Трещина в блоке цилиндров: что делать?

Среди поломок ДВС стоит отдельно отметить появление трещин блока цилиндров и головки блока цилиндров. Такие трещины в корпусе двигателя и других составных элементах достаточно распространены. В процессе эксплуатации многие узлы в конструкции ДВС подвергаются серьезным механическим и температурным нагрузкам, которые создают естественный износ силового агрегата. Блок также трескается в результате аварий, стенки блока цилиндров или головки блока цилиндров могут пробиваться деталями двигателя (шатун и т.д.) в результате заклинивания силовой установки.
Рекомендуем также прочитать статью о том, что такое разминусовка двигателя. Из этой статьи вы узнаете, какие преимущества обеспечивает установка дополнительной массы в автомобиле.Читайте в этой статье
Удаление трещин в блоке цилиндров и ГБЦ

Блоки и гловки блоков двигателя состоят из различных металлических сплавов. Существующие сегодня технологии зачастую позволяют восстановить поврежденные элементы. Далее мы рассмотрим способы устранения поломки и ответим на вопрос, как убрать трещины блока цилиндров и отремонтировать трещины ГБЦ. В ряде случаев ремонт трещин можно выполнить своими руками.
Одним из наиболее широко применяемых способов устранения трещин блока цилиндров и ГБЦ является заделывание дефектов силуминовых и чугунных блоков при помощи сварки.
Сварка может быть как электрической, так и «холодной». Под холодной сваркой стоит понимать заделывание трещин различными материалами на основе полимеров. Заварить первым или вторым способом можно практически все трещины, кроме трещин в области седла клапана, стенок цилиндра, а также тех поверхностей, где происходит прилегание БЦ и ГБЦ.
Как найти трещину

- метод ультразвукового обнаружения;
- использование магниточувствительного оборудования;
- метод пневматической опрессовки;
- поиск трещин посредством гидроконтроля;
На практике обнаружение трещин во многих автосервисах производится посредством закачки в неисправный элемент двигателя воздуха или воды. В случае с воздухом деталь дополнительно погружают в ванну и находят дефекты по пузырькам. Если в элемент закачивается вода, тогда необходимость погружения исключается, так как трещины диагностируют по просачиванию жидкости.
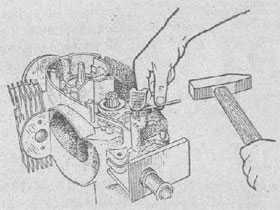
Для определения точных границ трещины с обеих сторон от раскола крепятся пару магнитов, пространство между магнитами засыпается специальными проводящими опилками. Наличие трещины приведет к тому, что линии магнитного поля разорвутся, опилки будут частично группироваться на поверхности раскола. Данный способ позволяет четко выявить трещину блока цилиндров или ГБЦ.
Ремонт трещин при помощи сварки

Необходимо отметить, что устранять расколы нужно в строгом соответствии со всеми рекомендациями. Механические напряжения остаточного типа в зоне шва могут привести к нарушениям его целостности и необходимости повторного ремонта.
Блок из чугуна восстанавливают при помощи засверливания концов трещины и последующей шлифовки всей длины раскола под углом 90 градусов. Засверливать необходимо для того, чтобы предотвратить дальнейшее распространение. Что касается сварки, на начальном этапе блок цилиндров разогревается до 650 градусов по Цельсию. После этого наносится сплошной шов при помощи присадочного чугунно – медного прута и флюса. Завершающим этапом становится постепенное охлаждение детали, для чего требуется специальный термошкаф.
Для того чтобы не прогревать блок, можно воспользоваться электрической сваркой и медными электродами в жестяной обертке. По окончании поверхность полученного шва обезжиривается при помощи ацетона и дополнительно наносится слой эпоксидной пасты специальным шпателем. Эпоксид застывает в течение 24 часов при комнатной температуре и около 2 часов при нагреве до 100 градусов по Цельсию. Завершающим этапом станет шлифовка обработанного шва.
Альтернативные способы

Начнем с того, что незначительные трещины можно также заделать путем использования эпоксидной пасты и стеклоткани. Перед началом работ поверхность металла нужно хорошо обезжирить. Слои пасты и стеклоткани при нанесении чередуются, последним слоем должен являться эпоксид.
Среди наиболее востребованных сегодня технологий стоит также отметить решение под названием SEAL-LOCK. К преимуществам данного способа относят отсутствие необходимости демонтировать двигатель. Способ подходит для восстановления серьезных пробоин или трещин в блоке цилиндров. Также для ремонта не требуется применение сварочного аппарата.
В основе способа лежит заполнение трещины специальной прослойкой из мягкого металла, который в результате надежно скрепляется с поверхностью восстанавливаемой детали.
- Трещину локализуют, после чего происходит засверливание краев раскола. Далее поперек трещины насверливают отверстия с установленным технологией шагом. В эти отверстия вставляются стяжки-скобы, которые связывают оба края трещины. Скобы подбираются в соответствии с видом раскола, так как могут иметь различную длину и отличаться по своей форме.
- Далее в пространстве между установленных скоб высверливается отверстие, после чего происходит нарезка конусной резьбы при помощи специального метчика. После этого необходимо произвести обработку полученного отверстия составом для устранения окисной пленки. Затем в обработанное резьбовое отверстие с небольшим усилием вкручивается заглушка-конус, материал которой активно контактирует с металлом ремонтируемой детали.
- Далее часть заглушки, которая возвышается над плоскостью, нужно немного подпилить, после чего вкручивание осуществляется с большим усилием, которое создается специальным инструментом. Под таким усилием мягкая заглушка сломается в том месте, где ранее был сделан подпил. Выступающие остатки дополнительно шлифуют.
- Следующим шагом становится сверление следующего отверстия. Это отверстие сверлят так, чтобы добиться частичного перекрытия предыдущего резьбового отверстия с установленной заглушкой. Процедура ремонта предполагает заполнение заглушками всей трещины.
Когда работа по установке всех стяжек и заглушек окончена, а также произведена шлифовка, образуется шов. Данный шов необходимо дополнительно спрессовать (расклепать) при помощи ударного инструмента (пневматический молоток с возможностью изменять частоту вибраций).
