Высокая плотность электролита в аккумуляторе
В процессе работы тяговых аккумуляторных батарей, при чередующихся
зарядах и разрядах, происходит окисление решеток и разрушение активных
масс, потеря механических связей между частицами, интенсивная коррозия
электродов. В результате чего происходит уменьшение емкости
аккумуляторов и короткое замыкание разноименных пластин.
Характерными признаками разрушения пластин являются:
электролит делается мутным и приобретает коричневую окраску из-за высыпания активной массы;
быстрое нарастание плотности электролита при заряде батареи;
резкое
понижение емкости АКБ, что проявляется в небольшой продолжительности
разряда аккумулятора, и как следствие сокращение времени работы
электротехники.
Скорость разрушения пластин зависит от условий эксплуатации аккумуляторов.
Причинами разрушения пластин в аккумуляторах могут быть:
Увеличенная плотность электролита ( более 1300 кг/м3). Нельзя доливать электролит в аккумулятор — только дистиллированную воду.
Нельзя доливать электролит в аккумулятор — только дистиллированную воду.
Повышение температуры аккумулятора выше 45 град. С. Если
при заряде температура электролита поднялась выше 45 град. С, то зарядку
необходимо прекратить и дать остыть электролиту до температуры ниже
35град. С. Затем продолжить заряд батареи.
Перезаряд аккумуляторной батареи из-за неправильного подбора или настройки зарядного устройства.
Заливка
не дистиллированной (водопроводной) воды в аккумуляторную батарею.
Этот процесс ускоряется при наличии в электролите таких вредных веществ,
как хлор, железо и др.
Замерзание воды в аккумуляторной батарее. Электролит плотностью 1,100г/см3 замерзает при температуре -7,7 град. С. Нельзя оставлять разряженную батарею более 12 часов даже в теплом помещении.
Удары и вибрации, т. к. происходит стряхивание активной массы свинца с решеток пластин.
Выпадение большого количества активного вещества на дно аккумулятора, что приводит к короткому замыканию пластин.
Повышенная плотность электролита вызывает коррозию решеток, сокращает срок службы и снижает качество работы аккумуляторов. Работа с электролитом повышенной плотности целесообразна только при низких температурах, так как такой электролит замерзает при более низкой температуре. [1]
Повышенная плотность электролита также вредна для деревянной сепарации. При длительном воздействии электролита повышенной плотности древесина обугливается и приобретает повышенную хрупкость. Комбинированная сепарация аккумуляторов типа СН от повышения плотности ( в пределах, могущих быть практически в эксплуатации) не страдает. [2]
Повышенная плотность электролита отрицательно сказывается на сроке службы аккумуляторной батареи, поэтому она устанавливается в зависимости от условий и требований эксплуатации. [3]
Интенсивное сульфатирование происходит также при повышенной плотности электролита , при колебании температуры электролита или наличии примесей в нем, а также при работе аккумулятора с пониженным уровнем электролита.
Преждевременное разрушение пластин наступает при длительном перезаряде батареи, повышенной плотности электролита , слабом креплении батареи на автомобиле, замерзании воды в электролите. [5]
Сульфатация пластин ускоряется при длительном хранении батареи без подзаряда, повышенной плотности электролита , большом саморазряде, соприкосновении пластин с воздухом и систематическом недозаряде батареи. [6]
При эксплуатации аккумуляторных батарей необходимо учитывать, что хранение их с повышенной плотностью электролита существенно сокращает срок службы. [7]
Сульфатация — образование на поверхности электродов крупных малорастворимых кристаллов сернокислого свинца — происходит при повышенной плотности электролита , длительном хранении батарей без подзаряда, систематическом недозаряде, наличии контакта электродов с воздухом вследствие пониженного уровня электролита. Батареи с сульфатированными электродами быстро теряют емкость при разряде. [8]
Наиболее вероятными причинами необратимой сульфатации могут служить: систематические недозаряды батареи, работа с повышенной плотностью электролита , усиленный саморазряд вследствие загрязнения электролита вредными примесями или коротких замыканий пластин, слишком низкий уровень электролита. [9]
[9]
В процесе эксплуатации необходимо следить, чтобы на заряд не отправлялись заряженные аккумуляторы, так как систематические перезаряды последних приводят к быстрому нарастанию плотности электролита за счет разложения воды в результате электролиза. Эксплуатация аккумуляторов с повышенной плотностью электролита является, как известно, причиной резкого сокращения срока службы аккумуляторов. Поэтому не следует также допускать эксплуатацию аккумуляторов в условиях положительной температуры окружающей среды с электролитом повышенной плотности, предусмотренным для зимних условий эксплуатации. [10]
Плотность электролита при этом должна быть не более 1 290, так как хранение батарей с повышенной плотностью электролита ускоряет разрушение пластин и сепараторов. [12]
Подготовка к корректировке.
Измерение уровня электролита.
Трубка для измерения уровня электролита.
Перед проверкой плотности электролита и в процессе её корректировки необходимо контролировать уровень электролита в банках аккумулятора. У автомобильных аккумуляторов принято считать нормальным уровень электролита на 10÷15 мм выше верхней кромки пластин (сепараторов).
У автомобильных аккумуляторов принято считать нормальным уровень электролита на 10÷15 мм выше верхней кромки пластин (сепараторов).
В батареях с индикатором (тубусом) электролит должен быть на одном уровне с ним или выше его на 5 мм.
Корректирующий электролит — электролит повышенной плотности (обычно 1,40 г/см3) для повышения плотности электролита АКБ или приготовления электролита нормальной плотности для заливки батарей.
Дистиллированная вода.
