Восстановление герметичности клапанов и замена втулок клапанов – Ремонт двигателя – УАЗ
Нарушение герметичности клапанов при правильных зазорах между стержнями клапанов и коромыслами, а также при исправной работе карбюратора и системы зажигания обнаруживается по характерным хлопкам из глушителя и карбюратора. Двигатель при этом работает с перебоями и не развивает полной мощности.
Восстановление герметичности клапанов осуществляйте притиркой рабочих фасок клапанов к их седлам. При наличии на рабочих фасках клапанов и седел раковин, кольцевых выработок или рисок, которые нельзя вывести притиркой, прошлифуйте фаски с последующей притиркой клапанов к седлам. Клапаны с покоробленными головками замените.
Фаски клапанов притирайте пневматической или электрической дрелью модели 2213, 2447 ГАРО или вручную при помощи коловорота. Притирку производите возвратно-вращательными движениями, при которых клапан проворачивается в одну сторону несколько больше, чем в другую. На время притирки под клапан установите отжимную пружину с небольшой упругостью. Внутренний диаметр пружины должен быть около 10 мм. Пружина должна несколько приподнимать клапан над седлом, а при легком нажатии клапан должен садиться на седло. Связь инструмента с клапаном осуществляется резиновым присосом, как показано на рис.68. Для лучшего сцепления присоса с клапаном их поверхности должны быть сухими и чистыми.
Внутренний диаметр пружины должен быть около 10 мм. Пружина должна несколько приподнимать клапан над седлом, а при легком нажатии клапан должен садиться на седло. Связь инструмента с клапаном осуществляется резиновым присосом, как показано на рис.68. Для лучшего сцепления присоса с клапаном их поверхности должны быть сухими и чистыми.
рис.68. Притирка клапанов
Для ускорения притирки используйте притирочную насту, составленную из одной части микропорошка марки М20 и двух частей моторного масла. Смесь перед применением тщательно перемешайте. Притирку ведите до появления на рабочих поверхностях седла и тарелки клапана равномерной матовой фаски по всей окружности. К концу притирки уменьшайте содержание микропорошка в притирочной пасте. Заканчивайте притирку на одном чистом масле. Вместо притирочной пасты можно использовать наждачный порошок № 00, смешанный с моторным маслом.
Для шлифовки рабочих фасок клапанов рекомендуется применять шлифовальные станки типа P-108 или ОПР-1841 ГАРО. При этом стержень клапана зажмите в центрирующем патроне бабки, устанавливаемой под углом 44°30′ к рабочей поверхности шлифовального камня. Уменьшение на 30′ угла наклона рабочей фаски головки клапана по сравнению с углом фаски седел ускоряет приработку и улучшает герметичность клапанов. При шлифовке снимайте с фаски головки клапана минимальное количество металла. Высота цилиндрического пояска рабочей фаски головки клапана после шлифовки должна быть не менее 0,7 мм, а соосность рабочей фаски относительно стержня в пределах 0,03 мм общих показаний индикатора. Биение стержня клапана-не более 0,02 мм. Клапаны с большим биением замените новыми. Не перешлифовывайте стержни клапана на меньший размер, так как возникнет необходимость в изготовлении новых сухариков тарелок клапанных пружин.
При этом стержень клапана зажмите в центрирующем патроне бабки, устанавливаемой под углом 44°30′ к рабочей поверхности шлифовального камня. Уменьшение на 30′ угла наклона рабочей фаски головки клапана по сравнению с углом фаски седел ускоряет приработку и улучшает герметичность клапанов. При шлифовке снимайте с фаски головки клапана минимальное количество металла. Высота цилиндрического пояска рабочей фаски головки клапана после шлифовки должна быть не менее 0,7 мм, а соосность рабочей фаски относительно стержня в пределах 0,03 мм общих показаний индикатора. Биение стержня клапана-не более 0,02 мм. Клапаны с большим биением замените новыми. Не перешлифовывайте стержни клапана на меньший размер, так как возникнет необходимость в изготовлении новых сухариков тарелок клапанных пружин.
Фаски седел шлифуйте под углом 45° соосно отверстию во втулке. Ширина фаски должна быть 1,6-2,4 мм. Для шлифовки седел рекомендуется применять приспособление, изображенное на рис.69. Седло шлифуйте без притирочной пасты или масла до тех пор, пока камень не станет обрабатывать всю рабочую поверхность.
рис.69. Приспособление для шлифовки седел клапанов: 1-разрезная втулка; 2-оправка; 3-шлифовальный круг; 4-свинцовая шайба; 5-направляющая втулка; 6-корпус головки; 7-штифт; 8-поводок; 9-наконечник; 10-гибкий вал; 11-вал электродвигателя; 12-электродвигатель
После грубой обработки смените камень на мелкозернистый и произведите чистовую шлифовку седла. Биение фаски относительно оси отверстия втулки клапана не должно превышать 0,03 мм. Изношенные седла замените новыми. В запасные части поставляются седла клапанов, имеющие наружный диаметр больше номинального на 0,25 мм. Изношенные седла извлекайте из головки с помощью зенкера.
После извлечения седел расточите в головке гнезда для выпускного клапана до диаметра 38,75+0,025 мм и для впускного клапана до диаметра 49,25+0,025 мм. Перед запрессовкой седел нагрейте головку блока цилиндров до температуры 170°С, а седла охладите сухим льдом. Запрессовку производите быстро, не давая возможности седлам нагреться. Остывшая головка плотно охватывает седла. Для увеличения прочности посадки седел зачеканьте их по наружному диаметру при помощи плоской оправки, добиваясь заполнения фаски седла. Затем прошлифуйте до требуемых размеров и притрите.
Для увеличения прочности посадки седел зачеканьте их по наружному диаметру при помощи плоской оправки, добиваясь заполнения фаски седла. Затем прошлифуйте до требуемых размеров и притрите.
Если износ стержня клапана и направляющей втулки настолько велик, что зазор в их сочленении превышает 0,25 мм, то герметичность клапана восстанавливайте только после замены клапана и его втулки. В запасные части поставляются клапаны только номинальных размеров, а направляющие втулки-с внутренним диаметром, уменьшенным на 0,3 мм, для последующей их развертки под окончательный размер после запрессовки в головку блока цилиндров.
Запрессованные втулки развертывайте до диаметра 9+0,022 мм. Стержень впускного клапана имеет диаметр 9-0,075-0,050 мм, выпускного 9-0,095-0,075 мм следовательно, зазоры между стержнями впускного и выпускного клапанов и втулками должны быть соответственно равны 0,050-0,097 мм и 0,075-0,117 мм.
Изношенные направляющие втулки выпрессовывайте из головки блока цилиндров с помощью выколотки, показанной на рис. 70.
70.
рис.70. Выколотка втулок клапанов: А-указанную поверхность закалите
Новую втулку запрессовывайте со стороны коромысел с помощью той же выколотки до упора в стопорное кольцо, имеющееся на втулке. При этом, как и при запрессовке седел клапанов, головку блока цилиндров нагрейте до температуры 170°С, а втулку охладите сухим льдом.
После замены втулок клапанов произведите шлифовку седел (центрируясь по отверстиям во втулках) и затем притрите к ним клапаны. После шлифовки седел и притирки клапанов все каналы и места, куда мог бы попасть абразив, тщательно промойте и продуйте сжатым воздухом.
Втулки клапанов-металлокерамические, пористые. После окончательной обработки и промывки пропитайте их маслом. Для этого в каждую втулку вставьте на несколько часов пропитанный в веретенном масле войлочный фитиль. Стержни клапанов перед сборкой смажьте тонким слоем смеси, приготовленной из семи частей масляного коллоиднографитного препарата и трех частей моторного масла.
Восстановление герметичности клапанов и замена втулок клапанов двигателей УАЗ: https://uaz.nas24.ru/remont-dvigatelya/vosstanovlenie-germetichnosti-klapanov-i-zamena-vtulok-klapanov/
Восстановление (ремонт) сёдел клапанов.
Опубликовано в рубрике Ремонт и обслуживание автомобиля., Ремонт и обслуживание мотоцикла. | Апрель 10th, 2014
У работавших продолжительное время двигателей любого транспортного средства, клапаны которых многократно подвергались притирке, рабочие фаски сёдел клапанов, могут быть правильной формы, но сильно увеличены по ширине. А нормальная рабочая ширина фаски седла должна составлять 1 — 1,5 мм., не более. Почему, я объясню ниже. В этой статье мы рассмотрим как и с помощью чего восстановить правильную ширину фаски седла, и вообще правильную геометрию седёл клапанов.
Почему нужно восстанавливать сёдла клапанов.
Когда нормальная рабочая ширина фаски становится больше 1-1,5 мм., увеличивается площадь металлического контакта между тарелкой клапана и седлом, и казалось бы можно ожидать увеличения герметичности и усиления охлаждения тарелки клапана. Однако практика эксплуатации многих двигателей показала, что при увеличении ширины фаски седла, нормальная работа двигателя нарушается довольно быстро, после короткого пробега.
Однако практика эксплуатации многих двигателей показала, что при увеличении ширины фаски седла, нормальная работа двигателя нарушается довольно быстро, после короткого пробега.
А всё дело в том, что при увеличении ширины фаски, например хотя бы до двух миллиметров, площадь соприкосновения тарелки клапана с седлом увеличивается вдвое, и значит вдвое уменьшается создаваемое клапанной пружиной давление клапана, на единицу площади. В добавок клапанные пружины итак ослаблены от продолжительной работы (усталость металла) и нагрева.
