Гильзовка
СТОИМОСТЬ ГИЛЬЗОВКИ
Наряду со штатным ремонтом отверстий блока цилиндров, включающим расточку и хонингование, в нашем техцентре также осуществляется ремонт цилиндров с помощью ремонтных гильз.
Вследствие длительной эксплуатации, низкого качества топлива, несвоевременного обслуживания, а так же неквалифицированного ремонта (выход поршневого пальца), на стенках цилиндров обнаруживаются неровности, задиры или износ такой величины, что невозможно их устранить даже при растачивании до максимально возможного размера. Блоки цилиндров с такими повреждениями можно восстановить, только установив в них ремонтные гильзы. Для этого цилиндр растачивается до диаметра, равного наружному диаметру гильзы, минус величина натяга, необходимая для надежного удержания гильзы в блоке цилиндров.
В числе прочих наш техцентр устанавливает гильзы фирмы Darton.
В нашем техцентре, основываясь на опыте различных фирм, разработана оригинальная технология ремонта алюминиевых блоков цилиндров тонкостенными чугунными гильзами.
Индивидуальный подход к каждой модели алюминиевого блока цилиндров позволяет осуществлять ремонт с максимальной надежностью фиксации ремонтной гильзы.
Применение оригинальных технологий, специального оборудования и высокая квалификация персонала, позволяет производить ремонт блоков цилиндров любой сложности.
Пример гильзовки блока цилиндров двигателя МВ 272
Современные дизельные двигатели устанавливаемые на автомобили Volkswagen и Audi (BPD,BPE,AXE,AXD и т.д.), в условиях эксплуатации в России, часто выходят из строя вследствие того, что ионно-плазменное напыление стенок цилиндров разрушается.
Наш техцентр разработал технологию гильзования таких цилиндров.
Результат работы превзошел все ожидания- ресурс двигателя вырос, по сравнению с заводским напылением.
Гильзовка блока цилиндров двигателя.
ГИЛЬЗОВКА БЛОКА ЦИЛИНДРА
С ЗАВОДСКИМИ РЕМОНТАМИ, КАК У ШТАТНОГО ДВИГАТЕЛЯ
Гильзовка блока цилиндров практически для всех видов моторов — это операция нестандартная и вынужденная.
Суть данной операции заключается в том, что при отсутствии ремонтных размеров и слишком большом износе блока цилиндров, или при значительном повреждении рабочей поверхности цилиндра — блок растачивается под ремонтную гильзу.
В полученное отверстие с натягом запрессовывается «сухая» гильза. Далее — запрессованная гильза подрезается, растачивается и хонингуется под исходный размер поршня. В итоге получатся блок цилиндров в номинальном размере, который имеет те же заводские ремонты, что и штатный двигатель.
МЫ ОСУЩЕСТВЛЯЕМ
ГИЛЬЗОВКУ АЛЮМИНИМЕВЫХ И ЧУГУННЫХ
БЛОКОВ ЦИЛИНДРОВ
Существует несколько типов моторов, у которых возможно загильзовать блок цилиндра.
Мы перегильзовываем двигатели чугунных блоков, в которые на заводе изготовителе установлена «сухая» гильза.
В таких моторах гильза вырезается или прессуется полностью, и на ее место устанавливается новая гильза.
Необходимо обратить внимание на то, что перед установкой штатной гильзы на месте старой гильзы — необходимо промерять посадочное место.
Зачастую геометрия заводского посадочного отверстия под гильзу сильно нарушается, что приводит к необходимости дополнительной расточки блока, и изготовления увеличенной гильзы цилиндра, что приводит к удорожанию ремонта.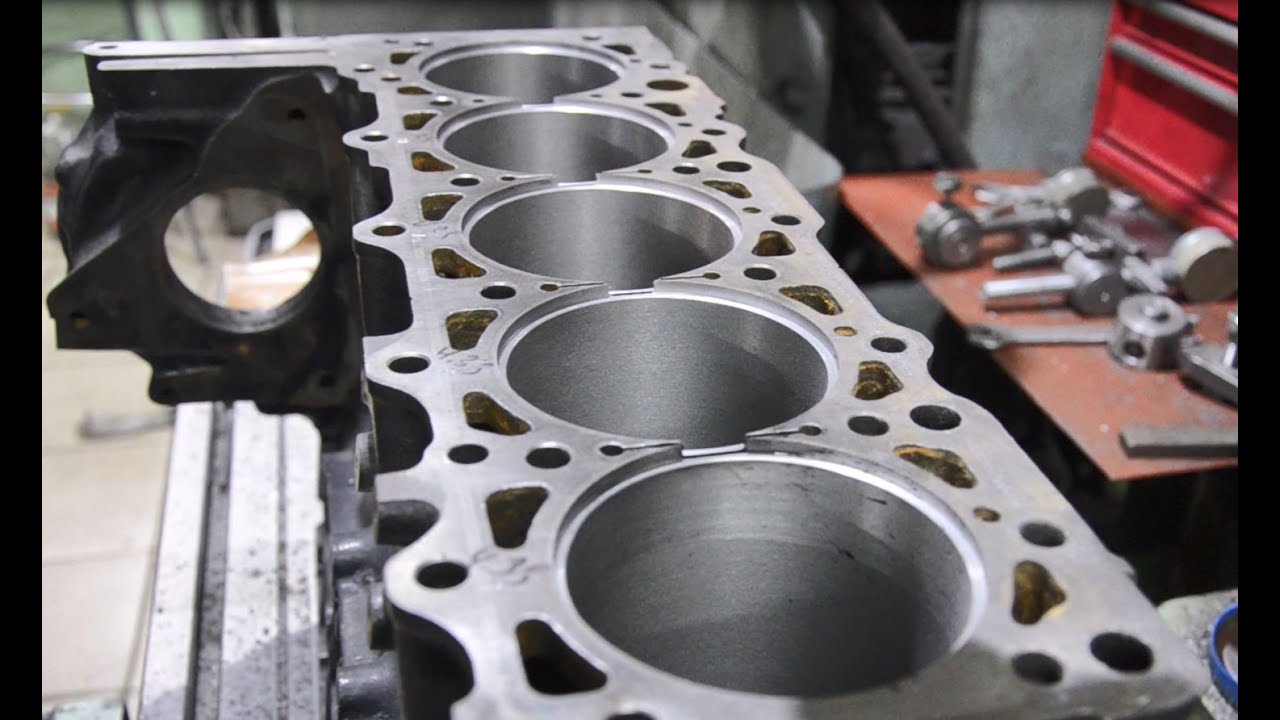
Алюминиевые блоки цилиндров, в которых с завода установлена стальная гильза, гильзовка происходит без удаления заводской гильзы. Посадочное место под новую гильзу растачивается в старой, а в полученное отверстие запрессовывается новая тонкостенная гильза.
Чугунный блок цилиндров, который не имеет штатной гильзы, подлежит гильзовке в том случае, если у мотора не осталось ремонтных размеров под расточку, или цилиндры имеют сильные механические повреждения.
Гильзовку блока с целью устранения проломов и трещин целесообразно производить в том случае, если трещина не доходит до плоскости головки блока. В противном случае — эффективность ремонта крайне мала. И в этом случае блок цилиндров придется заменить. Суть такого ремонта состоит в дополнительной герметизации посадки гильзы в блоке, чтобы предотвратить попадание охлаждающей жидкости в камеру сгорания, и картер двигателя.
АЛЮМИНИЕВЫЕ БЛОКИ ЦИЛИНДРОВ
С ПОКРЫТИЕМ НИКАСИЛ (NICASIL)
МЫ ГИЛЬЗУЕМ СТАЛЬНОЙ ГИЛЬЗОЙ
ДО РЕСУРСА ЗАВОДСКОГО ДВИГАТЕЛЯ
Это гальваническое покрытие, восстановление которого в нашей стране пока не налажено.
Когда заходит разговор о гильзовке двигателя, у клиентов часто возникает вопрос качества гильз, и ресурса отремонтированного двигателя.
МЫ ИСПОЛЬЗУЕМ ГИЛЬЗЫ ВЕДУЩИХ ПРОИЗВОДИТЕЛЕЙ —
MAHLEKOLBEN и KLBENSCHMIDT (ГЕРМАНИЯ)
Изготовить гильзу из качественного материала гораздо проще и экономически более целесообразно, чем блок цилиндров целиком, поэтому ведущие автопроизводители применяют технологию гильзования в производстве своих моторов, к которым предъявляются повышенные эксплуатационные требования.

Хотелось бы обратить внимание, что гильзовка блока цилиндров — это крайняя мера и производится в тех случаях, когда встает выбор между покупкой нового двигателя или восстановлением старого.
Зачастую эта операция дорогостоящая, и не предусмотрена заводом изготовителем двигателей. Перед тем, как решиться на гильзовку, необходимо оценить экономическую целесообразность такого ремонта.
После гильзовки блока рекомендуется производить шлифовку привалочной плоскости головки блока цилиндров, если это позволяют допуски завода производителя мотора.
Такая операция необходима для того, чтобы убрать выступание гильзы после подрезки резцом и устранить микронеровности плоскости блока цилиндров, возникшие в процессе эксплуатации мотора.
Гильзовка V-образных алюминиевых блоков — motor-masters.ru
Большинство производителей не предусматривают ремонт изношенных блоков цилиндров на своих автомобилях, задумка в общем-то не плохая ресурс двигателя равен ресурсу автомобиля, но реалии российской действительности таковы, что двигатели автомобилей даже премиальных брендов выходят из строя намного раньше общего износа автомобиля. При отсутствии ремонтных размеров поршневой группы единственным выходом, за исключением замены двигателя, является установка чугунных гильз. На все распространенные модели двигателей гильзы всегда в наличии на складе компании по доступным ценам.
При отсутствии ремонтных размеров поршневой группы единственным выходом, за исключением замены двигателя, является установка чугунных гильз. На все распространенные модели двигателей гильзы всегда в наличии на складе компании по доступным ценам.
Отличной альтернативой установки оригинальных поршней является приобретение поршневой группы производства Барнаул, при завидном качестве изготовления поршни имеют весьма демократичную цену.
Наиболее частые гости на участке гильзовки это Mercedes с двигателем семейства 272
LEXUS и TOYOTA с двигателями 1GR 2GR 3GR и недавно к ним присоединившийся 1VD-FTV от Lend-cruiser 200
Разнообразные Порше V-образные и оппозиты, турбовые и атмосферные.
и практически все BMW 4, 6, 8 и 12 цилиндров
В предварительно расточенный под гильзы алюминиевый блок от автомобиля Toyota устанавливаются охлажденные в жидком азоте гильзы. Только так можно обеспечить необходимый натяг 0.06 — 0.08 мм. После установки гильз и прогрева блока до комнатной температуры производится растачивание цилиндров с припуском на хонингование не менее 0.08 мм. Гильзовка алюминиевого блока Toyota Land Cruiser 1GR
Техно Крат
Гильзование БЛОКА
Стоимость гильз и работ по гильзованию
В процессе работы двигателя цилиндры изнашиваются, их внутренние поверхности покрываются неровностями, утрачивают идеальную форму. Для того, чтобы вернуть двигателю былую эффективность и экономичность, выполняют растачивание блока цилиндров.Однако со временем процедура требуется вновь. Но бесконечно растачивать цилиндры нельзя – их стенки когда-нибудь истончатся до недопустимой величины, да и поршней необходимого диаметра просто нет в природе. Те моторы, у которых уже закончился ремонтный ресурс, очень часто пробуют восстановить с помощью метода гильзования.
Для того, чтобы вернуть двигателю былую эффективность и экономичность, выполняют растачивание блока цилиндров.Однако со временем процедура требуется вновь. Но бесконечно растачивать цилиндры нельзя – их стенки когда-нибудь истончатся до недопустимой величины, да и поршней необходимого диаметра просто нет в природе. Те моторы, у которых уже закончился ремонтный ресурс, очень часто пробуют восстановить с помощью метода гильзования.
Гильзование (гильзовка) — двигателя является альтернативой обычному растачиванию, имея перед ним преимущество: блок цилиндров растачивается лишь один раз. Далее в него вставляются гильзы, играющие роль сменных стенок цилиндров. Поэтому сам блок не изнашивается, а отработавшие гильзы периодически заменяются.
Благодаря методу гильзования ремонт обходится намного дешевле, чем покупка нового двигателя.
Для восстановления двигателя с чугунным блоком используют гильзы из износостойких легированных чугунов, а цельно-алюминиевые блоки восстанавливают при помощи специальных гильз — с большим содержанием кремния (20-27%).
В цельно-алюминиевые блоки также помещаются и чугунные гильзы. Благодаря этому обеспечивается хороший результат, и так намного дешевле.
Главным образом, технологические методы ремонта блоков из разных материалов одинаковы, и различаются только в деталях.
Напомним, что ремонт гильз цилиндров не обязательно должен проводиться с заменой всех гильз. Для этого существует диагностика гильз цилиндров при помощи нутромера, после которой и принимается решение о замене гильз.
Способы настройки разделяют гильзы на «сухие» и «мокрые» типы:
-
Гильзы «мокрого» типа омываются в охлаждающей жидкости, поэтому способны вставляться, а также удаляться из блока вручную.