Добавляется в электролит для уменьшения его плотности.
1. В связи с тем что, кислота и вода имеют разную плотность, при разведении электролита или кислоты водой, следует добавлять кислоту в воду, но не наоборот.
2. Обращаться с аккумулятором нужно очень аккуратно. Его ни в коем случае нельзя переворачивать кверху дном. Это может привести к осыпанию пластин и последующему выходу аккумулятора из строя.
Определение необходимого значения плотности электролита полностью заряженного аккумулятора.
Весь период службы аккумулятора плотность электролита непрерывно меняется.
Но также существуют и необратимые изменения, например электролиз воды (разложение на водород и кислород) при «кипении» электролита. При этом плотность электролита повышается.
При сульфатации пластин, когда их активная поверхность покрывается слоем нерастворимого сульфата свинца или происходит осыпание активной массы пластин, что уменьшает площадь поверхности пластин, участвующую в электрохимической реакции — восстановление первоначальной плотности электролита в процессе заряда невозможно. Это приводит к необратимому снижению плотности электролита и, соответственно, сужает интервал изменения плотности в диапазоне полный разряд — полный заряд (0,15÷0,16 г/см3 — для нового, исправного аккумулятора).

Стабильно заниженная плотность приводит к снижению ЭДС и затруднению пуска двигателя, а также к повышению опасности замерзания электролита в зимний период эксплуатации.
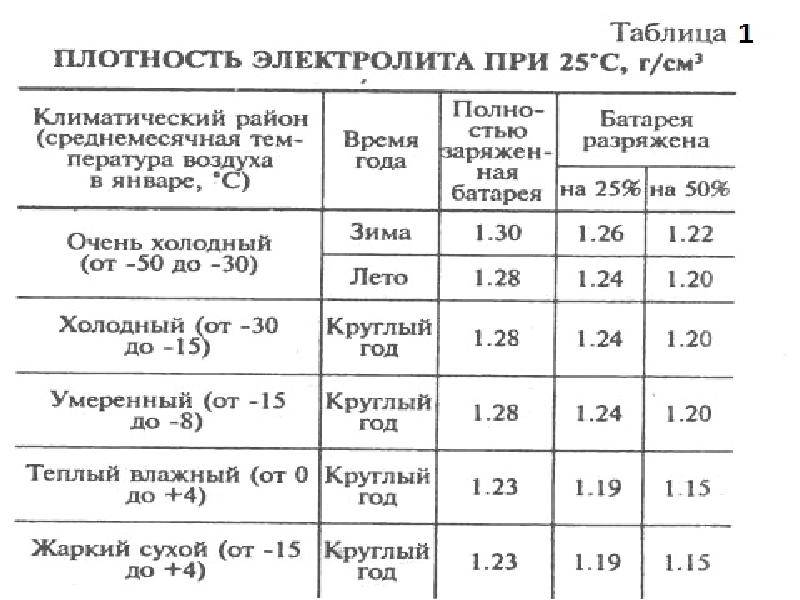
Сначала нужно определиться, какую плотность электролита мы хотим иметь в нашей батарее применительно к климатической зоне её эксплуатации.
На этой таблице представлена температура замерзания электролита.
Например, для центральных районов России (Москва, Казань…) можно выбрать плотность электролита 1,25÷1,27 г/см3. Необходимо помнить, что на автомобиле аккумуляторная батарея, в лучшем случае, может быть заряжена на 80÷90 % её максимальной ёмкости (то есть плотность электролита будет чуть ниже, чем при полном заряде). Именно поэтому плотность электролита, исходя из температуры его замерзания (Таблица), выбирается чуть-чуть повыше, чем необходимо для обеспечения гарантированной незамерзаемости при минимальной температуре воздуха в зимний период.
Полная зарядка батареи.
Необходимо четко усвоить и неукоснительно соблюдать правило:
Проверка плотности электролита, с целью выяснения необходимости её корректировки, производится только у ПОЛНОСТЬЮ ЗАРЯЖЕННОЙ БАТАРЕИ.
Известно, что при исправном генераторном оборудовании автомобиля и его нормальном напряжении 14,0÷14,6 В, можно зарядить АКБ лишь на 80÷90 % её максимальной ёмкости из-за неэффективности процесса заряда батареи на автомобиле.
При выборе зарядного устройства следует избегать применения «автоматических зарядных устройств» без предварительного подробного ознакомления с логикой работы его автоматики. Во многих из них автоматическое выключение режима заряда производится просто при достижении напряжения на выводах батареи величины 14,5÷14,6 В, а это не всегда обеспечивает полный заряд АКБ.
Признаком ПОЛНОГО заряда аккумулятора является постоянство величины плотности электролита и напряжения на его выводах при продолжающемся заряде в течение 2 часов.
При достижении условий полного заряда батареи, то есть постоянства напряжения на выводах и плотности электролита в течение двух часов при продолжающемся заряде, его прекращают и выдерживают батарею от 30 минут до двух часов в отключенном состоянии.
Выдержку в отключенном состоянии в течение от получаса до двух часов рекомендуется выполнять после заряда (разряда), заливки (корректировки плотности) электролита, корректировки уровня электролита. Это делается для выравнивания плотности электролита в объёме банок, снижения температуры электролита, выхода пузырьков газов, образовавшихся при «кипении». В противном случае возможно возникновение недопустимых погрешностей в измерении плотности и уровня электролита, а также напряжения на выводах АКБ.
