовальные головки с фрикционным приводом должны быть размещены не по центру, чтобы усилить вращательное действие. Трение может вызвать замедление или остановку шлифовальной головки там, где силы трения максимальны.В результате эта технология будет обеспечивать разную скорость снаружи и внутри сиденья, что может привести к вогнутому сиденью.
Шлифовальный станок с твердыми плоскими или угловыми чугунными пластинами: Этот метод можно использовать для плоских седел и небольших задвижек, когда не хватает места. Рекомендуется использовать клейкую шлифовальную бумагу для предотвращения выпуклости чугунных пластин в том месте, где они расположены. Сплошная плоская пластина будет развивать более высокую скорость по внешнему периметру, чем по внутренней части диска.Следовательно, больше материала удаляется с внешней стороны сиденья, которое становится слегка выпуклым. Этот метод дает шлифовальную структуру с продольными царапинами, что приводит к неточной ровности по всему седлу. Если используется шлифовальная паста, она будет медленно перемещаться от центра, пока вся паста не окажется на внешней стороне седла. Скорость резания низкая.
Притирка с вращающимся столом: Это дает хорошие результаты, когда работа выполняется в мастерской; Доступны специальные столы для шлифовки седел или клиньев клапанов.Однако этот метод требует много времени.
Ручная притирка: это альтернативный метод, чрезвычайно трудоемкий и может быть грязным при использовании шлифовальной пасты.
ТИПИЧНЫЕ ДЕФЕКТЫ, ОБНАРУЖЕННЫЕ НА ПОВЕРХНОСТИ СИДЕНИЙ
1. Следы защемления / заедания: Эти следы вызваны посторонними предметами в трубопроводах. Обычно эти отметки не глубже 0,05 мм.
2. Следы от порезов: они обычно возникают в результате скользящего движения на задвижках или любых клапанах с клином или заглушкой с использованием скользящего действия.Повреждение происходит между седлом и клином при открытии и закрытии клапана. Обычно он более распространен на нижней стороне клапана, между положениями 4:00 и 8:00. Часто они глубже 0,05 мм. Если возможно, следов порезов можно избежать, используя клапан с меньшим радиусом.
3. Следы эрозии: Эти следы видны в месте утечки, когда клапан закрыт. Это можно найти на всех типах клапанов. Метки часто бывают глубже 0,05 мм.
4. Седло не плоское: это может произойти, если седло было подвергнуто сварке, когда оно изношено, или если оно было неправильно отшлифовано или притерто.Это дефект, который чаще всего встречается на задвижках.
5. Трещины в седле: этот дефект обычно возникает на клапанах со сварным седлом.
6. Коническое седло: Поверхность седла клапана обычно должна быть плоской, но может стать вогнутой или выпуклой из-за неправильной процедуры шлифовки.
Шлифовальные головки с фрикционным приводом часто имеют вогнутую поверхность, то есть поверхность, которая немного ниже изнутри.
Одиночные шлифовальные диски часто имеют выпуклую поверхность, т.е.е., чуть ниже снаружи. У этого типа кофемолки скорость вращения на внешней стороне диска выше. Кроме того, шлифовальная пыль перемещается к периферии диска, способствуя дополнительному шлифованию по внешнему краю.
Помните, что плотная плоская поверхность особенно важна в случае предохранительных клапанов сброса давления (PRV) и предохранительных клапанов сброса давления (SRV), поскольку они зависят от натяжения пружины, чтобы оставаться закрытыми.
Последние мысли
Крайне важно, чтобы персонал завода был информирован о текущем оборудовании и методах обслуживания арматуры и был в курсе последних событий.Важно помнить, что техническим специалистам, использующим это оборудование, также требуются навыки и рассудительность, которые в конечном итоге несут ответственность за результаты выполненного технического обслуживания клапана. Суждение и навыки — это непрерывный процесс, который улучшается за счет знания человеком существующих методов, процедур, оборудования, а также за счет осведомленности о постоянно разрабатываемых технологиях.
