Зенковки седел клапан в категории «Инструмент»
Набір для зенковки (для відновлення геометрії сідел клапанів) ДВЗ «КАМАЗ» (ХЗСО) SVCKKamAZ
На складе в г. Киев
Доставка по Украине
4 269 грн
Купить
Слава Україні, Слава Нації !
Набор для зенковки для восстановления геометрии седел клапанов ДВС КАМАЗ ХЗСО SVCKKamAZ PM, КОД: 7411557
Доставка по Украине
6 100 грн
4 268.98 грн
Купить
Интернет-каталог скидок «PORTMONE»
Набор для зенковки (для восстановления геометрии седел клапанов) ДВС «КАМАЗ» (ХЗСО) SVCKKamAZ
Доставка по Украине
по 4 269 грн
от 5 продавцов
4 269 грн
Купить
Lekotools.com.ua
Набор для зенковки для восстановления геометрии седел клапанов ДВС КАМАЗ ХЗСО SVCKKamAZ GR, КОД: 7411557
Доставка по Украине
6 100 грн
4 268.98 грн
Купить
Интернет-каталог скидок «GadgetRoom»
Набор для зенковки для восстановления геометрии седел клапанов ДВС КАМАЗ ХЗСО SVCKKamAZ KS, КОД: 7411557
Доставка по Украине
6 100 грн
4 268. 98 грн
98 грн
Купить
Интернет-каталог скидок «KIEVSALES.COM»
Набор для зенковки для восстановления геометрии седел клапанов ДВС КАМАЗ ХЗСО SVCKKamAZ ZK, КОД: 7411557
Доставка по Украине
6 100 грн
4 268.99 грн
Купить
Интернет-каталог скидок Zakazov
Набор для зенковки для восстановления геометрии седел клапанов ДВС КАМАЗ ХЗСО SVCKKamAZ PK, КОД: 7411557
Доставка по Украине
6 100 грн
4 268.98 грн
Купить
База скидок «ПромоКот»
Набор для зенковки (для восстановления геометрии седел клапанов) ДВС «КАМАЗ» (ХЗСО) SVCKKamAZ
Доставка по Украине
3 700 — 4 269 грн
от 30 продавцов
4 269 грн
Купить
Інтернет-магазин Limonad.dp.ua
Набор шарошек SKODA, AUDI, Volkswagen, SEAT. Зенковки для сёдел клапанов VAG group, фрезы для гбц, зенкера
На складе
Доставка по Украине
8 141 грн
Купить
Оборудование и инструмент для СТО
Шарошки ВАЗ. Набор зенковок для восстановления геометрии седел клапанов ДВС «LADA 2110 16кл.(ХЗСО) SVCK1010
Набор зенковок для восстановления геометрии седел клапанов ДВС «LADA 2110 16кл.(ХЗСО) SVCK1010
На складе
Доставка по Украине
1 739 грн
Купить
Оборудование и инструмент для СТО
Набор для зенковки (для восстановления геометрии седел клапанов) ДВС «КАМАЗ» (ХЗСО) SVCKKamAZ Orig SVCKKamAZ
Доставка из г. Киев
4 266.70 грн
Купить
olly.pro
Набор для зенковки (для восстановления геометрии седел клапанов) ДВС «КАМАЗ» (ХЗСО) SVCKKamAZ
Доставка по Украине
4 269 грн
Купить
MasterHoz
Набор для зенковки (для восстановления геометрии седел клапанов) ДВС «КАМАЗ» (ХЗСО) SVCKKamAZ Set-Tools
Доставка по Украине
4 269 грн
Купить
«Set Tools» інтернет-магазин ручного та садового інструменту.
Набір для зенковки (для відновлення геометрії сідел клапанів) ДВЗ «КАМАЗ» (ХЗСО) SVCKKamAZ
Доставка по Украине
4 269 грн
Купить
ТОВ»ПРОФПОСТАЧ»
Набор зенковок с твердосплавными пластинами для ремонта седел клапанов двигателей «ГАЗ-53»
Доставка по Украине
1 800 грн/комплект
Купить
ООО «ЦТО КВАРЦ»
Смотрите также
Набор зенковок с твердосплавными пластинами для ремонта седел клапанов двигателей ЗИЛ-130 (Винница)
Доставка по Украине
1 730 грн/комплект
Купить
ООО «ЦТО КВАРЦ»
Набор зенковок с твердосплавными пластинами для ремонта седел клапанов двигателей «КАМАЗ»
Доставка по Украине
1 800 грн/комплект
Купить
ООО «ЦТО КВАРЦ»
Набор зенковок с твердосплавными пластинами для ремонта седел клапанов двигателей СМД-14
Доставка по Украине
1 940 грн/комплект
Купить
ООО «ЦТО КВАРЦ»