-
«Сухие», как правило, не взаимосвязаны с охлаждающей жидкостью и находятся в блоке, благодаря силе трения.
 Они устанавливаются термическим способом, или сжимаются «на холодную». Процесс замены сложен, и требует применения оборудования и участия специалистов. Об этом мы и поговорим далее.
Они устанавливаются термическим способом, или сжимаются «на холодную». Процесс замены сложен, и требует применения оборудования и участия специалистов. Об этом мы и поговорим далее.
Этапы гильзования двигателя:
Расточка
Реконструкция блока начинается с расточки потертых цилиндров под гильзы. Ресурс реконструируемого двигателя зависит от качества данного процесса.
Во время растачивания блока необходимо добиться не только нужного размера, но также правильной геометрии и определенной степени чистоты поверхности гнезд, в противном случае образовавшиеся во время обработки искривления цилиндрической формы после гильзования передаются гильзе, со всеми вытекающими отсюда последствиями…
Гильзование
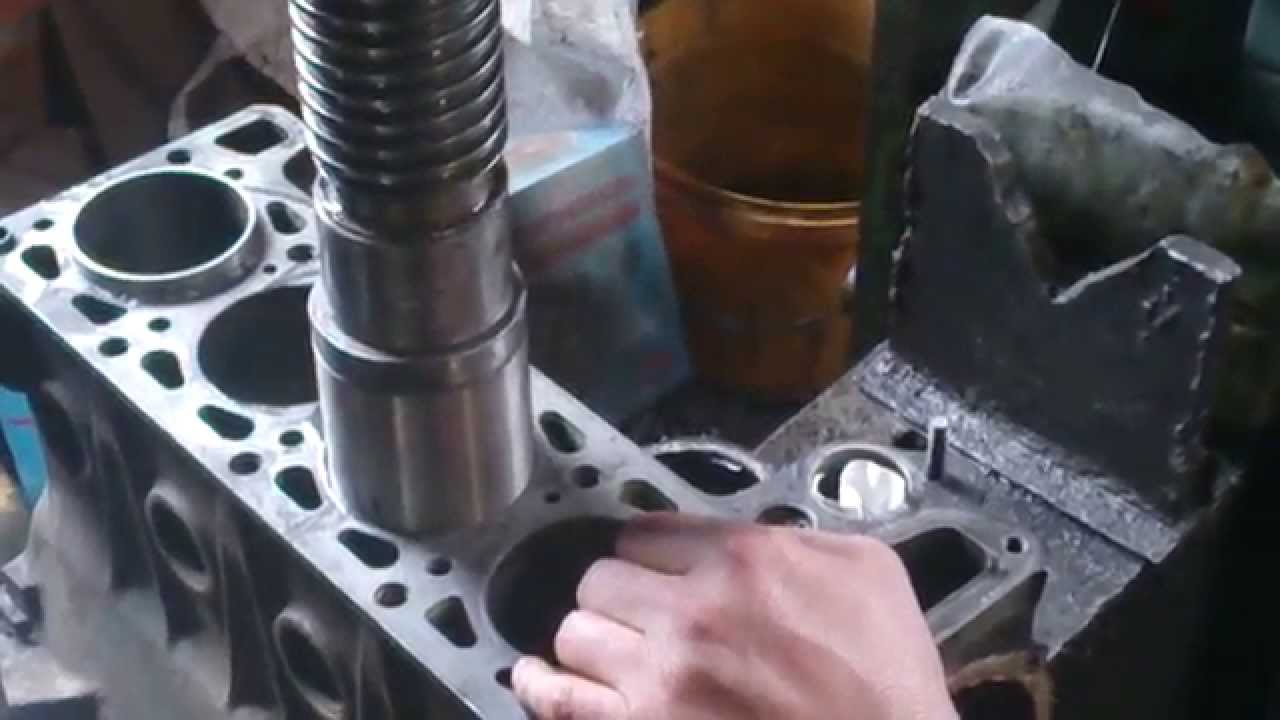
Различают два метода сборки «сухих» гильз в блоке. Это проведение предварительной термообработки и запрессовка «на холодную».
В первой ситуации гильзу помещают с натягом от 50 до 80 мкм, таким образом, обеспечивается различие температур деталей. Для этого блок нагревают пламенем газовой горелки до 180. Спустя 15-20 минут, после того, как тепло в блоке распределилось равномерно, устанавливают охлажденные в жидком азоте гильзы. После того, как температура блока и гильз сравнялась, гильзы крепко схватываются с блоком. Гильзу необходимо устанавливать на место аккуратно, но очень быстро, т.к. во время паузы она способна на полпути прихватиться к блоку, и в этом случае ее придется растачивать.
Хонингование
После установки гильзы растачивают под размеры поршней. Затем хонингуют на специальном станке, достигая желаемого диаметра цилиндров с качественной внутренней поверхностью. Также при хонинговании гильзам придается специальный профиль — сетка рисунка, глубиной 0,01 мм, прорезанная в рабочей поверхности и нанесенная под углом 20-60. Сетка нужна для того, чтобы масляная пленка лучше держалась на поверхности цилиндра, благодаря этому сокращается трение в паре поршень-цилиндр.
Сетка нужна для того, чтобы масляная пленка лучше держалась на поверхности цилиндра, благодаря этому сокращается трение в паре поршень-цилиндр.
Крацевание
Заканчивает обработку гильзы крацевание – эта процедура, во время которой с канавок хонинговочной сетки удаляются острые кромки, выпирающие внутрь гильзы. Операция крацевания происходит с помощью нейлоновых щеток, в состав которых входит карбид кремния. При этом диаметр цилиндра увеличивается на 2 микрона, и не более.
Критерии выбора «правильной» гильзы
-
Внешняя поверхность гильзы обязана быть отшлифована до 8 — 10 класса чистоты поверхности.
-
Конусность и эллипсность гильзы не выходят за границы 0,02 мм, разность толщины стенок составляет 0,01 мм, и не более.
-
Готовые гильзы выбирают так, чтобы припуск диаметра на дальнейшую расточку под поршень находился в пределах от 0,3 до 0,5 мм, а также минимальная толщина стенки после запрессовки и расточки была не меньше, чем 1,5 мм.
Точность и аккуратность проведения всех этапов гильзования обеспечат двигателю Вашего автомобиля бесперебойную работу на долгий срок.
Изготовить или подобрать гильзы для ЛЮБОГО двигателя (в т.ч.грузовых автомобилей), КАЧЕСТВЕННО расточить и загильзовать блок Вам поможет ТЕХНОКРАТ
Стоимость гильз и работ по гильзованию
Точную стоимость и сроки изготовления гильз для вашего двигателя, а также стоимость работ по гильзованию вы можете узнать по нашему телефону
+7 (913) 562-10-06. Звоните!
Обратно в перечень наших услуг
Установка алюминиевых гильз и гильз из серого чугуна в блок цилиндров
Данный раздел описывает, каким образом сухие гильзы из серого чугуна могут быть встроены в блоки цилиндров из серого чугуна, соотв., каким образом они могут быть заменены. Здесь имеются некоторые различия с последующими главами, в которых идёт речь об установке алюминиевых гильз или гильз из серого чугуна в алюминиевые блоки цилиндров.
У блоков цилиндров из серого чугуна применяются, в основном, два вида сухих гильз. При первом исполнении речь идёт о так называемых Slip-fitгильзах, при втором — о Press-fit-гильзах. Иначе, чем у алюминиевых блоков цилиндров, изготовитель двигателей предусмотрел с самого начала возможность ремонта путём замены гильзы. Оба вида гильз имеются как запасные части у изготовителя двигателей, а также на свободном рынке запасных частей.
Уже само название даёт понятие о виде и способе монтажа данных гильз. Конструкция одинакова у обоих видов гильз. Оба исполнения имеют наружный диаметр гильзы, изготовленный в размер, а также часто буртик в зоне плоскости разъёма блока цилиндров. Единственное отличие — кроме размеров — состоит в том, что у Press-fit-гильз рабочие поверхности цилиндров должны после запрессовки окончательно обрабатываться (хонинговаться), в то время как Slip-fit-гильзы уже окончательно обработаны и хонингованы.
Преимущества обоих типов конструкций состоят в том, что блок цилиндров можно путём установки новых гильз ремонтировать вновь и вновь. При Slipfit-гильзах это может быть произведено даже любым механиком в мастерской, без привлечения станков.
Изображение 1 |
Slip-fit-гильзы
Данные гильзы имеют по сравнению с основным отверстием незначительно меньший диаметр. Благодаря имеющемуся монтажному зазору величиной от =0,01 до 0,03 мм данные гильзы можно монтировать и демонтировать от руки без большого усилия. При данной конструкции буртик гильзы абсолютно необходим, для того чтобы в ходе работы двигателя удерживать гильзу в предусмотренном положении внутри блока цилиндров. При монтаже и затяжке болтов головки блока цилиндров буртик гильзы при прижиме уплотнения головки блока цилиндров зажимается в блоке цилиндров и фиксируется в осевом направлении. Недостатком Slipfit-гильз является малый зазор между гильзой цилиндра и основным отверстием гильзы и, тем самым, несколько худшая теплопроводность между гильзой и блоком цилиндров.
Press-fit-гильзы
Press-fit-гильзы имеют по сравнению с основным отверстием под гильзу несколько больший наружный диаметр. Из-за перекрытия размеров в = 0,03 — 0,08 мм (в зависимости от диаметра гильзы) они должны с помощью пресса запрессовываться в блок цилиндров. Из-за прикладываемого усилия запрессовки и напряжения запрессовки в блоке цилиндров гильзы при монтаже могут слегка деформироваться, соотв., стать некруглыми. Для учёта этого гильзы в состоянии поставки вначале имеют ещё на 1 мм меньший внутренний диаметр (Semi-finished) и должны быть после запрессовки обработаны заключительным растачиванием ихонингованием в окончательный размер. Поскольку данный тип гильз получает в блоке цилиндров прессовую посадку, то буртик гильзы для её фиксации в блоке цилиндров у некоторых конструкций блоков не является необходимым, соотв., не предусмотрен.
Для Press-fit-гильз с буртиком, однако, рекомендуется этот буртик оставлять. Особенно в критических эксплуатационных ситуациях, если дело доходит до заклинивания поршня в цилиндре, поверхностного запрессовывания по наружному диаметру гильзы часто недостаёт для поддержания её в определённой позиции. С помощью фрикционного замыкания поршня при заклинивании гильза затягивается вниз и буквально перемалывается щёками кривошипа коленчатого вала.
С помощью фрикционного замыкания поршня при заклинивании гильза затягивается вниз и буквально перемалывается щёками кривошипа коленчатого вала.
Установка гильз в алюминиевых блоках цилиндров
Гильзы из серого чугуна имеют по сравнению с алюминием блока цилиндров меньшее удельное температурное расширение. При эксплуатации гильзы из серого чугуна растянутся примерно только вполовину меньше, чем окружающий алюминиевый блок цилиндров. По этой причине натяг (прессовая посадка) в алюминиевом блоке цилиндров должен быть больше, чем в блоке цилиндров из серого чугуна. Из-за большего натяга и меньшей прочности алюминиевого блока цилиндров гильзы
из серого чугуна нельзя запрессовывать. Требуемое давление запрессовки при определённых условиях разрушило бы блок цилиндров.
Алюминиевые гильзы, хотя и имеют одинаковый коэффициент температурного расширения с алюминиевым блоком цилиндров, однако из-за их меньшей прочности могут быть при запрессовке деформированы или разрушены. Алюминиевые гильзы, к тому же, из-за необходимой поверхностной запрессовки сразу же заклинило бы в основном отверстии. Необходимое давление запрессовки резко увеличилось бы, и гильза, а также блок цилиндров, были бы разрушены.
Изображение 1 |
Внимание!
Если в алюминиевом блоке цилиндров устанавливаются ремонтные гильзы из алюминия или серого чугуна, то они должны быть принципиально установлены горячей посадкой.
Исполнения Slip-fit-гильз, как они часто применяются в блоках цилиндров из серого чугуна, по соображениям прочности вообще невозможно реализовать в алюминиевых блоках цилиндров Запрессовка гильз из серого чугуна и алюминия в алюминиевые блоки цилиндров невозможна в принципе.
Формообразование посадки гильзы в алюминиевых блоках цилиндров.
При осуществлении посадки гильзы в алюминиевом блоке цилиндров имеются две различные возможности формообразования. Они представлены на нижеследующих изображениях. Буртик гильзы, удерживающий гильзу механически, в алюминиевых цилиндрах не обязателен, соотв., возможен не при любой конструкции. Благодаря большому перекрытию размеров между гильзой и основным отверстием гильзы сидят прочно в основном отверстии и без буртика. Основное преимущество буртика гильзы — точно определяемый упор гильзы при процессе горячей запрессовки. Поскольку данный процесс должен происходить быстро, не остаётся времени на выверку гильзы в основном отверстии. Гильза должна быть введена одним приёмом. Точно определяемый упор в форме буртика или глухого отверстия здесь необходим. Основное отверстие для гильзы цилиндра с буртиком представлено на изображении 2.
