Капитальный ремонт осей BPW, SAF, ROR / Продукция / Услуги / ООО ПКФ Мехпромзапчасть
Фирмой «Мехпромзапчасть » освоены технологии капитального ремонта всех модификаций осей прицепов и п/прицепов BPW,SAF,ROR, и т.д.
Ремонт цапф картеров мостов Scania, Volvo, Renault, MAN и т.д.
Что мы делаем:
- Восстановление шеек под подшипник
- Восстановление и изготовление новых цапф осей и мостов
- Изготовление и замена осей тормозных колодок
- Капитальный ремонт с заменой основной балки
Наш технологический процесс восстановления:
- Квалифицированная дефектовка оси нашим технологом
- Обсуждение и согласование с клиентом различных способов ремонта обнаруженных дефектов
- Составление калькуляции и согласование стоимости работ с заказчиком
- Проведение работ по ремонту с использованием автоматической наплавки под слоем легированных флюсов, механической обработки и замены изношенных деталей
- Технический контроль на всех этапах производства ремонтных работ
- Выходной контроль и предъявление готовой продукции заказчику
- Упаковка и отгрузка готовой продукции в любой регион России транспортной компанией
На фотографиях приведены примеры нашей работы:
| Ось BPW до ремонта (дефекты шеек цапфы балки оси) | Ось BPW после ремонта (восстановление цапфы балки оси и оси тормозных колодок) |
| Ось BPW до капитального ремонта (балка оси сломана пополам) | Ось BPW после капитального ремонта(замена основной балки с цапфами) |
Ремонт оси полуприцепа SAF. (замена круглой трубы на новую O 146х22мм.)
(замена круглой трубы на новую O 146х22мм.)
Ремонт цапфы картера заднего моста VOLVO.
Ремонт цапфы картера заднего моста Renault.
Ремонт цапфы картера заднего моста КамАЗа.
Мы готовы в кратчайшие сроки в соответствие с вашими требованиями отремонтировать любые детали по индивидуальным заказам с гарантией качества.
Восстановление (ремонт) треснутых, ломаных, осей BPW, SAF, ROR и другие
Ось разрезается в месте лома или трещины. В основном она находится под рессорой. В каждой половине оси, резаком вырезаются окна с двух сторон оси под сварку. Ось зачищается изнутри от окалины и ржавчины. Замеряется четкий размер спец. инструментом вплоть до нутромера. Это очень важно! Потом изготавливатся металлическая вставка (далее по тексту «пуля»).
Берется «кругляк» диаметром 110 мм, длина заготовки зависит от того как сломана ось. В основном если ось только треснула или чуть чуть согнулась, длина пули составляет 400 мм. Если ось сломалась наискось, то длина пули составляет 500 — 600 мм.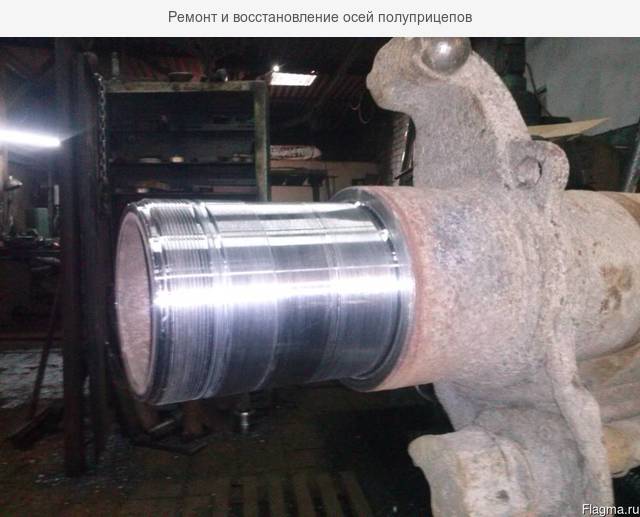 Заготовку необходимо сверлить насквозь в длину, можно с 2-х сторон, диаметром 60 — 65 мм, для того, чтобы облегчить пулю. Если вставлять целую болванку — ось сломается в том месте где заканчивается пуля! Пуля фрезеруется с четырех сторон до внутреннего размера оси. Потом Потом по всей длине пули фрезируются пазы с 2-х сторон шириной 16 мм, глубиной 5-6 мм, чтобы освободить место для сварных швов, которые находятся внутри самой оси.
Заготовку необходимо сверлить насквозь в длину, можно с 2-х сторон, диаметром 60 — 65 мм, для того, чтобы облегчить пулю. Если вставлять целую болванку — ось сломается в том месте где заканчивается пуля! Пуля фрезеруется с четырех сторон до внутреннего размера оси. Потом Потом по всей длине пули фрезируются пазы с 2-х сторон шириной 16 мм, глубиной 5-6 мм, чтобы освободить место для сварных швов, которые находятся внутри самой оси.
После того как пуля готова, она запрессовывается в короткий конец оси, на горизонтальном прессе (усилием 50 тонн) на половину длины пули. Через 2 боковых окна, ось сваривается с пулей. Опыт показал что сварка даже 3-х фазным полуавтоматом не дает нужной жесткости. Шов со временем дает трещинки. Поэтому сварку производим электродами для легированных сталей на постоянном токе. Электроды используем ЕСАБ или крайний случай УОНИ.
После сварки одной половины, сращиваем 2 половины оси. Торцы оси должны иметь большие фаски, чтобы иметь достаточное место для шва.
Что касается круглых осей САФ, используется тот же метод, но пуля будет круглая.
Используем буровые трубы с толщиной стенки 15-18 мм. Уже было сказано, что внутренний размер оси требуется тщательно измерить и выбрать оптимальный под запрессовку.
Оцените материал
Восстановление осей
0К неоклассическому зданию, многократно перестраивавшемуся в течение 20 века, было добавлено новое крыло с 53 залами для экспозиции американского искусства, а существующий внутренний двор — застеклен. При этом был создан новый южный вход, а также открыт давно не использовавшийся северный. Таким образом, строгая симметрия, изначально заложенная в плане комплекса (1907), была восстановлена.
Таким образом, строгая симметрия, изначально заложенная в плане комплекса (1907), была восстановлена.
Во всех новых конструкциях преобладает стекло, что позволяет широко использовать естественное освещение; в то же время, система ажурных экранов защищает экспонаты от солнца.
Застекленный двор вмещает информационный центр и кафе, обеспечивает более удобный доступ в разные части музея; под ним расположен новый подземный зал временных выставок.
В ходе реконструкции, которая также включает уже почти завершенное обновление всех частей музейного комплекса, был создан новый ландшафтный дизайн территории, непосредственно прилегающей к музею. Этот план гармонирует с находящейся рядом исторической парковой зоной, созданной в 19 в. выдающимся ландшафтным архитектором Ф. Л. Олмстедом.
Музей изящных искусств в Бостоне. Фото © Nigel Young
Фото © Nigel Young
Музей изящных искусств в Бостоне. Фото © Nigel Young
Музей изящных искусств в Бостоне. Фото © Nigel Young
Музей изящных искусств в Бостоне. Фото © Chuck Choi
Музей изящных искусств в Бостоне
Музей изящных искусств в Бостоне. Фото © Nigel Young
 Фото © Nigel Young
Фото © Nigel Young
Музей изящных искусств в Бостоне. Фото © Chuck Choi
Музей изящных искусств в Бостоне. Фото © Nigel Young
Музей изящных искусств в Бостоне. Фото © Nigel Young
Музей изящных искусств в Бостоне. Фото © Nigel Young
Музей изящных искусств в Бостоне. Фото © Chuck ChoiМузей изящных искусств в Бостоне. Фото © Nigel Young
Фото © Nigel Young
Музей изящных искусств в Бостоне. Фото © Nigel Young
Музей изящных искусств в Бостоне. Фото © Chuck Choi
Музей изящных искусств в Бостоне. Фото © Chuck Choi
Музей изящных искусств в Бостоне. Фото © Chuck Choi
Фото © Chuck Choi
Музей изящных искусств в Бостоне. Фото © Nigel Young
Музей изящных искусств в Бостоне. Фото © Chuck Choi
Музей изящных искусств в Бостоне. Фото © Nigel YoungМузей изящных искусств в Бостоне. Фото © Nigel Young
Музей изящных искусств в Бостоне. Фото © Chuck Choi
Музей изящных искусств в Бостоне. Фото © Chuck Choi
Фото © Chuck Choi
Музей изящных искусств в Бостоне © Foster+Partners
Музей изящных искусств в Бостоне © Foster+Partners
Музей изящных искусств в Бостоне © Foster+Partners
Музей изящных искусств в Бостоне. Проект © Foster+Partners
Проект © Foster+Partners
Музей изящных искусств в Бостоне. Проект © Foster+Partners
Музей изящных искусств в Бостоне. Проект © Foster+Partners
Ремонт валов и осей — Энциклопедия по машиностроению XXL
РЕМОНТ ВАЛОВ И ОСЕЙ [c.329]При ремонте валов и осей чаще всего приходится устранять износ шеек (нарушение цилиндрической формы) и потерю необходимой чистоты поверхности (задиры, царапины) изгиб или скручивание [c.329]
РЕМОНТ ВАЛОВ И ОСЕЙ 331 [c.331]
Ремонт валов и осей. Износ цапф —потеря правильной геометрической формы, задиры и риски на их поверхности. Способы восстановления размеров цапф. Проверка прогиба вала на просвет и на биение . Правка прогиба валов и осей. Износ шпоночных канавок смятие, забоины на поверхности исправление дефектов.
[c.547]
Износ шпоночных канавок смятие, забоины на поверхности исправление дефектов.
[c.547]
Ремонт валов и осей [c.371]
Способ наплавки применяют для ремонта валов и осей из низкоуглеродистых (свариваемых) сталей при величине износа 2 мм и более. Чтобы предупредить коробление, валики наплавляют продольными швами (рис. 86, а) вдоль образующей в последовательности /—6 или непрерывным кольцевым швом (рис. 86, б). Внутренние напряжения, возникающие при наплавке, снимают, отжигая вал, а затем обтачивая под номинальный размер и шлифуя до заданной шероховатости рабочие поверхности. [c.112]
Гладкие и шлицевые валы и оси составляют большую часть номенклатуры восстанавливаемых деталей. В большинстве случаев именно эти детали лимитируют ресурс узлов и агрегатов машин. Коэффициент их восстановления при капитальном ремонте машин составляет 0,25—0,95. Длина восстанавливаемых валов составляет от 100 до 4000 мм, однако более 90 % этих деталей имеют длину
[c. 365]
365]
Валы и оси, подлежащие ремонту, подвергают проверке на овальность и конусность шеек штангенциркулем или микрометром в зависимости от назначения вала. [c.143]
Узлы и узловая сборка башенного крана. Операции сборки определение базовой детали по каждому узлу, чистка деталей и расположение их по сборочным базам установка рам и станин по линейке, отвесу и уровню слесарная обработка и пригонка деталей сборка резьбовых соединений сборка шпоночных и шлицевых соединений сборка соединений с накатом сборка и установка подшипников установка валов и осей сборка зубчатых передач, сборка цепных передач сборка муфт и тормозов проверка взаимного положения деталей установка нормальных зазоров между сопряженными деталями балансировка вращающихся деталей проверка н регулировка работы узлов. Техническая документация при сборочных работах. Инструкции по опробованию и испытанию крана, по приемке и оформлению ремонта. Разгрузка монтажных единиц крана на месте его установки. Монтаж башенного крана СБК-1. Необходимая для монтажа длина пути. Наименьший радиус закругления внутреннего рельса подкранового пути. Длина, высота и ширина шпал. Толщина балластного слоя. Расположение частей крана на подкрановом пути перед началом монтажа.
[c.547]
Монтаж башенного крана СБК-1. Необходимая для монтажа длина пути. Наименьший радиус закругления внутреннего рельса подкранового пути. Длина, высота и ширина шпал. Толщина балластного слоя. Расположение частей крана на подкрановом пути перед началом монтажа.
[c.547]
Отклонения от перпендикулярности осей цилиндров и оси коленчатого вала после ремонта не должны превышать 0,03 мм и от параллельности осей коленчатого и распределительного валов — 0,05 мм. Расстояние между осью распределительного вала и осью масляного насоса должно быть равно 33,381 мм. Для выдерживания этих размеров блок цилиндров надо обрабатывать от той же базовой поверхности, которая принята на заводе-изготовителе. Такой базой служит нижняя плоскость блока и два установочных отверстия диаметром мм с [c.78]
Валы и оси. Их ремонт должен обеспечить исправление следующих типовых дефектов и повреждений а) искривления (прогиба) б) износа шеек, шипов и повреждений под сальниками 322 [c.
 322]
322]Правка. При искривлении и других повреждениях ремонт начинают с правки. Прямолинейность вала (оси) проверяют индикатором при установке в центрах токарного станка или на призмах. При частоте враш,ения менее 500 об/мин допустим прогиб 0,15 мм на 1 м, но не более 0,3 мм на всю длину при п > 500 об/мин — О, I мм на 1. м, но не более 0,2 мм на всю длину. Прогиб валов и осей менее 0,5 мм устраняют шлифованием, а прогиб более 0,5 мм — правкой вхолодную (см. рис. 133, е). Применяют также правку нагревом со стороны выпуклости [1 ]. Вал выпрямляется под действием внутренних напряжений [1 ]. [c.323]
Валы и оси подлежат выбраковке при наличии в них трещин и остаточных деформаций кручения. Изгиб вала, если он не привел к образованию трещин, может быть устранен путем правки в холодном состоянии или с подогревом. В процессе правки в металле вала или оси также не должны образовываться трещины или внутренние разрывы. Поэтому ремонту подлежат оси и валы с ограниченными величинами изгиба (табл. 35).
[c.299]
35).
[c.299]
У отремонтированной по такой технологии пиноли повышена износостойкость конусного отверстия, а стоимость ремонта значительно ниже стоимости изготовления новой пиноли. Цапфы валов и осей восстанавливают так же, как и шейки шпинделей. [c.123]
При текущем ремонте дробилок выполняют следующие работы промывку и ревизию эксцентрикового вала и оси подвижной щеки, промывку вкладышей распорных плит, смену пружин, очистку и промывку системы смазки, смену или перестановку дробящих плит, замену вкладышей подшипников оси подвижной щеки и распорных плит. [c.218]
Точные валы и оси целесообразно обрабатывать в центрах, при этом следует предусматривать оставление центров в готовой детали на случай переточки или перешлифовки вала при ремонте. Наличие центров упрощает контроль, [c.131]
В справочнике даны сведения по восстановлению изношенных и поврежденных деталей и узлов оборудования. Дана технология ремонта валов, осей, шпинделей, их опор, шпоночных и зубчатых (шлицевых) соединений, ременных и цепных передач, винтовых пар и резьбовых соединений, уплотнительных устройств. Приведены необходимые материалы по слесарно-сборочным работам, смазке, смазочным устройствам, устройствам для предупреждения поломок машин от перегрузок.
[c.2]
Дана технология ремонта валов, осей, шпинделей, их опор, шпоночных и зубчатых (шлицевых) соединений, ременных и цепных передач, винтовых пар и резьбовых соединений, уплотнительных устройств. Приведены необходимые материалы по слесарно-сборочным работам, смазке, смазочным устройствам, устройствам для предупреждения поломок машин от перегрузок.
[c.2]
К неисправностям газораспределительного механизма также относятся износ распределительных шестерен, подшипников распределительного вала, толкателей, штанг, втулок и осей коромысел. Неисправности устраняются путем ремонта или замены деталей. [c.45]
РЕМОНТ ВАЛОВ, ОСЕЙ И ШПИНДЕЛЕЙ [c.142]
Корпус подшипников с валом и рабочим колесом устанавливают на поверхности фундаментной рамы и крепят к ней болтами. Уровнем проверяют горизонтальное положение вала, отклонение оси вала допускается не более 0,1 мм на 1 м длины вала. Затем на фундаментную раму помещают электродвигатель, закрепляя его болтами, центрируют валы и собирают соединительные муфты. Корпус подшипников и электродвигателя следует устанавливать таким образом, чтобы можно было под опорные поверхности электродвигателя поместить пакет прокладок общей толщиной не менее 3.. . 5 мм (меньшая толщина прокладок будет затруднять повторное центрирование механизма в процессе эксплуатации и ремонта).
[c.212]
Корпус подшипников и электродвигателя следует устанавливать таким образом, чтобы можно было под опорные поверхности электродвигателя поместить пакет прокладок общей толщиной не менее 3.. . 5 мм (меньшая толщина прокладок будет затруднять повторное центрирование механизма в процессе эксплуатации и ремонта).
