Чем легче варить полуавтоматом или электродом?
Статьи
Категории
Андрей Демидов
13 Июля 2020, Пн
Оглавление
- Отличия ручной сварки и полуавтоматической
- Какая лучше?
Полуавтоматическая сварка и ручная электродуговая имеет целый ряд отличий. Нельзя сказать, что, какая-то из них лучше или хуже. Все зависит от того, для каких работ выбирается агрегат, требований к качеству сварочного шва и величине нагрузки, которая будет оказываться на агрегат. Какой вид сварки более простой – полуавтоматический, с применением сварочной проволоки в защитной газовой среде или ручной дуговой, при помощи электродов?
Чтобы не ошибиться с выбором необходимого агрегата и режимом сварки, необходимо иметь представление о работе техники. Как она проводится и в чем преимущество каждого из устройств. Все это и многое другое можно узнать из описания агрегатов или получив консультацию у менеджеров, на сайте «СварМакс».
Ручная сварка и аргоннодуговая, проводится с плавящимися штучными и неплавящимися вольфрамовыми прутами. Плавится металл сварочной электродугой. Во время этого процесса расплавленный металл свариваемого изделия смешивается с металлом рабочих электродов. Показатель свариваемости и химические компоненты сварочного шва определяют при этом режиме сварки и его качество, прочность и аккуратность. Также, учитывают:
- толщину, вид применяемого электрода;
- химический состав покрытия электрода;
- толщину и тип свариваемого металла;
- длину сварочного шва.
Качество сварки при ручном дуговом режиме зависит и от таких параметров, как: плотность и сил тока, длина сварочной дуги. Сварка в этом режиме может быть верхней и нижней.
Полуавтоматическая сварка от ручной отличается тем, что расходным материалом в ней служит не электрод, а сварочная плавящаяся или порошковая, флюсовая проволока. Подается она в момент сварки автоматически. При использовании сварочной проволоки проводится варка в защитной газовой среде, а при применении порошковой – газ не нужен.
Эффективность и скорость полуавтоматической сварки гораздо выше, а сваривать с ней можно не только толстые детали, но и тонколистовое железо. Во время работы не нужно делать перерыв, чтобы сменить использованный электрод.
Каждый вид сварки имеет свои достоинства и недостатки. И сказать какая из них лучше невозможно.
Оборудование для ручной сварки простое в работе и обслуживании, и работать с ней можно в разном положении, проводят сваривание в самых труднодоступных местах, соединения самые разные виды металлов.
Полуавтоматическую сварку используют для кузовного ремонта. Она может варить изделия, которые уже имеют коррозию. Процесс работы не затратный. Также, при работе можно применять проволоку из меди. Защитный газ, применяемый во время работы защищает швы и делает их более прочными и аккуратными.
Электродуговая ручная сварка применяется для соединения – арматуры, деталей, при возведении сеток из металла и оснований (каркасов), монтаже конструкций из железобетона. Полуавтоматическая используется при работе с цветметаллами, для стыковки труб, нержавеющей стали, в авиационной промышленности, автомобилестроении.
Полуавтоматическая используется при работе с цветметаллами, для стыковки труб, нержавеющей стали, в авиационной промышленности, автомобилестроении.
Статьи
Оцените статью:
(0.0)
100% гарантия качества
14 дней на возврат товара
Быстрая доставка по Украине
Оплата при получении
Сварка полуавтоматом в среде углекислого газа для начинающих
Сварка в среде нейтрального газа является надёжным и прочным соединением заготовок в одно целое. Стоимость углекислоты по отношению к аргону и гелию значительно ниже и это улучшает соотношение цены и качества работы. Необходимо знать, как правильно варить полуавтоматом с углекислотой, добиваясь при этом хорошего качества шва. Можно варить, используя смеси газов, когда необходимо повышенное качество, а можно обучиться сварке в углекислотной среде с использованием полуавтомата и регулируемой подачи сварочной проволоки. Мы расскажем подробно об этом процессе, позволяющем сэкономить немалые средства и добиться необходимого результата.
Мы расскажем подробно об этом процессе, позволяющем сэкономить немалые средства и добиться необходимого результата.
Понятие сварки полуавтоматом в среде СО2
Принцип действия для полуавтоматической сварки в режиме углекислоты очень схож с методом газовой сварки с газом и без. То есть, варить можно двумя способами – использую защитный газ или нет. Подробнее прочесть про этот метод можно здесь.
