конструкция, функции, причины износа и способы его предотвращения
В процессе работы поршни испытывают экстремально высокие давления, нагрузки и температуры. Выдержать такие условия им помогают особо прочные конструкционные материалы и специальные антифрикционные покрытия.
Поршень двигателя – один из основных составных элементов цилиндро-поршневой группы. Он воспринимает давление газов, образующихся при сгорании топливно-воздушной смеси, а затем передает его на шатун.
Экстремальные условия эксплуатации поршней – высокие давления, инерционные нагрузки и температуры – требуют использования для их изготовления материалов с особыми параметрами:
- Высокой механической прочностью
- Хорошей теплопроводностью
- Малой плотностью
- Незначительным коэффициентом линейного расширения
- Антифрикционными свойствами
- Коррозионной устойчивостью
Такими свойствами обладают специальные алюминиевые сплавы, отличающиеся легкостью и термостойкостью.
Поршни могут быть литыми или коваными. Первые производятся путем литья под давлением, вторые – методом штамповки из алюминиевого сплава с небольшим добавлением кремния (около 15 %). Это значительно увеличивает их прочность и снижает степень расширения материала в диапазоне рабочих температур.
Устройство поршня
Стандартный поршень автомобильного двигателя состоит из трех основных частей: днища, поршневых колец и направляющей (юбки).
Рассмотрим каждый компонент подробнее.
Днище поршня
Форма днища зависит от типа двигателя, особенностей камеры сгорания и многих других факторов. Поршень может иметь плоское, вогнутое или выпуклое днище.
Детали с плоским днищем наиболее просты в производстве, используются как в бензиновых, так и дизельных двигателях вихрекамерного и предкамерного типа.
Поршни с вогнутым днищем свойственны для дизельных двигателей. Они обеспечивает более эффективную работу камеры сгорания, однако способствуют большему образованию отложений при сгорании топлива.
Выпуклая форма днища улучшает производительность поршня, но при этом снижает эффективность процесса сгорания топливной смеси в камере.
Днище поршня принимает на себя основную термонагрузку, в связи с чем имеет самую большую, по сравнению с другими деталями, толщину: 7-9 мм в обычных бензиновых двигателях, 11 мм – в турбомоторах, 10-16 мм – в дизельных двигателях.
Существуют также автомобили, в которых установлены поршни с толщиной днища меньше стандартной – например, в некоторых моделях Honda она составляет всего 5,5-6 мм.
Днища некоторых поршней в целях увеличения прочности, снижения вероятности перегрева и прогорания подвергаются твердому анодированию: на верхний слой алюминия накладывается керамическое покрытие толщиной 8-12 мкм.
Уплотняющая часть
К уплотняющей части поршня относятся поршневые кольца, установленные в специальных канавках. В большинстве современных двигателей используется три кольца – одно маслосъемное и два компрессионных.
Маслосъемные кольца, как следует из названия, предназначены для удаления излишков масла со стенок цилиндра и предотвращения их попадания в камеру сгорания. Для этих целей служат сквозные отверстия, расположенные по периметру кольца.
Сквозь них масло поступает внутрь поршня, а затем отводится в поддон картера двигателя.
Компрессионные кольца предотвращают попадание отработавших газов из камеры сгорания в картер. По форме они могут быть трапециевидными, коническими или бочкообразными. Некоторые виды колец оснащены пружинным расширителем.
Наибольшие нагрузки воспринимает первое (верхнее) компрессионное кольцо, поэтому для увеличения ресурса данной детали ее канавку укрепляют при помощи стальной вставки.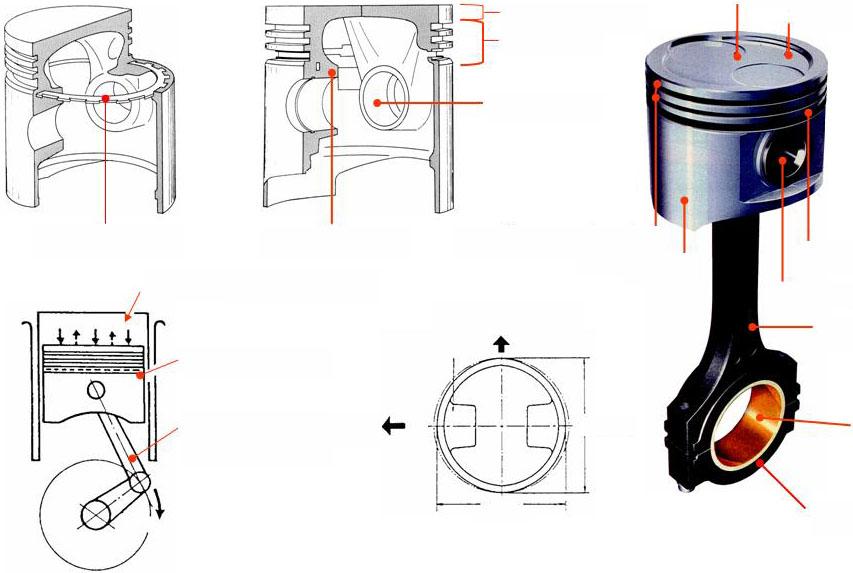
Диаметр уплотняющей части поршня меньше диаметра его направляющей части. Это связано с неодинаковым нагревом этих зон – в районе колец он больше. Минимальный диаметр жарового пояса позволяет избежать задиров и заклинивания колец в канавках.
Качество колец имеет огромное значение для уплотнения поршня. В этом отношении чугунные маслосъемные кольца намного надежнее составных, так как при их установке возникает меньше ошибок.
Направляющая часть
Направляющая (тронковую) часть поршня называют юбкой. С внутренней стороны она имеет бобышки, в которых находится отверстие под поршневой палец.
Нижняя кромка юбки предназначена для расточки и подгонки поршня. На ней имеется специальный буртик, с внутренней стороны которого в процессе механической обработки снимается часть металла.
В местах отверстий под поршневой палец с наружной части юбки вырезаются специальные углубления, вследствие чего стенки этих зон не взаимодействуют со стенками цилиндра, образуя так называемые «холодильники».
Стенки юбки предназначены для восприятия бокового давления. Естественно, что трение поршня о стенки цилиндра и нагрев обеих деталей при этом увеличивается.
Чтобы обеспечить свободное перемещение поршня в цилиндре, между юбкой и стенками гильзы предусмотрен зазор. Его величина зависит от линейного расширения металла поршня и цилиндра при нормальной работе двигателя. При слишком маленьком зазоре возникает перегрев, грозящий образованием задиров на поверхностях и заклиниванием поршня в цилиндре. Большой зазор также не рекомендован, так как поршень при этом не выполняет своих уплотняющих свойств.
Многие автопроизводители еще на этапе производства поршней наносят на юбки специальные антифрикционные покрытия. Это позволяет защитить их поверхности от преждевременного износа и облегчить приработку.
В последнее время большую популярность не только в промышленности, но и в частном использовании приобрело антифрикционное твердосмазочное покрытие MODENGY Для деталей ДВС.Оно предназначено не только для поршней, но и для других деталей двигателя: коренных подшипников коленчатого вала, втулок пальцев, распредвалов, дроссельной заслонки.
Данное покрытие эффективно снижает износ и трение, предотвращает скачкообразное движение сопряженных поверхностей, появление на них задиров и заклинивание поршня в цилиндре.
Средство устойчиво к длительному воздействию моторного масла, сохраняет работоспособность двигателя в режиме масляного голодания.
Полимеризация покрытия MODENGY Для деталей ДВС возможна как при комнатной температуре (за 12 часов), так и при нагреве до +200 °С (за 20 минут).
Удобная аэрозольная упаковка с тщательно настроенными параметрами распыления упрощает процесс нанесения состава.
Перед использованием покрытия производитель рекомендует провести предварительную подготовку деталей Специальным очистителем-активатором MODENGY.
MODENGY Для деталей ДВС и Специальный очиститель-активатор MODENGY доступны в одном наборе. Поэтапное использование этих средств не требует особых навыков и дополнительного оборудования.
Причины износа поршней
При ежедневной эксплуатации транспортного средства двигатель работает стабильно лишь до определенного момента. Поршни, как и любые другие элементы двигателя, подвержены износу и возникновению неисправностей.
О некорректной работе поршневой группы свидетельствуют:
- Повышенный расход моторного масла и топлива
- Выделение из выхлопной трубы синего дыма
- Нестабильная работа двигателя на холостых оборотах (вибрация рычага КПП)
- Снижение мощности двигателя и т.
 д.
д. - Нагар на свечах зажигания
При демонтаже ЦПГ могут наблюдаться проблемы, требующие срочного решения и определения причин.
Так, задиры на днище поршня возникают вследствие его перегрева, к которому, в свою очередь, могли привести нарушения процесса сгорания топливно-воздушной смеси, деформация или засорение масляной форсунки, установка поршней неправильного размера и параметров, неисправности в системе охлаждения.
Следы от ударов на днище свидетельствуют о слишком большом выступе детали, неправильной посадке клапана, отложениях масляного нагара, неподходящем уплотнении ГБЦ и др. проблемах.
К появлению трещин на днище приводят недостаточная компрессия в цилиндрах, плохое охлаждение поршня, неисправность впрыскивающей форсунки.
Поршневые кольца могут повреждаться вследствие неправильной установки поршней. В таких случаях кольца подвергаются вибрации и сильному износу в области канавок.
Радиальный износ поршней возникает вследствие избыточного количества топлива в камере сгорания: из-за сбоев в приготовлении смеси, нарушения процесса сгорания, недостаточного давления сжатия, неправильного размера выступов поршней.
Осевой износ происходит в результате загрязнения поршней продуктами износа, образующимися во время приработки двигателя.
Повреждения юбки поршня могут возникать по многим причинам. Например, вследствие ассиметричного пятна контакта, которое вызвано скручиванием и/или деформацией шатуна, большим люфтом шатунного подшипника.
Задиры, расположенные под углом, образуются из-за слишком тесной посадки поршней, ошибок при монтаже шатуна горячим прессованием, недостаточной смазки при первом пуске двигателя.
Поверхности юбки подвергаются усиленному трению из-за переобогащения топливно-воздушной смеси, ее недостаточного сжатия, неисправности пускового устройства холодного двигателя, перебоев в зажигании и т. д.
д.
Основной причиной выхода из строя гильз является кавитация, вызванная недостаточным охлаждением, применением некачественной охлаждающей жидкости, неправильной или неточной посадкой гильз цилиндров, а также использованием неподходящих уплотнительных колец с круглым сечением.
Блестящие места в верхней части цилиндра – не что иное как масляный нагар. Он возникает вследствие неисправности некоторых деталей и проникновения масла вместе с газами во всасывающий тракт.
Возникновение вышеописанных проблем, особенно в комплексе, требует серьезного внимания и безотлагательных действий. Промедление в таких случаях грозит дорогостоящим ремонтом или полной заменой двигателя.
Днища поршней — Энциклопедия по машиностроению XXL
Предельные отклонения размеров здесь даются исходя из технических условий на компрессор. К таким размерам относятся размер 30 0,1 — о1 днища поршня до оси отверстия под палец, размер 98 0,75 —длина шатуна, размер 26 0,7 —плечо кривошипа.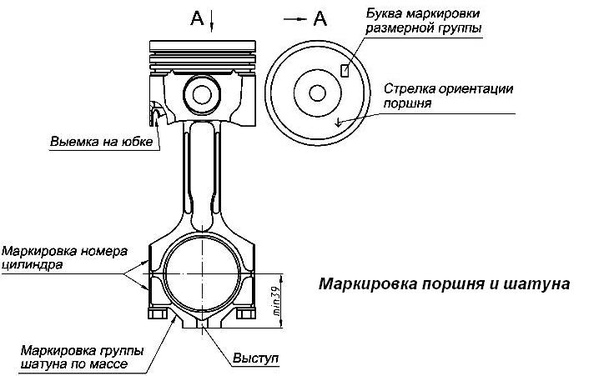 [c.97]
[c.97]Размер 30 0,1 означает, что наибольший допустимый размер будет 30+0,1= 30,1 мм, а наименьший —iO —0,7 =29,9 мм. Контролер признает детали годными, если размер от днища поршня до оси отверстия окажется не больше 30,1 мм и не меньше 29,9 мм. [c.97]
При опоре днища поршня непосредственно на головку шатуна 5 или на поршневой палец через вырез в головке шатуна 6 днище н поршневой палец полностью разгружены от изгиба. [c.564]
Примером может служить клапан двигателя внутреннего сгорания (рис. 53, а). При поломке клапанной пружины клапан провисает в направляющей втулке и начинает ударяться в днище поршня. Если к тому же выходят из своих гнезд конические сухари 1 крепления клапанной тарелки, то клапан проваливается в цилиндр. Тогда неизбежна серьезная авария в результате упора штока клапана в потолок камеры сгорания. [c.48]
Алитирование применяется при изготовлении тиглей для закаливания и цементации, печей для отжига, работающих при температурах до 950°С, труб и деталей рекуператоров, нагревателей, труб для дымовых газов, днищ поршней для двигателей внутреннего сгорания, тиглей, реторт, реакторов для плавления цинка и пр. [c.107]
[c.107]
Черновая обработка наружной цилиндрической поверхности головки, юбки и днища поршня на шести-или восьмипозиционных агрегатных станках с поворотным столом без вращения деталей предопределяет получение разностенности стенки юбки не менее 0,4 мм. В этом отношении целесообразно осуществлять черновую обработку на станках с вращением детали, что может снизить разностен-ность до 0,1—0,15 мм. [c.136]
Яд—диаметр выточки в днище поршня в лиг, а — глубина выточки в мм [c.404]
На верхнем конце штока нарезают резьбу под гайку, препятствующую выпадению штока из направляющей. Направляющую вместе со штоком устанавливают взамен форсунки, фланец направляющей закрепляют, а шток опускают так, чтобы нижний конец его уперся в днище поршня. Проворачивая двигатель, отмечают на штоке в.м.т. и н.м.т. На длине между этими двумя отметками, равной ходу поршня, наносят, по данным завода, все фазы распределения в процентах хода поршня, затем шток устанавливают на место, и, проворачивая вал двигателя, проверяют фазы распределения. [c.406]
[c.406]
Кольца из маслостойкой резины вводят в канавки посредством монтажных конусов, устанавливаемых на днище поршня. Чугунные поршневые кольца перед постановкой в канавки разводят специальными щипцами (см. стр. 398). Развод этих колец во избежание перенапряжения материала должен быть строго ограничен. [c.497]
Толщина днища поршней [c.62]
Минимальные значения S имеют стальные поршни и поршни с рёбрами в днище. В современных карбюраторных двигателях и почти как правило в двигателях Дизеля днище поршня обычно имеет рёбра жёсткости. Для первых при наличии рёбер на [c.116]
Материал Напряжения в кг см в днищах поршней [c.117]
Двигатели Длина поршня Н Длина трущейся части L Расстояние от днища поршня до оси пальца h [c.117]
Напряжения в днище поршней современных двигателей, подсчитанные по формуле (23), приведены в табл.
 17.
[c.117]
17.
[c.117]Напряжения в днище поршней современных двигателей, подсчитанные по формуле (23) [c.117]
Днище поршня для большей жёсткости обычно снабжается рёбрами, связывающими днище с бобышками. [c.155]
Поршень штампованный из дуралюмина. Очертание днища поршня обеспечивает эффективное смесеобразование. [c.198]
Шатун из хромистой стали. В нижней головке шатуна монтируются тонкостенные стальные вкладыши с заливкой из свинцовистой бронзы. В верхней головке запрессованы две втулки из оловянистой бронзы. Верхняя головка шатуна имеет специальную форсунку 7 с четырьмя отверстиями, служащими для подачи масла на днище поршня с целью его охлаждения. Для подвода масла к форсунке в теле шатуна высверлен канал, закрытый снизу пробкой с калиброванным отверстием, дозирующим расход масла. [c.202]
Поршень литой, из ковкого чугуна. Толщина стенок и днища поршня необычно тонкая с точки зрения теоретического представления о тепловом потоке от днища к стенкам, что объясняется интенсивным принудительным охлаждением поршня маслом. [c.202]
[c.202]
Предкамера имеет две полости, сообщающиеся друг с другом при помощи горловины 4, имеющей форму диффузора. Распылитель предкамеры имеет прорезь, через которую направляется поток смеси газов и распылённого топлива плоским веером в камеру сгорания, размещённую в днище поршня. Форма камеры сгорания в поршне соответствует форме веера смеси, вырывающейся из предкамеры. [c.209]
Если тормозная колодка воспринимает усилие непосредственно от кулачка, то соответствующий её конец имеет опорную площадку. Для уменьшения износа опорных площадок их снабжают часто специальными стальными пластинами. В сварных колодках, выполненных из листовой стали, между колодкой и кулачком предусматривается ролик. Если тормозная колодка воспринимает усилие от поршня колёсного гидравлического тормозного цилиндра, то на её конце предусматривают выступ, упирающийся в днище поршня (фиг. 148, а). Иногда между поршнем и тормозной колодкой вводится шток (фиг. 148, б). [c.126]
[c.126]
Величина износа поршневых колец определяется удаленностью их от днища поршня. Максимальный износ по высоте и радиальной толщине наблюдается на компрессионных кольцах, износ маслосъемных колец в 10—18 раз меньше износа компрессионных колец. Износ канавок для колец в поршне зависит от износа нижней части III и IV пояс) гильзы, большему износу гильзы в III поясе соответствует больший износ кольцевых канавок. Эти наблюдения позволяют [c.61]
Начало координат совместим с плоскостью днища поршня в начальный момент времени (-с = 0) и направим ось jf в сторону свободного конца трубы, расположенного на бесконечности. К началу перемещения поршня пар, заполняющий трубу, неподвижен. [c.265]
Пар, соприкасающийся с поверхностью днища поршня, движется с такой же скоростью, с какой перемещается поршень, т. е. при X = — б-с /2 скорость w = и = — 6-с. Подставим значения w х ъ (8-20) будем иметь [c.266]
Уравнение (8-22) описывает распределение скоростей в области между днищем поршня и передним фронтом волны разрежения при безотрывном течении. Иными словами, уравнением охватывается отрезок времени от начала движения ( I = 0) и до момента, когда скорость поршня достигнет предельного значения, выражаемого формулой
[c.266]
Иными словами, уравнением охватывается отрезок времени от начала движения ( I = 0) и до момента, когда скорость поршня достигнет предельного значения, выражаемого формулой
[c.266]
Свободный водород реагирует с кислородом значительно быстрее и активнее, нежели углерод. Существование таких реакций наглядно подтверждается тем, что при впрыске воды во всасывающий коллектор двигателей внутреннего сгорания, как указывалось ранее, нагара и сажи на днище поршня, в головке цилиндра и на выхлопном патрубке, как правило, не обнаруживается. [c.253]
Уменьшение коэффициента теплоотдачи от поршня к охлаждающему маслу на 35% при постоянной температуре по сравнению с рассчитанным (а , = 550 ккал/м -час-град) увеличивает максимальную температуру днища поршня на 3—4%, а верхнего поршневого кольца на 2—-2,5%. [c.451]
Пример последовательного упрочнения шатунно-поршневого сочленения приведен на рнс. 409. В конструкции 1 днище поршня, поршневые бобышкн н поршневой палец подвергаются изгибу действием газовых сил. Соединение бобышек с днищем ребрами 2 или сплошными перемычками 3 резко уменьшает пзгнб. Для увеличения жесткости н прочности днищу придают сферическую вогнутую форму 4.
[c.564]
Соединение бобышек с днищем ребрами 2 или сплошными перемычками 3 резко уменьшает пзгнб. Для увеличения жесткости н прочности днищу придают сферическую вогнутую форму 4.
[c.564]
Качество горелочных устройств во многом определяется процессом смесеподготовки, т.е. смешением горючего и окислителя, конечная цель которого — создание гомогенной смеси компонентов топлива [34—40, 62, 63, 106, 141, 144, 245]. Для этого в камерах сгорания, горелочных устройствах широко используют криволинейные линии тока, закрутку потока и другие способы образования течения с интенсивной завихренностью [62, 106]. Примером может служить камера сгорания поршневого двигателя со стратифицированным зарядом (рис. 1.9). Закрутка поступающего воздуха и всасывающе-выталкивающее движение смеси, так называемое хлюпание, возникающее из-за выемки в днище поршня, позволяют решить две проблемы снизить эмиссию загрязняющих веществ и повысить КПД.
 Эти же моменты используются и для организации хорошей смесеподготовки в двигателях, работающих по циклу Дизеля. Закрутку потока используют
[c.29]
Эти же моменты используются и для организации хорошей смесеподготовки в двигателях, работающих по циклу Дизеля. Закрутку потока используют
[c.29]В двигателях внутреннего сгорания (ДВС) топливо и необходимый для его сгорания воздух вводятся в объем 7ш-линдра двитателя, ограниченный днищем крышки 5, стенками 2 цилиндра и днищем поршня 6 (рис. 5 1). Образующиеся при сгорании топлива высокотемпературные газы оказывают давление на поршень 6 и перемещают его. Поступательное движение поршня через шатун 7 передается установленному в картере коленчатому валу 8 и, таким образом, преобразуется во вращательное движе- [c.220]
По способу смесеобразования бескомпрессорные дизели делятся на двигатели со струйным смесеобразованием (рис. 74, а), двигатели с предкамерой (рис. 74,6) и Гс вихревой камерой (рис. 74, б). В двигателях со струйным смесеобразованием топливо впрыскивается непосредственно в камеру сгорания. В этих двигателях скорость движения воздуха в камере сжатия мала, поэтому для хорошего перемешивания топлива с воздухом впрыск его производится под большим давлением (300—400 бар, а в отдельных случаях до 1400 бар). Для улучшения смесеобразования днища поршней этих двигателей изготовляют фигурными, приспособленными к форме струи топлива, выбрасываемой форсункой. Для улучшения распыливания топлива форсунка имеет несколько отверстий (3—9). Чем больше отверстий, тем лучше распространяется топливо по камере сгорания. При данном способе смесеобразования стремятся к тому, чтобы впрыснутое топливо не попадало на стенки камеры сгорания, так как попадание топлива на стенки, температура которых ниже 200 или 400° С, затрудняет смесеобразование, ведет к повышенному нагарообра-зованию и ухудшает показатели работы дизеля. Компактность неразделенных камер сгорания и малые удельные поверхности теплоотдачи обусловливают минимальные тепловые потери, поэтому преимуш,еством дизелей с неразделенной камерой сгорания являются высокие экономические показатели и более легкий пуск, чем у дизеля с разделенными камерами.