Расклепывание шва позволяет устранить возможные пустоты, а также ускоряет диффузию материалов заклепок и детали. Результатом станет появление пластичного шва, который имеет прочную связь с поверхностью. Такой шов имеет ряд преимуществ сравнительно со сварным швом:
- не страдает от температурных перепадов;
- способен сохранять целостность в условиях работы при высоких температурах;
- не получает значительного напряжения;
Что касается установки больших латок, которыми можно буквально «заклеить» треснувший блок цилиндров двигателя или головку блока, тогда способ решения по схеме реализации напоминает описанный выше.
Потребуется вырезать и подогнать латку из металла, после чего производится ее установка путем заполнения всего периметра стяжками и конусными заглушками. Последующая проверка готового шва на герметичность осуществляется при помощи опрессовки под давлением около 6 атмосфер.
Читайте также
krutimotor.ru
Как заделать трещину в ГБЦ? Причины появления, диагностика и способы устранения

Причины появления трещин в головке блока цилиндров
Чаще всего трещины в ГБЦ появляются в результате механических повреждений, перегрева или по причине замерзания охлаждающей жидкости в системе охлаждения.
Признаки появления трещин в ГБЦ:
- Постепенное снижение уровня охлаждающей жидкости (ОЖ) в системе;
- Пузырьки в расширительном бачке системы охлаждения;
- Масло в антифризе или наоборот;
- Появление воздушной пробки;
- Постоянные проблемы с температурой ОЖ (то слишком большая, то наоборот).
Как найти трещину в ГБЦ?
Несмотря на вышеперечисленные признаки, найти саму трещину бывает довольно сложно, а порой и вовсе невозможно. Даже опытный «моторист» может очень долго искать место образования трещины. Все дело в том, что на разных моторах трещины появляются в разных местах.
Перечислим ос
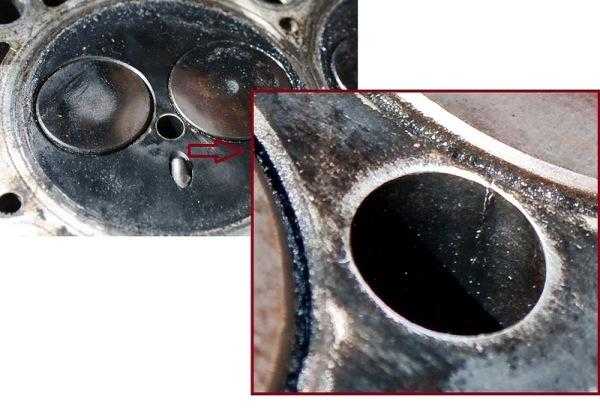
- Между клапанами. Как правило, трещину видно сразу, она проходит под седлами двух соседних клапанов.
- Между клапаном и свечой. Ситуация похожая, и сама трещина видна сразу, искать ее не придется.
- На дизельных моторах трещина легко может образоваться в месте расположения клапана и уйти в сторону форкамеры. Опять же, поиск этой трещины не займет много времени и сил. Однако если трещина в ГБЦ образуется под форкамерой, увидеть ее вряд ли удастся.
- Под направляющей клапана. Это место также одно из неприятных с точки зрения обнаружения. Первое — в канале достаточно темно, второе — трещина прикрыта направляющей втулкой. В такой ситуации необходим особый подход и диагностика.
Теперь предлагаю перейти непосредственно к перечню способов решения данной проблемы.
Как заделать трещину в ГБЦ — четыре проверенных способа

- Газовая или электрическая сварка. В случае с чугунным блоком, например, как у ВАЗ, на концах трещины сверлится по отверстию, затем трещину углубляют и расширяют для лучшего сцепления сварного шва со стенкой. Сама ГБЦ перед сваркой как следует нагревается (~600-650°С). После, используя флюс, на чугунно-медный присадочный пруток и нейтральное пламя газовой сварки, наносится аккуратный ровный шов. Сам шов должен выступать над поверхностью, но не более 1.0-1.5 мм. По завершению всех сварочных работ блок подвергают медленному охлаждению в термошкафу.
Также иногда сварку выполняют без предварительного подогрева блока, однако в таком случае используется электросварка с постоянным током обратной полярности. Если этого требует трещина, допускается нанесение заплатки из мягкой стали, для этого используется электросварка и медные электроды, обернутые жестью. После, сварочные швы обрабатываются и покрываются эпоксидной пастой.

- Эпоксидная паста. Поверхность рядом с трещиной, а также сама трещина тщательно зачищается, практически до блеска. Дальше, как и в предыдущем случае, сверлится отверстие Ø 3-5 мм. В отверстиях нарезается резьба, после чего в нее закручиваются медные или алюминиевые заглушки, заподлицо. Вся трещина обрабатывается под углом 60-90° на глубину до ¾ толщины стенки. Поверхность вокруг самой трещины покрывается насечками для придания ей шероховатости. Перед нанесением эпоксидной пасты поверхность необходимо очистить обезжиривателем, ацетоном или на крайний случай бензином. Саму смолу наносят шпателем в 1-3 слоя. Толщина каждого слоя минимум — 2 мм, а общая толщина примерно — 3-4 мм., полное отвердевание происходит на протяжении суток. В случае подогрева или интенсивной сушки отвердевание произойдет всего за 3-4 часа. По завершению сушки поверхность можно подвергать шлифовке напильником или болгаркой.
- Эпоксидная паста + стеклоткань. Все подготовительные работы такие же, как и у предыдущего способа. Принцип нанесения практически такой же, единственное, в данном случае на каждый слой пасты наносится заплатка из стеклоткани, после чего слой прикатывается роликом. Важно: от края заплаты до края трещины должно быть не меньше 15-20 мм. Каждый новый слой должен перекрывать предыдущий. Всех слоев может быть от 2-х до 8-ми. Финишный слой покрывается пастой, после высыхания обрабатывается напильником или болгаркой.

- Установка штифтов. По краям трещины сверлятся отверстия Ø 4-5 мм. После, таким же сверлом необходимо насверлить отверстий по всей длине, расстояние между отверстиями 7-8 мм. В отверстиях нарезается резьба, затем в отверстия вкручиваются медные прутки на толщину стенки. После этого прутки подрезаются ножовкой, но не полностью, необходимо оставить кончики примерно 1.5-2 мм над поверхностью. Затем, между установленными штифтами сверлятся дополнительные отверстия таким образом, чтобы они могли перекрыть предыдущие. Когда все прутки образуют сплошную полосу, кончики расплющиваются при помощи молотка, тем самым расчеканивая поверхность штифтов и образуя сплошной медный шов. Для надежности поверхность покрывается эпоксидной пастой или смолой. После завершения ремонтных работ блок или головка в обязательном порядке опрессовывается.