Из-за становящихся всё меньше и меньше расстояний между цилиндрами и очень узких перемычек между двумя соседними цилиндрами конструктивно остаётся мало места для введения гильзы. Буртик гильзы в зоне уплотняемой поверхности обостряет дополнительно проблематику установки. Исполнение с буртиком рекомендуется поэтому, в основном, для блоков цилиндров с неотливаемыми совместно трубами цилиндров, соотв., для блоков перемычки которых достаточно широки для реализации буртика.
То, что можно обойтись и без буртика, показано на изображении 3. Для того, чтобы придать гильзе точно определённое положение в блоке цилиндров при горячей посадке, а также при эксплуатации, основное отверстие не достигает конца рабочей поверхности. Образующийся уступ (кромка на рабочей поверхности ) служит здесь упором, который берёт на себя функцию отсутствующего буртика гильзы. Побочный эффект данного исполнения — экономия времени, поскольку отпадает изготовление буртика, соотв., посадки буртика. По причине возникающих проблем из-за того, что расстояния между цилиндрами становятся меньше, здесь может идти речь об исполнении, которое будет всё шире применяться в будущем.
Изображение 2
Изображение 3
Гильзовка и хонингование блока цилиндра компрессора
Гильзовка и хонингование блока цилиндра компрессора в Нижнем Новгороде
Гильза цилиндра является составной частью блока. Это — снимающаяся металлическая вставка, в которой расположен поршень. Рабочий объем двигателя определяется объемом этой детали.
Периодически ее нужно ремонтировать, как и любую другую механическую составляющую двигателя. Ремонт этой детали – гильзование — процесс достаточно сложный и требует опыта и специальных знаний. Гильзовка, расточка или хонингование выполняются на специальном оборудовании в ремонтных мастерских. Этот вид работ выполняется тогда, когда цилиндры изношены настолько, что превышены все предусмотренные производителем ремонтные размеры, или изготовитель сам рекомендует выполнить такой ремонт.
Ремонтировать эту составляющую двигателя нужно в сроки, прописанные производителем, или тогда, когда у автомобиля большой пробег и износ. Чтобы правильно определить сроки ремонта, нужно знать марку и модель автомобиля, иметь данные о стандартном пробеге.
Гильзовка блока делается следующим образом:
- Для блоков цилиндров из чугуна используются чугунные гильзы
- Для алюминиевых блоков – мы также используем чугунные гильзы
Этапы работы по гильзовке блоков:
Сначала растачиваются цилиндры, эту работу должны проводить специалисты, так как должна быть четко соблюдена геометрия гнезд под гильзы. Если эти правила не будут соблюдены, то эллипс цилиндра передастся гильзе, поршень начнет работать неправильно, что повлечет за собой достаточно много неприятностей. Сама гильзовка блока цилиндров (гильзовка алюминиевых блоков) начинается после того, как сделана расточка под необходимый размер с соответствующей шероховатостью стенок цилиндра для лучшей теплоотдачи. Существует метод горячего гильзования, который основывается на учете разницы температур блока и гильзы. Гильзу монтируют в цилиндр блока, предварительно обработав раствором и охладив в жидком азоте. Блок нагреваем до 150 С.
При грамотном и правильном подходе после гильзования блока двигатель вашего авто прослужит еще многие годы.
Хонингование цилиндров – завершающий этап капитального ремонта двигателя автомобиля, им завершается расточка гильз цилиндров. Цель проведения данной операции – уменьшение шероховатости поверхности гильз после расточки. Благодаря хонингованию существенно продляется срок службы мотора до следующего капремонта.
Телефон: +7(904)915-50-32Пожалуйста, скажите, что узнали номер на СКИДКОМ
Показать телефонРемонт алюминиевых блоков цилиндров — СВАП Автосервис AVTOHELP в Новосибирске
Ремонт алюминиевых блоков цилиндров не такая простая задача, как может многим показаться на первый взгляд. Подобные манипуляции невозможно выполнить самостоятельно без профессиональной помощи и специального оборудования. Только специалисты способны провести ремонтные операции на высоком качественном уровне и восстановить работоспособность двигателя.
Многие автолюбители задаются вопросом: зачем изготавливать блоки из алюминия, ведь есть проверенный годами чугун? Технология использования чугуна прошла проверку не на одной сотне миллионов моторов. Зачем изобретать велосипед?
Многие считают, что ремонт алюминиевых блоков цилиндров невозможен в принципе. На самом деле технология ремонта подобных блоков уже отработана и испробована на многих двигателях. Наши специалисты обладают широким опытом работы в ремонте алюминиевых блоков цилиндров и успешно справятся с задачей. В последнее время всё чаще обращаются владельцы Porsche Cayenne, где используются двигатели с алюминиевыми блоками цилиндров.
Преимущества использования алюминиевых блоков цилиндров
Использовать алюминиевые блоки цилиндров многие автопроизводители начали непросто ради моды или собственной прихоти. Если сравнивать с чугунными силовыми установками, то алюминиевый блок цилиндров обладает рядом преимуществ.
Начало 90-х в автомобилестроении ознаменовалось установкой моторов с алюминиевыми цилиндрами на престижные серии БМВ. Силовой агрегат получился мощным, но намного легче чем чугунные аналоги.
Вторым немаловажным преимуществом алюминиевых цилиндров является одинаковый материал с поршнями. Уровень шума мотора при работе существенно уменьшился. Работа его стала более ровной.
Третьим преимуществом моторов подобного типа является, то что тепло по алюминию распространяется намного быстрее чугунного материала. Силовая установка оперативно разогревается и набирает оптимальную температуру. Двигатель зимой нужно меньше прогревать. За счёт особенностей алюминиевого материала тепловая энергия равномерно распределяется по мотору.
Преимущества силового агрегата с алюминиевыми блоками цилиндров:
1.Небольшой вес мотора.
2.Меньший уровень шума и вибрации.
3.Высокий уровень теплопроводности.
Малый вес двигателя приводит к снижению расхода топлива. Подобные моторы в меньшей степени нагреваются даже при интенсивных нагрузках. Многие спортивные автомобили премиум класса оснащают подобными моторами и получаются в конечном итоге прекрасные результаты.
Как создавалась технология?
Создание технологии использования блоков цилиндра из алюминия требовала массы опытов удачных и неудачных. Первоначальное использование алюминиевых цилиндров и поршня провоцировало заклинивание механизма.
Податливый металл от интенсивной работы начинало прихватывать и поэтому часто механизм начинало клинить. Поэтому было принято решение, что одна поверхность должна быть полностью выполнена из алюминия, а вторая поверхность из прочного сплава.
Поршень был покрыт специальным сплавом стали для усиления прочности поверхности. Поверхность цилиндров оставили алюминиевой. Подобный вариант сработал и начал активно использоваться на моторах различных компаний.
Потом возникла другая проблема. С течением времени на поверхности цилиндров алюминиевый материал быстро начинал стираться. Приняли решение создавать поверхность цилиндров с использованием силумина с высоким содержанием кремния.
Материал очень твёрдый и устойчивый к износу. Использовать с подобными цилиндрами смогли только лишь кольца, покрытые хромом. Хром устойчив к износу при взаимодействии с кремнием.
Конечно, подобные технологии не могут являться панацеей и поэтому рано или поздно на поверхности блоков из алюминия появлялись задиры, которые требовали капитального ремонта мотора.
Поэтому не стоит верить, что алюминиевые моторы одноразовые, ведь наши специалисты на протяжении длительного времени доказывают обратное. Силовым агрегатам подобного типа можно вернуть прежний уровень работоспособности.
Особенности ремонта алюминиевых блоков цилиндров
Ремонт алюминиевых блоков цилиндров схож с ремонтом традиционных чугунных конструкций. Выполняется расточка цилиндра под поршни ремонтного размера или выполняется установка гильзы и применяются традиционные для мотора поршни.
1.Гильзовка алюминиевой гильзой.
Наиболее часто применяются алюминиевые гильзы. В данном случае блок нагревается до оптимальной температуры, а гильза наоборот охлаждается с помощью использования азота.
Разница в температурах обнаруживает некоторый зазор между элементами. Гильза помещается до основания. Технология требует использования специального оборудования и выполняется настоящими специалистами.
2.Гильзовка чугунной гильзой.
Чугунные гильзы отличаются меньшей стоимостью, чем аналогичные алюминиевые. Блок снова разогревается до оптимальной температуры, а гильза снова охлаждается. Если всё выполнено, верно согласно технологии, то гильза устанавливается без проблем и дефектов.
Многие производители специально вводят в заблуждение покупателей, что подобные двигатели невозможно ремонтировать. Конечно, им выгоднее продать новый автомобиль. На самом деле подобные силовые агрегаты прекрасно ремонтируются и ещё смогут порадовать своих владельцев отличной динамикой и высокой скоростью.
Примеры гильзовки цилиндров, капитальные ремонты двигателей:
Ремонт Porsche Cayenne
Гильзовка цилиндров для Porsche Cayenne.
Капитальный ремонт двигателя Фольксваген Туарег
Инфинити, капиталка двигателя.
Скучная правда У всех есть идеи по поводу обработки отверстий цилиндров; сильные идеи
Вау. Мало ли мы знали, какую бурю мы начнем с, казалось бы, безобидного упоминания об альтернативных методах обработки цилиндров двигателя из алюминия в выпуске материалов за сентябрь прошлого года (см. WAW — сентябрь 1998 г., стр. 61).
Было много писем и звонков, в которых указывалось, что мы сокрыли наши факты относительно процесса лечения Никасилом — и мы исправим этот вопрос напрямую.Но некоторые просто использовали эту ошибку как предлог, чтобы изложить свое мнение — часто громогласно — о том, какие стратегии нанесения покрытия на внутреннюю поверхность цилиндров действительно следует использовать в отрасли.
Нам не нужно бить по голове, чтобы распознать противоречие, поэтому в течение последних нескольких месяцев мы разговаривали с многочисленными поставщиками и источниками оригинального оборудования, чтобы разработать обзор вариантов обработки отверстий цилиндров алюминиевых двигателей, используемых во всей отрасли. — и передать поразительную поляризацию мнений по этому поводу.
Большинство источников были рады подробно обсудить свои убеждения — при условии, что они не будут называться, что подчеркивает скрытую политическую природу этой, казалось бы, невинной темы. Поставщики не хотят раздражать клиентов, источники OEM не хотят открыто разжигать и без того спорные философские баталии в своих группах силовых агрегатов.
Обработка всех отверстий цилиндров, черт возьми.
Во-первых, почему? В связи с постоянной необходимостью снизить вес легковых автомобилей, преобразование тяжелой массы блоков цилиндров из традиционного чугуна в алюминий является безошибочным методом для существенного снижения веса в снаряженном состоянии; алюминиевые блоки цилиндров могут весить на 40-50% меньше, чем аналогичные чугунные блоки.А превосходная теплопроводность алюминия часто позволяет использовать системы охлаждения меньшей мощности.
«Я сомневаюсь, что в ближайшем будущем появится очень много новых программ двигателей для легковых автомобилей, в которых не будет указываться алюминиевый блок», — утверждает один источник в литейной промышленности. «И, вероятно, не слишком много (легких) грузовых двигателей».
Но алюминий по своей сути является «мягким» металлом, и отверстия цилиндров блока цилиндров, изготовленных исключительно из алюминия, долго не выдержат постоянного шлифовального трения поршней и поршневых колец, скребущих вверх и вниз по поверхности отверстия.Большинство алюминиевых блоков цилиндров фактически изготовлено из сплава с высоким содержанием алюминия, который содержит другие металлы, в первую очередь кремний. Это помогает, но одного этого недостаточно.
«Это довольно просто», — говорит один из инженеров по трансмиссии OEM. «Вам не нужен контакт алюминия с алюминием. У вас должно быть отверстие с высокой износостойкостью, а у алюминия плохие характеристики износа».
Таким образом, основная причина, по которой отверстия цилиндров не могут быть алюминиевыми. Как только согласовано, что канал ствола должен быть защищен, возникает вопрос: «Как?» Затем в уравнение должны быть включены другие факторы, такие как стоимость, производственные последствия и требования к производительности.Вот тут-то «фракции», занимающиеся обработкой отверстий цилиндров, начинают копаться в пятках.
Методы
В целом, существует два способа защиты отверстий цилиндров двигателя из алюминия: либо установить железные гильзы, либо найти способ сделать поверхности отверстий более износостойкими, обычно с помощью какого-либо покрытия или обработки алюминия. Некоторые подходы используют довольно экзотические и сложные процессы для достижения этой цели.
Iron Liners: полезный инфилдер
Установка чугунных гильз — или «гильз» — приравнивается к тому, что можно назвать отраслевым «по умолчанию» решением проблемы обработки внутреннего диаметра цилиндра.Железные футеровки имеют множество преимуществ:
n Это, наверное, самый недорогой метод.
n Они восхитительно долговечны.
n Их легко и недорого интегрировать в производственный процесс.
Дешево и прочно — два слова, которые дорога в отрасли, не так ли?
Ну есть проблемы с гильзами железа.
Втыкание железа в ваш модный новый алюминиевый двигатель, очевидно, сводит на нет часть того, что вы пытаетесь сделать.Железо тяжелое — поэтому вы перешли на алюминий!