Набор зенковок с твердосплавными пластинами для ремонта седел клапанов двигателей СМД-60
Доставка по Украине
1 585 грн/комплект
Купить
ООО «ЦТО КВАРЦ»
Шарошки для ремонта седел клапанов ДВС ЗИЛ-130 ХЗСО SVCK130ZIL ZZ, КОД: 7411541
Доставка по Украине
4 450 грн
3 130.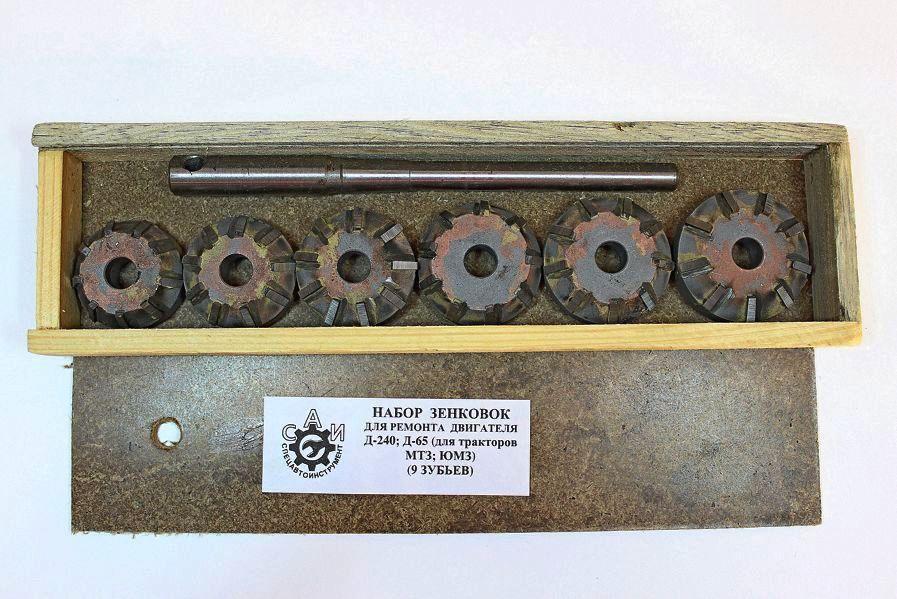 98 грн
98 грн
Купить
Интернет-каталог скидок «ZAKAZ!K»
Фрезы для ремонта седел клапанов SENS МеМЗ 307, 317 ХЗСО SVCK302S TP, КОД: 7411562
Доставка по Украине
3 000 грн
2 086.98 грн
Купить
TopSales — лучшие распродажи
Шарошки для ремонта седел клапанов ДВС ЗИЛ-130 ХЗСО SVCK130ZIL TP, КОД: 7411541
Доставка по Украине
4 450 грн
3 130.98 грн
Купить
TopSales — лучшие распродажи
Шарошки для ремонта седел клапанов ДВС ЯМЗ ХЗСО SVCK236YMZ TE, КОД: 7411539
Доставка по Украине
4 900 грн
3 414.98 грн
Купить
Интернет-каталог скидок Техно ECO
Набор фрез для ремонта седел клапанов ДВС СМД-60 ДТ-75 ХЗСО SVCK60SMD TE, КОД: 7411543
Доставка по Украине
4 200 грн
2 936.98 грн
Купить
Интернет-каталог скидок Техно ECO
Фрезы для ремонта седел клапанов Lanos 1500см3 SOHC ХЗСО SVCK1500L TE, КОД: 7411544
Доставка по Украине
3 000 грн
2 086. 98 грн
98 грн
Купить
Интернет-каталог скидок Техно ECO
Фрезы для ремонта седел клапанов «SENS (МеМЗ 307, 317)» (ХЗСО) SVCK302S
Доставка по Украине
1 920 — 2 087 грн
от 7 продавцов
2 087 грн
Купить
Lekotools.com.ua
Фрезы для ремонта седел клапанов ДВС «VAG group» (ХЗСО) SVCK012VAG
Доставка по Украине
по 7 514 грн
от 2 продавцов
7 514 грн
Купить
Lekotools.com.ua
Фрезы для ремонта седел клапанов ДВС «Mitsubishi» (ХЗСО) SVCK12MMC
Доставка по Украине
по 5 924 грн
от 2 продавцов
5 924 грн
Купить
Lekotools.com.ua
Фрезы для ремонта седел клапанов Lanos 1500см3 SOHC ХЗСО SVCK1500L TS, КОД: 7411544
Доставка по Украине
3 000 грн
2 086.98 грн
Купить
Интернет-каталог скидок «1000»
Зенковка седел клапанов ваз 2106
Содержание
Современные российские автомобили
Разделы
Проверка и шлифование седел клапанов
Профиль седла впускного клапана
I – новое седло;
II – седло после ремонта
Профиль седла выпускного клапана
I – новое седло;
II – седло после ремонта
Сужение фаски впускного клапана зенкером, установленным на шпинделе
Форма фасок седел клапанов показана на рис. Профиль седла впускного клапана и
Профиль седла впускного клапана и
Профиль седла выпускного клапана.
На рабочих фасках седел (зона контакта с клапанами) не должно быть точечных раковин.
коррозии и повреждений. Небольшие повреждения можно устранять шлифованием седел.
При этом необходимо снимать как можно меньше металла.
ПОРЯДОК ВЫПОЛНЕНИЯ
1. Установить головку на подставку, вставить в направляющую втулку клапана центрирующий стержень и надеть на него пружину.
Предупреждение
Стержни существуют двух различных диаметров: 1 – для направляющих втулок впускных клапанов и 2 – для направляющих втулок выпускных клапанов.
2. Установить на шпиндель конический круг для седел выпускных клапанов или круг для седел впускных клапанов, закрепить шпиндель в шлифовальной машинке и прошлифовать седло клапана.
В момент соприкосновения круга с седлом машинка должна быть выключена, иначе возникнет вибрация и фаска будет неправильной.
Рекомендуется чаще производить правку круга алмазом.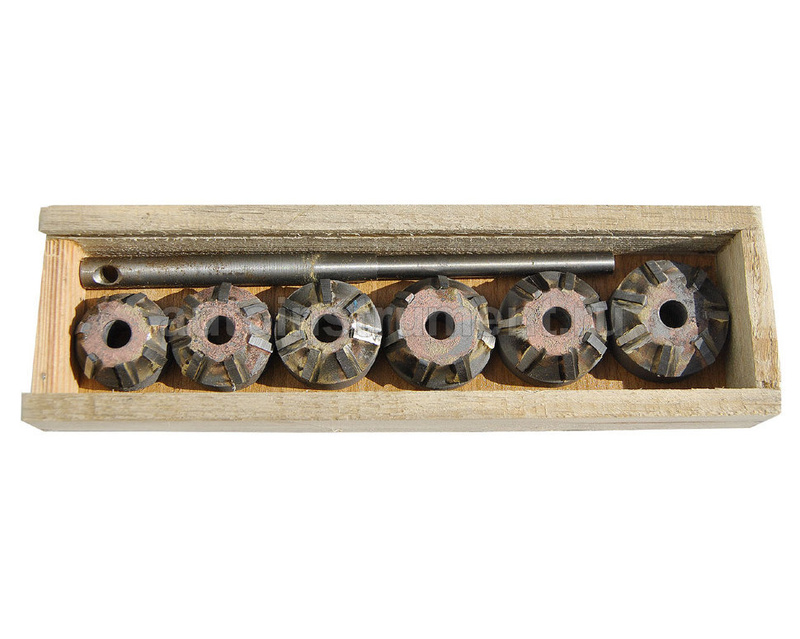
После шлифования проверить биение рабочей фаски относительно оси отверстия направляющей втулки, которое не должно превышать 0,05 мм.