[c.171]
Для улучшения смесеобразования днища поршней этих двигателей изготовляют фигурными, приспособленными к форме струи топлива, выбрасываемой форсункой. Для улучшения распыливания топлива форсунка имеет несколько отверстий (3—9). Чем больше отверстий, тем лучше распространяется топливо по камере сгорания. При данном способе смесеобразования стремятся к тому, чтобы впрыснутое топливо не попадало на стенки камеры сгорания, так как попадание топлива на стенки, температура которых ниже 200 или 400° С, затрудняет смесеобразование, ведет к повышенному нагарообра-зованию и ухудшает показатели работы дизеля. Компактность неразделенных камер сгорания и малые удельные поверхности теплоотдачи обусловливают минимальные тепловые потери, поэтому преимуш,еством дизелей с неразделенной камерой сгорания являются высокие экономические показатели и более легкий пуск, чем у дизеля с разделенными камерами.
[c.171]
При поступлепип жидкости в цилиндр 1, выполненный заодно с крышкой, поршень 2 перемещается, сжимая пружины 3 я 4, одни концы которых опираются на днище поршня, а другие — на тарелку 5, упирающуюся в стойку. При сжатии пружин аккумулируется энергия, которая может быть использована при падении давления в системе. При поднятии давления свыше установленного жидкость удаляется через радиальные отверстия, просверленные в цилиндре (на рисунке не показаны) и открывающиеся при определенном перемещении поршня.
[c.346]
При сжатии пружин аккумулируется энергия, которая может быть использована при падении давления в системе. При поднятии давления свыше установленного жидкость удаляется через радиальные отверстия, просверленные в цилиндре (на рисунке не показаны) и открывающиеся при определенном перемещении поршня.
[c.346]
Точность измерения силы в ПС позволяет судить о действующих на образец нагрузках по давлению в цилиндре и использовать уплотненные пары. В качестве уплотнений применяют кожаные, резиновые, полимерные манжеты U-образной формы, установленные в расточке цилиндра, или Г-образной формы, установленные на днище поршня. Применяют уплотнительные резиновые кольца и комбинированные резинофторопластовые уплотнения. С совершенствованием технологии изготовления прецизионных цилиндров широкое распространение получают неуплотненные цилиндры с малыми зазорами (0,03— 0,05 мм в зависимости от диаметра). [c.60]
В дизелях с неразделёнными камерами сгорания пространство сгорания представляет единый объём, ограниченный днищем поршня и поверхностью головки, в котором производится основной рабочий процесс распыла. К неразделённым камерам могут быть также отнесены все те конструкции камер, в которых хотя и имеет место разобщение пространства сжатия на два объёма, однако большое проходное сечение между ними не вызывает значительных гидравлических потерь.
[c.245]
К неразделённым камерам могут быть также отнесены все те конструкции камер, в которых хотя и имеет место разобщение пространства сжатия на два объёма, однако большое проходное сечение между ними не вызывает значительных гидравлических потерь.
[c.245]
Во время проведения опытов на дизеле 1ЧА постоянно контролировалось состояние топливной аппаратуры и системы подачи эмульсии к дизелю. В течение этого времени (380 ч) топливная аппаратура дизеля работала нормально. Следов подтекания, коррозии, а также зависания иглы форсунки обнаружено не было. Разборка дизеля показала, что нага-рообразование на днище поршня и на цилиндровой крышке было незначительным нагар был сероватого оттенка и легко снимался при очистке. [c.252]
I — станина-картер 2 — корениыа подшипники, снаб-женные цельными вкладышами с заливкой баббитом 3 — коленчатый вал 4 -противовесы 5 — шатун 6 — поршень 7 — уплотняющие поршневые кольца S — маслосъемное коль цо 9 — прилив к днищ поршня (козырек) 10 — поршневой палец U -рабочий цилиндр J2 — продувочные окна цилиндра 13 — канал продувочного воздуха М — выхлопные окна 15 — водо-капельник 16 — крышка цилиндра J7 — калоризатор ]8 — калильная лампа 19 — форсунка 20 — топливный насос 21 — профилированная кулачная шайба 22 — центробежный регулятор >23 — центробежный водяной насос 24 — винтовые шестерни.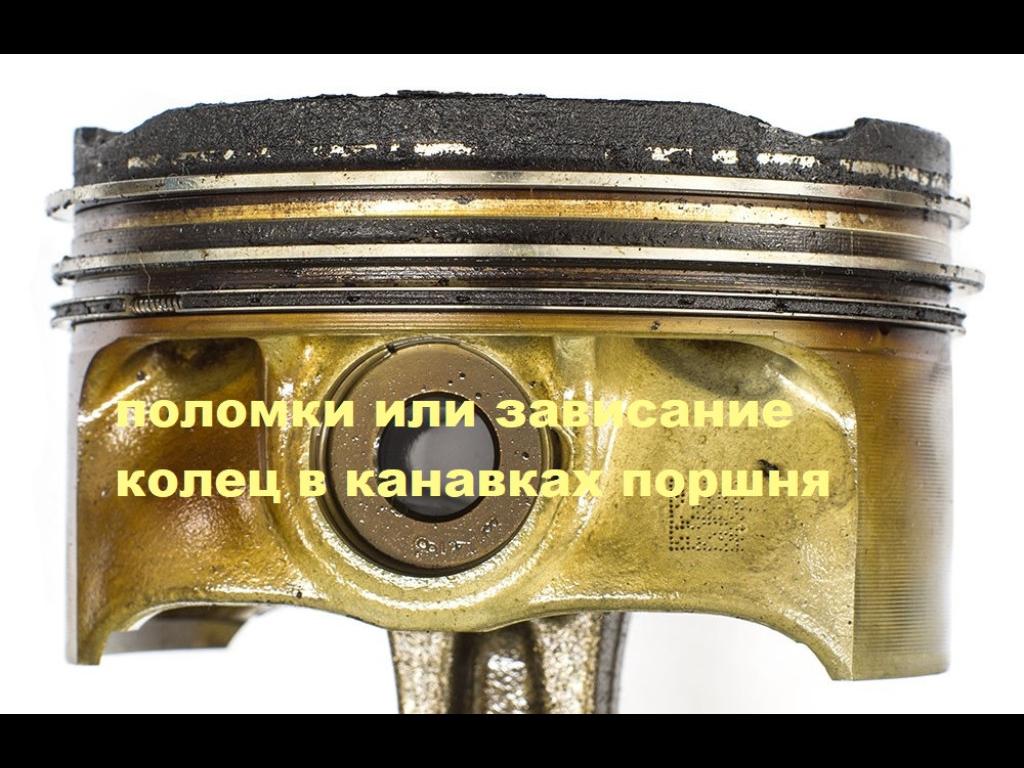 передающие движение водяному касосу 2Ь— топливный расходный бак 26 — глушнт11ль, помещенный под топливным баком, с помощью которого достигается подогре тяжелого топлива 27 — маховичок для регулирования подогрева топлива
[c.301]
передающие движение водяному касосу 2Ь— топливный расходный бак 26 — глушнт11ль, помещенный под топливным баком, с помощью которого достигается подогре тяжелого топлива 27 — маховичок для регулирования подогрева топлива
[c.301]
Фундаментная рама, блок цилиндров и стойки изготовлены из чугуна. Чугунные поршни двигателя соединены с коленчатым валом шатунами 7 вкладыши 6 ниж1них головок шатуна залиты баббитом. Нижняя головка скрепляется двумя стальными шатунными болтами. Верхняя не разъемная головка шатуна надевается на поршневой палец 10, проходящий через залитый баббитом вкладыш. Каждый из чугунных поршней снабжен шестью уплотняющими поршневыми кольцами II. Вогнутое днище поршня служит для образования камеры сжатия. В крышках цилиндров расположены впускной клапан 13, выпускной И, форсунка 15 и предохранительный клапан 16, автоматически открывающийся при резких повышениях давления. [c.315]
В двигателях с неразделёнными камерами сгорания объём камер ограничивается днищем поршня и поверхностью цилиндровой крышки. К неразделённым камерам относятся также две камеры, связанные между собой большими проходными сечениями, не вызываюш,ими больших гидравлических потерь.
[c.372]
К неразделённым камерам относятся также две камеры, связанные между собой большими проходными сечениями, не вызываюш,ими больших гидравлических потерь.
[c.372]
Двигатель имеет трехканальную петлевую продувку (левый и задний продувочные каналы 9 видны на рисунке). Такая продувка увеличивает наполнение цилиндра, улучшает охлаждение днища поршня, повышает износостойкость деталей цилиндропоршкевой группы, снижает расход топлива. [c.65]
Конструкция поршней
Поршень можно разделить на три части, выполняющие различные функции: днище, уплотняющая часть и направляющая часть (юбка). Днище и уплотняющая часть образуют головку поршня.
Днище поршня, образующее с головкой цилиндра камеру сгорания, кончается у верхней кромки канавки под верхнее поршневое кольцо. Эту часть поршня иногда называют жаровым поясом. Форма днища поршня зависит от формы камеры сгорания и расположения клапанов, а в двухтактных двигателях также от системы газораспределения.
При вогнутом днище форма камеры сгорания приближается к сферической (при верхнем расположении клапанов), увеличивается поверхность, омываемая горячими газами, и возрастает возможность образования нагара, при котором резко повышается тепловой режим. Прочность вогнутого днища меньше, чем плоского, поэтому в ряде случаев его усиливают. Обработка такого днища также затруднительна.
Выпуклое днище придает камере сгорания щеле-видную форму, что ухудшает процесс смесеобразования. Из-за выпуклости температура днища возрастает, но уменьшается нага-рообразование. Основным преимуществом такого днища является уменьшение массы поршня из-за большой прочности днища и отсутствия усиливающих ребер.
Плоское днище является промежуточным по своим показателям между двумя первыми и имеет наибольшее распространение вкарбюраторных двигателях.
В некоторых двигателях поршни имеют так называемые вытеснители,которые способствуют в процессе сжатия достижению желаемого направления движения заряда, а в процессе сгорания — осуществлению плавного нарастания давления.
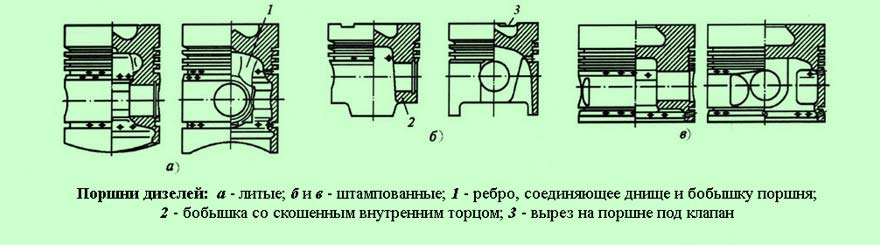
У дизелей днище поршня имеет разнообразные и в ряде случаев сложные формы, зависящие от степени сжатия, способа смесеобразования, расположения форсунок и других факторов. Так, в дизеле с однополостной камерой сгорания днище придает камере сгорания благоприятную форму. Для увеличения скорости вихря и улучшения смесеобразования камеру сгорания располагают в днище поршня. Для повышения прочности днища поршня и лучшего отвода теплоты с внутренней стороны оно имеет ребра, форма которых определяется опытным путем.
Размеры днища поршня выбирают, исходя из максимального давления сгорания, необходимой жесткости поршня и максимальной интенсивности отвода от него теплоты. Как правило, переходы от днища поршня к его уплотняющей части в плоскости бобышек делают массивными в виде сплошных приливов или ребер. С внутренней стороны днища теплота от него отводится воздухом и маслом. Наличие ребер не улучшает теплоотвода от днища.
В дизелях, где в днище поршня располагается камера сгорания, применяют принудительное охлаждение днища путем опрыскивания его внутренней поверхности маслом. Для этого масло подводится непосредственно от коленчатого вала по каналу в стержне шатуна к распылителю с калиброванным отверстием, расположенному в поршневой головке шатуна, или распыливается через неподвижныефорсунки,закрепленныевнижнейчастигильзы.
Уплотняющая часть поршня начинается от верхней кромки канавки под верхнее поршневое кольцо и кончается у нижней кромки канавки под нижнее поршневое кольцо (последнее кольцо перед поршневым пальцем), т. е. это та часть поршня, где расположены канавки для поршневых колец.
Уплотняющая часть имеет диаметр, увеличивающийся к низу поршня. Она передает стенкам цилиндра до 80% теплоты, воспринимаемой днищем.
Практически уплотняющая часть поршня почти не участвует в передаче боковых сил. Поверхность этой части поршня имеет канавки, вследствие чего невозможно создать устойчивую масляную пленку. Величину зазора между цилиндром и уплотняющей частью поршня выбирают из условия предохранения поршневых колец от воздействия горячих газов и предотвращения попадания масла в камеру сгорания. Как правило, этот зазор делают очень малым (близким к нулю). Число компрессионных колец устанавливают в зависимости от быстроходности и типа двигателя.
Для уменьшения тепловой напряженности верхнего поршневого кольца канавку под него следует делать на некотором расстоянии от днища поршня , при этом увеличивается высота поршня. В некоторых случаях перед первым поршневым кольцом делают выточку, которая является воздушным экраном . Опыт работы с такими поршнями показал, что эта выточка закоксовывается и влияние ее на работу первого кольца уменьшается. В некоторых конструкциях применяют жароупор ные вставки для верхнего поршневого кольца (двигатель ЗИЛ-130 и др.), которые в 2—2,5 раза повышают долговечность поршня.
Для уплотнения цилиндра быстроходного двигателя достаточно двух-трех компрессионных и одного или двух маслосъемных поршневых колец.
Большинство двигателей имеет одно маслосъемное поршневое кольцо (нижнее) для сбрасывания излишков масла.
В канавках для маслосъемных колец сверлят один или два ряда отверстий для отвода масла внутрь поршня. В случае двух рядов отверстий один ряд сверлят в самой канавке, а другой — непосредственно под ней. Диаметр отверстий для отвода масла почти совпадает с высотой канавки для масляпого кольца. В поршнях карбюраторных двигателей поперечные прорези, отделяющие уплотняющий пояс, делают обычно в канавке масло-съемного кольца.
Отвод излишков масла необходим из-за насосного действия колец и перепада давлений при впуске , когда масло постепенно подается к камере сгорания, где оно сгорает и образует нагар на стенках камеры сгорания и на свече зажигания. Это происходит особенно интенсивно при изношенных поршневых кольцах.
Наличиемаслосъемногокольцаспособствуетэффективному отводу масла через специальные отверстия в картер. Перемычку между первым и вторым кольцами, как правило, делают более высокой. По мере удаления от днища высота перемычек уменьшается. Для повышения прочности перемычекпри той же высотеследует уменьшить их ширину и увеличитьрадиус сопряжения торцовых плоскостей с боковыми стенками канавок.
Направляющей частью (юбкой)называется часть поршня от нижней кромкиканавкипод последнее поршневое кольцо перед поршневым пальцем до концапоршня.
Эта часть поршня служит ДЛЯ равномерного распределениябокового давления на зеркало цилиндра от силы iVjj, направленной по нормали к зеркалу цилиндра, а также для направления поршня при движении соосно цилиндру. В этой части поршня размещаются бобышки для поршневого пальца.
Длина направляющей части поршня и расположение оси бобышек по его длине влияют на — трение и износ поршня. Поскольку у различных двигателей боковая сила N% имеет различное значение, то и длина направляющей части поршня, зависящая от величины этой силы, различна. Чем больше сила iV2, тем длиннее должна быть направляющая часть поршня. В передаче боковой силы 7V2 от поршня к цилиндру участвует только часть боковой поверхности юбки, ограниченная в поперечном сечении дугой с центральным углом р = 80 ч — 100° . Поэтому в ряде конструкций для уменьшения массы поршня и потерь на трение части юбки, соответствующие углам у, удаляют (двигатели ГАЗ-21, МЗМА-408 и др.).
Выбор внешнего очертания направляющей части поршня в основном зависит от деформации зоны расположения бобышек. В результате неравномерности тепловых деформаций, прогибающего действия давления рг газов на поршень и силы Nxна его боковую поверхность сечениена-правляющеи части принимает овальную форму, что может вызвать заедание поршня. Для устранения деформации сошлифовывают часть поверхности поршня около поршневого пальца. Толщина снимаемого слоя может быть установлена только опытным путем. В ряде случаев направляющей части поршня при механической обработке придают овальную форму. Большая ось 1 овала должна быть перпендикулярна оси 2 поршневого пальца (рис. 194, г), а малая совпадать с направлением оси поршневого пальца. Разница в длине осей овала обычно составляет 0,1—0,3 мм. При холодном поршне обеспечивается ходовая посадка соответственно размерам большой оси овала. При работе двигателя вследствие тепловых деформаций поршень принимает цилиндрическую форму. Стенки юбки имеют постоянную по длине толщину, которая может несколько уменьшаться к низу поршня.
Для уменьшения передачи теплоты от головки поршня, изготовленного из легких сплавов, к его юбке иногда делают прорезь по окружности между головкой и юбкой.
Для устранения стуков и перекосов поршня в непрогретом двигателе и предупреждения заедания при работе поршни из легких сплавов выполняют с разрезными и овальными юбками. П — или Т-образная прорезь может быть сделана как по всей, так и не по всей длине Еобки с той стороны, где боковая сила N% меньше.
В некоторых автомобильных двигателях для уменьшения стуков ось поршневого пальца смещают относительно оси поршня в сторону более нагруженной поверхности поршня. Для уменьшения монтажных зазоров и обеспечения бесшумной работы поршневой группы поршни из легких сплавов иногда снабжают при литье специальными инварными1 или стальными вставками 1.
Инварные вставки заделывают в несущую часть поршня, имеющую наибольшую тенденцию к расширению в области бобышек. Такие поршрипринагреваниирасширяютсяменьше,чемчугунные.
У большинства современных зарубежных автомобильных двигателей поршень имеет юбку без разрезов с залитыми в ее стенку инварнымиилистальнымитерморегулирующимиэлементами.
При такой конструкции юбки повышается надежность поршня, увеличивается поверхность соприкосновения его с цилиндром и поршень можно устанавливать в цилиндр с минимальными зазорами, почти не изменяющимися на всех режимах работы двигателя.
Конструкции поршней новых отечественных карбюраторных двигателей характеризуются следующими особенностями: днище — плоское снаружи и гладкое (без ребер) внутри; юбка поршня без разрезов имеет кольцевую терморегулирующую вставку; в горизонтальной плоскости сечение юбки — овал, по высоте она имеет коническую или бочкообразную поверхность; тепловые прорези расположены в канавке маслосъемного кольца; каждая бобышка поршневого пальца связанас днищем поршня двумя ребрами.
Исследования поршней описанной выше конструкции показали возможность увеличения точности изготовления профиля юбки в 3—5 раз и повышения прочности поршней на 6—8%. На основании стендовых испытаний поршней, проведенных на двигателях ГАЗ-21 и ГАЗ-53, установлено, что контактная поверхность юбки поршня новой конструкции с гильзой в 1,4—2,2 раза больше контактной поверхности юбки поршня двигателя ГАЗ-53. Кроме того, температура головки нового поршня на 10—30° ниже температуры головки поршня двигателя ГАЗ-53. Эксплуатационные испытания двигателяпоказалихорошуюработоспособностьинадежность поршней новой конструкции.
конструкция, отличия и применяемость на двигатели Ваз.. Статьи компании «АвтоКлюч-63»
Поршневая группа двигателя включает в себя: поршень, поршневые кольца и поршневой палец.
Общая конструкция поршневой группы сложилась еще в период появления первых двигателей внутреннего сгорания. С тех пор ни один из элементов поршневой группы не утратил своего функционального назначения.
Поршень, является наиболее важным элементом любого двигателя внутреннего сгорания.
Именно на эту деталь, выпадает основная нагрузка по преобразованию энергии расширяющихся газов в энергию вращения коленчатого вала. Свойства, которыми должен обладать поршень, трудно совместимы и технически тяжело реализуются.
Требования, которым должна соответствовать эта деталь:- температура в камере сгорания может достигать более 2000°С а температура поршня, без риска потери прочности материала, не должна превышать 350°С
- после сгорания бензино-воздушной смеси, давление в камере сгорания может достигать 80 атмосфер.
При таком давлении, оказываемое на днище усилие, будет составлять свыше 4-х тонн. Толщина стенок и днища поршня должна обеспечивать возможность выдерживать значительные нагрузки. Но любое увеличение массы изделия приводит к увеличению динамических нагрузок на элементы двигателя, что в свою очередь, ведет к усилению конструкции и росту массы двигателя;
- зазор между поршнем и поверхностью цилиндра должен обеспечивать эффективную смазку и возможность перемещения с минимальными потерями на трение. Но в тоже время зазор должен учитывать тепловое расширение и исключить возможность заклинивания.
- изготовление должно быть достаточно дешевым и отвечать условиям массового производства.
Очертания поршня за более сто пятидесятилетнюю историю двигателя внутреннего сгорания мало изменились.
В конструкции поршня можно выделить несколько зон, каждая из которых, имеет свое функциональное назначение:
1) Днище поршня – поверхность, обращенная к камере сгорания. Днище, своим профилем, определяет нижнюю поверхность камеры сгорания.
Форма днища зависит от формы камеры сгорания, расположения клапанов, от особенности подачи топливо-воздушной смеси в камеру сгорания и объема самой камеры.