Возможно, что более важно, железные вкладыши занимают место. Обычная железная футеровка имеет толщину примерно 3 мм. Умножьте это на количество цилиндров, с которыми вы имеете дело, и двигатель начнет расти; между каждым цилиндром должно быть определенное количество «лямок» блока, чтобы обеспечить конструкцию, поэтому пространство, необходимое для гильз, не всегда можно просто вырезать из пространства между каждым цилиндром.
До сих пор это не было большой проблемой в США.S. Один иностранный поставщик отливок, который просит анонимно, потому что он ухаживает за внутренним бизнесом, объясняет: «В США у вас есть« роскошь »- рабочий объем двигателя. Двигатели большие, поэтому нет особой необходимости использовать современные методы (обработки отверстий). Автомобильные компании здесь всегда думают в первую очередь о стоимости и больших объемах ».
Акцент в этом источнике на слове «современный» неизбежно резкий.
W. Грегори Вуэст, вице-президент по исследованиям и разработкам в Sulzer-Metco, нью-йоркской компании, поддерживающей технологию распыления покрытия цилиндров, соглашается, отмечая, что двигатели в Европе и Японии должны быть по своей природе меньше и более энергоемкими из-за цен на топливо такие высокие.«В японских двигателях, например, нет места для гильзы. Они управляются (другими методами) этим фактором».
Г-н Вуэст отмечает, что покрытия, наносимые распылением, обычно могут наноситься толщиной не более 100 микрон — одна тридцатая пространства, необходимого для каждого 3-миллиметрового железного покрытия.
Чугунные футеровки обычно заливаются в блок по мере его формирования. General Motors Corp. применяет этот метод со своими 6- и 8-цилиндровыми двигателями Premium. Двигатели OHC. Сатурн просто вдавливает вкладыши. Ford Motor Co.для его полностью алюминиевых восьмицилиндровых двигателей Intech нагревает блок и вдавливает гильзы; когда блок остывает, он «сжимается» вокруг железных гильз.
Однако железо и алюминий обладают разными тепловыми свойствами, что может вызвать проблемы. А алюминиевые блоки и железные футеровки не соединяются полностью, независимо от метода соединения. Это оставляет зазоры между гильзой и стенкой цилиндра. Проблемы сцепления и увеличения веса можно улучшить, используя алюминиевые втулки вместо чугуна — DaimlerChrysler AG любит алюминиевые втулки для 4-цилиндрового двигателя Chrysler.и новые двигатели V-6 — но алюминиевые гильзы трудно отлить прямо в блок.
Если в блок отливают футеровку, как в методе GM, возникает проблема утилизации. Если весь двигатель построен, только тогда для обнаружения дефектов железные гильзы должны быть вырваны и бесполезны.
«У нас относительно высокие затраты на металлолом», — признает один инженер по силовым агрегатам.
Покрытия: вы платите деньги, вы рискуете
Эта история родилась, когда мы впервые рассказали о бедах BMW AG с помощью Nikasil.Итак, давайте рассмотрим конкурирующие процессы нанесения покрытия на цилиндры.
n Nikasil: алюминиевый двигатель погружают в электролитическую «ванну» из свободно плавающего никеля, кремния и прочего мусора. Электролитическое действие заставляет эти стойкие вещества прилипать к алюминиевым поверхностям.
«Он действительно очень хорошо работает во многих приложениях», — философски признает один инженер, стоящий за металлическими футеровками. Но главные недостатки Никасила серьезны.
Во-первых, говорит Ахим Сач из VAW Motor GmbH, части группы VAW, связанной с мексиканским литейным гигантом Cifunsa SA: «Никто больше не хочет, чтобы никель был на заводах.«Кроме того, как отмечалось в сентябре, высокосернистое топливо разъедает покрытие, что в конечном итоге делает его бесполезным. Результат: сломанный двигатель. А у Nikasil есть проблемы с пропускной способностью: блок необходимо трудоемко« замаскировать », прежде чем он начнет сниматься. ванну Никасил, так что частицы прилипают только к поверхности отверстия. И блок должен пропитаться более часа, утверждают некоторые скептически настроенные источники. Никасил, кажется, на салазках по этим причинам. BMW отказалась от процесса. Jaguar Cars Хотя Ferrari SpA все еще нравится.
n Alusil: Блок двигателя изготовлен из алюминиевого сплава с высоким содержанием кремния. Блок подвергается первичной механической обработке, затем, как и Никасил, погружается в кислотную ванну, которая вытравливает алюминий с поверхностей отверстия, обнажая износостойкий силикон.
Однако снова возникают серьезные проблемы. По словам г-на Саха, блоки Alusil должны производиться медленно, при низком давлении, а сам оригинальный сплав стоит дороже. Он считает, что «Алусил» хорош для небольших объемов, когда стоимость и скорость производства не являются приоритетом.
СтоимостьAlusil может быть приемлемой даже для массовых автомобилей, но один иностранный инженер-производитель автомобилей настаивает: «Срок службы неприемлем для крупносерийных линий. Мы никогда не будем рассматривать этот процесс».
n Lokasil: Lokasil, в значительной степени продвигаемый литьем-kahuna Kolbenschimdt Pierburg AG, представляет собой «жертвенную» прокладку канала ствола, состоящую из силиконовых волокон в связке, которая при вставке в блочную форму сжигает волокна, оставляя поверхность с высоким содержанием кремния прямо в каналах ствола.
Процесс Lokasil очень эффективен. Но это также трудоемко — требуется медленная отливка — и дорого. В настоящее время единственным заказчиком этого процесса Колбеншмидта является Porsche AG.
n Наконец, есть напыление — термическое или плазменное — и лазерное травление. Нанесение покрытий методом термического и плазменного напыления уже давно не используется; Компания Sulzer Metco считает, что со временем она может стать главной силой в индустрии покрытий отверстий. В одном способе нанесения покрытия распылением проволока, состоящая из материала, которым вы хотите покрыть поверхность отверстия, нагревается, и образующиеся «капли» по существу контролируемым образом выдуваются на поверхность отверстия.
Более того, покрытие отверстия в порошковой форме можно нагреть и вдувать в цилиндр, где оно прилипает к поверхности отверстия. Кстати, права на порошковые материалы принадлежат компании Ford.
Но г-н Вуэст из Sulzer-Metco открыто заявляет о недостатках процесса, в частности о методе высокоскоростного кислородного топлива (HVOF), над которым GM, по его словам, «работает в течение многих лет, но они никогда не доводили его до производство.» Проблема с HVOL — это тепловые нагрузки, передаваемые на блок.Один OEM-инженер, выступающий против нанесения покрытия распылением, говорит: «Это то, о чем редко говорят промоутеры нанесения покрытий. Вы должны довести блоки до довольно высокой температуры. Это непросто; для этого нужны большие инвестиции. делать все это, накачивать нагретую охлаждающую жидкость и все такое. Чтобы начать этот процесс, требуются большие вложения ».
Но нанесение покрытий привлекательно: нет железных футеровок, занимающих много места, широкий выбор материалов для покрытия — они обеспечивают прочность, подобную железу, и «очень естественную» трибологическую поверхность.
Но г-н Вуэст говорит, что в настоящее время против нанесения покрытия распылением препятствуют два аспекта. «Судя по тому, что я видел, это стоимость — и тот факт, что это относительно новая технология», — признает он. В отрасли существует множество разногласий по поводу истинной стоимости нанесения покрытия распылением, но г-н Вуэст откровенен со своими цифрами: он считает, что железные футеровки стоят от 1,50 до 2 долларов за отверстие; Плазменное покрытие, вероятно, колеблется от 3 до 5 долларов за канал.
Между тем, цена Nikasil составляет от 5 до 10 долларов за ствол, причем стоимость в значительной степени зависит от объема.Алусил и Локасил стоят еще дороже.
Г-н Зах изVAW твердо уверен, что лазерное травление, при котором порошок алюминия / кремния подается в лазер, который «вытравливает» материал на поверхности отверстия, является многообещающей технологией. «Мы очень уверены в этом на будущее», — заявляет он, особенно в отношении краткосрочных высокопроизводительных приложений, таких как двигатели с прямым впрыском.
Наконец, один отечественный OEM-инженер предлагает радикальный компромисс: «Мое предложение о новом семействе алюминиевых двигателей будет иметь алюминиевые мокрые гильзы», — сообщает источник.«Мокрые» гильзы, вокруг которых циркулирует охлаждающая жидкость, могут быть покрыты распылением или другим способом, а затем просто опущены в блок — возможно, при этом весь узел поршень / шатун уже согласован с гильзой.
«Я думаю, что люди боятся мокрых футеровок, потому что конструкция получила определенную плохую репутацию. Обработка мокрых футеровок была проблемой, но это было 20 лет назад. А с отдельными алюминиевыми футеровками любой тип обработки может быть проще. Использование мокрых лайнеров — не утраченное искусство.«
Это может быть правдой. Еще в 1994 году GM все еще использовала мокрые гильзы — и для мощного двигателя Corvette ZR-1 V-8 мощностью 405 л.с.
Мокрые лайнеры могут иметь плохую репутацию, но это разумное предложение. Тот, который может внести пацифизм в эту «скучную» битву.
новых алюминиевых сплавов для гильз цилиндров на JSTOR
РефератХорошо зарекомендовавший себя материал гильз цилиндров для алюминиевых блоков цилиндров — Silitec ™ (Dispal S260).Этот заэвтектический сплав алюминия и кремния, спрессованный распылением, отливается в алюминиевые блоки цилиндров с использованием процесса литья под высоким давлением (HPDC). Silitec ™ хорошо подходит для процесса HPDC, поскольку тепловая энергия расплавленного алюминия быстро удаляется через металлическую головку. Другие процессы литья, такие как песок, полупостоянная форма и литье под низким давлением, имеют более длительное время затвердевания, что приводит к передаче дополнительной тепловой энергии алюминиевым вкладышам. Эта дополнительная энергия может привести к локальному плавлению и деформации футеровки.Таким образом, чтобы использовать алюминиевые гильзы цилиндров в процессах литья, отличных от HPDC, возникает необходимость в разработке сплавов, более устойчивых к остаточному теплу в процессе литья. Помимо улучшения термических характеристик для повышения технологичности, производителям двигателей также необходимы улучшенные механические свойства, чтобы выдерживать возрастающее давление сгорания двигателей новой конструкции. Такое более высокое давление в двигателе увеличивает нагрузку на гильзу, требуя сплавов с более высокой прочностью и жесткостью.В этом документе описывается недавняя работа компании PEAK Werkstoff GmbH в Фельберте, Германия, по разработке новых алюминиевых сплавов для удовлетворения потребностей различных процессов литья и повышения мощности двигателя. В него будут включены свойства недавно разработанных сплавов Dispal и рекомендации по их применению.
Информация для издателяSAE International — это глобальная ассоциация, объединяющая более 128 000 инженеров и технических экспертов в аэрокосмической, автомобильной и коммерческой промышленности.Основные направления деятельности SAE International — обучение на протяжении всей жизни и разработка добровольных согласованных стандартов. Благотворительным подразделением SAE International является SAE Foundation, который поддерживает множество программ, включая A World In Motion® и Collegiate Design Series.
Дизайн и установка рукава| КРАСНЫЙ.
Многие люди звонят по поводу установки рукавов на блоки цилиндров и не понимают, что такое мокрые и сухие гильзы, потому что не понимают разницы между ними.В большинстве автомобильных блоков цилиндров, производимых из алюминия, используются сухие гильзы цилиндров из серого чугуна для движения поршня и колец. Сухая гильза либо заливается, либо запрессовывается в алюминиевые отверстия блока. Алюминиевые отверстия передают тепло от гильзы охлаждающей жидкости, окружающей алюминиевые отверстия. Некоторые двигатели имеют мокрые гильзы, например, Ferrari.
Втулки Darton MID превращают блоки сухой гильзы во влажную гильзу. Влажный лайнер находится в прямом контакте с охлаждающей водой. Он самонесущий и не полагается на алюминиевое литье, чтобы сохранить его круглым.По этой причине его стенка намного толще, и ее можно сделать толще, чтобы выдерживать большее давление в баллоне. Мокрые футеровки имеют дополнительное преимущество, заключающееся в том, что их легче заменить в случае повреждения в процессе эксплуатации.
На фотографии слева показан типичный мокрый вкладыш Darton MID, а справа — сухой вкладыш.
Обратите внимание на канавки для охлаждения в гильзе MID для увеличения площади поверхности и канавки для уплотнительных колец в нижней части для предотвращения утечки охлаждающей жидкости в картер. Базовая конструкция типична для любых мокрых рукавов, используемых в дизельных двигателях тракторов, автобусов, грузовиков и поездов.
Втулка MID имеет особенность, добавленную к типичной мокрой втулке, канавку для охлаждающей жидкости с переходными отверстиями через фланец втулки. Сам фланец втулки поддерживает втулку сверху, превращая блок открытой деки в закрытую. Такая конструкция обеспечивает большую округлость втулки в эксплуатации, чем отдельно стоящая втулка, отлитая в блоке открытой палубы или заменяющая гильза, сохраняющая конструкцию открытой палубы.
Вот фотографии блока двигателя Volvo S60 до и после.Производство запасов / конверсия мокрых рукавов MID.
Вы можете ясно видеть отдельно стоящие цилиндры без опоры в производственном блоке по сравнению с гильзами MID, которые закрывают зазор между цилиндрами и внешней стенкой блока, тем самым поддерживая верхнюю стенку цилиндра.