Затем измеряется уровень электролита и его плотность в каждой банке. Если замечена значительная разница в плотности электролита между банками (более 0,01 г/см3), следует попытаться провести дополнительную, так называемую выравнивающую зарядку АКБ для выравнивания плотности между банками, при этом ток заряда можно уменьшить в 2÷3 раза по сравнению с номинальным, для уменьшения газообразования («кипения»).
Если дополнительный заряд в течение нескольких часов не приводит к выравниванию плотности электролита в банках, очевидно, требуется выровнять её путем последующей корректировки.
В заключение этого этапа работы составляется табличка с указанием плотности и уровня электролита в каждой банке. Принимается решение, какие действия производить над каждой конкретной банкой. Основанием является соотношение величины плотности электролита, принятой нами за оптимальный вариант для нашей климатической зоны, и реальной, измеренной после полного зарядааккумулятора.
Корректировка плотности электролита.
Суть корректировки плотности электролита в банке аккумулятора заключается в следующем:
а) из банки забирается некоторый объём электролита;
б) вместо него в банку добавляется тот-же объём либо дистиллированной воды (плотность 1,00 г/см3) — для понижения плотности электролита в банке, либо корректирующего электролита (обычно плотностью 1,40 г/см3) — для повышения плотности;
в) батарея включается на 30 минут на заряд номинальным током для лучшего перемешивания электролита в результате газовыделения;
г) батарея отключается от зарядного устройства и выдерживается 0,5÷2 часа для выравнивания плотности электролита в объёме банок;
д) измеряется плотность электролита в каждой банке и его уровень, оба параметра приводятся в норму. То есть, при необходимости, все операции а)÷д) повторяются.
То есть, при необходимости, все операции а)÷д) повторяются.
Приведу таблица, в которой указано, «…сколько вешать в граммах», то есть указано конкретное количество в см3 удаляемого электролита и соответствующее количество доливаемой жидкости (дистиллированная вода или корректирующий электролит — в зависимости от направления изменения плотности).
Объёмы жидкостей указаны для корректировки 1 литра электролита (1000 см3). Таким образом, чтобы провести коррекцию конкретной батареи нам необходимо знать объём электролита в одной банке этой батареи в литрах. Полученные из таблицы значения необходимо умножить на объем электролита в литрах в одной банке корректируемой батареи.
Объём электролита в одной банке:
6СТ-45 — 500 см3;
6СТ-55 — 633 см3.
Примерные нормы в см3 корректировки плотности электролита в объеме 1 литра.
Таблица предусматривает использование корректирующего электролита плотностью только 1,40 г/см3. Ниже приведена формула, при использовании которой можно применять корректирующий электролит с плотностью, отличной от 1,40 г/см3.
где
Vэ — объём удаляемого из банки электролита, см3,
Vб — объём электролита в одной банке, см3,
для некоторых типов аккумуляторов объём электролита в одной банке указан чуть выше по тексту,
ρн — начальная плотность электролита до корректировки, г/см3,
ρк — конечная плотность, которую надо получить, г/см3,
ρд — плотность доливаемой жидкости, (вода — 1,00 г/см3 или корректирующий электролит — * г/см3)
Следует учесть, что при использовании данной формулы объёмы удаляемого и добавляемого электролитов равны.
Если с таблицей разобраться сложно! То можно сделать прощё :
Откачайте большую часть жидкости из одной из банок. Эту операцию удобно выполнять с помощью “груши”. Замерьте выкачанный объем и долейте примерно половину от этого объема электролитом. Аккуратно покачайте аккумулятор в разные стороны, затем замерьте плотность снова. Если плотность не достигла требуемого значения, долейте еще ¼ от выкачанного ранее объема электролитом. Таким образом, следует доливать электролит, каждый раз уменьшая его количество в два раза.
Аккумуляторные батареи электропогрузчиков — причины преждевременного старения — Эксплуатация электропогрузчиков — Статьи, публикации
25.01.12
Условия хранения аккумуляторов
Аккумуляторные батареи могут поставляться как в сухозаряженном состоянии, так и залитые и заряженные. Причём в последнем случае обязательно должна быть указана дата заряда (ввод в АКБ в эксплуатацию).
- При поставке в сухозаряженном состоянии батареи могут сохранять ёмкость в течении нескольких лет при соблюдении определённых условий, основными из которых являются влажность и перепады температуры, которые приводят к конденсации влаги внутри батареи. Повышение температуры хранения выше 40°С приводит к ускорению процессов старения батареи.
- При хранении залитой и заряженной батареи, необходимо ежемесячно производить уравнительные и поддерживающие заряды. Как правило, несоблюдение данных условий приводят к необратимым последствиям в батареи и к её полному выходу из строя.
 Такие случаи особенно характерны для предприятий, которые закупают батареи впрок и хранят их на складе в упаковочном виде, с последующим вводом в эксплуатацию и часто не соблюдают указанные в инструкциях правило хранения.
Такие случаи особенно характерны для предприятий, которые закупают батареи впрок и хранят их на складе в упаковочном виде, с последующим вводом в эксплуатацию и часто не соблюдают указанные в инструкциях правило хранения.
Условия эксплуатации аккумуляторных батарей электропогрузчиков
Средняя температура эксплуатации
Выделения тепла в аккумуляторе возникает в связи с разностью принимаемой при заряде и отдаваемой при разряде энергией. Так в среднем, заряд повышает температуру аккумуляторной батареи на 12-15°С. В течении недели при односменном режиме работы и температуре воздуха 20°С , средняя температура электролита аккумуляторной батареи после заряда, отстоя, рабочей смены не успевает вернуться к исходному значению и происходит нарастание температуры таким образом, что к концу недели после заряда температура электролита превышает 50°С.
