Тема 1. Медницко-жестяницкие работы.
Формируемые умения и навыки.
Правка, резка и гибка материала. Соединение листового материала пайкой, швом. Соблюдение правил техники безопасности.
Содержание информации, необходимой для формирования умений и навыков.
Инструмент, оборудование, оснастка, материалы для работ. Оборудование рабочего места. Правила и приемы работ. Технологическая последовательность выполнения работ. Правила техники безопасности.
Примерные виды работ.
Выполнение работ по правке, резке и гибке, изготовлению швов. Паяние баков, радиаторов охлаждения и трубок.
Тема 2. Термическая обработка металлов.
Формируемые умения и навыки.
Выполнение операций по термической обработке металлов на оборудовании; соблюдение правил техники безопасности.
Содержание
информации, необходимой для формирования
умений и навыков.
Оборудование термического отделения. Значение термической обработки в общем комплексе работ по ремонту автомобилей. Технологические процессы термической обработки. Правила техники безопасности.
Примерные виды работ
Термообработка инструмента, втулок полуосей легковых автомобилей.
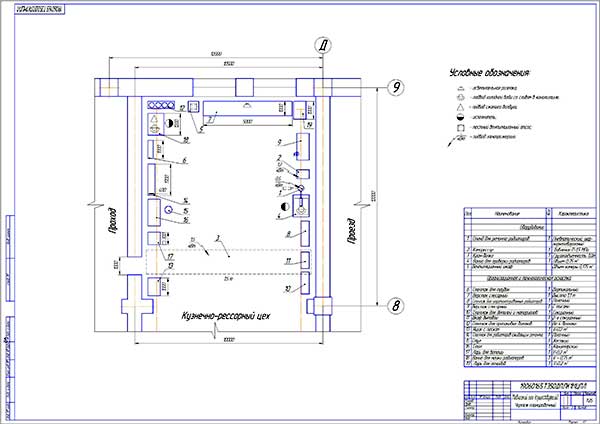
Тема 3. Кузнечные работы.
Формируемые умения и навыки.
Выполнение основных операций ручной кузнечной ковки с применением инструмента и оснастки с соблюдением правил техники безопасности.
Содержание информации, необходимой для формирования умений и навыков.
Инструмент, оборудование, приспособления кузнечного отделения. Технологический процесс ковки. Правила техники безопасности.
Примерные виды работ.
Осадка,
гибка, пробивка, прошивка металла при
изготовлении инструмента, приспособлений
и изделий.
Тема 4. Сварочные работы.
Формируемые умения и навыки.
Подготовка к работе сварочного оборудования. Произведение сварочных работ. Контроль качества и предупреждение брака. Использовать средства индивидуальной защиты.
Содержание информации, необходимой для формирования умений и навыков.
Оборудование рабочего места. Подготовка кромок к сварке. Значение сварки в ремонте автомобилей. Правила техники безопасности.
Примерные виды работ.
Выполнение сварочных работ электросварки и газосварки при изготовлении деталей.
Тема 5. Заметная практическая работа.
Формируемые умения и навыки.
Уметь изготовить деталь с применением термических операций, кузнечно-сварочных работ.
Примерные виды работ.
Изготовление
деталей с применением термической
обработки, кузнечных ‘ и
сварочных работ.
4. Демонтажно-монтажная практика
4.1. Общие указания
Демонтажно-монтажная практика имеет своей целью ознакомить студентов с основными технологическими процессами демонтажно-монтажных работ, С оборудованием, приспособлениями и инструментом, применяемом при данных работах, дать студентам практические навыки выполнения основных демонтажно-монтажных работ.
Руководство практическим обучением должно осуществляться мастерами производственного обучения, имеющих среднее специальное образование,. опыт работы, данного профиля и владеющими методикой производственного обучения. При выдаче заданий мастер должен объяснить студентам назначение, содержание задания, обеспечить операционными картами, материалами и чертежами, ознакомить с приспособлениями и т.п.; объяснить правила и показать приемы выполнения операций, научить студентов устанавливать технологическую последовательность сборочно-разборочных работ.
Студенты
допускаются к работе только после
прохождения вводного инструктажа
по технике безопасности и первичного
инструктажа на рабочем месте.
Вводный инструктаж по правилам техники безопасности проводит мастер под роспись каждого студента в специальном (прошнурованном, пронумерованном и скрепленном печатью) журнале.
В течение рабочего дня мастер дает вводный инструктаж, текущий и заключительный инструктаж. Вводный инструктаж дается перед началом работы.
Текущий инструктаж предусматривает замечания по ходу работы, исправление ошибок и неправильных действий студентов. В заключительном инструктаже подводятся итоги работы за день с разбором наиболее характерных ошибок. Каждый студент получает оценку своей работы за день.
В случае допущения студентами нарушения требований охраны труда, которые могли привести или привели к несчастному случаю, пожару, аварии, травме или взрыву, проводится внеплановый инструктаж.
Студенты,
пропустившие одно или несколько
практических занятий по демонтажно-монтажной
практике, обязаны отработать установленное
учебным планом время, не зависимо от
количества пропущенных часов и причин
пропуска.
4.2. Примерный тематический план демонтажно-монтажной практики
№ п/п | Наименование тем практики | Количество часов (недель.) | |
1. 2. 3. 4. 5. 6. 7. 8. 9. 10. | Вводное занятие Разборка и сборка двигателя Разборка и сборка приборов системы питания Разборка и сборка приборов электрооборудования Разборка и сборка сцепления и карданной передачи Разборка и сборка коробки передач и раздаточной коробки Разборка и сборка задних и средних мостов Разборка и сборка передних мостов Разборка
и сборка рулевых механизмов и приводов. Разборка и сборка приборов и механизмов тормозной системы Зачетная практическая работа | 1. 18. 6. 6. 6. 6. 6. 6. 6. 6. 5. | |
Итого: | 72 часа 2недели | ||

4.3. Примерное содержание демонтажно-монтажной практики.
Вводное
занятие Формируемые
знания.
Знать правила техники безопасности, безопасные приемы труда при выполнении сборочно-разборочных работ.
Содержание информации, необходимой для формирования знаний.
Программа демонтажно-монтажной практики. Значение демонтажно-монтажных работ в общем комплексе работ. Правила внутреннего распорядка, режим работы мастерских. Оборудование рабочего места. Инструктаж по технике безопасности.
Примерные виды работ.
5.2 Режим работы зоны тр
5 Технологический расчёт зоны ТР
5.1 Назначение и задачи ТР
Утверждённая
нормативными документами система
технического обслуживания и ремонта
является планово-предупредительной и
если техническое обслуживание, как
комплекс мероприятий по поддержанию
подвижного состава в работоспособном
состоянии, надлежащем внешнем виде и
т.д. является профилактическим
мероприятием, проводимым в принудительном
(плановом) порядке, то ремонт является
комплексом операций по восстановлению
исправного и работоспособного состояния
и выполняется по потребности после
появления неисправности. Это как правило.
Однако, ремонт может выполняться и
принудительно по плану (пробегу)и такой
ремонт так же является планово-предупредительным.
В соответствии с назначением, объёмом
выполняемых работ и организацией ремонт
подразделяется на капитальный и текущий.
Капитальный ремонт подвижного состава,
агрегатов и узлов предназначен для
восстановления их исправности и близкого
к полному (не менее 80%) восстановления
ресурса и проводится вне АТП. Капитальный
ремонт полнокомплексных автомобилей
необходимо исключать, что и происходит
в настоящее время, т.к. АТП от него
отказываются, организационно оставляя
только КР агрегатов. Текущий ремонт
(ТР) предназначен для обеспечения
работоспособного состояния автомобилей
с восстановлением или заменой отдельных
его агрегатов, узлов и деталей, достигших
предельно допустимого состояния. ТР
должен обеспечивать безотказную работу
отремонтированных агрегатов, узлов и
деталей на пробег не меньше, чем до
очередного ТО-2.
Это как правило.
Однако, ремонт может выполняться и
принудительно по плану (пробегу)и такой
ремонт так же является планово-предупредительным.