Все вышеперечисленные работы должны выполняться специалистами, или людьми, которые понимают всю сложность процесса и умеют обращаться с теми или иными материалами.
Рекомендую посмотреть как производят ремонт трещин бока и ГБЦ профессионалы:
www.autoposobie.ru
Ремонт трещин головки блока цилиндров двигателя
 Трещины в головке блоке цилиндров могут привести к тому, что охлаждающая жидкость будет попадать в масло, или наоборот, масло будет попадать в охлаждающую жидкость. Трещина в блоке цилиндров двигателя может привести также к утечке охлаждающей жидкости из двигателя. Трещины в блоке цилиндров могут привести к попаданию охлаждающей жидкости в двигатель или к прорыву выхлопных газов в канал охлаждения. Трещины в седле клапана вызывают его неравномерный нагрев, что приводит к обгоранию рабочей фаски клапана в местах. Головку с трещиной необходимо либо заменить, либо отремонтировать.
Трещины в головке блоке цилиндров могут привести к тому, что охлаждающая жидкость будет попадать в масло, или наоборот, масло будет попадать в охлаждающую жидкость. Трещина в блоке цилиндров двигателя может привести также к утечке охлаждающей жидкости из двигателя. Трещины в блоке цилиндров могут привести к попаданию охлаждающей жидкости в двигатель или к прорыву выхлопных газов в канал охлаждения. Трещины в седле клапана вызывают его неравномерный нагрев, что приводит к обгоранию рабочей фаски клапана в местах. Головку с трещиной необходимо либо заменить, либо отремонтировать.
Чтобы остановить развитие трещины, на обоих ее концах просверливаются отверстия. Эта операция называется стопорным сверлением. Если трещина не пересекает масло проводных каналов, болтовых отверстий или поверхностей уплотнений, то в ряде случаев ее можно просто застопорить, и дальше не ремонтировать.
Заваривание трещины в чугуне требует высокого мастерства. Чугун при местном нагреве не плавится и не растекается, как сталь. В массивных чугунных деталях, таких как головка блока цилиндров и блок цилиндров, тепло растекается от места заваривания так быстро, что трудно нагреть трещину настолько, чтобы металл потек и она заварилась. Но, даже если удается расплавить металл в месте трещины, она часто снова разрастается до края сварного шва. Надежно заварить трещину можно только в том случае, если раскалить всю отливку докрасна.
Трещины в алюминии завариваются дуговой сваркой в среде гелия, с помощью сварочного аппарата Heli-агс или другого аналогичного ему сварочного оборудования, специально предназначенного для сваривания алюминия. Перед завариванием трещина должна быть разделана механическим вырезанием или выплавлена. Если трещина проходит рядом с камерой сгорания или в ней, то необходимо удалить из камеры старое седло клапана.
Ремонт трещин путем зачеканивания пробками
 В процессе ремонта трещина головки блока цилиндров зачеканивается перекрывающими друг друга коническими пробками.
В процессе ремонта трещина головки блока цилиндров зачеканивается перекрывающими друг друга коническими пробками.
Концы трещины накерниваются и рассверливаются с помощью соответствующего по размеру сверла под резьбу пробки. Отверстия обрабатываются конической разверткой.
В корпусе головки они разделаны с запасом (обратите внимание на то, что из камер сгорания вынуты седла выпускных клапанов). Дефектный участок корпуса головки будет заварен и подвергнут механической обработке. После заваривания эта головка будет подвергнута термообработке (отпуск для снятия остаточных напряжений), после чего пройдет чистовую механическую обработку конического метчика в отверстиях на всю глубину нарезается резьба. Пробка покрывается герметизирующим составом и вкручивается в отверстие до отказа. После этого пробка перепиливается примерно на четверть ее толщины и обламывается. Линия разлома определяется местом распила. Если пробка обломится ниже поверхности ремонтируемой детали, ее придется высверлить и заменить новой.
Пробка должна пройти ремонтируемый участок металла насквозь — на всю глубину. После установки на обоих концах трещины первых пробок, отступив от края трещины, сверлят новое отверстие, так, чтобы оно захватывало край уже установленной пробки. Новое отверстие обрабатывается конической разверткой, в нем нарезается резьба и вкручивается следующая пробка — она должна заходить в предыдущую пробку примерно на четверть ее диаметра, что бы закрепить ее на месте. Перекрывающие друг друга пробки устанавливаются вдоль всей трещины, с небольшим попеременным смещением от линии трещины в обе стороны. Выступающие концы пробок расклепываются молотком, чтобы крепче зафиксировать их на месте. Концы пробок, выступающие над поверхностью нижней плоскости головки, сошлифовываются с помощью шлифовального камня или напильника почти до самой поверхности. Концы пробок, выступающие над поверхностью камеры сгорания или окна головки сошлифовываются до самой поверхности головки с помощью ручного шлифовального инструмента. Поверхность нижней плоскости головки после заделки трещины должна пройти станочную обработку для восстановления качества поверхности.
- Механическая очистка деталей от загрязнений выполняется с помощью скребков и проволочных щеток.
- Не допускается использовать для очистки алюминиевых деталей стальные проволочные щетки.
- Большинство моющих средств, используемых для очистки от коксообразных отложений, являются концентрированными мылами, или щелочами.
- Для очистки алюминиевых изделий пользуйтесь только теми химикатами, которые относятся к категории aluminum safe, т.е. не оказывают химического воздействия на поверхность алюминиевых изделий.
- Термическая очистка производится путем нагрева изделий в пиролитической термокамере до температур порядка 800°Ф (425°С), при которых смазка и грязь превращаются в безвредный пепел.
- Для дробеструйной очистки деталей используется металлическая или стеклянная дробь. Во избежание проблем, вызванных попаданием посторонних предметов в двигатель, после дробеструйной обработки детали должны быть тщательно очищены от дробинок, прилипших к их поверхности.
- Все ответственные детали должны проверяться на отсутствие трещин с помощью методов дефектоскопии, таких как магнитопорошковый метод, метод с использованием проникающего красителя, метод с использованием проникающего флуоресцентного вещества, метод испытания под давлением.