Превышение средней температуры 40°С электролита, существенно снижает срок службы (особенно гелиевых батарей), температура 55°С для классических батарей (45°С для гелиевых) является максимально допустимой во избежание повреждений батарей.
На практике очень часто встречаются случаи преждевременного выхода из строя тяговых батарей именно по причине повышенной средней температуры, причём особенно для необслуживаемых гелиевых батарей, где невозможно компенсировать потери воды в электролите.
Работа при низких температурах
Если температура батареи существенно ниже номинальной, то следует использовать зарядное устройство с датчиком температуры, иначе может происходить не дозаряд.
После передачи батареи на заряд из холодной зоны необходимо выдерживать батарею в тёплом месте, чтобы температура электролита перед зарядом была не менее 10°С.
Ток разряда
В соответствии с DIN 43 539 при испытаниях поддерживается разрядный ток – 1,25 I5. В реальных условиях мы встречаем высокие токи, связанные с максимальными нагрузками, что приводит к большому выделению тепла или наоборот низкие токи, которые ведут к сильному воздействию на активную массу.
Условия обслуживания АКБ
Зачастую предприятия экономят на квалифицированном обслуживании, что приводит к значительным финансовым затратам на закупку нового оборудования. В качестве примера можно привести случаи эксплуатации батареи с низким уровнем электролита в элементах, например при неисправности системы залива дистиллированной воды. Отсутствие воды длительное время, приводят к необратимым изменениям в верхней (сухой) части пластин, вследствие чего батарея теряет ёмкость и преждевременно выходит из строя.
В качестве примера можно привести случаи эксплуатации батареи с низким уровнем электролита в элементах, например при неисправности системы залива дистиллированной воды. Отсутствие воды длительное время, приводят к необратимым изменениям в верхней (сухой) части пластин, вследствие чего батарея теряет ёмкость и преждевременно выходит из строя.
Технология заряда аккумуляторов
Срок службы батареи весьма существенно зависит от технологии заряда. Необходимо рассматривать совместно батарею и зарядное устройство применительно к существующим условия эксплуатации. Существующие технологии заряда в основном определяются тремя величинами: ток заряда, напряжение заряда и температура. Разработанные технологии заряда отличаются для батарей с жидким и гелиевым электролитом. Некоторые типы многофункциональных зарядных устройств требуют перенастройки под конкретный тип аккумулятора квалифицированным персоналом, в противном случае батарея может преждевременно выйти из строя.
Основными и наиболее часто встречающимся процессами, которые могут возникать в процессе эксплуатации свинцово-кислотных тяговых аккумуляторных батарей являются: сульфатация, перезаряд тяговой батареи, заводнение, переплюсовка, металлизация сепараторов.
Сульфатация
По мнению специалистов сервисных служб производителей и официальных продавцов АКБ, сульфатация является одной из главных причин сокращения срока службы АКБ и выхода её из строя. Сульфатация батареи происходит в результате её хранение в разряженном состоянии, а так же из-за неполного и чрезмерного заряда, чересчур высокой плотности электролита, или не достаточное его количества. Основным признакам сульфатации является быстрый рост напряжения на электродах батареи при низкой плотности электролита, а так же перегрев элементов батареи “во время заряда”.
В этом случае «активная масса становится рыхлой и быстро осыпается”, при этом рабочая поверхность пластин электродов уменьшается. В результате батарея быстро теряет ёмкость, и её пластинам наносятся необратимые повреждения.
Признаки сульфатации:
- быстрое повышение напряжения, при этом плотность электролита остаётся низкой;
- усиленный разогрев элементов при заряде
Причины возникновения:
- недостаточный заряд;
- глубокие разряды;
- хранение без подзаряда;
- высокая плотность электролита;
- недостаток электролита
Воздействие на аккумулятор:
- потеря плотного соединения активной массы с решеткой;
- рыхлая, осыпающаяся активная масса;
- активная масса на отрицательной пластине рассыпчатая, осыпающаяся
Последствия:
- прогрессирующая потеря ёмкости, которая не может быть устранена, если процесс слишком затянулся;
- повреждения пластин и батареи
Способы устранения сульфатации, том случае, если она существует не продолжительное время:
- многократный выравнивающий заряд током менее 5А/100Ач в течении нескольких часов с паузами для отдыха батареи;
- при прогрессирующей форме сульфатации, должен применятся заряд током возможно малого значения до тех пор, пока плотность электролита не начнёт повышаться.
 Температура электролита не должна превышать 55°С;
Температура электролита не должна превышать 55°С;
- заряд постоянным напряжением до установления тока нормального значения. По окончании необходимо откорректировать плотность электролита;
- при очень сильной сульфатации плотностью удалить электролит и залить дистиллированную воду и заряжать малым током не более 5А /100Ач. После десульфатационного заряда необходимо выровнять плотность электролита, а затем желательно провести глубокий разряд малым током с последующим качественным зарядом. Особо следует отметить, что доливать кислоту в элементы для повышения плотности электролита категорически недопустимо. Это, не даст ни какого положительного эффекта, а только усугубит ситуацию. Плотность электролита следует увеличивать только путём использования методов, стимулирующих разложение образовавшегося на пластинах электродов сульфата свинца на исходные составляющие: электрохимически активную массу, состоящую из свинца и оксида свинца, водный раствор серной кислоты.