В соответствии с назначением, объёмом
выполняемых работ и организацией ремонт
подразделяется на капитальный и текущий.
Капитальный ремонт подвижного состава,
агрегатов и узлов предназначен для
восстановления их исправности и близкого
к полному (не менее 80%) восстановления
ресурса и проводится вне АТП. Капитальный
ремонт полнокомплексных автомобилей
необходимо исключать, что и происходит
в настоящее время, т.к. АТП от него
отказываются, организационно оставляя
только КР агрегатов. Текущий ремонт
(ТР) предназначен для обеспечения
работоспособного состояния автомобилей
с восстановлением или заменой отдельных
его агрегатов, узлов и деталей, достигших
предельно допустимого состояния. ТР
должен обеспечивать безотказную работу
отремонтированных агрегатов, узлов и
деталей на пробег не меньше, чем до
очередного ТО-2.
 ТР выполняется на постах
непосредственно на автомобиле и на
производственных участках. Постовые
работы ТР выполняются (в большинстве
случаев) в зоне ТР, где организуются
посты для ремонтных воздействий
непосредственно на автомобиле.
ТР выполняется на постах
непосредственно на автомобиле и на
производственных участках. Постовые
работы ТР выполняются (в большинстве
случаев) в зоне ТР, где организуются
посты для ремонтных воздействий
непосредственно на автомобиле.Режим работы зоны ТР должен быть согласован с графиком выпуска и возврата автомобилей с линии.
Для определения режима работы зоны (участка) необходимо построить совмещённый график работы АТП, т.е. совместить график работы автомобилей на линии и график работы зон (участков) производственно-технической базы АТП.
Пример решения этого вопроса изложен в разделе 3.
Материал необходимо изучить, построить совмещённый график для АТП по проекту, определить режим работы зоны ТР.
Режим характеризуется числом рабочих дней в неделю, год, продолжительностью и временем начала и конца смены, сменностью работы ремонтных рабочих и мастеров.
Для
нашего примера примем следующий режим
работы зоны ТР: рабочая неделя 6 дней
(несмотря на то, что автомобили работают
7 дней в неделю), рабочие будут работать
1,5 смены, два дня работать и два отдыхать
с общим выходным в воскресенье,
продолжительность смены 13,5 ч с двумя
перерывами по 45 минут для отдыха и приёма
пищи. С учётом нормируемых перерывов
продолжительность работы зоны ТР с 800 часов утра до 2300 вечера.
С учётом нормируемых перерывов
продолжительность работы зоны ТР с 800 часов утра до 2300 вечера.
Работы в ночь при её низкой производительности и травмоопасности лучше избегать, поэтому в данном примере она не предлагается.
Графиком работы рабочих на месяц корректируется месячный фонд рабочего времени путём укорочения отдельных смен для конкретного рабочего. Режим работы зоны ТР не меняется.
Для дальнейших расчётов число рабочих дней зоны ТР за год принимаем 305 дней (в проекте конкретизируется).
При расчёте производственной программы и трудоёмкости работ ТО и ТР по АТП, был отдельно проведён и расчёт общего объёма работ ТР, который выполняется как на постах, непосредственно на автомобилях, так на производственных участках.
К постовым относятся работы выполняемые на автомобилях: диагностические, регулировочные, разборочно-сборочные, сварочно-жестяницкие, малярные.
Постовые
работы проводятся как в зоне ТР
непосредственно, так и на других постах
организационно входящих в другие
подразделения производственной базы.
К таким постовым работам относятся: диагностические, сварочно-жестяницкие и малярные.
При определении годовой трудоёмкости работ зоны ТР, необходимо будет определить, какие постовые работы будут проводиться непосредственно на постах отнесённых организационно к зоне ТР, а какие будут организованы отдельно. Прежде всего необходимо отметить, что малярные работы должны осуществляться в отдельных помещениях вне зоны ТР. Необходимо и применительно к конкретному примеру рассмотреть целесообразность размещения постов диагностики и проведения сварочно-жестяницких работ в зоне ТР, а не отдельно от неё.
Чаще всего на практике постовые сварочно-жестяницкие работы выполняются организационно на постовом отделении сварочно-жестяницкого участка, а участковые сварочные и жестяницкие работы будут проводиться в другом отделении этого сварочно-жестяницкого участка, но организационно всё это будет входить в сварочно-жестяницкий участок, а не в зону ТР.
Годовая
трудоёмкость работ зоны ТР, а также вида
работ определяется в % отношении этих
работ от расчётной трудоёмкости ТР за
год.
Для нахождения этого % используются соответствующие данные ОНТП-01-91 и ОНТП-АТП-СТО-80.
Распределение трудоёмкости ТР по видам постовых работ выполняемых в АТП, следует принимать по таблице 5.1.
Таблица 5.1 – Распределение постовых работ ТР, %
Вид работ | Подвижной состав | ||||
Легковые автомобили | Автобусы | Грузовые автомобили | Внедорожные автомобили-самосвалы | Прицепы и полуприцепы | |
Диагностические | 1,5-2,5 | 1,5-2,0 | 1,5-2,0 | 1,5-2,0 | 1,5-2,5 |
Регулировочные | 3,5-4,5 | 1,5-2,0 | 1,0-1,5 | 2,5-3,5 | 0,5-1,5 |
Разборочно-сборочные | 28-32 | 24-28 | 32-37 | 29-32 | 28-31 |
Сварочно-жестяницкие | 6-8 | 6-7 | 1-2 | 3,5-4,0 | 9-10 |
Малярные | 6-10 | 7-9 | 4-6 | 2,5-3,5 | 5-7 |
Всего постовые | 45-57 | 40-48 | 39-51 | 39-45 | 44-58 |
В
нашем примере расчёта (раздел 2) общая
годовая трудоёмкость ТР по АТП где все
грузовые автомобили 51155 чел. ч
ч
Распределение трудоёмкости по видам работ, чел.ч определяется по следующей формуле
(5.1)
где ТТР — расчётная годовая трудоёмкость работ ТР, чел.ч;
ПВр — процент вида работ от годовой трудоёмкости работ ТР, %.
Расчётные данные представим в таблице 5.2.
При анализе таблицы 5.1 видно, что процент вида работ представлен в размерной вилке. Конечно, это приблизительные справочные %. Если Вы с ними не согласны как по причине отсутствия указанных работ в АТП (см.раздел 1) и т.п., то вновь принятые % распределения необходимо обосновать в пояснительной записке, привести соответствующую техническую литературу или отчётные, статистические данные с их анализом. Такое решение будет приветствоваться, т.к. Вы проявляете самостоятельность в принятии нестандартного решения.
Таблица
5. 2 – Распределение постовых
работ ТР
2 – Распределение постовых
работ ТР
Вид работ | Процент работ ТР, % | Трудоёмкость работ, чел.ч |
Диагностические | 1,5 | 767 |
Регулировочные | 1,5 | 767 |
Разборочно-сборочные | 35 | 17904 |
Сварочно-жестяницкие | 2 | 1023 |
Малярные | 5 | 2558 |
Постовые (всего) | 45 | 23019 |
При
анализе таблицы 5. 2 наблюдаем трудоёмкость
работ по диагностике за год 767 чел.ч. это
ниже трудоёмкости одного рабочего,
поэтому относим эти работы на отдельный
пост диагностики вне помещения зоны ТР
и предполагаем, что эти работы необходимо
совместить с диагностическими работами
ТО-1 и ТО-2, т.е. с Д—1
и Д-2 и не проводить в зоне ТР.
2 наблюдаем трудоёмкость
работ по диагностике за год 767 чел.ч. это
ниже трудоёмкости одного рабочего,
поэтому относим эти работы на отдельный
пост диагностики вне помещения зоны ТР
и предполагаем, что эти работы необходимо
совместить с диагностическими работами
ТО-1 и ТО-2, т.е. с Д—1
и Д-2 и не проводить в зоне ТР.
Регулировочные и разборочно-сборочные работы в полном объёме предлагаем проводить в зоне ТР.