- Трещины можно отремонтировать двумя способами — заварить или зачеканить пробками.
sovetprost.ru
Ремонт трещины ГБЦ – сварка и штифты
Увы, но иногда автомобилисты допускают серьезные ошибки в эксплуатации своих стальных коней. За них приходится дорого платить, как правило. Вот, например, трещина головки блока цилиндров. Она может образоваться от перегрева либо замерзания антифриза. Обе причины – результат неправильного использования транспортного средства.
Как провести такой ремонт? Нелегко, но возможно! Главное, чтобы трещина не проходила через сами цилиндры, а также гнезда клапанов. Можно ремонт трещины ГБЦ своими руками выполнить при помощи эпоксидки и стеклоткани, а можно и сваркой воспользоваться, а также поставить штифты. Сварка может использоваться и газовая, и электрическая.
Технология работ протекать будет следующим образом:
1. Если блок из чугуна, то трещину надо сверлом ф5 мм. засверлить с обоих ее концов, а потом разделать ее вдоль зубилом на 80% толщины стенки блока;
2. Прежде чем начать сварочные работы, ГБЦ полагается нагреть до +600С;
3. Используя газовую горелку и чугуномедный пруток, специалист должен наварить непрерывный слой металла. Допускается выступ шва максимум на 1,5 мм.;
4. Когда блок благополучно заварен, его надо плавно охладить, используя термошкаф.;
5. Заваривать трещину ГБЦ можно и без проведения разогрева. Но тут надо использовать не газовую сварку, а электрическую.;
6. Сварочный шов с целью дополнительной защиты и надежной герметизации надо покрыть эпоксидкой.
Можно попробовать установить штифты – так тоже заделываются трещины ГБЦ:
1. И снова сверлом засверливаем 4-5 мм. оба конца злополучной трещины;
2. Аналогичным сверлом нужно насверлить отверстий и вдоль всей трещины, выдерживая интервал меж ними 6-8 мм.;
3. Теперь надо взять метчик и создать в отверстиях резьбу. По ней следует потом вкрутить медные вставки, оставив торчать наружу концы максимум 2 мм.;
4. Теперь между установленными штифтами следует сверлить новые отверстия. Делать это надо так, чтобы новые отверстия могли перекрывать на 1-2 мм. старые;
5. В новые отверстия аналогично нужно ввернуть штифты. Должна получиться непрерывная полоса из штифтов, солединенных друг с другом.
Конечно, ремонт трещины ГБЦ легким делом не назовешь в любом случае. Не каждый автовладелец может провести данное мероприятие своими силами. При сомнении в успешном исходе гораздо выгоднее обратиться в автосервис.
Видео о том как проверить ГБЦ на микротрещины:
Видео о том как можно отремонировать ГБЦ автомобиля ВАЗ:
autoportal.pro
признаки и симптомы трещины в головке блока цилиндров, что делать, как устранить проблему
Опытный автомобилист знает, что работа автомобиля зависит от работоспособности двигателя. А одним из основных узлов мотора является головка. Как проверить ГБЦ на микротрещины и каковы признаки появления трещин на головке? Подробнее об этом можно узнать здесь.
Содержание
[ Раскрыть]
[ Скрыть]
Признаки трещин в головке блока цилиндров
В большинстве случаев износ мотора происходит в его верхней части, то есть на головке. Причин, которые влияют на выход из строя блока, множество. Распространенной является перегрев мотора, когда из системы охлаждения полностью вытекает антифриз. Это происходит в результате некорректного затягивания штифтов ГБЦ. Это и неправильная работа устройства регулирования температуры, может стать причиной деформации плоскости ГБЦ.
 Стрелкой отмечен дефект поверхности
Стрелкой отмечен дефект поверхностиРассмотрим признаки и симптомы, которые свидетельствуют о появлении трещин на ГБЦ и необходимости ремонта агрегата:
- Моторная жидкость пенится, в ней появляются пузырьки. Если в головке образовалась трещина, в масло может попадать охлаждающая жидкость. В этом случае антифриз будет уходить из расширительного бачка по неизвестной причине. Если нужно постоянно доливать хладагент в систему, это должно насторожить хозяина машины. В этом случае в расширительном бачке антифриза будет образовываться масляная пленка — это точный симптом появления микротрещины в головке двигателя.
При такой неисправности в теплую погоду температура мотора будет то падать, то подниматься. Этот признак не распространенный, но если заметили, что стрелка на датчике температуры то опускается, то опять поднимается, то это должно насторожить. - Троение двигателя. ДВС очень вибрирует, особенно при езде в гору. Этот симптом является следствием образования микротрещины. Если в него попадает антифриз, а масло не пенное, то есть другой способ вычислить неисправность. Для этого нужно демонтировать свечу и посмотреть на нее: если на свече есть жидкость, то вытрите ее пальцем и приложите на язык. Любой антифриз имеет сладковатый привкус. Если это так, то на головке блока вашего авто образовалась трещина.
 Дефект на ГБЦ
Дефект на ГБЦ - Моторная жидкость уходит, ее постоянно нужно доливать. В этом случае по антифризу вычислить трещинку не выйдет. Если щель появилась рядом с направляющей втулкой впускного клапана, то при работе двигателя масло будет затягивать в цилиндр.
Если во впускной клапан будет попадать ОЖ, то при долгой езде она в буквальном смысле слова отмоет поршни до идеальной чистоты. Проверить это легко: открутить свечи и посмотреть на состояние поршней. - Кипение ОЖ. Заметили, что антифриз постоянно кипит, откройте капот и крышку расширительного бачка. Долейте столько жидкости, сколько ни хватало и заведите мотор. Если антифриз сразу начнет кипеть, то сомнений в неисправности быть не должно.
Варианты диагностики проблемы
Чтобы сделать ремонт и устранить микротрещины, нужно быть полностью уверенным в том, что они есть. Рассмотрим несколько вариантов диагностики, которые можно провести дома.
Магнитно-порошковая диагностика
Метод является самым оперативным видом ремонта в обнаружении микротрещин. Заключается в следующем: со всех сторон головки блока цилиндров установить магниты. ГБЦ сверху обсыпать металлической стружкой, она начнет перемещаться к магнитам, оставаясь на трещинах и вмятинах. Так, заметить трещинки не составит труда.