[c.212]
Общие сведения о ремонте. Технологический процесс ремонта блоков цилиндров включает следующие слесарные операции очистку от асфальто-смолистых отложений, коррозии и накипи разборку и дефектацию устранение дефектов в виде пробоин, трещин, повреждений резьбовых отверстий гидравлические испытания устранение короблений привалочных поверхностей. При восстановлении размеров отверстий под гильзы цилиндров устанавливают дополнительные ремонтные детали (втулки). Изношенные втулки под опорные шейки распределительного вала, втулки осей толкателей заменяют на новые или восстановленные. [c.243]
Технологичность. Рациональная конструкция машины должна не только обеспечить простое, и легкое обслуживание ее, ремонт, монтаж и демонтаж, но и быть удобной для производства машины на заводе, для создания не только удобной технологии производства, но и облегчающей применение таких технологических приемов, которые бы содействовали улучшению качества деталей узлов и машины в целом. В первую очередь сюда относится сокращение марок и профилей применяемого сортамента металла, используемых диаметров отверстий, осей и валов, допусков, посадок, резьбы, модулей зубчатых колес и т. п. Правильное ограничение этих показателей может дать не только большую экономию в производстве за счет унификации инструмента, приспособлений, оснастки и оборудования, но и резко сократить расходы на ремонт и упростить обслуживание машин.
[c.50]
В первую очередь сюда относится сокращение марок и профилей применяемого сортамента металла, используемых диаметров отверстий, осей и валов, допусков, посадок, резьбы, модулей зубчатых колес и т. п. Правильное ограничение этих показателей может дать не только большую экономию в производстве за счет унификации инструмента, приспособлений, оснастки и оборудования, но и резко сократить расходы на ремонт и упростить обслуживание машин.
[c.50]
Подшипники качения должны выбираться для обеспечения безотказной работы в тяжелых условиях в течение не менее одного полного ремонтного цикла, а если возможно, на весь срок службы машины при обязательном условии, что ремонт узла, установленного между опорами, не потребует демонтажа подшипника. Следует иметь в виду чувствительность подшипников качения к перекосам (прогибам) вала или оси и несимметричности нагрузок. [c.147]
Существует несколько различных способов соединения барабана с валом редуктора. Барабаны на кранах чаще всего устанавливают на валах или вращающихся осях и реже на неподвижных осях. В первом случае (рис. 41, а) барабан соединяют болтами с зубчатым колесом и закрепляют на валу шпонкой вал вращается в подшипниках скольжения или качения. Удобство обслуживания, смазка и ремонт обусловили преимущества этой конструкции. Значительно реже барабаны свободно вращаются на неподвижной оси. В этом случае (рис. 41, б) втулки запрессовывают в ступицу барабана, что усложняет осмотр и смену втулок и оси барабана.
[c.87]
Барабаны на кранах чаще всего устанавливают на валах или вращающихся осях и реже на неподвижных осях. В первом случае (рис. 41, а) барабан соединяют болтами с зубчатым колесом и закрепляют на валу шпонкой вал вращается в подшипниках скольжения или качения. Удобство обслуживания, смазка и ремонт обусловили преимущества этой конструкции. Значительно реже барабаны свободно вращаются на неподвижной оси. В этом случае (рис. 41, б) втулки запрессовывают в ступицу барабана, что усложняет осмотр и смену втулок и оси барабана.
[c.87]
Ремонт валов и осей сваркой. Восстановление изношенных поверхностей валов и осей, а равно и ре.монт этих деталей, имеющих трещины и места излома, производится электрической л газовой сваркой. Однако ремонт поломанных валов и осей ответст-10-1187 145 [c.145]
С. Нагревают при помощи ацетилено-кислородных горелок, паяльных ламп. При ремонте валов и осей могут быть использованы автоматическая наплавка под слоем флюса, автоматическая вибродуговая наплавка, металлизация, хромирование, обработка на ремонтный размер и другие методы. [c.325]
[c.325]
Описаны основы ремонтного дела, методы восстановления изношенных деталей, балансировка вращающихся деталей. Рассмотрены технология ремонта типовых деталей и узлов металлургических машин (соединений, валов и осей, подшипников узлов, механических передач, грузоподъемных машин). Изложены вопросы организации и проведения ремонта оборудования доменных, сталеплавильных и прокатных цехов общие вопросы сборки и монтажа оборудовав, водготовки фундаментов, особенности монтажа подъемно-траЖяЬртных устройств и оборудования металлургических цехов. [c.17]
Ремонт деталей металлизацией применяется для восстановления валов и осей, особенно тех изношенных мест, на которые не-йодвижно устанавливаются подшипники качения, зубчатые колеса, шкивы и т. п. [c.435]
Приспособление для правки валов. При ремонте промышленного оборудования часто приходится производить правку валсв или винтов. Эта работа выполняется различными способами. Например, небольшие прогибы у валов (до 0,1 мм длины вала) и осей устраняют правкой в холодном состоянии под прессом, домкратом на станке или скобой (рис. 83).
[c.145]
Например, небольшие прогибы у валов (до 0,1 мм длины вала) и осей устраняют правкой в холодном состоянии под прессом, домкратом на станке или скобой (рис. 83).
[c.145]
Валы и оси при ТО подлежат проверке на надежность соединения с сопряженными деталями зубчатыми колесами, полумуф-тами, звездочками, шкивами, кольцами подшипников и т. д. Проверку проводят внешним осмотром, покачиванием и определением смещения охватывающей детали относительно вала или оси с помощью микрометра. Валы и оси с нарушенной проектной посадкой сопряженных деталей или разбитыми шпоночными гнездами подлежат замене при ближайшем ремонте, а при аварийном состоянии их заменяют немедленно. Исключение составляют шлицевые соединения, допускающие увеличение начального зазора в 8—10 раз при консольном размещении охватывающей детали и в 15— 20 раз в других случаях [56]. Исправление посадок накернива-нием, насечками и другими аналогичными приемами не допускается. Оси и пальцы шарнирных соединений с износом свыше предельных значений [61, табл. 7.25] подлежат замене.
[c.289]
7.25] подлежат замене.
[c.289]
При осмотре валов и осей следует обращать внимание на появление трещин, состояние шпоночных канавок, состояние маслопроводящих каналов. Валы со следами излома, изгиба должны тщательно проверяться и при необходимости заменяться. Ремонт и восстановление валов и осей заваркой или наплавкой недопустимы, так как при этом нередки случаи появления серьезных микротрещин в теле вала, которые впоследствии развиваются под нагрузкой и могут явиться причиной серьезной аварии. [c.90]
Испытание на усталость. Больпюй интерес представляют испытания с целью выявления дефектов, вызванных усталостью материала. Эти испытания могут проводиться сразу после сборки, если МОЖНО предположить появление усталостных трещин при механической обработке или сборке. Однако чаще всего эти испытания проводятся периодически для выявления усталостных трещин в процессе эксплоатации. В качестве примера укажем на испытание шеек коленчатого вала и осей паровозов во время эксплоатации. Эти же детали могут быть испытаны и во время очередного ремонта. Ультразвуковым методом испытываются также стальные листы обшивки судов, ролики прокатных станов, валы крупных машин, например генераторов, и т. п.
[c.239]
Эти же детали могут быть испытаны и во время очередного ремонта. Ультразвуковым методом испытываются также стальные листы обшивки судов, ролики прокатных станов, валы крупных машин, например генераторов, и т. п.
[c.239]
Цилиндрические, коническо-цилиндрические и конические редукторы обычно конструируют с разъемом корпуса по осям валов. Для этого последние располагают в одной плоскости. Такое исполнение наиболее удобно для сборки редуктора. Каждый из валов редуктора с опорами и со всеми расположенными на нем деталями можно собрать независимо от других валов и затем поставить в корпус. При необходимости осмотра или ремонта любой комплект вала может быть изъят из корпуса. [c.50]
Шпонку надо примерить и припилить по гнездам вала и насаживаемой детали. Особенно тщательно необходимо проверять параллельность гнезд под шпонку на валу и в отверстии детали их продольным осям. При неиараллельности хотя бы одного гнезда сборка будет затруднена или невозможна. Примерка шпонки в гнезде должна показывать отсутствие радиального натяга (фиг. 4-34) шпонки, в противном случае шпонку надо прострогать или опилить. Боковые грани шпонки должны плотно входить в гнездо наличие зазоров боковых граней (слабина шпонки) может повести к смятию и задирам при работе механизма, что весьма затруднит снятие детали, если это потребуется при ремонте.
[c.123]
Примерка шпонки в гнезде должна показывать отсутствие радиального натяга (фиг. 4-34) шпонки, в противном случае шпонку надо прострогать или опилить. Боковые грани шпонки должны плотно входить в гнездо наличие зазоров боковых граней (слабина шпонки) может повести к смятию и задирам при работе механизма, что весьма затруднит снятие детали, если это потребуется при ремонте.
[c.123]
Смещение оси при прямом вале происходит обычно вследствие неудачного ремонта подшипниковых шеек. Р1згиб вала, как правило,— результат нарушения правил пуска и остановки вращения при задеваниях, непроворачивания горячего ротора, пуска при вале, имеющем тепловой изгиб [см. Л. 3], ограничения расширения вала и т. п. [c.186]
Восстановление осей bpw. Наши тарифы. Как осуществляется ремонт осей BPW
Одним из направлений деятельности компании «Технология Движения» является ремонт осей полуприцепов марки BPW. Даже надежная немецкая техника имеет свойство ломаться, как бы аккуратно ее не эксплуатировали. На оси полуприцепа ложится большая нагрузка, поэтому они зачастую выходят строя в самый неподходящий момент. Когда ось полуприцепа искривляется или трескается, на помощь приходим мы — специалисты по ремонту грузовой коммерческой техники. Мы ценим Ваше время и деньги, поэтому выполняем свою работу быстро и честно.
Даже надежная немецкая техника имеет свойство ломаться, как бы аккуратно ее не эксплуатировали. На оси полуприцепа ложится большая нагрузка, поэтому они зачастую выходят строя в самый неподходящий момент. Когда ось полуприцепа искривляется или трескается, на помощь приходим мы — специалисты по ремонту грузовой коммерческой техники. Мы ценим Ваше время и деньги, поэтому выполняем свою работу быстро и честно.
Виды работ
Компании «Технология Движения» оказывает целый спектр услуг по ремонту осей BPW:
- восстановление геометрии осей;
- устранение дефектов осей;
- наплавка металла;
- нарезка резьбы;
- восстановление цапф;
- комплексный ремонт узлов и механизмов.
В нашем распоряжении всегда есть все необходимое оборудование и оригинальные запчасти для качественного ремонта осей BPW. Наши специалисты являются профессионалами своего дела с огромным опытом работы в сфере ремонта полуприцепов.
Как осуществляется ремонт осей BPW?
Первым делом мы производим комплексную диагностику полуприцепа для обнаружения поломок, в том числе и тех, которые не мешают ремонту оси. Основное внимание, конечно же, самой оси: устанавливаются причина поломки и степень повреждения детали. Все манипуляции производятся на современном диагностическом оборудовании.
Основное внимание, конечно же, самой оси: устанавливаются причина поломки и степень повреждения детали. Все манипуляции производятся на современном диагностическом оборудовании.
Далее мы принимаем решение о целесообразности ремонта оси, так как в некоторых случаях вышедшую из строя деталь выгоднее полностью заменить. Ремонт осуществляется опытными специалистами при помощи сварочных и слесарных инструментов.
Наши преимущества
Ищите качественный сервис по ремонту полуприцепов BPW? Тогда обращайтесь в компанию «Технология Движения»! Почему мы?
- Профессиональное оборудование для ремонта осей полуприцепов;
- Оригинальные запчасти от компании BPW;
- Квалифицированные сотрудники;
- Большой опыт в ремонте осей любой сложности;
- Соблюдение сроков;
- Индивидуальное отношение к каждому клиенту;
- Скидки корпоративным клиентам.
Мы уверены в своем мастерстве, поэтому предоставляем гарантию на все выполненные работы.
Обращайтесь в компанию «Технология Движения» за ремонтом осей BPW. Мы всегда работаем на результат и ценим каждого клиента!
Обычным перечнем услуг для практически всех автотехцентров являются стандартные и дополнительные, нестандартные виды работ по ремонту и обслуживанию прицепов и полуприцепов. Это:
- диагностика и восстановление геометрии осей подвески;
- восстановление и реставрация деформированных осей;
- выправление цапф, наплавка металла, нарезка новой резьбы;
- правка суппортов, тормозных валов;
- проточка барабанов.
Мастера техцентра располагают всем необходимым оборудованием и инструментами.
Ремонт осей полуприцепов в несколько раз выгоднее покупки новой
Мы используем технологию, благодаря которой ремонт оси становится рентабельной процедурой относительно покупки новой оси, т.к. по стоимости ремонт выходит намного дешевле от стоимости новой.
В ось вставляется металлический пруток (диаметром 120-180 мм). Он обтачивается, подгоняется и под давлением загоняется в ось. В результате чего отремонтированная ось получается намного прочнее новой.
Он обтачивается, подгоняется и под давлением загоняется в ось. В результате чего отремонтированная ось получается намного прочнее новой.
В грузовом автосервисе «САС№1» Вы сможете произвести ремонт осей известных марок, в том числе:
Мы оказываем сервисные услуги комплексно, поэтому перед установкой ось проверяется на развал, на специальном стенде. Стенд позволяет избежать перекосов постановки колеса на ступицу.
Кроме того, восстановленная ось проверяется на соосность. Если у Вас появилось подозрение, что полуприцеп «съедает» резину, также рекомендуем обратиться в наш сервис для проверки и регулировки соосности.
В результате отремонтировать ось намного рентабельнее, чем покупать новую, даже по срокам.
Цены на ремонт осей полуприцепов
Сроки выполнения от 2х дней. Демонтаж, разборка и сборка оси оплачивается отдельно .
| Ось BPW, восстановление резьбового соединения и посадочного места подшипника ступицы (с одной стороны, без коробов) | Цена договорная |
| Восстановление оси BPW (сломана в районе стремянок) | Цена договорная |
| Ось BPW, восстановление ступицы | Цена договорная |
| Ось BPW ECO Plus, восстановление резьбового соединения и посадочного места подшипника ступицы (с одной стороны, без коробов) | Цена договорная |
| Восстановление оси BPW ECO Plus (сломана в районе стремянок) | Цена договорная |
| Ось BPW ECO Plus, восстановление ступицы | Цена договорная |
| Ось SAF, восстановление резьбового соединения и посадочного места подшипника ступицы (с одной стороны, без коробов) | Цена договорная |
| Восстановление оси SAF (сломана в районе стремянок) полурессорная | Цена договорная |
| Ось SAF интегрированная с коробами сломана в районе кронштейна | Цена договорная |
| Ось SAF, восстановление ступицы | Цена договорная |
| Восстановление резьбового соединения и посадочного места подшипника в ступице, интегрированная с коробами | Цена договорная |
| Ось гнутая, рихтовка оси (восстановление геометрии оси) на стенде | Цена договорная |
| Ремонт кронштейна суппорта оси | Цена договорная |
| Ось ROR, восстановление резьбового соединения и посадочного места подшипника ступицы (с одной стороны, без коробов) | Цена договорная |
| Восстановление оси ROR (сломана в районе стремянок) | Цена договорная |
| Ось ROR, восстановление ступицы | Цена договорная |
| Ось SMB, восстановление резьбового соединения и посадочного места подшипника ступицы (с одной стороны, без коробов) | Цена договорная |
| Восстановление оси SMB (сломана в районе стремянок) | Цена договорная |
| Ось SMB, восстановление ступицы | Цена договорная |
| Ось Shmitz интегрированная с коробами сломана в районе кронштейна | Цена договорная |
| Ось Shmitz, восстановление ступицы | Цена договорная |
| Ось Mercedes интегрированная с коробами сломана в районе кронштейна | Цена договорная |
| Ось Mercedes, восстановление ступицы | Цена договорная |
| Ось Гигант, восстановление резьбового соединения и посадочного места подшипника ступицы (с одной стороны, без коробов) | Цена договорная |
| Восстановление оси Гигант (сломана в районе стремянок) | Цена договорная |
| Ось Гигант,восстановление ступицы | Цена договорная |
| Замена шкворней поворотной оси полуприцепа (одна сторона) | Цена договорная |
| Ремонт поворотной оси низкорамного трала | Цена договорная |
Гарантия на выполненные работы пожизненная!
Мы имеем опыт в ремонте бортовых полуприцепов, рефрижераторов, тралов, полуприцепов цистерн, контейнеровозов, самосвальных полуприцепов, полуприцепов-рефрижераторов и т. д..
д..