В итоге, первое время после притирки клапанов, двигатель работает вроде бы вполне нормально, но довольно быстро, от уменьшения давления пружин на единицу площади, клапан начинает подгорать (особенно выпускной) и очень быстро терять свою герметичность.
Инструмент для восстановления сёдел клапанов.
Чтобы восстановить нормальное давление тарелки клапана на единицу площади седла, установка усиленных пружин бесполезна, к тому же это может сильно сократить ресурс газораспределительного механизма, который рассчитан на меньшие нагрузки. Поэтому нормальное давление тарелки клапана на единицу площади седла, а следовательно и герметичность, восстанавливают уменьшением ширины фаски седла, до требуемой величины, с помощью специального инструмента — конических фрез.
Поэтому нормальное давление тарелки клапана на единицу площади седла, а следовательно и герметичность, восстанавливают уменьшением ширины фаски седла, до требуемой величины, с помощью специального инструмента — конических фрез.
Фрезы изготавливают несколько фирм, но наиболее популярные у нас, это наборы фирм MIRA, SUNNEN, NEWAY. Причём эти фирмы делают фрезы с различными углами: 15°, 20°, 30°, 45°, 60°, 70°, 75°, 80°, которые многим могут и не понадобиться, так как углов нарезки, а следовательно и фрез, для восстановления сёдел одного какого то распространённого двигателя, потребуется всего три. Если конечно вы не занимаетесь восстановлением сёдел абсолютно всех моторов.
Но следует учесть, что качественные наборы фрез зарубежных фирм, например известной NEWAY, могут стоить 350$ и выше (цена зависит от количества фрез). И если вы не собираетесь заниматься восстановлением сёдел клапанов профессионально, то есть смысл поискать в продаже менее дорогие отечественные наборы, которые иногда попадаются вполне нормального качества (ножи фрез сделаны из твёрдого сплава).
Углы фасок ремонтируемого двигателя, следует обязательно уточнить, перед приобретением набора фрез, так как на разных моторах эти углы могут быть разными. На некоторых двигателях (как на рис 1 ниже) угол верхней фаски может быть 15 градусов, рабочей 45, а угол нижней фаски может быть 60 градусов.
А на некоторых моторах (как на рис 2) угол верхней фаски может быть в 75°, рабочей фаски тоже в 45°, а угол нижней фаски может быть всего 15° . На некоторых двигателях могут быть и другие углы.
Поэтому прежде чем покупать для своего двигателя набор из трёх фрез, уточните сначала углы фасок сёдел вашего мотора, что бы не купить набор фрез с ненужными углами.
А бывают моторы, на которых сёдла (углы их фасок) впускных клапанов, отличаются углами фасок от выпускных клапанов, это наглядно видно на рисунке 2 — 62. И в такой ситуации потребуется уже набор не из трёх фрез, а из четырёх или пяти. Все эти нюансы нужно знать, перед тем как приобретать определённый набор фрез.
Но те мастера, кто занимается восстановлением сёдел различных моторов профессионально, обычно приобретают более дорогие наборы, с фрезами различных углов, описанными выше в тексте (от 15° до 80°). В каждом наборе также присутствует направляющий пилот (стальной стержень, показанный на фото), который вставляется в направляющую втулку клапана и обеспечивает правильное положение фрезы, относительно восстанавливаемого седла.
В каждом наборе также присутствует направляющий пилот (стальной стержень, показанный на фото), который вставляется в направляющую втулку клапана и обеспечивает правильное положение фрезы, относительно восстанавливаемого седла.
Так же следует учесть, что фрезы отличаются не только углами режущих резцов, но и своими размерами (для каждого размера свой номер). Например фрезы с номерами от 100 до 150, предназначены для сёдел моторов небольших рабочих объёмов, с диаметром сёдел клапанов от 16 до 35 мм.
Ну а фрезы с номерами от 200 до 699 предназначены для моторов большей кубатуры, с диаметром сёдел от 28 до 72 мм. И это надо учитывать при покупке набора фрез.
Практика ремонта (восстановления) сёдел клапанов.
Прежде чем начинать обработку сёдел клапанов с помощью вышеописанного инструмента, следует поменять направляющие втулки клапанов, так как к моменту износа и ремонта сёдел, эти втулки наверняка изношены. А они должны быть идеальны, так как направляющий стержень (пилот, показанный на фото чуть выше) фрезы, вставляется во втулку с минимальным зазором в несколько сотых миллиметра. Этот минимальный зазор и обеспечивает точность установки режущего инструмента (фрезы), относительно седла.
Этот минимальный зазор и обеспечивает точность установки режущего инструмента (фрезы), относительно седла.
И если втулка клапанов изношена, то даже конический пилот,(с небольшим конусом) может перекосить в направляющей втулке, так как её изношенное отверстие имеет не круг, а овал. В итоге фреза будет снимать металл с поверхности седла с перекосом, и такой ремонт уже не будет считаться ремонтом, а просто порчей деталей. Как и с помощью какого приспособления заменить в головке втулки клапанов, можно почитать вот тут.
Некоторые мастера начинают обработку сначала верхней фаски в 15° (см. рисунок 1), затем обрабатывают нижнюю фаску в 60°, ну а в последнюю очередь обрабатывают рабочую фаску в 45°.
Рис.2 Последовательность обработки сёдел клапанов.
а — клапан утопленный в изношенном гнезде, б — обработка рабочей фаски седла, в- обработка верхней фаски седла, г — обработка нижней фаски седла, д — седло клапана после обработки, 1 — клапан, 2 — гнездо, 3 — направляющая втулка, 4 — фреза под 45 градусов, 5 — фреза под 75 градусов, 6 — фреза под 15 градусов, 7 — рабочая фаска клапана, 8 — рабочая фаска гнезда.
Другие мастера начинают обработку вторым способом(снятие металла) поверхности седла с рабочей фаски с углом в 45° (как на рис. 2,б), затем обрабатывают верхнюю фаску в 75° (как на рис. 2,в), ну а в последнюю очередь обрабатывают нижнюю фаску в 15° (рис. 2,г). При обработки верхней и нижней фаски, обеспечивается ширина рабочей фаски в 1 — 1,5 мм.
Я считаю, что вторым способом легче и точнее добиться ширины рабочей фаски в 1-15 мм, так как понемногу обрабатывая верхнюю фаску и понемногу нижнюю (при уже готовой рабочей фаске), легче выйти на ширину рабочей фаски в 1 — 1,5 мм (обычно полностью хватает трёх — пяти оборотов фрез, больше и не надо).
Тем более, что при таком способе, если при обработке верхней и нижней фасок, рабочая фаска станет уже 1 мм, то всегда есть возможность пройтись фрезой для рабочей фаски в 45° и добиться требуемой ширины рабочей фаски в 1 — 1,5 мм. Но всё же всегда следует стараться всё сделать за один раз и снять с поверхности седла как можно меньше металла.
Второй способ последовательности обработки сёдел, я считаю правильнее и легче первого способа. Но это моё мнение, и это не значит, что так должны делать все. Может кому то подойдёт первый способ.
После обработки трёх фасок седла и получения ширины рабочей фаски 1 мм — для малокубатурных моторов, и 1,5 мм — для двигателей большей кубатуры, клапана желательно притереть, если их тарелки не изношены, как на рисунке 3,б. Если обнаружен износ клапана как на этом рисунке, то притирка клапанов не поможет, и такие клапана следует заменить новыми.
Если же тарелка клапанов имеет нормальную форму как на рисунке 3,а, то клапана оставляем на двигателе и всего лишь нужно произвести их притирку к восстановленным сёдлам. Как это правильно сделать я уже писал, и желающие могут почитать об этом здесь.
Кстати, клапана следует заменить, если их стержень изношен неравномерно по высоте (проверяется микрометром), или если стержень имеет повышенный зазор, относительно отверстия направляющей втулки (можно утолщить стержень клапана с помощью хромирования, если у вас мотор редкий, и новые клапана проблематично купить).
При замене втулки и наоборот пониженном зазоре стержня клапана, относительно отверстия втулки, это отверстие просто разворачивается развёрткой, до получения необходимого зазора, между стержнем клапана и отверстием втулки. Величину правильного зазора следует уточнить в мануале конкретного двигателя.
Надеюсь данная статья поможет ремонтникам новичкам, правильно восстановить геометрию (углы) сёдел клапанов своими руками, ведь при наличии необходимого инструмента и знаний, всё можно сделать довольно быстро, даже быстрей, чем поездка в автосервис; удачи всем.
Теги: Восстановление геометрии углов сёдел клапанов., Как восстановить фаски сёдел клапанов?