Постовые сварочно-жестяницкие работы выносим на постовое отделение сварочно-жестяницкого участка и исключаем их из дальнейшего рассмотрения (хотя возможно и обратное).
Малярные работы по требованию (см. 6.1) должны проводиться в отдельном помещении, поэтому их (категорически) исключаем из рассмотрения как работы, которые возможно проводить в зоне ТР.
Таким образом в зоне ТР планируется проведение разборочно-сборочных и регулировочных работ ТР с общей годовой трудоёмкостью
ТПТР
Г =
ТТР
Р + ТТР
Р-С = 767 + 17904 = 18671 чел. ч
ч
На основании расчётной трудоёмкости зоны ТР можно провести расчёт числа рабочих как штатных, так и явочных (технологически необходимых), а также распределить по сменам.
5.4 Расчёт численности производственных рабочих зоны ТР
Расчёт численности рабочих по зонам, участкам производится одинаково и исходит из расчётного годового объёма работ (трудоёмкости) подразделения (в данном случае зоны ТР) и годового фонда времени рабочего.
Расчёт численности производственных рабочих произведён в нескольких разделах методических рекомендаций (см. так же 6.3) с полным объяснением расчётов.
Так же приведены схемы распределения рабочих по сменам. Изучить каждый из приведённых примеров и дать свои предложения с обоснованием решения.
5.5 Организация технологического процесса текущего ремонта в зоне ТР
Организация
ТР подвижного состава является одной
из важных задач АТП. Простои автомобилей
в ремонте и ожидании ремонта очень
большие, снижаются по этой причине
коэффициенты технической готовности
и выпуска автомобилей на линию.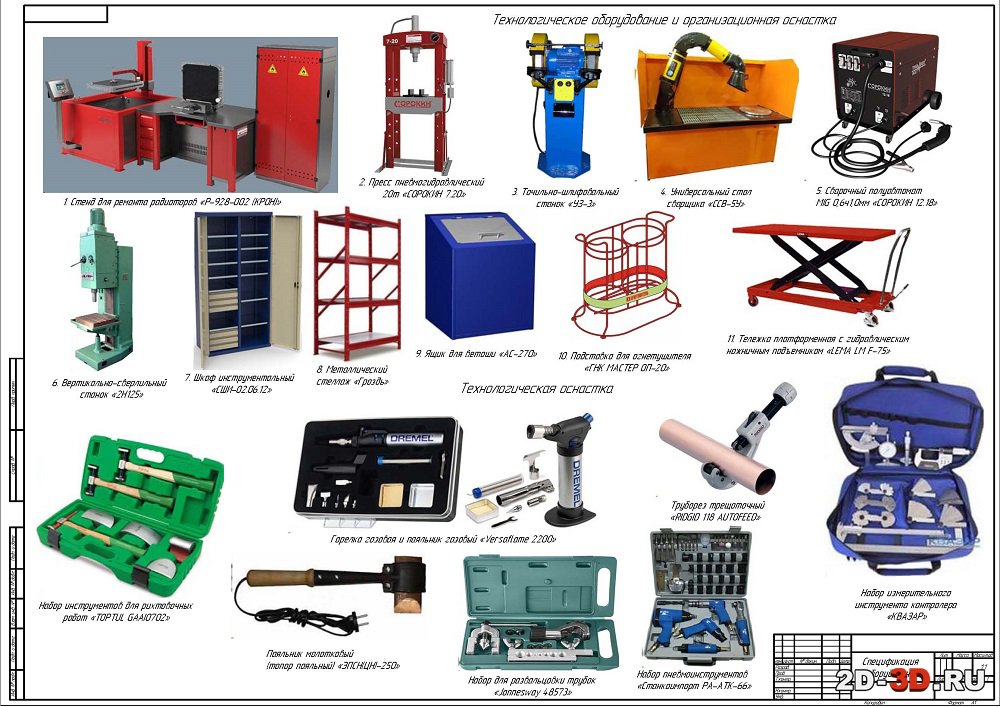
Снижение качества ТР вследствие его слабой организации ведёт к уменьшению межремонтных пробегов и к росту объёмов ТР.
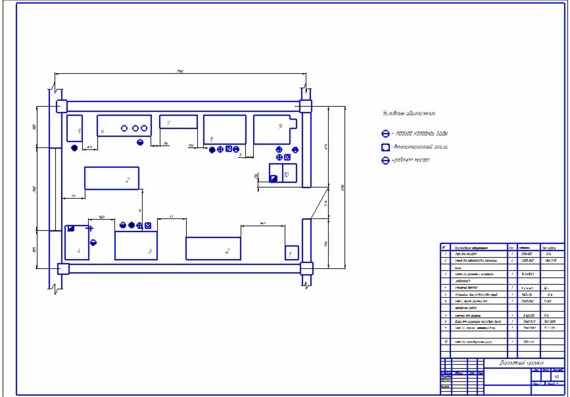
Поэтому чёткая организация работ, отработка прямых связей между результатом и качеством труда ремонтных рабочих и заработной платы их, постоянное наличие на складе оборотного фонда агрегатов, узлов, механизмов, деталей и материалов должны быть в постоянном внимании всех сотрудников организующих и отвечающих за поддержание технически исправного подвижного состава. Одна из схем организации процесса ТР автомобилей представлена на рисунке 5.1. текущий ремонт проводится одним из двух методов: агрегатным или индивидуальным (описать подобно см. 6.4).
Организация
производства в зонах ТР основывается
на двух методах: универсальных или
специализированных постах. Метод
универсальных постов предусматривает
выполнение всех работ на одном посту.
При этом может использоваться бригада
ремонтных рабочих различных специальностей
или рабочий-универсал высокой квалификации. Универсальный пост обычно представляет
собой осмотровую канаву (подъёмник),
оснащённую оборудованием, обеспечивающим
выполнение любых постовых работ ТР на
автомобиле.
Универсальный пост обычно представляет
собой осмотровую канаву (подъёмник),
оснащённую оборудованием, обеспечивающим
выполнение любых постовых работ ТР на
автомобиле.
Метод специализированных постов предусматривает выполнение работ на нескольких, специализированных для выполнения определённого вида работ (по двигателю, трансмиссии и др.) постах. Каждый специализированный пост оснащается оборудованием в соответствии с характером выполняемых на нём работ. Специализация постов ТР позволяет максимально механизировать трудоёмкие работы, снизить потребности в однотипном оборудовании, улучшить условия труда, повысить качество и производительность труда на 2030%.
Контрольно-диагностические работы по выявлению работ и объёмов ТР.
Снятие нескольких агрегатов, узлов, механизмов, деталей; уточнение объёмов работ; отправка ремфонда на участок или на склад
При индивидуальном методе ремонта
При агрегатном методе ремонта
Ремонтные работы со снятыми агрегатами, устранение неисправности на неснимаемых агрегатах
Производственные участки
Устранение неисправности на неснимаемых агрегатах
Установка исправных, отремонтированных агрегатов, регулировочные работы
Установка исправных, новых или заранее отремонтированных агрегатов, регулировочные работы
Склад оборотных агрегатов
Контроль качества работ
Рисунок
5. 1 – Схема процесса ТР на АТП
1 – Схема процесса ТР на АТП
Рабочие места для замены и ТР двигателей грузовых автомобилей, как правило, организуют на изолированных стандартных осмотровых тупиковых канавах. Специализированные рабочие посты для ТР двигателей могут быть двух типов: для снятия и установки двигателей и для ТР двигателей на автомобиле. Они различаются оснащением и числом одновременно работающих исполнителей.
Рабочий пост для ТР двигателей размещают вблизи моторного участка, т.к. узлы и детали снятые с двигателя ремонтируют на моторном участке и сокращение переходов повысит производительность труда рабочих. Пост целесообразно оснастить диагностическим оборудованием для двигателя и обязательным отсосом отработавших газов.
Рабочие посты, специализированные по ремонту других агрегатов и систем, организуют аналогично универсальным постам, но со специализацией оборудования.
