Запрессовка поршневых пальцев
|
Капитальный ремонт двигателя автомобиля
|
В автомобильных двигателях «ВАЗ» поршневой палец необходимо запрессовывать в нагретую головку шатуна. Запрессовывается поршневой палец с натягом в 0,04 мм. При этом должен соблюдаться расчетный зазор 0,01 мм. При температуре 20 градусов Цельсия палец должен легко ходить внутри поршня. Но при этом поршневой палец не должен выпадать из поршня в вертикальном положении в смазанном состоянии.
Примеры приспособлений, которые используются для запрессовки поршневого пальца УК двигателей ВАЗ 2101, ВАЗ 2103 (диаметр цилиндра 76 мм), ВАЗ 2105, ВАЗ 2106 (диаметр цилиндра 79 мм). Рекомендуются специальные допуски 0,2 мм для ВАЗ 2101, ВАЗ 2103, и 0,1 для ВАЗ 2105, ВАЗ 2106.
|
Замена гильз и деталей шатунно-поршневой группы двигателя
|
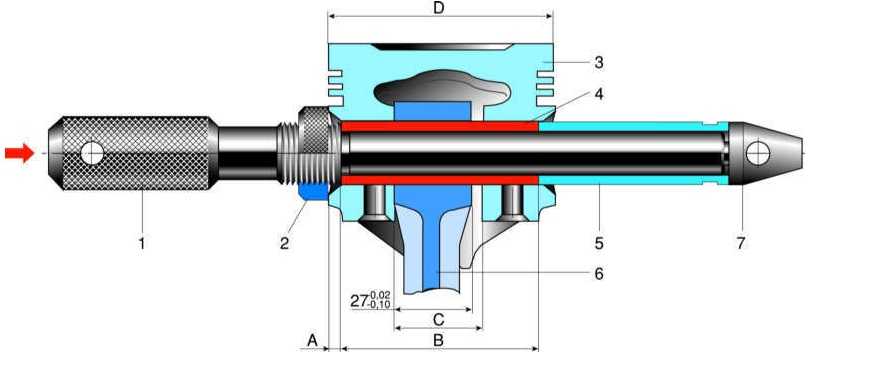
Регулируемый размер можно вычислить по формуле:
А = 0,5(D-В-С+27) мм, где В – это длина поршневого пальца;
С — расстояние между внутренними торцами бобышек поршня;
D — диаметр цилиндра;
27- ширина верхней головки шатуна (выдерживается точно).
Пример расчета: D=79; В=67,3; С=31,2.
А=0,5 (79-67.3-31,2+27)=3,75 мм.
Если в этом случае использовать приспособление рекомендуемое производителем 02.7853.9500, то этот размер должен быть равен 4.7 мм.
При этом винт 7 должен затягиваться неплотно. Так как его плотное затягивание может привести к заклиниванию.
Во время запрессовки поршневого пальца следите за тем, чтобы поршень плотно прижимался к верхней головке шатуна.
Работы должны проводиться очень быстро, потому что головка шатуна очень быстро охлаждается, что, в конце концов, приводит к тому, что палец займет неправильное положение и изменить его будет нельзя.
Операция должна проводиться очень быстро, так как быстро охлаждающийся шатун может «схватить» палец до полной его запрессовки, а в охлажденном шатуне положение пальца уже не изменить.
|
Выпрессовка поршневых пальцев
|

Приспособление для запрессовки поршневого пальца.
Есть двигатели, поршневые пальцы которых свободно «плавают» в бронзовой втулке верхней головки шатуна (или в игольчатом подшипнике шатуна, или просто в твёрдом покрытии верхней головки шатуна), но на некоторых двигателях, в том числе и жигулёвских, поршневой палец запрессовывается в верхнюю головку шатуна, а свободная посадка получается в бобышках поршня. Для таких моторов я опишу удобное и универсальное приспособление, которое очень облегчит запрессовку поршневого пальца в шатун, и которое поможет установить поршневой палец симметрично и сохранить детали.