Ремонт деталей клапанного механизма
Категория:
Ремонт тракторов и автомобилей
Публикация:
Ремонт деталей клапанного механизма
Читать далее:
Ремонт и сборка головки цилиндров
Ремонт деталей клапанного механизма
Восстановление клапанов.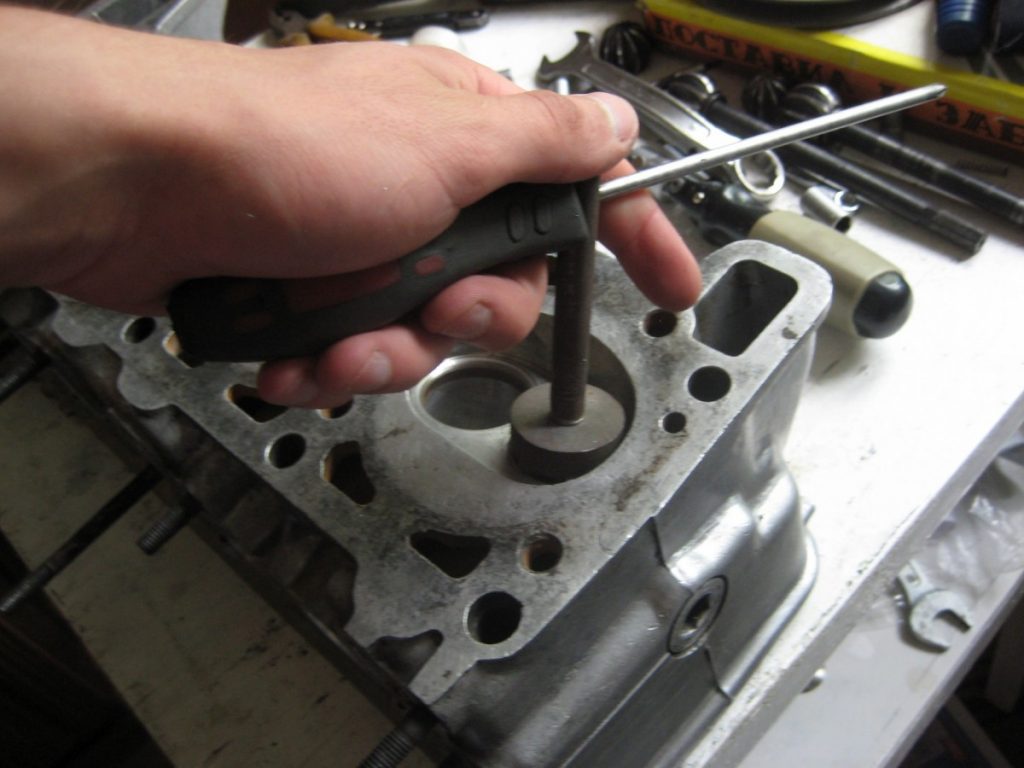 Впускные клапаны изготавливают из сталей 4Х9С2, Х10СГМ; 4Х10С2М и других, подвергают закалке и отпуску до твердости HRC 35…40. Конец стержня на длине 3…5 мм от торца закаливают после механической обработки нагревом Т.В.Ч. до твердости HRC 45…60. Выпускные клапаны, работающие в условиях высоких температур, подвергаются газовой коррозии, поэтому их изготавливают из высоколегированных жаростойких сталей ЭИ-992, ЭП-303, Х5ТУОГМ, 4X14MJ4B2M и других или делают сварными, стержень — из стали 40ХМ и других, а тарелку — из жаростойкой стали.
Впускные клапаны изготавливают из сталей 4Х9С2, Х10СГМ; 4Х10С2М и других, подвергают закалке и отпуску до твердости HRC 35…40. Конец стержня на длине 3…5 мм от торца закаливают после механической обработки нагревом Т.В.Ч. до твердости HRC 45…60. Выпускные клапаны, работающие в условиях высоких температур, подвергаются газовой коррозии, поэтому их изготавливают из высоколегированных жаростойких сталей ЭИ-992, ЭП-303, Х5ТУОГМ, 4X14MJ4B2M и других или делают сварными, стержень — из стали 40ХМ и других, а тарелку — из жаростойкой стали.
Стержни выпускных клапанов двигателей ЗИЛ-130 и 3M3-53 заполнены металлическим натрием, чтобы улучшить отвод теплоты от тарелки, а рабочие фаски тарелки клапана наплавлены износостойким сплавом ВХН-1. Выпускные клапаны так же, как и впускные, подвержены закалке и отпуску до твердости HRC 25…38.
Основные дефекты клапанов: изгиб стержня и биение рабочей фаски, износ и подгорание поверхности фаски, износ торца, выточки под сухарики и боковой поверхности стержня.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Клапаны выбраковывают при подгорании тарелки, при любых трещинах, а также при высоте цилиндрического пояска тарелки менее 0,5 мм после шлифования фаски клапана.
Изгиб стержня и биение фаски проверяют на индикаторных приспособлениях. Клапан укладывают на призмы приспособления и прижимают его двумя роликами прижима. От осевого перемещения клапан удерживается регулируемым упором и пальцем с резиновым присосом на конце. Поворачивая клапан на 360° маховиком по индикаторам, установленным к стержню, и рабочей фаске клапана, определяют биение фаски и изгиб стержня. Правят стержень клапана вхолодную и снова проверяют на приспособлении. Биение фаски и стержня допускается не более 0,03 мм.
Рис. 1. Приспособление для проверки биения рабочей фаски и стержня клапана:
1 — маховик; 2 — палец; 3 — клапан; 4 — прижим; 5 — призма; 6 — ролик; 7 — упор; 8 и 9 — индикаторы; 10 — плита.
Изношенные фаски тарелок клапанов шлифуют на специальных станках типа ПТ-823, модели 2414 и других до выведения следов изнашивания. Если высота цилиндрического пояска тарелки окажется менее 0,5 мм, то клапан выбраковывают или восстанавливают протачиванием на уменьшенный размер клапана другого двигателя. Фаски восстанавливают также наплавкой смеси твердых сплавов газопламенной горелкой или плазменной струей при помощи специальных приспособлений. После наплавки фаски шлифуют до получения нормальной высоты цилиндрического пояска.
Изношенный стержень клапана шлифуют под уменьшенный диаметр (автомобильные двигатели) или наращивают (хромированием, железнением) и шлифуют под нормальный размер. Торец стержня шлифуют до выведения следов изнашивания.
Восстановленный клапан должен отвечать следующим требованиям: овальность и конусность стержня не более 0,02 мм, биение рабочей фаски тарелки клапана в пределах 0,01…0,03 мм (для двигателей разных марок). Шероховатость поверхности фаски и стержня не ниже 8-го класса.
Ремонт коромысла и оси коромысла. Коромысла клапанов штампуют из стали 45. Поверхность бойка закаливают нагревом В.Ч. на глубину 2…5 мм до твердости не ниже HRC 50. Ось коромысел изготавливают из малоуглеродистой стали 20 или 30, рабочую поверхность цементуют на глубину 0,4…0,8 мм, а возле отверстий ее закаливают нагревом Т.В.Ч. до твердости HRC 50…58.
Основные дефекты коромысел: износ поверхности бойка, отверстия под втулку и втулки; повреждения и износ резьбы; трещины; изгиб и излом. Ось коромысел изнашивается по наружной поверхности, возможны трещины, отслаивание слоя цементации, изломы и изгибы.
Коромысло и ось коромысла выбраковывают при трещинах, изломах, аварийных изгибах и отслаиваниях слоя цементации на оси коромысла.
Боек коромысла шлифуют по шаблону до выведения следов изнашивания; при уменьшении высоты бойка за пределы допускаемой и при снижении твердости бойка его наваривают электродами Т-590 или Т-620 и обрабатывают по шаблону под нормальный размер или наплавляют другими электродами и закаливают до необходимой твердости.
Отверстие коромысла под ось восстанавливают развертыванием до увеличенного ремонтного размера, постановкой втулки и обработкой ее до нормального или уменьшенного размера. При ослаблении втулки (коромысла с втулками) отверстие развертывают под втулку с увеличенным размером по наружному диаметру. Изношенные втулки развертывают под увеличенный ремонтный размер или заменяют и развертывают под уменьшенный размер или нормальный, в зависимости от размера устанавливаемой оси.
Изношенную резьбу восстанавливают нарезанием резьбы увеличенного размера и изготавливают новый регулировочный винт — с контргайкой. Можно также восстанавливать резьбу осадкой, то есть конец коромысла с резьбовым отверстием нагреть до температуры 900…950°С и осадить. Затем рассверлить отверстие и нарезать резьбу нормального размера.
Ось коромысла восстанавливают шлифованием под уменьшенный размер или наращивают (вибродуговой наплавкой, хромированием, железнением) и обрабатывают под нормальный или увеличенный размер.
После окончательной обработки овальность посадочных мест под коромысла допускается не более 0,02 мм и непрямолинейность на всей длине — не более 0,02 мм.
приложений и как их использовать? – Rx Mechanic
Engine Restore – это один из продуктов, который в настоящее время меняет то, как люди управляют своими автомобильными двигателями. Видите ли, автомобиль может быть большим достоянием. Но иногда это также может быть болью в спине, особенно когда у него проблемы с двигателем. Автомобили подвержены износу. Какими бы прочными, стильными или доступными они ни были. Проехав милю за милей, это лишь вопрос времени, когда трение начнет сказываться даже на самой выносливой машине. Это особенно плохо для автомобилей с большим пробегом.
Так как износ влияет на двигатель автомобиля? Длительное трение может вызвать протечки между поршневыми кольцами и стенками цилиндра. Волновой эффект — это потеря компрессии, снижение мощности двигателя, плохое ускорение, повышенный расход масла и образование большого количества шлама из-за прорыва газов в двигателе.
Восстановление двигателя 4-, 6- и 8-цилиндровый двигатель
Восстановить (00009 4-цилиндровый…
(376)
Восстановить (00012)…
(642)
Восстановить (00016 8-цилиндровый…
(1199)
Что такое Engine Restore
Engine Restore — это самая продаваемая присадка для двигателей с экстремальным давлением, которая произвела революцию в уходе за двигателем. Эта уникальная смазка предназначена для ремонта автомобильных двигателей, которые используются для самых тяжелых работ. Так что же делает эту присадку для двигателя уникальной смазкой? Почему это выходит на первое место, когда люди оценивают восстановление двигателя по сравнению с маслом Lucas?