 Металлическая стружка для диагностики
Металлическая стружка для диагностикиДиагностика при помощи жидкости
Чтобы проверить ГБЦ на наличие дефектов этим методом, понадобится специальная красящая жидкость.
- Поверхность головки тщательно промыть, для этого использовать ацетон, керосин или другой вид растворителя.
- Специальную жидкость нанести на очищенную поверхность и подождать несколько минут.
- Затем чистой тряпкой смыть остатки жидкости. Если на ГБЦ есть дефекты, то они будут видны невооруженным глазом.
Проверка давлением
Способ может быть реализован несколькими методами: с погружением головки цилиндров под воду и без него. Сделать проверку с погружением в воду:
- Если решили произвести диагностику с погружением головки цилиндров в воду, то нужно плотно закрыть все каналы контура верхней части агрегата, после чего поместить его в емкость и налить туда горячую воду.
- Затем в контур ГБЦ подать сжатый воздух и там, где появятся пузырьки, будут находиться микротрещины.
 Оборудование для диагностики давлением
Оборудование для диагностики давлениемМетод без погружения блока в воду осуществляется для поиска дырочек в пробитых шинах:
- необходимо крепко закрыть все каналы контура ГБЦ.
- После этого на поверхность крышки головки следует налить мыльный раствор.
- В контур нужно подать воздух. Там, где на поверхности головки будет обнаружен дефект, появятся мыльные пузырьки.
Проверка водой
Метод не отличается от предыдущего. Разница только в том, что головку не нужно опускать в воду, а воду следует залить в нее:
- Все отверстия герметично закрыть.
- В канал налить воды побольше.
- Затем, используя обычный насос, нужно накачать воздуха в канал, чтобы сделать давление не менее 0.7 МПа.
- После необходимо дать постоять головке несколько часов. Если вода ушла, это свидетельствует о дефектах головки. Значит, без ремонта не обойтись.
 Аргонная сварка поверхности
Аргонная сварка поверхностиРемонт дефектов
Ремонт трещин блока желательно проводить при помощи сварки, этот метод является наиболее эффективным и надежным.
- Перед началом ремонта нужно вырезать кусок металла, по своим размерам соответствующий трещине. Глубина канавки должна быть не менее 8 мм, а форма должна быть клиновидной.
- Перед тем как заварить головку, ее нужно нагреть до температуры 200 градусов. Для этого можно использовать ацетиленовую горелку, но не паяльник.
 Заваривание трещин головки
Заваривание трещин головки - Для ремонта используйте газовую установку с присадочными материалами. Эффективные результаты получаются при аргонно-дуговой сварке. К ГБЦ нужно подключить массу. Дуга должна гореть между головкой и электродом, туда же и следует подложить кусок металла, который будет заделана трещина.
- Когда сварка завершена, шов тщательно зачищаем и еще раз опрессовываем. Если дефектов нет, то поверхность головки нужно отфрезеровать.
Видео «Ремонт микротрещин»
avtozam.com
Трещина в блоке цилиндров: признаки и причины
Независимо от того, какой металлический сплав применяется в изготовлении блока, со временем в ходе работы может образоваться трещина в блоке цилиндров двигателя.
Визуально можно выявить глубокие разрывы, а вот микротрещины «на глаз» не определить.
Вероятные симптомы и причины
 Ниже описаны признаки, по которым можно косвенно определить трещину в блоке или головке. Хотя, описанные признаки могут означать и иные неисправности.
Ниже описаны признаки, по которым можно косвенно определить трещину в блоке или головке. Хотя, описанные признаки могут означать и иные неисправности.- Перегрев двигателя, из системы полностью вытекает антифриз. Если не стоит вопрос о герметичности самой системы охлаждения, в этом случае необходимо проверить насколько хорошо затянуты болты ГБЦ. Важно: будьте осторожны, при протяжке болтов они могут лопнуть.
- Некорректная работа прибора управления температурой (термопары), вследствие перегрева происходит деформация головки блока цилиндров.
- Неисправность пробки расширительного бачка, в которой клапан не держит давления, образуются воздушные пробки.
- В тёплую погоду происходит колебание температуры двигателя. Стрелка термодатчика производит резкие скачки в сторону увеличения, либо уменьшения температур.
- Вибрация двигателя или «троение», особенно это ощутимо при подъёме в гору. Как показывает практика, это один из распространенных симптомов образования именно микротрещин. Важно: чтобы подтвердить наличие микротрещин на блоке цилиндров или убедиться, что есть трещина в ГБЦ, выкрутите свечу зажигания. Если свеча мокрая, попробуйте жидкость на язык. Сладкий вкус означает что это антифриз, попадающий через микротрещину в масло. Долейте охлаждающую жидкость и включите двигатель, не закрывая капот и крышку расширительного бака. Если жидкость сразу начнёт кипеть, это верный признак наличия трещины в ГБЦ.
- Велика вероятность появления трещин возле направляющей втулки или втулки впускного клапана. В этом случае головку придется менять.
- Уходят газы. Для определения утечки можно надеть резиновую медицинскую перчатку на расширительный бачок, или горловину радиатора, и закрепить канцелярской резинкой. Если перчатка надувается, значит проблема есть.
 Антифриз лучше использовать импортный и безсиликатный G-11 – для алюминиевых блоков. Для чугунных блоков цилиндров лучше использовать антифриз красный, штатный. Он рассчитан под температуру -80 +135.
Антифриз лучше использовать импортный и безсиликатный G-11 – для алюминиевых блоков. Для чугунных блоков цилиндров лучше использовать антифриз красный, штатный. Он рассчитан под температуру -80 +135.На заметку: на верхней плоскости блока цилиндров могут появиться трещины вследствие плохой промывки и продувки блока перед сборкой. В результате этого в резьбовых отверстиях под болты остается грязь и жидкость.
Методы определения
Чтобы окончательно убедиться в образовании микротрещин, существует несколько способов определения дефектов.
- Производится установка магнитов по корпусу устройства или ГБЦ. Сверху насыпается металлическую стружку. Она начинает двигаться к местам установки магнитов, забиваясь в трещины.
- На тщательно промытую ацетоном либо керосином поверхность ГБЦ наносим особую жидкую краску и ждем 10 минут. После этого чистой тряпкой стираем оставшуюся краску. Дефекты после такого метода обнаруживаются сразу.
