Технологический процесс: описание, виды, этапы
Первые достоверно известные технологические процессы были разработаны в древнем Шумере — на глиняной табличке клинописью был описан по операциям порядок приготовления пива. С тех пор способы описания технологий производства продуктов питания, инструментов, домашней утвари, оружия и украшений — всего, что изготавливало человечество, многократно усложнились и усовершенствовались. Современный технологический процесс может состоять из десятков, сотен и даже тысяч отдельных операций, он может быть многовариантным и ветвиться в зависимости от различных условий. Выбор той или иной технологии- это непросто выбор тех или иных станков, инструмента и оснастки. Нужно также обеспечить соответствие требованиям технических условий, плановых и финансовых показателей.
Технологический процесс
Содержание
Определение и характеристика
ГОСТ дает научно строгое, но сформулированное слишком сухим и наукообразным языком определение технологического процесса. Если же говорить о понятии технологического процесса более понятным языком, то технологический процесс — это совокупность выстроенных в определенном порядке операций. Он направлен на превращение сырья и заготовок в конечные изделия. Для этого с ними совершают определенные действия, обычно выполняемые механизмами. Технологический процесс не существует сам по себе, а является важнейшей частью более общего производственного процесса, включающего в себя в общем случае также процессы контрактации, закупки и логистики, продажи, управления финансами, административного управления и контроля качества.
Если же говорить о понятии технологического процесса более понятным языком, то технологический процесс — это совокупность выстроенных в определенном порядке операций. Он направлен на превращение сырья и заготовок в конечные изделия. Для этого с ними совершают определенные действия, обычно выполняемые механизмами. Технологический процесс не существует сам по себе, а является важнейшей частью более общего производственного процесса, включающего в себя в общем случае также процессы контрактации, закупки и логистики, продажи, управления финансами, административного управления и контроля качества.
Схема технологического процесса
Технологи на предприятии занимают весьма важное положение. Они являются своего рода посредниками между конструкторами, создающими идею изделия и выпускающими его чертежи, и производством, которому предстоит воплощать эти идеи и чертежи в металл, дерево, пластмассу и другие материалы. При разработке техпроцесса технологи работают в тесном контакте не только с конструкторами и производством, но и с логистикой, закупками, финансами и службой контроля качества.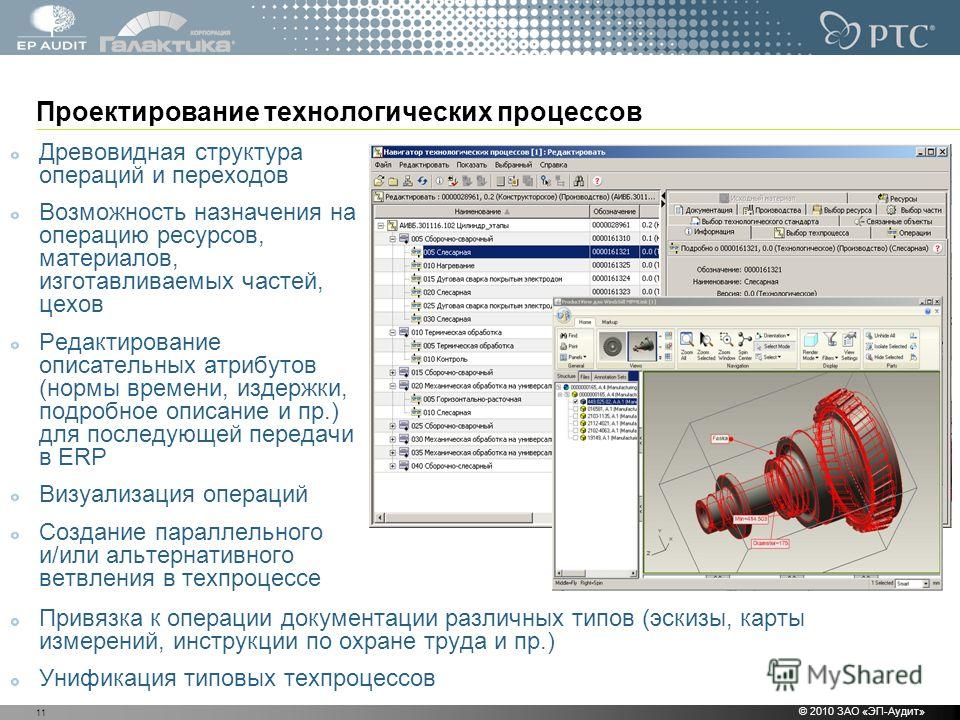 Именно техпроцесс и является той точкой, в которой сходятся требования всех этих подразделений и находится баланс между ними.