Сущность рассматриваемого способа заключается в элементарной химии. В сварочную зону под давлением подается углекислый газ (СО2). Сварочная дуга обеспечивает высокую температуру, за счет чего происходит реакция разложения и газ распадается на кислород (О2) и угарный газ (2СО). Процесс распада происходит по формуле:
2СО2=2О2+2СО
В результате этой реакции сварочная ванна защищена тремя газами – начальным углекислым газом и конечными продуктами реакции – кислородом и угарным газом
Углекислый газ имеет свойство к окислению с железом и углеродом, находящимся в металле. Чтобы защитить металл изделия от этого процесса, рекомендуется для сварочного аппарата применять проволоку с повышенным уровнем марганца и кремния. Эти компоненты химически активнее, чем железо, поэтому сначала окисляются они, тем самым принимая на себя «удар» и защищают изделие. Пока в сварочной зоне присутствуют эти два элемента, железо и углерод не будут окисляться. Отходы, то есть оксиды марганца и кремния, которые образуются при воздействии высокой температуры и окислительной реакции представляют собой легкоплавкое соединение, которое всплывает на поверхность сварочной ванны и кристаллизируется в виде шлака. Этот компонент никак не влияет на качество шва.
Чтобы защитить металл изделия от этого процесса, рекомендуется для сварочного аппарата применять проволоку с повышенным уровнем марганца и кремния. Эти компоненты химически активнее, чем железо, поэтому сначала окисляются они, тем самым принимая на себя «удар» и защищают изделие. Пока в сварочной зоне присутствуют эти два элемента, железо и углерод не будут окисляться. Отходы, то есть оксиды марганца и кремния, которые образуются при воздействии высокой температуры и окислительной реакции представляют собой легкоплавкое соединение, которое всплывает на поверхность сварочной ванны и кристаллизируется в виде шлака. Этот компонент никак не влияет на качество шва.
Для сварки в среде углекислого газа одного стандартного баллона на 25 кг углекислоты хватает на 15 сварочных часов. С учетом реакции из одного килограмма получается почти 500 литров готового газа. При полноценной работе затраты в среднем считаются от 10 до 50 литров в минуту. Но расход зависит от многих факторов – давления, типа сварки, типа шва, применяемого аппарата, погодных условий и так далее.
Такой метод называется сварка tig, то есть, это работы это соединение металлов с помощью электродов в среде защитного газа. Электрод может быть вольфрамовым или графитовым.
Подготовка к работе
Перед началом работы, следует ознакомиться с элементами управления, которые находятся на лицевой панели:
- Переключатель сварочного тока – позволяет установить слабую силу тока , который подойдет для тонких металлов и до более сильного (зачастую-6), который подойдет лишь для толстых металлов.
- Скорость подачи проволоки регулируется отдельным переключателем
- Некоторые полуавтоматы оснащены таймерами включения, для более удобного проведения точечной сварки.
- Отверстие под сварочный пистолет
Перед тем как подключать аппарат к питанию, убедитесь, что сеть имеет подходящие напряжение и мощность для полуавтомата.
Настройка и подключение сварочного оборудования
- Вставьте сварочную проволоку, механизм её подачи находится под крышкой.
 Проверьте ролики которые подают проволоку в автомат, направляющий шланг и электрод сварочного пистолета. Они должны быть идентичны типу и размеру проволоки. Чтобы использовать проволоку другого размера, надо поменять или перевернуть ведущий ролик. Маркировка размера вырезана на ролике сбоку. Катушки могут иметь разный посадочный размер. Для этого используйте специальные адаптеры. Прежде, чем начать регулировку, нужно поставить проволоку в соответствующую борозду, затем зацепить регулировочный валик. Поджимая валик, помните, что не следует поджимать слишком слабо (проволока будет немного выскальзывать) и слишком сильно (проволока будет деформироваться).
Проверьте ролики которые подают проволоку в автомат, направляющий шланг и электрод сварочного пистолета. Они должны быть идентичны типу и размеру проволоки. Чтобы использовать проволоку другого размера, надо поменять или перевернуть ведущий ролик. Маркировка размера вырезана на ролике сбоку. Катушки могут иметь разный посадочный размер. Для этого используйте специальные адаптеры. Прежде, чем начать регулировку, нужно поставить проволоку в соответствующую борозду, затем зацепить регулировочный валик. Поджимая валик, помните, что не следует поджимать слишком слабо (проволока будет немного выскальзывать) и слишком сильно (проволока будет деформироваться). - Разложите подающий рукав во всю длину, снимите сопла и наконечник, после чего нажмите и удерживайте кнопку на горелке до автоматического выхода проволоки на 10-15 см. После этого можно поставить наконечник и сопло на место.