Днища разных моделей применяемых на двигателях ВАЗ приведены на рисунке:
Поршни ВАЗ 21213 и ВАЗ 21230 отличаются нанесенной маркировкой. Маркировка наносится на поверхность рядом с отверстием под поршневой палец. На поршне ВАЗ 21213 нанесены цифры -«213», на модели ВАЗ 2123 — «23».
На модели ВАЗ 21080, ВАЗ 21083, ВАЗ 21100 нанесена соответствующая маркировка — «08»,»083″, «10». Поршень 2108 имеет диаметр 76 мм , модели 21083 и 2110 — 82 мм.
Поршни ВАЗ 2112 и ВАЗ 21124, имеют соответствующую маркировку — «12»и «24» и отличаются глубиной выборки под клапана. Модели 21126 и 11194 отличаются диаметром.
2) Если углубления на днище увеличивают объем камеры сгорания, то для уменьшения объема применяют вытеснители. Вытеснителем называют объем металла, который находится выше плоскости днища.
3) «Жаровым поясом» (огневым) называют расстояние от днища до канавки первого поршневого кольца. Чем ближе располагаются поршневые кольца к днищу, тем более высокой тепловой нагрузке они подвергаются, тем больше сокращается их ресурс.
4) Уплотняющий участок — это участок канавок, расположенных на боковой цилиндрической поверхности поршня. Канавки предназначены для установки поршневых колец. Поршневые кольца обеспечивают подвижное уплотнение. На всех моделях для двигателей ВАЗ, выполнены две канавки под компрессионные кольца и одна канавка под маслосъемное кольцо.
В канавке под маслосъемное кольцо есть отверстия, через которые отводится излишек масла во внутреннюю полость поршня. Уплотняющий участок выполняет еще одну очень важную функцию — через установленные поршневые кольца, осуществляется отвод значительной части тепла от поршня к цилиндру.
Если конструкция изделия не будет предусматривать эффективный отвод тепла от днища, то это приведет к его прогоранию.
По расчетам, через компрессионные кольца, передается до 60-70% выделенного тепла. Однако это требует плотного прилегания поршневых колец к цилиндру и к поверхностям канавок.
Для обеспечения работоспособности, торцевой зазор первого компрессионного кольца в канавке должен составлять 0,045-0,070 мм. Для второго компрессионного кольца зазор — 0,035-0,060 мм, для маслосъемного – 0,025-,0050 мм. Между внутренней поверхностью кольца и канавки должен быть радиальный зазор — 0,2-0,3 мм.
5) Головку поршня образуют днище и уплотняющая часть.
Расстояние от оси поршневого пальца до днища, называют компрессионной высотой поршня.
6) «Юбкой», называют нижнюю часть поршня. На этом участке находятся бобышки с отверстиями – место, куда устанавливается поршневой палец. Внешняя поверхность юбки, исполняет роль опорной и направляющей поверхности.
Юбка обеспечивает соосность положения детали к оси цилиндра блока. Кроме того, боковая поверхность юбки участвует в передаче к цилиндру возникающих поперечных усилий.
На поверхность юбки (или на все изделие) могут наноситься защитные покрытия улучающие прирабатываемость и снижающих трение.
Покрытие слоем олова позволяет сгладить неточности профиля и предотвратить наволакивание алюминия на поверхности цилиндра. Могут применяться покрытия созданные на основе графита и дисульфида молибдена.
Другой способ, снижающий потери на трение – нанесение на юбке канавок специального профиля. Глубина канавок составляет 0,01-0,015 мм. При движении, канавки не только удерживают масло, но и создают гидродинамическую силу, которая препятствует контакту со стенками цилиндра.
Одним из факторов определяющих геометрию поршня, является необходимость снижения сил трения.
Для этого требуется обеспечение определенной толщины масляного слоя в зазоре между поршнем и стенками цилиндра. Причем маленький зазор повлечет за собой увеличение сил трения и как следствие повышение нагрева деталей и их ускоренный износ а возможно и заклинивание.
Слишком большой зазор, увеличит шумность двигателя, приведет к росту динамических нагрузок на сопрягаемые детали и будет способствовать их ускоренному износу. Поэтому величина зазора подбирается в соответствии с рекомендациями для конкретного типа двигателя.
В истории применения конструкций поршней для двигателей ВАЗ, просматриваются этапы влияния нескольких европейских конструкторских школ.
На первых моделях двигателей ВАЗ применяется «итальянская» конструкция. Поршни отличаются большой компрессионной высотой, широкой опорной поверхностью юбки. Поверхность изделия покрыта слоем олова.
В разработке последующих конструкций принимают участие немецкие компании. У поршней уменьшается компрессионная высота. На юбке применяется микропрофиль – специальный профиль канавок, для удержания смазки в зоне трения. Поршни моделей ВАЗ 21126 и ВАЗ 11194 получают Т-образный профиль и рассчитаны на установку «тонких» поршневых колец. Так внешне сравнивая модели от 2101 до 21126, можно получить представление об общих тенденциях совершенствования конструкции , основанных на новых научных разработках.
В процессе работы, различные участки поршня нагреваются не равномерно, следовательно, и тепловое расширение будет больше там, где выше температура и больше объем металла. В связи с этим, на уровне днища размер выполняют меньшим, чем диаметр в средней части. Таким образом, в продольном сечении профиль будет коническим. Нижняя часть юбки тоже может иметь меньший диаметр. Это позволяет, при движении вниз, в пространстве между юбкой и цилиндром, создавать масляный клин, который улучшает центрирование в цилиндре.
Для компенсации тепловых деформаций, в поперечном сечении поршень выполнен виде овала. Это связано с тем, что в районе бобышек под поршневой палец сосредоточен значительный объем металла.
При нагреве, в плоскости поршневого пальца, расширение будет осуществляться в большей степени. Овальность и бочкообразность детали в холодном состоянии, позволяет иметь поршень, приближающийся к цилиндрической форме, при работающем двигателе.
Такая форма изделия создает сложности при контроле его диаметра. Фактический диаметр можно определить, только замеряя его в плоскости перпендикулярной оси отверстия под поршневой палец на определенном расстоянии от днища. При этом, для разных моделей это расстояние будет отличаться.
Тепловые нагрузки порождают еще одну проблему. Поршни изготавливают из алюминиевого кремнесодержащего сплава, а для блока цилиндров используют чугун. У этих материалов разная теплопроводность и разный коэффициент теплового расширения.
Это приводит к тому, что в начале работы двигателя, поршень нагревается и увеличивается в диаметре быстрее, чем увеличивается внутренний диаметр цилиндра. При и без того малых зазорах, это может приводить к повышенному износу цилиндров, а в худшем случае, к заклиниванию поршня.
Для решения этой проблемы, во время отливки поршня, в тело заготовки внедряют специальные стальные или чугунные элементы, которые сдерживают резкое изменение диаметра. Для уменьшения теплового расширения и отвода тепла, на некоторых типах двигателя, используются системы подачи масла во внутреннюю полость поршня.
Поршневой палец обеспечивает шарнирное соединение поршня и верхней головки шатуна. Во время работы двигателя, на поршневой палец воздействуют значительные переменные силы. Палец и отверстия под палец должны сопрягаться с минимальным зазором, обеспечивающим смазку.
На двигателях ВАЗ используется два типа шарнирного соединения «поршень-палец-шатун». На поршнях моделей 2101, 21011, 2105, 2108, 21083 – палец устанавливается в верхней головке шатуна по плотной посадке, исключающей его вращение. Отверстие в поршне под поршневой палец выполнено с зазором, обеспечивая свободное вращение.
В дальнейшем от этой схемы отказались и перешли на схему с «плавающим» пальцем. На поршнях моделей 21213, 2110, 2112, 21124, 21126, 11194, 21128 – палец устанавливается с минимальным зазором и в головке шатуна, и в отверстиях поршня. Для исключения осевого смещения пальца, в поршне, в отверстиях под поршневой палец устанавливаются стопорные кольца. Во время работы, у пальца есть возможность проворачиваться, обеспечивая равномерный износ поверхностей.
Для обеспечения надежной смазки пальцев, в бобышках предусмотрены специальные отверстия.
По результатам фактического замера отверстия под поршневой палец, поршням присваивается одна из трех категорий(1-я, 2-я, 3-я). Разница в размерах для категорий составляет — 0,004мм. Номер категории клеймится на днище.
Для обеспечения необходимого зазора, поршневые пальцы, по наружному диаметру подразделяются на три класса. Отличие в размерах составляет — 0,004 мм. Маркировка класса производится краской по торцу пальца: синий цвет — первый класс, зеленый — второй, красный — третий класс. При сборке, поршню первой категории должен подбираться палец первого класса и т.д.
Особенностью работы шатунного механизма, является то, что до достижения верхней мертвой точки, поршень прижат к одной стороне цилиндра, а после прохождения ВМТ – к другой стороне цилиндра. При приближении к верхней мертвой точке, на поршень действует максимальная нагрузка, следовательно растет сила давления на палец. Возрастающие силы трения препятствуют повороту поршня на пальце. При таких условиях поворот может происходит скачкообразно, со стуком о стенку цилиндра.
Для того, чтобы снизить динамические нагрузки и шум, применяют поршни со смещенным отверстием под поршневой палец. Ось отверстия смещена в горизонтальной плоскости от оси поршня. В работающем двигателе это приводит к возникновению момента силы, который облегчает преодоление сил трения.
Такое конструктивное решение позволяет добиться плавности, при смене точек контакта поршня с цилиндром. На такие изделия обязательно наносится метка для правильной ориентации при его установке. Однако, чем больше будет износ цилиндров и юбки, тем в большей степени будет проявляться стук в цилиндре.
Существуют поршни, в которых применяется не только горизонтальное смещение оси пальца, но и вертикальное. Такое смещение ведет к уменьшению компрессионной высоты. Поршни, с дополнительным смещением оси отверстия под палец вверх, применяются для тюнинговой доработки двигателя. В качестве основной характеристики для таких поршней используется величина смещения, указывающая на сколько смещен центр отверстия под палец, по сравнению со стандартным изделием.
На рынке продаж, поршень представлен значительным количеством отечественных и иностранных производителей. Независимо от производителя, они должны соответствовать требованиям, рассчитанным для конкретной модели двигателя. Поршни, входящие в комплект, не должны отличаться по массе более чем на ±2,5 грамм. Это позволит снизить вибрации работающего двигателя. Для розничной сети, в комплекты подбираются поршни одной весовой группы. В случае необходимости можно осуществить подгонку поршня по массе.
Зазор между цилиндром и поверхностью поршня должен соответствовать величине установленной для данной модели двигателя. Поршни номинального размера по своему диаметру относят к одному из пяти классов. Различие между классами составляет 0,01 мм.
Классы маркируются на днище буквами — (А, В, С, D, Е). В качестве запасных частей поставляются поршни классов — А, С, Е. Этих размеров достаточно, чтобы осуществить подбор деталей для любого блока цилиндров и обеспечить необходимый зазор.
Поршни ВАЗ 11194 и ВАЗ 21126 имеют только три класса (A, B, C) с размерным шагом — 0,01 мм.
Кроме номинальных размеров, изготавливаются поршни 2-х ремонтных размеров, с увеличенным наружным диаметром на 0,4 и 0,8 мм. Для распознавания, на днищах ремонтных изделий ставится маркировка: символ «треугольник» соответствует первому ремонтному размеру(с увеличением наружного диаметра на 0,4 мм), символ «квадрат» — увеличение диаметра на 0,8 мм. До 1986 г. ремонтные размеры отличались от современных. Так для двигателя 2101 существовало три ремонтных размера: на 0,2 мм., 0,4 мм., 0,6 мм; для двигателя 21011 два размера: 0,4 мм. и 0,7 мм.
Применяемость моделей поршней на различных двигателях Ваз:
В качестве материала для изготовления поршней применяются сплавы алюминия. Использование кремния в составе сплава, позволило снизить коэффициент теплового расширения и увеличить износостойкость. Сплавы, где содержание кремния может достигать 13%, называют – эвтектическими. Сплавы с более высоким содержанием кремния относят к заэвтектическим сплавам. Повышение процента содержания кремния улучшает теплопроводные характеристики, однако приводит к тому, что при охлаждении в сплаве происходит выделение кремния в виде зерен размером 0.5-1.0 мм. Это приводит к ухудшению литейных и механических свойств. Для улучшения физико-механических свойств, в сплавы вводят легирующие добавки меди, марганца, никеля, хрома.
Существует два основных способа получения заготовки поршня.
Отливка в кокиль – специальную форму, является более распространенным способом. Другой способ — горячая штамповка (ковка). После этапов механической обработки, изделие подвергают термической обработке для повышения твердости, прочности и износостойкости, а также для снятия остаточных напряжений в металле.
Структура кованого металла позволяет повысить прочностные характеристики изделия. Но есть существенные недостатки кованых изделий классической конструкции( с высокой юбкой)– они получаются более тяжелыми. Кроме того, в кованных деталях, невозможно использовать термокомпенсирующие кольца или пластины. Увеличенный объем металла ведет к увеличенной тепловой деформации и необходимости увеличивать зазор между поршнем и цилиндром. И как следствие – повышенный шум, износ цилиндров, расход масла. Применение кованых поршней оправдано в тех случаях, когда большую часть времени двигатель автомобиля эксплуатируется на предельных режимах.
В современном конструировании поршней, наблюдаются следующие тенденции: уменьшение веса, использования «тонких» поршневых колец, уменьшение компрессионной высоты, использование коротких поршневых пальцев, применение защитных покрытий. Все это, нашло свое применение, в конструкции Т-образных поршней. Наименование конструкции обусловлено схожестью профиля детали с буквой «Т». На этих изделиях, юбка уменьшена и по высоте и по площади направляющей части. В качестве материала для изготовления таких поршней используется заэвтектический сплав, с большим содержанием кремния. Поршни Т-образной конструкции практически всегда изготавливаются горячей штамповкой.
Принятие разработчиками решения о применении той или иной конструкции поршня всегда предшествует расчет и глубокий анализ поведения всех узлов шатунно-поршневой группы. Детали современных двигателей рассчитаны на пределе возможностей конструкции и материалов. В таких расчетах предпочтение отдается конструкциям с минимальной стоимостью обеспечивающих утвержденный ресурс и не более. Поэтому любое отклонение от штатных режимов работы двигателя ведет к сокращению ресурса тех или иных деталей и узлов.
Справочник по анализу повреждений поршня — Полезная информация
Техника для отдыха часто эксплуатируется в условиях, способствующих подобным повреждениям. Понимание влияния условий эксплуатации на работоспособность двигателя поможет механику убедить владельца добросовестно относиться к уходу за машиной, чтобы увеличить срок службы его двигателя.
Анализ повреждений поршня является многосторонним, и множество факторов могут привести к одному результату. Редко когда повреждение поршня, кольца или цилиндра вызвано одной причиной. Как правило, такие повреждения происходят вследствие совокупности различных экстремальных факторов, влияющих на работу двигателя.
Содержание этой брошюры может служить ориентиром при определении причины определен¬ной неисправности.
Техническая информация о способах ремонта двигателя с поврежденными поршнем, кольцами и т.д. приведена в руководстве по ремонту машины соответствующей модели.
Конструкция поршня
Материал
Поршень отлит из алюминиевого сплава с добавками марганца, меди или никеля, которые служат для повышения надежно-сти и термостойкости. Большое содержание кремния (10…25%) повышает литьевые качества металла и снижает коэффициент темпе-ратурного расширения поршня. КОНСТРУКЦИЯ — применение алюминия об-легчает поршень, что позволяет современно¬му двигателю развивать большую скорость вращения при высокой выходной мощности. Применение алюминия с высоким коэффициентом температурного расширения в сочетании с гильзой цилиндра из чугуна, не склонно-го к большому расширению, потребовало при-дать юбке бочкообразный профиль и овальную форму поршню, если посмотреть на него сверху. Такая форма обеспечивает минимальные зазоры в зоне нагнетания и центрирует нагрузку на ось поршневого пальца при рабочей температуре.
Эффективная теплопроводность алюминия способствует поддержанию оптимальной тем-пературы днища поршня, обращенного к каме-ре сгорания, за счет быстрого отвода тепла к цилиндру через кольца и юбку.
Назначение
- крепление колец для уплотнения камеры сгорания и контроля за масляной пленкой;
- передача усилия давления газов на коленчатый вал;
- отвод тепла через кольца;
- форма днища обеспечивает оптимальное смесеобразование топлива с воздухом.
Процедура анализа повреждений
- разберите двигатель в соответствии с указаниями руководства по ремонту;
- проверьте состояние и расположение демонтированных деталей;
- демонтируйте поршень, оценив состояние подшипника, втулки, колец, шатуна, а также внутренней и наружной поверхности цилиндра;
- очистите все детали рекомендуемым способом и препаратами;
- разложите детали в порядке их демонтажа для более легкой идентификации или замены;
- исследуйте внимательно детали на предмет состояния металла, наличия необычных следов, царапин и изменения цвета;
- помните, что при повреждении одного из поршней другой поршень этого двигателя находится в состоянии, близком к подобному по¬вреждению; возможно, вам удастся предотвратить повреждение соседнего цилиндра;
- пользуясь этими рекомендациями и записям-и о периодическом обслуживании, учитывая состояние двигателя и манеру езды владельца, содержание этой брошюры поможет Вам определить причину неисправности.
Не выбрасывайте детали в ходе разборки, исследуйте их.
На днище поршня имеются отложения, состоящие из масляной золы, компонентов топлива и несгоревшего углерода. Поскольку толщина отложений растет по мере роста наработки двигателя, цвет днища становится более ярким из-за более высокой температуры поверхности.
В зависимости от применяемого топлива и масла нормальные отложения могут иметь коричневый цвет с оттенками от бежевого до почти черно-коричневого. Значительный черный нагар на днище поршня является скоплением несгоревшего углерода из-за низких температур при работе с низкими нагрузками и обогащенной топливной смесью.
Коричневый или черный нагар на боковых стенках поршня ниже колец является спекшимся маслом, вы¬званным его сгоранием от прорвавшихся газов.
Причиной этого является некачественное масло или недостаточное уплотнение колец. Незначительные царапины на юбке могут образоваться от попадания посторонних частиц, попавших в двигатель. Это не является неисправностью и в этом случае не требуется замена поршня. Всегда проверяйте не превышает ли допустимую величину зазор между поршнем и цилиндром. Нагар следует удалять с днища поршня и головки цилиндров с помощью деревянного или пластикового скребка. Чрезмерные отложения нагара приводят к увеличению компрессии и снижают теплоотвод.
На днище имеются желтые пятна, на юбке — следы задира, следов оплавленного алюминия нет. Если в ходе обследования двигателя на днище поршня обнаруживаются желтые или желто-оранжевые отложения, это значит, что сгорание происходило в условиях детонации. При этом воспламенение начинается от искры на свече зажигания, но поскольку фронт пламени перемещается по камере сгорания быстрее, чем при обычном сгорании, несгоревшая часть топливной смеси самовоспламеняется. Это приводит к резкому росту температуры и к ударной волне, которые называются детонацией. При этом процесс сгорания происходит на протяжении 29 град, поворота коленвала вместо нормальных 50 град. Окись кальция, которая входит в состав двухтактного масла, обычно имеет цвет близкий к белому. Но при температуре близкой к температуре плавления поршня окись кальция меняет цвет с белого на желто-оранжевый, что является характерным признаком перегрева двигателя. Чрезмерный нагрев приводит к сильному расширению поршня и возможному нарушению масляной пленки.
Возможные причины:
- бензин с низким октановым числом или большим содержанием спирта;
- обедненная топливная смесь или неисправность топливной системы, такая как засорение топливопровода или фильтра, отсутствие вентиляции бака, неисправность топливного насоса, карбюратора, негерметичность картера и т.д.;
- слишком «горячие» свечи зажигания;
- слишком ранняя установка опережения зажигания или неисправность блока зажигания;
- слишком высокая компрессия из-за отложения нагара или модификации головки цилиндров;
- высокое противодавление из-за засорения системы выпуска;
- перегрев, ослабление затяжки свечей зажигания.
Наличие оплавленных участков на днище и следы задира на юбке.
Детонация приводит к чрезмерно высокой температуре в камере сгорания. Если условия детонации не устраняются, то резкое повышение температуры нагревает частицы нагара и электроды свечи зажигания до такой степени, что они поджигают топливную смесь прежде, чем искра появится на свече. Это явление называется калильным зажиганием. При калильном зажигании темпера¬тура в камере сгорания растет настолько быстро, что при работающем двигателе поршень нагревается до точки плавления. Металл плавится в зоне непосредственно под свечой зажигания или в зонах тепловой концентрации, таких как штифт поршневого кольца. К задиру также приводит отсутствие масляной пленки на стенках цилиндра. Калильному зажиганию всегда предшествует детонация, и причины ненормального сгорания при этом аналогичны причинам, вызывающим детонацию.
4 — наличие на днище выемок от деталей цилиндрической формы.
Возможные причины:
- попадание иголок подшипника поршневого пальца в зону вытеснения между головкой и поршнем, разрушение поршневых колец и канавок;
- необходима проверка состояния подшипника нижней головки шатуна.
4а — наличие на днище выемок сферической формы
Возможные причины:
- попадание в зону вытеснения в двигателе по¬стороннего предмета, такого как головка заклепки, до выброса его через выхлопное окно; в некоторых случаях двигатель продолжает работать до тех пор, пока не повредятся кольца.
4Ь — наличие на юбке вертикальных царапин в зоне отверстия поршневого пальца.
Возможные причины:
- попадание стопорного кольца пальца в кромку перепускного окна из-за ослабления его крепления.
Примечание. Стопорное кольцо теряет упру¬гость при неправильном демонтаже. Поэтому рекомендуется всегда устанавливать только новые кольца. Нельзя деформировать стопорное кольцо при его установке. После установки кольца в поршень проверьте не вращается ли оно в канавке. Если вращается — замените его!