Теперь, когда я кое-что объяснил о рукавах, я должен добавить кое-что относительно материала, из которого сделаны рукава, мокрого или сухого. Оба изготовлены из одного прочного высокопрочного чугуна с шаровидным графитом.Гильзы отливаются методом центрифугирования (расплавленный чугун заливается в форму) по одной для удаления примесей и обеспечения более плотного литья. Материал ковкого чугуна примерно в четыре раза прочнее (предел прочности на разрыв 135 000 фунтов), чем футеровка из серого чугуна, используемая в типичной производственной отливке или втулке после ремонта. Материал не только обладает более высокой прочностью на разрыв, но и пластичен, как и само его название. Это означает, что перед тем, как сломаться, он будет сильно изгибаться. Гильза из серого чугуна имеет низкую пластичность и разлетится при превышении предела прочности.Darton производит 100% рукавов, используемых всеми лучшими командами NHRA по топливу и забавным автомобилям, потому что у них есть лучшие материалы и готовая продукция.
Что требуется от оборудования и опыта, чтобы правильно врезать блок?
Вам понадобится станина с ЧПУ или обрабатывающий центр, достаточно большой, чтобы закрепить намеченный блок, на который будет установлена гильза. Станок должен иметь охлаждающую жидкость для термической стабильности отливки блока от начала до конца процесса обработки.Отливка блока цилиндров из алюминия, обработанная сухим способом, будет расширяться в процессе обработки из-за тепла, выделяемого в результате трения во время обработки. Расширение сделает невозможным соблюдение требуемых допусков для успешной установки гильзы.
Вот фотография литья Ford 5.4 GT 40, обрабатываемого для установки втулки MID. Вы можете видеть пар охлаждающей жидкости, поскольку охлаждающая жидкость выполняет свою работу по отводу тепла от отливки во время обработки.
Допуск от центра отверстия к центру для обработки блока гильзы MID составляет + -.0005 ″ или половина тонны дюйма. Диаметр отверстия, в котором втулка входит в отливку нижнего блока, составляет + — 00025 ″ или четверть тысячной дюйма. ЧПУ должно быть в хорошем состоянии и оснащено только лучшими расточными головками, я использую Kaiser, чтобы иметь возможность дублировать размеры от отверстия к отверстию и от банка к банку. Несоблюдение допуска приведет к тому, что при эксплуатации отверстия будут иметь неправильную форму и конусность. Вы не можете запечатать поршневые кольца для работы с цилиндрическим или коническим отверстием.
Подача СОЖ минимизирует напряжения, возникающие в отливке во время обработки.Напряжение будет возникать независимо, и новые отливки будут иметь внутреннее напряжение в отливке. Если эти силы напряжения не уменьшаются, отливка будет деформироваться в процессе эксплуатации, и в результате стенки цилиндра могут выйти из-под круга от 0,004 дюйма до 0,005 дюйма, что, очевидно, нежелательно. Итак, что я делаю, это сначала черновая отливка, затем вынимаю отливку из ЧПУ и использую снятие вибрационного напряжения, чтобы устранить как можно большую часть внутренних или индуцированных напряжений, прежде чем будет выполнена чистовая обработка для установки втулки.Для выполнения этой задачи я использую машину для снятия вибрационного стресса Formula 62 производства Stress Relief Engineering.
Эта машина будет вибрировать блок с частотой собственных гармоник отливки. По словам производителя, это лучший способ снизить стресс. Эта машина используется многими известными производителями, включая Boeing, General Motors, Alcoa и многие другие. Вот ссылка на Stress Relief Engineering для получения дополнительной информации о причинах снятия напряжения и о том, как это достигается с помощью их оборудования: http: // www.stressreliefengr.com/about.html
После снятия напряжения блок настраивается на ЧПУ для окончательной обработки до размера для установки втулки. Рукава измеряются по размеру, размеры могут незначительно отличаться в комплекте, а блок расточен до определенного размера, чтобы он соответствовал каждому рукаву. Вот почему нужна очень хорошая расточная головка, так как размер, возможно, придется регулировать от отверстия к отверстию, чтобы получить правильный размер для этой конкретной втулки. Здесь недостаточно близко. Я не буду счастлив, если все не будет идеально.
Когда машинная работа по установке гильз закончена, с блока снимаются заусенцы и очищаются для установки гильз. Рукава не вдавливаются в блок, это нет-нет. Существует определенный зазор, который используется, иначе втулки будут деформироваться или отливка блока потрескается между отверстиями. Здесь была разработана правильная процедура. Тем не менее некоторые люди, кажется, думают, что они знают лучше, чем люди, которые разработали рукава и владеют патентом. Это приводит в худшем случае к отказу двигателя и плохой работе или утечке в лучшем случае.Я отремонтировал или заменил десятки блоков для людей на протяжении многих лет, чьи блоки обрабатывались не в том месте.
Вот фотография блока с гильзами MID перед настилом и чистовым растачиванием. Блок будет еще раз снят с напряжений с помощью гильз, установленных перед настилом и чистовым растачиванием. Окончательное снятие напряжения снизит минимальное напряжение, возникающее в процессе чистовой обработки, а также любое напряжение в самих втулках.
Стань больше или становись сильнее правильным путем
Больше, сильнее или одновременно больше и сильнее? Когда цели производительности требуют увеличения рабочего объема двигателя или прогнозируемое давление в цилиндрах и уровни мощности превышают возможности заводской блокировки, необходимо решить проблему с блоком двигателя.Блок двигателя служит фундаментом для всего двигателя. Его основная цель — установить дом как для цилиндров, так и для вращающегося узла. Он также важен в качестве основного резервуара охлаждающей жидкости и смазочных каналов двигателя.
Текст и фото Майкла Феррары
ДСПОРТ Выпуск №105Двигатель больше и больше Boost
Значительное увеличение выработки электроэнергии по сравнению с уровнями мощности, установленными на складе, приведет к увеличению давления в цилиндрах.Это повышенное давление в цилиндрах может потребовать увеличения рабочего объема двигателя, усиления цилиндра или того и другого. Увеличение рабочего объема двигателя требует либо увеличения диаметра цилиндра, либо увеличения хода коленчатого вала двигателя, что часто требует и того, и другого. Увеличение цилиндров потребует некоторой механической обработки, в то время как установка коленчатого вала с более длинным ходом (так называемый «ходовой механизм») обычно требует некоторой шлифовки блока для обеспечения надлежащего зазора вместе с нестандартными поршнями и / или шатунами, которые должны соответствовать кривошипу ходового механизма.
Когда давление в цилиндрах увеличивается из-за значительно превышающих заводские уровни мощности, гильзы OEM в алюминиевых блоках могут выйти из строя. К счастью, для решения этой проблемы доступно множество запчастей для блочных рукавов.
Чугун против алюминия
Вплоть до конца 80-х — начала 90-х большинство двигателей большой мощности было основано на чугунных блочных конструкциях. RB26DETT от Nissan, 2JZ-GTE от Toyota и 4G63 от Mitsubishi сделали ставку на чугунные блоки, которые снискали славу среди двигателей Японии с лучшими характеристиками всех времен.Первопроходцы в области импортных характеристик в середине 90-х доказали, что полностью алюминиевый двигатель, такой как серия B от Honda, можно модифицировать, чтобы выжить при таких уровнях мощности, которые инженеры-изготовители оборудования не могли себе представить. Сегодня чугун больше не используется в качестве материала для блока цилиндров, а во всех флагманских платформах, таких как VR38DETT от Nissan, 4B11 от Mitsubishi, MZR от Mazda и серия K от Honda, используются алюминиевые блоки цилиндров. [pullquote] ДО КОНЦА 80-Х И НАЧАЛО 90-х БОЛЬШИНСТВО ДВИГАТЕЛЕЙ ВЫСОКОЙ МОЩНОСТИ БЫЛО ОСНОВАНО НА КОНСТРУКЦИЯХ ЧУГУННЫХ БЛОКОВ [/ pullquote]
Чугун и алюминий обладают разными свойствами материала, что приводит к разной конструкции блока цилиндров.Проще говоря, чугун — это более прочный материал с более твердой поверхностью, более устойчивый к износу. Это позволяет чугунным блокам объединять стенки цилиндров как части самого блока. С другой стороны, чугунные блоки тяжелее. Хотя алюминий дает преимущества для снижения веса, это более мягкий материал, который сам по себе будет быстро и чрезмерно изнашиваться в качестве материала цилиндра при прямом контакте с чугунным, высокопрочным чугуном, сталью или другими материалами поршневых колец. Первоначальным решением для конструкций с алюминиевыми блоками была гильза или втулка из чугуна, высокопрочного чугуна или стали, чтобы обеспечить поверхность с надлежащими характеристиками износа относительно поршня и поршневого кольца.Сегодня во многих алюминиевых блоках вместо гильзы используется покрытие цилиндров плазменным напылением. Nissan VR38DETT, установленный в R35 GT-R, использует эту технологию.
Независимо от того, из какого материала он изготовлен, блок является основой, на которой устанавливаются все остальные компоненты двигателя.
Быть занудой
Цилиндры почти всех чугунных блоков цилиндров можно расточить и отточить, чтобы они были на 0,5 мм больше. Некоторые чугунные блоки можно безопасно увеличить до диаметра отверстия, превышающего 1 мм.В то время как многие отечественные производители предлагают высокопроизводительные чугунные блоки с более толстыми стенками цилиндров, NISMO предлагает такие высокопроизводительные чугунные блоки только для двигателя Nissan RB26DETT. NISMO предлагает блок двигателя N1, и за короткое время была произведена партия блоков GT (всего 1000 штук). Эти блоки имеют более толстые поверхности цилиндров и деки, чтобы предоставить больше места для расточки цилиндров, и больше материала для увеличения жесткости и прочности для работы с большой мощностью.
На алюминиевых блоках цилиндры без гильзы нельзя расточить и отточить.Это означало бы, что любое отверстие с плазменным напылением нельзя расточить и отточить для установки поршня увеличенного размера. На цилиндрах с гильзой расточка и хонингование заводской гильзы обычно выполняется в индивидуальном порядке. В зависимости от уровня мощности двигателя и количества расточки, необходимого для придания формы бывшему в употреблении цилиндру, может быть целесообразно или нецелесообразно использовать стоковую гильзу. Более распространенное решение для высокопроизводительного алюминиевого блока — это установка втулки какого-либо типа после продажи и процесс обработки для установки втулок в алюминиевый блок.
В рукав или не в рукав?
У концепции «оплетки» алюминиевого блока есть как сторонники, так и критики. Рынок импортных характеристик впервые исследовал гильзы во время стремительного роста турбо-характеристик Honda в середине 90-х годов. В блоке Honda с открытой платформой серии B возникали трещины и выходы из строя гильзы цилиндра, когда уровни мощности взлетали примерно до уровня 300 лошадиных сил. Были опробованы различные возможные исправления и решения, включая «защитные кожухи», втулки с булавками, Т-образные втулки и ступенчатые втулки.Различные механические цеха придерживались разных взглядов как на конструкцию гильз, так и в том, как следует обрабатывать блок, чтобы принять втулки. [pullquote] НЕКОТОРЫЕ СЛИВЫ БЫЛИ ОЧЕНЬ УСПЕШНЫМИ, РЕШЛИ ПРОБЛЕМЫ И ПОЗВОЛИЛИ РЕАЛИЗОВАТЬ 500 ЛС НА ЛИТТ [/ pullquote] В результате, некоторые рукава оказались очень успешными, решив проблемы и позволив получить 500 лошадиных сил на литр. без происшествий реализовать на базе двигателя серии B. К сожалению, в ряде механических цехов это не удалось.В результате сообщения о «проседании» втулок и сопутствующих отказах прокладок были очень частыми, особенно в первые дни процесса. Мы до сих пор слышим об этих неудачах. Тем не менее, DSPORT добилась огромного успеха в своих проектах серии B, которые получили гильзы Benson’s Performance Machine. Конечно, есть и другие механические цеха, которые могут правильно выполнить процесс наложения рукавов. Выбирая магазин, лучше всего поговорить с покупателями, у которых двигатели исправно работают в течение как минимум года после сборки.Если рукава не соскользнули после 10 000 миль уличной езды, они вряд ли будут двигаться.
Рукава: сухие, влажные или встроенные?
Darton — самый популярный и уважаемый производитель высококачественных гильз для импортных двигателей на вторичном рынке. Сухие втулки Darton предназначены для применений, когда втулка устанавливается в блок без прямого контакта с охлаждающей жидкостью. Вместо этого устанавливаются «сухие» втулки, при этом окружающая область контактирует с просверленным алюминиевым материалом, образующим исходные стенки цилиндра вокруг заводской гильзы или ствола с плазменным напылением.«Мокрые» гильзы обычно толще, и весь заводской алюминиевый цилиндр по существу заменяется во время этого процесса гильзы. Для некоторых применений Darton предлагает свою запатентованную технологию Modular-Integrated-Deck (M.I.D.), которая сочетает в себе мокрый рукав с интегрированной декой, которая помогает стабилизировать рукав при одновременном укреплении верхней части. Darton также использует фосфатные покрытия, уплотнительные кольца и специальную технологию вихревой охлаждающей жидкости для улучшения характеристик своей линейки гильз. В зависимости от дизайна колоды OEM в блоке Darton может предложить один или несколько стилей рукавов для этого приложения.