Перезаряд тяговой батареи
К признакам перезаряда батареи относятся: повышенный расход воды в электролите, чрезмерное повышение температуры электролита во время заряда, сильное газовыделение (кипение), а так же рост положительных полюсов. В этом случае наблюдается: разрушение активной массы на положительной пластине, интенсивная коррозия пластин, а так же снижение электропроводности на границе между рабочей поверхностью пластины и её основой. Всё это ведёт к прогрессирующей потери ёмкости батареи, снижение срока её службы и быстрому выходу батареи из строя. Происходит перезаряд в основном из-за неправильной настройки или неисправности зарядного устройства, а так же вследствие её неправильного выбора.
В этом случае наблюдается: разрушение активной массы на положительной пластине, интенсивная коррозия пластин, а так же снижение электропроводности на границе между рабочей поверхностью пластины и её основой. Всё это ведёт к прогрессирующей потери ёмкости батареи, снижение срока её службы и быстрому выходу батареи из строя. Происходит перезаряд в основном из-за неправильной настройки или неисправности зарядного устройства, а так же вследствие её неправильного выбора.
Заводнение
Если в электролите плавают белые хлопья, а батарея не заряжается, т.е. зарядный ток равен нулю, – это признак заводнения АКБ. Возникает вследствии того, что разряженный элемент слишком долго остаётся в электролите низкой плотности, в результате чего на положительной пластине образуется слой гидрата свинца (являющегося диэлектриком), и она выходит из строя.
К сожалению, этот процесс необратим, и такой элемент батареи восстановить уже не удастся.
Следует отметить, что заводнение АКБ случается крайне редко.
Признак заводнения: белые хлопья в электролите.
Причина возникновения: разряженный элемент слишком долго оставался с электролитом с низкой плотностью.
Воздействие на батарею: гидрат свинца выступает на положительной пластине (гидрата свинца – диэлектрик).
Последствия: процесс необратим, элемент поврежден
Переплюсовка
Признак переплюсовки: значение напряжения при разряде противоположно.
Причина возникновения: элемент смонтирован в батарею наоборот или элемент отдаёт слабую мощность при разряде, является получателем энергии.
Воздействие на батарею: превращение отрицательной активной массы в положительную и наоборот и образование диоксида свинца.
Последствия: отсутствие ёмкости, сокращение срока службы при использовании в циклическом режиме
Металлизация сепараторов
Металлизация сепараторов вызывается соединением высвободившегося свинца в порах сепаратора и сопровождается интенсивным саморазрядом батареи.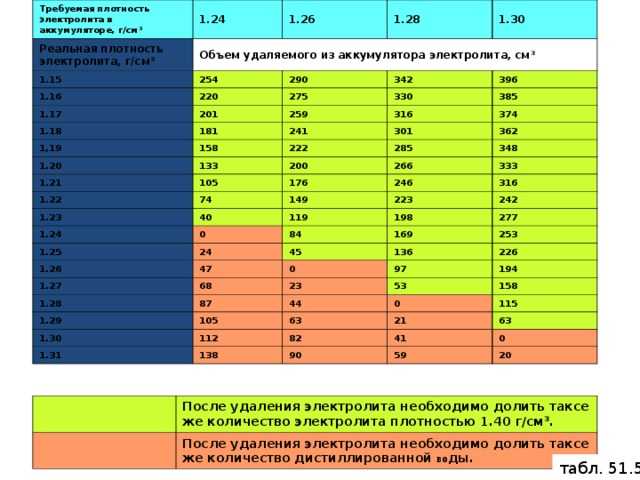 Это происходит в результате эксплуатации батареи при высокой температуре либо при слишком большой плотности электролита и приводит к опасности короткого замыкания внутри элементов батареи, а также – к резкому сокращению возможных сроков хранения.
Это происходит в результате эксплуатации батареи при высокой температуре либо при слишком большой плотности электролита и приводит к опасности короткого замыкания внутри элементов батареи, а также – к резкому сокращению возможных сроков хранения.
Признак заводнения: сильный саморазряд.
Причина возникновения: эксплуатация при высоких температурах или при высокой плотности электролита.
Воздействие на батарею: высвободившийся свинец осаждается в порах сепаратора, вследствие чего ток саморазряда увеличивается.
Последствия: очень короткие сроки складирования, опасность короткого замыкания.
Промежуточный заряд
Этот вопрос актуален для многих пользователей. С одной стороны, промежуточный заряд продлевает время рабочей смены батареи, а с другой в процессе подзаряда температура батареи повышается. Это приводит к сокращению срока службы батареи. Так же может появится так называемый “эффект памяти”.