5 — следы задира ниже колец со стороны впуска
Возможные причины:
- попадание снега или воды внутрь двигателя и смывание масляной пленки;
- появление следов задира со стороны впуска и выпуска при отсутствии на днище поршня следов ненормального сгорания возможно из-за недостатка или отсутствия масла при работе двигателя; следует проверить работу системы впрыска масла или соотношение топливо-масляной смеси и зазор между поршнем и цилиндром;
- если поршень имеет следы задира со стороны выпуска и впуска при отсутствии на его днище следов ненормального сгорания и имеет черный цвет, причиной этого может служить неисправность системы охлаждения. Следует проверить ремень вентилятора, уровень антифриза и т.д.
5а — темно-коричневый налет на юбке поршня
Возможные причины:
- низкое качество масла, применение масла цепной передачи или автомобильного;
- применение присадок к топливу, таких как октан-корректор, повышающих мощность и т.д.
5Ь — следы задира на юбке со стороны выпуска при отсутствии их со стороны впуска
Возможные причины:
- низкое качество масла.
Задир поршневого кольца (рис. 6)
Риски на цилиндре расположены в зоне перемещения колец. Поверхность цилиндра в хорошем состоянии, за исключением вертикальных полос, голубого цвета. Кольца в зоне контакта имеют темную окраску. Такое происходит из-за нарушения смазки.
Возможные причины:
- нарушен период обкатки;
- низкое качество масла;
- недостаточное количество масла в бензо-масляной смеси;
- недостаточная производительность системы впрыска масла.
Разрушение поршня (рис. 7)
Усталостное разрушение материала иногда про-исходит с поршнем высокооборотистых двигателей. Однако разрушение юбки поршня происходит как правило из-за чрезмерно большого зазора между поршнем и цилиндром.
Возможные другие причины:
- поломка шатуна;
- повреждение из-за небрежного обращения, ударов и т.д.;
- заедание коленвала из-за заедания поршня;
- попадание в двигатель посторонних предметов.
Поршень двигателя: строение, принцип работы, неисправности
Поршень двигателя – это деталь цилиндрической формы, которая служит для преобразования энергии сжатой воздушно-топливной смести в энергию поступательного движения. Далее эта энергия при помощи шатунов и коленчатого вала преобразуется в крутящий момент.
Конструкция поршня
Стандартный поршень двигателя состоит из 3 основных частей:
-
Днища: служит для восприятия тепловой нагрузки и газовых сил
-
Уплотняющей части: передает большую часть тепла от поршня к цилиндру и препятствует прорыву газов
-
Направляющей части: поддерживает положение поршня и передает боковую силу на стенку цилиндра
Рассмотрим подробнее каждую из этих частей.
Днище
Форма днища зависит от многих факторов: типа двигателя и смесеобразования, расположения форсунок, свечей и клапанов, метода организации газообмена в цилиндре.
Поршни с выпуклым днищем обладают повышенной прочностью, но камера сгорания при этом имеет линзовидную форму, а теплоотдача выше. В двигателях искрового типа увеличение теплоотдачи позволяет повысить допустимую степень сжатия, что способствует некоторой компенсации механических потерь.
Поршни с вогнутым днищем, напротив, образуют компактную форму камеры сгорания. Они используются в дизельных двигателях, а также в бензиновых агрегатах с высокой степенью сжатия и низким потреблением топлива. Такие детали более склонны к образованию нагара.
Поршни с плоским днищем проще в производстве. Они используются как в бензиновых, так и дизельных двигателях вихрекамерного и предкамерного типа.
Днище поршня принимает на себя основную термонагрузку, в связи с чем имеет большую толщину. Чем оно толще, тем больше масса самого поршня, но меньше нагрев. Стандартная толщина днища составляет 7-9 мм, в турбомоторах – 11 мм, а в дизельных двигателях – 10-16 мм. Существуют также поршни, толщина днища которых меньше стандартной – 5,5-6 мм. Такие применяются, к примеру, в некоторых моделях автомобилей Honda.
Для увеличения прочности, а также снижения вероятности перегрева и прогорания на некоторых видах поршней днище и первая канавка, предназначенная для компрессионного кольца, подвергаются твердому анодированию. То есть верхний тонкий слой алюминия преобразуется в керамическое покрытие толщиной 8-12 мкм.
Уплотняющая часть
В уплотняющую часть входят маслосъемные и компрессионные кольца. Маслосъемные имеют сквозные отверстия по периметру, сквозь которые внутрь поршня поступает масло, удаленное с поверхности цилиндра. Некоторые из них снабжены специальным ободком, выполненным из стойкого к коррозии чугуна, со специальной канавкой для верхнего компрессионного кольца.
В современных двигателях используется всего три кольца – одно маслосъемное и два компрессионных.
Компрессионные кольца предотвращают попадание отработавших газов в картер двигателя из камеры сгорания. По форме они могут быть трапециевидными, коническими и бочкообразными. Некоторые виды таких колец имеют вырез. Наибольшие нагрузки воспринимает первое компрессионное кольцо, поэтому для увеличения ресурса детали ее канавку укрепляют при помощи стальной вставки.
Маслосъемные кольца предназначены для удаления излишков масла из цилиндра. Они также препятствуют попаданию смазки в камеру сгорания, для чего служат сквозные отверстия. Некоторые виды таких колец оснащаются пружинным расширителем.
Диаметр уплотняющая часть меньше, чем диаметр юбки. Это связано с тем, что нагрев в данной части поршня выше. Жаровый пояс имеет еще меньший диаметр, что позволяет избежать задиров на кольцах и их заклинивания в канавках. В отличие от юбки, уплотняющая часть в сечении круглая, а не овальная. Таким образом высоту пояса можно уменьшить.
Наибольшее значение для уплотнения поршня играет качество колец. В этом отношении чугунные маслосъемные кольца намного надежнее составных, так как при их установке возникает меньше всего ошибок. К тому же до 80 % тепла от поршня отводится именно через кольца. Именно поэтому при неплотном прилегании данных элементов потери приходятся на юбку, что влечет за собой появление задиров. Чтобы минимизировать этот процесс, в процессе обкатки двигателя ограничивают его мощность.
При перегреве еще неприработанных колец снижается их упругость, вследствие чего возникает ряд проблем: выброс масла, пропуск газов в картер и т.д. Также при перегреве возможно смыкание стыков, которое ведет к поломке колец, а в некоторых случаях и к обрыву самого поршня.
Направляющая часть
Направляющая (тронковая) часть называется юбкой поршня. С внутренней стороны она имеет бобышки, в которых находится отверстие под поршневой палец. Для фиксации последнего предусмотрены канавки, где размещаются детали, служащие для запирания пальца.
Нижняя кромка юбки предназначена для последующей механической обработки поршня. Для подобных целей она снабжается специальным буртиком. Если вес обработанного поршня больше, чем допускает двигатель, его подгоняют, снимая часть металла с внутренней стороны буртика. В тех местах, где находятся отверстия под поршневой палец, с наружной части юбки вырезают специальные углубления. В результате стенки этих зон не взаимодействуют со стенками цилиндра, образуя так называемые «холодильники».
Стенки юбки поршня также предназначены для восприятия силы бокового давления, что увеличивает трение о стенки цилиндра и усиливает нагрев обеих деталей.
Чтобы обеспечить свободное перемещение поршня в цилиндре, когда двигатель уже прогрет и работает под нагрузкой, между юбкой и стенками цилиндра предусмотрен зазор. Его величина устанавливается в зависимости от линейного расширения металла поршня и цилиндра при нормальной работе двигателя. Если зазор меньше, чем необходимо, при перегреве на поверхностях поршня образуются задиры, детали могут заклинивать в цилиндре. При большом зазоре ухудшаются уплотняющие свойства поршня, детали начинают стучать. Эксплуатировать такой двигатель не допускается.
Принцип работы поршня
Главная задача поршня – восприятие давления газов в цилиндре и передача энергии давления через поршневой палец на шатун. Далее она преобразуется коленчатым валом в крутящий момент двигателя. Подобную задачу невозможно реализовать без надежного уплотнения поршня, который движется в цилиндре. В противном случае произойдет прорыв газов в картер и попадание моторного масла в камеру сгорания из него. Для решения этой проблемы в поршне предусмотрены канавки, в которых установлены компрессионные и маслосъемные кольца. Для отвода масла в поршне находятся специальные отверстия.
В процессе работы днище поршня напрямую контактирует с горячими газами и нагревается. Избыток тепла от днища к стенкам цилиндра отводят поршневые кольца и охлаждающая жидкость. В тяжелонагруженных агрегатах предусмотрено дополнительное масляное охлаждение: масло через форсунки подается на днище и во внутреннюю кольцевую полость поршня.
Чтобы уплотнение полостей поршня было надежным, его вертикальная ось должна совпадать с осью цилиндра. Перекосы недопустимы, так как они вызывают «болтание» поршня в цилиндре, снижают уплотняющие и теплопередающие свойства колец, а также увеличивают шумность работы двигателя. Для исключения подобных проблем служит юбка поршня. Она должна обеспечивать минимальный зазор как на холодном, так и прогретом агрегате.
Коэффициент расширения стенок цилиндра и самого поршня разные. Это обусловлено как разными конструкционными материалами, так и разницей в температуре нагрева. Чтобы нагретый поршень не заклинивало вследствие температурного расширения, существует два решения.
Первое – эллиптическая форма юбки поршня в поперечном сечении, где большая ось перпендикулярная оси пальца, а в продольном – конуса, который сужается к днищу поршня. Благодаря такой форме обеспечивается соответствие юбки нагретого поршня стенке цилиндра, что предотвращает заклинивание. Второе решение – заливка стальных пластин в юбку поршня некоторых моделей. При нагреве расширение металла происходит медленнее, что ограничивает расширение всей юбки.
В качестве конструкционного материала для производства поршней используется алюминий. Это обусловлено тем, что при высоких скоростях работы, которые характерны современным двигателям, нужно обеспечить малую массу движущихся деталей. Поэтому, если использовать более тяжелые металлы, то потребуются и более мощные компоненты: шатун, коленвал и блок с толстыми стенками. Все это сделает увеличит размер и вес силового агрегата.
В конструкции поршня могут быть реализованы и другие инженерные решения. Например, обратный конус, расположенный в нижней части юбки. Он служит для уменьшения шума из-за перекладки элемента в мертвой точке. Для улучшения смазывания юбки используется микропрофиль на рабочей поверхности, который представляет собой маленькие канавки с шагом 0,2-0,5 мм, а для снижения трения применяется антифрикционное покрытие.
В России покрытие для поршней выпускает компания «Моденжи». MODENGY Для деталей ДВС наносится на юбки поршней и другие детали двигателя: коренные подшипники коленчатого вала, втулки пальцев, распредвалов, дроссельную заслонку.
Покрытие способствует снижению трения и износа, предотвращает появление задиров на поверхностях и заклинивание поршня в цилиндре. Материал стоек к длительному воздействию моторного масла и в течение некоторого времени сохраняет работоспособность двигателя в режиме масляного голодания.
Полимеризация покрытия возможна как при комнатной температуре, так и при нагреве. Удобная аэрозольная упаковка упрощает процесс нанесения благодаря тщательно настроенным параметрам сопла распылительной головки.
Причины износа поршня
Поршень, как и любой другой рабочий элемент двигателя подвержен износу и поломке. В случае с двигателем увеличение износа происходит при ежедневной эксплуатации, но до некоторого момента это незаметно и ДВС работает стабильно.
При выработке ресурса деталей происходит резкое увеличение износа и начинаются всевозможные проблемы:
-
Повышается расход масла
-
Синий дым из выхлопной трубы
-
Нагар на свечах
-
Нестабильная работа ДВС на холостых оборотах, о чем свидетельствует вибрация рычага КПП
-
Увеличение расхода топлива в 2 и более раз
-
Снижение мощности двигателя и т.д.
Все это свидетельствует о некорректной работе двигателя, в том числе и поршневой группы. Например, задиры на головке поршня возникают вследствие перегрева из-за нарушения процесса сгорания, деформации и/или засорения масляной форсунки, установки поршней неправильного размера и параметров, неисправностей в системе охлаждения, уменьшения зазора в верхней части рабочей поверхности.
Следы от ударов на днище поршня свидетельствуют о слишком большом выступе детали, неверной посадке клапана, слишком малом зазоре в клапанном приводе, отложениях масляного нагара на головке поршня, неподходящем уплотнении ГБЦ, некорректно выставленным фазам газораспределения, чрезмерной подгонке торцевой поверхности ГБЦ.
Наплавления металла на поверхностях указывают на неравномерный впрыск топлива, позднее зажигание, недостаточное сжатие смеси, неверный момент начала впрыска, неисправность впрыскивающих форсунок.
Трещины в полости камеры сгорания и днище говорят о недостаточной компрессии в цилиндрах, плохом охлаждении поршня, некорректном моменте начала впрыска, неисправности или непригодности впрыскивающей форсунки. Подобные следы можно обнаружить, если установлены поршни с неподходящей формой полости камеры сгорания или на автомобилях, мощность двигателей которых была повышена искусственно (например, методом чип-тюнинга).
Поршневые кольца повреждаются вследствие неправильной установки поршней, избытка топлива в камере сгорания, при вибрации самих поршневых колец, сильном осевом износе кольцевой канавки и деталей.
Радиальный износ поршня возникает при избыточном количестве топлива в камере сгорания. Это происходит из-за сбоев в процессе приготовления смеси, при нарушении процесса сгорания, недостаточном давлении сжатия, неправильном размере выступа поршня. Осевой износ возникает в результате загрязнения из-за недостаточной фильтрации. Его также вызывают продукты износа, образующиеся во время приработки двигателя и загрязнения, которые не были полностью удалены при ремонте силового агрегата.
Повреждения юбки поршней может возникать по нескольким причинам. Например, вследствие ассиметричного пятна контакта, которое вызвано скручиванием и/или деформацией шатуна, неправильно просверленными отверстиями цилиндра или неправильно установленными отдельными цилиндрами, большим люфтом шатунного подшипника.
Задиры под углом 45° образуются из-за слишком тесной посадки поршней, ошибок при монтаже шатуна горячим прессованием, недостаточной смазки при первом пуске двигателя.
Кроме этого поверхности юбок поршней истираются из-за разбавления масла топливом, неисправного пускового устройства двигателя, недостаточного сжатия смеси, перебоев в зажигании и работе двигателя на переобогащенной воздушно-топливной смеси.
Основной причиной выхода из строя гильз является кавитация. Она вызывается недостатком охлаждения, слишком низкой или высокой температурой, малым начальным давлением в системе охлаждения, применением неподходящей охлаждающей жидкости, неправильной и/или неточной посадки гильз цилиндров, а также использованием неподходящих уплотнительных колец с круглым сечением.
Обнаруженные блестящие места в верхней части цилиндра говорят об отложении масляного нагара на днище цилиндров. Они возникают вследствие избыточного содержания масла в камере сгорания, прорыва газов с проникновением масла во всасывающий тракт, частой езды на короткие дистанции или на холостом ходу, недостаточного отделения масляного тумана от картерных газов.
Иногда вышеописанные проблемы возникают комплексно.
Заключение
Так как поршень является одной из важнейших частей двигателя, в случае возникновения каких-либо неполадок нужно незамедлительно провести диагностику. Промедление грозит либо дорогостоящим ремонтом, либо полной заменой двигателя. Срок службы силового агрегата значительно продлевают качественные смазочные материалы и топливо.
Поршень двигателя
Поршень двигателя служит для преобразования энергии сжатой воздушно-топливной смеси в энергию поступательного движения. Далее эта энергия при помощи шатунов и коленчатого вала преобразуется в крутящий момент.
Поршни современных двигателей работают в очень тяжелых условиях: высокие газовые и инерционные нагрузки, носящие близкий к ударному характер. Высокие температурные нагрузки, большие переменные скорости движения при наличии несовершенной смазки, и как следствие всего этого, большие силы трения и значительный износ поршня и цилиндра. Производители поршней постоянно совершенствуют надежность и долговечность своей продукции – добавляя новые конструкционные элементы и экспериментируя с материалами. В связи с этим конструкция поршней современных двигателей имеете очень сложную форму для того что бы, эта важнейшая деталь выполняла свои функции максимально надежно.
В настоящее время поршни автомобильных двигателей изготавливают из высокотехнологичных алюминиевых сплавов, в редких случаях их чугуна и еще реже из сплавов на магниевой основе и из стали.
Конструкция поршня и термины:
1) диаметр камеры сгорания в поршне
2) днище поршня
3) камера сгорания (полость камеры сгорания)
4) кромка днища
5) жаровой пояс
6) канавка компрессионного поршневого кольца
7) перемычка между кольцами
8) дно канавки поршневого кольца
9) смещенная перемычка между кольцами
10) торцы канавки
11) канавка маслосъемного поршневого кольца
12) отверстие для обратного стока масла
13) бобышка поршня
14) предохранительное расстояние между канавками
15) канавка для стопорного кольца
16) расстояние между внутренними торцами бобышек поршня
17) посадочный поясок
18) нижняя кромка юбки поршня
19) диаметр поршня, измеренный под углом 90° к оси отверстия для поршневого пальца
20) отверстие для поршневого пальца
21) глубина полости камеры сгорания
22) направляющий пояс
23) пояс поршневых колец
24) высота головки поршня
25) полная высота поршня
26) канал масляного охлаждения
27) упрочняющая вставка для кольца
28) втулка поршневого пальца
29) место для измерения диаметра поршня
30) выступ днища поршня
Типы поршней:
Поршень для дизельного двигателя с масляным каналом для охлаждения днища поршня и упрочняющей вставкой для поршневого кольца
Составной поршень-кованная стальная верхняя часть и алюминиевая юбка поршня
Поршень для бензинового двигателя с упрочняющей вставкой для поршневого кольца
Поршни со специальным напылением на юбку:
-Специальное покрытие Lofri®, Nanofri® или графитовое покрытие.
Благодаря графитовому покрытию сокращается трение между юбкой поршня и гильзой. Покрытие Lofri® применяются также для снижения уровня шума. Покрытие Nanofri® является усовершенствованным видом покрытия Lofri® и отличается содержанием наночастиц, за счет которых повышаются износостойкость и срок службы покрытия.
-Специальное покрытие юбки поршня из железа Ferrocoat® обеспечивает надежную работу поршня на алюминиево-кремниевых поверхностях цилиндров Alusil®
Изучение искусства поршневых коронок
В чем разница между тарелкой, куполом и поршнем с плоским верхом? Мы рассмотрим, как форма головки поршня влияет на производительность вашего двигателя.
Поршнидля автомобильной промышленности производятся в конфигурациях с плоским верхом, куполом или тарелкой, но такое разнообразие конструкции головки не означает, что у производителей двигателей всегда будет выбор.
«Конструкция головки поршня определяется исключительно двумя факторами: требованиями к карману клапана и требованиями к компрессии», — объясняет Ник Д’Агостино.
В наши дни конструкцияCrown привлекает все больше внимания производителей двигателей, поскольку этот поршневой элемент фактически является структурным дном камеры сгорания. Следовательно, он вносит свой вклад во все динамические процессы, необходимые для обеспечения успешного сгорания, включая качество входящего воздуха (завихрение, вращение и т. Д.), Перемещение пламени и распределение топлива с прямым впрыском (DI) и дизельными двигателями.
В двигателях старого поколения для более высокой степени сжатия требовались горные поршневые купола для заполнения головок с большими камерами.Однако теперь двигателестроители склоняются к небольшим камерам сгорания с поршнями с плоским верхом.«Вот где действительно все происходит», — подчеркивает Д’Агостино, который определяет головку поршня как «все, что видит пламя».
Благодаря усовершенствованию гоночного топлива, конструкции головки блока цилиндров и усовершенствованной системы впрыска топлива, степени сжатия постоянно увеличиваются как в заводских, так и в гоночных двигателях (где это разрешено правилами). В двигателях более старого поколения для более высокой степени сжатия требовались горные поршневые купола для заполнения головок с большими камерами.Однако теперь производители двигателей склоняются к небольшим камерам сгорания с поршнями с плоским верхом — или, по крайней мере, к поршням с ограниченными куполами — для достижения более высокого CR.
«Плоский верх — идеальный вариант, — говорит Д’Агостино. «Это будет ваш лучший сжигатель, самый эффективный с точки зрения эффективности сгорания. Когда нам нужно отличаться от этого, мы стараемся делать это как можно более тонко ».
Идеальная камера сгорания всегда будет предметом споров, но один ключевой консенсус заключается в том, что центрально расположенная свеча зажигания является наиболее эффективной.Такое расположение сводит к минимуму расстояние, необходимое для перемещения пламени ко всем точкам в камере, обеспечивает лучшую переднюю поверхность пламени и обычно требует меньшего опережения зажигания для достижения полного сгорания.
Плунжер с центральным креплением легче выполнить в полусферической камере для 2-клапанной головки цилиндров или в пятиклапанной камере для 4-клапанной головки. Еще больше проблем, особенно для разработчиков поршней, связано с расположением клиньев и расширенных клапанов, которые являются популярными уличными и гоночными двигателями V8. Принимая во внимание эту предпосылку, купольные поршни часто представляют собой самые сложные проблемы для разработчиков поршней.
«Когда вы делаете рабочий ход, фронт пламени будет сдерживаться большим куполом», — говорит Д’Агостино. «Один из наших шагов с куполообразным поршнем — это округлить его и сделать как можно более низким и широким. Низкие, широкие и широкие купола определенно более предпочтительны, чем высокий заостренный купол ».
Один из наших шагов при работе с куполообразным поршнем — это округлить его и сделать как можно более низким и широким. Низкие, широкие, широкие купола определенно более предпочтительны, чем высокий остроконечный купол.Камеры сгорания VS Конструкция поршня
Такие проблемы не ограничиваются обычными головками Chevy с большими блоками и открытыми камерами сгорания объемом более 100 куб. См.Некоторые сообразительные гонщики берут бывшие в употреблении высокопроизводительные головки блока цилиндров NASCAR с небольшими камерами сгорания с высокой скоростью сгорания, которые были разработаны для работы только с необходимыми поршнями с плоским верхом 12: 1, и переделывают их в компрессор Comp Eliminator с высокой степенью сжатия или уличный -установки гонок.