Отдельно можно выделить услугу ремонта балок осей: восстановление и ремонт балки лопнутой или треснутой оси полуприцепа. Осуществляем. Восстанавливаем, демонтируем лопнутые и гнутые балки, а так же трещины на них. Данные работы производятся с гарантией.
Регулярное техническое обслуживание осей продлевает срок осей службы до капитального ремонта.
Ремонт валов и осей
Категория:
Ремонт дорожных машин
Публикация:
Ремонт валов и осей
Читать далее:
Ремонт валов и осей
Валы и оси изготавливают из углеродистых и легированных сталей. Большинство валов и осей подвергается улучшению, т. е. закалке с высоким отпуском, поверхностной закалке рабочих поверхностей.
Валы и оси имеют гладкие цилиндрические или конические поверхности (шейки), шлицы, шпоночные пазы, бурты, лыски и резьбовые поверхности.
В процессе эксплуатации машин и механизмов на этих поверхностях могут появляться различные дефекты: изгиб и скручивание, износ и смятие опорных и посадочных шеек и буртов; износ шпоночных пазов и шлицев; износ и повреждение резьбы и центровых отверстий; трещины и поломки в различных местах.
Рекламные предложения на основе ваших интересов:
При ремонте валов и осей вначале выполняют сварочные и слесарные работы, так как при их осуществлении возможны деформации детали и могут быть повреждены чисто обработанные поверхности. После сварочных и наплавочных работ валы и оси подвергают правке и предварительной механической обработке. Чистовая обработка рабочих поверхностей вала должна производиться в последнюю очередь.
Ремонт изогнутых валов и осей. Незначительные прогибы валов (менее 0,5 мм) устраняют проточкой или шлифованием. Валы диаметром до 50 мм, прогиб которых не превышает 0,01 длины вала, правят в холодном состоянии с помощью пресса или винтовыми скобами. В выпрямленном без нагрева валу с течением времени частично восстанавливается стрела прогиба.
Для обеспечения неизменяемости формы вала и снятия внутренних напряжений после правки производят термическую обработку, состоящую в выдержке вала при температуре 400—500 °С в течение 0,5—1 ч.
Значительные прогибы валов устраняют горячей правкой под прессом, для чего место изгиба вала нагревают до 600 °С в горне или пламенем газовой горелки. После правки необходимо повторно проверить вал на биение и, если изгиб полностью не устранен, повторить операцию правки.
Ремонт посадочных мест под подшипники и другие детали производят различными способами. Незначительные повреждения трущихся поверхностей в виде износов устраняют доводкой специальными пастами или шлифованием.
При больших износах, а также при наличии конусности и овальности восстанавление посадочных мест производят обработкой под ремонтный размер, а при отсутствии такой возможности—наплавкой, металлизацией или гальваническим способом.
Наиболее простым способом восстановления является обработка посадочных мест под ремонтный размер. Однако ремонтные размеры установлены на ограниченное число деталей машин. Поэтому часто обработку ведут под наибольший возможный размер, а сопряженные с валом подшипники скольжения изготовляют заново.
При износах более 2 мм восстановление валов и осей дорожных машин производят наплавкой.
Наращивание шеек валов хромированием, осталиванием и металлизацией при ремонте дорожных машин применяют на специализированных ремонтных предприятиях, так как это связано с применением специального оборудования. После наращивания одним из указанных способов посадочные места протачивают, шлифуют, а для получения особо чистых и гладких поверхностей полируют.
Ремонт шпоночных пазов и шлицев. Неисправности шпоночных пазов и шлицев могут проявляться в виде износа и смятия их поверхностей, выкрашивания металла на рабочих поверхностях.
При ремонте изношенных шпоночных соединений поврежденную шпонку заменяют новой нормального или увеличенного размера. В связи с этим ремонт шпоночных пазов на валу рекомендуется производить: расширением изношенного шпоночного паза (на 10— 15%) под шпонку увеличенного размера; фрезерованием шпоночного паза под шпонку нормального размера в другом месте, смещенном на 90 или 120° к поврежденному пазу; наплавкой стенок изношенных пазов с последующим фрезерованием их под нормальный размер.
Изношенные шлицы вала можно рекомендовать восстанавливать: раздачей шлицев; наплавкой изношенных боковых поверхностей шлицевых выступов; сплошной наплавкой шлицевых впадин и поверхностей выступов.
Независимо от способа ремонта окончательный размер шлицев получают механической обработкой под номинальный или увеличенный размер, позволяющий компенсировать износ шлицев в сопрягаемом отверстии.
При ремонте шлицев раздачей их отжигают, после чего раздают с помощью ролика, изготовленного из стали У6 или У7. В результате этого ширина шлицев увеличивается на 0,5—1 мм. В зависимости от величины износа раздачу шлицев производят по краю изношенной поверхности или по обоим краям выступа. Пазы, получившиеся на шлицах, заплавляют электросваркой и зачищают, а сами шлицы подгоняют по сопряженной детали механической обработкой.
Наплавку целесообразно производить электродами ЦН-250 или ЦН-300, обеспечивающими высокую износостойкость шлицев без последующей термической обработки. После наплавки вал протачивают до заданного размера, подрезают наплывы с торца и снимают фаску. Обрабатывают шлицы на зубофрезерных станках червячными фрезами или на горизонтально-фрезерных станках дисковыми или фасонными фрезами.
После наплавки вал протачивают до заданного размера, подрезают наплывы с торца и снимают фаску. Обрабатывают шлицы на зубофрезерных станках червячными фрезами или на горизонтально-фрезерных станках дисковыми или фасонными фрезами.
В небольших ремонтных мастерских шлицы обрабатывают на токарных станках с помощью специального зуборезно-шлиценарез-ного приспособления.
Ремонт резьбы на поверхности валов. Незначительно поврежденные резьбы исправляют на токарном станке или слесарной обработкой. Резьбу, потерявшую свой профиль вследствие износа или срыва, восстанавливают наплавкой. При этом старую резьбу удаляют проточкой на токарном станке, после чего полученную поверхность наплавляют, обтачивают и вновь нарезают резьбу требуемого размера.
Таблица 10
Если позволяет конструкция детали, изношенную резьбу удаляют и нарезают резьбу ремонтного размера. В отдельных случаях ту часть детали, которая имеет дефектную резьбу, удаляют, а на ее место ставят ввертыш, который затем приваривают к детали.

Рассмотрим в качестве примера групповой технологический процесс ремонта коленчатых валов двигателей различных марок (вариант одного маршрута). Коленчатые валы по размерам отнесены к группе крупных деталей, и в этот вариант маршрута входит следующее сочетание дефектов: прогиб, износы коренных и шатунных шеек (допускающие обработку под ремонтные размеры), износ шпоночных пазов и срыв резьбы в отверстиях.
Групповой технологический процесс ремонта валов для этого маршрута будет состоять из операций, указанных в табл. 10.
Рекламные предложения:
Читать далее: Ремонт передач дорожных машин
Категория: — Ремонт дорожных машин
Главная → Справочник → Статьи → Форум
Ремонт и восстановление осей
18.12.2020 16:55
Наша команда поделится с Вами своим опытом по восстановлению осей с разными типами поломок
Ремонт трещины или поломки оси
Ось надрезается в месте перелома или трещины. Как правило она находится под рессорой. Каждая половина оси, резаком вырезаются окно с двух сторон оси под сварку. Ось зачищается изнутри от окалины и ржавчины. Снимается четкий размер спец. инструментом вплоть до нутромера. Это очень важно! Потом изготавливается металлическая вставка «пуля»
Как правило она находится под рессорой. Каждая половина оси, резаком вырезаются окно с двух сторон оси под сварку. Ось зачищается изнутри от окалины и ржавчины. Снимается четкий размер спец. инструментом вплоть до нутромера. Это очень важно! Потом изготавливается металлическая вставка «пуля»
Ремонт и восстановление осей от компании АВТОРЕМСБЫТ
Ось погнулась или треснула
Необходимо взять «кругляк» диаметром 110 мм, длина заготовки может зависеть от того как сломана сама ось. Если ось только треснула или согнулась, длина пули составляет 400 мм.
Купить ось в сборе односкатная BPW
Что делать если ось сломалась
Представим, что ось сломалась, тогда длина пули должна будет составлять 500-600 мм. Заготовку надо будет просверлить насквозь в длину. Сделать это можно с двух сторон. Диаметр сверла 60-65 мм, для того, чтобы облегчить пулю. Если вставить целую болванку то ось сломается. Произойдет это в том месте где заканчивается пуля. Пуля фрезеруется с четырех сторон до внутреннего размера оси. Потом по всей длине фрезируются пазы с 2-х сторон шириной 16 мм, глубиной 5-6 мм, чтобы освободить место для сварных швов, которые находятся внутри самой оси. Монтаж готовой пули в ось Когда изделие готово, необходимо запрессовать его в короткий конец оси на половину длины пули. Для этого необходим пресс (усилием 50 тонн). Через 2 боковых окна, ось сваривается с пулей.
Потом по всей длине фрезируются пазы с 2-х сторон шириной 16 мм, глубиной 5-6 мм, чтобы освободить место для сварных швов, которые находятся внутри самой оси. Монтаж готовой пули в ось Когда изделие готово, необходимо запрессовать его в короткий конец оси на половину длины пули. Для этого необходим пресс (усилием 50 тонн). Через 2 боковых окна, ось сваривается с пулей.
Сварка пули с осью
По нашему опыту даже 3-х фазная сварка полуавтоматом не даст нужной жесткости изделию. Шов со временем будет давать трещины. Поэтому сварку необходимо производить электродами для легированных сталей на постоянном токе. Мы используем электроды ЕСАБ или крайний случай УОНИ.
Сварка двух половин осей
После сварки одной половины оси, мы сращиваем две половины оси между собой. На торце оси делаем большие фаски. У нас должно быть достаточно места для сварочного шва. Ось должна будет автоматически выровняться. Прочность ремонта изделия подобным методом повышается два-три раза по сравнению с новым изделием.
Пожизненная гарантия на ремонт изделия
Мы можем гарантировать, что в месте ремонта данная ось никогда не сломается! Мы даем пожизненную гарантию! Такая прочность обеспечивается благодаря технологии ремонта. Главным является соблюдение всех технологических процессов при ремонте оси и тогда можно добиться такого результата! Вы можете обратится к нам за квалифицированной помощью по ремонту осей для Вашего авто, наши специалисты проконсультируют Вас и произведут качественный ремонт
Круглые оси САФ
Здесь мы используем такой же подход, но пуля должна быть круглая. Это объясняется технической особенностью при ремонте оси данной марки. Мы используем буровые трубы с толщиной стенки 15-18 мм. Ранее мы говорил о том, что внутренний размер оси требуется тщательно замерить и выбрать оптимальный под запрессовку
В нашем интернет-магазине Вы можете приобрести запчасти для грузовых автомобилей самых различных марок
Детализация и восстановление 9-дюймового заднего моста Мустанга
Детализация заднего моста — важная часть восстановления контуров Мустанга, включая двигатель и переднюю подвеску. Есть так много деталей, цветов, кодов, обработанных поверхностей и других деталей, чтобы понять, что это действительно может ошеломить. Поэтому, когда Боб Перкинс подробно описал 9-дюймовую заднюю ось Ford с использованием оригинальных деталей, мы полетели в Висконсин, чтобы задокументировать это и показать читателям, в чем дело.
Есть так много деталей, цветов, кодов, обработанных поверхностей и других деталей, чтобы понять, что это действительно может ошеломить. Поэтому, когда Боб Перкинс подробно описал 9-дюймовую заднюю ось Ford с использованием оригинальных деталей, мы полетели в Висконсин, чтобы задокументировать это и показать читателям, в чем дело.
Как сказано в подзаголовке к этой истории, это хардкорная технология восстановления в окопах, которая применима только к тем, кто хочет восстановить свой Мустанг до , ровно , как это было, когда он был новым, а также для тех, кому интересно. что входит в высококачественную реставрацию, подобную той, что делают Perkins, и избранным немногим реставраторам высшего класса.
Каждый высокопроизводительный Mustang с 1964½ по 1973 год поставлялся с 9-дюймовым Ford. Цель реставрации — воспроизвести заводскую процедуру, которая может преподносить сюрпризы. Например, Perkins показал нам едва различимые «следы зажима» на верхней части картера оси. Проверяют ли автомобильные судьи на наличие следов зажима? И вообще, что такое следы зажима? Судя по всему, завод Sterling Axle Plant Форда закрепил на корпусе приспособление, на котором были сделаны эти отметки. Хорошо, это очень интересно — эти следы зажима пришли от большого инструмента, который удерживал ось на месте для машинных работ, сборки и покраски.Но почему эти отметки имеют значение? «Это тот тип материала, который вы потеряете, если вам придется полдюжины раз отшлифовать картер оси, чтобы избавиться от ямок ржавчины», — сказал Перкинс.
Проверяют ли автомобильные судьи на наличие следов зажима? И вообще, что такое следы зажима? Судя по всему, завод Sterling Axle Plant Форда закрепил на корпусе приспособление, на котором были сделаны эти отметки. Хорошо, это очень интересно — эти следы зажима пришли от большого инструмента, который удерживал ось на месте для машинных работ, сборки и покраски.Но почему эти отметки имеют значение? «Это тот тип материала, который вы потеряете, если вам придется полдюжины раз отшлифовать картер оси, чтобы избавиться от ямок ржавчины», — сказал Перкинс.
Элитные судьи знают это и ищут следы зажимов. Перкинс также показал нам растяжки и бороздки на стальном корпусе. Он рассказал, как расшифровать бирку задней оси из оцинкованной стали. Он указал на очень редкий болт «Рокфорд» и специальные клещи для обжима башмаков, чтобы прикрепить резиновый хомут вентиляционного шланга оси. Он протянул оригинальную наклейку окончательного осмотра плюс оранжевый пластиковый ремешок, который является одним из, может быть, полдюжины оставшихся в наличии. Боб записал жизнь этого оранжевого ремешка, который сотрудник Dearborn Assembly сметал с пола в мусорное ведро в 1969 году, принес домой в своем ланч-боксе и, наконец, продал Перкинсу на встрече по обмену несколько лет назад. Немногие автомобили имеют происхождение этой пластмассовой детали, которая превратилась в своего рода артефакт автомобильной культуры Mustang.
Боб записал жизнь этого оранжевого ремешка, который сотрудник Dearborn Assembly сметал с пола в мусорное ведро в 1969 году, принес домой в своем ланч-боксе и, наконец, продал Перкинсу на встрече по обмену несколько лет назад. Немногие автомобили имеют происхождение этой пластмассовой детали, которая превратилась в своего рода артефакт автомобильной культуры Mustang.
Все это увлекательное занятие, которое непременно вызовет восхищение даже у ценителей Мустанга. Хотя мельчайшие детали применимы к 9-дюймовым задним мостам Ford Boss 1969-1970 годов и Cobra Jet Mustang, большинство общих характеристик, таких как окраска, актуальны для любой задней оси Mustang 1964–1973 годов.
Просмотреть все 52 фотографии01. Боб Перкинс вставляет одну из двух осей в корпус с помощью национального директора MCA и судьи по золотой карточке Дж. П. Вебера, который в тот день зашел в гости.
Просмотреть все 52 фотографии 02. Начните с хорошего, нержавеющего картера моста. Достаточно чистый, чтобы открыть и сфотографировать старую маркировку, например «T16», для последующего воспроизведения. Сначала Боб взрывает корпус (стараясь найти старую маркировку) до голого металла с помощью стеклянных бусинок №10, чтобы удалить старую краску.Незначительные дефекты — вмятины, вмятины или ямки — необходимо отшлифовать от картера оси, а затем обработать раствором Ditzler DP90LF. Если остаются ямки, нанесите второй слой DP90LF (матовый черный эпоксидный грунт с низким глянцем). Однако не заполняйте ямы грунтовкой, которая может быть белого, желтого или зеленого цвета. Одна зазубрина в металле во время сборки (например, надевание U-образного болта на корпус) обнажит цвет и испортит внешний вид корпуса. Грунтовка-выравниватель заполняет ямки за счет закрытия заводских следов зажима, канавок и растяжек — особенностей контуров, которые ищут судьи.Если корпус изрезан настолько, что требуется тяжелая грунтовка / шпатлевка, реставраторы должны начать с лучшего корпуса.
