Чертеж технологической наладки обработки распредвала двигателя ЗМЗ-514
+7 (343) 777-00-42 Пн-Вс c 7:00 -16:00 по Москве. Помощь
- Чертежи
- Техническое обслуживание и ремонт, ЭМТП
- Карты, схемы технического обслуживания и ремонта
- Дефектовочные, маршрутные, операционные карты восстановления и ремонтные чертежи
Добавить работу
Код: 03.01.08.09.57
Разместил: Евгений Пряхин
Чтобы скачать чертежи – Зарегистрируйся и поучаствуй в развитии сайта
Как здесь скачать?
Поиск по словам: ЗМЗ, Распределительный вал, Операция наладки, Распредвал, Технологическая наладка, ЗМЗ-514
Перечень чертежей:
1. Чертеж технологической наладки обработки распредвала (операция токарно-копировальная 010, предварительное точение опорных и промежуточных шеек с подрезкой торцов шеек и торцов кулачков, обработка ведется по копиру В34-11493) А1 с сечением, обозначением размеров и маркировкой используемых резцов.
Дополнительные материалы: Выполнена пояснительная записка на 16 страницах.
- Произведен анализ конструкции детали:
Деталь распредвал входит в состав механизма газораспределения двигателя ЗМЗ-514. С помощью распределительного вала происходит превращение его вращательного движения в поступательное движение клапанов. Распредвал устанавливается в головке цилиндров и представляет собой цилиндрический стержень, который переходит в кулачки привода впускных и выпускных клапанов и кулачки привода систем насос-форсунок.
Требования к изделию: твердость НВ 223-262; деталь должна подвергаться дробеметному или другому способу поверхностного упрочнения; неуказанные ковочные уклоны 7о, радиусы 3-4 мм; на поверхности распредвала не допускаются трещины, скопления неметаллических включений, расслоения, закаты, окалины, раскатанные пузыри, забоины, засоры и заусенцы, коррозия. Не допускаются заварка дефектов, а также дефекты, получившиеся вследствие не заполнения штампа.
Поверхность кулачков привода выполнена в размере 35 Н6 и разбита на две группы. Межосевое расстояние между поверхностями выполнено по 7 квалитету точности. Используется легированная сталь 45Х.
- Разработан технологический процесс:
Обработка детали происходит в автоматическом режиме.
К качеству поверхности заготовки предъявляются очень жесткие требования, на поверхности не допускаются трещины, раковины, забоины, окалины. Для повышения прочности распредвала требуется направленное расположение волокон вдоль его оси. Это возможно получить только единственным методом – штамповкой на кривошипных прессах.
Рассчитаны показатели технологичности, такие как коэффициент точности 0,9 и коэффициент шероховатости 0,2, данные которых подтверждают, что деталь технологична.
Стабильность размеров и механических свойств поковок обеспечивается постоянством режимов деформирования.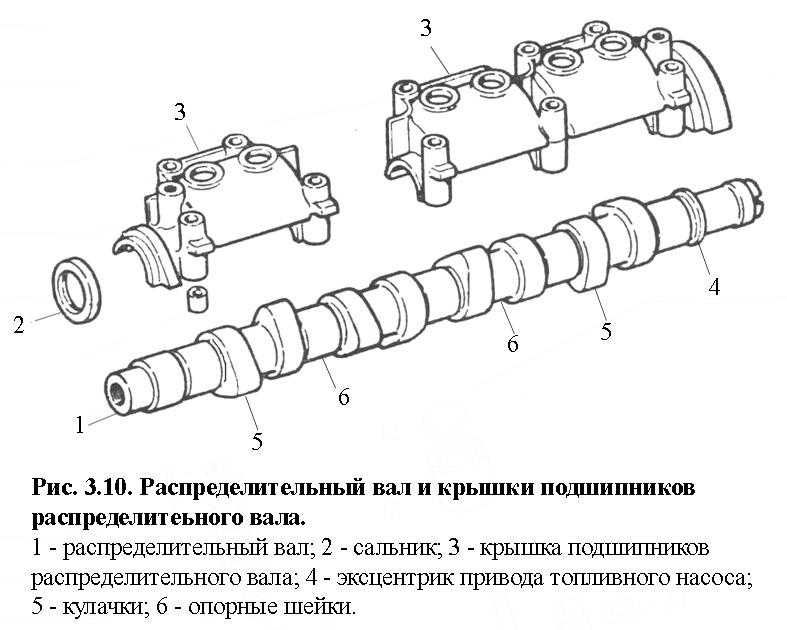 Припуски и допуски при штамповке на прессах на 20-30% ниже по сравнению со штамповкой на молотах. Наличие выталкивателей в распредвале из стали позволяет уменьшить расход металла на поковку до 10% и более за счет уменьшения штамповочных уклонов до 1-3о.