«Это происходит постоянно, и нам это нравится», — лучезарно улыбается Д’Агостино. «Возьмем, к примеру, головку Yates или SB2.2, которая была выпущена в бывшем помещении для чашек, где использовался поршень с плоским верхом и очень маленькой камерой, например, 37 или 40 куб. Теперь этот парень хочет 16: 1.Самая большая проблема, с которой вы столкнетесь, — это необходимость в клапанном кармане. Вы создаете отрицательную часть клапанного кармана объемом 12 см3. Теперь нужно попытаться установить купол там, где просто нет недвижимости ».
«Вы пытаетесь преодолеть глубину кармана клапана, но при соотношении 16: 1 вам нужен большой здоровый распределительный вал, который требует глубоких карманов клапана. В этот момент это превращается в битву за недвижимость, поскольку мы балансируем положительное и отрицательное, чтобы получить число, которое будет иметь смысл для всех », — добавляет Д’Агостино.
Уравновешивание положительных и отрицательных объемов является критическим фактором при разработке головок поршней для двигателей с высокой степенью сжатия, оснащенных агрессивными распределительными валами.
«Что касается требований к распределительному валу и гнездам клапана, то размеры и глубина гнезда клапана, конечно, создают негатив. Одна из вещей, о которой мы много говорим, — это эффективный объем, — объясняет Д’Агостино. «Люди говорят, что у них есть том короны или объем посуды. Мы смотрим на это как на общий эффективный объем, потому что карманы клапана также создают негатив. У нас действительно будут поршни с куполом, но все же с отрицательным эффективным объемом. У них может быть положительный купол объемом 4 куб. См, но у них есть отрицательный клапан объемом 10 куб. См.Это по-прежнему отрицательный эффективный объем 6 куб. См, даже несмотря на то, что он имеет форму куполообразного поршня ».
Один ход мысли состоит в том, что купол поршня должен быть точным зеркальным отображением камеры сгорания, которая называется перевернутым куполом. Это может быть выполнено сканированием камеры сгорания используемой головки блока цилиндров.Добавьте закиси азота в эти головки с маленькой камерой, и в спешке они могут стать некрасивыми.
«Мы увидим некоторых людей, которые используют закись азота или что-то подобное в этих меньших камерах, и они постоянно сжигают поршни, потому что предел погрешности при настройке очень мал.Чем сильнее компрессия, тем быстрее все сгорит », — говорит д’Агостино.
Даже с головками с большой камерой критически важно понимать динамику контроля искры и перемещения пламени для поршней, у которых объем купола поршня приближается к 50 куб.
«Одна из вещей, на которую мы обращаем внимание с нашими поршнями купола, — это высота купола. Мы дойдем до точки убывающей отдачи, когда я, возможно, смогу перенести вас с 14: 1 до 15: 1, но я собираюсь создать такую гору, чтобы это пламя и топливо переместились, что это не стоит это », — говорит д’Агостино.«В большинстве случаев нам придется вернуться к клиенту и сказать:« Хорошо, это лучший дизайн на 14, чем на 15 »».
Как только будет достигнута правильная глубина кармана клапана, инженеры по разработке поршней могут использовать уникальные элементы конструкции для улучшения потока воздуха в цилиндр.
«Что касается открытия клапанов в кармане, мы можем увеличить диаметральный зазор в кармане, чтобы дать немного передышки. Если мы нуждаемся в сильном сжатии, то пространство вокруг клапана становится очень критичным », — говорит Д’Агостино.«Нам нужно втянуть это и сохранить близкий радиус и близкий диаметральный зазор. Подобно созданию складского магазина, я должен оставаться с плоским верхом. Но я хочу запустить как можно больший клапан. Мне нужно создать узкий зазор кармана и минимальную глубину кармана клапана, чтобы я мог максимизировать сжатие ».
Размещение верхнего кольца
Глубина кармана клапана может повлиять на другие элементы конструкции поршня, даже на расположение канавки верхнего кольца. Один из наиболее эффективных приемов работы с поршнем — разместить верхнее компрессионное кольцо ближе к головке поршня.При правильном проектировании производители двигателей добились увеличения компрессии на пол-пункта, что очень полезно в высококонкурентных безнаддувных приложениях, таких как Stock Eliminator.
«Размещение верхнего кольца зависит от требований к карману клапана», — говорит Д’Агостино. «Представьте две линии, одна из которых представляет плоскость клапана, а другая — верхнюю кольцевую канавку. В конечном итоге эти две линии встретятся, если они продолжат движение. Эти линии пересекутся ».
Некоторые гонщики просят разместить только верхнюю канавку компрессионного кольца.На 100–120 дюймов ниже головки поршня, не опасаясь проблем с надежностью.
«У вас оно высоко, но у вас очень узкое кольцо радиальной ширины», — добавляет Д’Агостино. «По мере того, как вы сужаете эту канавку, вы вытягиваете ее из гнезда клапана, создавая там толщину материала. Это одна из уловок, которые используют парни, чтобы добиться сжатия ».
Придвинуть кольцо ближе к куполу поршня — еще один способ, которым гонщики увеличивают сжатие.Еще один трюк с поршнем в высоконагруженных двигателях — имитировать профиль головки клапана на стороне сгорания.Некоторые впускные клапаны имеют довольно глубокие тарелки на головке клапана, чтобы уменьшить вес клапана, но этот трюк также открывает камеру сгорания и снижает CR.
«Мы можем разместить центральную точку клапана и с помощью нашего оборудования для проверки уловить особенности тюльпана», — говорит Д’Агостино. «Затем мы кладем это в карман для клапана, чтобы получить обратно пару кубиков».
Закалка
Тема закалки может возникнуть при обсуждении конструкции днища поршня.Это не так критично для форсированных двигателей, где производители двигателей довольствуются гашением от 0,080 до 0,100 дюйма, но безнаддувные двигатели продолжают использовать все возможные пути выработки энергии и стремятся к гашению от 0,030 до 0,035 дюйма.
«Вроде если это принудительная индукция, гаснет все, но в окно не гаснет. Опять же, я думаю, что вы могли бы поговорить с множеством разных специалистов по двигателям и получить там несколько разных теорий. Является ли это наиболее эффективной возможностью и наилучшей возможностью для выработки энергии? Не всегда, — говорит Д’Агостино.«С сумматором мощности, даже уличным автомобилем с турбонаддувом, это больше касается выживания, чем ситуаций с мощностью, как например, Engine Masters, где мы постоянно работаем над максимальным VE.
«Я считаю, что в приложениях, где сжатие ограничено и приходится запускать плоскую вершину, это наиболее часто используется», — добавляет Д’Агостино. «Когда вы попадаете в ситуации с куполом, все превращается в испытательные образцы и камерные формы. Вы смотрите на радиус на задней части купола. Очищает ли камеру поршневой камень? Он собирается ударить? Вы собираетесь зажимать клапан? Теперь вы углубляетесь в создание двигателя, потому что это подходит каждой части, чтобы быть конкретной.”
Толщина прокладки может изменить уравнение при проектировании поршня для клапанного зазора и закалки.
«Если это маленькая камера, малый блок, я ограничен в том, что могу сделать. А потом он хочет установить прокладку головки 0,035 дюйма. Теперь мне нужно дать вам больше карманов для клапанов, потому что вы собираетесь столкнуться, и именно здесь мы начинаем ходить туда-сюда с покупателем », — объясняет Д’Агостино. «Хорошо, у вас также закалка на 0,035 дюйма, а поршень на нулевой отметке. О, вы собираетесь вставить алюминиевый стержень, который имеет тенденцию растягиваться при температуре, проходящей через свои циклы.Теперь я должен опустить поршень в отверстие 0,010 дюйма. Там было много сжатия, так что вы можете воспроизводить его туда и обратно ».
Фирмы OE затрачивают сотни часов на проектирование области барабана двигателя с прямым впрыском. Как вы можете видеть на этих поршнях LT1, площадь вокруг стакана регулируется для добавления или удаления сжатия.Рекомендации по прямому впрыску
Конструкция головки поршня может быть более сложной при работе с двигателями с прямым впрыском, но те производители поршней, которые уже имеют дело с спортивными компактными двигателями и дизельными двигателями, имеют раннее преимущество.Многие из этих проектов предполагают повышение компрессии заводских двигателей, но Д’Агостино предупреждает, что штатная топливная система может не поддерживать такой шаг. Однако приоритеты разработчика поршней по-прежнему будут начинаться с очистки клапанов, затем работать с потребностями в топливе, прежде чем обращаться к выигрышу от сжатия.
«Конструкция короны становится очень важной для конкретных желобов. Используйте, например, LT, у него есть специальный желоб, который является ключом к холостому ходу, первоначальному запуску (OMIT и тому подобное).Это не столько вопрос мощности, сколько критически важно с точки зрения выбросов, — говорит Д’Агостино. «Производители оригинального оборудования проводят сотни часов исследований и разработок, поэтому мы работаем с образцом оригинального оборудования и выбираем те места. Что касается формы распыления, расположение форсунки остается постоянным. Заводная головка поршня, выходящая снизу, не повлияет на форму распыления или угол конуса. Это все функция того, что указано выше. Все, на что мы действительно можем повлиять, это то, что мы создаем событие сгорания в нужном месте на поршне.”
Поршни тарелки
ПоршниDish представляют наименьшее количество проблем для инженеров, потому что они в основном используются в приложениях с форсированными двигателями, которые часто не требуют распредвалов с большим подъемом или высокой степени сжатия. Но есть наука о дизайне коронки, и одним из первых вариантов является форма углубления. Ходят мысли, что это должно быть точное зеркальное отображение камеры сгорания, которая называется перевернутым куполом. Другой выбор — симметричная тарелка с постоянным профилем или, возможно, традиционная D-образная тарелка с закругленным краем.
Поршни Dish представляют наименьшее количество проблем для инженеров, поскольку они в основном используются в системах с форсированными двигателями, которые часто не требуют распредвалов с большим подъемом или высоких степеней сжатия.«Удачи в достижении общего согласия по этому поводу», — шутит Д’Агостино. «В качестве примера двигателя, который должен был быть подвержен детонации, скажем, бензиновый насос Chevy LS с турбонаддувом, и он должен был быть на улице, я бы подошел к сферической тарелке на нем вместо зеркальное отображение или обратный купол, чтобы обеспечить более мягкую форму посуды и больший поток, чтобы помочь в более эффективном прожиге.Я не хочу фронта пламени, я не хочу, чтобы у топлива была возможность лужей. Я бы добавил мягкие края и сделал переход очень плавным ».
Когда дело доходит до конструкции днища поршня, выбор будет зависеть от требований различных приложений, поскольку инженеры обращаются к подъему кулачка и степени сжатия, а также к другим факторам, связанным с топливом и зажиганием. Кроме того, они по-прежнему должны обеспечивать долговечность при одновременном снижении веса, когда это возможно.
«Мы постараемся максимально приблизить его к плоской конструкции», — резюмирует Д’Агостино.
% PDF-1.4 % 275 0 объект > эндобдж xref 275 74 0000000016 00000 н. 0000002269 00000 н. 0000002425 00000 н. 0000003058 00000 н. 0000003207 00000 н. 0000003646 00000 н. 0000004058 00000 н. 0000005195 00000 н. 0000005868 00000 н. 0000006284 00000 н. 0000007014 00000 н. 0000007896 00000 н. 0000008252 00000 н. 0000009657 00000 н. 0000009803 00000 п. 0000011011 00000 п. 0000012272 00000 п. 0000013371 00000 п. 0000014323 00000 п. 0000014437 00000 п. 0000014549 00000 п. 0000014664 00000 п. 0000014777 00000 п. 0000014847 00000 п. 0000014947 00000 п. 0000026914 00000 п. 0000027215 00000 н. 0000027604 00000 п. 0000027631 00000 н. 0000028124 00000 п. 0000028194 00000 п. 0000028289 00000 п. 0000035486 00000 п. 0000035782 00000 п. 0000036067 00000 п. 0000036094 00000 п. 0000036495 00000 п. 0000038891 00000 п. 0000039248 00000 п. 0000039681 00000 п. 0000039765 00000 п. 0000043560 00000 п. 0000044039 00000 п. 0000044595 00000 п. 0000046122 00000 п. 0000046458 00000 п. 0000046808 00000 п. 0000057640 00000 п. 0000057922 00000 п. 0000058386 00000 п. 0000067076 00000 п. 0000067363 00000 п. 0000067770 00000 п. 0000103142 00000 п. 0000103181 00000 п. 0000138988 00000 н. 0000139027 00000 н. 0000174399 00000 н. 0000174438 00000 н. 0000209810 00000 н. 0000209849 00000 н. 0000245221 00000 н. 0000245260 00000 н. 0000281067 00000 н. F & ӑыq% # LwML3nUX%} D0 $ o’XA_ec`20l0
Границы | Моделирование для оптимизации конструкции геометрии днища поршня посредством анализа корреляции прочности конструкции и характеристик смазки
Введение
Automotive, являясь крупнейшим потребительским товаром длительного пользования, в настоящее время незаменим для мобильных устройств.Для повышения производительности и комфорта закрыты только ремонт и модернизация (Holmberg et al., 2012). Двигатель, являющийся жизненно важным компонентом автомобиля из-за присущего ему принципа неправильной конструкции, обеспечивает лишь <25% потребляемой энергии топлива в качестве выходной тормозной мощности (Akalin and Newaz et al., 2001a; Mishra et al., 2009; Morris et al. др., 2013; Мишра, 2015). Остальная часть этой топливной энергии тратится впустую из-за трения, выбросов или откачки (Smedley, 2004). Из-за множества соединительных и контактных действий в двигателе паразитные потери из-за трения значительны (Dursunkaya et al., 1994; Prata et al., 2000). Наряду с силами трения, возникающими из-за контакта кольца с гильзой, юбкой с гильзой, контакта с контактными площадками канавки и кольца, силы газа сгорания, силы инерции, вторичных динамических сил поршня и пальца, сила шатуна действует на подсистему поршня, совершающего возвратно-поступательное движение. двигатель (Akalin, Newaz et al., 2001a; Mishra et al., 2008; Chong et al., 2012; Shahmohamadi et al., 2013). Для оценки срока службы и исследования долговечности поршня необходимо подсчитать влияние таких сил на поршень, состоящий из серого чугуна, сплава алюминия и Si-C (композит с металлической матрицей), вплоть до изменяемой геометрии головки.
Силы, возникающие из-за мокрого контактного трения в случае контакта юбка-вкладыш и кольцо-вкладыш, являются циклическими и имеют быстрое действие (Park and Lee, 2014; Usman and Park, 2016). Контактное соединение относительно движущейся подсистемы поршня включает в себя контакт кольцо-гильза, юбка-гильза и кольцевая канавка (верхняя и нижняя). Такие относительно движущиеся поверхности поршней подвергаются более быстрому скольжению и одновременному осевому колебанию (Karamangil et al., 2004; Usman et al., 2015). Во всех случаях поток смазочного масла обеспечивается соответствующим механизмом смазки для сохранения приемлемого срока службы двигателя (Abou-Ziyan, 2004).Соединение кольцо-вкладыш из-за влияния переменного давления газа в задней части кольца выполняет уплотняющее и расслабляющее действие при увеличении и уменьшении значения давления в камере (Bolander et al., 2005). Это приводит к уменьшению или увеличению зазора в соединении, инициируя переход в режим смазки (Ma et al., 1995, 1997). Без давления газа в середине хода толщина пленки иногда достигает 5 мкм, что приводит к гидродинамическому режиму (Froelund et al., 2001). Но в зоне более высокого давления цикла двигателя (цикл 300–400 °), где давление газа является доминирующим, а толщина пленки уменьшается до такой же низкой, как высота шероховатости поверхности, но все же нет взаимодействия неровностей, которое приводит к смешанному характер переходного режима смазки (Rahmani et al., 2012). В таком случае влияние высоты шероховатости ощущается в потоке смазки (Tripp, Greenwood, 1970; Qasim et al., 2012; Mishra, 2013).
Вблизи верхней мертвой точки (355–365 °) мгновенное прекращение движения поршня из-за реверса приводит к незначительной доле скольжения такого контакта. Если бы не было износа контактов металл-металл, это было бы из-за гидродинамического воздействия из-за эффекта сжатия пленки (Mishra et al., 2008). Удерживаемая пленка намного ниже высоты неровностей и гарантированного граничного трения (Akalin and Newaz et al., 2001b; Боландер и др., 2005). Чтобы избежать такой возможности быстрого износа, микроконъюнкции создаются намеренно путем гравировки поверхности кольца или гильзы путем создания небольших луж смазки (Ryk et al., 2002). Benajes et al. (2016) изучали влияние геометрии барабана на потери при сгорании при различной нагрузке.
Кроме того, корпус поршня из-за его эксцентричного положения и одновременного первичного и вторичного движения наклоняется к гильзе и от нее на верхнем и нижнем конце соответственно. Подход к футеровке уменьшает толщину пленки и способствует положению юбки и нижней коронки для работы в смешанном режиме смазки (Mishra et al., 2015). Эксцентричное расположение поршня и боковой угол наклона приводят к возникновению осевой и противодействующей нагрузки, а также к потере трения в верхней и нижней части юбки. Циклическое изменение трения и повторяющийся характер активных и реактивных сил в подсистеме поршня определяет срок службы поршня. Учитывая все эти силы, целью данной исследовательской работы является анализ прочности поршня с изменяемой геометрией заводной головки.
Теория модели
Для моделирования подсистемы поршня необходимо более подробно разбираться в динамике подсистемы, условиях контакта, взаимодействии неровностей и анализе методом конечных элементов.На рис. 1 показаны схемы свободного тела корпуса поршня и кольца соответственно. Он показывает, что существует комбинированный эффект первичной силы, такой как сила давления газа, сила инерции и вторичная сила, такая как трение, сила на шатуне и сила массы поршня, действующая эксцентрично по отношению к вертикальной оси. Действуют два момента: один вокруг пальца кисти, а другой — вокруг центра тяжести поршня. Если они похожи или непохожи, зависит от величины переменных сил.
Рисунок 1.(A) Схема свободного тела поршневой подсистемы (Mishra, 2015). (B) Схема свободного тела поршневого кольца с покрытием в поршневом поршне (Mishra et al., 2015).
Кроме того, силы, развивающиеся на кольце, включают силы давления газа с трех сторон и разной величины. Сила (а) отвечает за прилегание кольца к пазу канавки, в то время как (б) газовая сила или натяжение кольца помогают герметизировать зазор кольца и гильзы для оптимального удара по условиям. Сила типа (d) — сила трения или сила реакции опоры, возникающая из-за быстрого сдвига смазки.
Кроме того, одновременное уплотнение и скольжение также оставляет возможность износа кольца или гильзы при таком более быстром возвратно-поступательном контакте. Хорошая пара кольцевых вкладышей должна иметь более высокую степень соответствия и в то же время лучшую устойчивость к износу. Для достижения более длительного срока службы компонентов рассматривается изменение геометрии с точки зрения обеспечения параболического профиля корпуса поршня, а также торца кольца. Наряду с такой макромодификацией, эволюция микроповерхности, такая как текстурирование кольца и лайнер, штрихуется для намеренного создания шероховатой поверхности, что помогает достичь лучших характеристик.Также обнаружено, что покрытие поверхности кольца для повышения прочности помогает минимизировать износ.
Силовая конфигурация поршня и кольца
Поршень — это жесткая система, на которую действуют сложные, динамические, но переменные силы в течение цикла двигателя (Mishra, 2015). Схема свободного тела динамического поршня представлена на рисунке 1.
Здесь направление возвратно-поступательного движения — по оси x, окружность развернутого цилиндра берется по оси y, а толщина пленки — по оси z. Сила « F g » представляет собой силу циклического давления газа, которая является более доминирующей в положении коленвала (300–400) ° в цикле двигателя (Mishra et al., 2015). Эта сила не только отвечает за первичное движение поршня, но также помогает в достижении уплотнения компрессионного кольца из-за его радиального воздействия на заднюю часть кольца (Ma et al., 1995; Mishra, 2013). Кроме того, F gs и F ps действовали, как показано, это сила инерции, вызванная первичным возвратно-поступательным движением пальца и поршневого узла, соответственно. Они являются произведением соответствующей массы и первичного возвратно-поступательного ускорения и приведены в уравнениях (1, 2).
Поршень подвергается вторичному перемещению из-за его эксцентричного положения относительно оси отверстия. Для которых м палец и м pis — масса пальца и масса поршня соответственно. Вторичные силы и вторичные моменты даны в уравнениях (3–5) соответственно.
Fgp = -mpin [ξt + HL (ξb-ξt)] (3) Fip = -mpis [ξt + h2L (ξb-ξt)] (4) Mpp = -Ipis (ξt-ξb) L (5)ξ t и ξ b в приведенных выше уравнениях являются вторичными ускорениями, которые получаются путем дифференцирования эксцентрического позиционирования e t и e b для двух раз относительно времени. e t и e b — это верхний и нижний эксцентриситеты, указанные в уравнениях (6, 7), соответственно (Liu et al., 1998).
В дополнение к этому анализу силы и момент из-за гидродинамического воздействия и равны F, F f , M и M f , соответственно (Liu et al., 1998) . Эти силы представлены на рисунке в уравнениях (8–11).Как указывалось ранее, скольжение происходит в направлении «x», тогда как «y» — это направление окружности (боковая утечка), а «z» — направление по толщине пленки.
F = ∫∫phcosφ.dxdy (8) Ff = ∫∫τdxdy (9) M = ∫∫ph (H-z) cosφ.dxdy (10) Mf = ∫∫τRcosφ.dxdy (11)« F» и « M» обусловлены демпфирующим действием смазочного материала, в то время как « F f » и «M f » обусловлены комбинированным действием жидкости и неровности, вызванной сдвигом. трение соответственно.Кроме того, давление пленки p h представляет собой гидродинамическое / эластогидродинамическое давление из-за увлечения смазки поршнем-гильзой или соединением кольцевой гильзы. Гидродинамическое давление / давление ЭДЖ оценивается в этом анализе путем численного решения двумерного уравнения Рейнольдса, сформулированного в уравнении (12) (Liu et al., 1998; Mishra et al., 2009).