- Присоедините баллон с защитным газом к аппарату с помощью шланга через редуктор и зафиксируйте хомутами.

Рекомендуем! Расшифровка методов сварки — MMA, TIG, MIG, MAG
Теперь аппарат готов к работе.
Подготовка металлов для сварки в CO2
При сваривании очень тонких пластин низколегированной или углеродистой стали (0.5мм-1мм) стоит делать отбортовку кромок. Без отбортовки пространство между листами во время сварки не должно быть более 0.5мм. Если же толщина листов превышает 1мм, то отбортовку делать не нужно, но расстояние между листами не должно превышать 1мм.
Перед тем как сваривать металлы стоит удалить с них лишние элементы, такие как: масло, краска, грязь и тд. Так же, желательно удалить и ржавчину.
Особенности и режимы данного вида соединений
Полуавтоматическая сварка в среде углекислого газа отлично подходит для новичков. Основной особенностью данного метода является применение обратной полярности постоянного тока. Это позволяет удерживать дугу. Если же наоборот, применить прямую полярность, то увеличивается риск потери дуги, что негативно отразится на качестве спаивания.
Работая на обратной полярности, можно избежать разбрызгивания электрода. Если же нужно наплавить металл, тогда лучше применить прямую, так и КПД будет в 1,5-почти 2 раза выше.
Режимы сварки, которые выставляются в настройках аппарата, зависят от многих факторов. Рассмотрим таблицу, где подробно расписаны возможные варианты настроек, отталкиваясь от толщины металла, из которого сделаны заготовки для сваривания.
Изучая данные из таблицы, можно заметить, что напряжение дуги напрямую зависит от диаметра проволоки и от толщины металла. При усилении сварочного тока будет усиливаться глубина провара, что необходимо при работе с толстыми металлами. Отталкиваясь от горения дуги, нужно настраивать скорость подачи электродной проволоки, чтобы не терять качество шва.
Техника полуавтоматической сварки
Сварка стыковых соединений полуавтоматом
Детали не большей толщины 0,8-4 мм сваривают без разделки кромок закрепленными в сборочно-сварочных приспособлениях. Сваривают тонкий металл на подкладках из того же металла что и изделие или на медных и нержавеющих съемных подкладках. Металл толщиной свыше 4мм можно сваривать как на весу, так и на подкладках.
Сваривают тонкий металл на подкладках из того же металла что и изделие или на медных и нержавеющих съемных подкладках. Металл толщиной свыше 4мм можно сваривать как на весу, так и на подкладках.
Тонкий металл при сварке полуавтоматом гораздо легче сваривается при в вертикальном положении. Сварку ведут углом назад, а горелку передвигают в направлении сверху-вниз. При этом сварщику хорошо видно формирование шва и зону сварки.
Для сварки толстого металла лучше использовать газы повышающие тепловую мощность дуги — гелий или смеси гелия и аргона. При этом нужно следить за положением горелки относительно шва. Небольшое отклонение горелки от вертикали способно привести к несплавлению кромок сварных деталей.
Сварка угловых и тавровых соединений полуавтоматом
Сварку угловых предпочтительней вести при расположении сварных деталей в лодочку. При этом выпуск электродной проволоки увеличивают на 10-15% по сравнению со сваркой стыковых швов в нижнем положении.
Сварка угловых и тавровых швов усложняется плохим наблюдением за формированием шва из-за сопла горелки. Расстояние e = 0, при толщине металла до 5 мм, и e = 0,8-1,5 при толщине металла свыше 5 мм.
Расстояние e = 0, при толщине металла до 5 мм, и e = 0,8-1,5 при толщине металла свыше 5 мм.
Сварка нахлесточных соединений
Сварка нахлесточных соединений при толщине металла меньше 1,5 мм выполняется на медной или стальной подкладке за один проход.
Сварка деталей толщиной более 1,5 мм выполняется на весу за несколько проходов.
Сварка горизонтальных швов полуавтоматом
Сварка горизонтальных швов ведется «углом вперед» без поперечных колебательных движений горелкой. Металл толщиной более 6 мм сваривают за несколько проходов.