Блок-втулки иногда устанавливают с помощью эпоксидной смолы, чтобы гарантировать, что они остаются на месте.
Все украшено
Палуба блока цилиндров должна иметь жесткую поверхность без перекосов, чтобы обеспечить герметичное уплотнение для прокладки головки блока цилиндров после того, как головка цилиндра закреплена болтами. Кроме того, площадка должна обеспечивать надлежащий поток охлаждающей жидкости и теплопередачу к головке блока цилиндров, чтобы поддерживать температуру головки блока цилиндров в желаемом диапазоне. Проекты палубы блока двигателя делятся на три категории; закрытые, открытые и полуоткрытые (a.к.а. полузакрытый). В конструкции закрытой палубы просверливают поверхность палубы только для крепления головок, каналов для охлаждающей жидкости, каналов для подачи масла и обратного слива масла. Верхние части цилиндров составляют одно целое с декой. Эта конфигурация встречается во всех чугунных блоках и некоторых высокопроизводительных алюминиевых блоках. В двигателях Honda серии B и ряде других алюминиевых двигателей используется открытая конструкция. В этих конструкциях канал для охлаждающей жидкости залит в верхней части деки. Такая конструкция улучшает охлаждение и уменьшает количество горячих точек в цилиндре, но обеспечивает гораздо меньшую прочность и жесткость в верхней части цилиндра.Когда DART построила свой вторичный блок серии B, они выбрали конструкцию с закрытой декой, чтобы увеличить прочность блока и улучшить уплотнение прокладки головки. Сегодня большинство алюминиевых блоков имеют полуоткрытую конструкцию, которая пытается сбалансировать преимущества каждой конструкции для предполагаемого использования.
ОТКРЫТАЯ ПАЛУБА: предлагает общие улучшения охлаждения
ЗАКРЫТАЯ ПАЛУБА: Обеспечивает превосходную прочность цилиндра
ПОЛУЗАКРЫТАЯ ПАЛУБА: уравновешивает преимущества открытой и закрытой палубы
Заворачивая вверх
Блок не только является местом расположения цилиндров двигателя, но также отвечает за расположение и удержание коленчатого вала на его оси.Некоторые заводские блоки имеют «пояски», которые значительно увеличивают жесткость нижнего конца блока. На блоках, не использующих заводской пояс, иногда можно установить вторичный пояс или стальные главные колпачки, чтобы укрепить блок. Любое из этих решений требует установки в механическом цехе для обеспечения надлежащего выравнивания и зазоров для коленчатого вала в блоке.
Новый, подержанный или вторичный рынок
Если только кому-то не посчастливится построить Honda B-серии или Nissan RB26DETT, не будет варианта послепродажного блока двигателя.Остается два варианта: начать с нового блока двигателя или использованного сердечника. Для двигателей с внутренним диаметром цилиндра с плазменным напылением, которые не будут иметь рукавов, лучше всего начать с нового блока или блока длиной менее 10 000 миль. [pullquote] КОГДА БУДУТ УСТАНАВЛИВАЮТСЯ РУКАВА, ХОРОШО ИСПОЛЬЗУЕМЫЙ БЛОК МОЖЕТ ДЕЙСТВИТЕЛЬНО ПРЕДЛАГАЕТ НЕКОТОРЫЕ ПРЕИМУЩЕСТВА ПЕРЕД НОВЫМ БЛОКОМ [/ pullquote] Каждый раз, когда требуется установить рукава, хорошо выдержанный старый блок может действительно иметь некоторые преимущества перед новым блокировать. Если исходить из того, что использованный двигатель никогда ранее не подвергался растачиванию, декорированию, растачиванию, перегреву или неправильной эксплуатации, то преимущество отработанного двигателя заключается в том, что он подвергается многочисленным тепловым циклам, что снижает вероятность перемещения алюминиевого материала.
Заполнение
Для дрэг-рейсинга некоторые производители двигателей используют наполнитель водяной рубашки, например Hard Blok. Эти продукты на основе цемента предназначены для значительного увеличения прочности блока и цилиндров за счет заполнения пустот в канале для охлаждающей жидкости специально смешанным цементом. Цемент обладает исключительной прочностью на сжатие, что делает его идеальным наполнителем. Эти специально смешанные цементы имеют характеристики расширения, идентичные чугуну. Некоторые производители двигателей также используют продукт в алюминиевых блоках.Блоки могут быть частично или полностью заполнены. Полностью заполненные блоки не требуют системы охлаждения (в результате чего двигатель охлаждается воздухом), но это делает процесс пригодным только для двигателей дрэг-рейсинга. Частично заполненные блоки ограничивают эффективность системы охлаждения. Тем не менее, в приложениях E85 или метанольных приложениях небольшое количество заполненного блока все же может обеспечить «уличную» конфигурацию.
Другие соображения
Избегайте твердых опор на двигателе.При более высоких уровнях крутящего момента твердые опоры могут вызвать деформацию и деформацию блока, деки и цилиндров. Качественная работа станка имеет решающее значение для максимальной производительности, поэтому обязательно прочтите информацию о механической обработке в Engine Blueprint Guide.
Предварительная обработка напыляемых гильз цилиндров
Производители и конструкторы автомобилей всегда ищут одно — пространство. Больше места для пассажиров и больше места для новейших технологий. Инженеры BioSolar нашли способ сделать это с помощью своей компактной батареи Super Battery.
Вдохновленный природой, BioSolar разрабатывает катод на основе недорогих проводящих полимеров и органических материалов, которые могут полностью использовать накопительную способность обычных анодов. Объединив этот мощный, мощный и недорогой катод с обычными анодами, производители аккумуляторов могут создать супер-литий-ионный аккумулятор, который может удвоить запас хода электромобиля Tesla.
Чтобы изучить эту катодную технологию, Today’s Motor Vehicles встретился с Дэвидом Ли, президентом и генеральным директором BioSolar.
Современные автомобили: Какие дизайнерские свободы создают системы хранения электроэнергии с более высокой плотностью для производителей?Дэвид Ли: Системы хранения электроэнергии с более высокой плотностью энергии занимают меньше места в транспортных средствах или погрузочно-разгрузочном оборудовании (MHE), обеспечивая при этом такую же емкость хранения энергии. Таким образом, меньшая занимаемая площадь обеспечивает большую свободу для разработчиков транспортных средств или оборудования с точки зрения экономии места, удобства для пользователя и возможности использования идентичных платформ для различных уровней производительности приложений.
Кроме того, системы накопления электроэнергии с высокой плотностью энергии также обеспечивают возможность дальнего действия для транспортных средств или оборудования с более высокими характеристиками, не требуя структурных изменений в существующей инфраструктуре.
TMV : Какие производственные проблемы и возможности возникают у автопроизводителей, создающих литий-ионные аккумуляторные батареи?DL: Литий-ионные аккумуляторы высокой плотности, которые занимают меньше места, позволяют производителям больше свободы в дизайне и / или увеличивать дальность действия без увеличения размера и веса.
Кроме того, литий-ионные аккумуляторы не нужно полностью разряжать перед зарядкой, чтобы избежать потери емкости. Такая природа без памяти делает литий-ионные аккумуляторы более подходящими для использования в гибридных транспортных средствах, которые требуют постоянной зарядки и разрядки аккумуляторов в пробках.
Наконец, литий-ионные аккумуляторы обладают низким свойством саморазряда, что позволяет парковать автомобили в течение более длительных периодов времени без потери накопленной электроэнергии. Кому хочется вернуться к севшему автомобильному аккумулятору после долгого отпуска?
[Что касается] проблем, емкость литий-ионного аккумулятора будет медленно уменьшаться со временем, даже если он не используется.Большинство существующих литий-ионных аккумуляторов теряют примерно 20% своей емкости после 1000 циклов заряда-разряда. Поэтому литий-ионные батареи, устанавливаемые в электромобили, необходимо будет заменять каждые четыре-шесть лет.
Высокая стоимость — еще одна проблема для производителей. В настоящее время стоимость хранения электроэнергии с использованием литий-ионных аккумуляторов превышает 500 долларов США / кВтч. По последним данным, ожидается, что в ближайшие пять-семь лет эта стоимость снизится более чем на 50% до 230 долларов / кВтч.Однако электромобили получат конкурентное преимущество по сравнению с обычными автомобилями только в том случае, если их стоимость не превышает 100 долларов США за кВт / ч.
Значительная часть затрат на производство литий-ионной батареи приходится на изготовление ее катода. Таким образом, необходимо снизить стоимость изготовления катода, чтобы эффективно снизить стоимость производства литий-ионных батарей.
В настоящее время катоды формуют на металлической подложке путем распыления электродного материала в виде суспензии, которая требует постоянного перемешивания для равномерного распределения.Для достижения желаемой толщины катода материалы распыляются, а затем сушатся до определенной температуры и вязкости перед тяжелым каландрированием. Чтобы избежать растрескивания, намотка электродного листа должна произойти до того, как катод полностью высохнет.
TMV: Какие приложения для коммерческого и промышленного транспорта включены?DL: Литий-ионные батареи подходят для приложений, требующих высокой емкости хранения энергии, но не быстрой зарядки и разрядки.Поэтому электромобили — идеальное применение.
Суперконденсаторы лучше подходят для приложений, требующих быстрой зарядки и разрядки, а не накопления большого количества энергии для продолжительной работы. Следовательно, суперконденсатор — лучший вариант для гибридных электрических экскаваторов-погрузчиков, которым требуется большая мощность для частых подъемов тяжелых грузов.
Комбинация литий-ионной батареи и суперконденсаторов может использоваться для гибридных электромобилей. С высокой частотой зарядки и разрядки могут справиться суперконденсаторы, в то время как высокая емкость литий-ионных аккумуляторов обеспечивает большой радиус действия и долговечность системы хранения.
TMV: Что можно сделать, чтобы снизить стоимость и сделать автомобили с аккумуляторными батареями и гибридными автомобилями более доступными?DL: Чтобы сделать аккумуляторные и гибридные автомобили более доступными в ближайшие несколько лет, необходимо изменить несколько факторов в структуре технологии литий-ионных аккумуляторов.
Во-первых, стоимость хранения электроэнергии с использованием литий-ионных аккумуляторов должна быть снижена до уровня ниже 100 долларов за киловатт-час. Для этого дизайнеры и производители должны изучить другой химический состав литий-ионных аккумуляторов, а также использовать новые материалы и недорогие методы производства, которые могут хорошо работать с этим новым химическим составом.
Во-вторых, необходимо продлить срок службы литий-ионной батареи. В настоящее время владельцам электромобилей приходится приобретать сменные аккумуляторные батареи несколько раз в течение всего срока службы электромобилей. Следовательно, электромобили будут иметь больший экономический смысл, если жизненный цикл батареи будет соответствовать владению транспортным средством.
Следует изучить новый химический состав литий-ионных аккумуляторов, а не продолжать сосредотачиваться только на улучшении обычной химии интеркаляции, которая обещает только постепенные улучшения.
В BioSolar было завершено первоначальное валидационное испытание нового катодного материала, который может снизить производственные затраты и продлить срок службы литий-ионных батарей. Новый катодный материал представляет собой отход от традиционной химии литий-ионной интеркаляции, используемой в современных батареях, в пользу химии восстановления-окисления (окислительно-восстановительного потенциала), которая предлагает несколько преимуществ.
В катоде BioSolar используется запатентованная комбинация коммерчески доступных полимеров и другого сырья для создания структуры катода, поддерживающей окислительно-восстановительный потенциал.Затем смесь полимеров наносится на алюминиевую основу с помощью простого запатентованного процесса.
Производство катодов BioSolar не требует дорогостоящих и энергоемких процессов суспендирования и календарного планирования, необходимых для производства токовых катодов для литий-ионных батарей. Новый катодный материал может снизить затраты на хранение энергии для литий-ионных аккумуляторов до уровня ниже 100 долларов за кВт · ч, и этот материал может быть изготовлен с использованием существующей инфраструктуры производства аккумуляторов.
TMV: Что необходимо доказать для катодной технологии BioSolar или какие шаги необходимо предпринять, чтобы она стала доступной для потребителей?DL: Мы разработали технологию суперкатода, которая предназначена для увеличения емкости, снижения стоимости хранения энергии и увеличения срока службы существующих литий-ионных батарей.
В лаборатории Калифорнийского университета в Санта-Барбаре (UCSB) мы провели валидационные испытания нашего катодного материала, и мы смогли количественно получить свойства материала, которые напрямую отражаются на наших целевых показателях производительности.При правильной реализации использование этого катодного материала в технологии литий-ионных аккумуляторов может привести к увеличению емкости аккумуляторов энергии на 50%, снизить затраты на аккумулирование энергии до уровня ниже 100 долларов США / кВтч и значительно продлить срок службы литий-ионных аккумуляторов. .
После оптимизации производительности, стабильности и срока службы в соответствии с желаемыми техническими характеристиками аккумуляторной системы следующим шагом является создание и тестирование набора простых прототипов литий-ионных аккумуляторов с использованием наших катодных материалов.Когда это будет завершено, мы сможем разработать более полные прототипы и протоколы тестирования. Чтобы сделать эту технологию коммерчески доступной, мы будем стремиться лицензировать нашу технологию суперкатода для производителей аккумуляторов или создать совместное предприятие по производству аккумуляторов.