В
числе специализированных постов
создаются и оснащаются посты для
производства ряда диагностических и
регулировочных работ. Необходимость
их организации вызвана тем, что всё
больше работ ТР требуют специальное
диагностическое оборудование. К таким
постам, организуемым исходя из
экономических соображений и повышения
качества работ, относятся: посты
диагностики и регулировки тормозов с ABS оборудованные роликовыми тормозными
стендами, посты диагностики и регулирования
углов установки управляемых колёс
автомобилей, оборудованные оптическими
стендами.
Необходимость
их организации вызвана тем, что всё
больше работ ТР требуют специальное
диагностическое оборудование. К таким
постам, организуемым исходя из
экономических соображений и повышения
качества работ, относятся: посты
диагностики и регулировки тормозов с ABS оборудованные роликовыми тормозными
стендами, посты диагностики и регулирования
углов установки управляемых колёс
автомобилей, оборудованные оптическими
стендами.
Бюро трудовой статистики США
ДЛЯ ПРИНТЕРА
- Резюме
- Что они делают
- Рабочая среда
- Как стать единым целым
- Оплата
- Перспектива работы
- Данные штата и района
- Сходные профессии
- Подробнее
Резюме
Пожалуйста, включите JavaScript для воспроизведения этого видео.
Стенограмма видео доступна по адресу https://www.youtube.com/watch?v=rzTzmkoSLg4.
| Краткие сведения: сварочные аппараты, резчики, паяльники и паяльники | |
|---|---|
| Медианная заработная плата 2021 г. | 47 010 долларов в год 22,60 $ в час |
| Стандартное начальное образование | Диплом средней школы или эквивалент |
| Опыт работы по родственной профессии | Нет |
| Обучение на рабочем месте | Среднесрочное обучение на рабочем месте |
Количество рабочих мест, 2021 г. | 428 000 |
| Перспективы работы, 2021-31 | 2% (медленнее среднего) |
| Изменение занятости, 2021-31 | 6 900 |
Чем занимаются сварщики, резчики, паяльщики и паяльщики
Сварщики, резчики, паяльщики и паяльщики используют ручное или дистанционно управляемое оборудование для соединения, ремонта или резки металлических деталей и изделий.
Рабочая среда
Сварщики, резчики, паяльщики и паяльщики могут работать на открытом воздухе в любую погоду или в помещении, иногда в ограниченном пространстве. Большинство из них работают полный рабочий день, а некоторые работают более 40 часов в неделю.
Как стать сварщиком, резчиком, паяльщиком или паяльщиком
Сварщикам, резчикам, паяльщикам и паяльщикам обычно требуется диплом средней школы или его эквивалент в сочетании с технической подготовкой и обучением на рабочем месте, чтобы начать работать.
Заработная плата
Средняя годовая заработная плата сварщиков, резчиков, паяльщиков и паяльщиков в мае 2021 года составляла 47 010 долларов США. , медленнее, чем в среднем по всем профессиям.
Несмотря на ограниченный рост занятости, ежегодно в среднем в течение десятилетия прогнозируется около 47 600 вакансий сварщиков, резчиков, паяльщиков и паяльщиков. Ожидается, что большинство этих вакансий возникнет в связи с необходимостью замены работников, которые переходят на другую профессию или выходят из состава рабочей силы, например, в связи с выходом на пенсию.
Данные по штатам и районам
Исследуйте ресурсы для трудоустройства и заработной платы по штатам и районам для сварщиков, резчиков, паяльщиков и паяльщиков.
Похожие занятия
Сравните рабочие обязанности, образование, служебный рост и заработную плату сварщиков, закройщиков, паяльщиков и паяльщиков с аналогичными занятиями.
Дополнительная информация, включая ссылки на O*NET
Узнайте больше о сварщиках, резчиках, паяльниках и паяльниках, посетив дополнительные ресурсы, включая O*NET, источник основных характеристик рабочих и профессий.
Чем занимаются сварщики, резчики, паяльщики и паяльщики Об этом разделе
Сварщики, резчики, паяльщики и паяльщики используют ручное или дистанционно управляемое оборудование для соединения или резки металлических деталей.
Сварщики, резчики, паяльщики и паяльщики используют ручное или дистанционно управляемое оборудование для соединения или резки металлических деталей. Им также заполняют отверстия, углубления или швы в металлических изделиях.
Обязанности
Сварщики, резчики, паяльщики и паяльщики обычно делают следующее:
- Чтение и интерпретация чертежей, эскизов и спецификаций
- Расчет и измерение размеров свариваемых деталей
- Осмотр свариваемых конструкций или материалов
- Сварочные материалы в соответствии со спецификациями чертежа
- Контролируйте процесс сварки и при необходимости регулируйте нагрев
- Техническое обслуживание оборудования и машин
Сварщики, резчики, паяльщики и паяльщики используют сварочные горелки и другое оборудование для нагревания металлических деталей, плавления и сплавления их для образования прочной связи. Некоторые рабочие специализируются на сварке; другие выполняют все дисциплины или их комбинацию.
Некоторые рабочие специализируются на сварке; другие выполняют все дисциплины или их комбинацию.
Сварщики соединяют металлы, используя различные методы и процессы. Например, при дуговой сварке они используют оборудование, которое производит электрический ток для создания тепла и соединения металлов. Сварщики обычно выбирают процесс сварки на основе ряда факторов, таких как типы соединяемых металлов.
Резаки используют тепло электрической дуги, поток ионизированного газа, называемого плазмой, или горючие газы для резки и обрезки металлических предметов до определенных размеров. Они также демонтируют крупные объекты, такие как корабли, железнодорожные вагоны и здания.
Припои и паяльники используют оборудование для нагрева расплавленного металла и соединения двух или более металлических предметов. Пайка и пайка аналогичны, за исключением того, что температура плавления присадочного металла при пайке ниже. Пайщики обычно работают с небольшими деталями, которые необходимо точно расположить, например, при изготовлении компьютерных микросхем. Припои соединяют разнородные металлы за счет применения наполнителя, который создает прочные соединения в изделиях, созданных из нескольких металлов; они также могут наносить покрытия на детали для уменьшения износа и защиты от коррозии.
Пайщики обычно работают с небольшими деталями, которые необходимо точно расположить, например, при изготовлении компьютерных микросхем. Припои соединяют разнородные металлы за счет применения наполнителя, который создает прочные соединения в изделиях, созданных из нескольких металлов; они также могут наносить покрытия на детали для уменьшения износа и защиты от коррозии.
Информацию о работниках, работающих со сварочными и паяльными машинами, см. в профиле рабочих станков по металлу и пластмассе.
Сварщики, резчики, паяльщики и паяльщики в целях безопасности носят защитную одежду и сварочные маски.
В 2021 году сварщики, резчики, паяльщики и паяльщики занимали около 428 000 рабочих мест. Крупнейшими работодателями сварщиков, резчиков, паяльщиков и паяльщиков были следующие:
| Производство | 64% |
| Специализированные торговые подрядчики | 7 |
| Самозанятые работники | 5 |
| Ремонт и техническое обслуживание | 4 |
Сварщики и резчики могут работать на открытом воздухе в любую погоду или в помещении, иногда в ограниченном пространстве, защищенном от искр и бликов.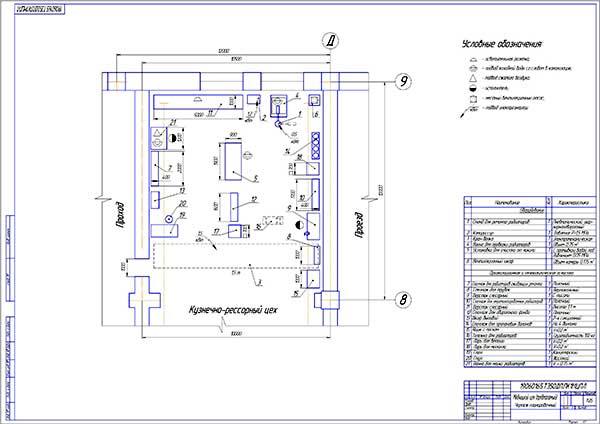 Они могут работать на подмостках или платформах высоко над землей.