Сварка деталей до 3 мм ведется под прямым углом горелки оси горелки относительно сварных деталей, без разделки кромок.
Сварка деталей более 3 мм в горизонтальном положении сваривается с разделкой верхней кромки, а горелка наклоняется относительно верхней детали под углом примерно 70º.
Сварка вертикальных швов
Сварку вертикальных швов рекомендуется выполнять проволокой диаметра 0,8-1,2 мм со свободным формированием шва.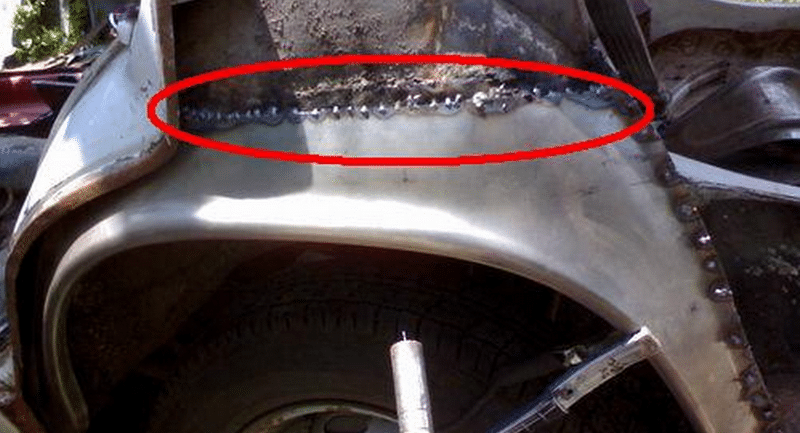 Можно применять технику частых коротких замыканий или использовать источники с импульсной дугой. Детали толщиной до 4 мм лучше сваривать способом сверху-вниз без колебательных движений. Если предполагается выполнять сварку односторонним швом, лучше собирать детали с зазором.
Можно применять технику частых коротких замыканий или использовать источники с импульсной дугой. Детали толщиной до 4 мм лучше сваривать способом сверху-вниз без колебательных движений. Если предполагается выполнять сварку односторонним швом, лучше собирать детали с зазором.
Сварка потолочных швов
Потолочные швы толщиной более 6 мм лучше сваривать за несколько проходов. Сварку алюминия и его сплавов полуавтоматом рекомендуется вести углом вперед, а сварку сталей, меди, титана и других металлов — углом назад.
Характеристика углекислотной сварки
Углекислый газ не имеет никакого вкуса и запаха, также он является бесцветным. В умеренных количествах он не составляет опасности для здоровья и жизни человека, не взрывоопасен. Его плотность 1,98кг/м3, что говорит о том, что он намного тяжелее воздуха (с плотностью 1,2 кг/м3).
В продажу он поступает в железных баллонах по 10, 20 или 40 литров в жидком состоянии и под давлением. Перед сварочным процессом необходимо установить баллон на некоторое время вертикальное положение, чтобы вся влага, которая там есть стекла.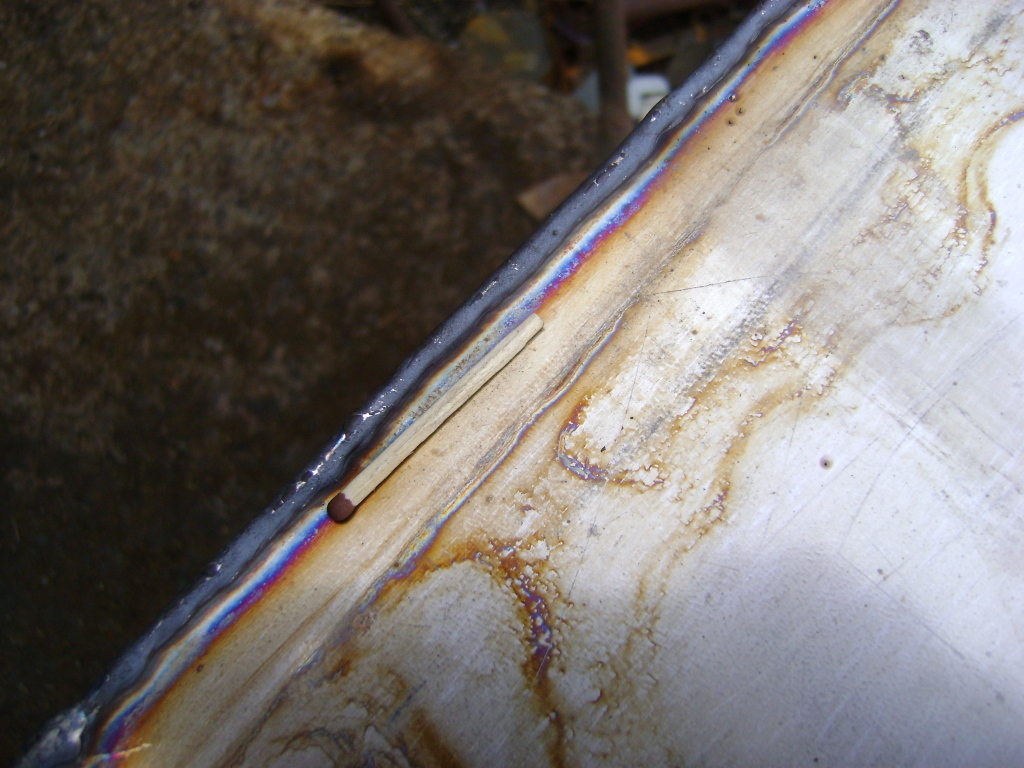 После этого газ подается в сварочную зону. Установленный редуктор с регулятором контролирует давление и подачу газа.
После этого газ подается в сварочную зону. Установленный редуктор с регулятором контролирует давление и подачу газа.
Важно: перед приобретением баллона важно уточнить возможность дозаправки.
Сварка в углекислом газе может производиться несколькими видами оборудования для сварки:
- Выпрямитель это такой полуавтомат для сварки, внутри которого ток преобразуется из переменного в постоянный. Они применяются для любых видов дуговой сварки полуавтоматом с применением разных электродов и для соединения различных металлов, кроме алюминия.