Для седел выпускных клапанов ширину рабочей фаски доведите до величин, указанных на
рис. Профиль седла выпускного клапана, зенкером (угол 20°) и зенкером, которыми
устраняется наклеп на внутреннем диаметре. Зенкеры надеваются на шпиндель и так
же, как и при шлифовании, центрируются стержнем.
У седел впускных клапанов ширину рабочей фаски доведите до величин, указанных на
рис. Профиль седла впускного клапана сначала отработав внутреннюю фаску зенкером
(рис. Сужение фаски впускного клапана зенкером, установленным на шпинделе) до
получения размера диам.ЗЗ, а затем фаску 20° зенкером до получения рабочей фаски
шириной 1,9–2 мм (см.рис. Профиль седла впускного клапана).
Ремонт двигателя
ОБЩИЕ СВЕДЕНИЯ Процесс ремонта показан на примере двигателя мод. 2111. Другие двигатели ремонтируйте аналогично. .
.
СИСТЕМА ПИТАНИЯ ТОПЛИВОМ
Характеристика топливной аппаратуры мод. 33-01 мод. 334 Насос топливный высокого давления Порядок работы секций . 8-4-5-7-3-6-2-1 Нап .
Ремонт генератора
ПОРЯДОК ВЫПОЛНЕНИЯ 1. Снимите генератор с автомобиля (см. подраздел 7.2.3). 2. Промаркируйте взаимное расположение крышек генератора. 3. Отожмите три защелки. 4. Снимите пластмассовый .
Седло клапана — небольшое кольцо, имеющее скос по внутренней поверхности.
Устанавливается в отверстия головки блока цилиндров, предназначенные для установки клапанов и перегонки через них топливовоздушной смеси и отработавших газов. Деталь запрессовывается в ГБЦ на заводе.
Выполняет следующие функции:
- герметичность отверстия;
- передает излишки тепла к ГБЦ;
- обеспечивает необходимый приток воздуха, когда механизм открыт.
Замена седла клапана требуется в том случае, когда восстановить его герметичность способом механической обработки не удается (многочисленные обработки в прошлом, прогар, сильный износ). Сделать это можно своими руками.
Сделать это можно своими руками.
Ремонт детали выполняют при:
- прогаре тарелки;
- после замены направляющих втулок;
- при умеренной степени естественного износа;
- при нарушении герметичности соединения кольца с тарелкой.
Правка изношенных и поврежденных седел в домашних условиях выполняется с использованием шарошек. Помимо этого, может потребоваться сварочный аппарат или мощная газовая горелка, стандартный набор гаечных ключей, необходимых для демонтажа и разборки ГБЦ, притирочная паста, дрель.
Замена седел
Процедура замены состоит из двух ответственных процедур: удаления старых деталей и монтажа новых.
Удаление старых посадочных элементов
Замена седел клапанов выполняется на демонтированной ГБЦ с разобранным газораспределительным механизмом. Удалить старое кольцо можно с использованием сварочного аппарата, если материал, из которого оно изготовлено, позволяет это сделать.
Для выполнения процедуры изготавливается съемник седел клапанов — берется старый ненужный клапан, тарелку которого необходимо проточить до размеров внутреннего диаметра седла.
После этого полученный инструмент утапливают в посадочное место, не доходя до края 2-3 мм и «прихватывают» сваркой в 2-3 местах. После клапан вместе с металлическим кольцом выбивают с обратной стороны молотком.
Важно! Процедура с использованием сварки может привести к некоторой деформации посадочного места. При этом стандартные седла будут иметь слабое закрепление, что может привести к их самопроизвольному демонтажу в процессе работы мотора. Требуются кольца увеличенного диаметра, которые не продаются в магазинах, а изготавливаются на заказ.
Седло клапана, изготовленное из металлов, не подлежащих сварке, можно удалить путем вкручивания в него отрезка трубы, используемого как съемник седел клапанов. Для этого на внутренней поверхности кольца нарезается резьба. Аналогичную резьбу наносят на внешнюю поверхность подходящей по диаметру металлической трубы.
Берется старый клапан, который предварительно приваривают к торцу трубы в обратной положении.
Монтаж новых седел
Перед началом процедуры монтажа новых седел, посадочные места под них очищают от загрязнений. После ГБЦ следует равномерно нагреть до температуры, превышающей 100˚С. При этом металл расширяется, позволяя запрессовать кольцо.
Монтируемую деталь охлаждают с помощью жидкого азота. При его отсутствии можно использовать сочетание льда и ацетона, что позволяет снизить температуру металла до -70˚С. Размеры деталей подбирают таким образом, чтобы разница между диаметром посадочного места и кольца составляла не более 0.05-0.09 мм на холодных деталях.
Седло клапана запрессовывается с помощью специальной оправки или отрезка трубы подходящего диаметра. Деталь должна входить на посадочное место с небольшим усилием. При этом важно, чтобы кольцо встало без перекоса.
После запрессовки и остывания ГБЦ следует проверить, не болтается ли элемент на посадочном месте. Если зазор отсутствует, а замененный элемент плотно держится на своем месте, процедуру его замены можно считать оконченной. Далее требуется прирезка седел клапанов с использованием шарошек.
Если зазор отсутствует, а замененный элемент плотно держится на своем месте, процедуру его замены можно считать оконченной. Далее требуется прирезка седел клапанов с использованием шарошек.
Важно! При стандартной процедуре замены тарелки всех клапанов оказываются посажены достаточно высоко. Однако некоторые специалисты рекомендуют обрабатывать фаски таким образом, чтобы выпускные клапаны сидели несколько глубже нормального положения. Седло впускного клапана при этом оставляют в штатном положении.
Ремонт седел
Ремонт седел клапанов выполняется при их естественном износе и неплотном прилегании тарелки к своему посадочному месту.
С целью восстановления геометрии колец применяются шарошки для седел клапанов — набор фрезерующих головок, позволяющих делать необходимые углы.