Именно техпроцесс и является той точкой, в которой сходятся требования всех этих подразделений и находится баланс между ними.
Описание технологического процесса должно содержаться в таких документах, как:
- Маршрутная карта — описание высокого уровня, в нем перечислены маршруты перемещения детали или заготовки от одного рабочего места к другому или между цехами.
- Операционная карта – описание среднего уровня, более подробное, в нем перечислены все операционные переходы, операции установки-съемки, используемые инструменты.
- Технологическая карта — документ самого низкого уровня, содержит самое подробное описание процессов обработки материалов, заготовок, узлов и сборок, параметры этих процессов, рабочие чертежи и используемая оснастка .
Технологическая карта даже для простого на первый взгляд изделия может представлять собой довольно толстый том.
Технологическая карта
Для сравнения и измерения технологических процессов серийного производства применяются следующие характеристики:
- Цикл технологической операции — длительность (измеряется в секундах, часах, днях, месяцах) операции, повторяющейся с определенной периодичностью.
 Отсчитывается от момента начала операции до момента ее окончания. Длительность цикла не зависит от числа заготовок или деталей, обрабатываемых одномоментно.
Отсчитывается от момента начала операции до момента ее окончания. Длительность цикла не зависит от числа заготовок или деталей, обрабатываемых одномоментно. - Такт выпуска изделия – промежуток времени, через который выпускается это изделие. Рассчитывается как отношение времени, за которое выпускается определенное количество изделий, к этому количеству. Так, если за 20 минут было выпущено 4 изделия, то такт выпуска будет равен 20/4=5 минут/штуку .
- Ритм выпуска – величина, обратная такту, определяется как число изделий, выпускаемых в единицу времени (секунду, час, месяц и т.п.).
В дискретном производстве такие характеристики технологических процессов не находят применения ввиду малой повторяемости изделий и больших сроков их выпуска.
Производственная программа — представляет собой список названий и учетных номеров выпускаемых изделий, причем для каждой позиции приводится объемы и сроки выпуска.
Производственная программа
Производственная программа предприятия складывается из производственных программ его цехов и участков. Она содержит:
Она содержит:
- Перечень выпускаемых изделий с детализацией типов, размеров, количества.
- Календарные планы выпуска с привязкой к каждой контрольной дате определенного объема выпускаемых изделий.
- Количество запасных частей к каждой позиции в рамках процесса поддержки жизненного цикла изделий.
- Подробную конструкторско-технологическую документацию, трехмерные модели, чертежи, деталировки и спецификации.
- Техусловия на производство и методики управления качеством, включая программы и методики испытаний и измерений.
Производственная программа является разделом общего бизнес-плана предприятия на каждый период планирования.
Виды техпроцессов
Классификация техпроцессов проводится по нескольким параметрам.
По критерию частоты повторения при производстве изделий технологические процессы подразделяют на:
- единичный технологический процесс, создается для производства уникальной по конструктивным и технологическим параметрам детали или изделия;
- типовой техпроцесс, создается для некоторого количества однотипных изделий, схожих по своим конструктивным и технологическим характеристикам.
 Единичный техпроцесс, в свою очередь, может состоять из набора типовых техпроцессов. Чем больше типовых техпроцессов применяется на предприятии, тем меньше затраты на подготовку производства и тем выше экономическая эффективность предприятия;
Единичный техпроцесс, в свою очередь, может состоять из набора типовых техпроцессов. Чем больше типовых техпроцессов применяется на предприятии, тем меньше затраты на подготовку производства и тем выше экономическая эффективность предприятия; - групповой техпроцесс подготавливается для деталей, различных конструктивно, но сходных технологически.
Пример типового технологического процесса
По критерию новизны и инновационности различают такие виды технологических процессов, как:
- Типичные. Основные технологические процессы используют традиционные, проверенные конструкции, технологии и операции обработки материалов, инструмента и оснастки.
- Перспективные. Такие процессы используют самые передовые технологии, материалы, инструменты, характерные для предприятий — лидеров отрасли.