2. Инвертор – это источник питания для сварочной дуги. Это аппарат, который может преобразовывать электроэнергию из сети 220В в постоянный ток для создания и удержания дуги. Подробнее ознакомиться с принципом действия и преимуществами инвертора можно здесь.
Технология сварки СО2
Когда все готово и настроено для полуавтоматической сварки в газовой среде, можно приступать. Для начала необходимо подготовить металлические детали, которые подлежат спаиванию. Залог качественного шва – это предварительная подготовка. Чтобы материал идеально сплавился, нужно заготовки очистить от масла, грязи и остатков лакокрасочных изделий. Это можно сделать металлической щеткой или наждачной бумагой. После этого детали устанавливаются в то положение, при котором будет происходить их соединение. Первый шов лучше всего производить на малой силе токе, чтобы посмотреть, как будет себя вести заготовка. Если сразу дать большой ток, то есть риск трещин и деформации деталей.
Залог качественного шва – это предварительная подготовка. Чтобы материал идеально сплавился, нужно заготовки очистить от масла, грязи и остатков лакокрасочных изделий. Это можно сделать металлической щеткой или наждачной бумагой. После этого детали устанавливаются в то положение, при котором будет происходить их соединение. Первый шов лучше всего производить на малой силе токе, чтобы посмотреть, как будет себя вести заготовка. Если сразу дать большой ток, то есть риск трещин и деформации деталей.
Полуавтоматическую сварку в газовой среде можно выполнять следующими методиками:
- углом вперед (справа налево) используется для тонколистового металла;
- углом назад (слева направо) обеспечивает глубокий провар, но шов при этом не будет широким.
Когда шов полностью готов, нельзя сразу отключать подачу газа, так как это чревато окислением. Сначала останавливается подача проводной проволоки, потом подача тока, а затем уже подача газа. Как раз за это время шов успевает кристаллизоваться. По завершению работы нужно сбить шлак со шва.
По завершению работы нужно сбить шлак со шва.
ОСНОВНЫЕ ПРАВИЛА ПРИ ПРОВЕДЕНИИ СВАРОЧНЫХ РАБОТ
Чтобы стать настоящим профессионалом, необходимо знать все о сварке полуавтоматом, и техника безопасности – это один и важных аспектов. Необходимо изучить и каждый раз соблюдать все нормы и стандарты, прописанные в ГОСТе. Нельзя пренебрегать ТБ, работая с огнем и газовыми баллонами. Также важно защитить себя, надев форму и маску, которая защитит глаза от ультрафиолетового ожога.