Начните с хорошего, нержавеющего картера моста. Достаточно чистый, чтобы открыть и сфотографировать старую маркировку, например «T16», для последующего воспроизведения. Сначала Боб взрывает корпус (стараясь найти старую маркировку) до голого металла с помощью стеклянных бусинок №10, чтобы удалить старую краску.Незначительные дефекты — вмятины, вмятины или ямки — необходимо отшлифовать от картера оси, а затем обработать раствором Ditzler DP90LF. Если остаются ямки, нанесите второй слой DP90LF (матовый черный эпоксидный грунт с низким глянцем). Однако не заполняйте ямы грунтовкой, которая может быть белого, желтого или зеленого цвета. Одна зазубрина в металле во время сборки (например, надевание U-образного болта на корпус) обнажит цвет и испортит внешний вид корпуса. Грунтовка-выравниватель заполняет ямки за счет закрытия заводских следов зажима, канавок и растяжек — особенностей контуров, которые ищут судьи.Если корпус изрезан настолько, что требуется тяжелая грунтовка / шпатлевка, реставраторы должны начать с лучшего корпуса. Наконец, покройте Ditzler DP90LF полуглянцевым черным Ditzler DDL9423.
Наконец, покройте Ditzler DP90LF полуглянцевым черным Ditzler DDL9423.
03. Ditzler DP90LF и DDL9423 можно приобрести в большинстве крупных магазинов по продаже красок.
Просмотреть все 52 фото04 . 9-дюймовая задняя ось Perkins от Boss 429.
См. Все 52 фотографии05. Слева от верхней части цифры 3 находится ряд меток зажима, которые демонстрируют оригинальность и отличное состояние этой оси. Корпус.Скорее всего, цифры «31» относятся к осям с 31 шлицем, а не к осям с 28 шлицами.
Просмотреть все 52 фото06. На пассажирской стороне оси мы обнаружили больше следов зажима.
Просмотреть все 52 фотографии 07. Нет источника, который перечисляет или расшифровывает то, что рабочий конвейера написал на каждой оси. Сегодня реставраторы просто воспроизводят найденные метки, такие как «X», «26» и «L-7», видимые в центральной части картера моста.
08 .«982A», написанное от руки на корпусе оси, совпадает с «982A», выбитым на бирке оси. Начиная с нижней части буквы «2» и заканчивая буквой «А», расположены три канавки, которые являются общими для корпусов 9-дюймовых задних мостов Ford 1969–1970 годов. Если эти канавки отсутствуют, велика вероятность того, что ось сильно изъята из ямок или плохо восстановлена.
Просмотреть все 52 фотографии09. На этой оси присутствовала оригинальная бирка оси, сделанная из оцинкованной стали. Многие из этих тегов отсутствуют. Кевин Марти воспроизводит их, но код даты неизвестен.Информация о декодировании легко доступна. Этот тег расшифровывается следующим образом:
• 9JC: Третья неделя сентября 1969 года (9 — 1969 год, J — сентябрь, C — третья неделя)
• 3L91 : 3.91 блокировка заднего моста (L — блокировки)
• 982A: Внутренний код Ford для 3. 91: 1 Traction-Lok
91: 1 Traction-Lok
• WFD-D: внутренний код для заказа деталей
• 9: 9 дюймов
Буква «T» в круге указывает Traction-Lok.
Желтая метка контроля качества указывает на то, что дифференциал заполнен и затянут.Permatex по краю заливной пробки — это то, как Sterling Axle поставила задние оси, и считается правильным контурами и классной деталью.
Просмотреть все 52 фотографии10. Слева оригинальная бумажная бирка оси «982A». Справа репродукция этого тега.
Посмотреть все 52 фото11. Perkins предпочитает устанавливать оригинальные бирки, просуществовавшие почти 50 лет. На этой фотографии показано место установки метки под внутренним U-образным болтом.
Просмотреть все 52 фото 12 . Вы также можете установить ярлык репродукции, который имеет липкую основу, как малярный скотч.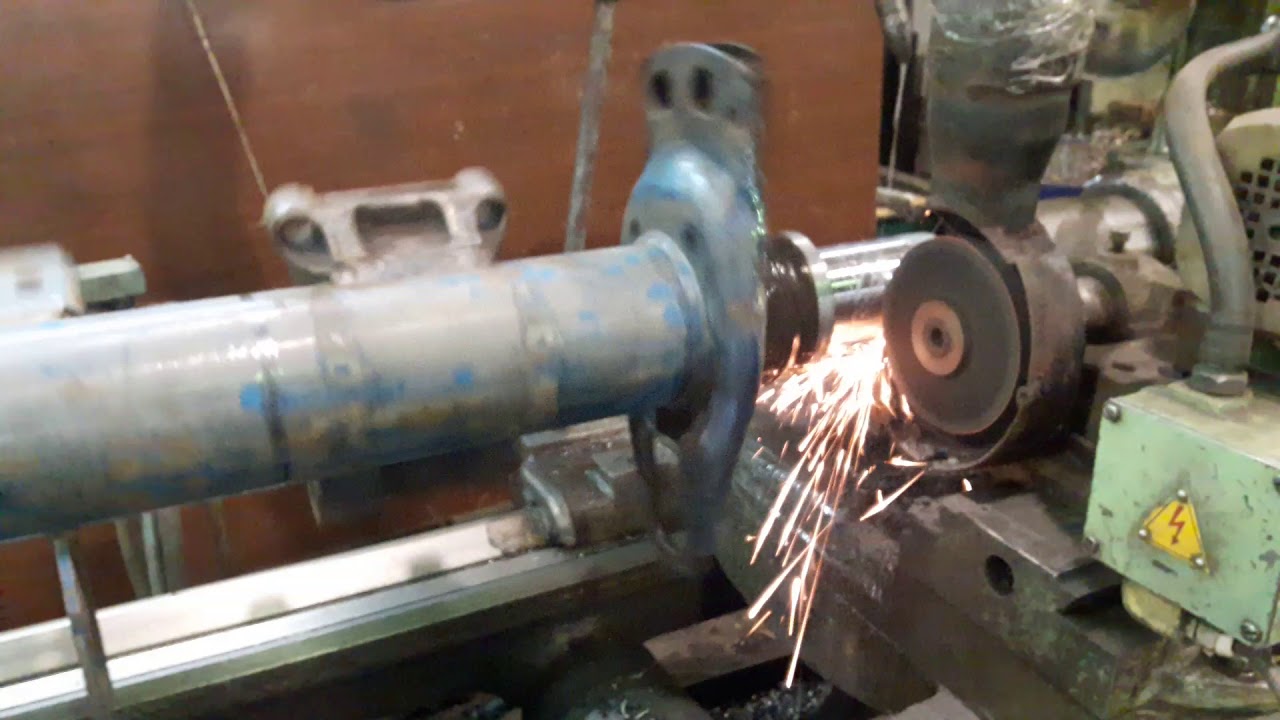
13. «T16» — еще одна маркировка Sterling Axle Plant, которую реставраторы находят и воспроизводят; расположен в нижней части центральной части корпуса.
Просмотреть все 52 фотографии14. В верхней части центральной части картера моста есть больше следов зажима, а также растяжки на стали, которые раскрывают оригинальность металла.Сильно отшлифованный и заполненный металл ухудшает или полностью удаляет этот первоначальный вид.
Просмотреть все 52 фотографии15. Обработайте поверхность картера моста, как показано здесь.
Просмотреть все 52 фотографии16. Оригинальная прокладка картера моста имеет номер детали Ford «B7A-4025-A».
Просмотреть все 52 фотографии 17. Установленная оригинальная прокладка не нависает над всей обработанной поверхностью картера моста. Доступные сегодня прокладки не обрезаны и свисают над обработанной поверхностью.
Доступные сегодня прокладки не обрезаны и свисают над обработанной поверхностью.
18 . Из резинового шланга тормозная жидкость поступает в латунный распределительный блок и выходит в две стальные магистрали, по одной к каждому цилиндру заднего колеса. Более длинная металлическая леска покрыта броней (для предотвращения вибрации при нажатии на педаль тормоза) и поддерживается в кронштейне с фосфатным и масляным покрытием. Специальный болт с надписью «ROCKFORD» ввинчивается в корпус, чтобы закрепить кронштейн и распределительный блок. Обратите внимание, что накидные гайки на стальных тормозных магистралях окрашены в красный цвет.
Посмотреть все 52 фото19. С тыльной стороны распределительного блока сине-зеленая краска видна из монтажного отверстия для вентиляционной трубки оси (слева) и отверстия (справа) для болта крепления распределителя. блокировать.
Просмотреть все 52 фотографии 20. На распределительном блоке проштампован технический номер детали Ford DOZA-2A448-B и дата 13 10 9, 13 октября 1969 года. Компания Ford продолжала производить этот тормозной шланг в сборе в 1980-е годы.Этот шланг является правильной частью сборочного конвейера с датой NOS для босса. Более поздний сервисный шланг, изготовленный в 1980-х годах, вероятно, будет иметь более поздний код даты.
На распределительном блоке проштампован технический номер детали Ford DOZA-2A448-B и дата 13 10 9, 13 октября 1969 года. Компания Ford продолжала производить этот тормозной шланг в сборе в 1980-е годы.Этот шланг является правильной частью сборочного конвейера с датой NOS для босса. Более поздний сервисный шланг, изготовленный в 1980-х годах, вероятно, будет иметь более поздний код даты.
21 . Трудно найти деталь на кронштейне крепления тормозной магистрали — этот болт с мелкой резьбой, обозначенный как «ROCKFORD».
Просмотреть все 52 фотографии22. Сожмите зажим, фиксирующий вентиляционную трубку резиновой оси, с помощью клещей для обжима, как показано на рисунке. Этот же инструмент используется для некоторых топливопроводов.
Просмотреть все 52 фото 23. Установив детали барабанного тормоза, мы можем увидеть расположение пяти различных пружин и их цвета. Также обратите внимание на две мазки зеленой краски на верхней части колесного цилиндра. Две зеленые метки указывают на колесный цилиндр C6OZ-2282-A, который указывает на поршень диаметром 7/8 дюйма. Колесный цилиндр C3OZ-2282-D 1970 года имеет диаметр 29/32 дюйма и две белые мазки.
Также обратите внимание на две мазки зеленой краски на верхней части колесного цилиндра. Две зеленые метки указывают на колесный цилиндр C6OZ-2282-A, который указывает на поршень диаметром 7/8 дюйма. Колесный цилиндр C3OZ-2282-D 1970 года имеет диаметр 29/32 дюйма и две белые мазки.
24 . Оборудование внутри задних барабанных тормозов можно приобрести у поставщиков Mustang, за исключением большой круглой опорной пластины тормозов справа.Perkins красит эти несущие пластины, как это делали на заводе, путем погружения. Он окунает тарелку в пять галлонов Ditzler DDL9423. Погружение приводит к немного большему блеску, чем на картере заднего моста, который использует ту же краску, но распыляется.
Просмотреть все 52 фотографии 25. Внутри тормозного барабана основная прижимная пружина синего цвета, а вторичная прижимная пружина — черного цвета. Однако в большинстве комплектов задних тормозов на вторичном рынке эти две короткие пружины окрашены в фиолетовый цвет. Итак, просто перекрасите их в правильные цвета.
Итак, просто перекрасите их в правильные цвета.
26. Желтая, синяя и зеленая пружины обычно правильно окрашены в репродукционных наборах. Для справки: вторичная пружина, соединяющая башмак с анкером, желтого цвета. Первичный башмак-пружина-якорь зеленого цвета. Пружина автоматической регулировки синего цвета.
Смотреть все 52 фото27. Оригинальные тормозные накладки Ford проштампованы FoMoCo. «PRI» означает первичный. На вторичных накладках тормозных колодок будут нанесены штампы «FoMoCo» и «SEC». Оригинальные туфли приклепываются, в то время как нынешние накладки приклеиваются к обуви и обычно темно-серого цвета, а не коричневого из-за отсутствия содержания асбеста.
Просмотреть все 52 фото 28 . Тормозные барабаны имеют либо натуральное литье, как показано слева, либо затемненные. Ford покрасил барабаны в черный цвет на автомобилях с колесами с открытыми площадками, таких как Magnums. С полными колесными колпаками не было необходимости затемнять естественное литье.
С полными колесными колпаками не было необходимости затемнять естественное литье.
29. Лицевая сторона этого оригинального тормозного барабана датирована 26 октября 1969 года.
Посмотреть все 52 фотографии30. В каждом механическом цехе есть токарный станок для «поворота» внутренней части тормозных барабанов, поэтому они не имеют ямок и подходят заподлицо с новыми тормозными колодками, однако большинство магазинов не поворачивают барабан снаружи, как показано здесь.Но все, что было обработано изначально (с завода), необходимо повторно обработать для придания заводского вида.
См. Все 52 фотографии 31. Со стороны пассажира картер моста плавно переходит от полуглянцевого черного к голому металлу, как показано здесь. Приспособление, фиксировавшее ось для покраски (вертикально), препятствовало нанесению краски здесь. На опорной пластине, выкрашенной в полуглянцевый черный цвет, нанесено клеймо «Бендикс», но на некоторых пластинах нанесено клеймо Келси-Хейса. (Одна сторона могла быть Бендиксом, а другая — Келси-Хейз, либо обе стороны могли быть Бендиксом или Келси-Хейсом.) На опорной пластине слева от «BENDIX» проштампован код даты 3029 для 302-го дня 1969 года, то есть 29 октября, что очень близко к отметке, нанесенной краской 26 октября на тормозном барабане. Прокачка из бихромата цинка составляет одну четверть дюйма, которая имеется в наличии для Мустангов 1964½ — 1972 годов. Более крупный 3/8-дюймовый штуцер для прокачки является запасом для Мустанга 1973 года и большинства обслуживаемых заменяемых колесных цилиндров. Т-образные болты, удерживающие опорную пластину и оси, изготовлены из фосфата и масла.
(Одна сторона могла быть Бендиксом, а другая — Келси-Хейз, либо обе стороны могли быть Бендиксом или Келси-Хейсом.) На опорной пластине слева от «BENDIX» проштампован код даты 3029 для 302-го дня 1969 года, то есть 29 октября, что очень близко к отметке, нанесенной краской 26 октября на тормозном барабане. Прокачка из бихромата цинка составляет одну четверть дюйма, которая имеется в наличии для Мустангов 1964½ — 1972 годов. Более крупный 3/8-дюймовый штуцер для прокачки является запасом для Мустанга 1973 года и большинства обслуживаемых заменяемых колесных цилиндров. Т-образные болты, удерживающие опорную пластину и оси, изготовлены из фосфата и масла.
32 .Трубка моста полностью окрашена в черный полуглянцевый цвет со стороны водителя. Желтая краска — это типичный код, который используется на большинстве картеров оси 9-дюймового Mustang. Штамп «991» справа — это код даты для сентября 1969 года и первой недели. На левой стороне опорной пластины тормоза выбито и выделено желтой краской номер 3029 для 302-го дня 1969 года.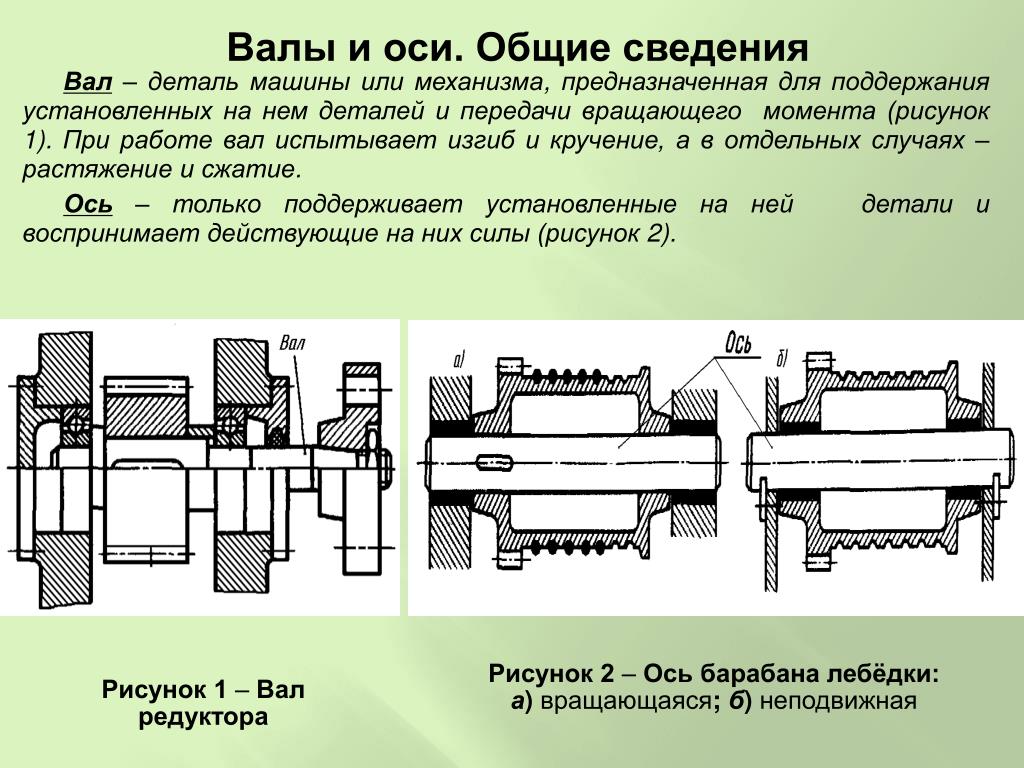
33. П-образные болты имеют естественную отделку и имеют коричневые мазки 1970 года (светло-серый мазки указывают 1969).Орехи, представленные здесь, представляют собой прозрачный цинк, но дихромат цинка или дихромат цинка с красным красителем также являются заводскими продуктами. Эти U-образные болты 1970 года длиннее, чем U-образные болты 1969 года, чтобы разместить пластину заднего стабилизатора поперечной устойчивости между картером заднего моста и скобой задней листовой рессоры.