По критерию степени детализации различают следующие виды технологических процессов:
- Маршрутный техпроцесс исполняется в виде маршрутной карты, содержащей информацию верхнего уровня: перечень операций, их последовательность, класс или группа используемого оборудования, технологическая оснастка и общая норма времени.

- Пооперационный техпроцесс содержит детализированную последовательность обработки вплоть до уровня переходов, режимов и их параметров. Исполняется в виде операционной карты.
Пример маршрутной карты
Пооперационный техпроцесс был разработан во время Второй Мировой войны в США в условиях нехватки квалифицированной рабочей силы. Детальные и подробные описания каждой стадии технологического процесса позволили привлечь к работе людей, не имевших производственного опыта и в срок выполнить большие военные заказы. В условиях мирного времени и наличия, хорошо обученного и достаточно опытного производственного персонала использование такого вида технологического процесса ведет к непроизводительным расходам. Иногда возникает ситуация, в которой технологи старательно издают толстые тома операционных карт, служба технической документации тиражирует их в положенном числе экземпляров, а производство не открывает эти талмуды. В цеху рабочие и мастера за многие годы работы накопили достаточный опыт и приобрели достаточно высокую квалификацию для того, чтобы самостоятельно выполнить последовательность операций и выбрать режимы работы оборудования.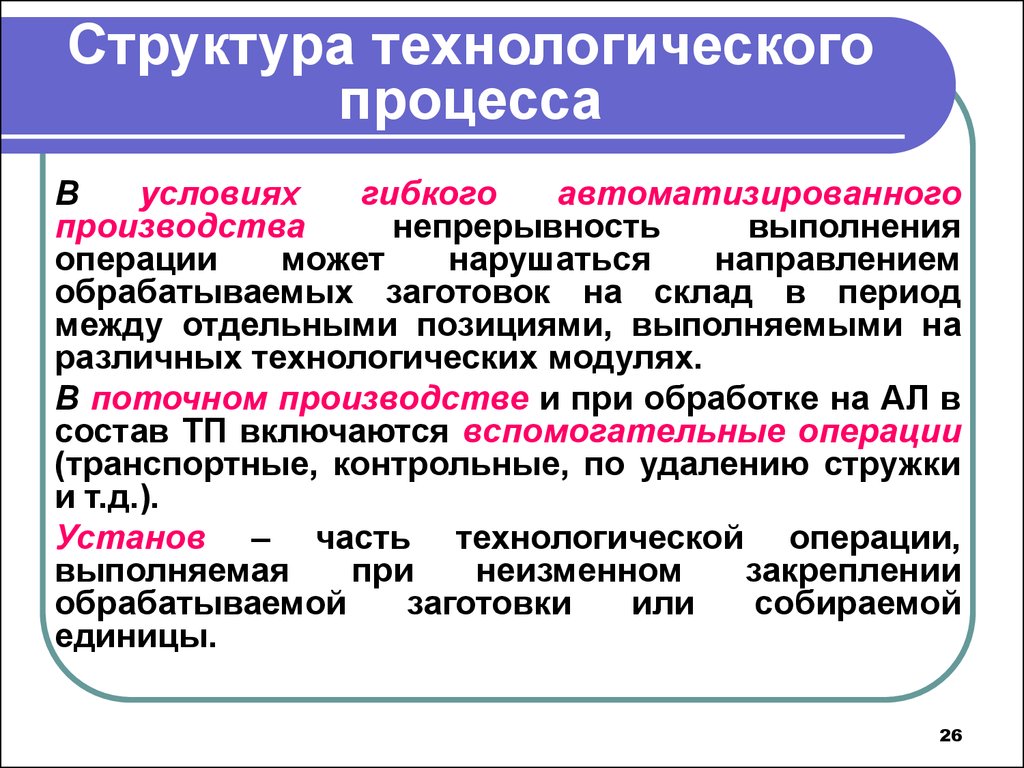 Таким предприятиям имеет смысл подумать об отказе от операционных карт и замене их маршрутными.
Таким предприятиям имеет смысл подумать об отказе от операционных карт и замене их маршрутными.
Существуют и другие классификации видов технологических процессов.
Этапы ТП
В ходе конструкторско-технологической подготовки производства различают такие этапы написания технологического процесса, как:
- Сбор, обработка и изучение исходных данных.