Во-первых, оно не содержит тефлон, асбест, графит, кремний, хлор, ПТФЭ или любые другие компоненты, содержащиеся в присадках к маслам.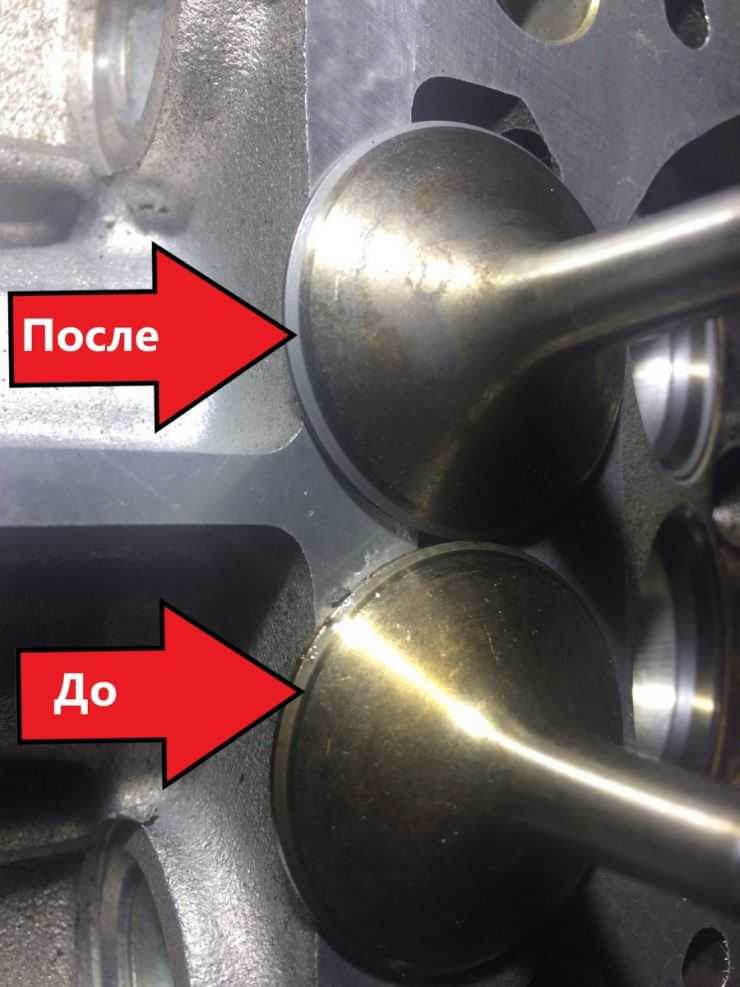 Скорее, это единственная присадка к двигателю с формулой CSL (медь 60%, свинец 40% и следовые количества серебра). Для непосвященных это означает, что каждая капля Engine Restore содержит множество микрочастиц CSL, взвешенных в моторном масле премиум-класса.
Скорее, это единственная присадка к двигателю с формулой CSL (медь 60%, свинец 40% и следовые количества серебра). Для непосвященных это означает, что каждая капля Engine Restore содержит множество микрочастиц CSL, взвешенных в моторном масле премиум-класса.
Давайте посмотрим на вещи в перспективе; каждая микрочастица в добавке содержит свинец, который равномерно распределен в смеси меди и серебра. Когда вы учитываете миллионы микрочастиц, содержащихся в смазке, вы получаете представление о ее восстанавливающих свойствах. Именно эта восстанавливающая способность отличает его от других моторных масел на рынке.
Жизненно важные участки вашего двигателя, такие как втулки, подшипники, стенки цилиндров, поршневые кольца и клапаны, очень подвержены трению и незначительным утечкам. Известно, что при правильном использовании восстановление двигателя ametech восстанавливает двигатели с большим пробегом, которые видели лучшие времена. Известно, что он отвечает за улучшенную компрессию, максимальную производительность двигателя, снижение расхода масла, увеличение расхода топлива и увеличение мощности двигателя.
По сути, это единственная моторная смазка, обосновавшая претензии на восстановление двигателя с помощью моторных присадок. Самое приятное то, что оно совместимо с обычным маслом и может использоваться для автомобилей, грузовиков, тракторов, мотоциклов и даже газонокосилок.
Как работает восстановление
Постоянная эксплуатация автомобильных двигателей приводит к сильному нагреву и трению, которые вызывают износ металлических поверхностей внутри двигателя. Следовательно, компрессионные утечки возникают в таких пространствах, как, например, область между поршневыми кольцами и стенками цилиндра. Пользователи таких двигателей часто замечают такие вещи, как снижение мощности двигателя, медленная работа двигателя, угар масла, проблемы с запуском двигателя и, в некоторых крайних случаях, стук в двигателе.
Engine Restore — это присадка к двигателю с минеральным маслом 30W SAE, которое содержит моющие и антикоррозионные присадки. Это масло переносит микрочастицы CSL в двигатель, где они оказывают восстанавливающее действие на двигатель. Независимо от типа восстановления двигателя: восстановление двигателя с 4 цилиндрами или восстановление двигателя с 6 цилиндрами, принцип один и тот же.
Независимо от типа восстановления двигателя: восстановление двигателя с 4 цилиндрами или восстановление двигателя с 6 цилиндрами, принцип один и тот же.
Микрочастицы CSL присадки предназначены для заполнения мельчайших царапин и канавок в таких областях, как пространство между поршнем и стенкой цилиндра автомобильного двигателя. Эти микрочастицы CSL имеют высокую концентрацию свинца, что позволяет им обеспечивать максимальную естественную смазку независимо от того, насколько высока температура. Восстанавливающее действие присадки Engine Restore заключается в том, что эти микрочастицы CSL минимизируют трение и восстанавливают металлические поверхности внутри двигателя.
Engine Restore был разработан для добавления непосредственно в моторное масло, а также отлично подходит для двигателей с турбонаддувом. Тем не менее, предупреждение о том, что восстановление двигателя не следует использовать в двигателях, использующих моторное масло высокого давления, заслуживает повторения. Поэтому, если вы ищете присадку для решения проблем с вашими двигателями HEUI (гидравлически управляемый электронный блок впрыска) или средами с мокрым сцеплением, восстановление двигателя — неправильный выбор.
Поэтому, если вы ищете присадку для решения проблем с вашими двигателями HEUI (гидравлически управляемый электронный блок впрыска) или средами с мокрым сцеплением, восстановление двигателя — неправильный выбор.
Имейте в виду, что Боб, восстанавливающий двигатель, является специалистом по маслу, поэтому вам может потребоваться профессиональный совет по использованию вашей банки присадки для восстановления двигателя, особенно если вы хотите решить проблемы с двигателем, такие как стук в нижней части или удары поршня. Вы также должны отметить, что хотя Engine Restore обладает замечательными восстанавливающими способностями, это ни в коем случае не механический эликсир. Таким образом, он не решит волшебным образом сложные проблемы, такие как ужасно изношенные подшипники с заменой пластин или треснутые головки цилиндров.
Плюсы Engine Restore
Одной из очевидных причин, по которой Engine Restore является такой популярной присадкой к двигателю, является то, что она имеет массу преимуществ. Он поставляется в удобной бутылке, с которой легко обращаться, поэтому наносить его довольно легко, плюс он является отличным средством для ухода за двигателем. Он также имеет большой срок годности, поэтому вам не нужно беспокоиться о том, что он истечет.
Он поставляется в удобной бутылке, с которой легко обращаться, поэтому наносить его довольно легко, плюс он является отличным средством для ухода за двигателем. Он также имеет большой срок годности, поэтому вам не нужно беспокоиться о том, что он истечет.
Люди, использующие Engine Restore каждый раз при замене моторного масла, могут наслаждаться уровнем компрессии в цилиндрах, максимально приближенным к исходному уровню. Это объясняет, почему двигатели, использующие эту смазку, работают намного мягче и менее шумно, поскольку компрессия равномерно сбалансирована.
Как следует из названия, вы можете восстановить старые двигатели до пикового состояния и производительности, максимально приближенной к их новому состоянию. Его восстанавливающие свойства решают любые проблемы со сжатием, а также обеспечивают смазку, которая защищает компоненты двигателя от эксплуатационного износа.
Использование восстановления двигателя для устранения проблем с сжиганием масла (среди прочего) — отличная идея, особенно если вы обнаружите, что ваш двигатель сжигает масло и дымит из-за прорыва газов. Вот описание некоторых плюсов использования присадки для восстановления двигателя:
Вот описание некоторых плюсов использования присадки для восстановления двигателя:
- Восстанавливает пониженную компрессию в двигателях,
- Увеличенная мощность л.с.
- Повышает производительность двигателя
- Снижает расход моторного масла
- Способствует достижению максимальной производительности в старых, часто используемых двигателях
- Заглушки изношенных и подверженных микроскопическим протечкам участков стенок цилиндров
- Увеличивает расход топлива, обеспечивая оптимальную работу двигателей
- Обеспечивает защитную смазку компонентов двигателя
- Устраняет прорыв газов в двигателе
- Хорошо сочетается с обычным маслом
Минусы восстановления двигателя
Интересно, что есть несколько минусов, связанных с использованием восстановления двигателя ametech! Тем не менее, вот несколько проблем, связанных с использованием этой присадки к двигателю.