Они могут работать на подмостках или платформах высоко над землей.
Кроме того, им, возможно, придется поднимать тяжелые предметы и работать в неудобном положении, например, над головой, в наклоне, сгорбившись или стоя.
Травмы и болезни
Сварщики, резчики, паяльщики и паяльщики рискуют получить травму на работе. Они могут подвергаться воздействию ряда опасностей, в том числе паров, очень горячих материалов и интенсивного света, создаваемого дугой. Рабочие избегают травм, соблюдая правила техники безопасности и используя средства индивидуальной защиты, такие как сварочные каски, средства защиты органов слуха и термостойкие перчатки.
График работы
Большинство сварщиков, резчиков, паяльщиков и паяльщиков работают полный рабочий день, а некоторые работают более 40 часов в неделю. Многие производственные фирмы имеют две или три смены по 8-12 часов каждый день, что позволяет фирме при необходимости продолжать производство круглосуточно. В результате сварщики, закройщики, паяльщики и паяльщики могут работать по вечерам и в выходные дни.
В результате сварщики, закройщики, паяльщики и паяльщики могут работать по вечерам и в выходные дни.
Как стать сварщиком, резчиком, паяльщиком или паяльщиком Об этом разделе
Сварщики, резчики, паяльщики и паяльщики должны иметь твердую руку, чтобы держать горелку на месте.
Сварщикам, резчикам, паяльщикам и паяльщикам обычно требуется диплом средней школы или его эквивалент в сочетании с техническим обучением и обучением на рабочем месте, чтобы начать работу.
Образование и обучение
Работодатели часто предпочитают или требуют, чтобы кандидаты имели диплом средней школы или его эквивалент и техническую подготовку. Это обучение может быть доступно через классы технического образования средней школы или программы в профессионально-технических институтах, общественных колледжах и частных школах сварки, пайки и пайки. Кроме того, Вооруженные силы США предлагают обучение сварке.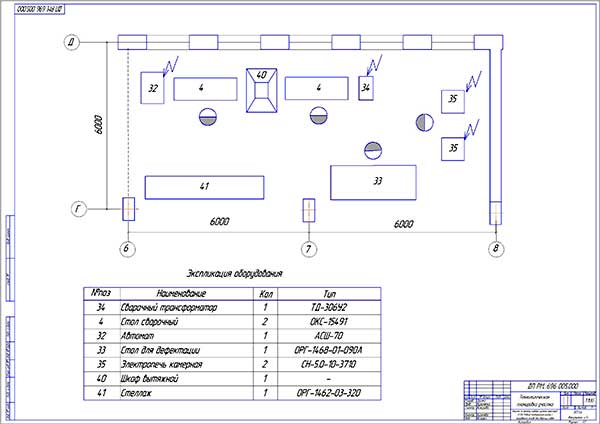
Курсы по чтению чертежей, производственной математике и механическому рисованию могут быть полезными. Понимание электричества также полезно.
Рабочие также могут получить профессию в рамках программы ученичества у работодателя. Некоторые курсы ученичества доступны для рабочих начального уровня, у которых нет предыдущего опыта или подготовки, в то время как другие предназначены для тех, кто прошел программу сварки профессионально-технического училища.
Хотя некоторые работодатели нанимают неопытных работников начального уровня и обучают их на рабочем месте, многие предпочитают нанимать работников, прошедших обучение или программы сертификации. Рабочие начального уровня с формальной технической подготовкой по-прежнему проходят несколько месяцев обучения на рабочем месте.
Лицензии, сертификаты и регистрации
Сварщики должны иметь лицензию в некоторых штатах и местностях; требования различаются. Свяжитесь с лицензирующими агентствами отдельных штатов или местных органов власти для получения дополнительной информации.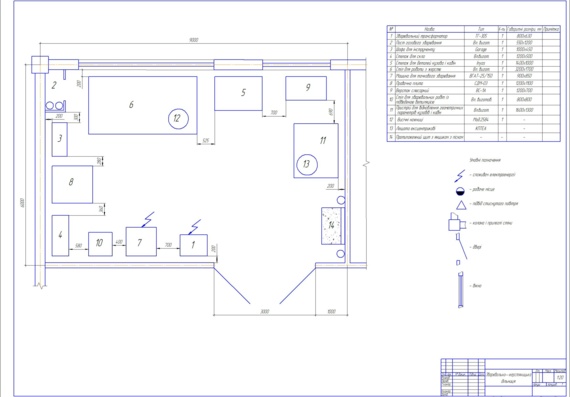
Профессиональные организации предлагают курсы, ведущие к общей сертификации. Например, Американское общество сварщиков предлагает статус сертифицированного сварщика.
Американское общество инженеров-механиков (ASME) предлагает сертификацию по практическим технологиям сварки для работников, стремящихся повысить свою квалификацию, а Институт печатных схем предлагает сертификацию и обучение пайке.
Управление по охране труда и здоровья (OSHA) требует, чтобы сварщики прошли обучение по электробезопасности. Доступны и другие виды обучения OSHA, но обычно они не требуются.
Некоторые работодатели требуют общей или специальной сертификации для определенных должностей. Они могут оплатить стоимость обучения и тестирования сотрудников.
Важные качества
Подробный . Сварщики, резчики, паяльщики и паяльщики выполняют точные работы, часто с прямыми кромками. Возможность видеть характеристики соединения и обнаруживать изменения в потоках расплавленного металла требует внимания к деталям.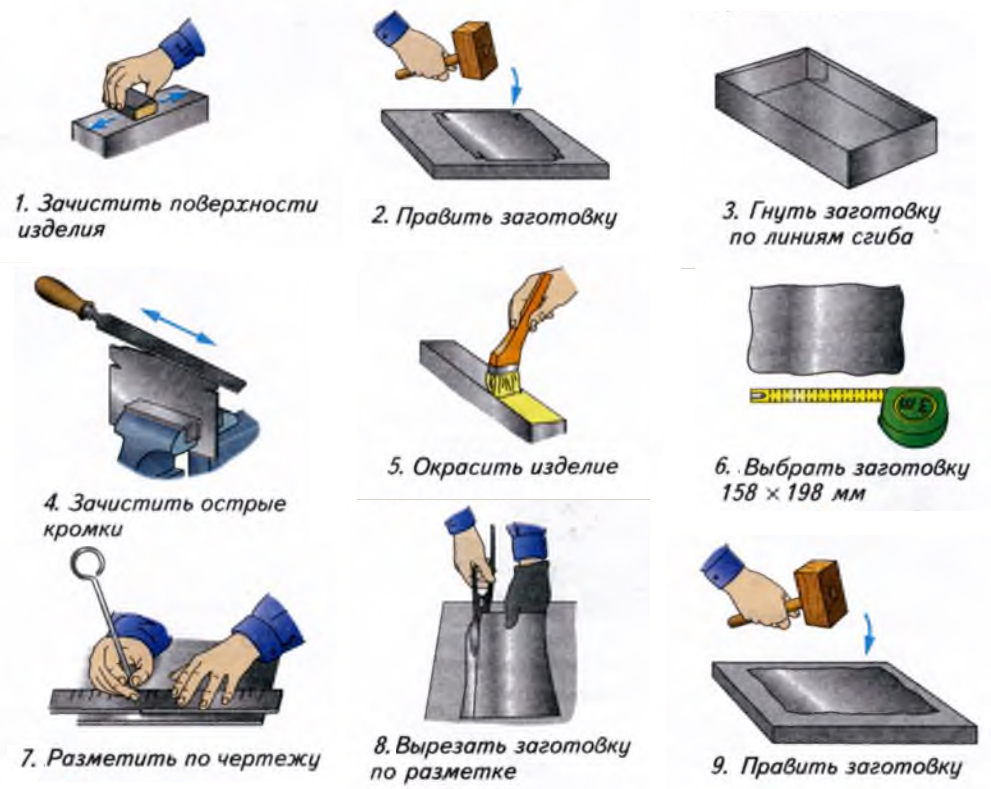
Ловкость рук . Сварщики, резчики, паяльщики и паяльщики должны иметь твердую руку, чтобы держать горелку на месте. Им также нужна хорошая зрительно-моторная координация.