Шарошки могут использоваться в сочетании со специальным оборудованием. Однако оно является дорогостоящим. Поэтому в домашних условиях применяют ключ-трещотку с удлинителем. Правильно обработанные места имеют углы 30˚, 60˚ и 45˚. Обработка седел клапанов для создания каждого из них производится соответствующей фрезой.
Правильно обработанные места имеют углы 30˚, 60˚ и 45˚. Обработка седел клапанов для создания каждого из них производится соответствующей фрезой.
Шлифовка седел клапанов не требует их нагрева или другой обработки. Проточку производят «насухую». В дальнейшем, в момент притирки, необходимо использовать специальную притирочную пасту. Для достижения лучшего результата притирку на новые седла рекомендуется производить вручную, а не с помощью дрели.
Еще одной разновидностью ремонта является проточка посадочных мест под ремонтные вставки. Для этого по вышеописанному алгоритму удаляют седла, после чего, специальным режущим инструментом протачивают места под них. Размер ремонтного места должен быть на 0.01-0.02 см меньше вставки. Монтаж производят после нагрева ГБЦ и охлаждение монтируемых элементов.
Правильно произвести расточку самостоятельно можно попытаться на свой страх и риск. Однако, с учетом сложности процедуры и необходимой высокой точности работ, подобные манипуляции лучше производить в условиях квалифицированной автомастерской или авторемонтного завода.

Ну чего ж. Таки мне достали развертки и зенковки, сразу же я приступил к работе. Рассказывать много не буду, все рассказали до меня — вот товарищ DTM26 очень хорошо все расписал тут. От себя добавлю что развертку лучше хорошо промазывать а зенковки юзать на сухую, кстати о них: как вариант: я делал так — 30гр до полного прилегания, 60гр, 45гр, 30гр. Arch2 поделился целой уймой информации, вот выписка из нее на счет фасок седла
Что рассказать? Использвал Абровскую притирочную пасту — черноваячистовая, банка двусторонняя
ГОЛОВКА ЦИЛИНДРОВ С ЗЕНКОЙ — CATERPILLAR ENERGY SOLUTIONS GMBH
Настоящее изобретение в целом относится к головке цилиндров статического газового двигателя с искровым зажиганием. В частности, раскрытие относится к головке блока цилиндров, имеющей по меньшей мере два выпускных отверстия и по меньшей мере два впускных отверстия. Головка цилиндра может дополнительно содержать по меньшей мере одну ось цилиндра, и каждое впускное отверстие может иметь седло клапана для впускных клапанов, причем каждое из указанных седел клапана имеет центральную ось. По меньшей мере, одно впускное отверстие может иметь зенковку в граничной области нижней стороны головки цилиндров. Зенковка может иметь ось смещения, смещенную от указанной центральной оси, создающую завихрение потока, при этом радиус RF, RF’ упомянутой зенкеровки имеет точку М, М’, причем указанная точка М, М’ является радиальным максимумом по отношению к центру ось.
По меньшей мере, одно впускное отверстие может иметь зенковку в граничной области нижней стороны головки цилиндров. Зенковка может иметь ось смещения, смещенную от указанной центральной оси, создающую завихрение потока, при этом радиус RF, RF’ упомянутой зенкеровки имеет точку М, М’, причем указанная точка М, М’ является радиальным максимумом по отношению к центру ось.
Кроме того, настоящее изобретение относится к способу изготовления головки блока цилиндров и к статическому газовому двигателю с искровым зажиганием.
Кроме того, настоящее изобретение относится к способу запуска статического газового двигателя с лонжеронным зажиганием описанного здесь типа.
На процесс сгорания в двигателе решающее влияние оказывает поток в цилиндре. Здесь проводится различие между макроскопическим потоком (завихрение, переворот) и микроскопическим потоком (турбулентность). Завихрение – это турбулентный поток, ось вращения которого параллельна оси цилиндра, а переворот – это турбулентный поток, ось вращения которого перпендикулярна оси цилиндра.
Газовые двигатели с искровым зажиганием обычно используют процесс сгорания вихревого типа. Завихрение в основном создается комбинацией тангенциальных и спиральных впускных отверстий. Тангенциальное входное отверстие устроено таким образом, что газовоздушная смесь поступает в цилиндр по касательной к оси цилиндра и проходит вдоль стенки цилиндра. Это создает вращение заряда. Однако для создания заметного уровня завихрения требуется большой подъем клапана. Принцип действия спирального впускного отверстия основан на создании завихрения в спиральном впускном отверстии, продолжающемся внутри цилиндра. Недостатки спирального впускного отверстия включают плохую загрузку цилиндра из-за высоких потерь потока и значительных усилий по проектированию.
Известное решение, представляющее собой комбинацию тангенциальных и спиральных впускных отверстий, создает определенный уровень завихрения, который может отклоняться от оптимального. Требуется найти решение для тонкой настройки уровня завихрения, которое можно было бы реализовать без больших проектных усилий и связанной с этим переделки головки блока цилиндров.
ЕР 1 167 700 В1 раскрывает клапанное устройство дизельного двигателя внутреннего сгорания, включающее два всасывающих клапана и два выпускных клапана, расположенных в головке блока цилиндров, при этом упомянутые всасывающие клапаны имеют соответствующие оси, направленные параллельно оси цилиндра, при этом краевая часть на Выходной конец всасываемого воздуха седла клапана каждого из указанных всасывающих клапанов расширяется в направлении вдоль вихревого потока внутри камеры сгорания указанного двигателя, при этом указанная краевая часть на выпускном конце всасываемого воздуха седла клапана каждого из всасывающих клапанов клапаны расширены так, чтобы проходить на половину окружности вокруг оси смещения, смещенной относительно упомянутой оси всасывающего клапана.