∂∂x [ρlhT312η∂ph∂x] + ∂∂y [ρlhT312η∂ph∂y] = U2∂ (ρlhT) ∂x + ∂ (ρlhT) ∂t (12)В уравнении (12) общая толщина пленки составляет h T , что получается за счет конечного интегрирования от отрицательной до положительной бесконечности произведения функции плотности вероятности f (ψ) и сумма номинальной толщины пленки ( х ) и шероховатости поверхности композита (ψ).
hT = ∫-∞∞ (h + ψ) f (ψ) dψКроме того, функция плотности вероятности f (ψ) является составной шероховатостью (ψ), которая является суммой шероховатостей поршневого кольца и гильзы или юбки-гильзы. На Фигуре 3С представлена соблюдаемая шероховатая поверхность соединения гильзы с кольцом или гильзы юбки. На следующем рисунке 3D показано давление сгорания, первое и второе межкольцевое давление соответственно. Предполагая (ψ) с распределением Гаусса. h T выражается в уравнении (13). erf () — это функция ошибок по Гауссу или дополнительная функция ошибок (Usman and Park, 2016), которая используется для оценки общей толщины пленки.
hT = h3 (1 + erf (h3σ) + σ2πe (h32σ2)) (13)Где,
В уравнении (13) ( h ) — толщина пленки между шероховатой гильзой цилиндра и установленным кольцом. Такая увеличенная граница раздела представлена на рисунке 2. Несимметричный состав толщины пленки включает осевую параболическую вариацию ( h x ), вариацию радиального искажения канала ( h y ).Кроме того, ψ 1 и ψ 2 — это микроскопическая шероховатость поверхности. За счет сочетания упругой деформации, теплового расширения и повышенной температуры зазор между торцами кольца уменьшается и лучше согласовывается (Усман и Парк, 2016).
Рисунок 2 . Компиляция одномерных шероховатых поверхностей соединения кольцо-вкладыш / юбка-вкладыш (увеличено для определения пика и впадины).
Математически толщина пленки между двумя шероховатостями поверхности задается уравнением (14).
hT (x, y, t) = hx + hy + ψ1 + ψ2 (14)Толщина пленки для соединения юбки и подкладки определена количественно и представлена в уравнении (15)
h = C + εtcosφ︸ (a) + (εb-εt) yLcosφ︸ (b) + Sk (y) (15)Где «C» — номинальный зазор / минимальный зазор между профилем юбки и вкладыша, а Sk (y) — это профиль юбки. Компонент (a) уравнения (15) обусловлен расположением верхнего эксцентрика, а компонент (b) — расположением нижнего эксцентрика. Сумма номинальной пленки, наклонного зазора и профиля юбки (Liu et al., 1998) приводит к толщине пленки стыка юбки и лайнера. Кроме того, пленка кольцевой футеровки определяется количественно в соответствии с уравнением (16). h 0 — это минимальный зазор между гибкими кольцами после согласования с поверхностью отверстия (Ma et al., 1995, 1997). В качестве функции формы используется параболический профиль типа единственного минимума (Mishra et al., 2009). Δ i, j — это общая деформация кольца из-за пружинящего действия внутрь и наружу, возникающая из-за комбинированного действия различных сил, показанных на рисунке 1B.Аналогично, δ i, j — это локальная упругая деформация, которая в данном случае не учитывается из-за ее малого порядка [10 −8 м или 10 нм] (Mishra et al., 2009).
h = h0 + Si, j + Δi, j + δi, j (16)Таким образом, толщина такой чувствительной к регистру пленки уменьшается до
h = h0 + Si, j + Δi, j (16a)В случае компонентов поршневой подсистемы контактное давление / трение возникает из-за вязкого действия, инициированного за счет гидродинамических / эластогидродинамических свойств. Вблизи мертвой точки добавляется давление / трение из-за контакта с неровностями.В любой момент времени работы двигателя баланс приложенной силы, действующей на соединение кольцевое отверстие / юбка-гильза, и соответствующие силы реакции получают с помощью уравнения (17).
Где, F h — сила, обусловленная гидродинамическим / смешанным смазывающим действием в соединении кольцо-вкладыш или юбка-вкладыш (Ma et al., 1995, 1997; Mishra, 2015). Оно получено путем пространственного / двойного интегрирования давления пленки, как представлено в уравнении (18). В дополнение к этому объяснению, контактное усилие неровностей W a , инициированное из-за граничного трения, скорее всего, возникает вблизи мертвых точек [ВМТ / НМТ] из-за мгновенного прекращения движения увлечения смазки (Hu et al. ., 2011; Chong et al., 2012).
Fh = ∫∫phdxdy (18) Wa = {8152σβ′π (N′β′σ) E′A (Ca (Ω − λ) Z); λ≤Ω0; λ> Ω (19)В уравнении (19) β ′ — это радиус неровностей, N, ′ — количество неровностей на единицу реальной площади контакта, E ′ — модуль упругости композита.
Где λ = hT / σ, Ω = 4,0, Ca = 4,4068 × 10-5 и Z = 6,804Суммарные потери на трение ( F t = F v + F b ).Следовательно, полное трение может быть представлено в уравнении (20) как сумма вязкого трения и граничного трения. Вязкое трение является интегралом площади сдвига жидкости, в то время как граничное трение является функцией предельного напряжения сдвига Эйринга, радиуса вершины неровностей, плотности неровностей на единицу реальной площади контакта и функции шероховатости F 2 .
∫∫A0A (hT2∂p∂x-μUh) dA︸ вязкое трение + τ0 (π2 (N′β′σ) σβ′F2) ︸граничное трение + ςWa (20)При значении предельного напряжения сдвига (τ 0 ) 2.0 МПа и с коэффициентом граничной прочности (= 0,17) шероховатости более твердой поверхности при контакте с более мягкой. Кроме того, F 2 — функция, связанная с распределением вероятности высоты неровностей. Это основной параметр для оценки граничного трения (Эйринг, 1936). F 2 с шероховатостью поверхности с неровностями, распределенными по Гауссу (Abou-Ziyan, 2004), выражается в уравнении (21).
F2 = -0,0018λ5 + 0,0281λ4-0,1728λ3 + 0,5258λ2 -0,8043λ + 0,5003 (21)Здесь F 2 — один важный параметр для оценки граничного трения.
Соответствие кольцевым отверстиям
Как обсуждалось ранее, пленка между кольцом-вкладышем / юбкой-вкладышем является важным параметром, который контролирует контактные силы подсистемы поршня (Shahmohamadi et al., 2013). Кроме того, статический зазор между кольцевым отверстием сильно зависит от овальности отверстия. Следовательно, важно знать радиальную разность отверстий, которая представляет собой разницу между измеренным внутренним радиусом гильзы и номинальным радиусом отверстия (Δ R (θ c ) = R м — R 0 ) вдоль 180 узлов, рассматриваемых в окружном направлении.Измерение проводится с помощью координатно-измерительной машины для 1000 окружных точек и БПФ интерполируется на 180 узлов сетки 180 × 16. Минимальная пленка, изменяемая по окружности, представляет собой чистую радиальную разность отверстий и коэффициент соответствия ξ n (θ c ) и представлен в уравнении (22) согласно (Ma et al., 1995, 1997) .
{h0 (θc) = ΔR (θc) −ξn (θc), если ΔR (θc)> ξn (θc) h0 (θc) = 0, если ΔR (θc) ≤ξn (θc) (22)Где,
ξn (θc) = 3 [Fe + Fg (θc)] Rb2 (D-a) 2Eba3 (n2-1) 2 (23)А,
ξn (θc) = 3 [Fe + Fg (θc)] Rb2 (D-a) 2Eba3 (n2-1) 2 (24)Далее,
А,
Pgf (θ) = Pt + (Pl-Pt) xin (θ) + xc (θ) 2b (25)Здесь P gf (θ c ) — давление газа от передней части кольца, P gb — давление газа от задней части кольца (Mishra и другие., 2009). Давление газа спереди является функцией давления газа на переднем и заднем концах, положения профиля, положения кавитации и ширины торца кольца. Давление на передней кромке ( P l ) — это давление в камере сгорания во время хода поршня вверх (сжатие / выпуск) и давление в картере во время хода вниз (мощность / всасывание). Аналогично, для хода поршня вверх давление задней кромки ( P t ) является давлением в картере, а во время хода вниз — давлением сгорания.В уравнении (24) сила упругости является функцией давления упругости кольца и ширины поверхности ( F e = P gb b ) (Hill and Newman, 1984).
Шероховатость композита отверстия кольца, юбки-гильзы вместе с овальностью отверстия контролирует смазывающий эффект масла. На рис. 3а представлены измерения профиля свободного кольца и профиля установленного кольца. Измерение выполняется с помощью координатно-измерительной машины (КИМ), которая использует щуп роликового типа для определения трехмерного местоположения дискретных точек внешней и внутренней кромки кольца, когда они свободны и установлены внутри отверстия.Диаметр отверстия также измеряется с помощью сферического щупа. Соответствующий зазор между кольцом и гильзой рассчитывается как разница радиуса отверстия и внешнего радиуса установленного кольца.
Рис. 3. (a) Измерение овальности отверстия и кольца с помощью КИМ (Mishra, 2008). (b) Полярный график измерения диаметра отверстия и кольца для 180 окружных узлов. (c) Составление шероховатых поверхностей соединения кольцо-гильза / юбка-гильза и (d) Циклическое изменение упругого давления камеры сгорания / межкольца / кольца.
Реология смазочных материалов
На давление EHL / гидродинамической пленки в значительной степени влияют реологические свойства смазочного масла. К таким свойствам относятся вязкость, плотность, давление и температура, а также их взаимосвязь (Vogel, 1921). В случае контактных соединений, таких как юбка-гильза, кольцо-гильза, необходимо оценить динамическую вязкость при каждом угле поворота коленчатого вала для всего цикла двигателя (Houpert, 1985). Для этого необходимо подробно обсудить взаимосвязь вязкость-температура-давление и взаимосвязь плотности-давления-температуры.
Реакция вязкости на изменение температуры и давления
Влияние изменения температуры и давления на вязкость показано в уравнении (26).
η = η0exp {(ln η0 + 9,67) [(Θ-138Θ0-138) -S0 (1 + p-Patm1,98 × 108) Z-1]} (26), где: Θ = θ + 273 и Θ 0 = θ 0 + 273, и:
Где Z и S 0 — характеристики, относящиеся к конкретным смазочным материалам
Z = α05,1 × 10-9 [ln η0 + 9,67] и S0 = β0 (Θ0-138) ln η0 + 9,67 (27)Где α 0 и β 0 — пьезовязкие и термовязкие коэффициенты (Dowson, Higginson, 1959; Cross, 1965; Larsson et al., 2000).
Отклик плотности на изменение температуры и давления
Хотя создаваемое гидродинамическое давление / давление EHL недостаточно велико для изменения плотности (ρ 0 = 1800 кг / м 3 ), мы хотим испытать то же самое при максимально возможных давлении и температуре в соединении кольцевой гильзы и юбки-гильзы. .
θ = ρ0 (1-0,65 × 10-3Δθ) [1 + 6 × 10-10 (p-Patm) 1 + 1,7 × 10-9 (p-Patm)] (28)В дополнение к этому анализу, в этом более быстро движущемся возвратно-поступательном контакте вязкость, отличная от температуры и давления, также сильно зависит от скорости сдвига масла (Dowson and Higginson, 1959; Larsson et al., 2000). Требуется рассчитать скорость сдвига по приведенному рисунку. В таком более быстро движущемся возвратно-поступательном контакте вторая ньютоновская вязкость более важна, чем первая во время высокой скорости сдвига в период разогрева, за исключением непосредственной близости мертвых центров (Usman and Park, 2016). В таком случае вязкость, зависящая от сдвига, задается как в уравнении (28).
μ = μ2 + (μ1-μ2) 1 + β (γ *) k (29)Где β и k — зависимые от масла параметры подгонки, а γ * = | u | hT.
Соотношение вязкости с учетом первичного и вторичного сдвига представлено в уравнении (29a)
μr = μ1-μ2 μ-μ2 = 1 + β (γ *) κ (29a)В таблице 1 приведены параметры зависимости вязкости в контактах поршень-гильза.Представлено процентное отклонение того же самого при разном угле поворота коленчатого вала.
Таблица 1 . Параметры зависимости вязкости в контактах поршня и гильзы (в выбранном положении кривошипа).
Граничные условия
Решение задачи поршневой подсистемы требует учета движущихся границ. Здесь для давления и температуры крайнее положение системы работает при большой разнице температуры и давления. С одной стороны поршневой подсистемы находится камера сгорания с циклическими максимальными температурой и давлением, достигающими 450 ° C и 12 МПа соответственно.С другой стороны, давление и температура в зоне картера приняты за нижнюю границу. Граничные условия текущего анализа указаны как:
• Из-за частой смены направления скольжения направление впуска изменяется из-за частого реверсирования передней кромки и задней кромки в частом интервале (Mishra et al., 2009).
• Поток смазочного материала рассматривается в направлении оси x, а входное отверстие потока масла считается полностью затопленным (Morris et al., 2013).
• Граничные условия давления зависят от давления на верхней и нижней поверхности кольца, которое зависит от места нахождения кольца (Mishra et al., 2009; Morris et al., 2013).
• Кольцо находится на поверхности верхней канавки, в то время как поршень настроен на движение вниз (всасывающий / рабочий ход), как показано на Рисунке 4A. Когда поршень движется вверх (сжатие / выпуск), он находится на нижней поверхности канавки, рис. 4В. В таблице 2 подробно представлены силы, указанные на рисунках 3a, b.
• Верхнее давление — это переменное давление сгорания, а нижнее — давление в картере / атмосферное давление.
• Из-за преобладающего влияния других сил во всем поршневом узле вклад кавитации в настоящее время игнорируется.
• Предполагается, что граничные условия контактного выхода соответствуют условиям Свифта – Штибера, таким образом: p h ( x c , y ) = p c и (∂ p h / ∂ x ) x = x c = 0.Эти граничные условия определяют место разрыва смазочной пленки (Rahmani et al., 2012).
• Считается, что поршень зафиксирован в отверстии поршневого пальца с помощью поршневого пальца.
• Для анализа методом конечных элементов рассматриваются четыре различных геометрии коронки. Их геометрия создается с помощью инструмента САПР. Чашечки создаются путем удаления материала, а гибель создается путем бритья короны.
• Верхнее кольцо поршня считается покрытым никацилом (Harshavardhan and Mallikarjuna, 2015).
• Другое контактное трение, например, из-за контакта канавки с контактным кольцом, контакт отверстия поршня поршня считается незначительным по сравнению с трением контакта кольцо-гильза, юбка-гильза.
Рисунок 4 . Конфигурация силы кольцо-вкладыш при возвратно-поступательном движении. (A) Движение поршня вниз (всасывание / мощность). (B) Движение поршня вверх (сжатие / выпуск).
Таблица 2 . Описание силы для движения поршня вверх / вниз.
В таблице 2 представлено описание силы для движения поршня вверх / вниз. Все силы, действующие на поршневую подсистему, отмечены некоторыми обозначениями.
Общий баланс сил и моментов для анализа женских тел
Этот анализ приводит к вычислению F, F f , M и Mf . Уравнения равновесия для силы и моментов приведены в уравнениях (29–31) согласно (Liu et al., 1998).
Fg + Ff + Fgs + Fps + Fcrcosϕ = 0 (30) F + Fgp + Fpp-Fcrsinϕ = 0 (31) M + Mpp + Fpp (a-b) -FpsCg + FgCp + Mf = 0 (32)После исключения F cr из уравнений (30–32)
-Fgp-Fpp = Fs + F + Fftgϕ (33) -Mpp-Fpp (a-b) = Ms + M + Mf (34)Где,
Fs = (Fg + Fgs + Fps) tgϕMs = FgCp-FpsCg ϕ = tg-1 [B (lc2-B2)] 0.5 B = rsinθТаким образом, конфигурация силы, показанная на рисунке 1, вычисляется и используется в качестве входной силы в формулировке МКЭ. В таблице 2 показано описание силы для поршня при движении вверх / вниз.
Конечный элемент поршня и гильзы
Модель конечных элементов, разработанная в этой статье, предназначена для моделирования поршня, состоящего из серого CI, алюминиевого сплава и SI-C, с четырьмя переменными коронками и компрессионным кольцом с покрытием из никацила. Обычно в качестве инструмента моделирования используется коммерчески доступный программный пакет FE (ANSYS).Все компоненты моделируются с учетом каждого элемента как трехмерной балки. Метод моделирования состоит из этапов предварительной и последующей обработки. Этапы предварительной обработки включают создание геометрии в программном обеспечении САПР и ее импорт в ANSYS. Позже свойства материала определяются, а сетка отдельных компонентов выполняется с использованием автоматизированного программного обеспечения. Поршень закреплен на конце поршня, при этом предполагается, что кольцо опирается на нижнюю площадку во время движения вверх и на верхнюю площадку во время движения вниз.
Анализ результатов
Для обеспечения взаимосвязи характеристик и прочности связи крайне необходимо согласовать геометрию поршневого кольца, гильзы, юбки со всеми возможными приложенными силами. Используемый входной параметр имеет широкий диапазон и представлен в таблице 3. В этом анализе учитываются две модификации геометрии поршня, а именно: осевой профиль юбки поршня и конструкция изменяемой головки поршня. На рис. 5А представлены все четыре различных профиля юбки параболической формы, которые полезны при наличии одноточечных минимумов.Для юбки поршня рассматриваются четыре профиля с четырьмя различными высотами профиля (0–20 мкм). Решение этой модели разделено на две подпрограммы. Сначала рассматривается минимальный зазор на основе экспериментально доступного переменного зазора, как показано на рисунке 3b из анализа соответствия. Позже рассчитывается гидродинамическое давление / давление ЭДЖ. Несмотря на подходящие критерии сходимости нагрузки, релаксация пленки выполняется для ее точного определения.
Рисунок 5. (A) Изменение геометрии профиля. (B) Циклическое изменение угла наклона для различных профилей. (C) Циклическое изменение верхнего эксцентриситета. (D) Циклическое изменение эксцентриситета днища.
Кроме того, все контактные и первичные, а также вторичные силы оцениваются и используются как входные силы / нагрузки для поршня с различной геометрией головки. Из-за нескольких сил, действующих в нескольких плоскостях поршня, происходит боковой наклон. На Фигуре 5B показан наклон поршня с циклическим изменением в цикле двигателя.Максимальный наклон 0,022 градуса происходит при положении кривошипа 540 °. На рисунках 5C, D показано изменение E t и E b при различных оборотах в минуту (1000, 2000, 3000).
Модель E t / E b увеличивается с увеличением частоты вращения. На рисунках 6A, B показано циклическое изменение силы трения и потерь мощности на трение для юбки поршня по сравнению с подсистемой поршня.Оба эти параметра значимы при расположении кривошипа на 180–540 °. Наибольшее значение трения юбка-гильза составляет 18% от общей силы трения. Опять же, сила трения значительна во время рабочего хода и составляет около 43% от общего трения поршневого узла, теряемого во время рабочего хода. Кроме того, 25% общего трения составляет трение юбки. На рисунках 6C, D показано циклическое изменение E t и E b для изменяемого профиля юбки. Профиль с большим вылетом имеет больший E t / E b .E b больше по сравнению с E t , потому что длина юбки (снизу) больше, чем сверху. На Фигуре 6E показано циклическое изменение наклона поршня для различных профилей поршня.
Рис. 6. (A) Юбка в зависимости от силы трения системы. (B) Юбка в зависимости от силы трения системы. (C) Циклическое изменение верхнего эксцентриситета. (D) Циклическое изменение эксцентриситета днища. (E) Изменение угла наклона из-за изменения геометрического профиля.
Сила трения из-за срока службы компонентов контактного контроля. Тщательный мониторинг причины и количества может помочь изменить компонент для увеличения срока службы от потерь на трение. На рисунках 7A – D показано циклическое изменение силы трения кольца 1 (компрессионное кольцо), кольца 2 (скребкового кольца), кольца 3 (масляного регулирующего кольца) и общего трения подсистемы поршня. Среди колец сила трения кольца 1 составляет максимум 65 Н при рабочем ходе.Это происходит из-за сильного противодавления в течение этого периода, которое приводит к большему давлению демпфирующего действия. У кольца 2 сила трения на 83% меньше, чем у кольца 1, а у кольца 3 на 75% меньше, чем у кольца 1. На кольцо1 приходится 65% общего трения поршневой подсистемы. Согласно такому анализу, циклическое изменение трения увеличивается с увеличением числа оборотов в минуту. Такая разница сил трения заметна в сторону мертвых точек. Это может быть связано с дополнительным контактным трением неровностей. Трение подсистемы поршня необходимо для оценки потерь мощности из-за трения и является произведением силы трения и скорости скольжения.
Рисунок 7. (A) Сила трения компрессионного кольца. (B) Сила трения скребкового кольца. (C) Сила трения масляного кольца. (Г) Суммарное трение поршневой подсистемы.
Потери энергии из-за трения могут быть рассчитаны как E потери = t цикл * P avg , где P avg — средняя мощность потери в цикле двигателя и t цикл — общее количество циклов.Потери мощности ( P = F T · u ) являются произведением мгновенной скорости и силы трения (Mishra et al., 2009).
На рисунках 8A – D показано циклическое изменение потери мощности при трех различных оборотах в минуту (3000, 5000, 8000) для кольца 1, кольца 2, кольца 3 и общего трения соответственно. Максимальная мощность трения в кольце 1 составляет 0,34, 0,68, 1,25 кВт при 3000, 5000, 8000 об / мин соответственно. Аналогично для кольца 2 это 0,04, 0,12, 0,34 кВт.Аналогично для третьего кольца это 0,2, 0,32 и 0,5 кВт. Суммарная мощность трения составляет 1,8, 1,1 и 0,56 кВт соответственно. Подводя итог силе трения, кольцо 1 имеет самую высокую потерю мощности на трение среди колец, которая составляет 60% от общих потерь на трение. В то время как потери мощности на трение являются вторыми по величине в кольце 2, что составляет около 16% от общего трения подсистемы. В итоге кольцо 3 теряет 14% общего трения.