Просмотреть все 52 фото34 . Оригинальные тросы стояночного тормоза сильно отличаются от текущих репродукций.
Просмотреть все 52 фотографии35. Логотип FoMoCo и отметка оранжевой краской идентифицируют этот трос заднего стояночного тормоза как оригинал.
См. Все 52 фотографии 36. Sterling Assembly использовала этот небольшой оранжевый ремешок для скручивания кабелей во время транспортировки. Один конец проходил на тросе стояночного тормоза, как показано здесь, а один конец проходил через шпильку картера оси, чтобы тросы не болтались. Обычно рабочие конвейера выбрасывали эти оранжевые ремешки. Однако, когда рабочие на сборочном конвейере привинчивали задние оси к автомобилям, они часто снимали один конец шпильки и позволяли оранжевому ремню висеть на тросе, как показано здесь.
Один конец проходил на тросе стояночного тормоза, как показано здесь, а один конец проходил через шпильку картера оси, чтобы тросы не болтались. Обычно рабочие конвейера выбрасывали эти оранжевые ремешки. Однако, когда рабочие на сборочном конвейере привинчивали задние оси к автомобилям, они часто снимали один конец шпильки и позволяли оранжевому ремню висеть на тросе, как показано здесь.
37. Этот оранжевый ремешок на тросе стояночного тормоза Boss 429 1969 года выпуска — редкая находка. Боб видел их только на полдюжине или около того автомобилей, которые он восстановил, и никогда не видел ни одного на другой машине на выставке.
Просмотреть все 52 фотографии 38. Центр каждой оси обработан. Зеленая краска на концах шпилек и розовая краска на оси являются идентификационными кодами. Боб Перкинс также видел сине-белый цвет на осях с 31 шлицем. Кружок с надписью «ОК» — это отметка инспектора.
39-40.31-шлицевая ось для 1969-1970 годов оснащена уплотнением Ford C7OZ-1177-A. Даже при снятии барабана судья не может проверить наличие этого уплотнения. Перкинс сказал: «Мне не хотелось бы думать, что кто-то может разобрать эту сборку через 50 лет и сказать:« Послушайте, Перкинс использовал тайваньскую печать в своем убийственном шоу-кара ». машина отличная машина ».
Просмотреть все 52 фотографии41. Внутренняя часть оси сделана из голой стали с прямоугольным фиксатором с четырьмя отверстиями для болтов.
Просмотреть все 52 фотографии42. После надевания тормозного барабана на шпильки колеса вам понадобятся три «фиксатора». Эти вкладки блокировки доступны у поставщиков Mustang.
Просмотреть все 52 фото 43 . Наденьте фиксатор на каждую вторую шпильку или на три из пяти шпилек.
44. Тим и Боб (справа) устанавливают «кусок» (также называемый зубчатым колесом, центральной секцией или третьим элементом) в картер моста.
Просмотреть все 52 фото45. Эти гайки из дихромата цинка, окрашенные в красный цвет, крепят третий элемент к корпусу оси моделей 1969-1970 годов. Компания Sterling Axle также использовала эти гайки для крепления оси к корпусу. Это также может быть прозрачный бихромат цинка или золота 1969-1970 годов. У них номер детали Ford 385696-S100.
Просмотреть все 52 фотографии 46. Детальная обработка нижней части третьего элемента показывает обработку опоры шестерни. Обратите внимание, что механическая обработка видна на поверхности, где корпус оси болтами упирается в «тыкву» или корпус третьего элемента.На этой обработанной поверхности нависают современные воспроизводящие прокладки. Корпус третьего элемента окрашен в красный оксид. Боб использует Ditzler DP74LF, чтобы воспроизвести эту красную отделку.
Боб использует Ditzler DP74LF, чтобы воспроизвести эту красную отделку.
47. Коромысло Boss 429 обозначено оранжевой краской. Компания Sterling Axle перед сборкой окрасила маслоотражатель желтым. Кронштейн опоры шестерни изготовлен из чистой стали.
Просмотреть все 52 фото48. Резиновый демпфер шестерни прикручен. Номер инженерной части, C9OA-4906-A, виден.
Просмотреть все 52 фото49. Sterling Assembly прикрепила наклейку окончательной проверки к стороне тыквы с пассажирской стороны, прямо перед кронштейном шестерни. Конечно, большинство этих наклеек испортились или их сняли, и они встречаются крайне редко. Они были сделаны из материала типа холст. В настоящее время они недоступны в качестве воспроизведения.
Просмотреть все 52 фото 50 . Когда закончите, смажьте всю заднюю часть смазкой по вашему выбору. WD-40 работает нормально.
WD-40 работает нормально.
51.Завод «Стерлинг осей» компании Ford в Стерлинг-Хайтс, штат Мичиган, построил каждую 9-дюймовую заднюю ось Ford в виде «вспомогательной сборки», готовой к установке на сборочной линии. Эта 9-дюймовая задняя ось Ford и тормозной механизм в сборе теперь восстановлены до состояния «Чистокровный конек» с использованием оригинальных запчастей Ford с указанием даты.
Просмотреть все 52 фото52 . Восстановленный задний мост — это произведение автомобильного искусства и основная часть задней подвески классического Мустанга.
Как отремонтировать ось CV
Если вы хотите восстановить ось CV, вы хотите возродить немного утерянного искусства.Как мы упоминали в видео выше, самостоятельная перестройка осей CV обычно не очень рентабельна, поскольку уже отремонтированные оси, вероятно, доступны для вашего автомобиля по очень разумной цене. Если вам нравится идея смазки, вы действительно пытаетесь сэкономить на копейках или не можете найти ось для своего автомобиля, тогда вы попали в нужное место!
Если ваш пыльник оси не полностью разорван и вы не ездили в чрезвычайно суровых условиях, велика вероятность, что ваши подшипники будут в хорошем состоянии после того, как вы разобрали все детали. В этом случае все, что вам нужно для восстановления оси, — это новые башмаки и зажимы для их фиксации. Иногда вы можете найти сапоги с прямой посадкой, специально сделанные для оси вашего автомобиля, но в других случаях вам может потребоваться просто измерить диаметр оси и диаметр внешней стороны корпуса CV и найти пыльник, который подойдет. Помимо пыльника, вам понадобится новая смазка и новые стопорные кольца, чтобы все скрепить.
В этом случае все, что вам нужно для восстановления оси, — это новые башмаки и зажимы для их фиксации. Иногда вы можете найти сапоги с прямой посадкой, специально сделанные для оси вашего автомобиля, но в других случаях вам может потребоваться просто измерить диаметр оси и диаметр внешней стороны корпуса CV и найти пыльник, который подойдет. Помимо пыльника, вам понадобится новая смазка и новые стопорные кольца, чтобы все скрепить.
Самая сложная часть разборки большинства осей CV, будь то сторона трансмиссии, как мы изобразили в этом видео, или сторона ступицы (они выглядят очень по-разному внутри), — это найти стопорные кольца, скрепляющие все вместе.Лучшая практика, которую мы обнаружили, — это отрезать старый пыльник, а затем начать счищать как можно больше жира, прежде чем начинать дергать или разбирать что-либо. Как только вы удалите старую смазку, вы сможете легко увидеть стопорные кольца, удерживающие детали вместе, и сможете разобрать ось, ничего не сломав.
Уловки по ремонту оси CV:
- Ожидайте, что она будет грязной.
 держите под рукой много бумажных полотенец и чистящее средство для рук, и мы настоятельно рекомендуем надевать перчатки, пока вы очищаете старую смазку и устанавливаете новую.Здесь мы не рекомендуем использовать магазинную тряпку, потому что вы никогда не вытянете из нее всю смазку.
держите под рукой много бумажных полотенец и чистящее средство для рук, и мы настоятельно рекомендуем надевать перчатки, пока вы очищаете старую смазку и устанавливаете новую.Здесь мы не рекомендуем использовать магазинную тряпку, потому что вы никогда не вытянете из нее всю смазку. - Вспомните, как все развалилось. Особенно на стороне ступицы, может быть легко просто позволить шарикоподшипникам выпасть из клетки и забыть, что пошло в какую сторону. Делайте снимки, делайте заметки или делайте пометки, чтобы помочь вам собрать вещи таким же образом.
- Замена стопорных колец может впоследствии избавить вас от многих проблем. Если стопорное кольцо выходит из строя во время движения, это может привести к выскальзыванию оси из ступицы или трансмиссии и действительно вызвать некоторые проблемы.
- Используйте хомуты для крепления новых башмаков. Хомуты с факторным обжимом отлично работают, если они точно подходящего размера и у вас есть инструмент для их обжатия, но для ремонтных мастерских своими руками хомуты для шлангов дешевы и просты!
Не забудьте подписаться на наш канал, чтобы увидеть больше отличных обучающих видео под капотом!
Как разобрать задний мост и восстановить узел
Восстановление узла заднего моста
Мустанги первого поколения поставлялись с завода с одним из трех узлов заднего моста: 71⁄4-, 8- или 9-дюймовым. Размер оси для данного автомобиля зависел от ряда факторов, включая объем двигателя, уровень отделки салона и выбор опций. В качестве общей рекомендации, оси диаметром 71⁄4 дюйма были найдены в 6-цилиндровых автомобилях, 8-дюймовая ось была найдена в большинстве малоблочных автомобилей V-8, а 9-дюймовая была зарезервирована для малых или больших блоков. спецтехника. Есть исключения из правил, например, с нашим 1968 GT. Он поставлялся с 9-дюймовым задним мостом, хотя это всего лишь 302-цилиндровый двигатель V-8, потому что это также версия GT с карбюратором на 4 барреля, и поэтому он считается высокопроизводительным автомобилем.Есть простой способ определить 9-дюймовую заднюю часть. Если гнездо не подходит для двух нижних гаек заднего конца и необходимо использовать гаечный ключ с открытым зевом или накидной ключ, то это 9-дюймовый.
Размер оси для данного автомобиля зависел от ряда факторов, включая объем двигателя, уровень отделки салона и выбор опций. В качестве общей рекомендации, оси диаметром 71⁄4 дюйма были найдены в 6-цилиндровых автомобилях, 8-дюймовая ось была найдена в большинстве малоблочных автомобилей V-8, а 9-дюймовая была зарезервирована для малых или больших блоков. спецтехника. Есть исключения из правил, например, с нашим 1968 GT. Он поставлялся с 9-дюймовым задним мостом, хотя это всего лишь 302-цилиндровый двигатель V-8, потому что это также версия GT с карбюратором на 4 барреля, и поэтому он считается высокопроизводительным автомобилем.Есть простой способ определить 9-дюймовую заднюю часть. Если гнездо не подходит для двух нижних гаек заднего конца и необходимо использовать гаечный ключ с открытым зевом или накидной ключ, то это 9-дюймовый.
Этот технический совет взят из полной книги,
КАК ВОССТАНОВИТЬ MUSTANG 1964 1 / 2-1973 . Подробное руководство по этой теме вы можете найти по этой ссылке: УЗНАТЬ БОЛЬШЕ ОБ ЭТОЙ КНИГЕ ЗДЕСЬ ПОДЕЛИТЬСЯ СТАТЬЕЙ: Пожалуйста, не стесняйтесь поделиться этим сообщением в Facebook / Twitter / Google+ или на любых автомобильных форумах или блогах, которые вы читаете. Вы можете использовать кнопки социальных сетей слева или скопировать и вставить ссылку на веб-сайт: https://www.diyford.com/mustangs-disassmble-rear-axle-rebuild-assembly/
Вы можете использовать кнопки социальных сетей слева или скопировать и вставить ссылку на веб-сайт: https://www.diyford.com/mustangs-disassmble-rear-axle-rebuild-assembly/
Я не могу показать, как перестроить каждую возможную итерацию или комбинацию узла оси и транспортного средства; скорее, я сосредотачиваюсь на восстановлении 9-дюймовой модели 1968 года и включаю информацию о других версиях по мере продвижения; основные процессы по-прежнему применяются.
После снятия заднего моста с автомобиля необходимо его осмотреть.Если на задней оси есть действующий заводской идентификационный ярлык, он говорит вам, с чем вы имеете дело. Вы можете определить передаточное число, тип дифференциала (открытый или Traction-Lok), дату сборки и заводской код. Существуют также другие идентификаторы, такие как «базовый код», который обозначает конкретную модель оси, а также другие коды, связанные с взаимозаменяемостью.
Дальнейший визуальный осмотр может выявить признаки утечки и другие возможные проблемы, такие как ржавчина или повреждение корпуса.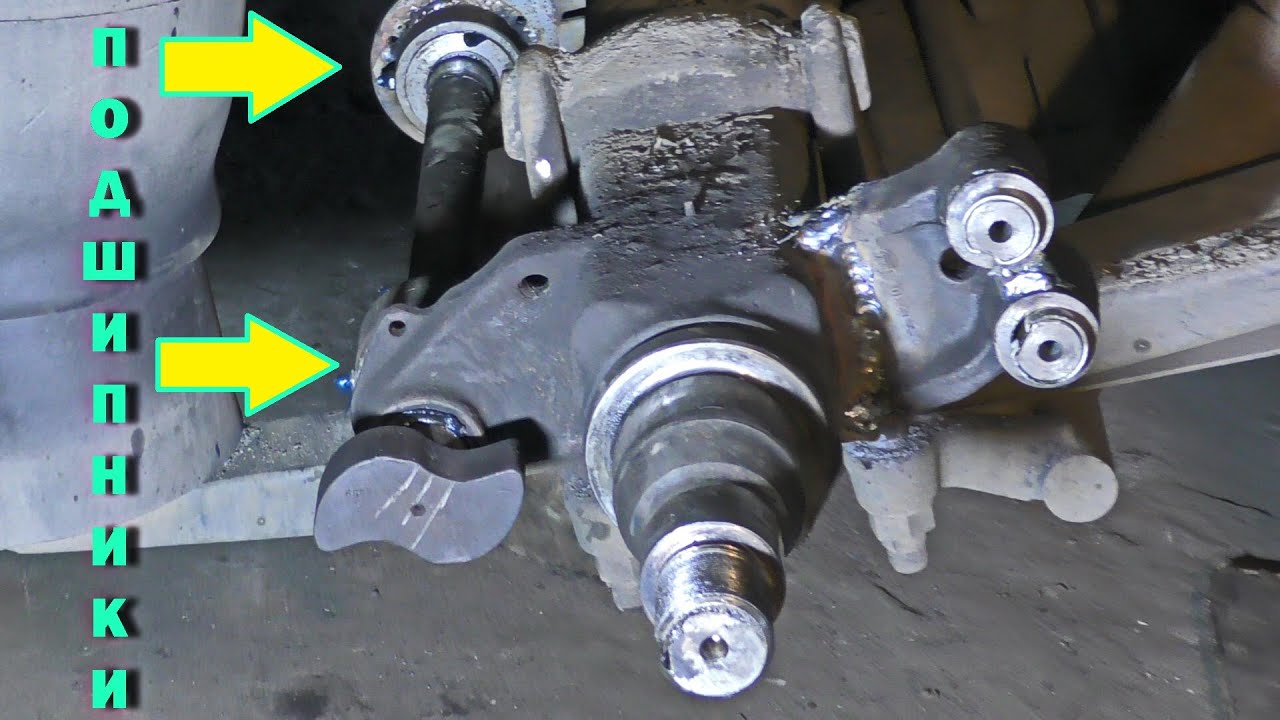 Утечки из уплотнений, прокладок или вентиляционной трубки обычно проявляются в виде темных участков на осевых трубках.Если бы это было очень постепенное просачивание жидкости, она все еще могла бы казаться относительно сухой. Более серьезные утечки влажные на ощупь и довольно очевидны. Также возможна утечка из других источников, например, из колесных цилиндров. Поскольку вы восстанавливаете заднюю часть и устанавливаете все новые уплотнения, прокладки и т. Д., Утечка, как правило, не вызывает беспокойства, если только она не связана с каким-либо образом поврежденных уплотняющих поверхностей, например из-за ржавчины, деформации или иного отсутствия металла. Такие проблемы нужно ремонтировать.