Простейший жигулёвский двигатель, может создать для начинающего ремонтника проблему, так как при ремонте такого двигателя (с неподвижным пальцем в верхней головке шатуна), правильно установить поршневой палец не так то просто. Он запрессован в верхнюю головку шатуна с натягом в 0,01 — 0,042 мм. И этот натяг желательно проконтролировать после запрессовки по осевому усилию, которое способно сдвинуть детали относительно друг друга, при приложении усилия не менее 400 кгс, при температуре 20 градусов тепла. Контроль натяга нужен из-за того, что сейчас в продаже много левых деталей. Но вышеописанный контроль осуществить не так то просто, но его можно и не делать, если просто тщательно промерить покупаемые детали, и добиться при выборе пальца, чтобы наружный диаметр пальца, был больше внутреннего диаметра верхней головки шатуна в пределах тех же 0,01 — 0,042 мм. Палец замеряем микрометром, а отверстие верхней головки шатуна нутромером.
Контроль натяга нужен из-за того, что сейчас в продаже много левых деталей. Но вышеописанный контроль осуществить не так то просто, но его можно и не делать, если просто тщательно промерить покупаемые детали, и добиться при выборе пальца, чтобы наружный диаметр пальца, был больше внутреннего диаметра верхней головки шатуна в пределах тех же 0,01 — 0,042 мм. Палец замеряем микрометром, а отверстие верхней головки шатуна нутромером.
Кстати, при соблюдении правильного температурного режима нагрева головки шатуна и точного диаметра пальца и отверстия головки, палец в верхнюю головку шатуна и запрессовывать то не придётся, а всего лишь вставить с небольшим усилием. Для этого верхнюю головку шатуна нагревают до 240 градусов. Но вот нагреть то не проблема, а вот как установить палец строго симметрично относительно шатуна? (чтобы и справа и слева головки шатуна, палец выступал на одинаковое расстояние). Чтобы свести к минимуму опасное действие вибрации от криво установленной детали, а ведь палец не один, их четыре, и в сумме может получиться ощутимая вибрация. А бывает даже, что палец смещаясь от вибрации ещё больше в сторону, задирает поверхность цилиндра двигателя. Последствия, мягко говоря нежелательные. Так как же всё таки обеспечить симметрию пальца относительно верхней головки шатуна?
А бывает даже, что палец смещаясь от вибрации ещё больше в сторону, задирает поверхность цилиндра двигателя. Последствия, мягко говоря нежелательные. Так как же всё таки обеспечить симметрию пальца относительно верхней головки шатуна?
Для установки поршневых пальцев моторов Ваз 21011, 2105, 2106 с диаметром поршня 79 мм и двигателей Ваз 2101, 2103 с диаметром поршня 76 мм, понадобятся два разных фирменных приспособления. Эти приспособления в теории обеспечивают правильное положение пальца в головке шатуна, и естественно в поршне. Но вот практика доказывает, что в магазинах есть множество поршней, которые отличаются расстоянием между бобышками от идеала Советского заводского поршня, да и пальцы тоже не блещут точной длинной, которая указана в заводских советских книжках и мануалах. Наверное левые подвальные производители, понимают формулировку «свободная посадка бобышек поршня относительно пальца» в буквальном смысле.
Приспособление для запрессовки поршневого пальца.