- Определение основных технологических решений.
- Подготовка технико-экономического обоснования (или обоснования целесообразности).
- Документирование техпроцесса.
Этапы технологического процесса
Трудно с первого раза найти технологические решения, обеспечивающие и плановые сроки, и необходимое качество, и плановую себестоимость изделия. Поэтому процесс разработки технологии – это процесс многовариантный и итеративный.
Если результаты экономических расчетов неудовлетворительны, то технологи повторяют основные этапы разработки технологического процесса до тех пор, пока не достигнут требуемых планом параметров.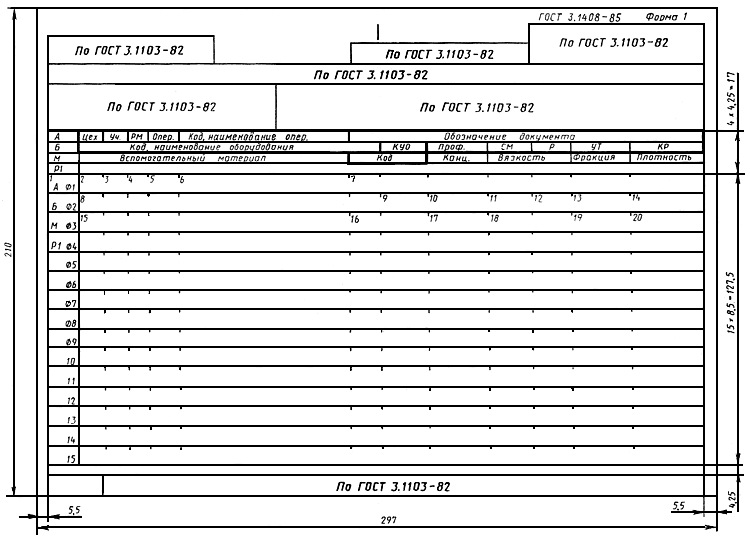
Сущность технологического процесса
Процессом называют изменение состояния объекта под воздействием внутренних или внешних по отношению к объекту условий.
Внешними факторами будут механические, химические, температурные, радиационные воздействия, внутренними — способность материала, детали, изделия сопротивляться эти воздействиям и сохранять свою исходную форму и фазовое состояние.
В ходе разработки техпроцесса технолог подбирает те внешние факторы, под воздействием которых материал заготовки или сырья изменит свою форму, размеры или свойства таким образом, чтобы удовлетворять :
- техническим спецификациям на конечное изделие;
- плановым показателям по срокам и объемам выпуска изделий;
- финансово-экономическим показателям, заложенным в бизнес-план предприятия.
За долгое время были выработаны основные принципы построения технологических процессов.
Принцип укрупнения операций
В этом случае в рамках одной операции собирается большее число переходов. С практической точки зрения такой поход позволяет улучшить точность взаимного расположения осей и обрабатываемых поверхностей. Такой эффект достигается за счет выполнения всех объединяемых в операцию переходов за одну остановку на станок или многокоординатный обрабатывающий центр.
Подход также упрощает внутреннюю логистику и снижает внутрицеховые расходы за счет снижения числа установок и наладок режимов работы оборудования.
Особенно важно это для крупногабаритных и сложных деталей, установка которых отнимает много времени.
Принцип применяется при работе на револьверных и многорезцовых токарных станках, многокоординатных обрабатывающих центрах.
Принцип расчленения операций
Операция разбивается на ряд простейших переходов, наладка режимов работы обрабатывающего оборудования выполняется единожды, для первой детали серии, далее оставшиеся детали проходят обработку на тех же режимах.
Такой подход эффективен при больших размерах серий и относительно несложной пространственной конфигурации изделий.
Принцип дает существенный эффект снижения относительной трудоемкости за счет улучшенной организации рабочих мест, совершенствования у рабочих навыка однообразных движений по постановке-снятию заготовок, манипуляций с инструментом и оборудованием.
Абсолютное число установок при этом растет, но сокращается время на настройку режимов оборудования, за счет чего и достигается положительный результат.
Чтобы получить этот положительный эффект, технологу придется позаботиться о применении специализированной оснастки и приспособлений, позволяющих быстро и, главное, точно устанавливать и снимать заготовку. Размер серии также должен быть значительным.