BioSolar Inc.
www.biosolar.com
Об авторе: Ариэль Кампанали — младший редактор TMV, с ней можно связаться по адресу [email protected] или 216.393.0240.
Файлы BioSolar для патентов в Китае и Южной Корее
В марте 2016 года BioSolar совместно подала заявки на национальные патенты в Южной Корее и Китае на многокомпонентный подход для повышения стабильности и емкости полимерно-гибридных суперконденсаторов, основной основы для технология Super Battery компании.
BioSolar считает Китай ключевой аудиторией потенциальных клиентов и партнеров по запатентованной технологии компании. Китайское правительство заняло то, что BioSolar рассматривает как очень позитивную позицию, для укрепления рыночных возможностей, увеличения производства и продаж чисто электромобилей и подключаемых гибридов до более пяти миллионов единиц к 2020 году. Ожидается, что рынок аккумуляторных батарей в Китае будет по данным Китайской промышленной ассоциации источников энергии, к 2017 году увеличится в четыре раза и превысит объем продаж в 25 миллиардов долларов в течение следующих 10 лет.
Исследование UCSB
BioSolar финансирует спонсируемую исследовательскую программу Калифорнийского университета в Санта-Барбаре (UCSB) для дальнейшего развития своей технологии Super Battery. Ведущими изобретателями технологии являются профессор UCSB д-р Алан Хигер, лауреат Нобелевской премии 2000 года за открытие и развитие проводящих полимеров, и д-р Дэвид Вонлантен, научный сотрудник и эксперт по хранению энергии в UCSB. www.ucsb.edu
ГЛИНДР ЦИЛИНДРА ДЛЯ ВСТАВКИ В БЛОК ДВИГАТЕЛЯ И БЛОК ДВИГАТЕЛЯ
Эта заявка испрашивает приоритет международной патентной заявки №PCT / EP2015 / 070421, поданная 8 сентября 2015 г., и бразильская патентная заявка № BR 10 2014 022261 8, поданная 9 сентября 2014 г., обе из которых полностью включены в настоящий документ посредством ссылки.
Настоящее изобретение относится к компоненту двигателя внутреннего сгорания, в частности к гильзе цилиндра для вставки путем литья в алюминиевый блок цилиндров, периферийная внешняя поверхность снабжена покрытием, способствующим отличному сцеплению и теплопередаче между гильзой и гильзой. блок двигателя, независимо от используемой технологии литья.
Гильзы цилиндров для двигателей внутреннего сгорания обычно устанавливаются в блок цилиндров путем заливки блока цилиндров вокруг периферийной внешней части гильз.
В настоящее время существует два процесса литья блоков цилиндров, которые могут использоваться для вставки гильз цилиндров, а именно литье под высоким давлением (HPDC) и литье под низким давлением (LPDC), также известное как литье под давлением под действием силы тяжести. Основное различие между этими двумя типами заключается в том, что в первом используется давление для впрыска алюминия в форму, и, следовательно, металл имеет более низкую температуру, чем в случае литья под низким давлением.
Независимо от применяемого технического решения гильзы цилиндров двигателя внутреннего сгорания являются узлами двигателя, подверженными значительному износу в связи с характером выполняемой ими работы. Напряжения, которым они подвергаются, включают, в частности, осевые напряжения на гильзе внутри канала цилиндра и способность передавать тепло сгорания блоку двигателя.
Теплопередача и толщина гильзы гильзы являются важными факторами минимизации тепловых и механических деформаций во время эксплуатации.Двигатели с большими деформациями, как правило, имеют более высокий уровень износа своих компонентов, а также более высокие уровни расхода масла / топлива и выбросов CO 2 . Таким образом, увеличение теплопередачи приводит к целому ряду положительных эффектов, поскольку позволяет избежать чрезмерного износа компонентов и улучшить условия потребления топлива / масла и выброса загрязняющих газов. Кроме того, следует отметить, что лучшая теплопередача также позволяет уменьшить размеры блока цилиндров и, следовательно, его вес.
В целом гильзы цилиндров состоят из черных металлов, особенно из чугуна, а более современные блоки цилиндров отлиты из алюминия или алюминиевого сплава, обычно с добавлением кремния. Таким образом, область техники настоящего изобретения включает гильзы цилиндров из чугуна, блоки цилиндров из любого алюминиевого сплава и литье под высоким и низким давлением.
С целью решения неотъемлемых технологических проблем двигателей внутреннего сгорания, снабженных вставленными гильзами цилиндров, современные технологии предлагают гильзы цилиндров, в которых внешняя поверхность может непосредственно, посредством процесса термического напыления, наносить слой AlSi. или, альтернативно, может быть нанесен промежуточный легирующий слой.
Вышеупомянутое решение не решает одну из типичных проблем, возникающих при заливке сплава блока цилиндров поверх гильз цилиндров. Во-первых, несмотря на искреннюю озабоченность попыткой определить степень химического соответствия покрытия сплаву блока цилиндров за счет использования слоя алюминия с содержанием кремния до 15%, из-за паритета сплава покрытие имеет такую же температуру плавления. точка (точка перехода из твердой фазы в жидкую фазу материала блочного сплава).Такая конфигурация имеет недостаток, заключающийся в том, что в момент, когда расплавленный металл заливается в форму для блока цилиндров и окружает гильзы цилиндров, он начинает нагревать материал покрытия гильзы, тем самым способствуя фазовому превращению покрытия. Преобразование этого типа приводит к тому, что материал покрытия полностью поглощается литым материалом блока цилиндров, тем самым обнажая железный материал гильзы цилиндра, тем самым вызывая дефекты — контактное нарушение (пустоты — см. Ссылку 15 на фиг.3) — в области блока цилиндров, примыкающей к гильзам цилиндров.
Эти дефекты литья, известные как пустоты, представляют собой главный недостаток, заключающийся в нарушении правильной передачи тепла, возникающего в результате сгорания, происходящего внутри цилиндра, к блоку двигателя, что увеличивает тепловые деформации и приводит к преждевременному износу двигателя или даже заклиниванию двигателя. Кроме того, гильза имеет большую толщину в диапазоне от 1,2 мм до 8,0 мм.
В японском документе об известном уровне техники JP2008008209 раскрыта гибридная облицовка, на которую наносится слой AlSi посредством нанесения покрытия термическим напылением.Блок двигателя, который включает одну такую гильзу (покрыт только AlSi), изготавливается методом литья под высоким давлением (HPDC). Таким образом, этот (расплавленный) металл распыляется при температуре литья, близкой к кривой «ликвидуса» фазовой диаграммы AlSi, поскольку время затвердевания расплавленного металла должно быть несколько сокращено. В качестве альтернативы, если используется более высокая температура, что типично для литья под низким давлением (LPDC), слой, добавленный термическим напылением, будет полностью сжижен, и преимущества нанесения слоя AlSi будут потеряны, что приведет к типичные дефекты, которые нарушают теплопередачу, необходимую для удовлетворительной работы двигателя, такие дефекты представляют собой пустые пространства между блоком двигателя и гильзой цилиндра (см. фиг.3). Эти дефекты усугубляются при отливке блока методом гравитационного литья под давлением, т.е. методом литья под низким давлением (LPDC). Таким образом, технология, раскрытая в упомянутом японском документе, допускает только литье под высоким давлением блока и не позволяет использовать литье под давлением под действием силы тяжести.
Какое бы решение из предшествующего уровня техники ни использовалось, будет получен только частичный успех, и, соответственно, хорошие результаты не только для блоков двигателей, изготовленных методом литья под высоким давлением, но и блоков двигателей, изготовленных методом литья под низким давлением, не будут. достигнуто.
В дополнение к проблемам, упомянутым выше, следует отметить, что покрытие из AlSi, полученное термическим напылением, обычно имеет толщину, превышающую 200/300 микрон. Металл блока цилиндров при литье будет поглощать покрытие гильзы цилиндра, поскольку его температура впрыска / заливки намного выше. Даже если бы можно было изменять толщину покрытия в попытке предотвратить его полное израсходование за счет плавления, которое приводит к возникновению упомянутых выше дефектов, это решение нецелесообразно по двум причинам.
Во-первых, увеличение толщины делает покрытие, нанесенное на гильзу цилиндра, более дорогим и, во-вторых, увеличивает расстояние между отверстиями (расстояние между центром одной гильзы и центром соседней гильзы). Это измерение используется для определения размера блока двигателя. Чем короче расстояние между отверстиями, тем меньше блок цилиндров при таком же диаметре цилиндра.
В качестве альтернативы покрытие может быть также металлическим сплавом, например никель-фосфорным (NiP) сплавом, или чистым металлом, например никелем.В отличие от покрытия AlSi, наносимого методом термического напыления, никелевый сплав или чистый никель является потенциальным решением в случае методов литья под низким давлением или гравитационного литья под давлением, при которых имеет место адекватная диффузия никеля / алюминия.
Документ Пат. В US 5148780 раскрыто покрытие, содержащее никелевые сплавы, такие как никель-бор (NiB), никель-фосфор (NiP) или никель-кобальт-фосфор (NiCoP), нанесенное осаждением, для механических компонентов, работающих в контакте с охлаждающими жидкостями.Это покрытие обладает антикоррозионными и антикавитационными свойствами, но не дает преимуществ с точки зрения теплопередачи и наличия пустот в компонентах.
Кроме того, японский документ JPS5
65 раскрывает покрытие из чистого никеля (Ni) или меди (Cu) в качестве легирующего элемента между чугуном гильзы цилиндра и алюминием блока цилиндров. В случае этого документа из-за высокой температуры плавления чистого никеля (в районе 1400 ° C) диффузия может не происходить в достаточной степени, когда метод нанесения представляет собой литье под высоким давлением.Следовательно, существует необходимость найти решение, которое позволяет вставлять чугунные гильзы в блоки цилиндров из алюминиевого сплава с использованием любой технологии литья (HPDC или LPDC), обеспечивая лучшее соединение между гильзой и блоком двигателя, а также лучшую теплопередачу и уменьшение межосевого промежутка, тем самым гарантируя высокий уровень долговечности двигателя внутреннего сгорания
Целью настоящего изобретения является обеспечение гильзы цилиндра с определенной шероховатостью и покрытием, способным препятствовать образованию связующих пустот в к блоку двигателя, тем самым гарантируя отличное сцепление и, как следствие, хорошую теплопередачу между камерой сгорания и блоком двигателя.
Еще одной целью изобретения является создание чугунной гильзы цилиндра с покрытием из чистого никеля (Ni99), которое можно наносить любым методом литья под давлением — литьем под высоким или низким давлением — тем самым позволяя изменять температуру плавления металла покрытия в зависимости от используемого метода.
Еще одной целью изобретения является создание гильзы цилиндра, в которой покрытие имеет толщину от 10 мкм до 20 мкм, что позволяет уменьшить расстояние между отверстиями для вставленных гильз цилиндра.
Предметом настоящего изобретения является гильза цилиндра для вставки в алюминиевый блок двигателя внутреннего сгорания, гильза цилиндра представляет собой цилиндрический корпус из чугуна, имеющий периферийную внешнюю поверхность, окруженную покрытием, нанесенным на внешнюю поверхность, внешняя поверхность имеет определенную шероховатость, а покрытие состоит, по меньшей мере, на 98% по объему из чистого никеля, а остальная часть состоит из примесей, таких как кислород, и / или углерод, и / или марганец, и / или медь.
Цели изобретения, кроме того, достигаются посредством формирования гильзы цилиндра для вставки в алюминиевый блок двигателя внутреннего сгорания, гильза цилиндра представляет собой цилиндрический корпус из чугуна, имеющий периферийную внешнюю поверхность, окруженную покрытие, нанесенное на внешнюю поверхность, причем покрытие имеет температуру плавления в диапазоне от 1500 ° C до 1700 ° C, а блок двигателя имеет температуру плавления в диапазоне от 500 ° C до 700 ° C.
Кроме того, предметом настоящего изобретения является двигатель внутреннего сгорания, содержащий по меньшей мере одну гильзу цилиндра, как определено выше.
Гильзу цилиндра для вставки в блок цилиндров можно лучше понять с помощью следующего подробного описания, основанного на фигурах, перечисленных ниже:
РИС. 1 — вид в перспективе гильзы цилиндра;
РИС. 2 — вид в перспективе блока цилиндров с гильзами цилиндров;
РИС. 3 — фотография металлографической структуры поперечного сечения гильзы цилиндра известного уровня техники;
РИС.4 — фотография металлографической структуры поперечного сечения гильзы цилиндра настоящего изобретения;
РИС. 5 — фотография металлографической структуры поперечного сечения гильзы цилиндра, показывающая диффузионный слой;
РИС. 6 — фотография металлографической структуры поперечного сечения гильзы цилиндра настоящего изобретения;
РИС. 7 — фотография гильзы цилиндра, имеющей внешнюю поверхность с волнистым профилем;
РИС.8 — фотография гильзы цилиндра с шероховатой внешней поверхностью;
РИС. 9 — фотография гильзы цилиндра с наружной поверхностью с профилем резьбы;
РИС. 10 — график, определяющий силу сцепления гильз цилиндров с различной шероховатостью;
РИС. 11 — график, определяющий теплопередачу при нанесении различных покрытий на гильзы цилиндров;
РИС. 12 — блок цилиндров со вставленными гильзами цилиндров, вид сверху;
РИС.13 — вид сверху детали блока цилиндров, показывающий расстояние между вставленными гильзами цилиндров.