Припуски и допуски при штамповке на прессах на 20-30% ниже по сравнению со штамповкой на молотах. Наличие выталкивателей в распредвале из стали позволяет уменьшить расход металла на поковку до 10% и более за счет уменьшения штамповочных уклонов до 1-3о.
В программе: Компас 3D v
- Сопутствующие товары (6)
- Отзывов (0)
Зарегистрируйтесь, чтобы создать отзыв.
Личное меню
2.1 Ремонтный чертеж детали
Дефекты:
1 Пробоины и трещины, проходящие через каналы масляной магистрали.
2 Износ и задиры отверстий втулок под распредвал.
3 Износ нижних посадочных поясков под гильзы цилиндра.
Каждая
деталь должна быть восстановлена с
минимальными трудовыми и материальными
затратами при обеспечении максимального
срока службы детали после ремонта. Это
возможно при рациональных способах
восстановления детали. Здесь следует
учитывать, что один и тот же способ
устранения дефектов в разных случаях
может иметь разный эффект в организации
производства. Выбор способов устранения
дефектов шестерни привода масляного
насоса автомобиля КамАЗ-65115
Здесь следует
учитывать, что один и тот же способ
устранения дефектов в разных случаях
может иметь разный эффект в организации
производства. Выбор способов устранения
дефектов шестерни привода масляного
насоса автомобиля КамАЗ-65115
Пробоины и трещины, проходящие через каналы масляной магистрали.
Износ нижних посадочных поясков под гильзы цилиндра.
Возможные способы устранения:
по дефекту 1
— заделка трещины фигурной вставкой.
— аргоно-дуговая сварка.
— газовая сварка.
по дефекту 2
— железнение
— наплавка под слоем флюса
— вибродуговая наплавка
по дефекту 3
— под РР
— газовая ручная сварка
— электродуговая ручная сварка
Кд = Ки*Кв*Ксц*Кп
где,
Кд – коэффициент долговечности;
Ки – коэффициент износостойкости;
Кв – коэффициент выносливости;
Ксц – коэффициент сцепляемости;
Кп – поправочный коэффициент, учитывающий
фактическую работоспособность
восстановленной детали.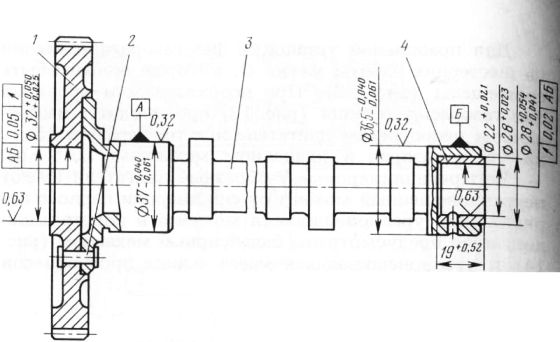 Кп = 0,8 — 0,9.
Кп = 0,8 — 0,9.
Методика выбора способов восстановления следующая:
Выбрать по технологическому критерию, используя карты дефектации по ремонту автомобилей, возможные способы восстановления по каждому дефекту.
Дать комплексную оценку каждого метода по значению коэффициента долговечности.
По каждому дефекты выбрать способ восстановления с максимальным значением коэффициента долговечности.