1 — оправка, 2 — регулировочная гайка, 3 — поршень, 4 — поршневой палец, 5 — направляющая втулка, 6 — шатун, 7 — винт.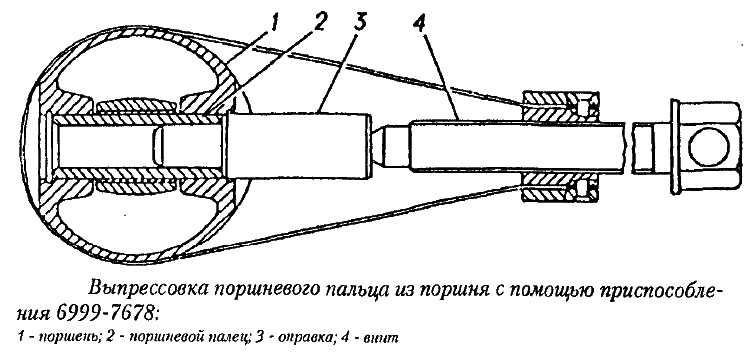
Так вот, чтобы не тратить деньги на два разных фирменных приспособления, и чтобы правильно устанавливать поршневые пальцы и поршни с учётом их действительных размеров, предлагаю изготовить универсальное приспособление, показанное на рисунке. Основное его отличие от покупных изделий, состоит в том, что оно регулируемое. Показанный на рисунке размер А предварительно вычисляем, измерив длину пальца В и расстояние между бобышками поршня С. Обычно ширина головки шатуна находится в пределах 26,90 — 26,98 мм. Берём её равной 27 мм (пара соток не играет роли, (но можно учесть и их) по сравнению с ошибкой в 1 мм заводского фирменного приспособления, которое я опишу ниже) и теперь вычисляем: А = 0,5( D-B-C + 27) мм, а буква D — это диаметр поршня 79 или 76 мм.
К примеру возьмём диаметр поршня D равный 79 мм, а В равный 67,3 мм, С равный 31,2 мм. А = 0,5 (79 — 67,3 — 31,2 +27). В итоге получим А равный 3,75 мм. А вод фирменное заводское приспособление (его номер 02. 7853.9500) которое рассчитано для заводского советского поршня, с точными размерами и который практически не найти в продаже, рассчитанно на размер А равный 4,7 мм.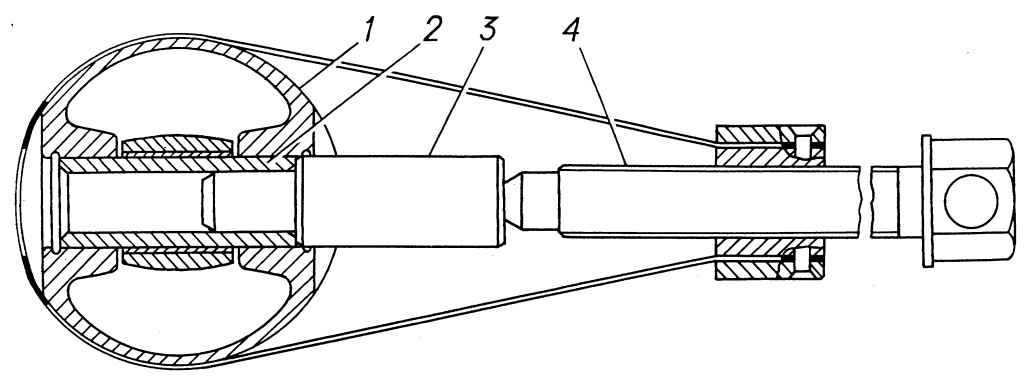 В итоге получается ошибка более 1 мм, и это без учёта реальных размеров нестандартного левого поршня сегодняшнего дня. Теперь ошибёмся так же на всех четырёх поршнях по 1 мм, плюс вправо-влево из-за неправильных размеров левака, и в итоге получается вибрация, которая на оборотах свыше 2-3 тысяч, существенно сокращает ресурс жигулёвского двигателя. Преимущества самодельного приспособления, показанного на рисунке и которое можно подстроить под любой поршень — очевидны.
В итоге получается ошибка более 1 мм, и это без учёта реальных размеров нестандартного левого поршня сегодняшнего дня. Теперь ошибёмся так же на всех четырёх поршнях по 1 мм, плюс вправо-влево из-за неправильных размеров левака, и в итоге получается вибрация, которая на оборотах свыше 2-3 тысяч, существенно сокращает ресурс жигулёвского двигателя. Преимущества самодельного приспособления, показанного на рисунке и которое можно подстроить под любой поршень — очевидны.