ЕР 1493910 А1 раскрывает головку блока цилиндров для двигателя внутреннего сгорания, содержащую первый впускной канал, который проходит от первого впускного канала к первому выпускному каналу, и второй впускной канал, который проходит от второго впускного канала ко второму выпускное отверстие, и при этом первый и второй впускные каналы имеют такую форму, что газовый поток совершает вихревое движение вокруг главной оси камеры сгорания, при этом, по крайней мере, край первого выпускного отверстия первого впускного канала содержит выемку, продолжающуюся над дугой, расположенной ниже по потоку от главной оси выпускного отверстия, относительно вихревого движения, участок с надрезом обычно имеет форму полумесяца, симметричного относительно оси (С), проходящей через центр связанного выпускного отверстия и ориентированной по касательной к вертикальное движение.
Настоящее раскрытие направлено, по крайней мере частично, на улучшение или преодоление одного или нескольких аспектов предшествующих систем.
В соответствии с первым аспектом настоящего изобретения головка блока цилиндров статического газового двигателя с искровым зажиганием может содержать по меньшей мере два выпускных отверстия и по меньшей мере два впускных отверстия. Головка цилиндра может дополнительно содержать по меньшей мере одну ось цилиндра, и каждое впускное отверстие может иметь седло клапана для впускных клапанов, причем каждое из указанных седел клапана имеет центральную ось. По меньшей мере, одно впускное отверстие может иметь зенковку в граничной области нижней стороны головки цилиндров. Зенковка может иметь ось смещения, смещенную от указанной центральной оси, создающую завихрение потока, при этом радиус RF, RF’ упомянутой зенкеровки имеет точку М, М’, причем указанная точка М, М’ является радиальным максимумом по отношению к центру ось. Прямая линия MG, MG’ может фактически соединять ось цилиндра с центральной осью седла клапана одного из впускных каналов. Радиус RF, RF’ и прямая MG, MG’ могут включать в себя угол φ, при этом указанный угол φ может удовлетворять следующему условию: 70°<=φ<=110°. Такая головка цилиндра статического газового двигателя с искровым зажиганием может создавать более интенсивное вихревое движение в цилиндре.
Радиус RF, RF’ и прямая MG, MG’ могут включать в себя угол φ, при этом указанный угол φ может удовлетворять следующему условию: 70°<=φ<=110°. Такая головка цилиндра статического газового двигателя с искровым зажиганием может создавать более интенсивное вихревое движение в цилиндре.
В соответствии с другим аспектом настоящего изобретения способ изготовления головки блока цилиндров статического газового двигателя с искровым зажиганием может включать этапы изготовления режущего инструмента, имеющего ось инструмента и угол конусности α; угол конусности α составляет от 45 ° до 70 °, зацепление режущего инструмента с входным отверстием для формирования зенковки и наклон оси инструмента к центральной оси вокруг заданного угла β, заданный угол β составляет от 2 ° до 5 °.
В соответствии с дополнительным аспектом статический газовый двигатель с искровым зажиганием может содержать головку блока цилиндров, как описано в настоящем документе.
Наконец, в соответствии с другим аспектом способ эксплуатации статического газового двигателя с искровым зажиганием, как раскрыто в настоящем документе, может включать этап приложения высокого давления продувки Δp E-A , где Δp E-A удовлетворяет следующему условию: 500 мбар< =Δp E-A <=1000 мбар.
Другие особенности и аспекты этого раскрытия будут очевидны из следующего описания и прилагаемых чертежей.
Другие потенциальные преимущества и дополнительные подробности раскрытия поясняются в формуле изобретения и в описании и показаны на рисунках, на которых:
РИС. 1 схематично показана головка блока цилиндров с вихревыми зенковками;
РИС. 2 показывает поперечное сечение вида II-II с фиг. 1;
РИС. 3 показан вид поршня сбоку;
РИС. 4 показана принципиальная схема двигателя внутреннего сгорания с искровым зажиганием с поршнем, коленчатым валом и распределительным валом.
Головка блока цилиндров 1 , показанная на РИС. 1 содержит два впускных отверстия 1 . 1 , 1 . 1 ′ и два выпускных отверстия 7 . 1 , 7 . 1 ′. Соответствующие порты 1 . 1 — 7 . 1 ′ открывается в нижнюю часть 1 . 3 головки блока цилиндров 1 , диаметр которой D Cyl соответствует диаметру камеры сгорания 10 . 3 здесь не показан и крышки этой камеры сгорания 10 . 3 .
3 здесь не показан и крышки этой камеры сгорания 10 . 3 .
Соответствующее впускное отверстие 1 . 1 , 1 . 1 ′ содержит седло клапана 2 , 2 ′ и центральную ось 2 . 1 , 2 . 1 ′, что соответствует не показанной здесь оси клапана. Соответствующий впускной порт 1 . 1 , 1 . 1 ′ содержит зенкер 3 , 3 ′ в граничной зоне 1 . 6 , 1 . 6 ′ между впускным отверстием 1 . 1 , 1 . 1 ′ и указанной нижней стороны 1 . 3 . Соответствующая зенковка 3 , 3 ′ содержит смещенную ось 3 . 1 , 3 . 1 ′, смещенный на расстоянии в радиальном направлении от центральной оси 2 . 1 , 2 . 1 ′. Таким образом, расстояние определяет эксцентриситет E на зенкере 3 , 3 ′ относительно центральной оси 2 . 1 , 2 . 1 ′ седла клапана 2 , 2 ′.
1 , 2 . 1 ′ седла клапана 2 , 2 ′.
Зенковка 3 , 3 ′ , сформированная таким образом, имеет форму серпа и содержит точку М, которая составляет максимальное расстояние от центральной оси 2 . 1 , 2 . 1 ′. Прямая линия, соединяющая центральную ось 2 . 1 , 2 . 1 ′ и точку М, М′ в дальнейшем будем называть радиусом RF.
Нижняя сторона 1 . 3 головки блока цилиндров 1 содержит центральную ось, которая образует ось цилиндра 9 . Прямая линия, соединяющая ось цилиндра 9 и соответствующую центральную ось 2 . 1 , 2 . 1 ′ в дальнейшем будем называть прямой МГ.