Таблица 1- Выбор рационального способа восстановления детали
Номер дефекта | Применение | Износостойкости | Выносливости | Сцепляемости | Долговечности | Экономичности | Принятый способ |
1 | Установка ДРД | 0,9 | 0,9 | 1 | 0,648 | — | Установка ДРД |
| Аргонно-дуговая сварка | 0,7 | 0,7 | 1 | 0,392 | — | ||
Газовая сварка | 0,7 | 0,7 | 1 | 0,392 | — | ||
2 | Железнение | 0,91 | 0,82 | 0,85 | 0,5 | — | Железнение |
0,7 | 0,7 | 1 | 0,392 | — | |||
Электро-дуговая ручная сварка | 0,7 | 0,6 | 1 | 0,336 | — | ||
3 | Железнение | 0,91 | 0,82 | 0,85 | 0,5 | — | Наплавка под слоем флюса |
Наплавка под слоем флюса | 0,91 | 0,87 | 1 | 0,63 | — | ||
Наплавка в среде СО2 | 0,72 | 0,9 | 1 | 0,52 | — |
При
анализе способов устранения каждого
дефекта выявлены три способа, пригодных
для устранения всех дефектов: установка
ДРД, железнение, наплавка под слоем
флюса.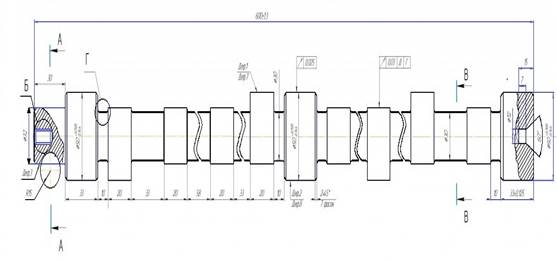
2130005A Простое руководство по распределительным валам — введение в SolidWorks
В этом уроке мы будем моделировать 2130005A, что потребует использования инструментов средней плоскости и смещенной базовой геометрии. В этом руководстве вы также будете использовать новый инструмент эскиза под названием . Чтобы помочь вам следовать этому письменному руководству, в этом разделе также есть видеоуроки.
Чтобы запустить эту деталь, откройте SolidWorks и создайте новую деталь с единицами измерения IPS и стандартным набором ANSI. Начать новый эскиз на правой плоскости в рамках подготовки к револьверной функции.
Рисунок 6.9 Эскиз базового вращения 2130005A
Нарисуйте верхнюю половину контура детали, показанной на правом виде чертежа, без выступов кулачка (см. рис. 6.9). Помните, что вам нужна осевая линия в вашем эскизе. Тот, что для этой части, лучше всего идет горизонтально от начала координат. Вы также можете попробовать использовать опцию бесконечной линии.
Рисунок 6.10 Создание плоскостей смещения для 2130005A
Начните новый эскиз на крайней левой плоскости из двух только что созданных и нарисуйте эскиз, показанный на рис. 6.11. Вы должны начать с круга диаметром 1,125 дюйма в начале координат, меньшего круга радиусом 7/32 дюйма прямо над ним (используйте вертикальную осевую линию, чтобы убедиться, что два круга вертикальны). Затем нарисуйте дугу с одной стороны, которая касается двух окружностей и имеет радиус 2 дюйма.
Рисунок 6.11 Последовательность эскиза кулачка кулачка для 2130005A
Затем вы можете отразить дугу на другую сторону, используя вертикальную осевую линию. Чтобы получить размер 1,468, чтобы перейти к максимальным дуговым расстояниям, вам нужно будет выбрать размер , переключиться на вкладку выноски менеджера свойств, прокрутить вниз вниз и переключить условия первой и второй дуги. до макс.
до макс.
Когда все будет полностью определено, обрезать лишнее. Обрежьте в цепочке последовательность, чтобы не удалить добавленные отношения. Вытяните выступ кулачка, используя опцию средней плоскости для направления выдавливания бобышки до 0,500 дюйма. Подтвердить выдавливание бобышки.
Рисунок 6.12 Выдавливание выступа кулачка
Начните новый эскиз на правой опорной плоскости из двух добавленных, щелкните правую поверхность кулачка, который вы только что создали, и щелкните кнопку «Преобразовать объекты» на вкладке «Эскиз» в CommandManager. Контур кулачка теперь должен появиться на вашей новой плоскости эскиза. Преобразуйте все объекты, которые вы только что извлекли, с помощью Преобразовать объекты в вспомогательную геометрию (рис. 6.13).