Не только новичкам, но и опытным мастерам рекомендуется изначально попробовать шов на черновой детали или на незаметном участке, чтобы убедиться в правильности настроек на сварочном полуавтомате. Перед использованием агрегата, требуется прочесть инструкцию, и соблюдать ее при работе. И еще, аппарат не может работать беспрерывно. То есть, периодически нужно делать паузы, об этом пишется в инструкции к ним.
Автоматическая и полуавтоматическая сварка требует длительного обучающего процесса, который включает в себя теоретические и практические знания. Обучение на сварщика — длительная и ответственная работа, хотя разобравшись во всем можно понять, что это не сложно, если соблюдать все рекомендации.
Обучение на сварщика — длительная и ответственная работа, хотя разобравшись во всем можно понять, что это не сложно, если соблюдать все рекомендации.
И в конце хотелось бы ответить на один из самых частых вопросов, чем отличается автоматическая сварка от полуавтоматической:
- автоматическая сварка – это процесс, при котором движение дуги и подача электрода происходят механизировано;
- полуавтоматическая сварка – это такая сварка, при которой проволока подается механизированно, а перемещение дуги вручную.
Как варить полуавтоматом видео :
Преимущества и недостатки сварки в среде СО2
Сварка тиг углекислым газом широко применяется как в домашних условиях, так и в различных производственных отраслях. Это не удивительно, ведь данный вид соединений имеет ряд преимуществ:
- есть возможность соединять тонколистовой металл;
- можно сваривать разные типы металлов, с разными характеристиками и температурой плавления;
- электрическая дуга отличается высокой стабильностью;
- сварная ванна находится под надежной защитой от окисления и воздействия негативных факторов внешней среды;
- шов в результате получается очень качественным;
- технология полуавтоматической сварки в среде углекислого газа считается самой безопасной, в сравнении с другими тиг методами;
- экономичность и доступность.
 Это показатель связан с тем, что 2 приобрести намного проще, чем смеси других газов, применяемых для защиты во время tig сварки.
Это показатель связан с тем, что 2 приобрести намного проще, чем смеси других газов, применяемых для защиты во время tig сварки.
Кроме преимуществ, можно и отметить несколько недостатков:
- по качеству углекислота немного уступает другим смесям;
- аппарат немного сложнее и дольше чистить, чем после гелий, аргона или азота;
- затраты на материалы постоянно возрастают.
Пару советов по выбору сварочного полуавтомата
Перед тем как выбрать сварочный полуавтомат прочитайте несколько важных советов:
- Чем больше будет мощность полуавтомата, тем толще металл им можно будет сваривать;
- Инверторные полуавтоматы намного проще и эффективнее в работе;
- Предпочтительно выбирать тот полуавтомат, в конструкции которого будут предусмотрены съёмные держатели;
- Хорошо если инструкция к полуавтомату будет на русском языке, понятной и информативной в обращении.
Сварка полуавтоматом с углекислотой существенно отличается от ручной дуговой сварки. Чтобы получить качественный сварочный шов, нужно учитывать многие нюансы: расход газа, скорость подачи проволоки, диаметр присадочного материала и многое другое.
Чтобы получить качественный сварочный шов, нужно учитывать многие нюансы: расход газа, скорость подачи проволоки, диаметр присадочного материала и многое другое.
Игла для биопсии Cook® Bx™ | Cook Medical
Игла для биопсии Cook® Bx™Узнайте, как сделать заказ» Создайте учетную запись клиента и закажите этот или другие продукты Cook
Задать вопрос в службу поддержки» Спросите службу поддержки клиентов о наших продуктах или услугах
Характеристики
| Порядковый номер | Справочный номер детали | Инструкции по применению (IFU) | MR Статус | Игла калибр | Длина см |
|---|---|---|---|---|---|
| G57954 | CBBDN-180020 | 18 | 20 | ||
| G57955 | CBBDN-180025 | 18 | 25 |
Доступно только в США.
Библиотека изображений
Ищете дополнительную информацию об этом продукте?
Позвоните нам по бесплатному номеру 800.457.4500 или заполните форму ниже.
Пожалуйста, ознакомьтесь с нашей Политикой конфиденциальности, чтобы ознакомиться с уведомлениями о защите данных, касающимися сбора и использования нами ваших данных.
Заголовок: * — Г-жа Миссис Доктор.