Утечки из уплотнений, прокладок или вентиляционной трубки обычно проявляются в виде темных участков на осевых трубках.Если бы это было очень постепенное просачивание жидкости, она все еще могла бы казаться относительно сухой. Более серьезные утечки влажные на ощупь и довольно очевидны. Также возможна утечка из других источников, например, из колесных цилиндров. Поскольку вы восстанавливаете заднюю часть и устанавливаете все новые уплотнения, прокладки и т. Д., Утечка, как правило, не вызывает беспокойства, если только она не связана с каким-либо образом поврежденных уплотняющих поверхностей, например из-за ржавчины, деформации или иного отсутствия металла. Такие проблемы нужно ремонтировать.
Наш задний мост в сборе показал признаки незначительной утечки из уплотнений оси, а также из вентиляционной трубки.Мы также подозреваем, что немного повлияли колесные цилиндры тормозов. Все утечки, вероятно, произошли из-за того, что автомобиль простоял так долго без управления. Уплотнения затвердевают из-за сидения, а вентиляционный шланг сломан, в том числе из-за потери гибкости из-за возраста. Важно то, что весь металл был великолепен; без коробления, без ржавчины и т. д.
Разборка
Сборка заднего моста не особенно сложна, но требует специального оборудования из-за большой силы, необходимой в некоторых процедурах разборки.Если у вас нет в вашем распоряжении тяжелых инструментов, таких как ударные пистолеты и головки для приводов 1/2 дюйма, вам следует подумать о передаче работы в магазин, который есть, предпочтительно тот, который специализируется на работе с осями. Вы будете
также нуждается в приличной силе верхней части тела и, в идеале, в каком-то креплении, чтобы надежно удерживать заднюю часть во время работы. Вы можете недорого построить светильник из дерева или, если у вас
удобен со сварочным аппаратом, стальной пластиной и трубками. Большой верстак тоже подходит для этой цели, но для некоторых задач он не так удобен.
Ремонт картера заднего моста и мостов
После того, как все основные детали будут разделены, их можно поместить в очиститель для деталей, чтобы удалить большую часть жира и грязи. Мы не будем повторно использовать такие вещи, как подшипники и уплотнения, поэтому мы просто оставили их на время. Время, необходимое в баке, зависит от состояния деталей, но, как правило, оно не должно быть слишком долгим, если у вас есть приличная моечная машина. Если вы все же оставите резиновые или мягкие детали (например, демпферный амортизатор с шестерней), убедитесь, что температура недостаточно высока, чтобы вызвать какие-либо повреждения.
Первое, что нужно сделать — это убедиться, что картер оси ровный. После того, как мы узнали, что картер оси жизнеспособен, мы приступили к процессу восстановления его практически до нового состояния, сняв его до металла. Подобно тому, что мы сделали с картером оси, мы позаботились о том, чтобы оси, которые мы намеревались установить, также были в хорошем состоянии, в первую очередь с точки зрения прямолинейности.
Восстановление центральной секции и дифференциала
Центральная часть и дифференциал — вот что придает задней оси индивидуальность.Центральная часть определяет его прочность и производительность, а дифференциал в основном обеспечивает ходовые качества и тяговые характеристики. Кольцо-шестерня, конечно же, влияет на все это, а также может быть источником самой распространенной проблемы с задними мостами: нежелательного шума. Я постараюсь сделать наши оригинальные компоненты более подходящими для нашего предполагаемого использования в качестве круизера выходного дня.
Разборка заднего моста
ВОССТАНОВЛЕНИЕ MUSTANG: РАЗБОРКА ЗАДНЕЙ ОСИ — ШАГ № 01
Процесс разборки начинается со снятия осей.Сначала снимите гайки, которыми крепятся стопорные пластины осевого подшипника. Затем вы также можете снять более мелкие детали, такие как штуцер вентиляционного шланга, а также различные тормозные магистрали и соответствующие кронштейны и т. Д. Обязательно храните их в надежном месте, так как замена не всегда доступна, а те, которые могут быть сняты. t всегда выглядят так же, как оригинальные заводские детали Ford.
Д. Обязательно храните их в надежном месте, так как замена не всегда доступна, а те, которые могут быть сняты. t всегда выглядят так же, как оригинальные заводские детали Ford.
ВОССТАНОВЛЕНИЕ MUSTANG: РАЗБОРКА ЗАДНЕЙ ОСИ — ШАГ № 02
Для снятия осей с задней части этого типа необходим скользящий молоток из-за посадки с натягом между подшипниками оси и корпуса и возраста деталей.В других типах задних дифференциалов используются другие методы удержания, и они могут не потребоваться. Следите за ослабленным тормозом в сборе.
ВОССТАНОВЛЕНИЕ MUSTANG: РАЗБОРКА ЗАДНЕЙ ОСИ — ЭТАП № 03
Освободив подшипник из корпуса, снимите ось и тормозной механизм. Поищите в трансмиссионном масле любые неровности (цвет, текстуру, запах и т. Д.). У нас было особенно темно, потому что машина стояла очень долго. Осмотрите каждый конец трубы, чтобы убедиться в отсутствии следов ржавчины или точечной коррозии.Небольшие потертости от побоев — это нормально. Подшипники имеют прессовую посадку и не должны двигаться; Признаков вращения подшипника быть не должно. Если есть какие-либо повреждения в области дорожки качения подшипника, конец трубы можно отрезать и установить новый конец. Эту работу должен выполнять мастерский по ремонту осей.
Подшипники имеют прессовую посадку и не должны двигаться; Признаков вращения подшипника быть не должно. Если есть какие-либо повреждения в области дорожки качения подшипника, конец трубы можно отрезать и установить новый конец. Эту работу должен выполнять мастерский по ремонту осей.
ВОССТАНОВЛЕНИЕ MUSTANG: РАЗБОРКА ЗАДНЕЙ ОСИ — ШАГ № 04
Используйте съемник для уплотнений, чтобы снять каждое уплотнение оси. Всегда используйте новое уплотнение при работе с задней частью и / или при снятии осей.Это дешевая страховка от утечек. Этот комбинированный скользящий молоток и съемник уплотнений значительно упростили работу. Просто поверните ручку и хлопните! Затем, когда у вас будут все гайки и шайбы с центрального корпуса, его можно будет снять. Обычно его нужно поднять с одной стороны, а затем покачивать взад и вперед, чтобы освободить шипы. Будьте осторожны при использовании отвертки или другого клина для отделения центрального корпуса от основного корпуса, потому что вы не должны поцарапать и / или вдавить уплотнительную поверхность прокладки, что приведет к утечке. Несколько ударов мягким молотком могут помочь выбить центральную часть и шестерни из корпуса.
Несколько ударов мягким молотком могут помочь выбить центральную часть и шестерни из корпуса.
ВОССТАНОВЛЕНИЕ MUSTANG: РАЗБОРКА ЗАДНЕЙ ОСИ-ШАГ № 05
После очистки картера оси проверьте прямолинейность. Сначала вставьте стержень точного размера в корпус так, чтобы он перекрывал отверстия центральной секции, где крепятся трубы оси. Во-вторых, наденьте ступенчатые заглушки на стержень на каждом конце трубы, чтобы проверить, правильно ли они входят в него.Если трубка не прямая, пробка не войдет.
ВОССТАНОВЛЕНИЕ MUSTANG: РАЗБОРКА ЗАДНЕЙ ОСИ — ШАГ № 06
Для правки корпуса требуется специальный пресс и приспособление. Давление прикладывают к центральному корпусу по одной стороне за раз, пока картер оси не выпрямится. Допустимый допуск зависит от конкретной оси из-за диаметра и длины трубы, но обычно составляет всего несколько тысячных долей дюйма. Пусть это сделает профессионал с подходящим оборудованием и опытом.После того, как корпус будет правильно выпрямлен, вилка полностью войдет.
ВОССТАНОВЛЕНИЕ MUSTANG: РАЗБОРКА ЗАДНЕЙ ОСИ — ШАГ № 07
После того, как корпус будет выпрямлен, его можно полностью очистить в машине Steelabrator. Этот процесс аналогичен струйной очистке сред, за исключением того, что используемый материал состоит из очень мелких стальных шариков, а обрабатываемая деталь прикреплена к вращающемуся приспособлению. Процесс довольно быстрый и происходит в закрытом приспособлении.После обработки Steelabrator картер моста остается таким же нетронутым, как вы могли бы пожелать. Потребуется дополнительная очистка, чтобы удалить остатки носителя, которые остаются внутри детали, но это определенно лучше, чем пытаться нанести на него проволочное колесо или даже попытаться очистить его от носителя на открытом воздухе.
ВОССТАНОВЛЕНИЕ MUSTANG: РАЗБОРКА ЗАДНЕЙ ОСИ — ШАГ № 08
Для замены подшипников оси их необходимо отжать. Необходимо использовать гидравлический пресс и фиксирующие приспособления. Сила, связанная с этой процедурой, очень велика, поэтому будьте особенно осторожны. При снятых подшипниках осмотрите оси, чтобы убедиться в отсутствии задиров / царапин, ямок или других повреждений в области, на которую снова будут опираться подшипники. Также убедитесь, что на месте уплотнения нет канавки.
Сила, связанная с этой процедурой, очень велика, поэтому будьте особенно осторожны. При снятых подшипниках осмотрите оси, чтобы убедиться в отсутствии задиров / царапин, ямок или других повреждений в области, на которую снова будут опираться подшипники. Также убедитесь, что на месте уплотнения нет канавки.
ВОССТАНОВЛЕНИЕ MUSTANG: РАЗБОРКА ЗАДНЕЙ ОСИ — ШАГ № 09
Как и в случае картера оси, каждая ось также проверяется на прямолинейность, хотя используется другая процедура.Каждая ось проверяется на биение с помощью индикатора часового типа после того, как она была закреплена в специальном приспособлении. Ось просто поворачивается, и на циферблате отмечается максимальное отклонение. Обычно желательно биение ± 0,005 дюйма. Одна из наших осей не соответствовала спецификации на 0,007 дюйма, а другая — на 0,003 дюйма. Стандартные оси обычно имеют ход .003 дюйма или около того.
ВОССТАНОВЛЕНИЕ MUSTANG: РАЗБОРКА ЗАДНЕЙ ОСИ — ШАГ № 10
Для выпрямления изогнутой оси давление прикладывается к центру оси после того, как она была повернута в точку с наибольшей ошибкой. Это требует некоторого опыта и рассудительности, но ребятам из Currie Enterprises удалось снизить нашу до 0,001 дюйма всего с одной попытки. При повторном использовании осей рекомендуется взять немного материала ScotchBrite или наждачной бумаги и слегка отполировать область на каждой оси, где устанавливаются подшипники. Он сглаживает поверхность и обеспечивает лучшее прилегание к подшипнику. Оси также проходят обработку Steelabrator перед повторной установкой. Это помогает выявить недостатки и, в меньшей степени, снять напряжение с поверхности осей.Пока оси прямые и не имеют подобных проблем, единственное, что может помешать их повторному использованию (по крайней мере, в немодифицированном автомобиле), — это повреждение шлицев. В любом случае центральная конструкция корпуса делает ось со стороны водителя короче.
Это требует некоторого опыта и рассудительности, но ребятам из Currie Enterprises удалось снизить нашу до 0,001 дюйма всего с одной попытки. При повторном использовании осей рекомендуется взять немного материала ScotchBrite или наждачной бумаги и слегка отполировать область на каждой оси, где устанавливаются подшипники. Он сглаживает поверхность и обеспечивает лучшее прилегание к подшипнику. Оси также проходят обработку Steelabrator перед повторной установкой. Это помогает выявить недостатки и, в меньшей степени, снять напряжение с поверхности осей.Пока оси прямые и не имеют подобных проблем, единственное, что может помешать их повторному использованию (по крайней мере, в немодифицированном автомобиле), — это повреждение шлицев. В любом случае центральная конструкция корпуса делает ось со стороны водителя короче.
Разборка дифференциала
ВОССТАНОВЛЕНИЕ MUSTANG: РАЗБОРКА — ШАГ №1
Чтобы начать разборку центральной секции, снимите болты, удерживающие корпус фиксатора шестерни и демпфер шестерни. Амортизатор шестерни на нашем автомобиле — заводская деталь, которая встречается относительно редко и ее сложно заменить. Это также хорошее время, чтобы снять гайку шестерни. Хотя это довольно трудно найти, Currie Enterprises предлагает новые с подходящим фланцем и уплотнителем, уже применяемым для большинства применений Mustang.
Амортизатор шестерни на нашем автомобиле — заводская деталь, которая встречается относительно редко и ее сложно заменить. Это также хорошее время, чтобы снять гайку шестерни. Хотя это довольно трудно найти, Currie Enterprises предлагает новые с подходящим фланцем и уплотнителем, уже применяемым для большинства применений Mustang.
ВОССТАНОВЛЕНИЕ MUSTANG: ДРУГАЯ РАЗБОРКА — ШАГ №2
На противоположной стороне центральной секции снимите стопорные лапки регулировочной гайки и их болты перед снятием крышек коренных подшипников.Вывернув болты крышки подшипника, осторожно снимите крышки и регулировочные гайки. Затем выньте дифференциал в сборе с прикрепленным зубчатым венцом.
ВОССТАНОВЛЕНИЕ MUSTANG: ДРУГАЯ РАЗБОРКА — ШАГ № 3
Чтобы снять зубчатый венец с дифференциала, отверните болты и затем молотком с мягким покрытием выбейте зубчатый венец. Ударьте по разным областям вокруг зубчатого венца сзади — не ударяйте его в одно и то же место.
ВОССТАНОВЛЕНИЕ MUSTANG: ДРУГАЯ РАЗБОРКА — ШАГ №4
Чтобы снять ведущую шестерню и ее фиксатор подшипника, надежно удерживайте центральную часть, а затем поместите большой стержень или пуансон в центр ведущей шестерни на направляющий подшипник.Постучите по нему молотком, чтобы ослабить. В центре ведущей шестерни есть отверстие с резьбой, которое отлично подходит для этого. Освободив шестерню и корпус фиксатора от центрального корпуса, снимите фланец с вала ведущей шестерни с помощью съемника. Затем шестерню и подшипники можно отсоединить от держателя шестерни.
ВОССТАНОВЛЕНИЕ MUSTANG: ДРУГАЯ РАЗБОРКА — ШАГ №5
Наружные кольца подшипников можно выдавить из держателя шестерни.Замените их новыми деталями. Их два, по одному в каждую сторону. Они помещаются в обработанные карманы по обе стороны от центральной кромки. Их можно установить сейчас, потому что с этой частью не будет производиться никакая другая работа. Используйте достаточно большой инструмент из мягкого металла, чтобы не повредить их при вдавливании.
Используйте достаточно большой инструмент из мягкого металла, чтобы не повредить их при вдавливании.
ВОССТАНОВЛЕНИЕ MUSTANG: ДРУГАЯ РАЗБОРКА — ШАГ №6
Корпус фиксатора шестерни имеет канавку для уплотнительного кольца на втулке, которая находится внутри центрального корпуса. Это связано с тем, что для обеспечения надлежащего предварительного натяга пакета подшипников шестерни используются прокладки переменной толщины.Обычная прокладка не подойдет, потому что она не будет достаточно точной и прочной. Прокладку, как правило, можно использовать повторно, если она обеспечивает правильную посадку. Однако уплотнительное кольцо, которое закрывает фиксатор шестерни, всегда следует заменять.
ВОССТАНОВЛЕНИЕ MUSTANG: ДРУГАЯ РАЗБОРКА — ШАГ № 7
Используйте оправку подходящего размера или соответствующий размер гнезда, чтобы снять направляющий подшипник с центральной секции.
ВОССТАНОВЛЕНИЕ MUSTANG: ДРУГАЯ РАЗБОРКА — ШАГ № 8
Мы решили перейти с обычного / открытого дифференциала на дифференциал повышенного трения. Ограниченное скольжение обеспечивает лучшее сцепление с дорогой, особенно при использовании стандартных шин.
Ограниченное скольжение обеспечивает лучшее сцепление с дорогой, особенно при использовании стандартных шин.