Рисунок 8 . Циклическое изменение силы трения с изменяемой частотой вращения (A) Мощность трения компрессионного кольца. (B) Сила трения скребкового кольца. (C) Сила трения масляного кольца. (D) Суммарная сила трения поршневой подсистемы.
При возвратно-поступательном движении поршня кольца меняют положение посадки с верхней канавки на нижнюю. Такое циклическое нагружение в высокотемпературной среде приводит к термомеханическим напряжениям и усталостному разрушению. Чтобы предотвратить такое повреждение, термобарьерное покрытие, такое как Nickasil, толщиной в несколько микрометров, покрыто PVD покрытием.Необходимо знать прочность такого покрытия в такой сильно нелинейно-динамической среде.
Кроме того, экспериментально узнать такую силу практически невозможно. Следовательно, рекомендуется выполнять конечно-элементное моделирование кольца с покрытием с помощью инструмента FEM, такого как ANSYS. На рис. 9А показана силовая конфигурация верхнего кольца с покрытием. Определенный таким образом тип элемента берется из массы конструкции и SOLID-TET 4 NODE 285, как показано на рисунке 9C. Следующим шагом в этом методе является преобразование всего кольца в количество элементов, и эти элементы соединяются через узлы.Выбранные таким образом элементы являются тетраэдрическими твердыми элементами. Следующий шаг — загрузка и установка граничных условий. Наконец, решение и постобработка для просмотра результатов. Из-за того, что пара возникает из-за несовпадающих сил и сил вне плоскости, возникает осевое скручивание до 3 °, как показано на рисунке 9B. Основной результат постобработки показывает выделенную бахрому фон Миссеса на границе раздела покрытия и подложки. На рис. 9D показана выделенная полоса напряжений фон пропуска на границе раздела покрытия и подложки.
Рис. 9. (A) Условия нагружения на кольце с покрытием. (B) Кольцо скручивается под действием приложенных сил. (C) Тип элемента FEM. (D) Выделено по фону Пропускает полосу напряжения на границе раздела покрытия и подложки.
Принимая во внимание все эти силы, напряжения и характер прогиба, мы решили перейти к анализу прочности поршней с четырьмя различными конструкциями заводной головки. Каждая конструкция снова считается изготовленной из трех различных материалов, таких как алюминиевый сплав, серый чугун и композит с металлической матрицей SiC.На рисунках 10A – D представлена цельная модель с четырьмя различными конструкциями коронки, обозначенными как тип A, тип B, тип C и тип D, соответственно. У поршня типа А заводная головка считается конической с высотой головки 0,5 см. В то же время, заводная головка типа B с небольшим бассейном для облегчения с большим зазором по сравнению с поршнем с плоской короной. Кроме того, головка поршня типа C рассматривается как небольшая лужа по центру и большая плоская поверхность по краю. Наконец, головка поршня типа D с двумя чашками на одной стороне, как показано на рисунке 10D.Все эти поршни моделируются с канавкой под кольцо и канавкой под палец до импорта в ANSYS (Harshavardhan and Mallikarjuna, 2015).
Рис. 10. (A) Твердая модель поршня типа А. (В) Твердая модель поршня типа Б. (C) Твердая модель поршня типа C. (D) Твердая модель поршня типа D.
Следующим за анализом методом конечных элементов является преобразование твердотельной конструкции в сеточную модель. В ANSYS предусмотрен протокол автоматического выбора элементов сетки, который позволяет выбрать соответствующее количество элементов, узлов, граней, минимальный размер кромки и тип элемента.На рисунках 11A – D показана сеточная модель четырех различных конструкций коронок [38–39]. В каждом случае автоматически выбирается элемент типа тетраэдр. В таблице 4 показаны детали сетки различной конструкции. После этого анализа нагрузка и граничные условия устанавливаются в соответствии с предыдущими выходными силами.
Рисунок 11. (A) Сетчатая модель поршня типа A. (B) Сетчатая модель поршня типа B. (C) Сетчатая модель поршня типа C. (D) Сетчатая модель поршня типа D.
Таблица 4 . Деталь сетки для различного дизайна.
В таблицах 5–7 выполняется сходимость сетки для ключевых параметров производительности, таких как von-Misses и общая деформация. При таком тесте сходимости выбирается размер элемента. На Рисунке 12 показана полная упругая деформация поршня типа А. Наибольшая упругая деформация при указанных нагрузках и граничных условиях происходит в случае композиционного материала с металлической матрицей Si-C. Наименьшая деформация в случае серого чугуна.Но некоторые другие механические / термические свойства делают серый чугун менее подходящим по сравнению с алюминиевым сплавом. Кроме того, критерии фон-Миссеса являются наиболее важными критериями для понимания подхода к режиму отказа, который основан на энергии искажения / энергии деформации сдвига (Dobrucal, 2016).
Таблица 5 . Отклик сходимости сетки на ключевые параметры (для сплава Al).
Таблица 6 . Отклик сходимости сетки на ключевые параметры (для серого чугуна).
Таблица 7 .Отклик сходимости сетки на ключевые параметры (для SiC).
Рисунок 12 . Полная деформация для разных материалов.
На рисунке 13 показано напряжение фон-Миссеса для металлической матрицы Gray-CI, Al-сплава и SiC. При указанных нагрузках и граничных условиях алюминиевый сплав имеет самое высокое напряжение по фон-Миссису среди выбранных материалов. По этой причине это наиболее широко используемый материал для изготовления поршней.
Рисунок 13 . Тотал фон-мисс по разным материалам.
Аналогичным образом, на рисунках 14–16 показано сравнение максимального главного напряжения, минимального главного напряжения и максимального напряжения сдвига для различных заданных материалов. В дополнение к этому, на рисунках 17A – F показаны зацепление, расположение сил, граница напряжения на границе раздела покрытие-подложка, скручивание вне плоскости и объемная деформация при движении вверх и вниз.
Рисунок 14 . Максимальное главное напряжение для различных материалов.
Рисунок 15 .Минимальное главное напряжение для различных материалов.
Рисунок 16 . Максимальное напряжение сдвига для поршней из различных материалов.
Рисунок 17 . Результаты вывода МКЭ для кольца с покрытием (A) Зацепление кольца. (B) Схема свободного тела кольца. (C) Граница деформации границы раздела во время хода вниз. (D) Граница границы раздела во время движения вверх. (E) Скручивание кольца вне плоскости.(F) Объемная деформация кольца из-за движений вверх / вниз.
В таблице 8 представлены сводные результаты комбинированного анализа прочности конструкции и смазочных характеристик. Подробная информация о прочностных параметрах и их максимальных и минимальных значениях отмечена в таблице. Максимальные значения заштрихованы красным, а отметка минимума — красным.
Таблица 8 . Резюме результатов.
Заключение
Для устойчивого развития технологии двигателей необходимо соотносить параметры смазки с прочностью поршня.Принцип работы и, с другой стороны, ожидаемая продолжительность жизни очень сложны, они тщательно сформулированы с учетом конкретных явлений и их общего вклада в основную задачу анализа прочности. Сделаны следующие выводы.
• Максимальное главное напряжение является максимальным для поршня из алюминиевого сплава с конструкцией коронки типа D, в то время как оно минимально в случае коронки типа А, изготовленной из композитного материала с металлической матрицей SiC.
• Установлено, что минимальное главное напряжение является максимальным для поршня с корончатой головкой типа C, изготовленного из сплава алюминия, в то время как минимальное главное напряжение указано для композитного материала с металлической матрицей SiC конструкции коронки A-типа.
• Максимальное напряжение сдвига — еще один параметр, который жизненно важен для оценки срока службы, основанного на прочности. Коронка типа D из алюминиевого сплава имеет максимальную прочность на сдвиг, в то время как коронка типа B из композита с металлической матрицей SiC имеет минимальную прочность на сдвиг.
• Напряжение Von-Misses является максимальным для коронки из алюминиевого сплава типа D (5 382 МПа), в то время как напряжение для коронки из алюминиевого сплава типа B составляет 5 119 МПа. Минимум в случае металлической матрицы SiC типа C.
• Наконец, поршни GCI и металлической матрицы SiC типа B подвергаются минимальной упругой деформации при указанной нагрузке и граничных условиях, в то время как металлическая матрица SiC типа C демонстрирует максимальную упругую деформацию.
Авторские взносы
PM провела анализ смазки, написала и направила документ. SK выполнила моделирование методом конечных элементов.
Заявление о конфликте интересов
Авторы заявляют, что исследование проводилось при отсутствии каких-либо коммерческих или финансовых отношений, которые могут быть истолкованы как потенциальный конфликт интересов.
Благодарности
Мы очень благодарны Всеиндийскому совету по техническому образованию и обучению (AICTE), Нью-Дели, за финансирование этого исследования.Признается финансирование AICTE через грант RPS для выполнения нашего исследовательского проекта под названием «Передовые технологии двигателей для устойчивого развития автомобильной промышленности» с грантом № 20 / AICTE / RIFD / RPS (POLICY-III) 43 / 2012-13. .
Список литературы
Абу-Зиян, Х. З. (2004). Характеристики теплопередачи некоторых масел, используемых для охлаждения двигателя. Energy Conv. Управлять. 45, 2553–2569. DOI: 10.1016 / j.enconman.2003.10.005
CrossRef Полный текст | Google Scholar
Акалин, О., и Ньюаз, Г. М. (2001a). Моделирование трения поршневое кольцо-цилиндр в режиме смешанной смазки: часть I: аналитические результаты. Пер. ASME J. Tribol . 123, 211–218. DOI: 10.1115 / 1.1286337
CrossRef Полный текст | Google Scholar
Акалин, О., Неваз, Г. М. (2001b). Моделирование трения поршневое кольцо-цилиндр в режиме смешанной смазки: часть II — корреляция с данными стендовых испытаний. Пер. ASME J. Tribol. 123, 219–223. DOI: 10.1115 / 1.1286338
CrossRef Полный текст | Google Scholar
Бенахес, Дж., Гарсия, А., Пастор, Дж. М., и Монсальве-Серрано, Дж. (2016). Влияние геометрии стакана поршня на теплопередачу при воспламенении от сжатия с регулируемой реактивностью и потери при сгорании при различных нагрузках двигателя. Энергия . 98, 64–77. DOI: 10.1016 / j.energy.2016.01.014
CrossRef Полный текст | Google Scholar
Боландер, Н. В., Стинвик, Б. Д., Садеги, Ф., и Гербер, Г. Р. (2005). Переходы режимов смазки на границе поршневое кольцо-гильза цилиндра. Proc. IMechE Часть J. 219, 19–31. DOI: 10.1243 / 135065005X9664
CrossRef Полный текст | Google Scholar
Чонг, В., Хауэлл-Смит, С., Теодореску, М., и Воган, Н. (2012). Влияние промежуточных давлений на трибологическое соединение поршневое кольцо / гильза. Proc. Inst. Мех. Англ. Часть J. 227, 154–167. DOI: 10.1177 / 1350650112461579
CrossRef Полный текст
Кросс, М. М. (1965). Реология неньютоновских жидкостей: новое уравнение потока для псевдопластических систем. J. Colloid Sci. 20, 417–437. DOI: 10.1016 / 0095-8522 (65)
-X
CrossRef Полный текст | Google Scholar
Добрукал, Э. (2016). Влияние конструкции двигателя и рабочих параметров на характеристики двигателя с циклом Отто – Миллера. Энергия . 103, 119–126. DOI: 10.1016 / j.energy.2016.02.160
CrossRef Полный текст | Google Scholar
Доусон Д. и Хиггинсон Г. Р. (1959). Численное решение упругогидродинамической задачи. J. Mech. Англ. Sci. 10, 6–15. DOI: 10.1243 / JMES_JOUR_1959_001_004_02
CrossRef Полный текст | Google Scholar
Дурсункая З., Керибар Р. и Ганапати В. (1994). Модель вторичного движения поршня и смазки эластогидродинамической юбки. ASME J. Tribol. 116, 777–785. DOI: 10.1115 / 1.2927332
CrossRef Полный текст | Google Scholar
Айринг, Х. (1936). Вязкость, пластичность и диффузия как примеры абсолютных скоростей реакции. J. Chem. Phys. 4: 283. DOI: 10.1063 / 1.1749836
CrossRef Полный текст | Google Scholar
Froelund, K., Schramm, J., Tian, T., Wong, V., and Hochgreb, S. (2001). Анализ развития масляной пленки на поршневых кольцах и гильзах во время прогрева для SI-двигателя. J. Eng. Газ Турб. Мощность . 123, 109–116. DOI: 10.1115 / 1.1341206
CrossRef Полный текст | Google Scholar
Харшавардхан, Б., и Малликарджуна, Дж. М. (2015). Влияние формы поршня на потоки в цилиндрах и взаимодействие воздуха и топлива в двигателе с искровым зажиганием с прямым впрыском — анализ CFD. Энергия . 81, 361–372. DOI: 10.1016 / j.energy.2014.12.049
CrossRef Полный текст | Google Scholar
Хилл, С. Х., и Ньюман, Б. А. (1984). Конструкции поршневых колец для уменьшения трения. Бумага SAE. 1, 1–17. DOI: 10.4271 / 841222
CrossRef Полный текст
Холмберг К., Андерссон П. и Эрдемир А. (2012). Глобальное потребление энергии из-за трения в легковых автомобилях. Трибол. Int. 47, 221–234. DOI: 10.1016 / j.triboint.2011.11.022
CrossRef Полный текст | Google Scholar
Houpert, L. (1985). Новые результаты расчета тягового усилия в эластогидродинамике. Пер. Серия ASME F. J. Tribol. 107, 241–245. DOI: 10.1115 / 1.3261033
CrossRef Полный текст | Google Scholar
Ху, Дж., Ву, В., Юань, С., и Цзин, К. (2011). Математическое моделирование гидравлического свободнопоршневого двигателя с учетом динамики гидрораспределителя. Энергия . 36, 6234–6242. DOI: 10.1016 / j.энергия.2011.07.039
CrossRef Полный текст | Google Scholar
Карамангил М. И., Сурмен А., Гуль М. З. (2004). В цилиндрах расширение кольцевой щели и углеводороды масляной пленки в двигателях SI. Energy Conv. Управлять. 45, 3109–3126. DOI: 10.1016 / j.enconman.2003.12.022
CrossRef Полный текст | Google Scholar
Ларссон, Р., Ларссон, П. О., Эрикссон, Э., Сьёберг, М., и Хёглунд, Э. (2000). Свойства смазочных материалов для использования в гидродинамических и эластогидродинамических анализах смазки. Proc. IMechE Part J. J. Eng. Трибол. 214, 17–27. DOI: 10.1243 / 1350650001542981
CrossRef Полный текст | Google Scholar
Лю К., Се Ю. Б. и Гуй К. Л. (1998). Комплексное исследование трения и динамического движения поршневого узла. Proc. Inst. Мех. Англ. J Eng. Трибол. 212, 221–226. DOI: 10.1243 / 1350650981542038
CrossRef Полный текст | Google Scholar
Ма, М. Т., Смит, Э. Х., и Шеррингтон, И. (1997). Анализ смазки и трения для всего поршневого пакета с улучшенной моделью доступности масла: часть 2: изменяющаяся по окружности пленка. Proc. Inst. Мех. Англ. Часть J. J. Eng. Трибол. 211, 17–27. DOI: 10.1243 / 1350650971542273
CrossRef Полный текст | Google Scholar
Ма, М. Т., Смит, Э. Х., и Шеррингтон, И. (1995). Трехмерный анализ смазки поршневых колец; моделирование. Proc. Inst. Мех. Англ. Часть. J. J. Eng. Трибол. 209, 1–14. DOI: 10.1243 / PIME_PROC_1995_209_401_02
CrossRef Полный текст | Google Scholar
Мишра П. С. (2013). Трибодинамическое моделирование контакта поршневого компрессионного кольца с гильзой цилиндра в зоне высокого давления цикла двигателя. Внутр. J. Adv. Manuf. Technol. 66, 1075–1085. DOI: 10.1007 / s00170-012-4390-y
CrossRef Полный текст | Google Scholar
Мишра П. С. (2015). Моделирование основных причин потерь на трение в двигателе: нестационарная эластогидродинамика поршневой подсистемы и смазываемого контакта гильзы цилиндра. Прил. Математика. Модель . 39, 2234–2260. DOI: 10.1016 / j.apm.2014.10.011
CrossRef Полный текст | Google Scholar
Мишра П. К., Балакришнан С. и Рахнеджат Х.(2008). Трибология контакта компрессионного кольца с цилиндром при реверсе. Proc. Inst. Мех. Англ. Часть J. J. Eng. Трибол. 222, 815–826. DOI: 10.1243 / 13506501JET410
CrossRef Полный текст | Google Scholar
Мишра П. К., Рахнеджат Х. и Кинг П. Д. (2009). Трибология соединения кольцо-отверстие при смешанном режиме смазки. Proc. IMechE Часть C. J. Mech. Англ. Sci. 223, 987–998. DOI: 10.1243 / 09544062JMES1220
CrossRef Полный текст | Google Scholar
Моррис, Н., Рахмани, Р., Рахнеджат, Х., Кинг, П. Д., и Фицсимонс, Б. (2013). Трибология соединения поршневых компрессионных колец при переходном термическом смешанном режиме смазки. Трибол. Int. 59, 248–258. DOI: 10.1016 / j.triboint.2012.09.002
CrossRef Полный текст | Google Scholar
Парк, С. Х., и Ли, С. С. (2014). Применимость диметилового эфира (DME) в двигателях с воспламенением от сжатия в качестве альтернативного топлива. Energy Conv. Управлять. 86, 848–863. DOI: 10.1016 / j.enconman.2014.06.051
CrossRef Полный текст | Google Scholar
Прата А. Т., Фернандес Дж. Р. С. и Фаготти Ф. (2000). Динамический анализ вторичного движения поршня малых поршневых компрессоров. Пер. КАК Я. 122, 752–760. DOI: 10.1115 / 1.1314603
CrossRef Полный текст | Google Scholar
Касим, С. А., Чаудри, У. Ф., и Малик, М. А. (2012). Анализ вязкоупругих эффектов в юбках поршней EHL при малых радиальных зазорах при начальном запуске двигателя. Tribol Int. 45, 16–29. DOI: 10.1016 / j.triboint.2011.09.005
CrossRef Полный текст | Google Scholar
Рахмани Р., Теодоссиадес С., Рахнеджат Х. и Фицсимонс Б. (2012). Переходная эластогидродинамическая смазка грубого нового или изношенного поршневого компрессионного кольца в сочетании с некруглым отверстием цилиндра. Proc. Inst. Мех. Англ. Часть J. J. Eng. Трибол. 226, 284–305. DOI: 10.1177 / 1350650111431028
CrossRef Полный текст | Google Scholar
Рык, Г., Клигерман Ю., Эцион И. (2002). Экспериментальное исследование лазерной текстуры поверхности возвратно-поступательных автомобильных компонентов. Трибол. Пер. 45, 444–449. DOI: 10.1080 / 10402000208982572
CrossRef Полный текст | Google Scholar
Шахмохамади, Х., Рахмани, Р., Рахнеджат, Х., Гарнер, К. П., и Кинг, П. Д. (2013). Термосмешанная гидродинамика соединения поршневого компрессионного кольца. Трибол. Lett. 51, 323–340. DOI: 10.1007 / s11249-013-0163-5
CrossRef Полный текст | Google Scholar
Смедли, Г.(2004). Конструкция поршневого кольца для снижения трения в современных двигателях внутреннего сгорания. Машиностроение. Массачусетский технологический институт, Массачусетский технологический институт. Доступно oniline по адресу: http://hdl.handle.net/1721.1/27129
Google Scholar
Трипп, Дж. Х., и Гринвуд, Дж. А. (1970). Контакт двух условно плоских шероховатых поверхностей. Proc. Inst. Мех. Англ. 185, 625–634. DOI: 10.1243 / PIME_PROC_1970_185_069_02
CrossRef Полный текст | Google Scholar
Усман, А., Чима, Т., и Ахмад, П.С.У. (2015). Оценка трибологических характеристик и анализ чувствительности смазочной пленки поршневых колец с деформированной гильзой цилиндра. Proc. Inst. Мех. Англ. Часть J. J. Eng. Трибол. 229, 1455–1468. DOI: 10.1177 / 1350650115581029
CrossRef Полный текст | Google Scholar
Усман А. и Парк К. В. (2016). Численное исследование фрикционных характеристик и потерь энергии при смешанном гидродинамическом контакте пакета поршневых колец с деформированной гильзой цилиндра в период прогрева двигателя СИ. Energy Conserv. Управлять. 117, 115–131. DOI: 10.1016 / j.enconman.2016.03.035
CrossRef Полный текст
Фогель, Х. (1921). Закон связи вязкости жидкостей и температуры. Phys. Z. 22, 645–646.
Google Scholar
Обозначения
Знакомство с поршнями | Успешное земледелие
На своей ферме я выращиваю сладкую кукурузу на свежем рынке, но это не мешает мне узнать о методах выращивания других культур.Я всегда считал, что все, чему ты можешь научиться, имеет ценность. Дополнительным преимуществом новых знаний является то, что я могу применить их к чему-то еще в моей работе. Цель этой статьи — предоставить вам информацию, чтобы, если вам когда-либо придется покупать новый поршень для двигателя, вы можете сделать это как образованный потребитель.
Анатомия поршня
Каждый поршневой двигатель использует поршень для передачи химической энергии от сгорания механической работе, выполняемой коленчатым валом.Расширение топливно-воздушной смеси использует поршень как платформу для противодействия давлению сгорания в цилиндре, которое затем передает энергию коленчатому валу через шатун. Из-за формы поршня специалисты по двигателям часто называют его пробкой.
Следующие термины описывают части поршня.