Техническое обслуживание клапана имеет решающее значение не только для экономии времени и денег, но и для обеспечения максимальной безопасности предприятия и операторов на предприятиях.Аллан Бэрри-Тейлор работал торговцем инженерным оборудованием на золотых, платиновых и алмазных рудниках Южной Африки, а затем перешел в технический отдел продаж. Он применил практический инженерный опыт в технических продажах от продаж промышленных товаров и станков до проектов полного обслуживания оборудования в перерабатывающей промышленности. Затем Аллан стал самостоятельно работать в качестве дистрибьютора нескольких товарных брендов и разрабатывать эти продукты для мировых брендов. Наконец, Аллан занялся созданием компаний, развитием глобального бизнеса и координацией продуктов, специализируясь на притирке плоских поверхностей, полировке металла по металлу (и других экзотических материалах), ремонте седел клапана и испытаниях под давлением.
* Все изображения предоставлены Allap Technical Solutions.
Станок для шлифования сердечников клапана
2.Обзор продукта:
Стационарный затворный станок подходит для клапанных дисков задвижек и шаровых клапанов, он широко применяется в угольной энергетике, нефтехимической стали, металлургической бумаге и других отраслях промышленности.
Характеристика:
1 、 Стационарный, более стабильный и прочный
2 、 Конструкция с двумя рабочими позициями, простота в эксплуатации, более высокая эффективность
3.Технические параметры
1) Диаметр шлифовального диска: Dia500 мм
2) Объем шлифования: Dia25-Dia300
3) Количество шлифовального диска: 2 шт.
3) Применение: сердечник клапана плоского шарового клапана, задвижка .
4) Мощность двигателя: 1100 Вт, двойной двигатель.
5) Режим регулирования скорости: Бесступенчатое регулирование скорости с переменной частотой
6) Электропитание: 220 В / 50 Гц
7) Мощность двигателя: 1100 Вт x2 = 2,2 кВт двойной двигатель
4.Вопросы, требующие внимания перед работой
1. Подключите источник питания 380 В и включите все питание.
2. Перед запуском оборудования проверьте, нет ли вокруг шлифовального круга посторонних предметов, и устраните их.
5. Инструкции по эксплуатации:
A. Инструкции по эксплуатации преобразователя частоты:
(1) Клавиша запуска устройства: RUN Клавиша остановки устройства: STOP Клавиша прямого и обратного преобразования: JOG
(Примечание: при прямом и обратном преобразование выполнено, положение тройного рычага следует соответственно отрегулировать).
Регулировка скорости: ручка регулировки поворота панели или регулировка клавиш вверх и вниз.
(2) Другие ключевые предложения не следует изменять во избежание путаницы.
B. Заточка катушки:
(1) Перед заточкой катушки отрегулируйте и зафиксируйте тройной рычаг в соответствии с размером катушки и установите роликовый узел на тройной рычаг, отрегулируйте положение и сильно нажмите. Нанесите соответствующий абразивный раствор на шлифовальную пластину. (см. процесс шлифования)
(2) Шлифовка и ремонт круглой катушки.
Катушка помещается посередине угла между тремя удерживающими стержнями и контактирует с роликом для запуска оборудования для шлифования. Или поместите катушечный ролик между углом тройной планки и контактом с роликом, вставьте одну или несколько катушек в ролик, запустите оборудование для шлифования.
(3) Шлифование золотника задвижки:
Поместите катушечный ролик между углом тройного рычага и контактируйте с роликом. Поместите одну или несколько катушек в ролик и начните измельчение.
(4) Ручное шлифование:
Маленькая катушка с меньшими повреждениями поместит катушку на шлифовальный диск и запустит оборудование для ручного шлифования.
(5) левая и правая две притирочные пластины управляются двумя датчиками на левой и правой стороне соответственно, и режим работы такой же.
6. Процесс шлифования:
Абразивную пасту разных размеров следует заменять в зависимости от потребностей шлифования.Абразивную пасту перемешивают и наносят на абразивную пластину машинное масло. Перед шлифовкой необходимо удалить заусенец на катушке перед шлифованием.
1) Черновое шлифование:
Выберите абразивную пасту 60-120 # для удаления таких дефектов, как следы канавок, ямок, царапин и т. Д.
2) Тонкое шлифование:
Для удаления используется шлифовка около 240 # или около того. мелкие царапины.
3). Чистовая шлифовка:
Для чистовой полировки используется шлифовальная паста № 400 #.