Восстанавливающие свойства Engine Restore не распространяются на сломанные кольца, сильно изношенные подшипники с заменяемыми пластинами, предохранительные клапаны, прогоревшие седла клапанов, застекленные отверстия поршней, пробитые прокладки поршней, забитые шланги или головки цилиндров с трещинами.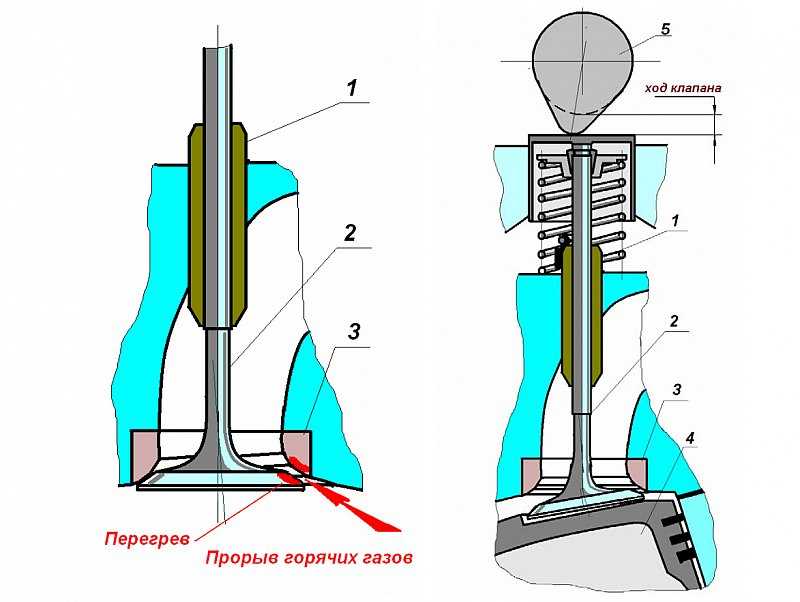
Восстановление двигателя не подходит для устранения утечек клапанов; оно также не подходит для двигателей, которым требуется моторное масло, перекачиваемое под высоким давлением.
Восстановление двигателя Руководство пользователя
Восстановление двигателя лучше всего использовать при замене масла и фильтра. Помните о переполнении резервуара, поэтому вы можете захотеть компенсировать это, оставив достаточное количество моторного масла, прежде чем добавлять средство для восстановления двигателя (оставьте около половины литра). Возможно, вы захотите промыть двигатель мягким промывочным средством перед добавлением нового моторного масла и восстановления двигателя 9.0003
Чтобы получить максимальную отдачу от восстановления двигателя, рекомендуется использовать 40 мл на каждые 1,6 литра объема двигателя, который вы обрабатываете. Это соответствует 2 банкам для 3,2-литрового двигателя и 3 банкам для 4,8-литрового двигателя. Вы должны придерживаться этой «дозировки», если хотите добиться оптимальных результатов. На самом деле вы можете узнать больше о восстановлении двигателя канадской шины.
На самом деле вы можете узнать больше о восстановлении двигателя канадской шины.
Убедитесь, что вы энергично встряхнули баллончик с Engine Restore, прежде чем добавлять его в моторное масло. Откройте крышку двигателя, прежде чем заливать его через воронку. Вы также можете налить его прямо вверх, в зависимости от того, насколько устойчива ваша рука. После заливки моторной присадки дайте моторному маслу отстояться, после чего проверьте уровень, чтобы убедиться, что вы не переоценили свой двигатель.
После того, как все будет решено, вы сможете нормально управлять транспортным средством в течение 2 часов. См. наглядную презентацию (YouTube)
Этот период работы двигателя очень важен для процесса заживления, потому что потребуется время и правильные условия, чтобы микрочастицы CSL в присадке к двигателю начали работать. Также важно, чтобы вы знали, что объем ремонта зависит от механического износа, которому подвергся двигатель.
Также важно, чтобы вы знали, что объем ремонта зависит от механического износа, которому подвергся двигатель.
Не используйте Engine Restore в жидкости для гидроусилителя руля, автоматической трансмиссии или тормозной жидкости. Его следует использовать только с моторным маслом. Избегайте использования его с маслами на растительной основе, касторовым маслом или эфирными маслами, потому что они затрудняют прилипание микрочастиц CSL к изношенным металлическим поверхностям. Вам также следует избегать использования ametech для восстановления двигателя с другими добавками, которые, как утверждается, уменьшают трение.
Несмотря на то, что объем восстановления двигателя мотоциклов увеличивается, не добавляйте средство восстановления двигателя в двигатель мотоцикла, если в коробке передач и двигателе используется одно и то же масло. Это верный способ вызвать проскальзывание пакета сцепления. Чтобы быть в безопасности, было бы лучше, если бы вы помнили, как вы применяете эту добавку для двигателя к своему мотоциклу.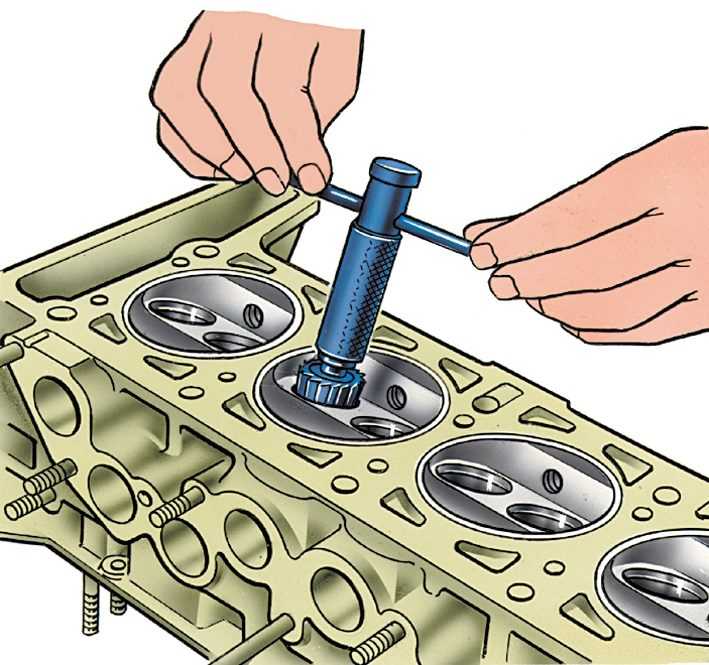
Часто задаваемые вопросы
В: Как долго длится восстановление двигателя?
Ответ: Эффект восстановления двигателя должен быть очевиден после первых 1000 миль. Однако в некоторых случаях процесс устранения износа может занять гораздо больше времени, поскольку двигатели реагируют по-разному. Как бы то ни было, последствия восстановления двигателя должны быть очевидны к следующей замене масла.
Известно, что действие этой присадки для двигателя длится плюс-минус 12 000 миль пробега. Все зависит от того, как вы используете двигатель или как вы управляете автомобилем. Фактически, тесты на компрессию (с использованием первоклассного измерителя компрессии двигателя), проведенные через несколько месяцев после использования присадки к двигателю, показали, что ее эффект сохраняется через некоторое время.
В. Как улучшить сжатие?
Ответ: Первый шаг – установить причину потери компрессии с помощью хорошего измерителя компрессии двигателя. Любое показание ниже 100 фунтов на квадратный дюйм на цилиндр означает, что у двигателя проблемы с компрессией. Вы можете улучшить компрессию вашего двигателя, выполнив обработку компрессии двигателя с помощью восстановления двигателя ametech.
Любое показание ниже 100 фунтов на квадратный дюйм на цилиндр означает, что у двигателя проблемы с компрессией. Вы можете улучшить компрессию вашего двигателя, выполнив обработку компрессии двигателя с помощью восстановления двигателя ametech.
В: Работает ли восстановление двигателя?
Ответ: Да, это работает очень хорошо. После использования присадки компрессия полностью выравнивается, проходя тесты компрессии на двигателе до и после использования Engine Restore на протяжении многих километров. Мощность становится плавной, а двигатель звучит лучше даже на скоростях автострады. Мощность увеличивается (даже более чем в два раза), в то время как двигатель остается спокойным.
В: Сколько стоит исправить компрессию двигателя?
Ответ: Это зависит исключительно от того, что в первую очередь вызвало потерю сжатия. Несколько условий вызывают проблемы с компрессией двигателя. Чтобы установить точную проблему, вам нужно будет провести тест с помощью тестера компрессии двигателя. Испытание на сжатие определит степень повреждения, а также степень и стоимость ремонта, который необходимо выполнить. Ремонт может варьироваться от замены прокладки головки блока цилиндров до замены треснувшего блока цилиндров! Поскольку не существует дешевого или простого способа исправить компрессию двигателя, рассчитывайте потратить не менее нескольких сотен долларов в зависимости от объема ремонта и обслуживания.
Испытание на сжатие определит степень повреждения, а также степень и стоимость ремонта, который необходимо выполнить. Ремонт может варьироваться от замены прокладки головки блока цилиндров до замены треснувшего блока цилиндров! Поскольку не существует дешевого или простого способа исправить компрессию двигателя, рассчитывайте потратить не менее нескольких сотен долларов в зависимости от объема ремонта и обслуживания.
Другим фактором, определяющим стоимость исправления компрессии двигателя, является тип задействованного двигателя. Некоторые двигатели сложнее других, поэтому вполне естественно, что управление ими будет стоить дороже, чем менее сложными.
В: Что вызывает потерю компрессии в двигателе?
Ответ: Вот некоторые из наиболее распространенных причин потери компрессии в двигателях.
Отверстия в поршне: Поршень расположен в цилиндре, поэтому он очень подвержен износу, учитывая, что на него также влияет процесс сгорания в двигателе. Это может привести к появлению отверстий или трещин, что приведет к утечке газов и, в конечном итоге, к низкой компрессии двигателя.
Это может привести к появлению отверстий или трещин, что приведет к утечке газов и, в конечном итоге, к низкой компрессии двигателя.
Протекающие клапаны: Впускные и выпускные клапаны часто подвергаются неблагоприятному воздействию экстремальных температур, которые не позволяют им правильно закрываться. Как только это происходит, происходит утечка газа, что в конечном итоге приводит к потере компрессии.