Оправка приспособления.
Советую при работе с приспособлением соблюдать простые и несложные правила. Прижимать поршень к верхней головке шатуна, следует как показано на рисунке. Тоесть размер А вычислен именно для случая, который показан на рисунке. Саму операцию выполняем по возможности быстро, а то шатун остывая может «прихватить» поршневой палец раньше, чем тот займёт своё симметричное место. И тогда сдвинуть палец, относительно прихваченного места, будет довольно проблематично, без повреждения деталей. Так же следует запомнить, что винт 7 перед началом работ затягивать не следует, потому что если палец нагреется от тепла шатуна, то он удлинится (от расширения металла от нагрева) и от этого винт 7 заклинит.
Детали приспособления.
2 — регулировочная гайка, 5 — направляющая втулка, 7 — винт.
Нагревать сами шатуны, удобнее в специальном приспособлении, но это тема следующей статьи. Вот казалось бы самый простой жигулёвский двигатель, а при ремонте могут возникнуть проблемы от незнания нюансов, но с приспособлением описанным в этой статье, я надеюсь у новичков не возникнет больше проблем в самостоятельной замене поршней или в запрессовке поршневых пальцев. Удачи всем!
Теги: Как правильно заменить поршневые пальцы., Приспособление для правильной замены поршневого пальца.
Компрессоры поршневых колец: разные ходы для разных людей
(Image/Wayne Scraba)При установке поршней первым шагом является протирание отверстий цилиндров чистым безворсовым полотенцем и нанесение небольшого количества обычного ( не синтетика) масло к стенкам.
Рекомендуется также смазать поршневые пальцы и поршневые кольца . Однако здесь есть предостережение: вам не нужно заливать поршень маслом. Вам нужно только достаточное количество масла для смазки колец, когда они проходят через компрессор поршневых колец.
Однако здесь есть предостережение: вам не нужно заливать поршень маслом. Вам нужно только достаточное количество масла для смазки колец, когда они проходят через компрессор поршневых колец.
Вообще говоря, на рынке существует два распространенных типа кольцевых компрессоров формата : расширительные типы, в которых инструмент зажимается над поршнем, и вы затягиваете его на месте, или коническая работа, когда кольца постепенно затягиваются по мере того, как поршень протолкнул его в отверстие. В любом случае идея состоит в том, чтобы покрыть компрессор маслом (опять же, оно не должно быть мокрым).
Поверните коленчатый вал так, чтобы шейка шатуна находилась в верхней мертвой точке устанавливаемого поршня. Поместите комбинацию поршень/кольцевой компрессор над отверстием цилиндра. Вы должны быть уверены, что поршень правильно ориентирован.
Например, если поршень выпуклый, купол находится снаружи блока или прорези клапана находятся вверху (ближе к долине подъемника). Кроме того, убедитесь, что вы правильно собрали комбинацию поршень-шток, чтобы фаска на шатуне (и шатунном подшипнике) была обращена к радиусу галтели на коленчатом валу. Наконец (и как упоминалось ранее), дважды проверьте смазочное кольцо (кольца), чтобы убедиться, что зазоры концевых колец расширительного кольца не перекрываются.
Кроме того, убедитесь, что вы правильно собрали комбинацию поршень-шток, чтобы фаска на шатуне (и шатунном подшипнике) была обращена к радиусу галтели на коленчатом валу. Наконец (и как упоминалось ранее), дважды проверьте смазочное кольцо (кольца), чтобы убедиться, что зазоры концевых колец расширительного кольца не перекрываются.
Если шатун оснащен запрессовываемыми болтами, накройте их защитными кожухами (недорогие пластмассовые детали прекрасно подойдут) или наденьте на шпильки отрезок резиновой трубки. Идея здесь состоит в том, чтобы предотвратить повреждение болтами шатуна кривошипа во время установки. Также покрываем шатунный подшипник монтажная смазка .