Физическая выносливость . Эти работники должны быть в состоянии выдерживать длительное время в неудобном положении, наклоняясь, наклоняясь или стоя.
Физическая сила . Сварщики, резчики, паяльщики и паяльщики должны иметь возможность поднимать тяжелые куски металла и перемещать сварочное или режущее оборудование.
Навыки пространственной ориентации . Сварщики, резчики, паяльщики и паяльщики должны уметь читать и интерпретировать двух- и трехмерные схемы, чтобы правильно подбирать металлические изделия.
Сварочные аппараты, резчики, паяльники и паяльники
Median annual wages, May 2021
- Welders, cutters, solderers, and brazers
$47,010
- Total, all occupations
$45,760
- Metal workers and plastic workers
$42,960
Средняя годовая заработная плата сварщиков, резчиков, паяльников и паяльщиков в мае 2021 года составляла 47 010 долларов.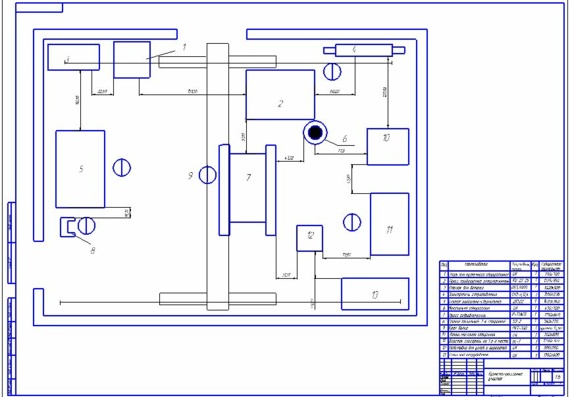 Медианная заработная плата — это заработная плата, при которой половина работающих по профессии зарабатывает больше этой суммы, а половина — меньше. Самые низкие 10 процентов заработали менее 31 350 долларов, а самые высокие 10 процентов заработали более 63 660 долларов.
Медианная заработная плата — это заработная плата, при которой половина работающих по профессии зарабатывает больше этой суммы, а половина — меньше. Самые низкие 10 процентов заработали менее 31 350 долларов, а самые высокие 10 процентов заработали более 63 660 долларов.
В мае 2021 года средняя годовая заработная плата сварщиков, резчиков, паяльщиков и паяльщиков в ведущих отраслях, в которых они работали, была следующей:
| Специализированные торговые подрядчики | 48 020 долларов США |
| Ремонт и техническое обслуживание | 47 530 |
| Производство | 46 630 |
Заработная плата сварщиков, резчиков, паяльщиков и паяльщиков зависит от опыта и уровня квалификации работника, отрасли и размера компании.
Большинство сварщиков, резчиков, паяльщиков и паяльщиков работают полный рабочий день, а некоторые работают более 40 часов в неделю. Многие производственные фирмы имеют две или три смены по 8-12 часов каждый день, что позволяет фирме при необходимости продолжать производство круглосуточно. В результате сварщики, закройщики, паяльщики и паяльщики могут работать по вечерам и в выходные дни.
Многие производственные фирмы имеют две или три смены по 8-12 часов каждый день, что позволяет фирме при необходимости продолжать производство круглосуточно. В результате сварщики, закройщики, паяльщики и паяльщики могут работать по вечерам и в выходные дни.
Сварщики, резчики, паяльщики и паяльщики
Процентное изменение занятости, прогнозируемое на 2021–2031 гг.0296
Прогнозируется, что занятость сварщиков, резчиков, паяльщиков и паяльщиков вырастет на 2 процента с 2021 по 2031 год, что медленнее, чем в среднем по всем профессиям.
Несмотря на ограниченный рост занятости, ежегодно в среднем в течение десятилетия прогнозируется около 47 600 вакансий сварщиков, резчиков, паяльщиков и паяльщиков. Ожидается, что большинство этих вакансий возникнет в связи с необходимостью замены работников, которые переходят на другую профессию или выходят из состава рабочей силы, например, в связи с выходом на пенсию.
Ожидается, что большинство этих вакансий возникнет в связи с необходимостью замены работников, которые переходят на другую профессию или выходят из состава рабочей силы, например, в связи с выходом на пенсию.
Занятость
Стареющая инфраструктура страны потребует квалифицированных сварщиков, резчиков, пайков и паяльников, чтобы восстановить мосты, шоссе и здания. Эти рабочие также будут востребованы на производственных предприятиях, которые производят металлические детали и продукты, такие как транспортное оборудование.
| Должность | SOC-код | Занятость, 2021 | Прогнозируемая занятость, 2031 | Изменение, 2021-31 | Занятость по отраслям | ||
|---|---|---|---|---|---|---|---|
| Процент | Цифровой | ||||||
ИСТОЧНИК: Бюро статистики труда США, Программа прогнозов занятости | |||||||
Сварочные аппараты, резцы, паяльники и паяльники | 51-4121 | 428 000 | 434 900 | 2 | 6 900 | Получить данные | |
Программа статистики занятости и заработной платы (OEWS) ежегодно производит оценки занятости и заработной платы для более чем 800 профессий. Эти оценки доступны для страны в целом, для отдельных штатов, а также для столичных и неметропольных территорий. Ссылки ниже ведут на карты данных OEWS по занятости и заработной плате по штатам и районам.
Эти оценки доступны для страны в целом, для отдельных штатов, а также для столичных и неметропольных территорий. Ссылки ниже ведут на карты данных OEWS по занятости и заработной плате по штатам и районам.
- Сварочные аппараты, резчики, паяльники и паяльники
Прогнозы профессиональной занятости разрабатываются для всех штатов отделом информации о рынке труда (LMI) или отделами прогнозов занятости отдельных штатов. Все данные прогнозов штата доступны на сайте www.projectionscentral.com. Информация на этом сайте позволяет сравнивать прогнозируемый рост занятости по профессии между штатами или в пределах одного штата. Кроме того, штаты могут составлять прогнозы по районам; есть ссылки на веб-сайты каждого штата, где эти данные могут быть получены.
CareerOneStop CareerOneStop включает в себя сотни профессиональных профилей с данными, доступными по штатам и городам.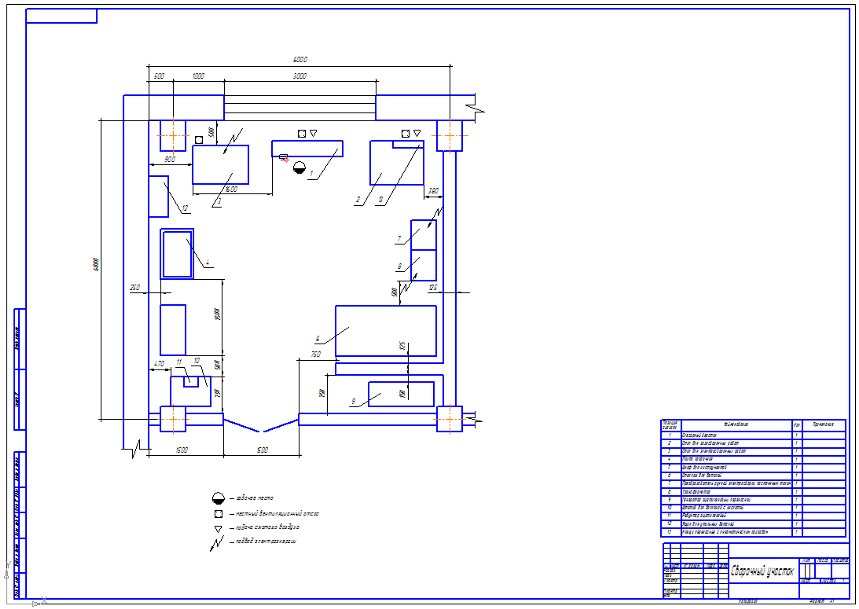 В левом боковом меню есть ссылки для сравнения профессиональной занятости по штатам и профессиональной заработной платы по местности или городскому району. Существует также инструмент информации о зарплате для поиска заработной платы по почтовому индексу.