Другими причинами низкой компрессии в двигателях являются:
- Расколотые стенки цилиндров
- Износ распределительного вала
- Прокладки продувочной головки
- Ослабленный ремень ГРМ
- Изношенные поршневые кольца
- Повреждены клапанные пружины, седла и фиксаторы
Заключительные слова
Автомобильный двигатель является сердцем любой механической машины, поскольку именно он отвечает за ее питание. Вот почему то, как вы управляете двигателем вашего автомобиля, мотоцикла, трактора или газонокосилки, определяет, сколько вы можете от него получить. Благодаря технологическим достижениям вам больше не нужно беспокоиться о некоторых проблемах, связанных с неисправными двигателями. Все, что вам нужно, это восстановление двигателя.
Благодаря технологическим достижениям вам больше не нужно беспокоиться о некоторых проблемах, связанных с неисправными двигателями. Все, что вам нужно, это восстановление двигателя.
Эта присадка-бестселлер для двигателей отлично подходит для ремонта двигателей, обеспечивая их оптимальную работу. Отличное место, чтобы узнать больше о том, что предлагает эта добавка, — это восстановление двигателя AutoZone.
Восстановим состояние двигателя с увеличенным пробегом, обрезав седло клапана
По мере увеличения пробега как мотоциклов, так и автомобилей, бесспорно, что в каждой детали накапливается усталость, а производительность снижается. когда состояние впускных и выпускных клапанов, которые являются наиболее важной частью головки блока цилиндров 4-тактного двигателя, ухудшается, возникают различные эффекты, такие как снижение мощности продавливания и расхода топлива. В таких случаях попросите мастерскую по ремонту двигателей внутреннего сгорания обрезать седла клапанов.
Содержание
- То, как седло клапана соответствует поверхности клапана, имеет решающее значение.
- Улавливание углерода и увеличение ширины удара вызывают снижение производительности
- Обрезка листа для восстановления воздухонепроницаемости. Может потребоваться полировка головки штока.
То, как седло клапана соответствует поверхности клапана, имеет решающее значение.
В камере сгорания Yamaha Tricker появилось большое количество нагара как на впускных, так и на выпускных клапанах после 40 000 км пробега. Поскольку мотоцикл в основном используется для поездок на работу, возможностей раскрутить двигатель до высоких оборотов не так много, поэтому нагар не сгорел. Масло с низкой вязкостью, используемое в одноцилиндровом двигателе с воздушным охлаждением, температуру масла в котором трудно поднять зимой, могло вызвать образование большого количества картерных газов. Седла клапанов почти не имеют металлического блеска, но вокруг видны следы нагара.
Седла клапанов почти не имеют металлического блеска, но вокруг видны следы нагара.
На торце клапана имеется полоска нагара в месте соединения с седлом клапана, и даже после удаления нагара на зонте клапана и штоке пятна сажи остаются. На двигателях с более прочными клапанными пружинами и распредвалами с более высоким подъемом поверхность, где встречаются седла клапанов, может стать выбоиной в течение многих миль.
Впускные и выпускные клапаны 4-тактного двигателя должны открываться и закрываться в нужное время на всех стадиях впуска, сжатия, сгорания и выпуска. Большое внимание уделяется элементам настройки вокруг головки блока цилиндров, таким как распределительные валы, клапанные пружины, клапаны большого диаметра и полировка портов, но, в конце концов, состояние клапанов определяет, могут ли эти высокопроизводительные детали использоваться.
В частности, важно плотно закрыть клапаны. Независимо от того, какой подъем или угол действия имеет распределительный вал, он бесполезен, если клапаны не закрываются и давление сжатия исчезает. Чтобы клапаны закрывались должным образом, необходимо управлять и регулировать зазор толкателя, но еще более важным является состояние седел клапанов и клапанов.
Чтобы клапаны закрывались должным образом, необходимо управлять и регулировать зазор толкателя, но еще более важным является состояние седел клапанов и клапанов.
Седло клапана отлито в головке блока цилиндров для приема клапанов, которые открываются и закрываются, и служит для обеспечения герметичности камеры сгорания и отвода тепла от клапанов в сторону головки. Кроме того, седло клапана должно быть прочным и износостойким, даже если оно подвергается ударам при открытии и закрытии клапанов. С другой стороны, клапаны также должны быть достаточно прочными, чтобы противостоять износу даже после неоднократных столкновений с седлами клапанов.
Поршни подвергаются взрывному сгоранию, шатуны и коленчатые валы вращаются с высокой скоростью, и все детали двигателя работают в экстремальных условиях, но между седлом клапана и поверхностью клапана отсутствует смазка для смягчения удара и предотвращения носить. Шток корпуса клапана имеет масляную смазку между ним и направляющей клапана, но седло клапана и поверхность клапана имеют прямой контакт металла с металлом.
Более того, в то время как детали, смазываемые маслом, смазываются отфильтрованным маслом, клапаны и поверхности клапанов также подвергаются воздействию твердых углеродистых отложений, скопившихся вокруг впускных каналов и камер сгорания.
Важным ориентиром при определении состояния седла клапана является ширина его контакта с клапаном. И клапан, и седло клапана рассчитаны на многократные удары, но это не означает, что они не изнашиваются. Чем больше подъем клапана и больше натяжение пружины клапана, тем больше сила столкновения между клапаном и седлом клапана, поэтому вполне естественно, что по мере увеличения пробега и увеличения нормальной рабочей скорости контактная поверхность становится шире.
ТОЧКА
- Точка 2: По мере увеличения пробега увеличивается износ седла клапана и увеличивается ширина удара.
Улавливание углерода и увеличение ширины удара приводят к ухудшению рабочих характеристик
Важно проверять не только седло клапана, но и сам клапан.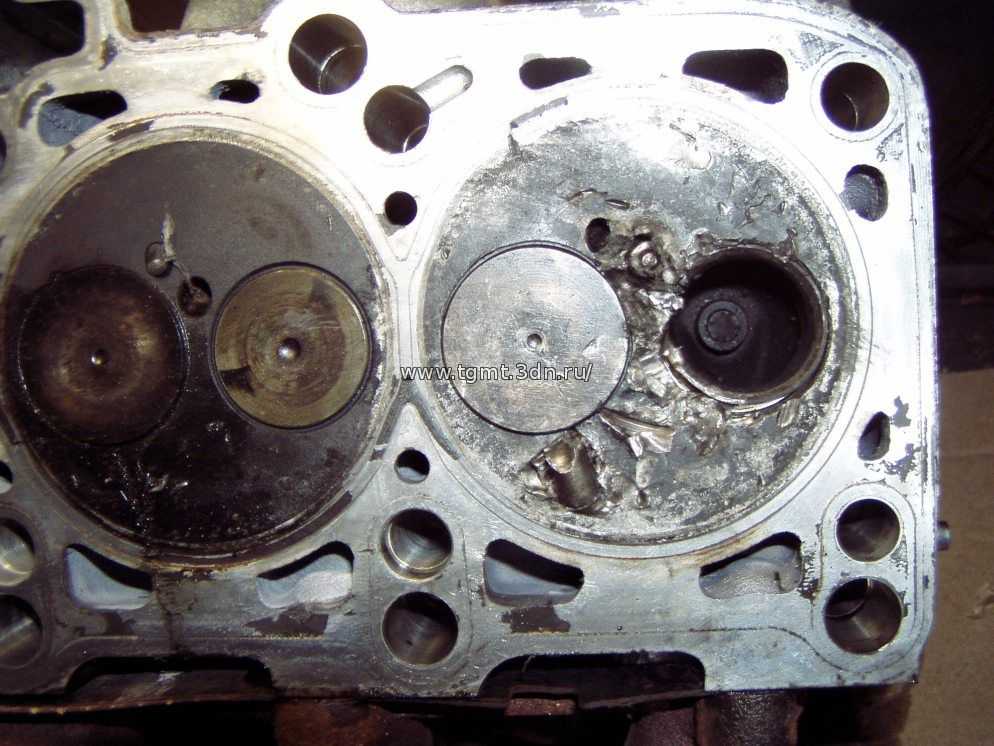 Встряхните зонт клапана, чтобы проверить дребезжание между штоком клапана и направляющей. Поскольку и шток, и направляющая изнашиваются, идеально использовать новый клапан с неизношенным штоком, чтобы проверить дребезжание направляющей. Если направляющая клапана изношена, положение контакта между клапаном и седлом не будет постоянным, что ускорит износ седла. Кроме того, уплотнение штока клапана в верхней части направляющей клапана подвергается дополнительной нагрузке, что может привести к заметному падению уровня масла.
Встряхните зонт клапана, чтобы проверить дребезжание между штоком клапана и направляющей. Поскольку и шток, и направляющая изнашиваются, идеально использовать новый клапан с неизношенным штоком, чтобы проверить дребезжание направляющей. Если направляющая клапана изношена, положение контакта между клапаном и седлом не будет постоянным, что ускорит износ седла. Кроме того, уплотнение штока клапана в верхней части направляющей клапана подвергается дополнительной нагрузке, что может привести к заметному падению уровня масла.
Перечислим некоторые эффекты более широкого контакта седла клапана. Прежде всего, уменьшается зазор толкателя. Когда седло клапана ударяется о поверхность клапана, клапан обычно перемещается глубже в камеру сгорания. Это приводит к тому, что шток клапана выступает в сторону кулачка и коромысла, что уменьшает зазор толкателя.