Область настоящего изобретения относится к двигателям внутреннего сгорания, в частности к взаимодействию между гильзами цилиндров 10 и соответствующим блоком цилиндров 8 . Блок цилиндров 8 со вставленными гильзами 10 получается путем заливки / впрыскивания расплавленного металла вокруг гильз цилиндров 10 , которые ранее были помещены в соответствующую форму.Обычно металл блока цилиндров , 8, представляет собой легкий металл, например алюминий или алюминиевый сплав.
Гильза цилиндра 10 требует обеспечения ее крепления к блоку цилиндров 8 , а также гарантии того, что после охлаждения расплавленного металла, залитого в форму, участки 15 , не содержащие металла (дефекты литья), останутся не возникнет. Как объяснялось в предшествующем уровне техники, гарантировать такую комбинацию довольно сложно.
Чтобы правильно понять настоящее изобретение, необходимо уточнить определенные концепции и парадигмы.Как определено выше, существует два типа отливок для установки гильз цилиндров в блоки цилиндров из алюминиевого сплава 8 . Литье под высоким давлением, обозначенное как HPDC, и литье под низким давлением, обозначенное как LPDC. HPDC обычно используется и компенсирует более низкую температуру алюминия путем его впрыска под давлением. В таких случаях покрытия 5 , как правило, расходуются меньше, поскольку алюминий охлаждается быстрее. В случае LPDC покрытия одной и той же толщины имеют тенденцию к большему износу, вызывая дефекты, известные как пустоты 15 (см. Фиг.3). Технология литья блока, в соответствии с существующими концепциями, напрямую взаимодействует с толщиной покрытия 5 и, в свою очередь, с качеством теплопередачи.
Кроме того, необходимо добиться хорошего сцепления между гильзой 10 и блоком цилиндров 8 , что является прямым результатом химического паритета между покрытием 5 и алюминиевым сплавом блока цилиндров 8 .
Наконец, следует учитывать размер блока цилиндров 8 .Как известно, основные производители оказывают давление на конструкторов двигателей, чтобы минимизировать их размер, что означает уменьшение расстояния между ними 12 (см. Фиг. 12 и 13). Таким образом, любое уменьшение толщины покрытия 5 приводит к уменьшению расстояния между отверстиями 12 . Принимая во внимание тот факт, что в LPDC покрытия предшествующего уровня техники должны быть толще, чтобы не образовывались пустоты 15 , наличие покрытия 5 , которое успешно уменьшает расстояние между отверстиями 12 и в то же время он тоньше и, кроме того, позволяет вставлять футеровку 10 с использованием любой из двух технологий литья под давлением (HPDC и LPDC), что является вдвойне выгодным решением.
Как показано на фиг. 1 гильза цилиндра 10 снабжена полым цилиндрическим корпусом или трубкой 1 , обычно состоящей из сплава железа, такого как чугун или серый чугун. Этот цилиндрический корпус 1, имеет две поверхности, в частности внутреннюю поверхность 3 , на которой поршень будет перемещаться в осевом направлении, и круговую внешнюю поверхность 2 . Именно эта внешняя область будет окружена расплавленным металлом блока цилиндров 8 , но только после того, как на ее внешнюю поверхность 2 будет нанесено покрытие 5 , тем самым формируя настоящее изобретение.
Покрытие 5 настоящего изобретения наносится непосредственно на внешнюю поверхность 2 , причем последняя состоит из чистого никеля (Ni99), а остальная часть содержит примеси. Другими словами, применяемый никель — это никель, известный под коммерческим названием Ni99, то есть наиболее чистый никель, который можно наносить в качестве покрытия, при этом остается тот факт, что, несмотря на его довольно высокую чистоту, всегда будет небольшой процент примесей. . Однако эти примеси не влияют на создание слоя, который сплавляется с блоком цилиндров 8 (см. ФИГ.4). В качестве предпочтительного варианта осуществления покрытие 5 состоит из, по меньшей мере, 98% по объему чистого никеля, остальная часть состоит из примесей, таких как кислород, и / или углерод, и / или марганец, и / или медь.
Это покрытие 5 наносится методом электроосаждения. Следует отметить, что использование процесса нанесения электроосаждения для покрытия 5 является одной из основных гарантий результатов настоящего изобретения. В предшествующем уровне техники обычно используются процессы термического напыления, которые приводят к толщине покрытия, превышающей 200 мкм, с электроосаждением, однако можно обеспечить покрытия с толщиной, которая находится в диапазоне, предпочтительно, от 3 мкм до 20 мкм. или предпочтительно от 3 мкм до 10 мкм, т.е.е. значение на 10% ниже, чем достигается в уровне техники. Сама по себе эта характеристика уже очень значительно гарантирует уменьшение расстояния между отверстиями , 12, и, за счет уменьшения толщины покрытия 5 , также снижает затраты, связанные с этим этапом.
Покрытие 5 настоящего изобретения будет нанесено на гильзу цилиндра 10 с определенной шероховатостью, как показано на фиг. 6, 7 и 8, эта внешняя поверхность 2 может содержать поверхность с волнами (см. Фиг.7), шероховатой поверхности (см. Фиг. 8) или поверхности с профилем резьбы (см. Фиг. 9). Эти поверхности 2 с определенной шероховатостью помогают увеличить прочность соединения и передачу тепла между гильзой 10 и блоком цилиндров 8 , как показано в документе известного уровня техники US2011 / 0154988 от текущего заявителя.
Нанесение покрытия 5 из чистого никеля уже известно из уровня техники в случае гладких гильз 10 . Однако это приложение приводит к образованию диффузионного слоя 6 (см. ФИГ.5) между алюминием блока цилиндров 8 и чугуном гильзы 10 , образуя хрупкое интерметаллическое соединение (железо-никель-алюминий), которое может разрушаться во время работы двигателя.
В настоящем изобретении используется гильза 10 , имеющая внешнюю поверхность 2 с определенной шероховатостью, что приводит к большей площади контакта между алюминием блока цилиндров 8 и чугунной гильзой 10 , и во время литья создается турбулентный поток материала, тем самым сокращая время контакта алюминия с внешней поверхностью 2 , что, таким образом, предотвращает образование диффузионного слоя 6 , приводящего только к заполнению зазоров отливки и, следовательно, приклеивание гильзы 10 к блоку 8 .
Отсутствие диффузионного слоя 6 и покрытия 5 из чистого никеля гарантирует экспоненциальный выигрыш в отношении сцепления гильзы 10 . Как можно увидеть на фиг. 10, гильза 10 с определенной шероховатостью на внешней поверхности 2 сцепляется в два раза сильнее при использовании шероховатости 0,70 мкм по сравнению с шероховатостью менее 0,60 мкм. Кроме того, при использовании шероховатости 0,90 мкм гильза 10 обеспечивает в 30 раз большую прочность сцепления по сравнению с гильзой 10 с шероховатостью менее 0.60 мкм.
Кроме того, фиг. 10 показано экспоненциальное увеличение сцепления гильзы 10, , когда нанесение покрытия 5 из никеля сочетается с шероховатостью гильзы 10 . У гильзы 10 с покрытием из никеля прочность сцепления увеличивается в три раза, когда шероховатость менее 0,60 мкм увеличивается до 0,70 мкм и, кроме того, когда шероховатость менее 0,60 мкм увеличивается до 0,90 мкм, склеивание лайнер 10 прочнее в 55 раз, т.е.е. получается соединение в 25 раз прочнее по сравнению с футеровкой 10 только с шероховатостью и без нанесения покрытия 5 из никеля.
Как видно на фиг. 5 диффузионный слой 6 формируется при нанесении покрытия 5 из никеля на гильзу 10 с внешней поверхностью 2 , имеющей шероховатость менее 0,60 мкм. Образование этого диффузионного слоя 6 приводит к ухудшению сцепления гильзы 10 с блоком 8 и, кроме того, допускает возможность возникновения трещин во время работы двигателя.
Между тем, фиг. 6 показывает гильзу 10 , снабженную внешней поверхностью 2 с шероховатостью более 0,60 мкм, предпочтительно с шероховатостью 0,70 мкм и более предпочтительно с шероховатостью 0,90 мкм. В этом случае отсутствует диффузионный слой 6 , что, таким образом, увеличивает сцепление гильзы 10 с блоком 8 и дополнительно исключает возникновение трещин.
Что касается эффективности теплопередачи, фиг. 11 ясно показывает, что эта эффективность увеличивается на 20%, когда гильза 10 содержит покрытие 5 из Ni99, по сравнению с другими гильзами 10 , которые не содержат какого-либо покрытия.
РИС. 11 показывает, что настоящее изобретение предлагает явное преимущество с точки зрения теплопередачи по сравнению с предшествующим уровнем техники и, в свою очередь, способствует лучшему контролю деформации канала гильзы цилиндра 10 , а также улучшенному зазору между поршнем и гильзой 10 . Это приводит к уменьшению расхода смазочного масла и расхода топлива (с учетом более низких нагрузок по касательной к кольцу для уменьшения истирания) и, как следствие, более низких выбросов CO 2 .
Преимущество покрытия из чистого никеля (Ni99) перед всеми существующими покрытиями предшествующего уровня техники связано с шероховатостью поверхности и разницей между температурой плавления чистого никеля покрытия 5 гильзы 10 , которая находится в диапазоне от 1500 ° C до 1700 ° C, и температура плавления алюминиевого сплава блока цилиндров 8 , которая находится в диапазоне от 500 ° C до 700 ° C. Эта разница температур в сочетании с шероховатость гарантирует большую прочность сцепления, когда гильза 10 вставляется в блок цилиндров 8 .
Кроме того, следует отметить, что настоящее изобретение успешно способствует введению вкладышей 10 без пустот 15 , как можно видеть из фиг. 4.
Концепция настоящего изобретения, таким образом, является альтернативой для современных двигателей, в которых в блоке цилиндров 8 используется алюминиевый сплав. Поскольку толщина покрытия 5 довольно мала, например 10 мкм или 12 мкм (см. Фиг.4), удовлетворительное соединение гильзы 10 в сочетании с низкими допусками внешнего диаметра гильзы 10 позволяет конструкция компактных блоков цилиндров 8 , т.е.е. с меньшим расстоянием между отверстиями 12 .
По сравнению с методом термического напыления, используемым в предшествующем уровне техники, который требует покрытий с толщиной около 200 мкм из-за специфических характеристик процесса, в настоящем изобретении используется, например, покрытие толщиной 10 мкм, и это различие приводит к уменьшению расстояния между отверстиями цилиндров (см. фиг. 13).
Это уменьшение приводит к значительному уменьшению веса блока цилиндров 8 , что является основной целью основных производителей ввиду упомянутых выше преимуществ.
После описания предпочтительных иллюстративных вариантов осуществления следует понимать, что объем настоящего изобретения охватывает другие возможные варианты и ограничивается только содержанием прилагаемой формулы изобретения, которая включает возможные эквиваленты.
IRJET-Запрошенная вами страница не найдена на нашем сайте
IRJET приглашает статьи из различных инженерных и технологических дисциплин для Тома 8, выпуск 4 (апрель-2021)
Отправить сейчас
IRJET Vol-8, выпуск 4 , Апрель 2021 г. Публикация продолжается…
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы менеджмента качества.
IRJET приглашает участников из различных инженерных и технологических и научных дисциплин для Тома 8, выпуск 4 (апрель-2021)
Отправить сейчас
IRJET Vol-8, выпуск 4, апрель 2021 г. Публикация продолжается…
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы менеджмента качества.
IRJET приглашает участников из различных инженерных и технологических и научных дисциплин для Тома 8, выпуск 4 (апрель-2021)
Отправить сейчас
IRJET Vol-8, выпуск 4, апрель 2021 г. Публикация продолжается…
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы менеджмента качества.
IRJET приглашает участников из различных инженерных и технологических и научных дисциплин для Тома 8, выпуск 4 (апрель-2021)
Отправить сейчас
IRJET Vol-8, выпуск 4, апрель 2021 г. Публикация продолжается…
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы менеджмента качества.
IRJET приглашает участников из различных инженерных и технологических и научных дисциплин для Тома 8, выпуск 4 (апрель-2021)
Отправить сейчас
IRJET Vol-8, выпуск 4, апрель 2021 г. Публикация продолжается…
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы менеджмента качества.
IRJET приглашает участников из различных инженерных и технологических и научных дисциплин для Тома 8, выпуск 4 (апрель-2021)
Отправить сейчас
IRJET Vol-8, выпуск 4, апрель 2021 г. Публикация продолжается…
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы менеджмента качества.
IRJET приглашает участников из различных инженерных и технологических и научных дисциплин для Тома 8, выпуск 4 (апрель-2021)
Отправить сейчас
IRJET Vol-8, выпуск 4, апрель 2021 г. Публикация продолжается.