ВОССТАНОВЛЕНИЕ MUSTANG: ДРУГАЯ РАЗБОРКА — ШАГ № 9
Новые конические роликоподшипники необходимо аккуратно и полностью прижать к обеим сторонам нового дифференциала. Во избежание повреждения подшипника необходимо использовать втулку / инструмент подходящего размера, который контактирует только с внутренним кольцом каждого подшипника.
Дифференциал в сборе
ВОССТАНОВЛЕНИЕ MUSTANG: ДРУГАЯ СБОРКА — ШАГ № 1
Если оригинальные зубчатые венцы и шестерни в хорошем состоянии, их следует использовать повторно, поскольку они, как правило, согласованы на заводе.Здесь мы видим маркировку / выемку на внутренней поверхности зубчатого венца, чтобы ее можно было правильно выровнять с ведущей шестерней во время установки. Мы выделили его желтой консистентной краской, чтобы было легче увидеть, когда мы опускаем дифференциал. Болты коронной шестерни у обычного дифференциала отличаются от дифференциала повышенного трения. В первом случае используется болт с большей головкой, а во втором — комбинация более длинного болта и шайбы. Эти болты не меняются местами. Практически каждый болт в узле задней оси также должен быть собран с соответствующим типом и количеством применяемых фиксаторов резьбы.
Болты коронной шестерни у обычного дифференциала отличаются от дифференциала повышенного трения. В первом случае используется болт с большей головкой, а во втором — комбинация более длинного болта и шайбы. Эти болты не меняются местами. Практически каждый болт в узле задней оси также должен быть собран с соответствующим типом и количеством применяемых фиксаторов резьбы.
ВОССТАНОВЛЕНИЕ MUSTANG: ДРУГАЯ СБОРКА — ШАГ № 2
Сначала на дифференциал необходимо установить коронную шестерню. Вкрутите болты, а затем, используя звездообразный узор, затягивайте их, чтобы постепенно надевать зубчатый венец на дифференциал. Постепенно затягивайте болты вокруг зубчатого венца, чтобы оно не заедало и не прилипало к дифференциалу. Лучше всего медленно переходить от болта к болту и делать только один или два поворота в каждой точке. Когда зубчатый венец окончательно встанет на место, используйте динамометрический ключ для окончательной затяжки до соответствующей спецификации. Лучше всего сделать это за пару шагов и здесь также использовать звездчатый узор. Это занимает больше времени, но окупается меньшим шумом и меньшим износом.
Лучше всего сделать это за пару шагов и здесь также использовать звездчатый узор. Это занимает больше времени, но окупается меньшим шумом и меньшим износом.
ВОССТАНОВЛЕНИЕ MUSTANG: ДРУГАЯ СБОРКА — ШАГ № 3
Как и коронная шестерня, ведущая шестерня также имеет маркировку, которая помогает обеспечить правильное выравнивание во время установки. Мы также отмечаем это жирной краской.
ВОССТАНОВЛЕНИЕ MUSTANG: ДРУГАЯ СБОРКА — ШАГ № 4
После того, как новый подшипник был напрессован на ведущую шестерню, соответствующую распорную втулку необходимо поместить рядом с подшипником, прежде чем он будет собран с другим подшипником и корпусом фиксатора шестерни.Если нет повреждений или чрезмерного износа, прокладку, как и прокладку, которая проходит между корпусом фиксатора шестерни и центральной частью, следует использовать повторно. Эти компоненты должны иметь правильные размеры и должны быть правильно собраны, чтобы шестерня могла быть правильно расположена так, чтобы можно было получить соответствующую величину люфта шестерни.
ВОССТАНОВЛЕНИЕ MUSTANG: ДРУГАЯ СБОРКА — ШАГ №5
После того, как подшипники и распорная втулка будут правильно собраны в корпус фиксатора шестерни, можно также установить новое уплотнение.Необходимо лишь слегка смазать уплотнение и осторожно вставить на место.
ВОССТАНОВЛЕНИЕ MUSTANG: ДРУГАЯ СБОРКА — ШАГ № 6
Уплотняющую поверхность фланца следует слегка отполировать, чтобы удалить любые дефекты поверхности, прежде чем вдавливать ее на ведущую шестерню. Пока нет глубоких бороздок или царапин, эту деталь почти всегда можно использовать повторно. Даже при незначительном износе и / или нарезании канавок дополнительные втулки могут восстановить поверхность уплотнения фланца до надлежащего качества и размеров.Обычно на них слегка надавливают и удерживают с помощью клея.
ВОССТАНОВЛЕНИЕ MUSTANG: ДРУГАЯ СБОРКА — ШАГ № 7
Фланец и его встроенный дефлектор прижимаются к новому уплотнению и подшипникам. Уплотнение должно легко скользить по поверхности фланца из-за легкой смазки, которую мы нанесли ранее. Когда фланец полностью сидит на ведущей шестерне, установите и затяните гайку ведущей шестерни.
Уплотнение должно легко скользить по поверхности фланца из-за легкой смазки, которую мы нанесли ранее. Когда фланец полностью сидит на ведущей шестерне, установите и затяните гайку ведущей шестерни.
ВОССТАНОВЛЕНИЕ MUSTANG: ДРУГАЯ СБОРКА — ШАГ № 8
Пришло время установить новый направляющий подшипник.Это еще один пример того, когда нет смысла повторно использовать старую часть, поэтому вставьте новую. Подайте давление на внешнее кольцо, чтобы убедиться, что оно полностью установлено. После того, как он полностью вошел в корпус, установите пружинный зажим / фиксатор.
ВОССТАНОВЛЕНИЕ MUSTANG: ДРУГАЯ СБОРКА — ШАГ № 9
Временно установите узел фиксатора шестерни на центральный корпус, используя только три из пяти болтов. Нанесите немного смазки на контактную поверхность. Это помогает предотвратить заедание нового уплотнительного кольца на корпусе фиксатора шестерни или иное повреждение при соединении корпуса с центральной частью. Обязательно сотрите все излишки, которые могут попасть на поверхность в месте установки прокладки. Сначала поместите оригинальную прокладку или соответствующий заменитель на корпус, а затем осторожно опустите узел в корпус. На этом этапе проверьте люфт шестерни.
Обязательно сотрите все излишки, которые могут попасть на поверхность в месте установки прокладки. Сначала поместите оригинальную прокладку или соответствующий заменитель на корпус, а затем осторожно опустите узел в корпус. На этом этапе проверьте люфт шестерни.
ВОССТАНОВЛЕНИЕ MUSTANG: ДРУГАЯ СБОРКА — ШАГ № 10
Поверните ведущую шестерню так, чтобы индексная метка была направлена туда, где идет коронная шестерня. Установите внешние кольца подшипников на конусы подшипников и совместите желтую метку на кольцевой шестерне с меткой на шестерне.Это гарантирует, что соответствующие зубья останутся выровненными, когда вы опустите коронную шестерню на шестерню. Установите регулировочные гайки рядом с наружными кольцами подшипников.
ВОССТАНОВЛЕНИЕ MUSTANG: ДРУГАЯ СБОРКА — ШАГ № 11
Все компоненты должны выглядеть так до установки крышек подшипников. Индексные метки выполнили свою задачу по выравниванию правильных зубцов на шестернях, но сейчас они почти не видны. Регулировочные гайки должны плотно прилегать к дорожкам подшипников и не наклоняться перед тем, как надеть колпачки.
Регулировочные гайки должны плотно прилегать к дорожкам подшипников и не наклоняться перед тем, как надеть колпачки.
ВОССТАНОВЛЕНИЕ MUSTANG: ДРУГАЯ СБОРКА — ШАГ № 12
Установите болты крышки подшипника, но не затягивайте их полностью. Сделайте их достаточно плотно прилегающими, чтобы они не двигались при перемещении регулировочных гаек или при вращении шестерен. Шестерни должны двигаться плавно.
ВОССТАНОВЛЕНИЕ MUSTANG: ДРУГАЯ СБОРКА — ШАГ № 13
Измерьте люфт шестерни, установив циферблатный индикатор, как показано.Для подержанных шестерен вы должны увидеть от 0,012 до 0,013 дюйма, максимум 0,015 дюйма. Новые шестерни должны быть в диапазоне от 0,010 до 0,012 дюйма. Эти цифры относятся к нашей конкретной установке. В руководстве по ремонту Ford приведены данные для других автомобилей.
ВОССТАНОВЛЕНИЕ MUSTANG: ДРУГАЯ СБОРКА — ШАГ № 14
После определения того, что люфт шестерен находится в допустимых пределах, пора проверить зацепление шестерен. Нанесите белую смазку или состав для проверки зазора на зубчатый венец и вращайте шестерни, чтобы распределить смазку между зубьями шестерни.Проверьте рисунок, чтобы убедиться, что он распределен равномерно, что указывает на правильное зацепление зубьев шестерни. Поверните регулировочные гайки с каждой стороны дифференциала, чтобы изменить его положение, пока не получите правильную схему зацепления. Вы хотите, чтобы узор был ровным и центрировался на каждом зубе шестерни. Полную процедуру проверки и соответствующие диаграммы шаблонов можно найти в руководстве.
Нанесите белую смазку или состав для проверки зазора на зубчатый венец и вращайте шестерни, чтобы распределить смазку между зубьями шестерни.Проверьте рисунок, чтобы убедиться, что он распределен равномерно, что указывает на правильное зацепление зубьев шестерни. Поверните регулировочные гайки с каждой стороны дифференциала, чтобы изменить его положение, пока не получите правильную схему зацепления. Вы хотите, чтобы узор был ровным и центрировался на каждом зубе шестерни. Полную процедуру проверки и соответствующие диаграммы шаблонов можно найти в руководстве.
ВОССТАНОВЛЕНИЕ MUSTANG: ДРУГАЯ СБОРКА — ШАГ № 15
При наличии подходящего набора сеток установите стопорные лапки и их стопорные гайки.Возможно, вам придется немного повернуть гайки, чтобы язычок подошел правильно. Это небольшое изменение не повлияет на настройку, пока вы перемещаете гайку только в ближайшее отверстие для каждого выступа. В общем, гайки лучше повернуть так, чтобы они двигались к подшипникам, а не от них.
ВОССТАНОВЛЕНИЕ MUSTANG: ДРУГАЯ СБОРКА — ШАГ №16
Осторожно затяните болты крышек подшипников с окончательным крутящим моментом, указанным для вашего конкретного применения.Лучше всего делать одно ограничение за раз и делать это за пару шагов, а не пытаться достичь окончательного значения за один раз.
ВОССТАНОВЛЕНИЕ MUSTANG: ДРУГАЯ СБОРКА — ШАГ № 17
Затем установите демпфер ведущей шестерни и оставшиеся болты крепления корпуса шестерни. Установите демпфирующие болты шестерни и используйте резьбовой герметик. После того, как они были установлены и затянуты, снимите оставшиеся два болта, которые были установлены ранее. Примените к ним фиксатор резьбы, а затем установите и затяните их так же, как и остальные.
ВОССТАНОВЛЕНИЕ MUSTANG: ДРУГАЯ СБОРКА — ШАГ № 18
Хороший совет — вынуть пробку заливного отверстия и снова вставить ее, чтобы убедиться, что она не заклинивает за долгие годы. Если его трудно удалить, воспользуйтесь подходящей проникающей смазкой, чтобы ослабить его. Небольшое нанесение противозадирного состава на резьбу (и только на резьбу) может облегчить удаление этой заглушки позже. Центральную секцию и связанные с ней детали теперь можно окрашивать распылением, чтобы предотвратить ржавление поверхности.Будьте осторожны, не допускайте попадания слишком большого количества брызг на поверхности, на которые будут опираться подшипники карданного шарнира, поскольку это может затруднить их установку. Не допускайте попадания краски на поверхность прокладки.
Если его трудно удалить, воспользуйтесь подходящей проникающей смазкой, чтобы ослабить его. Небольшое нанесение противозадирного состава на резьбу (и только на резьбу) может облегчить удаление этой заглушки позже. Центральную секцию и связанные с ней детали теперь можно окрашивать распылением, чтобы предотвратить ржавление поверхности.Будьте осторожны, не допускайте попадания слишком большого количества брызг на поверхности, на которые будут опираться подшипники карданного шарнира, поскольку это может затруднить их установку. Не допускайте попадания краски на поверхность прокладки.
Ось в сборе
ВОССТАНОВЛЕНИЕ MUSTANG: СБОРКА ALEX — ШАГ №1
Очистите картер оси проволочной щеткой и проволочными колесами, чтобы удалить все остатки процесса Steelabrator. Обратите особое внимание на область за шпильками, где крепится центральная секция.Сложенная губа в этой области может легко удерживать остатки. Тщательно продуйте корпус сжатым воздухом.
ВОССТАНОВЛЕНИЕ MUSTANG: СБОРКА ALEX — ШАГ №2
В качестве дополнительной меры безопасности установите достаточно сильный постоянный магнит в нижнюю часть картера моста. Сила магнита должна быть более чем достаточной, чтобы удерживать его на месте, но использование подходящей эпоксидной смолы или RTV также не повредит. Магнит помогает улавливать любые случайные остатки от Steelabrator и притягивает большую часть мелких металлических частиц, образующихся в результате нормального износа.
ВОССТАНОВЛЕНИЕ MUSTANG: СБОРКА ALEX — ШАГ № 3
Осмотрите концы трубок, чтобы убедиться, что они чистые, и установите правильные болты, чтобы удерживать опорную пластину тормоза. Для разных автомобилей использовались заводские стопорные болты и размеры подшипников оси. Автомобили с более низкими характеристиками и / или меньшего размера получили подшипник меньшего размера (например, наш 1968 GT). В этих автомобилях используется больший фланцевый болт (слева). Этот болт не ударил бы большую чашку подшипника, используемую на более тяжелых и / или высокопроизводительных транспортных средствах, поэтому они поставлялись с меньшим фиксатором фланца (справа).Оба типа использовались на Мустангах первого поколения.
Этот болт не ударил бы большую чашку подшипника, используемую на более тяжелых и / или высокопроизводительных транспортных средствах, поэтому они поставлялись с меньшим фиксатором фланца (справа).Оба типа использовались на Мустангах первого поколения.
ВОССТАНОВЛЕНИЕ MUSTANG: СБОРКА ALEX — ШАГ №4
Могут быть установлены новые уплотнения оси. Смажьте уплотнение на кромке уплотнения и на внешнем диаметре, чтобы оно легко входило в картер оси, а ось — в него. Настоятельно рекомендуется использовать соответствующий установочный инструмент, такой как показано, чтобы избежать повреждения уплотнения, которое может привести к утечкам. Обязательно полностью установите уплотнение.
ВОССТАНОВЛЕНИЕ MUSTANG: СБОРКА ALEX — ШАГ №5
Установите прокладку центральной секции.Нанесите тонкую полоску герметика RTV полностью вокруг уплотняемой поверхности корпуса. Убедитесь, что вы полностью окружили каждую шпильку полоской герметика. Поместите прокладку на шпильки и слегка постучите ею по герметику внизу, а затем нанесите еще RTV аналогичным образом на верхнюю часть прокладки.
Поместите прокладку на шпильки и слегка постучите ею по герметику внизу, а затем нанесите еще RTV аналогичным образом на верхнюю часть прокладки.
ВОССТАНОВЛЕНИЕ MUSTANG: СБОРКА ALEX — ШАГ №6
Установите центральную секцию на корпус. Если возможно, используйте заводские медные шайбы под гайки.Если они были слишком изношены / повреждены, доступны алюминиевые версии. Затяните гайки с правильной спецификацией. Две нижние гайки необходимо затянуть вручную.
ВОССТАНОВЛЕНИЕ MUSTANG: СБОРКА ALEX — ШАГ № 7
Затем можно установить отремонтированные опорные пластины тормозов. Поместите правильную волоконную прокладку между опорной пластиной и фланцем оси.
ВОССТАНОВЛЕНИЕ MUSTANG: СБОРКА ALEX — ШАГ № 8
Если необходимо заменить шпильки оси из-за повреждения или возраста, самое время это сделать.В автомобилях с дисковыми тормозами используются шпильки, которые немного отличаются от шпилек, чем в автомобилях с барабанными тормозами, поскольку для дисков требуется небольшой выступ у основания шпильки, чтобы резьба не касалась ротора. Вам понадобится магазинный пресс для снятия и установки шпилек.
Вам понадобится магазинный пресс для снятия и установки шпилек.
ВОССТАНОВЛЕНИЕ MUSTANG: СБОРКА ALEX — ШАГ № 9
После установки новых стопорных пластин (для опорных пластин тормозов) можно запрессовать подшипники оси. Осевые подшипники следует запрессовать на ось только один раз, потому что они теряют часть своего материала при установке, а подшипники дешевле и их легче заменить, чем оси.На бывшей в употреблении оси вам может потребоваться использовать некоторый герметик для резьбы (даже под новый подшипник), чтобы убедиться, что посадка правильная.