Во-вторых, увеличение ширины удара снижает поверхностное давление при закрытии клапана, что снижает герметичность камеры сгорания. Другими словами, компрессии легче вытекать. По мере уменьшения поверхностного давления сила, сбивающая углеродистый шлам с контактной поверхности клапана, также уменьшается. Вы можете подумать, что углерод должен быть мягким по сравнению с усилием открытия и закрытия клапана. Однако злейшим врагом клапана является углеродистый шлам, образующийся из несгоревших компонентов бензина и масла.
Другими словами, компрессии легче вытекать. По мере уменьшения поверхностного давления сила, сбивающая углеродистый шлам с контактной поверхности клапана, также уменьшается. Вы можете подумать, что углерод должен быть мягким по сравнению с усилием открытия и закрытия клапана. Однако злейшим врагом клапана является углеродистый шлам, образующийся из несгоревших компонентов бензина и масла.
Нагар, попавший в седла клапанов, не обязательно приводит к значительному падению давления сжатия. Однако при испытании на утечку, когда впускной и выпускной клапаны закрыты, а сжатый воздух прокачивается через отверстия для пробок, показатель утечки будет выше. Отдать предпочтение динамическому измерению давления сжатия или статическому измерению утечки, зависит от человека, но нет сомнений в том, что потеря воздухонепроницаемости из-за увеличения ширины удара и улавливания углерода является потерей производительности.
Здесь я сосредоточусь на седлах клапанов, но сами клапаны также очень важны для состояния головки блока цилиндров. Стержни клапанов и направляющие клапанов имеют надлежащий зазор для открытия и закрытия на высокой скорости, но по мере увеличения пробега зазор увеличивается из-за износа направляющих. Это заставляет клапан открываться и закрываться, что приводит к неравномерному контакту с седлом клапана, что приводит к плохой герметичности и увеличению ширины контакта. Поэтому при проверке состояния седла клапана необходимо одновременно проверять направляющую клапана.
Стержни клапанов и направляющие клапанов имеют надлежащий зазор для открытия и закрытия на высокой скорости, но по мере увеличения пробега зазор увеличивается из-за износа направляющих. Это заставляет клапан открываться и закрываться, что приводит к неравномерному контакту с седлом клапана, что приводит к плохой герметичности и увеличению ширины контакта. Поэтому при проверке состояния седла клапана необходимо одновременно проверять направляющую клапана.
ТОЧКА
- Пункт 2: Если седло клапана изношено, направляющая клапана также может быть изношена, поэтому одновременно проверьте ее.
Обрезка листа для восстановления воздухонепроницаемости. Может потребоваться полировка головки штока.
Обычно резка седла клапана выполняется путем замены фрез трех конических уровней, но станок, представленный Inoue Boring, характеризуется использованием лезвия, которое может резать с трех сторон одновременно. Здесь положение среза седла измеряется с использованием штока клапана в качестве эталона, и положение устанавливается на 3-сторонний резак.
Здесь положение среза седла измеряется с использованием штока клапана в качестве эталона, и положение устанавливается на 3-сторонний резак.
Головка крепится болтами к рабочему столу, а функция автоматического центрирования измеряет угол штока клапана, чтобы установить оптимальное положение среза седла. Если аккуратно повернуть ручку, можно срезать сиденье на сколько угодно. Важно использовать минимальное количество разрезов, учитывая увеличенный выступ клапана.
При зажиме штока и повороте клапана поверхность клапана полируется шлифовальным кругом, вращаемым другим двигателем. Этот процесс также устраняет нагар и неровности с минимальным количеством полировки. Tricker — это одноцилиндровый двухклапанный двигатель, поэтому обрезку седла и торцевую обработку можно выполнить дважды, но для четырехцилиндрового шестнадцатиклапанного двигателя один и тот же процесс необходимо выполнить шестнадцать раз, а затраты на исправление проблема высока. Однако эту работу может выполнить только специалист по механической обработке двигателей внутреннего сгорания.
Однако эту работу может выполнить только специалист по механической обработке двигателей внутреннего сгорания.
Существуют стандартные размеры ширины контакта седла клапана, и стандарт для моделей общего назначения составляет от 0,5 до 1,0 мм. Чем шире седло клапана, тем ниже будет поверхностное давление, и в то же время тем больше нагара будет задерживаться из-за износа. Для исправления ставших широкими седел клапанов требуется подрезка седел клапанов.
Седло клапана имеет форму круглой трубы из металлического материала, такого как спеченный сплав или фосфористая бронза, и запрессовано в головку блока цилиндров. Конструкция поверхности контакта с клапаном очень важна для потока всасываемого и вытяжного воздуха, поэтому она имеет многоступенчатую форму для обеспечения плавного потока. Например, при использовании штока клапана в качестве точки отсчета поперечное сечение седла клапана со стороны впуска составляет 60 градусов, 45 градусов и 32 градуса со стороны порта в камеру сгорания. Поверхность под углом 45 градусов — это часть, которая контактирует с клапаном.
Поверхность под углом 45 градусов — это часть, которая контактирует с клапаном.
Ширина ударной поверхности равна 1. Если она увеличивается до более чем 0 мм, как ее исправить? Первым шагом является использование фрезы для седла клапана для удаления любых углеродистых отложений с поверхности под углом 45 градусов, которая соприкасается с клапаном, а затем шлифовка поверхностей под углом 32 градуса и 60 градусов. 32-градусные фрезы уменьшат внешний диаметр точки контакта с клапаном, а 60-градусные фрезы уменьшат внутренний диаметр точки контакта. Если вы используете 60-градусную торцевую фрезу, вы можете уменьшить ширину точки контакта, обтачивая внутреннюю часть точки контакта. Если у вас есть подходящие фрезы для седла клапана, вы можете сделать эту работу самостоятельно, но в целом вам следует попросить сделать эту работу за вас на заводе, занимающемся обработкой двигателей внутреннего сгорания.
Иноуэ Болинг из префектуры Сайтама, компания, заказавшая нам изготовление седел клапанов для мотоцикла Yamaha Tricker, использует современный станок с лезвием, которое может разрезать седла в три этапа за одну операцию. Эта лопасть может быть изменена в соответствии с углом обрабатываемой поверхности и, конечно же, подогнана под диаметр седла клапана. Кроме того, этот инструмент для резки седла клапана оснащен функцией автоматического центрирования, которая позволяет отрезать седло в правильном положении относительно штока клапана, так что клапан и седло клапана идеально выровнены без каких-либо отклонений в центрировании. После вырезания седла клапана необходимо также подготовить поверхность клапана. Шток клапана зажимается, а сам клапан вращается, в то время как шлифовальный круг, вращающийся вокруг другой оси, прикладывается к торцу для полировки поверхности.
Эта лопасть может быть изменена в соответствии с углом обрабатываемой поверхности и, конечно же, подогнана под диаметр седла клапана. Кроме того, этот инструмент для резки седла клапана оснащен функцией автоматического центрирования, которая позволяет отрезать седло в правильном положении относительно штока клапана, так что клапан и седло клапана идеально выровнены без каких-либо отклонений в центрировании. После вырезания седла клапана необходимо также подготовить поверхность клапана. Шток клапана зажимается, а сам клапан вращается, в то время как шлифовальный круг, вращающийся вокруг другой оси, прикладывается к торцу для полировки поверхности.
Эти операции улучшат контакт седла клапана с торцом клапана до идеального состояния, но может потребоваться изменение общей длины штока клапана. В большинстве случаев обрезка седла клапана снижает положение клапана и увеличивает выступ со стороны кулачка. Это приведет к уменьшению зазора толкателя. Если вы используете головку, которая регулирует зазор толкателя с помощью регулировочных винтов, например горизонтальный двигатель Honda или Tricker, вы можете легко отрегулировать зазор толкателя, но если вы используете головку, которая регулирует зазор толкателя с помощью прокладок толкателя, вам необходимо измерьте зазор и при необходимости замените прокладки. В случае разреза седла обычно заменяют более тонкими прокладками.
В случае разреза седла обычно заменяют более тонкими прокладками.
Однако, если вы используете самые тонкие сменные прокладки, увеличить зазор невозможно. Вот почему магазин двигателей внутреннего сгорания также предлагает полноразмерные штоки клапанов. В частности, они измеряют величину выступа клапана перед разрезом седла и шлифуют разницу между величиной выступа, увеличенной при разрезе седла. Если вы сделаете это, теоретически зазор толкателя не изменится, даже если вы используете головку с регулируемой прокладкой. Конечно, при обкатке мотоцикла сразу после обрезки сиденья произойдут небольшие изменения, поэтому вам нужно проверить еще раз после того, как вы поедете некоторое время.
Однако, если ширина контакта седла клапана больше стандартного значения или так называемый «липкий контакт», этого недостаточно для обеспечения воздухонепроницаемости, поскольку уменьшится поверхностное давление. Если у вас есть нагар на седле клапана и ширина контакта больше стандартного значения, вы можете обратиться в мастерскую по обслуживанию двигателей внутреннего сгорания, чтобы вырезать седло и отполировать поверхность клапана.
Интервью Сотрудничество: Inoue Boring
Красиво отшлифованное седло – это профессиональная работа с правильной шириной и однородной отделкой по всему периметру. Нагар был удален, а герметичность нового двигателя определенно восстановлена. Иноуэ Боринг взимает 3200 иен за разрез сиденья для двигателей объемом от 125 до 250 куб.
После полировки торца седло клапана совпало с седлом, поэтому на поверхности контакта с седлом остались следы. Мы не указали более узкую ширину удара, так что это стандартная отделка для уличной модели, но карбоновая полоса по всей окружности исчезла, и отделка красивая. Полировка поверхности клапана в Inoue Boring стоит 1300 иен за поверхность клапана.