Соответствующий радиус RF, RP и соответствующая прямая MG, MG’ включают в себя угол φ, φ’, указанный φ, φ’, отложенный против часовой стрелки от прямой MG, MG’, так что первая зенковка 3 или радиус RF расположен относительно прямой линии MG со стороны соседнего выпускного отверстия 7 . 1 , а соединительный радиус RFφ расположен относительно прямой линии MG’ со стороны соседнего впускного отверстия 1 . 1 . Таким образом, соответствующие радиусы RF, RF’ расположены тангенциально по отношению к периферийному направлению U стороны 1 круглого дна. 3 в форме цилиндра.
1 , а соединительный радиус RFφ расположен относительно прямой линии MG’ со стороны соседнего впускного отверстия 1 . 1 . Таким образом, соответствующие радиусы RF, RF’ расположены тангенциально по отношению к периферийному направлению U стороны 1 круглого дна. 3 в форме цилиндра.
Оба угла φ, φ′ могут иметь изменение угла Δφ, Δφ′ до 20°. Предпочтительно, чтобы угол φ, φ’ составлял 90°.
Расход газа на входе 1 . 1 , 1 . 1 ′ через меньший открытый клапан отводится зенкером 3 , 3 ′ в периферийном направлении U.
Соответствующее выпускное отверстие 7 . 1 , 7 . 1 ′ содержит центральную ось 8 . 1 , 8 . 1 ′ седла выпускных клапанов здесь не показаны.
Головка блока цилиндров 1 по фиг. 1 предназначен для одного цилиндра. В рамках настоящего изобретения можно разработать головку 1 цилиндра с несколькими нижними сторонами 1 . 3 , каждый из которых закрывает цилиндр или камеру сгорания 10 . 3 .
3 , каждый из которых закрывает цилиндр или камеру сгорания 10 . 3 .
Поперечный разрез II-II согласно фиг. 2 показана площадь впускного отверстия 1 . 1 с центральной осью 2 . 1 , который совпадает с осью цилиндра 9 относительно показанного выравнивания. Для изготовления зенковки 3 зенкерный инструмент 6 используется как фрезерный инструмент, который наклонен под заданным углом β к центральной оси 2 . 1 относительно оси инструмента 6 . 1 . Сам зенкер 6 имеет угол конусности α. Упомянутый выше эксцентриситет E возникает из-за наклона зенкерного инструмента 9.0047 6 относительно заданного угла β, как видно на фиг. 2. Альтернативно, зенкер 6 можно расположить без наклона вокруг заданного угла β, просто разместив его со смещением относительно центральной оси 2 . 1 соответствует эксцентриситету E, при этом ось инструмента 6 . 1 параллелен центральной оси 2 . 1 .
1 параллелен центральной оси 2 . 1 .
В соответствии с фиг. 3, поршень 5 , используемый в газовом двигателе с искровым зажиганием, содержит головку поршня 9.0047 5 . 1 в форме горшка. Чаша днища поршня 5 . 1 имеет диаметр d 5 , что составляет около 50% диаметра поршня D Cyl . Чаша днища поршня 5 . 1 расположен соосно относительно оси поршня 5 . 2 . В результате получается кромка поршня 5 . 3 , ширина которого составляет около 25% от диаметра D Cyl , если диаметр d 5 такой, как указано выше.
Согласно фиг. 4, газовый двигатель 10 с искровым зажиганием, показанный здесь в схематическом виде, содержит несколько поршней 5 , 5 ‘ с осью 5 поршня. 2 , 5 . 2 ′ направляется в несколько отдельных цилиндров с головками цилиндров 1 , 1 ′ , образующими камеру сгорания 10 . 3 вместе с соответствующим цилиндром или головкой цилиндра 1 . Свеча зажигания 4 , 4 ′ выполнен в виде заглушки камеры сгорания 10 . 3 , где он обычно располагается симметрично оси поршня 5 . 2 или ось цилиндра 9 , 9 ′. На второй головке блока цилиндров 1 на рис. f показан пример впускного клапана 2 . 2 , через который топливно-воздушная смесь может поступать в камеру сгорания 10 . 3 . Топливно-воздушная смесь смешивается внутри общего впускного трубопровода (центральная линия подачи и смешения) 2 . 3 . Место p внешнего взаимодействия находится в пределах общей впускной трубы 2 . 3 . Фазы газораспределения выполняются или применяются соответствующим распределительным валом 10 . 2 , зафиксировав соответственно угол поворота KW коленчатого вала 10 . 1 .
3 вместе с соответствующим цилиндром или головкой цилиндра 1 . Свеча зажигания 4 , 4 ′ выполнен в виде заглушки камеры сгорания 10 . 3 , где он обычно располагается симметрично оси поршня 5 . 2 или ось цилиндра 9 , 9 ′. На второй головке блока цилиндров 1 на рис. f показан пример впускного клапана 2 . 2 , через который топливно-воздушная смесь может поступать в камеру сгорания 10 . 3 . Топливно-воздушная смесь смешивается внутри общего впускного трубопровода (центральная линия подачи и смешения) 2 . 3 . Место p внешнего взаимодействия находится в пределах общей впускной трубы 2 . 3 . Фазы газораспределения выполняются или применяются соответствующим распределительным валом 10 . 2 , зафиксировав соответственно угол поворота KW коленчатого вала 10 . 1 .
В соответствии с настоящим изобретением более интенсивное вихревое движение в цилиндре может быть достигнуто за счет установки эксцентриковых зенковок под двумя впускными отверстиями. Ориентация этих зенкеров может быть такой, что создается вращение заряда в цилиндре, которое усиливает вихревое движение, создаваемое во впускных отверстиях. Зенковки фасок здесь будут называться «вихревыми зенковками».
Ориентация этих зенкеров может быть такой, что создается вращение заряда в цилиндре, которое усиливает вихревое движение, создаваемое во впускных отверстиях. Зенковки фасок здесь будут называться «вихревыми зенковками».
Одной из характеристик может быть ориентация упомянутых завихряющих зенкеров по направлению к стенке цилиндра под углом φ, упомянутым выше, так что вихревое движение создается посредством взаимодействия с кривизной стенки цилиндра. Может быть выгодно, если зенковка находится на определенном минимальном расстоянии от стенки цилиндра, чтобы вводимый поток или воздушно-газовая смесь, соответственно, не упирались в стенку цилиндра.