В этот момент вы должны быть в состоянии протолкнуть узел поршня и штока в отверстие, одновременно направляя шток так, чтобы он упал на место над шатунной шейкой коленчатого вала.
В большинстве случаев вы можете протолкнуть поршень вручную. В других случаях хорошо работает очень легкое постукивание рукояткой специального поршневого молотка (подробнее об этом позже). Необходимость приложения чрезмерной силы означает, что маслосъемное кольцо установлено неправильно.
Необходимость приложения чрезмерной силы означает, что маслосъемное кольцо установлено неправильно.
Но давайте вернемся к части уравнения, связанной с кольцевым компрессором. Что горячо, а что нет?
В нижней части шкалы находятся регулируемые кольцевые компрессоры ленточного типа. Здесь узлы предназначены для расширения, чтобы соответствовать наиболее распространенным размерам цилиндров автомобильных и коммерческих двигателей (пример Lisle, показанный на прилагаемых фотографиях, расширяется с 3,5 дюймов до 8,00 дюймов).
Имеются и другие образцы диаметром от 2,125 до 5,00 дюймов. Этот тип кольцевого компрессора недорог (менее 15 долларов), но он может быть немного «шатким» в использовании. Стенки хомута острые и могут порезать пальцы, если вы не будете осторожны.
Существуют кольцевые компрессоры, которые работают со специальным ленточным хомутом для каждого отверстия цилиндра. Они предназначены для набора плоскогубцев, которые можно прикрепить к ленточному зажиму. Это позволяет вам удерживать компрессор, когда вы вбиваете поршень в отверстие. Когда дело доходит до производительности этого типа компрессора, никто не может принять окончательное решение, но конструкция существует уже давно. Доступны комплекты OTC и другие комплекты, которые охватывают широкий диапазон размеров отверстий.
Это позволяет вам удерживать компрессор, когда вы вбиваете поршень в отверстие. Когда дело доходит до производительности этого типа компрессора, никто не может принять окончательное решение, но конструкция существует уже давно. Доступны комплекты OTC и другие комплекты, которые охватывают широкий диапазон размеров отверстий.
Проще всего установить поршни с помощью Компрессор с коническим кольцом .
Здесь кольцевой компрессор изготовлен из алюминия с конической внутренней формой. Это позволяет кольцам мягко сжиматься, когда поршень вдавливается (или постукивает) в отверстие цилиндра. Некоторые образцы более высокого качества имеют положительное сцепление с внешними поверхностями, что позволяет надежно удерживать компрессор, когда вы вставляете поршень в отверстие.
Внутренняя часть многих конических конструкций отшлифована до нужного размера. Некоторые конструкции имеют твердое анодирование для долговечности.
Недостаток компрессора с коническим кольцом заключается в том, что вам нужен отдельный компрессор для каждого диаметра отверстия, с которым вы работаете.
Наконец, Summit Racing предлагает серию регулируемых компрессоров с коническими кольцами. По сути, это компрессоры с разрезным коническим кольцом и большим ленточным зажимом снаружи. При использовании вы вставляете комбинацию поршня и кольца, затягиваете хомут до упора, а затем вставляете поршень в отверстие. Формат не допускает значительных изменений размеров, но обычно они имеют диапазон регулировки от 0,100 до 0,150 дюйма или около того. Это означает, что если вы увеличите диаметр отверстия при сборке, вам не нужно будет покупать новый кольцевой компрессор.