POINT
- Пункт 2: Состояние головки блока цилиндров можно значительно улучшить, обрезав седла клапанов, отполировав поверхности клапанов и отрегулировав длину штока, если головка регулируется регулировочными прокладками.

См. Yamaha Moto Index Page
См. Аксессуары для Yamaha Tricker (XG250)
Восстановка стальных клапанов
Угловые
By Tom Benford
Ковер стальных клапанов на моем ’67 Block Copette Coupett Видел лучшие дни, когда краска отслаивается, а следы ржавчины начинают поднимать краску в других местах. Это естественное явление, когда вы живете в достаточно сырой и влажной среде, например, на берегу Нью-Джерси, где я вешаю свою шляпу.
Я решил, что некоторые украшения под капотом давно назрели, поэтому снял клапанные крышки и приступил к их ремонту, попутно документируя процесс.
Чтобы получить наилучшие результаты, вам придется снять крышки клапанов до голого металла. Хотя вы можете использовать химические средства для удаления краски, мне они совсем не нравятся по трем причинам: 1) они очень едкие; 2) утилизировать его непросто, если хочешь быть экологически правильным; и 3) материал создает королевский беспорядок.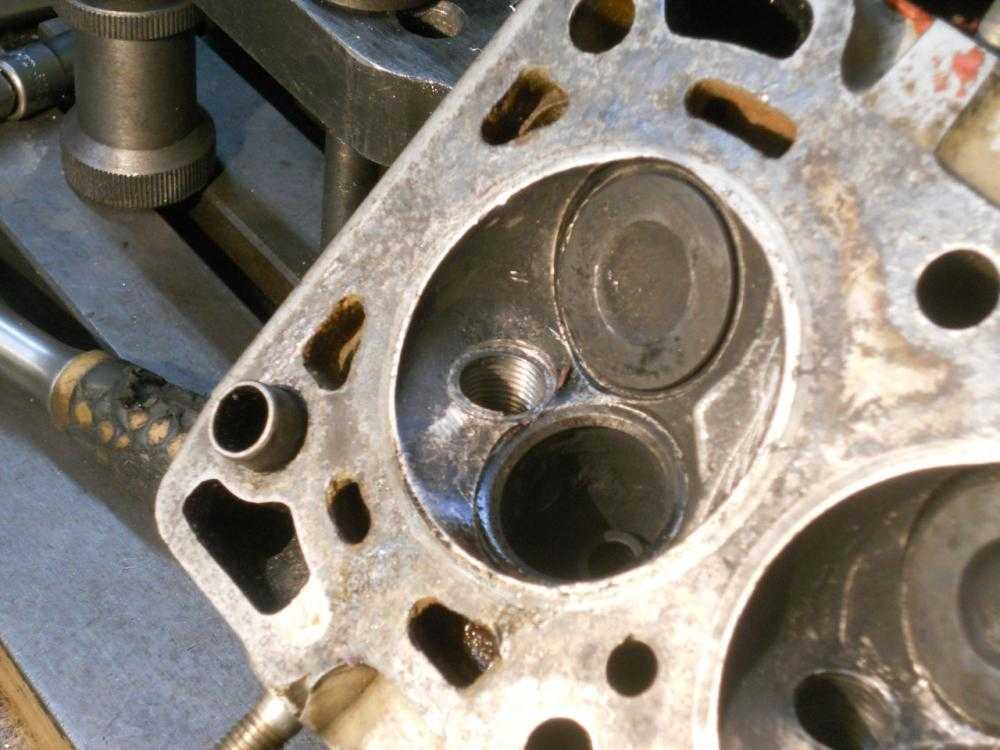 При этом другим логическим выбором является пескоструйная или дробеструйная обработка, и я выбрал именно этот путь.
При этом другим логическим выбором является пескоструйная или дробеструйная обработка, и я выбрал именно этот путь.
Для выполнения этой работы вам не нужен большой или дорогой дробеструйный шкаф. Я использую ручной пескоструйный пистолет, который я купил у Sears примерно за 50 долларов, и он очень хорошо справляется с такими деталями, как крышки клапанов, впускные коллекторы и другие мелкие детали. Пистолет вмещает около 5 фунтов взрывчатых веществ, что занимает небольшую площадь поверхности. Конечно, вам понадобится воздушный компрессор для питания дробеметного пистолета. И вы обязательно захотите использовать защитные очки, плотные перчатки и другую защитную одежду — частицы песка, движущиеся на высокой скорости, БОЛЬНЫ! Я настоятельно рекомендую использовать лицевой щиток, а не только защитные очки, так как рикошетить в лицо песком совсем не весело, поверьте мне!
Вам также понадобится грунтовка для герметизации и подготовки голой стали к покраске, а также аэрозольная эмаль соответствующего цвета для клапанных крышек. Моему 67-му требовался старый добрый Chevy Orange, но для более поздних лет подходящим цветом будет синий. Пока вы этим занимаетесь, неплохо было бы приобрести себе пару рукояток для аэрозольных баллончиков — они делают управление распылением намного проще и удобнее, чем нажимать кнопку распылителя на баллончике пальцем.
Моему 67-му требовался старый добрый Chevy Orange, но для более поздних лет подходящим цветом будет синий. Пока вы этим занимаетесь, неплохо было бы приобрести себе пару рукояток для аэрозольных баллончиков — они делают управление распылением намного проще и удобнее, чем нажимать кнопку распылителя на баллончике пальцем.
Обязательно выберите рабочую зону с большим количеством света и достаточно далеко от других объектов, на которые вы не хотите попасть песком или брызгами. Я использовал пластиковый брезент во дворе, чтобы взорвать его, и это (или старая занавеска для душа) будет работать так же хорошо на вашей подъездной дорожке. В дополнение к улавливанию отработанного песка в смеси также будут частицы и стружка краски, а эти отходы краски токсичны, поэтому утилизируйте эти песчаные отходы ответственным образом.
Как я уже говорил, я живу на берегу Нью-Джерси, так что достать песок не проблема — он буквально повсюду. Однако, если вы живете в районе, который находится далеко от пляжа, вы можете купить 50 фунтов. мешок с песком или песком для смешивания цемента в местном домашнем центре менее чем за 5 долларов; 50 фунтов. будет более чем достаточно, чтобы сделать пару клапанных крышек, и у вас останется достаточно для других проектов.
мешок с песком или песком для смешивания цемента в местном домашнем центре менее чем за 5 долларов; 50 фунтов. будет более чем достаточно, чтобы сделать пару клапанных крышек, и у вас останется достаточно для других проектов.
Что касается распыления грунтовки и цветных покрытий, идеальным вариантом будет наличие покрасочной камеры, поэтому, если она у вас есть, обязательно используйте ее. У меня, однако, нет такой роскоши, поэтому моя распылительная станция состояла из куска фанеры на двух пилах в моем гараже с открытой дверью для вентиляции. Я использовал разобранную картонную коробку в качестве фартука и надел одноразовую маску от пыли; однако респиратор обеспечивает лучшую защиту легких и бронхов. Убедитесь, что у вас достаточно вентиляции.
Прежде чем мы перейдем к пошаговым фотографиям, несколько слов о покраске. Первое и самое главное правило при использовании аэрозольных красок — встряхивать, встряхивать и встряхивать! Чем лучше вы смешаете краску, тем лучше она покроет. Во-вторых, наденьте несколько легких слоев, а не один тяжелый, мокрый. Плотный слой сохнет дольше, увеличивает шансы на скатывание и не дает вам однородного покрытия. Итак, давайте начнем.
Во-вторых, наденьте несколько легких слоев, а не один тяжелый, мокрый. Плотный слой сохнет дольше, увеличивает шансы на скатывание и не дает вам однородного покрытия. Итак, давайте начнем.
Вот мои клапанные крышки, как они выглядели, когда сняли двигатель. Вы можете видеть, где краска откололась, а в других местах она начинает подниматься из-за сырости.
Этот ручной пескоструйный пистолет Craftsman от Sears компактен, доступен по цене и очень эффективен. Большая ручка под воздушным штуцером — это крышка заливной горловины. Пистолет весит около 5 фунтов. песка за раз; больше, чем это сделало бы его слишком тяжелым и неуправляемым.
Маска для лица и тяжелые рабочие перчатки, такие как у Tillman, прекрасно защищают вас от летящего песка. Я также носил толстовку с длинными рукавами, плотные джинсы, толстые спортивные носки и рабочую обувь, чтобы уменьшить жжение от быстро летящих частиц песка.
Мне нравится самопротравливающая грунтовка Иствуда для всех подготовительных работ по металлу. Аэрозоль Chevy Orange (или синий, если вам это нужно) можно приобрести в любом приличном магазине автозапчастей.
Аэрозоль Chevy Orange (или синий, если вам это нужно) можно приобрести в любом приличном магазине автозапчастей.
Взрывной песок действительно быстро снимает краску. Я использовал пляжный песок, потому что его много и он свободен в моем лесу, но песок из песочницы или песок для смешивания цемента работают так же хорошо.
Вот одна из клапанных крышек полностью взорвана. Я настоятельно рекомендую нанести слой грунтовки на голый металл как можно скорее, чтобы свести к минимуму вероятность любого окисления. Помните: ржавчина никогда не спит!
Вот как выглядела пара обшивок, обработанных пескоструйной обработкой, с несколькими слоями грунтовки. Как и в случае с финишным цветом, для достижения наилучших результатов наносите грунтовку несколькими тонкими слоями, а не одним густым мокрым слоем.
Здесь я наношу еще один тонкий слой Chevy Orange. Я использовал одноразовую маску от пыли, чтобы брызги краски не попали в дыхательные пути, и полностью открыл дверь гаража для вентиляции.