При принятии решения об осуществлении промежуточного заряда батареи рекомендуется руководствоваться следующим принципом: если мощности (ёмкости) батареи хватает, что бы отработать полную смену без подзаряда, то производить его не следует.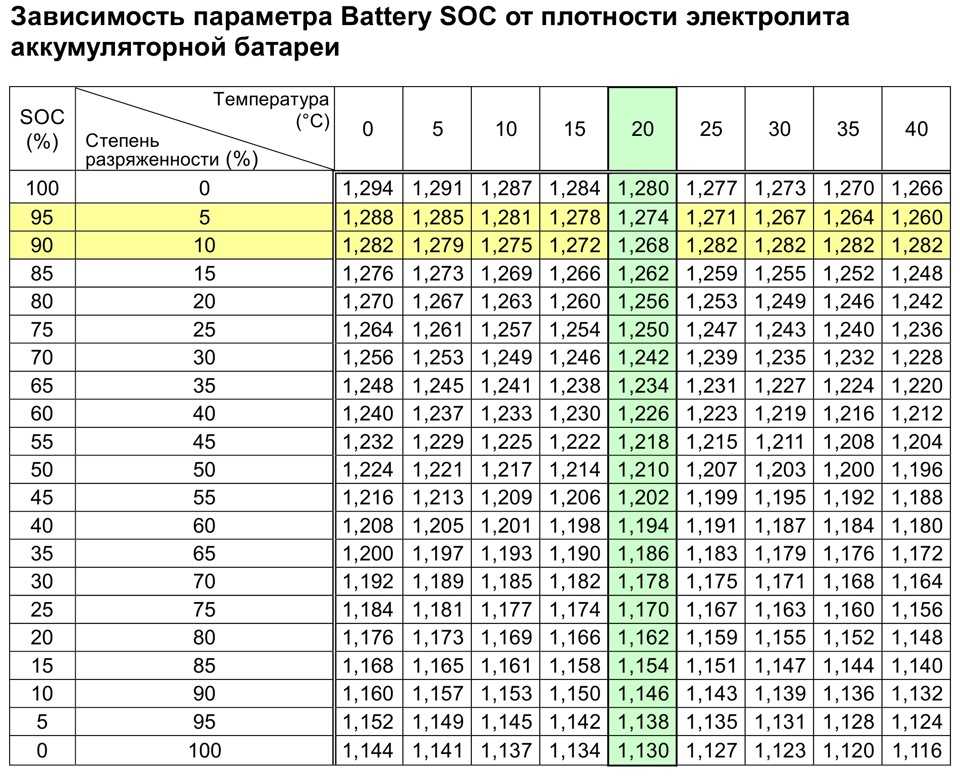 Когда мощности недостаточно, подзаряжать батарею следует только в том случае, если она разряжена не менее чем на 20%.
Когда мощности недостаточно, подзаряжать батарею следует только в том случае, если она разряжена не менее чем на 20%.
Глубокий разряд
Глубокий разряд – это более чем на 80% от номинальной ёмкости батареи. Глубокие постоянные разряды приводят к разрушению активной массы пластин и соответственно снижению ёмкости, к механическому повреждению пластин, и иногда даже к изменению полярности элементов.
Своевременная очистка
Дело в том, что пыль и электролит на поверхности корпуса батареи образуют токопроводящий слой, по которому протекают так называемые блуждающие токи.
Вследствии этого может наблюдаться повышенный саморазряд батареи или неоднородный саморазряд различных элементов.
Правила очистки аккумуляторов:
- категорически нельзя использовать моющие средства;
- температура воды не должна превышать 60°С;
- рабочее давление – не более 50 бар;
- не задерживать струю на одной точке долее 3-х секунд;
- жидкость, попавшая внутрь короба, должна быть откачена.

Зарядные устройства
Сейчас продаётся очень много различных зарядных устройств для тяговых батарей, от самых простых и дешевых до дорогих с большим количеством функций и компьютерным управлением. Иногда спрашивают зарядные устройства, которые могут заряжать несколько батарей. Если речь идёт об одновременном заряде батарей, то лучше использовать два отдельных зарядных устройства, так как силовые части всё равно будет две, а сэкономить можно будет только на корпусе. Если же говорить о заряде разных типов батарей, то такие устройства существуют, но, несмотря на кажущееся удобство, обладают двумя существенными недостатками: во-первых, могут возникать ошибки при распознании батареи (глубоко разряженная 48-вольтовая батарея может определиться как 36-вольтовая), а во-вторых, их использование не экономично. Менее мощная батарея использует более дорогое зарядное устройство, которое использует лишь часть своей мощности. Особенно ощутима эта экономическая разница при большем парке батарей.
Рекомендации специалистов
- Категорически не допустимо оставлять батарею в разряженном состоянии даже на ночь, не говоря уже о выходных днях
- Правильный подбор и квалифицированная эксплуатация АКБ и зарядных устройств, является самым главным требованием
Разделы / Эксплуатация электропогрузчиков
Аккумуляторы из Na-металла с высокой плотностью энергии на основе специально разработанного электролита на карбонатной основе
Цзявэй Чен, и Ю Пэн, и Юэ Инь, и Минчжу Лю, б Чжун Клык, а Ихуа Се, и Боуэн Чен, с Юнцзе Цао, и Лидан Син, б Цзяньхан Хуанг, а Юнган Ван, и Сяоли Донг * и и Юнъяо Ся * и
Принадлежности автора
* Соответствующие авторы
и Кафедра химии и Шанхайская ключевая лаборатория молекулярного катализа и инновационных материалов, Институт новой энергии, iChEM (Совместный инновационный центр химии энергетических материалов), Фуданьский университет, Шанхай, 200433, Китай
Электронная почта: xldong@fudan. edu.cn, [email protected]
edu.cn, [email protected]
б Национальный и местный объединенный инженерно-исследовательский центр MPTES в области высоких энергий и безопасности LIB, Инженерно-исследовательский центр MTEES (Министерство образования), Исследовательский центр BMET (провинция Гуандун), Key Lab. ETESPG (GHEI), Инновационная платформа для ITBMD (муниципалитет Гуанчжоу), Школа химии, Южно-китайский педагогический университет, Гуанчжоу 510006, Китай
с i-Lab, Центр передового опыта CAS в области нанонауки, Сучжоуский институт нанотехнологий и нанобионики (SINANO), Китайская академия наук (CAS), Сучжоу 215123, Китай
Аннотация
 rsc.org/schema/rscart38″> Высоковольтные натриево-металлические батареи (SMB) предлагают реальный путь к высокой плотности энергии. Однако они одновременно предъявляют высокие требования к электролиту из-за пресловутой реакционной способности металла Na и каталитического характера агрессивных высоковольтных химий. Здесь мы изготавливаем специальный электролит на карбонатной основе с использованием дифторбис(оксалато)фосфата лития (LiDFBOP) в качестве многофункциональной добавки, где DFBOP − анионы могут образовывать стабильные и прочные межфазные границы как на аноде, так и на катоде. Между тем, ионы Li + — могут принимать участие в структуре сольватации, чтобы регулировать стабильность электролита, а также противостоять дендритному отложению посредством электростатического экранирования . Такая оптимизация эффективно реализует высокую кулоновскую эффективность (98,6%) и длительный срок службы (2600 ч) покрытия/зачистки Na вместе с улучшенной обратимостью Na 9.