В левом боковом меню есть ссылки для сравнения профессиональной занятости по штатам и профессиональной заработной платы по местности или городскому району. Существует также инструмент информации о зарплате для поиска заработной платы по почтовому индексу.
В этой таблице приведен список профессий с должностными обязанностями, которые аналогичны сварщикам, резчикам, паяльщикам и паяльщикам.
| Род занятий | Должностные обязанности | НАЧАЛЬНОЕ ОБРАЗОВАНИЕ | СРЕДНЯЯ ЗАРПЛАТА 2021 | |
|---|---|---|---|---|
| Сборщики и производители | Сборщики и производители создают готовые изделия и детали, из которых они состоят. | Диплом средней школы или эквивалент | 37 170 долларов США | |
| Котельщики | Котельщики собирают, устанавливают, обслуживают и ремонтируют котлы, закрытые чаны и другие большие сосуды или емкости, содержащие жидкости и газы. | Диплом средней школы или эквивалент | 64 290 долларов США | |
| Механики промышленных машин, рабочие по обслуживанию машин и монтажники | Механики по промышленному оборудованию, рабочие по обслуживанию машин и слесари устанавливают, обслуживают и ремонтируют заводское оборудование и другое промышленное оборудование. | Диплом средней школы или эквивалент | 59 380 долларов США | |
| Ювелиры и производители драгоценных камней и металлов | Ювелиры и мастера по обработке драгоценных камней и металлов проектируют, изготавливают, регулируют, ремонтируют, оценивают и продают ювелирные изделия. | Диплом средней школы или эквивалент | 46 640 долларов США | |
| Машинисты и производители инструментов и штампов | Машинисты и производители инструментов и штампов настраивают и эксплуатируют оборудование для производства прецизионных металлических деталей, инструментов и инструментов. | Посмотрите, как стать одним из них | 47 940 долларов США | |
| Рабочие по металлу и пластмассе | Работники станков по металлу и пластмассе устанавливают и управляют оборудованием, которое режет, формирует и формирует металлические и пластмассовые материалы или детали. | Посмотрите, как стать одним из них | 38 040 долларов США | |
| Сантехники, трубопроводчики и парослесари | Сантехники, трубопроводчики и монтажники пара устанавливают и ремонтируют трубопроводную арматуру и системы. | Диплом средней школы или эквивалент | 59 880 долларов США | |
| Обработчики листового металла | Работники листового металла изготавливают или устанавливают изделия из тонких металлических листов. | Диплом средней школы или эквивалент | 53 440 долларов США |


Для получения подробной информации об ученичестве или других возможностях работы по этой профессии обращайтесь в органы государственной службы занятости, государственное агентство ученичества или в местные предприятия, в которых работают сварщики, резчики, паяльщики и паяльщики. Информацию об ученичестве можно получить в программе ученичества Министерства труда США в Интернете или по телефону 877-872-5627. Посетите Apprenticeship.gov, чтобы найти возможности ученичества.
Для получения дополнительной информации о сварочных, режущих, паяльных и паяльных станках посетите веб-сайт
.Американское общество инженеров-механиков
Американское общество сварщиков
Ассоциация производителей и производителей, международная
Институт печатных плат
Ассоциация продуктов прецизионной обработки
О*NET
Сварочные аппараты, резчики, паяльники и паяльники
Рекомендуемая ссылка:
Бюро статистики труда, Министерство труда США, Справочник по перспективам профессиональной деятельности , Сварщики, резчики, паяльщики и паяльщики,
на https://www.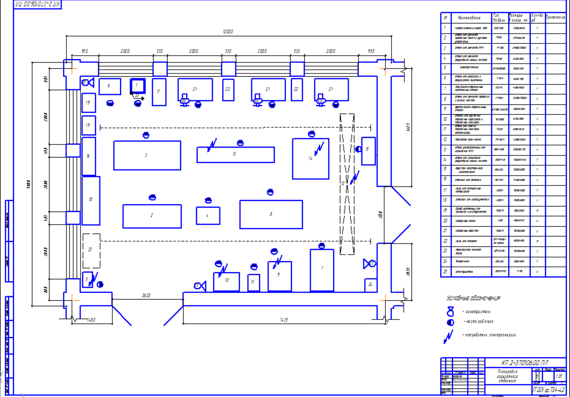 bls.gov/ooh/production/welders-cutters-solderers-and-brazers.htm (посещено 3 марта 2023 г. ).
bls.gov/ooh/production/welders-cutters-solderers-and-brazers.htm (посещено 3 марта 2023 г. ).
Дата последнего изменения: Четверг, 8 сентября 2022 г.
Сварка, триоксид молибдена и оксид индия-олова
NCBI Книжная полка. Служба Национальной медицинской библиотеки, Национальных институтов здоровья.
Монографии МАИР по оценке канцерогенных рисков для человека, № 118
Рабочая группа МАИР по оценке канцерогенных рисков для человека.
Лион (Франция): Международное агентство по изучению рака; 2018.
ISBN-13: 978-9283201564 (мягкая обложка) ISBN-13: 978-9283201854 (pdf)
- Авторские права и Разрешения
Поисковый запрос
В этом томе Монографии IARC представлены оценки канцерогенности сварочных и сварочных дымов, триоксида молибдена и оксида индия-олова.
Во всем мире около 11 миллионов рабочих имеют профессию сварщика, и около 110 миллионов дополнительных рабочих, вероятно, подвергаются воздействию, связанному со сваркой. Сварка может включать воздействие паров, газов, ультрафиолетового излучения и электромагнитных полей, а также совместное воздействие асбеста и растворителей. Степень и тип воздействия могут зависеть от используемого процесса, свариваемого материала, вентиляции, степени ограждения и использования средств индивидуальной защиты.
Сварка может включать воздействие паров, газов, ультрафиолетового излучения и электромагнитных полей, а также совместное воздействие асбеста и растворителей. Степень и тип воздействия могут зависеть от используемого процесса, свариваемого материала, вентиляции, степени ограждения и использования средств индивидуальной защиты.
Триоксид молибдена, который редко встречается в природе, представляет собой химическое вещество с большими объемами производства, которое в основном используется в производстве стали, а также в биоцидах и в фотогальванических технологиях. Большинство профессиональных воздействий происходит в горнодобывающей и металлургической промышленности, на сталелитейных заводах, при сварке и других высокотемпературных процессах с использованием стали.
Оксид индия-олова, который не встречается в природе, представляет собой химическое вещество с небольшим объемом производства, представляющее собой смесь оксида индия и оксида олова. Он в основном используется для производства прозрачных проводящих пленок на стеклянных или пластиковых панелях, используемых в электронных устройствах. Воздействие оксида индия и олова происходит в основном на производстве, во время производства и обработки или при переработке элементарного индия. Поскольку использование, переработка и утилизация электроники растет во всем мире, ожидается, что воздействие индия в странах с низким и средним уровнем дохода, где происходит неофициальная переработка электронных устройств.
Воздействие оксида индия и олова происходит в основном на производстве, во время производства и обработки или при переработке элементарного индия. Поскольку использование, переработка и утилизация электроники растет во всем мире, ожидается, что воздействие индия в странах с низким и средним уровнем дохода, где происходит неофициальная переработка электронных устройств.
Рабочая группа Монографии IARC рассмотрела эпидемиологические данные, биоанализы на животных, а также механические и другие соответствующие данные, чтобы сделать выводы о канцерогенной опасности для человека в результате воздействия этих агентов.
Содержание
- ПРИМЕЧАНИЕ ДЛЯ ЧИТАТЕЛЯ
- Список участников
- ПРЕАМБУЛА
- Общие замечания
- СВАРКА
- 1. Данные об экспозиции
4 1.1. Описание основных сварочных процессов и материалов
- 1.2. Измерение и анализ
- 1.3. Возникновение и воздействие
- 1.4. Правила и инструкции
- 1.