Функцию вихревых зенкеров можно описать более подробно следующим образом. Вихревые зенкеры, возможно, преимущественно эффективны при малых подъемах клапанов, то есть, когда клапаны открываются и закрываются, поскольку поток из впускного отверстия принудительно направляется к зенкеру в этом положении клапана. Это приводит к высокой составляющей периферийной скорости, которая приводит к высокому числу завихрений в нижней части клапана. Если подъем клапана большой, поток из впускного отверстия в основном течет вдоль оси клапана, и зенковка практически не влияет на него.
Если подъем клапана большой, поток из впускного отверстия в основном течет вдоль оси клапана, и зенковка практически не влияет на него.
Вихревая зенковка может быть возможна только при углублении клапана, т.е. если головка клапана не находится заподлицо с дном головки блока цилиндров, а несколько утоплена в него.
Преимущества спиральных зенкеров могут заключаться в следующем. Зенкеры улучшают сгорание, что может проявляться в повышении эффективности, улучшении управляемости на обедненной смеси, уменьшении склонности к детонации, уменьшении склонности к самовозгоранию и улучшении управления для конкретного цилиндра.
Эффективность меры может быть хорошей, движение заряда может быть значительно увеличено без неприемлемого ухудшения коэффициента доставки. Зенковка может быть внедрена в серийное производство без необходимости какой-либо другой переделки головки блока цилиндров. Эксцентриковая зенковка может быть реализована практически без дополнительных производственных затрат.
Также может быть выгодно, если φ=90° или 80°<=φ<=100°.
Еще одно увеличение закрученного потока может быть достигнуто, если оба входных отверстия имеют зенковку, при этом угол φ’ между указанным радиусом RF’ и указанной прямой MG’ удовлетворяет следующему условию: 70°<=φ'<=110°, указанный радиус RF направлен к соседнему выпускному отверстию, а указанный радиус RF' направлен к соседнему впускному отверстию, оба относительно окружного направления U оси цилиндра.
Также может быть выгодно, если 80°<=φ′<=100° или φ′=90°. Эти углы оказались очень хорошими.
В соответствии с настоящим изобретением либо только одно впускное отверстие, либо оба впускных отверстия содержат спиральную зенковку. По крайней мере, впускное отверстие может быть выполнено как тангенциальное отверстие, так что поток в камеру сгорания происходит в тангенциальном направлении к центральной оси цилиндра. Вихревые зенкеры затем поддерживают или усиливают этот тангенциальный поток.
Одно из двух впускных отверстий может быть выполнено в виде спирального отверстия, создающего по меньшей мере локальное вихревое движение, ограниченное площадью соответствующего впускного отверстия. Зенковка может расширить последнюю на всю камеру сгорания.
Зенковка может расширить последнюю на всю камеру сгорания.
Преимуществом является то, что эксцентриситет E между указанной осью смещения и указанной центральной осью может удовлетворять следующему условию: 0,005<=E/D Cyl <=0,05, где D Cyl представляет собой диаметр стенки камеры сгорания, указанной камеры стенка частично состоит из упомянутой нижней стороны головки блока цилиндров. Эксцентриситет Е завихряющих зенкеров позволяет добиться значительного усиления закрутки без недопустимого ухудшения пропускной способности впускных отверстий. Эксцентриситет Е не следует выбирать слишком большим, учитывая расстояние до стенки цилиндра.
Кроме того, может быть выгодно, если отношение эксцентриситета E к диаметру стенки камеры сгорания составляет 0,01<=E/D Cyl <=0,04.
Также может быть выгодно, если |φ|=|φ′| или |φ-φ’<=20° или |φ-φ'<=15°. Два угла могут отклоняться друг от друга на величину до 20° без возникновения существенных недостатков для потока. Предпочтительно, чтобы они были примерно одинакового размера.
Предпочтительно, чтобы они были примерно одинакового размера.
Кроме того, процедура изготовления головки блока цилиндров статического газового двигателя с искровым зажиганием, как описано выше, может быть выгодной, при этом режущий инструмент используется для изготовления зенковки, причем режущий инструмент имеет ось инструмента и угол конуса α, указанные инструмент, взаимодействующий с входным отверстием для формирования зенковки, при этом указанная ось инструмента наклонена к указанной центральной оси на заданный угол β, указанный угол конусности α составляет от 45° до 70°, а указанный заданный угол β составляет от 2° до 5° . Эта комбинация оказалась очень выгодной.
Преимущества согласно настоящему раскрытию также могут быть достигнуты с использованием статического газового двигателя с искровым зажиганием и головкой блока цилиндров, как описано выше.
Особенно высокий закрученный поток достигается при наличии по крайней мере одного поршня, причем указанный поршень имеет ось поршня и чашу днища поршня в виде горшка. Если чаша днища поршня в форме горшка расположена коаксиально оси поршня, то возникают симметричные условия, особенно в отношении хлюпающего потока, генерируемого между чашей днища поршня и краем поршня. Закрученный поток, создаваемый на стороне впуска, может быть особенно оптимально использован для сгорания в газовом двигателе с искровым зажиганием, если двигатель содержит описанную выше камеру днища поршня, генерирующую хлюпающий ток.
Если чаша днища поршня в форме горшка расположена коаксиально оси поршня, то возникают симметричные условия, особенно в отношении хлюпающего потока, генерируемого между чашей днища поршня и краем поршня. Закрученный поток, создаваемый на стороне впуска, может быть особенно оптимально использован для сгорания в газовом двигателе с искровым зажиганием, если двигатель содержит описанную выше камеру днища поршня, генерирующую хлюпающий ток.
Отличные результаты могут быть достигнуты, если диаметр d 5 указанной камеры днища поршня составляет от 40% до 60% или от 45% до 56% от D цилиндров , где D цилиндров представляет собой диаметр камеры сгорания. стенка камеры, при этом указанная стенка камеры частично состоит из указанной нижней стороны головки блока цилиндров.