Даже самые дорогие инструменты оказываются бесценными, когда вы делаете новый двигатель правильно. Дополнительные сведения см. на прилагаемых фотографиях:
Часто можно протолкнуть поршень через компрессор пальцами, но в некоторых случаях можно использовать очень легкое постукивание специальным молотком, чтобы привести его в движение. В будущем мы рассмотрим молоток, предназначенный именно для этой работы. (Image/Wayne Scraba) Это обычный кольцевой компрессор с регулируемой лентой. У Summit Racing есть несколько подобных примеров. Они недорогие и подходят для широкого диапазона диаметров отверстий. (Изображение/Summit Racing) Еще один вариант — ленточный компрессор со специальным набором плоскогубцев, которые удерживают его на месте при вставке поршней в отверстия. Этот набор подходит для дюжины различных размеров отверстия. (Изображение/Summit Racing) Наиболее распространенный компрессор поршневых колец, который вы найдете в гоночном магазине, имеет коническую форму. Они творят чудеса при установке поршня. Summit Racing предлагает огромное количество примеров с таким же огромным диапазоном диаметров отверстий. (Изображение/Summit Racing) Если вам нужен небольшой диапазон регулировки (например, построить двигатель, а затем в следующий раз увеличить диаметр цилиндра), эти регулируемые конические компрессоры вполне могут быть вашим билетом. (Изображение/Гонки на высшем уровне)
(Image/Wayne Scraba) Это обычный кольцевой компрессор с регулируемой лентой. У Summit Racing есть несколько подобных примеров. Они недорогие и подходят для широкого диапазона диаметров отверстий. (Изображение/Summit Racing) Еще один вариант — ленточный компрессор со специальным набором плоскогубцев, которые удерживают его на месте при вставке поршней в отверстия. Этот набор подходит для дюжины различных размеров отверстия. (Изображение/Summit Racing) Наиболее распространенный компрессор поршневых колец, который вы найдете в гоночном магазине, имеет коническую форму. Они творят чудеса при установке поршня. Summit Racing предлагает огромное количество примеров с таким же огромным диапазоном диаметров отверстий. (Изображение/Summit Racing) Если вам нужен небольшой диапазон регулировки (например, построить двигатель, а затем в следующий раз увеличить диаметр цилиндра), эти регулируемые конические компрессоры вполне могут быть вашим билетом. (Изображение/Гонки на высшем уровне)Обслуживание поршней, шатунов и подшипников
Удовлетворительная работа двигателя невозможна, если поршень и шатун в сборе не находятся в хорошем состоянии.
Поршень должен иметь правильный зазор в цилиндре, чтобы избежать ударов поршня, компрессионные кольца должны герметизироваться, чтобы предотвратить потерю давления во время сжатия и сгорания, маслосъемное кольцо должно контролировать масло на стенках цилиндра, а поршневой палец должен быть правильно установлен для предотвращения шума.
Шатунные подшипники не должны быть повреждены или изношены, а шатунные шейки должны быть в хорошем состоянии, чтобы предотвратить потерю масла и шум.
Демонтаж поршня в сборе
Ниже приведены пункты, относящиеся к демонтажу поршня и шатуна в сборе:
1. Снимите поршневые кольца, вывернув их из канавок в поршне. Поможет толстый щуп, используемый под кольцами.
2. Выдавите половинки подшипника из шатуна и крышки. Проверьте разницу между верхней и нижней половинками. Верхняя половина подшипника может иметь смазочное отверстие.
3. Проверьте поршневой палец, попробовав сдвинуть шатун относительно поршня.
4. Если поршень нужно снять с шатуна, проверьте наличие маркировки, которая идентифицирует переднюю часть поршня по отношению к шатуну.
5. Отделите поршень от шатуна, сняв поршневой палец. В зависимости от типа штифт может быть выбит или выдавлен.
7. Очистите различные детали и проверьте их на износ.
· Все детали должны храниться на своих оригинальных цилиндрах.
Снятие и замену поршневых пин
| Рис. 7.1 |
Если есть очевидное движение, поршневой палец, отверстия для пальца в поршне или втулка в шатуне (если установлены) изношены. Поршень следует демонтировать с шатуна, чтобы можно было осмотреть детали.