- Для проверки целостности можно использовать жидкость. Для этого необходимо герметично закрыть все отверстия и залить в канал воды. С помощью насоса закачиваем в канал воздух под давлением 0,7 Мпа. Оставляем блок в таком состоянии на несколько часов. Ушедшая вода скажет о том, что в головке блока присутствуют дефекты. Таким же образом целостность проверяется путем погружения блока в емкость с водой. В этом случае пузырьки покажут место трещин.
Места расположения дефектов, за устранение которых браться не стоит.
- на клапанных гнёздах;
- на зеркалах цилиндров;
- на плоскости прилегания блока и головки.
Как заделать поврежденные места
Заделывание электросваркой
Засверлить трещины сверлом, чтобы они не пошли дальше и не начали увеличиваться во время работы. Зашлифовать.

Разогреваем блок до 600-650 градусов. Для заделки используем пруток присадочный из чугунно-медного сплава, диаметром 5 мм и флюс. Шов предохранить от окисления с помощью буры.
На поверхности в блоке двигателя должен остаться ровный слой с выступом не более 2 мм. После этого охлаждаем блок в термошкафу.
Электродуговая сварка
В этом случае подогрев блока не требуется. Электронная проволока идёт в качестве присадочного материала. Аргон используется как среда для сварки. Не допускайте перегрева свыше 60 градусов.
Заделка трещин ГБЦ
Нагреваем головку до температуры 200 градусов. Используем для этого ацетиленовую горелку. Заделывание производится при помощи постоянного тока. Диаметр электрода выбираем в зависимости от ширины и толщины стенки.
Приварка заплаты
Подбираем кусок металла, размером с трещину. Жестянкой обворачиваем медные электроды из медного сплава и привариваем заплату. Шлифуем и в довершение покрываем эпоксидной пастой.

Применение эпоксидной пасты
Разлом разделать шлифовкой и засверлить концы трещин сверлом, диаметром не более 85 мм. В отверстия засадить медные заглушки. По очертаниям трещин проходимся насечкой, для создания искусственной шероховатости.
Поверхность обезжириваем с применением ацетона, подогреваем с помощью инфракрасной лампы до температуры 80 градусов. На разлом наносим эпоксидную пасту в следующей последовательности:
- 1 слой 1 мм,
- второй 2-3 мм,
- третий 3-4 мм.
Выдержать в течение суток при температуре 20 градусов, затем необходимо просушить место ремонта в сушильной камере, при температуре 90 градусов, в течение одного часа.
После просушки склеенный участок зачистить и выровнять шлифовкой.
znanieavto.ru
причины, признаки и диагностика, видео, как проверить головку блока цилиндров, обнаружить трещину и сделать ремонт
Головка блока цилиндров — основной узел силового агрегата транспортного средства. Появление проблем в его работе приведет к серьезным последствиям, вплоть до выхода из строя двигателя и невозможности эксплуатации автомобиля. Как определить микротрещину в ГБЦ и как самостоятельно произвести ремонт неисправности, будет рассказано ниже.
Содержание
Открытьполное содержание
[ Скрыть]
Причины
Определить микротрещину в ГБЦ непросто. Прежде чем диагностировать появление проблем, рекомендуем разобраться в причинах, по которым головка блока цилиндров может треснуть.
Превышение допустимой разности температур
Зачастую трещинки и дефекты в ГБЦ появляются в результате нарушения процесса сгорания топливовоздушной смеси в камере. Это может произойти из-за некорректной работы топливной составляющей или неверно установленного зажигания. Такие проблемы приведут к увеличению температуры в двигателе на 200 и более градусов по сравнению со штатной. В итоге на самых тонких стенках головки блока появятся микротрещины. Речь идет об отверстиях для распылителей, стаканов форсунок и т. д.
«Рукотворное» механическое воздействие
В ГБЦ 406 или другой головке блока проблема может быть обусловлена механическим воздействием. К примеру, произойдет разрыв посадочного отверстия для седла клапана в месте рядом с гнездом форсунки. Это происходит в результате перетяжки самой форсунки. В этом месте толщина металла головки составляет не более 2 мм. Определить такие микротрещины можно, но их ремонт обычно нецелесообразен.
Проблем такого плана можно избежать, учитывая следующие нюансы:
- Перед установкой новые шайбы следует нагревать на плите либо над газом. Детали нагреваются до посинения, после чего опускаются в холодную воду и охлаждаются. Эти действия обеспечивают мягкость шайб.
- Под форсунки нельзя ставить медные шайбы и прочие типы уплотнений, использовавшиеся ранее.
- Прежде чем произвести монтаж новых шайб, их состояние следует проверить с помощью магнита. Есть вероятность покупки обмедненных деталей.
- После учета этих моментов допускается затяжка форсунки, при этом важно соблюдать регламент, установленный автомобильным производителем. Если эти действия не помогли добиться герметичности, рекомендуется обратиться к специалистам.
Появление микротрещин в ГБЦ автомобиля ВАЗ или другой машины часто обусловлено монтажом направляющих втулок в тонкостенные головки. При установке необходимо внимательно проверять габариты внешнего диаметра втулки, а также размеры отверстия для ее фиксации. Технологию монтажа нарушать нельзя — в разогретую головку блока запрессовывают охлажденные в жидком азоте втулки. Если это правило не будет соблюдаться, это приведет к появлению радиальных дефектов от внешнего диаметра направляющей втулки.
Заводские дефекты
Необходимость определить повреждения в головке блока возникает из-за дефектов, допущенных при производстве. Сама ГБЦ имеет сложную конфигурацию, а стенки в ней характеризуются разной толщиной. При изготовлении могут быть допущены ошибки, которые приведут к непродавливанию металла в определенных местах и нарушению его структуры. В итоге это приводит к появлению небольших пустот и увеличенной скорости образования ржавчины в них. При последующей эксплуатации поверхность водяной рубашки и камеры сгорания будут соединены, либо возникнут трещины из-за серьезного ослабления в тонких местах.
При нарушении структуры металла сильно ослабятся межмолекулярные связи ГБЦ. Из-за этого материал станет более хрупким, что приведет к появлению дефектов. На практике неисправности такого плана обычно встречаются в перемычках между отверстиями для седел и форсунок. Трещины появляются в каналах, расположенных за клапанами.
Видео о повреждении головки блока опубликовано каналом Ютуб ютубный.