Обработка дерева и металла
На практике одну и ту же деталь, одного и того же размера и веса, из одного и того же материала можно изготовить разными, иногда сильно отличающимися друг от друга методами.
На этапе конструкторско-технологической подготовки производства конструкторы и технологи совместно прорабатывают несколько вариантов описания технологического процесса, изготовления и последовательности обработки изделия. Эти варианты сравниваются по ключевым показателям, насколько полно они удовлетворяют:
- техническим условиям на конечный продукт ;
- требованиям производственного плана, срокам и объемам отгрузки;
- финансово-экономическим показателям, заложенным в бизнес-план предприятия.
На следующем этапе проводится сравнение этих вариантов, из них выбирается оптимальный. Большое влияние на выбор варианта оказывает тип производства.
В случае единичного, или дискретного производства вероятность повторения выпуска одной и той же детали невелика. В этом случае выбирается вариант с минимальными издержками на разработку и создание специальной оснастки, инструмента и приспособлений, с максимальным задействованием универсальных станков и настраиваемой оснастки. Однако исключительные требования к точности соблюдения размеров или к условиям эксплуатации, таким, как радиация ил высоко агрессивные среды, могут вынудить применять и специально изготовленную оснастку, и уникальные инструменты.
При серийном же выпуске процесс производства разбивается на выпуск повторяющихся партий изделий. Технологический процесс оптимизируют с учетом существующего на предприятии оборудования, станком и обрабатывающих центров. Оборудование при этом снабжают специально разработанной оснасткой и приспособлениями, позволяющими сократить непроизводительные потери времени хотя бы на несколько секунд. В масштабе всей партии эти секунды сложатся вместе и дадут достаточный экономический эффект. Станки и обрабатывающие центры подвергают специализации, за станком закрепляют определенные группы операций.
В масштабе всей партии эти секунды сложатся вместе и дадут достаточный экономический эффект. Станки и обрабатывающие центры подвергают специализации, за станком закрепляют определенные группы операций.
При массовом производстве размеры серий весьма высоки, а выпускаемые детали достаточно долгий срок не подвергаются конструктивным изменениям. Специализация оборудования заходит еще дальше. В этом случае технологически и экономически оправдано закрепление за каждым станком одной и той же операции на все время выпуска серии, а также изготовление спецоснастки и применение отдельного режущего инструмента и средств измерений и контроля.
Оборудование в этом случае физически перемещают в цеху, располагая его в порядке следования операций в технологическом процессе
Средства выполнения технологических процессов
Технологический процесс существует сначала в головах технологов, далее он фиксируется на бумаге, а на современных предприятиях — в базе данных программ, обеспечивающих процесс управления жизненным циклом изделия (PLM).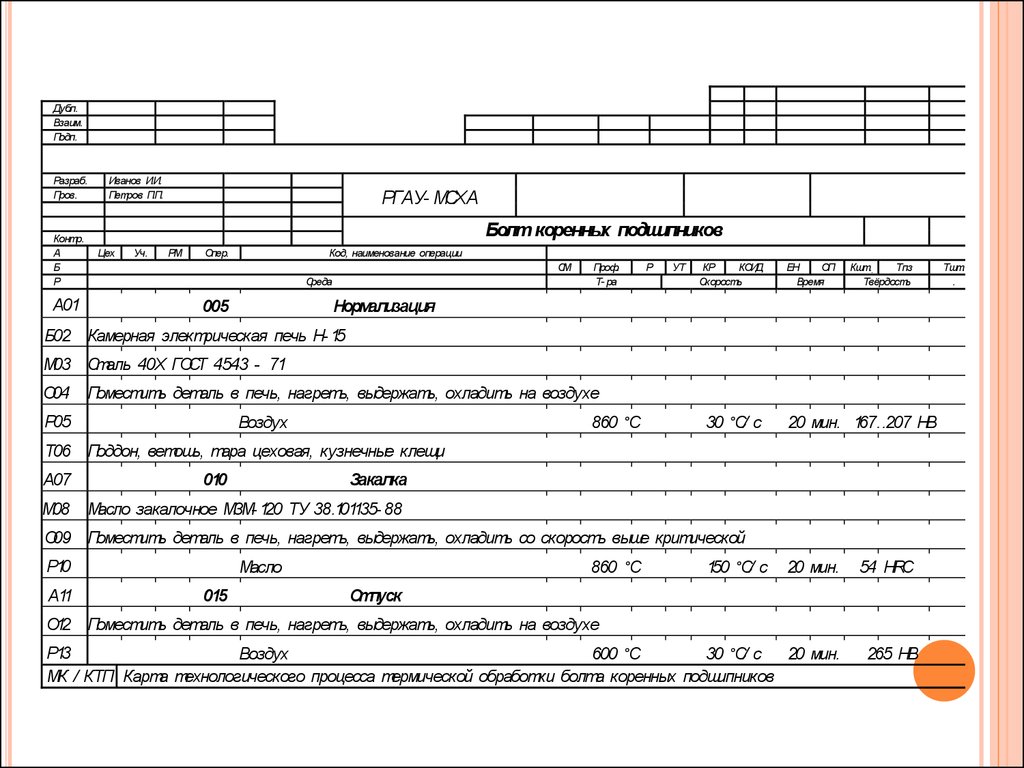 Переход на автоматизированные средства хранения, написания, тиражирования и проверки актуальности технологических процессов- это не вопрос времени, в вопрос выживания предприятия в конкурентной борьбе. При этом предприятиям приходится преодолевать сильное сопротивление высококвалифицированных технологов строй школы, привыкших за долгие годы писать техпроцессы от руки, а потом отдавать их на перепечатку.