• Корона. Это верхняя часть поршня, обращенная к камере сгорания в головке блока цилиндров. Заводная головка может быть плоской с вырезом для клапанов или без него.Это поршень с плоским верхом. Если заводная головка утоплена, значит, это выпуклый поршень. В зависимости от конструкции может быть утоплена вся корона или только область, отражающая форму камеры сгорания. Обратной стороной выпуклого поршня является выдвижной или куполообразный поршень. Этот стиль имеет арку, обращенную к камере сгорания головки блока цилиндров. Куполообразные поршни редко, если вообще когда-либо, используются в двигателях сельского хозяйства.
У многих дизелей плоская дека на ГБЦ. Таким образом, вся камера сгорания находится в углублении в днище поршня.Газовый двигатель всегда имеет камеру сгорания в головке блока цилиндров, но современные конструкции отражают значительную часть этой области в слегка утопленной тарелке. Это сделано для улучшения движения смеси и увеличения скорости пламени.
• Кольцо земли. Это область на стороне поршня от днища до верхнего поршневого кольца, а затем материал между кольцами на стороне поршня. Кольцевой участок от верхнего кольца до короны также идентифицируется как объем щели.Это область, куда будет перемещаться топливно-воздушная смесь, а пламя — нет.
В современных газовых двигателях верхнее кольцо расположено очень близко к головке (более тонкое кольцо), так что объем щели уменьшается (что является основным источником выбросов углеводородов). В старых двигателях верхнее кольцо обычно располагалось дальше от короны (увеличенная посадка кольца), чтобы тепло сгорания не попадало на кольцо для долговечности. Если двигатель сильно взорвется (стукнет) под нагрузкой, приземление верхнего кольца выйдет из строя и сломается, повредив цилиндр.
• Кольцевая канавка. Это канавка, выточенная в поршне, где находятся кольца. Они изготавливаются с определенным размером, и набор колец, который вы используете, должен совпадать с этим.
• Высота сжатия. Это расположение центра отверстия под палец по отношению к заводной головке. Это будет размер, например, 1,150 дюйма. Это означает, что центр отверстия под штифт составляет 1,150 дюйма при измерении от заводной головки. Высота сжатия поршня зависит от длины шатуна, хода коленчатого вала и высоты деки блока (расстояние от центральной линии коленчатого вала до места крепления головки блока цилиндров).
• Юбка. Это область под отверстием под штифт до нижней части поршня, которая при взгляде сбоку напоминает женскую юбку. Его цель состоит в том, чтобы направлять поршень во время его движения в отверстии цилиндра и предотвращать его раскачивание, когда коленчатый вал вращается по дуге вращения, а осевая нагрузка прижимает его к стенке цилиндра. Нижняя часть юбки также является местом измерения поршня. Этот размер определяет размер отверстия цилиндра. Это называется зазором поршня до стенки.
3 конструкции поршня
Поршни изготавливаются из алюминия и могут считаться литыми (вылитые в форму), кованными (запрессованными в форму) или заэвтектическими (алюминий, смешанный с силиконом).
Литые поршни считаются самой слабой конструкцией, но их производство дешевле всего из-за низкой скорости теплового расширения. Литые поршни имеют меньший зазор по отношению к стенке цилиндра. Это приводит к снижению шума двигателя (особенно при холодном двигателе) и снижению расхода масла во время прогрева.
Кованые поршни — самая прочная конструкция, но их производство дороже. Эти поршни также требуют большего зазора, поскольку их скорость расширения выше. Звук, который издает кованый поршень в холодном состоянии, называется хлопком поршня . Расход масла при коротких рабочих циклах с коваными поршнями намного выше, чем с литыми.
Гиперэвтектические поршни являются относительно новыми (за последние 20 лет) и имеют более прочную конструкцию, чем литые поршни.Заэвтектические поршни производят меньше шума и потребляют меньше масла по сравнению с коваными поршнями. Это связано с посадкой, близкой к установке литого поршня. Некоторые исследования показали, что заэвтектические поршни могут быть более хрупкими, чем литые или кованые поршни, что делает их плохим кандидатом для того, чтобы выдержать приступ сильной детонации, не поднимая приземление кольца.
Размеры поршня
Промышленность предлагает размеры отверстий 0,020, 0,030, 0,040 и 0,060 дюйма. Стандартное отверстие — это размер, на который изначально был рассчитан двигатель.
Если цилиндр изношен или поврежден, его сначала необходимо расточить до нужного размера, а затем довести до окончательного размера, чтобы использовать новый поршень. Если в поврежденное отверстие устанавливается втулка, то можно использовать поршень стандартного размера.
Изготовители на заказ могут изготовить поршень в точном соответствии с требованиями. Эти поршни всегда будут коваными и во много раз дороже серийных поршней с обычно предлагаемыми размерами внутреннего диаметра.
При восстановлении двигателя ваша цель — сделать стенку цилиндра как можно более толстой.Следовательно, вам нужно выбрать поршень с наименьшим увеличением диаметра, при этом производя желаемую коррекцию диаметра цилиндра.
Выбор замены
Логика, которую я использую при покупке поршня, заключается в том, чтобы посмотреть, какой метод изготовления был использован первоначальным производителем. Если бы это была кованая конструкция, я бы использовал поршень такого же типа. Если на заводе двигатель оснащен литым поршнем, вы можете либо вернуться к этой конструкции, либо перейти на кованый или заэвтектический поршень.Если двигатель будет работать в тяжелых условиях в течение продолжительных периодов времени, например, при работе ирригационной системы, то я бы перешел на кованый поршень для прочности и не беспокоился о шумах при работе на холоде или расходе масла.
Напротив, если двигатель будет часто запускаться из холодного состояния, а затем работать только в течение коротких периодов времени и никогда не накапливать много рабочего тепла (например, грузовик, используемый для кормления крупного рогатого скота), я бы посоветовал купить в качестве замены поршневой поршень. литой конструкции, так как обеспечивает плотную посадку и меньший расход масла.Имейте в виду, что когда масло проходит мимо колец (как это может происходить в случае незакрепленного поршня), оно образует нагар на опорной поверхности и кольцевых канавках, что со временем приведет к прилипанию масла и компрессионных колец.
Надеюсь, вам никогда не придется покупать новые поршни. Если вы это сделаете, от правильного выбора будет зависеть успех восстановления.
Влияние формы короны поршня на характеристики потока в цилиндре в двигателе с прямым впрыском
Образец цитирования: Sureshkumar, J., В., Г., Малликарджуна, Дж., И Говиндараджан, С., «Влияние формы короны поршня на характеристики потока в цилиндре в двигателе с прямым впрыском — исследование CFD», Технический документ SAE 2013-01-2797, 2013 , https://doi.org/10.4271/2013-01-2797.Скачать Citation
Автор (ы): Дж. Сурешкумар, Ганешан В., Дж. М. Малликарджуна, Шринивасан Говиндараджан
Филиал: Ucal Fuel Systems, Ltd., I I T Madras, I I T Madras, главный R&D — в отставке. UCAL FUEL SYSTEMS LTd.
Страниц: 12
Событие: 8-я Международная конференция и выставка SAEINDIA по мобильности и Конгресс по проектированию коммерческих автомобилей 2013 (SIMCOMVEC)
ISSN: 0148-7191
e-ISSN: 2688-3627
Влияние термобарьерного покрытия на головку поршня для сжатого природного газа с двигателем прямого впрыска
[1] Дж.Кусака, Т. Окамото, Ю. Дайшо, Р. Кихара и Т. Сайто: представлены в JSAE Review Vol. 21 (2000), стр 489-496.
[2] Ф.С. Сильва: Анализ технических отказов Vol. 13 (2006), стр. 480-492.
[3] С.Абдулла, W.H. Курниаван и А. Шамсудин: Материалы одиннадцатого Азиатского конгресса по механике жидкости (2006 г.).
[4] В.Исфаханян, А. Джавахери и М. Гаффарпур: Прикладная теплотехника Vol. 26 (2006), стр. 277-287.
[5] Э.Буюккая, М. Серит: Технология поверхностей и покрытий, Vol. 202 (2007), стр 398-402.
[6] К.Фунатани: представлен на 20-й конференции Общества термической обработки ASM (2000), стр.138-144.
[7] Р.А. Миллер: представлено в Journal of Thermal Spray Technology Vol. 6 (1) (1997), стр. 35-42.
[8] Z.Мутасим и В. Брентналл: представлены в Journal of Thermal Spray Technology Vol. 6 (1) (1997), стр.105-108.
[9] Т.М. Йонушонис: представлено в Journal of Thermal Spray Technology Vol. 6 (1) (1997), стр. 50-56.
[10] С.Х. Чан, К.А. Хор: передано в Журнал материаловедения и производительности Vol. 9 (1) (2000), стр 103-109.
[11] А.Узун, И. Чевиканд и М. Акчил: Технология поверхностей и покрытий Vol. 116-119 (1999), стр. 505-507.
[12] Т.Hejwowski и A. Weronski: Surface Engineering, Surface Instrumentation & Vacuum Technology Vol. 65 (2002), стр 427-432.
[13] С.Ахманиеми, Дж. Туоминен, П. Вуористо и Т. Мантила: представлены в Journal of Thermal Spray Technology Vol. 11 (3) (2002), стр. 320-332.
DOI: 10.1361 / 105996302770348718
[14] О.Сарикая, Ю. Исламоглу и Э. Челик: Материал и дизайн Vol. 26 (2005), стр. 357-362.
[15] Э.Buyukkaya: Surface & Coatings Technology Vol. 202 (2008), стр 3856-3865.
[16] А.Tricoire, B. Kjellman, J. Wigren, M. Vanvolsem и L. Aixala: представлены в Journal of Thermal Spray Technology Vol. 18 (2) (2009), стр 217-222.
DOI: 10.1007 / s11666-009-9301-x
[17] А.Тераяма, Н. Фуяма, Ю. Омура и Т. Хагивара: Усиление композитных материалов в технологии металлических материалов (2003), стр.65-68.
[18] Дж.Б. Хейвуд, в: Основы двигателя внутреннего сгорания, в международном издании, Международное издание McGraw-Hill (1988).
Поршни — обзор | Темы ScienceDirect
11.5.1 Шум поршня
Существует три возможных типа шума поршня, а именно шум дребезжания поршня (т.е.е., верхний контакт соприкасается с отверстием цилиндра), тикающий шум поршневого пальца (т. е. удар подшипника пальца) и шум от удара поршня (т. Первые два типа шума можно избежать или устранить путем правильного проектирования. Удар поршня не может быть устранен, потому что он вызван вторичными движениями поршня в пределах зазора между юбкой и отверстием, которые по своей природе происходят из кривошипно-ползунного механизма. Удар поршня обычно является самым большим источником механического шума, особенно в дизельном двигателе.Для поршня без зазора боковой упор представляет собой низкочастотную форсирующую функцию, которая связана с частотой вращения двигателя (см. Главу 10). При наличии зазора в реальном двигателе временная характеристика боковой силы, действующей на гильзу, изменяется дополнительными резкими ударными силами, когда поршень перемещается в пределах зазора. Эти импульсные ударные силы представляют собой высокочастотные вынуждающие функции, заставляющие гильзу цилиндра и блок двигателя вибрировать и излучать импульсный тип шума. Шум от ударов поршня также передается от поршня к шатуну и коленчатому валу и, наконец, к блоку двигателя.Более того, удар поршня вызывает кавитационную эрозию гильзы в дизельных двигателях большой мощности с индуцированной чрезмерной вибрацией гильзы (Yonezawa and Kanda, 1985). Некоторые конструктивные параметры, которые могут снизить трение юбки поршня, к сожалению, отрицательно влияют на удар поршня.
При проектировании системы двигателя требуется хорошее понимание следующих тем: (1) характеристики удара поршня; (2) подходы к моделированию; и (3) оптимизированное общее планирование поршневого узла для уравновешивания компромиссов между экономией топлива и шумом.Хотя масса юбки поршня, гибкость юбки и нагрузка от давления в цилиндре у дизельного двигателя и бензинового двигателя сильно различаются, они имеют много схожих характеристик. Некоторые ссылки, упомянутые в этом разделе, относятся к бензиновому двигателю. Введение в возбуждение поршневого удара, шум и связанные с ним конструктивные особенности предоставлены Россом и Ангаром (1965), Манро и Паркер (1975), Уитакром (1990), Слэком и Лайоном (1982), Де Лукой и Гергесом (1996), Chien (1995), Künzel et al. (2001) и Fabi et al. (2007).
Удар поршня между юбкой и отверстием цилиндра вызывается вторичными движениями (поперечными или боковыми, а также наклоном), вызываемыми переменным боковым усилием поршня в пределах зазора между юбкой и отверстием. Поршень перемещается не только в поперечном направлении, но и наклоняется вокруг поршневого пальца, что обычно приводит к ударам верхней (или нижней) части юбки о отверстие. В течение одного цикла двигателя происходит несколько ударов поршня из-за этих боковых реверсов тяги (рис.11.2). Наиболее значительным из них обычно является удар сразу после ВМТ срабатывания (угол поворота коленвала 0 °). Для этого удара поршень перемещается через ВМТ срабатывания, чтобы перейти от скользящего движения против стороны поршня, препятствующей осевому движению, в конце такта сжатия к событию удара со стороны осевого усилия сразу после ВМТ. Газовая нагрузка, действующая на поршень, может создавать вокруг поршневого пальца момент для поворота поршня, тем самым влияя на шум от удара. Следует направить усилия на уменьшение наиболее сильного удара поршня около ВМТ срабатывания для снижения шума от удара поршня.
11.2. Имитация холодного удара поршня без эффективной смазки.
Шум от удара поршня зависит от всех факторов, задействованных в этом механизме, т.е. Длина штока до радиуса кривошипа может уменьшить боковое усилие, тем самым уменьшая шум от удара поршня (например, Oetting et al. , 1984).
Момент вокруг поршневого пальца : меньший момент инерции, правильное смещение поршневого пальца, смещение коленчатого вала, точка воздействия давления в цилиндре, моменты силы давления в цилиндре, сила тяжести, смазка нормальные силы, сила бокового трения поршневого кольца и сила трения поршневого пальца могут уменьшить или изменить момент вокруг поршневого пальца, чтобы уменьшить шум от удара поршня. Сила трения между кольцом и дном его канавки находится в режиме граничной смазки (с коэффициентом трения, равным 0.1–0.2) и имеет большое влияние на выбор времени удара поршня. Когда кольцо плавает, сопротивление удару поршня со стороны кольца исчезает, и это обычно усугубляет удар поршня. Манро и Паркер (1975) сообщили, что сила бокового трения кольца с коэффициентом трения кольцо-канавка, равным 0,1, может уменьшить вдвое скорость удара и уменьшить кинетическую энергию в 4 раза.
Допустимая расстояние хода поршня до удара о стенку : меньший зазор между юбкой и отверстием может снизить шум от удара поршня.Например, более низкая температура гильзы уменьшает зазор из-за сжатия гильзы. Более высокая температура поршня может уменьшить зазор. Использование меньшего зазора между юбкой и отверстием может уменьшить силу удара поршня, но за счет увеличения вязкого трения сдвига. При проектировании зазора поршня существует компромисс между низким уровнем шума двигателя и высокой механической эффективностью.
Демпфирующая сила для сопротивления вторичным движениям поршня : адекватная подача масла на юбку может значительно уменьшить удар поршня.Более низкое натяжение поршневых колец (особенно маслосъемного кольца) может увеличить толщину масляной пленки на гильзе цилиндра. Это позволило бы более сильному демпфирующему эффекту масляной пленки смягчить удар поршня, тем самым уменьшив скорость удара и шум. Толщина пленки смазочного масла и сила смазки, на которые также влияют длина юбки, вязкость смазки и волнистость или шероховатость поверхности, могут снизить скорость удара поршня и, следовательно, шум от удара. Райан и др. (1994) показал, что существует оптимальная вязкость масла для минимизации шума от ударов поршня; либо более высокая, либо более низкая вязкость увеличивали интенсивность удара. Использование более длинной юбки в качестве лучшей направляющей и демпфирующей поверхности может снизить шум от удара поршня. Увеличение площади контакта при ударе поршня путем изменения конструкции отверстия или юбки (например, овальности поршня) для улучшения демпфирования масляной пленки может снизить шум при ударе поршня.
Скорость удара поршня : все вышеперечисленные факторы в конечном итоге влияют на боковую скорость удара поршня, которая частично характеризует силу удара.
Масса поршня : масса поршня способствует импульсу удара или кинетической энергии. Большая масса поршня и более высокая скорость удара делают шум от ударов поршня громче.
Площадь контакта во время удара : площадь контакта влияет на переходный процесс упругого столкновения и силу удара. Если удар поршня происходит на большей площади контакта, энергия удара может лучше поглощаться, что снижает шум от удара.Как вертикальная форма (профиль юбки), так и форма окружности (овальность) влияют на площадь контакта и, следовательно, на шум от удара поршня.
Жесткость и демпфирование соприкасающихся частей : жесткость и демпфирование влияют на силу удара во время процесса упругого удара или на коэффициент восстановления. Если более мягкая часть юбки поршня (например, нижняя часть юбки) хлопает по каналу, шум будет ниже из-за большей деформации.Упругое распределение жесткости юбки должно быть равномерным. Важно увеличить зазор верхней площадки, чтобы избежать контакта между очень жесткой верхней площадкой и отверстием. Верхняя площадка представляет собой сплошной металлический диск высокой жесткости. Его контакт со стенкой цилиндра производит резкий дребезжащий звук. Из-за шума и истирания верхняя площадка не должна касаться стенки цилиндра.
Конструктивные характеристики шумопоглощения гильзы / блока цилиндра.
Среди конструктивных факторов смещение поршневого пальца относительно поперечного расположения центра тяжести поршня является наиболее часто используемым методом контроля шума от хлопка поршня. Как объяснено выше в механизме удара поршня, это момент поршневого пальца, который управляет наклоном поршня. На момент влияет как боковое смещение пальца, так и вертикальное положение пальца относительно центра тяжести поршня. Сила газа в баллоне в значительной степени влияет на опрокидывающий момент.Боковые силы (например, сила смазки) играют не менее важную роль в управлении опрокидывающим моментом. Следовательно, эффективность бокового смещения пальца зависит от вертикального положения пальца. Когда штифт смещен в сторону упора, сила газа будет вращать поршень вокруг поршневого пальца в сторону противодействия. Это вращение обеспечивает реверсирование нижней части юбки для контакта с упорной стороной до того, как верхняя часть юбки пересечется, тем самым уменьшая силу, которую в противном случае создавало бы реверсирование верхней стороны.Нижняя часть юбки обычно менее жесткая, чем верхняя, поэтому удар поршня может стать менее шумным. С другой стороны, смещение штифта в сторону, препятствующую толчкованию, вызывает сильный шум от удара, поскольку обратный момент на поршне заставляет верхнюю жесткую часть юбки контактировать с отверстием около ВМТ срабатывания. Однако смещение в сторону, препятствующую осевой нагрузке, может привести к небольшому (часто незначительному) уменьшению трения юбки. Следует отметить, что большое смещение поршневого пальца может вызвать чрезмерный наклон поршня вокруг ВМТ и вызвать повышенный прорыв газа, расход масла и трение.Иногда приходится искать компромисс между шумом от хлопка поршня и его наклоном. Оптимизированная конструкция профиля юбки может облегчить этот компромисс за счет изменения момента смазки, действующего вокруг поршневого пальца. Как видно из вышеупомянутых факторов, регулирование ударов поршней является сложной задачей, но есть много возможностей для ее оптимизации.
Уровень шума от удара поршня зависит от области применения двигателя. Например, поршневой удар преобладает в морских дизелях с относительно большими зазорами поршня, тогда как в небольших бензиновых двигателях он менее заметен.Шум от хлопка поршня особенно заметен, когда двигатель холодный, а поршневой зазор большой без эффективной смазки (например, при холодном пуске). Шум увеличивается с увеличением оборотов двигателя и пикового давления в цилиндре. Шум от хлопка поршня наиболее очевиден при холодном пуске и в режиме холостого хода, а также при низких оборотах и высокой нагрузке, когда другие шумы относительно менее заметны. Künzel et al. (2001) обнаружил, что шум от хлопка поршня был наиболее заметным (слышимым) при низких оборотах двигателя (например,г., 1000–2000 об / мин) от малых до высоких для дизельных двигателей легковых автомобилей. Другой важный сценарий состоит в том, что шум поршня возникает после холодного пуска, когда зазор между поршнем и отверстием максимален, но металл остается холодным без эффективной смазки. Например, Ричмонд и Паркер (1987) обнаружили, что на средних оборотах и при низкой нагрузке (например, 1600 об / мин, одна треть нагрузки, ускорение до 30 миль в час после холодного запуска) шум от хлопка поршня может стать наиболее навязчивым. Первичная конструктивная мера для минимизации шума от удара поршня заключается в оптимизации вторичных движений поршня во всех рабочих условиях, так что при изменении формы контакта юбки с отверстием в конструкцию двигателя передается только минимальное количество энергии удара.Двумя наиболее часто используемыми методами управления шумом от удара поршня являются уменьшение зазора между юбкой и отверстием и смещение поршневого пальца. Профиль юбки поршня также играет важную роль в снижении шума.
Доказано, что вибрация (или ускорение) гильзы цилиндра или блока цилиндров является хорошим индикатором шума от удара поршня. Установлено, что вибрация гильзы очень хорошо коррелирует с кинетической энергией удара поршня. Камия и др. (2007) использовали небольшие тонкопленочные датчики давления для непосредственного измерения давления масляной пленки в местах удара поршня, чтобы попытаться определить силу возбуждения в месте удара.Они обнаружили, что существует четкая корреляция между давлением масляной пленки в верхней части юбки (расположенной на стороне противодействия осевой нагрузке) и ускорением гильзы цилиндра, измеренным вблизи верхней части гильзы. Это подтверждает, что когда происходит удар поршня, при гидродинамической смазке происходит большая реакция пленки сжатия, создающая давление масла. Это указывает на то, что скорость удара поршня по смазанной поверхности также может использоваться в качестве индикатора шума удара.