Типичные места образования трещин в ГБЦ
Определить микротрещину в ГБЦ — задача трудная для опытного специалиста. Ведь повреждения образуются не в одном и том же месте. Однако найти их по факту не так сложно. Особенно если у вас есть перечень мест, которые вы можете осмотреть визуально:
- Между клапанами двигателя. Дефект будет виден сразу. Обычно он появляется под седлами клапанов, расположенных по соседству.
- В дизельных силовых агрегатах микротрещины могут пойти от клапана к форкамере. Такой изъян найти несложно, однако увидеть его проблематично, поскольку он появляется непосредственно под форкамерой и не выходит наружу.
- Трещины часто образуются между клапанами и свечами. Увидеть такую неисправность можно без проблем.
- Иногда повреждения образуются под направляющими клапанов. Здесь неисправности не видно. В канале клапана достаточно темно, а сам дефект обычно прикрывается направляющей втулкой. Поэтому визуальная диагностика здесь не подходит.
Признаки наличия трещин
Выявление повреждений на корпусе головки блока цилиндров можно осуществить в соответствии с признаками. Подробно рассмотрим симптомы, которые позволят произвести проверку и определить наличие микротрещин.
Масляная система
Первый признак — смешивание моторной и охлаждающей жидкостей. В результате этого в силовом агрегате образуется эмульсия. На поверхности масла появляется пена с белым оттенком. В расширительном бачке с охлаждающей жидкостью образуется пленка из смазки. Такие же признаки свидетельствуют о повреждении прокладки ГБЦ.

Утечка жидкости через трещину в головке блока цилиндров
Впускной канал
При появлении трещин в головке блока во впускной канал будет попадать охлаждающая жидкость. Из-за этого поршни силового агрегата будут отмыты практически до блеска. Вы сможете их увидеть, посмотрев через свечное отверстие. При попадании антифриза во впускной канал, из глушителя будет идти белый дым. Но этот признак наблюдается не всегда.
Канал выпуска
Если трещина появилась в канале выпуска, хладагент пройдёт через трубу в виде пара. После прогрева и раньше силовой агрегат будет выпускать пар, но визуально увидеть это не получится. Расходный материал уходит из расширительного бачка. Не будет и запаха от отработанных газов.
Камера сгорания
Через появившийся дефект часть расходного материала будет поступать в камеру сгорания, но его объем обычно незначительный. Это обусловлено большой разницей в давлении. Во время работы двигателя происходит сгорание топливовоздушной смеси. Это способствует возникновению высокого давления. Из-за этого в охладительную систему будут поступать отработанные газы. В результате давление будет более высоким.
Это приведет к увеличению объема магистралей системы охлаждения. А из расширительного бачка начнет доноситься запах отработанных газов. Пока в охладительной системе присутствует высокое давление, расходный материал может попасть в камеру сгорания. Здесь произойдет разрежение и засос воздуха. В результате большой разницы в давлении охлаждающая жидкость поступает в камеру сгорания. Основной признак — очищенные поршни, запах в расширительном резервуаре, увеличение объема шлангов. При этом радиатор отопительной системы будет холодным из-за появления в нем воздушной пробки.
Как можно проверить?
Прежде чем сделать ремонт или произвести замену ГБЦ, ее необходимо проверить. Ниже рассмотрим способы, которые позволят выявить наличие повреждений на головке блока цилиндров в домашних условиях. Видео о диагностике ГБЦ на предмет микротрещин снято каналом Ремонт гидравлики.
Магнитно-порошковая диагностика
Этот способ — наиболее быстрый вариант узнать о наличии дефектов. Суть метода заключается в установке магнитов со всех сторон ГБЦ. После их монтажа головку блока следует обсыпать металлической стружкой. Это приведет к ее перемещению к магнитам. А на дефектах стружка будет оставаться, что позволит выявить повреждения.
Проверка давлением
Обнаружить трещину в ГБЦ можно несколькими способами: произвести погружение головки под воду или не делать этого. Способ диагностики с погружением ГБЦ:
- Демонтируйте головку блока цилиндров с двигателя. Процесс снятия мы описывать не будем, поскольку он индивидуальный для каждого транспортного средства.
- Плотно закройте все каналы контура в верхней части устройства.
- Погрузите головку блока в емкость. Налейте в нее горячую воду. Емкость должна быть большой, чтобы ГБЦ полностью была погружена в нее.
- После этого в контур устройства подайте сжатый воздух. В месте, где появились пузырьки, есть дефекты и трещины.
Можно не погружать ГБЦ в воду:
- Надежно закройте все каналы на контуре устройства.
- Приготовьте мыльный раствор, для этого смешайте мыло с водой.
- На плоскость крышки ГБЦ налейте получившийся раствор.
- Подайте сжатый воздух в контур. В месте, где появились мыльные пузырьки, имеются микротрещины. Видео о диагностике ГБЦ под давлением снял Павел Шилин.
Проверка водой
Этот способ выполняется с помощью воды. Только головку блока цилиндров опускать в нее не нужно, жидкость заливается непосредственно внутрь. Для диагностики вам потребуется насос:
- Плотно закройте все имеющиеся отверстия.
- В канал устройства налейте жидкость.
- Возьмите насос и накачайте воздух в канал. Желательно, чтобы инструмент был с манометром. Давление подачи воздуха должно составить не меньше 0.7 МПа.
- После этого ГБЦ должна постоять 2-3 часа. Если вода из нее уйдет, это говорит о наличии микротрещин на корпусе. Соответственно, потребуется более детальная диагностика и ремонт.
Диагностика при помощи жидкости
Как проверяют ГБЦ на предмет наличия микротрещин с применением красящей жидкости:
- Сначала поверхность устройства необходимо полностью промыть. Для очистки воспользуйтесь ацетоном или другим растворителем. Можно использовать и керосин.
- После надо подготовить красящуюся жидкость. Она наносится на поверхность головки блока, после этого ждете 3-5 минут.
- Затем надо воспользоваться ветошью для смыва остатков жидкости. Вам необходимо посмотреть на корпус ГБЦ — при наличии трещин вы сможете увидеть повреждения.
Ремонт повреждений своими руками
Появление дефектов на головке блока цилиндров двигателя — серьезная проблема. Но ее можно решить, если повреждения незначительные.
В каких случаях нужна замена?