Переход на автоматизированные средства хранения, написания, тиражирования и проверки актуальности технологических процессов- это не вопрос времени, в вопрос выживания предприятия в конкурентной борьбе. При этом предприятиям приходится преодолевать сильное сопротивление высококвалифицированных технологов строй школы, привыкших за долгие годы писать техпроцессы от руки, а потом отдавать их на перепечатку.
Программа управления технологическим процессом
Современные программные средства позволяют автоматически проверять упомянутые в техпроцессе инструмент, материалы и оснастку на применимость и актуальность, повторно использовать ранее написанные техпроцессы целиком или частично. Они повышают производительность труда технолога и существенно снижают риск человеческой ошибки при написании техпроцесса.
Для того чтобы из идей и расчетов технологический процесс превратился в реальность, необходимы физические средства его выполнения.
Технологическое оборудование предназначено для установки, закрепления, ориентации в пространстве и подачи в зону обработки сырья, заготовок, деталей, узлов и сборок.
В зависимости от отрасли производства сюда входят станки, обрабатывающие центры, реакторы, плавильные печи, кузнечные прессы, установки и целые комплексы.
Оборудование обладает длительным сроком использования и может изменять свои функции в зависимости от использования той или иной технологической оснастки.
Технологическая оснастка включает в себя инструмент, литейные формы, штампы, приспособления для установки и снятия детали, для облегчения доступа рабочих к зоне выполнения операций. Оснастка дополняет основное оборудование, расширяя его функциональность. Она имеет более короткий срок использования и иногда специально изготавливается для конкретной партии изделий или даже для одного уникального изделия. При разработке технологии следует шире применять универсальную оснастку, применимую для нескольких типоразмеров изделия. Особенно это важно на дискретных производствах, где стоимость оснастки не распределяется на всю серию, а целиком ложится на себестоимость одного изделия.
Инструмент предназначен для оказания непосредственного физического воздействия на материал заготовки с целью доведения ее формы размеров, физических, химических и других параметров до заданных в технических условиях.
Технолог при выборе инструмента должен принимать во внимание не только цену его покупки, но и ресурс и универсальность. Часто бывает, что более дорогой инструмент позволяет без его замены выпустить в несколько раз больше продукции, чем дешевый аналог. Кроме того, современный универсальный и высокоскоростной инструмент позволит также сократить время машинной обработки, что также прямо ведет к снижению себестоимости. С каждым годом технологи приобретают все больше экономических знаний и навыков, и написание техпроцесса из дела чисто технологического превращается в серьезный инструмент повышения конкурентоспособности предприятия.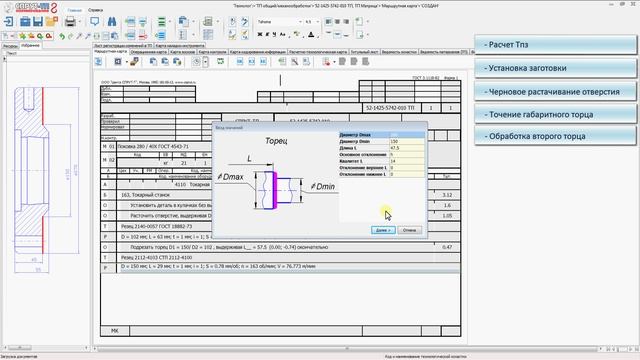
7.Технологический процесс: основные составляющие. Определения.