rsc.org/schema/rscart38″> Высоковольтные натриево-металлические батареи (SMB) предлагают реальный путь к высокой плотности энергии. Однако они одновременно предъявляют высокие требования к электролиту из-за пресловутой реакционной способности металла Na и каталитического характера агрессивных высоковольтных химий. Здесь мы изготавливаем специальный электролит на карбонатной основе с использованием дифторбис(оксалато)фосфата лития (LiDFBOP) в качестве многофункциональной добавки, где DFBOP − анионы могут образовывать стабильные и прочные межфазные границы как на аноде, так и на катоде. Между тем, ионы Li + — могут принимать участие в структуре сольватации, чтобы регулировать стабильность электролита, а также противостоять дендритному отложению посредством электростатического экранирования . Такая оптимизация эффективно реализует высокую кулоновскую эффективность (98,6%) и длительный срок службы (2600 ч) покрытия/зачистки Na вместе с улучшенной обратимостью Na 9. 0089 3 V 2 (PO 4 ) 2 F 3 908091 900 Кроме того, собранный 4,5 В. NA || NA 3 V 2 (PO 4 ) 2 F 3 SMB STALID после 220 циклов и высокой плотности энергии 295 Вт ч кг −1 с ограниченным содержанием Na. Предлагаемая стратегия электролитов может пролить свет на дальнейшую оптимизацию высокоэнергетических химических реакций с металлическим натрием.
0089 3 V 2 (PO 4 ) 2 F 3 908091 900 Кроме того, собранный 4,5 В. NA || NA 3 V 2 (PO 4 ) 2 F 3 SMB STALID после 220 циклов и высокой плотности энергии 295 Вт ч кг −1 с ограниченным содержанием Na. Предлагаемая стратегия электролитов может пролить свет на дальнейшую оптимизацию высокоэнергетических химических реакций с металлическим натрием.
с высоким содержанием никеля и ионно-жидкий электролит обеспечивают чрезвычайно высокую плотность энергии и хорошую стабильность — ScienceDaily
Science News
от исследовательских организаций
2
Катод с высоким содержанием никеля и ионно-жидкий электролит обеспечивают чрезвычайно высокую плотность энергии и хорошую стабильность
- Дата:
- 24 августа 2021 г.
- Источник:
- Технологический институт Карлсруэ (KIT)
- Резюме:
- Новый тип литий-металлической батареи достигает чрезвычайно высокой плотности энергии 560 ватт-часов на килограмм (в расчете на общий вес активных материалов) при замечательной стабильности. Исследователи использовали многообещающую комбинацию катода и электролита: богатый никелем катод позволяет накапливать высокую энергию на единицу массы, ионный жидкий электролит обеспечивает в значительной степени стабильную емкость в течение многих циклов.
- Поделиться:
Фейсбук Твиттер Пинтерест LinkedIN Электронная почта
ПОЛНАЯ ИНФОРМАЦИЯ
Новый тип литий-металлических батарей достигает чрезвычайно высокой плотности энергии 560 ватт-часов на килограмм (в расчете на общий вес активных материалов) при замечательной стабильности. Исследователи использовали многообещающую комбинацию катода и электролита: богатый никелем катод позволяет накапливать высокую энергию на единицу массы, ионный жидкий электролит обеспечивает в значительной степени стабильную емкость в течение многих циклов.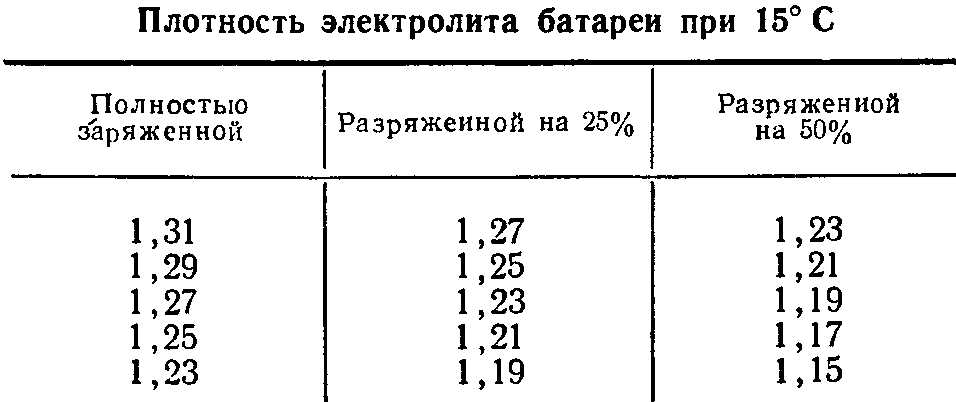
объявление
В настоящее время литий-ионные аккумуляторы представляют собой наиболее распространенное решение для мобильного питания. Однако в некоторых приложениях эта технология достигает своих пределов. Это особенно актуально для электромобилей, где желательны легкие и компактные автомобили с большим запасом хода. Альтернативой могут быть литий-металлические батареи. Они характеризуются высокой плотностью энергии, что означает, что они хранят много энергии на единицу массы или объема. Тем не менее, стабильность является проблемой, поскольку материалы электродов реагируют с обычными электролитными системами.