Менять головку блока цилиндров необходимо в случае серьезных повреждений. Если трещины большие и их не удается ликвидировать, то ГБЦ подлежит замене. Но прежде чем сделать это, устройство можно попробовать отремонтировать.
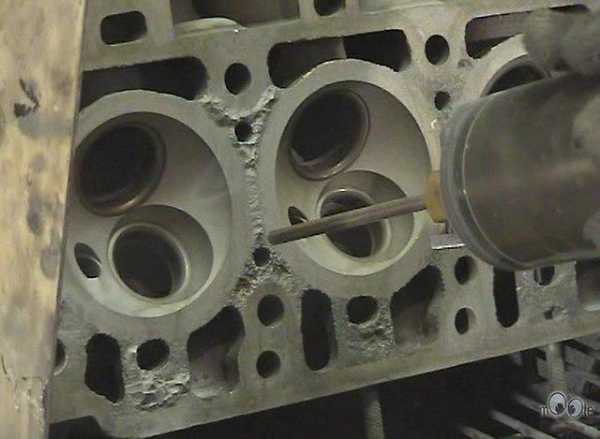
Подготовка головки для сварки

Зачистка поверхности для ремонта ГБЦ силового агрегата
Перед выполнением сварки дефект надо разделять. Используя фрезерную машинку, металл на конструкции головки блока цилиндров высверливается по длине повреждения. В итоге должна получиться канавка, глубина которой составит 6-8 мм. Приблизительно такой же обязана быть ее ширина. Что касается формы, то ее лучше сделать клиновидной, это позволит эффективнее проварить металл. Чтобы произвести разделку трещин между седел, их надо демонтировать и после этого разделывать.
Когда процесс подготовки будет завершен, ГБЦ силового агрегата подвергается нагреву до температуры около 230 градусов, но не более 250. В противном случае устройство может повести. Нагрев выполняется для снижения напряжения в стали, которое появляется во время сварки. Для выполнения этой задачи желательно использовать печь либо горелку. Применение паяльной лампы не допускается, поскольку она быстро перегреет конструкцию.
Сварка головки блока цилиндров
Процесс сварки выполняется так:
- Подготавливается металлический кусок, соответствующий габаритам повреждения головки блока.
- Процедура сварки осуществляется с применением газовой установки. На руках у вас должны быть и присадочные материалы. Практика показывает, что лучший эффект дает аргонно-дуговая сварка. К конструкции устройства подключите массу. Надо обеспечить горение дуги между ГБЦ и электродом, здесь же подложите вырезанный металлический кусок, использующийся для заделки дефекта. Подробно процесс сварки головки блока силового агрегата путем сварки описан на видео (автор — канал Ютуб Ютубный).
После завершения процесса рабочая поверхность подлежит зачистке и опрессовке. При отсутствии повреждений на плоскости, которая будет прилегать к ГБЦ, надо произвести фрезеровку. Нужно добиться того, чтобы поверхность получилась максимально ровной.
Альтернативные методы
Есть альтернативные методы, позволяющие отремонтировать головку блока цилиндров. Рассмотрим их подробно.
Эпоксидная паста
При использовании этого способа ГБЦ подлежит зачистке с обеих сторон. Для этого применяется металлическая щетка. В месте повреждений надо просверлить отверстия диаметром 3-4 мм. В них нарезается резьба. Заподлицо ввертываются заглушки, выполненные из меди либо алюминия. Повреждение подлежит обработке по всему периметру с помощью зубила либо абразивного круга. Инструмент используется под углом от 60 до 90 градусов, глубина должна составить не более 70% от толщины стенки.
- Вокруг повреждения выполняются насечки с применением зубила. Они делаются зубилом на расстоянии до 3 см, это позволит обеспечить шероховатость поверхности. Плоскость обезжиривается, для этого применяется топливо или ацетон.
- Подготавливается эпоксидная паста. С помощью шпателя нанесите первый слой вещества и сразу же второй, толщина каждого должна составить не меньше 2 мм.
После этого подождите сутки, не более 28 часов. За это время вещество затвердеет. Если вы хотите добиться быстрого эффекта, конструкцию ГБЦ можно подогреть до 100 градусов. Тогда на затвердевание уйдет три часа. Когда головка блока будет готова, ее поверхность следует зачистить напильником.
Сверление отверстий вокруг повреждения в головке блока
Эпоксидная паста и заплатка из стеклоткани
Толщина заплаты составляет 3 мм. Процесс подготовки выполняется так же, как в вышеописанном методе. Разница в том, что на каждый слой вещества надо наложить стеклотканевую заплатку. Заранее она пропитывается пастой, для лучшей фиксации прикатывается роликом. Общее расстояние от крайней части заплатки до края повреждения иди дефекта должно составить не меньше 15 мм. После фиксации происходит установка следующего слоя. Он должен перекрыть заплатку, установленную до этого, на 10 мм минимум с каждой стороны. Допускается использование не более чем восьми слоев. После установки последнего поверхность покрывается пастой.
Постановка штифтов
- Для их установки по концам повреждения на головке блока цилиндров силового агрегата просверливаются отверстия диаметром 4-5 мм. На каждой стороне дефекта.
- Сверлом аналогичного диаметра просверливаются отверстия по полной длине повреждения. Расстояние между ними составит 7-8 мм.
- Нарезается резьба и устанавливаются медные пруты. Глубина их установки соответствует толщине поверхности стенки ГБЦ. После монтажа прутики следует обрезать ножовкой. Оставляются концы на 2 мм над плоскостью головки блока.
- На следующем этапе просверливаются отверстия между вмонтированными штифтами. Они должны перекрыть предыдущие на 1/4 диаметра.
- Выполняется резьба, устанавливаются прутики и обрезаются. В итоге вы получаете полосу из штифтов, ввернутых друг в друга.
- Молотком вбиваются концы прутиков, удары не сильные. Это расчеканит штифты и сделает большой шов. Для надежности поверхность покрывается эпоксидной смолой.
- По завершении ремонта выполняется опрессовка головки блока цилиндров.
Фотогалерея
Фото микротрещин приведены ниже.
Загрузка …Видео «Ремонт трещин ГБЦ своими руками»
На примере автомобиля Nissan Sunny 1991 года выпуска ознакомьтесь с процессом ремонта повреждений и дефектов ГБЦ силового агрегата (материал снят и обнародован каналом Русская Смекалка l Russian Savvy).
autodvig.com