Имя: *
Фамилия: *
Название компании: *
Номер клиента:
Страна/регион:
* —AfghanistanAlbaniaAlgeriaAmerican SamoaAngolaArgentinaArubaAustraliaAustriaBahamasBahrainBangladeshBarbadosBelarusBelgiumBeninBermudaBhutanBolivia, Plurinational State ofBosnia and HerzegovinaBotswanaBrazilBrunei DarussalamBulgariaBurkina FasoBurundiCameroonCanadaCayman IslandsCentral African RepublicChadChileChinaColombiaCongoCongo, The Democratic Republic of TheCosta RicaCroatiaCubaCyprusCzech RepublicCote d’IvoireDenmarkDominicaDominican RepublicEcuadorEgyptEl SalvadorEquatorial GuineaEstoniaEthiopiaFijiFinlandFranceFrench PolynesiaGabonGambiaGeorgiaGermanyGhanaGibraltarGreeceGuadeloupeGuamGuatemalaGuernseyGuineaHoly See (Vatican City State)HondurasHong KongHungaryIcelandIndiaIndonesiaIran, Islamic Republic ofIraqIrelandIsraelItalyJamaicaJapanJordanKazakhstanKenyaKorea, Democratic People’s Republic ofKorea, Republic КувейтЛаосская Народно-Демократическая РеспубликаЛатвияЛиванЛиберияЛивийская Арабская ДжамахирияЛихтенштейнЛитваЛюксембургМакаоМакедония, Бывшая Югославская РеспубликаМадаг ascarMalawiMalaysiaMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMexicoMontenegroMoroccoMozambiqueMyanmarNepalNetherlandsNetherlands AntillesNew CaledoniaNew ZealandNicaraguaNigerNigeriaNorwayOmanPakistanPalestinian Territory, OccupiedPanamaPapua New GuineaParaguayPeruPhilippinesPolandPortugalPuerto RicoQatarReunionRomaniaRussian FederationRwandaSaudi ArabiaSenegalSerbiaSierra LeoneSingaporeSlovakiaSloveniaSomaliaSouth AfricaSpainSri LankaSudanSurinameSwedenSwitzerlandSyrian Arab RepublicTaiwan, Province of ChinaTanzania, United Republic ofThailandTogoTrinidad and TobagoTunisiaTurkeyUgandaUkraineUnited Arab EmiratesUnited KingdomUnited StatesUnited States Minor Outlying IslandsUruguayVenezuela, Bolivarian Republic ofViet NamVirgin Islands, U.
Тема запроса: —Кто мой торговый представитель?Доступен ли этот продукт в моем регионе?Какой материал продукта?Какова единица измерения?Какова цена для клиента?
РПН:
GPS:
Эл. адрес: *
Телефон:
Предпочтительный способ связи:
Комментарий: *
Наименование товара:
* Обязательные поляКак пользоваться электронным программатором
- Последнее обновление
- Сохранить как PDF
Электронный программатор представляет собой устройство, объединяющее следующие функции:
- 12-часовые часы с подсветкой дисплея.
- Таймер (до 3 часов).
- Программа для полуавтоматического приготовления в духовке.

- Программа для автоматического приготовления в духовке.
- Управление функциями приготовления пищи. Программист может управлять настройкой
- температуры в различных функциях приготовления.
- Управление функцией самоочистки.
Рис. 5.1
Описание кнопок
| Таймер (1) | ||
| Время приготовления или время самоочистки (2) | ||
| Окончание времени приготовления или возможность запуска функций приготовления или цикла самоочистки (3) | ||
| Настройка температуры духовки (4) | ||
| Обратный отсчет значений всех функций или устанавливаемой температуры (5) | ||
| Опережение значений всех функций или устанавливаемой температуры (6) | ||
Описание световых символов
Первое включение после отключения электроэнергии После подключения прибора к сети или после отключения электроэнергии программатор должен быть активирован, чтобы он мог работать. « 12:00 » мигает на дисплее.
Установка времениПрограмматор имеет электронные часы (12 часов) со светящимися цифрами, которые показывают часы и минуты.
Звуковой сигнал Прерывистый звуковой сигнал звучит, когда таймер, полуавтоматическое или автоматическое приготовление пищи достигли конца установленного времени. |


ТаймерФункция таймера используется только для отсчета времени и не влияет на работу духового шкафа или любые выполняемые или установленные программы.
|