M-100 портативный шлифовальный станок для клапанов Руководство пользователя — Metals Kingdom Industry Limited Experts
1.Обзор
2.Технический параметр
3. список деталей и установочные изображения
4.Начало работы и инструкции по технике безопасности
5. метод установки и эксплуатации
6. процесс шлифования
7. обслуживание
Портативный шлифовальный станок для клапанов 1.M-100 Обзор
Портативный шлифовальный станок для клапанов модели M-100 разработан для обслуживания клапанов как продукт нового поколения.Продукт может снизить трудоемкость, повысить эффективность труда и снизить затраты на техническое обслуживание. Он широко используется в таких отраслях, как электроэнергетика, нефтяная, химическая и металлургическая промышленность. Он имеет следующие характеристики:
Легкий, компактный и удобный для переноски
Разъемная сборка упрощает и ускоряет установку
Простота использования
Высокая эффективность, хорошее качество шлифования
Обслуживание на объекте без разборки и сборки арматуры
2.Портативный заточный станок для клапанов M-100 Технические параметры
Объем шлифования:
Конический клапан: 10 ~ 65, угол 60 㡢 75 㡢 90
Клапан с плоским конусом: 20-165
Задвижка: 30-100 не в строке
Мощность двигателя: 622 Вт
Номинальное напряжение: 220 В
Допустимая регулируемая длина: L250 мм
Рабочий вес: 3 кг
3. Переносной шлифовальный станок для клапанов M-100 Список деталей и изображения установки
Указанный шлифовальный станок состоит из двигателей, ручного подъемника, приводных валов, фиксированного набора, притирочной головки, давления papei, прокладки, гайки и т. Д.
На следующих рисунках отдельно показана установка для различных клапанов.
4.M-100 переносной шлифовальный станок для клапанов. Начало работы и инструкции по технике безопасности.
4.2 Двигатели должны использоваться следующим образом:
При более сильном нажатии кнопки скорость вращения увеличивается.
Двигатель должен вращаться по часовой стрелке или против часовой стрелки после соответствующего переключателя, скорость вращения также может регулироваться поворотной ручкой, которая должна находиться на холостом ходу, когда она перпендикулярна оси шпинделя двигателя.
Число оборотов увеличивается, когда маховик скорости, расположенный рядом с переключателем, поворачивается по часовой стрелке в соответствии с направлением стрелки, нанесенной на колесо, и наоборот.
В общем, двигатель рекомендуется запускать после того, как маховик повернут в крайнее нижнее положение, затем при нажатии кнопки управления (например, кнопка блокировки находится на задней рукоятке двигателя) двигатель должен продолжать работать. Само по себе ожидаемое число оборотов может быть достигнуто, наконец, с помощью маховика. При выключении кнопка блокировки будет автоматически отпущена при нажатии переключателя после того, как обороты будут на нижней стороне, двигатель остановится после того, как переключатель будет отпущен.
4.3 Нарежьте шлифовальную бумагу (ткань) по диаметру шлифовальных пленок или длине конической поверхности.
4.4 Перед шлифовкой проверьте шлифуемую поверхность, чтобы удалить блики, чтобы не допустить ударов шлифовальной головки и изменения угла шлифования.
4.5 Отсоедините вилку от источника питания после выключения кофемолки, чтобы избежать случайного запуска и травм персонала или кофемолки.
5.Портативный шлифовальный станок для клапанов M-100 Метод установки и эксплуатации
5.1 Притирочная головка Выбор
Выберите соответствующую притирочную головку в соответствии с размерами сердечника клапана.
Определите угол притирочной головки с помощью угловой линейки, убедившись, что угол соответствует конусу клапана.
5.2 Установка
Установка оборудования в соответствии с размером клапана Рисунок 1 — Рисунок 10.
5.3 Метод работы
Установите фиксированный комплект на трубопровод клапана, приклейте притирочную головку к притертой поверхности, одной рукой придерживая ручку мотора и переключатель, а другой придерживая комплект ручного подъема, осторожно нажмите переключатель, затем шлифование.
6. Процесс шлифования
6.1 Черновое шлифование
Отшлифовать шлифовальной бумагой (тряпкой) 80 #.
6.2 Прецизионное шлифование
Отшлифовать наждачной бумагой (тряпкой) 240 #.
6.3 Польское шлифование
Шлифовать шлифовальной бумагой (тканью) выше 400 # или шлифовать притирочной головкой с помощью мелкодисперсной штукатурки.
7. Техническое обслуживание
По окончании шлифования тщательно очистите все детали, снимите шлифовальную бумагу (ткань) с клапана шлифовального станка и смочите маслом.
храните его в ящике для инструментов в соответствии с углом и размером.