Поршень следует демонтировать с шатуна, чтобы можно было осмотреть детали.
| Рис. 7.2 |
Плавающие пистоны
Установка и установка на рис. У него есть стопорные кольца, которые необходимо снять с поршня, прежде чем можно будет снять поршневой палец.
Поршневой палец можно выбить с помощью легкого молотка и пробойника. Поршень должен иметь соответствующую опору, чтобы предотвратить его повреждение, а пуансон должен иметь направляющую, которая входит в полый поршневой палец.
· Если поршневой палец затянут, поршень следует нагреть перед тем, как
снять палец.
При демонтаже следует проверить на износ втулку в малом конце шатуна, а также поршневой палец и отверстия под пальцы в поршне.
В некоторых случаях изношенную втулку в ушке шатуна можно заменить, выпрессовав старую втулку и запрессовав новую.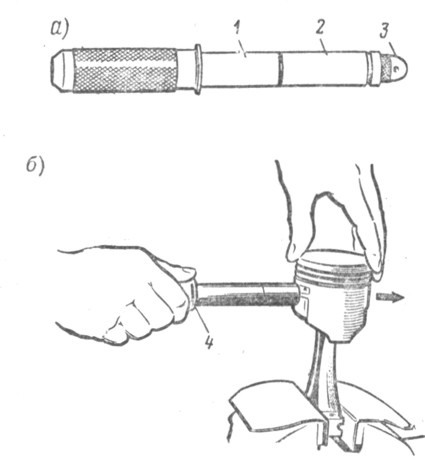
| Рис. 7.3 |
смазочное отверстие, которое должно совпадать с отверстием в штоке.
Перед установкой поршневого пальца следует нагреть поршень, чтобы можно было установить палец без повреждений. Следует использовать новые стопорные кольца.
Рисунок 7.2 Плавающий поршневой палец
(a) стопорные кольца снимаются с помощью маленькой отвертки
(b) поршневой палец устанавливается на нагретый поршень (c) устанавливаются новые стопорные кольца
Запрессовка поршневых пальцев
Пресс-инструмент и вспомогательный инструмент необходимы при снятии или установке поршневых пальцев с прессовой посадкой.
Этот тип пальца свободно перемещается в бобышках поршня, но запрессовывается в малый конец шатуна.
На рис. 7.4 показано, как поддерживается поршень, когда поршневой палец выдавливается из шатуна. Штифт не должен быть выбит. Перед снятием поршневого пальца обратите внимание на его точное положение в шатуне, чтобы его можно было заменить в том же положении.
| Рис. 7.4 |
Запрессованные поршневые пальцы имеют посадку с натягом около 0,02 мм в проушине шатуна. Когда необходимо установить палец
, проушину штока можно осторожно нагреть на нагревательной плите, чтобы можно было легко установить поршневой палец.
Нагрев поршня или штока
Чтобы нагреть поршень, поместите его в емкость с водой и нагрейте воду почти до температуры кипения (рис. 7.5). Это расширит поршень и облегчит снятие поршневого пальца. Это можно сделать перед разборкой, а также перед повторной сборкой.
7.5). Это расширит поршень и облегчит снятие поршневого пальца. Это можно сделать перед разборкой, а также перед повторной сборкой.
| Рис. 7.5 |
Альтернативный метод, только для запрессованных поршневых пальцев, заключается в осторожном нагреве конца шатуна на нагревательной плите. Это расширит проушину шатуна и позволит установить поршневой палец.
· Прямое пламя не должно подаваться на шатун .
Посадка поршневого пальца
Слишком тугая посадка поршневого пальца может вызвать деформацию, а слишком слабая посадка пальца может вызвать стук.
Производители двигателей указывают зазоры, например, 0,002—0,008 мм между поршневым пальцем и поршнем, с предельной величиной износа 0,02 мм. Это очень маленькие зазоры. Небольшие зазоры возможны благодаря выборочной посадке поршневого пальца в поршне.