Рисунок 6.13 Преобразование объектов лепестка для эскиза второго лепестка
Нарисуйте горизонтальную осевую линию от исходной точки эскиза вправо, активируйте команду зеркальных объектов и отразите объекты эскиза лепестков по горизонтальной центральной линии.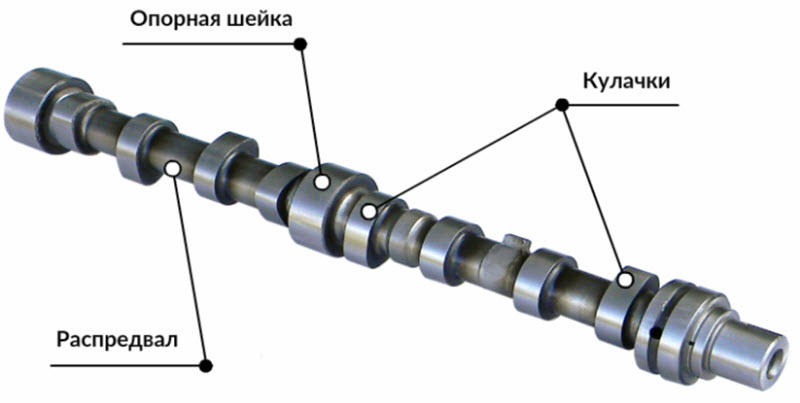 После выполнения зеркалирования преобразуйте зеркально отраженных объектов в сплошные линии, затем вытяните до 0,500 дюйма, используя опцию вытягивания промежуточной плоскости (рис. 6.14).
После выполнения зеркалирования преобразуйте зеркально отраженных объектов в сплошные линии, затем вытяните до 0,500 дюйма, используя опцию вытягивания промежуточной плоскости (рис. 6.14).
Рисунок 6.14 Эскиз зеркального отражения лепестка и выдавливание
Создайте базовую промежуточную плоскость , используя крайнюю правую и крайнюю левую поверхности распределительных валов. Это поместит новую плоскость прямо в середину детали (рис. 6.15).
Рис. 6.15 Добавление промежуточной плоскости к распределительному валу с помощью элемента базовой плоскости
Затем активируйте мастер отверстий , чтобы сделать отверстие с потайной головкой 5/16 дюйма на правом торце распределительного вала прямо посередине исходной точки глубиной 0,500 дюйма. Используйте зеркальный элемент и новую промежуточную плоскость, созданную для зеркального отражения отверстия с потайной головкой на другой стороне.
Используйте зеркальный элемент и новую промежуточную плоскость, созданную для зеркального отражения отверстия с потайной головкой на другой стороне.
Скройте все опорные кадры, щелкнув их левой кнопкой мыши и выбрав глазное яблоко с косой чертой на контекстной панели инструментов, которая появляется при выборе каждой опорной плоскости.
Добавьте скругления и фаски с помощью инструментов 3D скругления и фаски, как указано в чертеже, материале и сохраните.
Рисунок 6.16 Готово 2130005A
Заказать чертеж 013 — распределительный вал [mod:f848;xst:aus,bra,chn,eur,fra,jap,tha]group запчасти двигателя для Ducati Streetfighter на PartsRepublik.com
Здесь вы найдете все запчасти, которые относятся к группе Чертеж 013 — Распределительный вал [mod:f848;xst:aus,bra,chn,eur,fra,jap,tha]Двигатель вашего Ducati Streetfighter 848 2014.

#
Артикул
Описание
Цена
1
88650511А
88650511а
о кольцо
2
70350022А
70350022а
кольцевая гайка
22,21 €
3
77915093A
77915093a
специальный винт
4
85610743А
85610743а
специальная шайба
5
24712871B
24712871b
горизонтальная крышка
6
24712881B
24712881b
вертикальная крышка
7
25510193А
25510193а
ролик ремня ГРМ
35,97 €
8
78810941A
78810941a
прокладка
9
78810931А
78810931а
прокладка головки блока цилиндров
18,57 €
10
16010941A
16010941A
ПРОСТАВКА
124,64 €
11
14824331A
14824331a
вертикальный впускной распределительный вал
649,72 €
12
68050061A
68050061a
деревянный ключ
13
87310051А
87310051А
Колпачок
14
14824341А
14824341а
горизонтальный выпускной распределительный вал
649,72 €
15
14824321A
14824321a
горизонтальный впускной распределительный вал
16
77950302А
77950302А
Винт
17
93050071А
93050071А
УПЛОТНИТЕЛЬНОЕ КОЛЬЦО
18
14824351А
14824351а
вертикальный выпускной распределительный вал
649,72 €
Найдите запчасти при ремонте вашего Ducati!
На техническом чертеже показаны все оригинальные детали для Чертежа 013 — Распределительный вал [mod:f848;xst:aus,bra,chn,eur,fra,jap,tha]group Двигатель Ducati Streetfighter 848 2014.