Кроме того, может быть выгодно наличие свечи зажигания с форкамерой, т. е. свечи зажигания с форкамерой или камерной свечи. Может случиться так, что центральное пламя между электродами свечи зажигания гаснет из-за увеличения вихревого потока и хлюпающего тока. Но этого можно избежать, используя указанную заглушку камеры. Пробка камеры защищает место воспламенения от тока в камере сгорания и создает определенные условия воспламенения. Высокий завихренный поток и хлюпающий ток в первую очередь влияют на сгорание в основной камере сгорания, а не на чувствительную фазу воспламенения в предкамере свечи зажигания. Поэтому никаких ограничений для более интенсивного движения заряда в камере сгорания не установлено.
Но этого можно избежать, используя указанную заглушку камеры. Пробка камеры защищает место воспламенения от тока в камере сгорания и создает определенные условия воспламенения. Высокий завихренный поток и хлюпающий ток в первую очередь влияют на сгорание в основной камере сгорания, а не на чувствительную фазу воспламенения в предкамере свечи зажигания. Поэтому никаких ограничений для более интенсивного движения заряда в камере сгорания не установлено.
Также может быть предпочтительным, если имеется место p внешней смесеобразования газа и воздуха, при этом указанное место p находится выше по потоку от указанного седла клапана. Закрученный поток как раз и должен обеспечивать распределение в камере сгорания. Газовоздушная смесь уже смешана, когда попадает в камеру сгорания.
Также предпочтительной является процедура запуска статического газового двигателя с искровым зажиганием, как описано выше, в которой применяется высокое давление продувки Δp E-A , где Δp E-A удовлетворяет следующему условию: 500 мбар<=Δp E-A <=1000 мбар. Высокий перепад давления продувки между впускным и выпускным отверстиями является преимуществом для газовых двигателей со статическим наддувом. Это гарантирует создание сильного потока, когда впускные клапаны открыты до тех пор, пока соотношение давлений не уравновесится. Вихревые зенкеры в этом случае оказывают особенно сильное воздействие.
Высокий перепад давления продувки между впускным и выпускным отверстиями является преимуществом для газовых двигателей со статическим наддувом. Это гарантирует создание сильного потока, когда впускные клапаны открыты до тех пор, пока соотношение давлений не уравновесится. Вихревые зенкеры в этом случае оказывают особенно сильное воздействие.
Хороший завихренный поток может быть достигнут, если применяется синхронизация клапанов Миллера, т. е. синхронизация цикла Миллера, при которой угол поворота коленчатого вала KW в момент, когда впускные клапаны почти закрываются, удовлетворяет следующему условию: KW>=20° до НМТ, при подъем клапана 1 мм. В газовых двигателях с фазами газораспределения Миллера впускные клапаны закрываются уже тогда, когда поршень еще движется к нижней мертвой точке. Это снова создает сильный поток на выходе из впускного отверстия, когда клапаны закрываются. Вот почему комбинация вихревых зенкеров и фаз газораспределения Миллера особенно эффективна.
Таким образом, оптимальное действие вихревых зенкеров и улучшение процесса сгорания в заряженном газовом двигателе с искровым зажиганием обеспечиваются высоким перепадом давления продувки, использованием фаз газораспределения Миллера, чашей днища поршня, генерирующей хлюпающий ток, и/ или пробка камеры.
Несмотря на то, что здесь были описаны предпочтительные варианты осуществления настоящего раскрытия, улучшения и модификации могут быть включены без выхода за рамки объема следующей формулы изобретения.
Предел | Инструменты для снятия заусенцев от Cogsdill
Перейти к содержимомуMicro-LimitLee Donaldson2019-08-25T15:18:29+00:00
Micro-Limit — это прецизионный инструмент для зенкерования с контролем глубины. Инструмент состоит из привода с пилотным зенкером и функцией регулировки глубины и подходит для ручных электроинструментов или станков.
Привод Micro-Limit разработан и изготовлен для тяжелых производственных работ с повторяющейся точностью. Осевая нагрузка воспринимается шарикоподшипниками через стопорное кольцо из закаленной стали. Приводной вал вращается на игольчатых подшипниках. Эта конструкция делает наш привод самым прочным в отрасли, и именно поэтому он является предпочтительным инструментом для зенкерования при высоких производственных требованиях, таких как подготовка отверстий под заклепки в авиастроении.
Три модели привода охватывают широкий диапазон размеров отверстий. Регулировка производится с шагом 0,001 дюйма (0,025 мм).
Как работают инструменты Micro-Limit:
| 1 | Инструмент предварительно настраивается на желаемую глубину резания простым ручным индексированием муфты контроля глубины. |
| 2 | Выбранный параметр фиксируется для получения точных и непротиворечивых результатов от детали к детали. |
| 3 | Направляющая входит в отверстие, и стопорное кольцо садится на лицевую сторону заготовки. |
| 4 | Инструмент продвигается вперед, чтобы раззенковать отверстие на нужную глубину. |
Зенковки и направляющие
В стандартной комплектации доступен набор взаимозаменяемых зенкеров и направляющих (см. характеристики инструмента). Зенковки предлагаются с тремя стандартными углами; 82°, 90° и 100°. Специальные углы и зенкеры с твердосплавными наконечниками доступны по запросу. Пилоты для отверстий размером от 0,125 до 0,500 дюйма (от 3,17 до 12,7 мм) входят в стандартную комплектацию; промежуточные размеры доступны по запросу.
характеристики инструмента). Зенковки предлагаются с тремя стандартными углами; 82°, 90° и 100°. Специальные углы и зенкеры с твердосплавными наконечниками доступны по запросу. Пилоты для отверстий размером от 0,125 до 0,500 дюйма (от 3,17 до 12,7 мм) входят в стандартную комплектацию; промежуточные размеры доступны по запросу.
Дополнительная функция перебега
Micro-Limit также предлагается с блоком перебега, встроенным в стандартный привод.* Функция перебега, идеально подходящая для автоматических применений, компенсирует колебания толщины детали и перебег шпинделя станка вверх. до 0,125 дюйма (3,17 мм). Micro-Limit с перебегом также упрощает настройку для приложений с несколькими шпинделями.
*Доступно только для приводов №300 и №400.
Прецизионный контроль глубины с точностью и стабильностью.
Регулировка инструмента и рекомендации по эксплуатации
Универсальный, простой в использовании
Используйте Micro-Limit практически на любом типе торгового оборудования.