ВОССТАНОВЛЕНИЕ MUSTANG: СБОРКА ALEX — ШАГ № 10
Теперь каждую ось можно установить в соответствующую трубу. Как и в случае их извлечения, необходим скользящий молоток или аналогичный инструмент для запрессовки подшипников на оси. Обязательно полностью установите подшипники. При наезде на подшипник звук удара меняется, когда подшипники полностью сядут. Затем можно установить гайки удерживающей пластины и должным образом затянуть.
Затем можно установить гайки удерживающей пластины и должным образом затянуть.
ВОССТАНОВЛЕНИЕ MUSTANG: СБОРКА ALEX — ШАГ №11
Установите новые тормозные барабаны, и вы получите полностью отремонтированный и усовершенствованный узел заднего моста. Обычно устанавливаются тормозные магистрали и другие детали, а затем вся сборка окрашивается и подготавливается для установки в автомобиль. Поскольку в главе 9 мы будем модернизировать тормоза, мы оставляем заднюю часть неокрашенной для приваривания дополнительных кронштейнов и связанных с ними предметов.Если вы планируете установить ось в автомобиле без таких изменений, она была бы готова к работе после покраски и установки тормозных магистралей, вентиляционного шланга и т. Д.
У нашей машины не было явных проблем с задней осью, поэтому она была достаточно тихой и плавной. Мы просто посчитали целесообразным (он так долго сидел) убедиться, что он будет обеспечивать бесперебойную и надежную работу, соответствующую остальной части реставрации. Мы также хотели модернизировать его до дифференциала повышенного трения, чтобы лучше использовать усовершенствования двигателя с более высокими характеристиками.Как и было до сих пор, мы придерживались в основном оригинальных запчастей Ford, но выбрали их с умом, чтобы получить оптимальный баланс факторов для круизера выходного дня.
Использование дифференциала повышенного трения вместо нашего оригинального открытого блока — единственное реальное отклонение от прямого использования заднего моста в сборе. Это изменение не влияет на общее восстановление, потому что процесс восстановления остальной оси практически идентичен; дифференциал в значительной степени заменяемый компонент.
Автомобиль, который мы восстанавливаем, действительно имеет один из наиболее популярных узлов заднего моста, и процедуры, которые я показываю для него, иллюстрируют концепцию, если не конкретные детали. С самого начала я ясно дал понять, что вам нужно получить конкретную информацию о вашем конкретном автомобиле. Это особенно верно в отношении узла заднего моста, поскольку он требует особого внимания к деталям во время сборки, даже если это относительно большой и тяжелый компонент.
Нам повезло, что мы смогли повторно использовать наши оригинальные зубчатые колеса с зубчатым венцом.Заводские шестерни, даже бывшие в употреблении, часто имеют меньше проблем, чем вторичные шестерни, особенно с шумом. Они не всегда могут быть такими сильными, но это не проблема в нашей ситуации или для большинства проектов. При восстановлении задней оси вам нужно решить, хотите ли вы изменить передаточные числа, установить более сильные компоненты и / или изменить тип дифференциала, который вы используете (как в нашем случае). Мы сохранили простоту и сохранили оригинальные детали, кроме дифференциала. Наше внимание было сосредоточено на восстановлении оригинального внешнего вида автомобиля и нескольких небольших модернизациях для улучшения общих характеристик и управляемости.Следующие ниже процедуры, относящиеся к правильной регулировке шестерен и т. Д., Относятся к этому типу ситуаций и к более агрессивным проектам восстановления.
Повторная сборка
После того, как все узлы были должным образом подготовлены, мы начали собирать задний мост в сборе. Мы убедились, что корпус и оси были прямыми и не имели проблем. Мы установили все новые уплотнения, подшипники и т. Д., Чтобы наша задняя ось прослужила нам годы безотказной работы.Мы перешли на дифференциал повышенного трения, используя OEM-компоненты Ford для повышения производительности. Наконец, несмотря на то, что мы решили придерживаться оригинального набора передач, мы тщательно проверили и отрегулировали все различные параметры и настройки, чтобы обеспечить плавную и бесшумную работу в автомобиле. За исключением тормозов (глава 8), на этом мы в основном закончили. Детали для восстановления узла заднего моста для Mustang первого поколения различаются в зависимости от конкретного применения, но общие концепции являются общими. И вам по-прежнему нужно руководство магазина Ford, чтобы получить конкретные данные для любого конкретного приложения.То, что я показал, должно помочь определить основные темы, представляющие интерес, независимо от того, решите ли вы попытаться восстановить тыл самостоятельно или отправите его.
Написано Фрэнком Бохананом и переиздано с разрешения CarTech Inc
ПОЛУЧИТЕ СДЕЛКУ НА ЭТУ КНИГУ!
Если вам понравилась эта статья, вам понравится вся книга. Нажмите кнопку ниже, и мы отправим вам эксклюзивное предложение на эту книгу.
Реставрация заднего моста Cutlass — LEFT LANE BRAIN
После восстановления и покраски задней ходовой части и рамы стало очевидно, что задняя ось отчаянно нуждается в такой же любви и уходе.Он оригинален для автомобиля и, вероятно, стоит сэкономить на этом достоинстве.
Фотографии до
Вот фотографии до
Область применения
Довольно прямолинейная работа. Я решил оставить ось установленной для работы, хотя, очевидно, было бы удобнее снять ее. Рычаги управления, выхлоп, бензобак и рама просто заклеиваются или закрываются, чтобы предотвратить чрезмерное распыление. Я решил, что это проще, чем снимать ось целиком. Может, так и было, а может, и нет.Сняли колеса и тормозные барабаны. Смотрите нашу статью о восстановлении тормозного барабана ЗДЕСЬ.
Я решил также модернизировать тыквенный кожух заднего моста. Стандартная крышка была в прекрасной форме, хотя и не имела интереса, и мне очень хотелось иметь сливную пробку для замены жидкости. Задняя крышка запаса оставалась на месте для покраски, чтобы ограничить масляный беспорядок и чрезмерное распыление на ось, а затем была установлена новая крышка после того, как краска затвердела. На этом 10-болтовом покрытии HD тоже добавит немного прочности.
Это также отличная возможность обновить стабилизатор поперечной устойчивости или добавить стабилизатор поперечной устойчивости. Перед покраской следует снять стабилизатор поперечной устойчивости, если вы не возражаете, чтобы на него попала краска. Во время этого процесса я решил установить задний стабилизатор поперечной устойчивости в стандартном стиле.
Подготовка
Ось была в значительной степени очищена из-за более ранней реставрации (ССЫЛКА) по покраске задней ходовой части, рамы и областей топливного бака. Однако, особенно возле первоначальной заливной пробки и участков тыквы, годы грязи, ржавчины и жира были толщиной не менее 1/2 дюйма.Я соскреб большую часть смазки шпателем, а затем использовал промышленный обезжириватель, чтобы удалить остатки смазки. На чистку потребовалось много смазки для локтей и около 4 часов, но результаты были хорошими. Часть смазки была настолько старой, что на нее просто не повлияло какое-либо мыло, поэтому я вылил немного бензина и щетку, которая сработала очень хорошо. После бензиновой очистки проблемных мест я зачистил проволокой всю ось, стараясь удалить как можно больше рыхлой ржавчины. Участки, недоступные для проволочного колеса, обрабатывались вручную небольшой проволочной щеткой.Заключительная стирка с мылом и последующей сушкой завершила подготовку.
Краска
Для оси я решил выбрать полностью черный глянцевый, и я очень доволен выбором. В качестве грунтовки был выбран Automotive Primer для покрытий с ржавчиной (Self Etching, хотя на баллончике этого не было).
Я загрунтовал всю область под черный цвет. Опять же, я убедился, что грунтовка была другого цвета, чем краска, чтобы я мог видеть пропущенные участки. Нанесли один слой грунтовки.
Картина пошла очень быстро и легко.Всего было нанесено три слоя глянцевой черной автомобильной эмали. Результаты выглядят великолепно, и я хотел бы сделать это раньше! ОПЯТЬ, я решил поместить всю свою работу в область, которую почти никто не увидит! В какой-то момент мне нужно поработать еще над некоторыми видимыми областями…
После покраски крышка Moser, с которой мы работали, была установлена. Быстрая и простая установка, заняла около 20 минут. Мозер закоротил нам один из 10 требуемых болтов, поэтому окончательную затяжку пришлось отложить до следующего дня. Очень разочарован Мозером за это неосторожное упущение.Послесловия добавили трансмиссионное масло 80w90 (вам понадобится чуть меньше 2 литров на 10 болт). Поскольку крышка была снята, мы также осмотрели шестерни, внутренние детали оси и барабанные тормоза, и все выглядело хорошо.
Результаты
Вот фото после!
Я все еще собираюсь установить блок повышенного трения, но пока он будет хорошо выглядеть.
LEFTLANEBRAIN
Ремонт и замена осей и подшипников
Оси вашего автомобиля жизненно важны для вашей безопасности на дороге.Осевые подшипники так же важны, как и другие предохранительные устройства. Подшипники моста выдерживают весь вес вашего автомобиля и являются важной частью системы рулевого управления и подвески вашего автомобиля. Они соединяют его колеса и помогают вести машину. В большинстве автомобилей оси являются неотъемлемой частью системы рулевого управления, работающей с жидкостью для гидроусилителя руля и другими компонентами, обеспечивающими плавность поворота.
Осевые подшипники — это стержень между двумя колесами, большинство людей думают о слове «ось», которое используется в вагонах или железнодорожных вагонах.Однако большинство осей являются более сложными, и для их проверки и ремонта требуются глаза и опыт кого-то вроде команды All About Automotive .
Большинство современных автомобилей построено с использованием разделенных осей, что означает, что колеса с каждой стороны оси прикреплены к отдельному валу. Разделенные оси позволяют независимую подвеску левого и правого колес, что обеспечивает более плавную езду. Эти современные конструкции также позволяют левому и правому колесам вращаться с разной скоростью при повороте транспортного средства.Позволяя каждой стороне вращаться с разной скоростью, разделенная ось улучшает сцепление с дорогой и продлевает срок службы шин, экономя ваши деньги в долгосрочной перспективе. Этот конкретный компонент называется дифференциалом.
Ось соединена с колесом посредством компонента, называемого ШРУС. Пыльник ШРУСа — это гибкое защитное покрытие, закрывающее шарнир. Если этот пыльник будет поврежден, это может вызвать вытекание смазки из оси, что может вызвать серьезные проблемы.
Если ваш автомобиль поворачивает не так плавно, как обычно, вам может потребоваться ремонт оси, подшипника или какого-либо вида рулевого управления.Принесите свой автомобиль на сайт All About Automotive сегодня, чтобы наша команда экспертов могла осмотреть ваш автомобиль и выполнить ремонт. Если оси вашего автомобиля, подшипники, детали рулевого управления или подвески нуждаются в замене, мы можем найти отличные детали в инвентаре NAPA и установить их для вас, чтобы вы могли быстро вернуться в дорогу.
Ремонт ведущего моста и ШРУСа
Ремонт ведущего моста и ШРУСа | Автосервис Гэри | Florissant
Специалисты Gary’s Auto Service могут квалифицированно осмотреть ведущий мост и ШРУС вашего автомобиля.Мы не хотим, чтобы вы или ваша семья разъезжали по Флориссанту на неисправной и опасной машине, поэтому вы можете рассчитывать на наших автомехаников, которые обеспечат первоклассный ремонт автомобилей. Двигатель вашего автомобиля отвечает за вращение колес. Двигатель производит мощность, но как она передается на наши колеса? Ответ — ведущий мост и ШРУС.
Ведущий мост можно рассматривать как среднего человека. Он получает питание от точки А до точки Б. Если вы слышите эти странные звуки во время вождения, мы рекомендуем как можно скорее принести свой автомобиль в наш магазин:
- Щелчки, повторяющиеся тиканья
- Дрожание, вибрация
- Скрежет
- Визг
Кроме того, эти шумы могут становиться громче при быстром ускорении, замедлении или повороте.Мы не хотим, чтобы вы и ваша семья застряли с автомобилем, у которого есть ведущий мост или ШРУС, нуждающийся в ремонте. Когда вы привезете свой автомобиль на наш объект, мы проведем диагностику вашего автомобиля в течение нескольких минут. Мы устраним неисправности и отремонтируем ведущий мост и ШРУС вашего автомобиля. Перед выполнением любого ремонта мы обязательно свяжемся с вами. Мы хотим, чтобы вы были хорошо осведомлены о том, что происходит с вашим автомобилем. Мы стремимся всегда быть искренними и честными с нашими клиентами.
Не верьте нам на слово.Вот недавний 5-звездочный отзыв от одного из наших клиентов:
«Для начала, работа с легковыми и грузовыми автомобилями — мое хобби, которым я занимаюсь уже много лет. Так что я не только уверен в своих силах, но и застрял на своем … ну, я разборчив, когда дело касается моих машин. Я был в автосервисе Гэри пару раз за последние пару лет. Так что, когда мне требовалась помощь с чем-то, что я не мог сделать сам, было несложно обратиться за помощью к профессионалам.
«Мой ежедневный водитель — Ford Bronco 1978 года выпуска.Мне нужно было обслужить как переднюю, так и заднюю оси. Новые сальники, подшипники и многое другое. Профессионализм и обслуживание в Gary’s не имеют себе равных. И самое главное для меня …… качество.
«Я наложил достаточно миль на свой Bronco с тех пор, как он работал, и у меня нет абсолютно никаких проблем. Наконец, я был чрезвычайно благодарен за то, что, когда я потом посмотрел на свои оси, они не только очистили, но и переустановили заводскую (1978) идентификационную бирку оси. Большое спасибо, ребята! » -Дэн Ф.
Gary’s Auto Service посвятил себя предоставлению клиентам Florissant ремонта ведущего моста и ШРУСа высочайшего качества.От бампера до бампера — наши автомеханики помогут вам. Назначьте встречу сегодня. Мы удобно расположены по адресу 1779 N Hwy 67, Florissant, MO 63033, и мы открыты с понедельника по пятницу с 7:30 до 17:30.
Ремонт карданного вала и оси
Часы ремонта приводного вала и оси
- Понедельник 09:00 — 18:00
- Вторник 09:00 — 18:00
- Среда 09:00 — 18:00
- Четверг 09:00 — 18:00
- Пятница 09:00 — 18:00
- Суббота (выходной)
- Воскресенье (выходной)
MakeAcuraAlfa RomeoAM GeneralAmerican LaFranceAston MartinAudiAustinAustin MotorsAustin-HealeyAutocar CompanyBentleyBertoneBMWBugattiBuickCadillacChevroletChevyChryslerColetCorvetteCrane Carrier CorporationDaewooDaihatsuDodgeEagleE-OneFerrariFiatFiskerFordFreightlinerGeoGMCHayesHinoHondaHummerHUMMERHyundaiInfinitiInternationalIsuzuJaguarJeepKalmar IndustriesKenworthKiaLamborghiniLand RoverLexusLincolnLorraineLotusMackMaseratiMaybachMazdaMclarenMercedes BenzMercuryMerkurMGMINIMitsubishiMitsubishi FusoMorganNissanOldsmobileOshkoshPathfinderPeterbiltPeugeotPiercePlymouthPontiacPorschePriusRAMRenaultRolls RoyceRoverSaabSaleenSaturnSaxonScionShelbySmartSprinterSterlingSubaruSuburbanSunbeamSuzukiTeslaThermo KingToyotaTriumphTVRVolkswagenVolvoWestern StarYugoMake
Услуги -85.291936
34.982858
О ремонте приводных валов и осей Hudlow
Ремонт приводных валов и осей Hudlow, расположенный по адресу 417 W Lake Avenue в Россвилле, штат Джорджия, обслуживает автомобили для ремонта автомобилей, ремонта двигателей, изготовления и восстановления, балансировки шин, ремонта трансмиссии, Запчасти для грузовиков, ремонт подвески, ремонт дифференциалов, ремонт раздаточной коробки, ремонт мостов, замена шин, нестандартные колеса, установка двигателя, нестандартные работы, ремонт гидротрансформатора, ремонт мостов CV. Позвоните по телефону (423) 362-3006, чтобы записаться на прием или узнать больше об услугах по ремонту приводных валов и мостов Hudlow.
Отзывы о ремонте приводного вала и оси Hudlow
5
Подвеска JeepЯнварь 6, 2015 | Даниэль | Посетил, более года
Самая потрясающая работа, которую я когда-либо делал на своем джипе.