Исследователи Технологического института Карлсруэ (KIT) и Ульмского института электрохимического хранения энергии имени Гельмгольца (HIU) нашли решение. Как сообщили в Joule, в них используется новая многообещающая комбинация материалов. Бедный кобальтом, но богатый никелем слоистый катод (NCM88) достигает высокой плотности энергии. Однако при обычно применяемом коммерчески доступном органическом электролите (LP30) стабильность оставляет желать лучшего. Емкость памяти уменьшается с увеличением числа циклов. Профессор Стефано Пассерини, директор HIU и руководитель группы электрохимии аккумуляторов, объясняет причину: «В электролите LP30 частицы трескаются на катоде. Внутри этих трещин электролит вступает в реакцию и повреждает структуру. на аноде образуется литийсодержащий слой». По этой причине вместо этого ученые использовали нелетучий, плохо воспламеняющийся двуханионный ионный жидкий электролит (ИЛЭ). «С помощью ILE структурные модификации катода с высоким содержанием никеля могут быть значительно уменьшены», — говорит доктор Гук-Тае Ким из группы электрохимии для аккумуляторов HIU.
Емкость памяти уменьшается с увеличением числа циклов. Профессор Стефано Пассерини, директор HIU и руководитель группы электрохимии аккумуляторов, объясняет причину: «В электролите LP30 частицы трескаются на катоде. Внутри этих трещин электролит вступает в реакцию и повреждает структуру. на аноде образуется литийсодержащий слой». По этой причине вместо этого ученые использовали нелетучий, плохо воспламеняющийся двуханионный ионный жидкий электролит (ИЛЭ). «С помощью ILE структурные модификации катода с высоким содержанием никеля могут быть значительно уменьшены», — говорит доктор Гук-Тае Ким из группы электрохимии для аккумуляторов HIU.
Емкость сохраняется на уровне 88 процентов после 1000 циклов
Результаты: Литий-металлическая батарея с катодом NCM88 и электролитом ILE достигает плотности энергии 560 ватт-часов на килограмм (Втч/кг) — исходя из общий вес активных материалов. Его начальная емкость составляет 214 миллиампер-часов на грамм (мА·ч·г -1 ) катодного материала.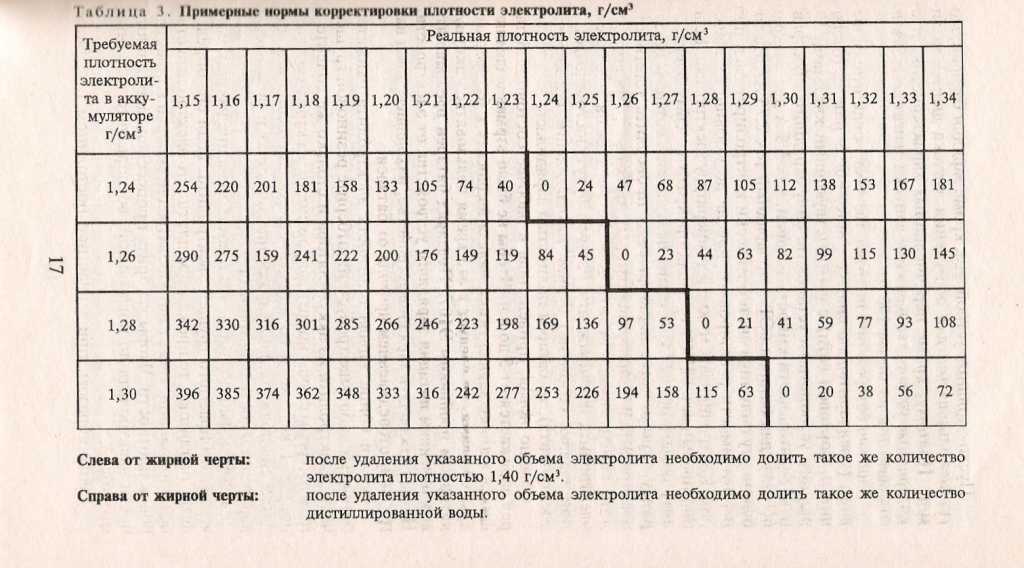 После 1000 циклов сохраняется 88 процентов емкости. Средняя кулоновская эффективность, т. е. отношение между разрядной и зарядной емкостью, составляет 99,94 процента. Поскольку аккумулятор характеризуется высокой безопасностью, исследователи сделали важный шаг на пути к углеродно-нейтральной мобильности.
После 1000 циклов сохраняется 88 процентов емкости. Средняя кулоновская эффективность, т. е. отношение между разрядной и зарядной емкостью, составляет 99,94 процента. Поскольку аккумулятор характеризуется высокой безопасностью, исследователи сделали важный шаг на пути к углеродно-нейтральной мобильности.
реклама
История Источник:
Материалы предоставлены Karlsruher Institut für Technologie (KIT) . Примечание. Содержимое можно редактировать по стилю и длине.
Ссылка на журнал :
- Фанглин Ву, Шан Фанг, Матиас Куэнзел, Анджело Муллалиу, Джэ-Кван Ким, Синпей Гао, Томас Димант, Гук-Тэ Ким, Стефано Пассерини. Двуханионный ионный жидкий электролит обеспечивает стабильные никелевые катоды в литий-металлических батареях . Дж , 2021; 5 (8): 2177 DOI: 10.1016/j.joule.2021.06.014
Цитировать эту страницу :
- MLA
- АПА
- Чикаго
Технологический институт Карлсруэ (KIT).