 5. Оценка воздействия эпидемиологических исследований
5. Оценка воздействия эпидемиологических исследований - Ссылки
- 1. Данные об экспозиции
- 2. Рак у людей
- 2.1. Введение
- 2.2. Меланома глаза
- 2.3. Мезотелиома
- 2.4. Когортные исследования
- 2.5. Исследования случай-контроль
- 2.6. Профессиональные исследования смертности и заболеваемости раком на основе регулярно собираемых данных
- Ссылки
- 3. Рак у экспериментальных животных
- 3.1. Мышь
- 3.2. Крыса
- 3.3. Хомяк
- Ссылки
- 4. Механические и другие соответствующие данные
- 4.1. Всасывание, распределение и выведение
- 4.2. Механизмы канцерогенеза
- 4.3. Восприимчивость к раку
- 4.4. Другие побочные эффекты
- Ссылки
- 5. Сводка представленных данных
- 5.1. Данные о воздействии
- 5.2. Данные о канцерогенности для человека
- 5.3. Данные о канцерогенности животных
- 5.
 4. Механические и другие соответствующие данные
4. Механические и другие соответствующие данные
- 6. Оценка
- 6.1. Рак у человека
- 6.2. Рак у экспериментальных животных
- 6.3. Общая оценка
- 1. Данные о воздействии
- 1.1. Идентификация
- 1.2. Производство и использование
- 1.3. Измерение и анализ
- 1.4. Возникновение и воздействие
- 1.5. Нормы и рекомендации
- 2. Рак у людей
- 3. Рак у экспериментальных животных
- 3.1. Мышь
- 3.2. Крыса
- 4. Механические и другие соответствующие данные
- 4.1. Токсикокинетические данные
- 4.2. Механизмы канцерогенеза
- 4.3. Восприимчивость к раку
- 4.4. Другие побочные эффекты
- 5. Сводка отчетных данных
- 5.1. Данные о воздействии
- 5.2. Данные о канцерогенности для человека
- 5.3. Данные о канцерогенности животных
- 5.
 4. Механические и другие соответствующие данные
4. Механические и другие соответствующие данные
- 6. Оценка
- 6.1. Рак у человека
- 6.2. Рак у экспериментальных животных
- 6.3. Общая оценка. Идентификация
- 1.2. Производство и использование
- 1.3. Измерение и анализ
- 1.4. Возникновение и воздействие
- 1.5. Нормы и рекомендации
- 2. Рак у людей
- 3. Рак у экспериментальных животных
- 3.1. Мышь
- 3.2. Крыса
- 3.3. Хомяк
- 4. Механические и другие соответствующие данные
- 4.1. Токсикокинетические данные
- 4.2. Механизмы канцерогенеза
- 4.3. Предрасположенность к раку
- 4.4. Другие неблагоприятные воздействия
- 5. Сводка отчетных данных
- 5.1. Данные о воздействии
- 5.2. Данные о канцерогенности для человека
- 5.3. Данные о канцерогенности животных
- 5.4. Механические и другие соответствующие данные
- 6.
 Оценка
Оценка- 6.1. Рак у человека
- 6.2. Рак у экспериментальных животных
- 6.3. Общая оценка
- Список литературы
В этой публикации представлены взгляды и мнения экспертов Рабочей группы МАИР по оценке канцерогенных рисков для человека, собравшейся в Лионе 21–28 марта 2017 г.
Лион, Франция, 2018 г. , Международное агентство по изучению рака (IARC) инициировало программу по оценке канцерогенного риска химических веществ для человека, включающую выпуск критически оцененных монографий по отдельным химическим веществам. Впоследствии программа была расширена за счет включения оценок канцерогенных рисков, связанных с воздействием сложных смесей, факторов образа жизни, биологических и физических агентов, а также при определенных профессиях. Целью программы является разработка и публикация в виде монографий критических обзоров данных о канцерогенности агентов, которым, как известно, подвергаются люди, и о конкретных ситуациях воздействия; оценить эти данные с точки зрения риска для человека с помощью международных рабочих групп экспертов в области канцерогенеза и смежных областях; и указать, где необходимы дополнительные исследовательские усилия. Списки оценок IARC регулярно обновляются и доступны в Интернете по адресу http://monographs.iarc.fr/.
Списки оценок IARC регулярно обновляются и доступны в Интернете по адресу http://monographs.iarc.fr/.
Эта программа поддерживается с 1982 года Соглашением о сотрудничестве U01 CA33193 с Национальным институтом рака США, Департаментом здравоохранения и социальных служб. Дополнительная поддержка предоставляется с 1986 года Генеральным директоратом Европейской комиссии по вопросам занятости, социальных вопросов и интеграции, первоначально Отделом охраны здоровья, безопасности и гигиены труда, а с 2014 года Программой Европейского Союза по занятости и социальным инновациям. EaSI» (2014–2020 гг.) (для получения дополнительной информации см.: http://ec.europa.eu/social/easi). Поддержка также предоставляется с 1992 Национального института наук об окружающей среде и гигиене США, Департамент здравоохранения и социальных служб. За содержание этого тома отвечает исключительно Рабочая группа, и оно не обязательно отражает официальную точку зрения Национального института рака США, Национального института наук об окружающей среде США, Министерства здравоохранения и социальных служб США или Европейская комиссия.
Софинансируется Европейским Союзом
Опубликовано Международным агентством по изучению рака, 150 Cours Albert Thomas, 69372 Lyon Cedex 08, France
Распространяется ВОЗ Press, Всемирной организацией здравоохранения, 20 Avenue Appia, 1211 Geneva 27, Switzerland
(тел.: +41 22 791 3264; факс: +41 22 791 4857; электронная почта: tni.ohw@sredrokoob ).
Публикации Всемирной организации здравоохранения охраняются авторским правом в соответствии с положениями Протокола 2 Всемирной конвенции об авторском праве. Все права защищены.
Исправления к IARC Монографии публикуются в Интернете по адресу http://monographs.iarc.fr/ENG/Publications/corrigenda.php
Международное агентство по изучению рака приветствует запросы на получение разрешения на частичное или полное воспроизведение или перевод своих публикаций. Запросы на получение разрешения на воспроизведение или перевод публикаций IARC — будь то для продажи или для некоммерческого распространения — следует направлять в группу по связям с общественностью IARC по адресу: rf.
 crai@snoitacilbup.
crai@snoitacilbup.Используемые обозначения и представление материала в данной публикации не подразумевают выражения какого-либо мнения со стороны Секретариата Всемирной организации здравоохранения относительно правового статуса какой-либо страны, территории, города или района или его властям, или относительно делимитации его границ или рубежей.
Упоминание конкретных компаний или продуктов определенных производителей не означает, что Всемирная организация здравоохранения поддерживает или рекомендует их, отдавая предпочтение другим компаниям аналогичного характера, не упомянутым в тексте. За исключением ошибок и пропусков, названия собственных продуктов выделяются начальными заглавными буквами.
Только Рабочая группа МАИР по монографиям несет ответственность за мнения, выраженные в данной публикации.
Каталогизация библиотеки IARC в данных публикаций
Сварка, триоксид молибдена и оксид индия-олова / Рабочая группа IARC по оценке канцерогенных рисков для человека (2017: Лион, Франция)
(монографии IARC по оценке канцерогенных рисков для люди; том 118).
1. Канцерогены 2. Сварка – неблагоприятные воздействия 3. Индий – неблагоприятные воздействия 4. Молибден – неблагоприятные воздействия 5. Загрязнители воздуха, профессиональные – неблагоприятные воздействия 6. Вдыхание – неблагоприятные воздействия 7. Профессиональное воздействие – неблагоприятные воздействия 8. Факторы риска
I. Международное агентство по изучению рака II. Series
ISBN 978 92 832 0185 4 (Классификация NLM: W1)
ISSN 1017-1606
Изображение на обложке: © David Christiani
© Международное агентство по изучению рака, 2018 г. .
Идентификатор книжной полки: NBK543202PMID: 31268644
- PubReader
- Просмотр для печати
- Цитировать эту страницу
- PDF-версия этого заголовка (37M)
Другие названия в этой коллекции