Технологический процесс — совокупность последовательно выполняемых операций, образующих вместе единый процесс преобразования исходных материалов в нужный товар.
Технологический процесс — последовательность технологических операций, необходимых для выполнения определенного вида работ. Технологический процесс состоят из рабочих операций, которые в свою очередь складываются из рабочих движений (приемов).
Типы технологического процесса.
Типы производства — классификационная категория производства, выделяемая по признакам широты номенклатуры, регулярности, стабильности и объема выпуска предметов торговли. Тип производства — важнейшая характеристика, от которой зависит объем подготовки производства для выпуска предмета торговли. Различают три типа производства: массовый, серийный, единичный.
Массовым
называют тип производства, или, проще, производство,
характеризуемое большим объемом выпуска
предметов торговли непрерывно
изготовляемых или ремонтируемых
продолжительное время, в течение которого
на большинстве Рабочих мест выполняется
одна рабочая операция.
Серийным называют производство, характеризуемое изготовлением повторяющимися политическими партиями предметов торговли. Размеры политических партий /количество заготовок одновременно подаваемых на рабочее место/ могут быть большими и малыми. Они определяют серийность производства.
Различают
производство крупносерийное, среднесерийное
и мелкосерийное. Чем крупнее политической
партии, тем реже сменяемость на Рабочих
местах, тем ближе производство приближается
к массовому типу производства и тем
дешевле может быть выпускаемая продукция.
В приборостроении крупносерийным
считается производство при объеме
выпуска не менее 5 тыс. штук в год.
Среднесерийное производство в интервале 1-5 тыс. штук в год. Мелкосерийное — до I тыс. штук в год.
Применяется для расчета: численности рабочих, роста плодотворности труда, трудоемкости, производственной структуры, длительности переходного периода, занятости населения обслуживаемого персонала, календарно-плановых нормативов. Единичным называют производство, характеризуемое малым объемом выпуска одинаковых предметов торговли, повторное изготовление предметов торговли, которых, как правило, не предусматривается. Здесь отсутствует цикличность производства, свойственная серийному производству.
Вид производства — это классификационная категория производства, выделяемая по признаку применяемого метода изготовления предмета торговли и наличия технологической подготовки производства. Например: литейное, сварочное, механообрабатывающее, сборочно-регулировочное и т.п.
Части
производства — это понятие включает в себя основное
и вспомогательное производство. Основное
производство — это производство товарной
продукции, которое изготавливает изделие
для поставки, т.е. изготовление заготовок,
готовых деталей и сборка их. Вспомогательное
производство — это производство средств, необходимых
для обеспечения функционирования
основного производства. К последнему
относятся: изготовление и ремонт средств
технологического оснащения, производство
или подача сжатого воздуха, тепловой и
электрической энергии и т.п. Технологический
процесс — часть производственного
процесса, содержащая целенаправленные
действия по изменению и /или/ определению
состояния предмета труда. Под изменением
состояния понимают изменение формы,
размеров, физических свойств и т.п. К
предметам труда относятся заготовки и
предмета торговли.
Основное
производство — это производство товарной
продукции, которое изготавливает изделие
для поставки, т.е. изготовление заготовок,
готовых деталей и сборка их. Вспомогательное
производство — это производство средств, необходимых
для обеспечения функционирования
основного производства. К последнему
относятся: изготовление и ремонт средств
технологического оснащения, производство
или подача сжатого воздуха, тепловой и
электрической энергии и т.п. Технологический
процесс — часть производственного
процесса, содержащая целенаправленные
действия по изменению и /или/ определению
состояния предмета труда. Под изменением
состояния понимают изменение формы,
размеров, физических свойств и т.п. К
предметам труда относятся заготовки и
предмета торговли.
Требования к технологическому процессу.
Основные требования к технологическому процессу:
—
Технологический процесс разрабатывается
для изготовления или ремонта предмета
торговли или совершенствования
действующего технологического процесса
в соответствии с достижениями науки и
техники.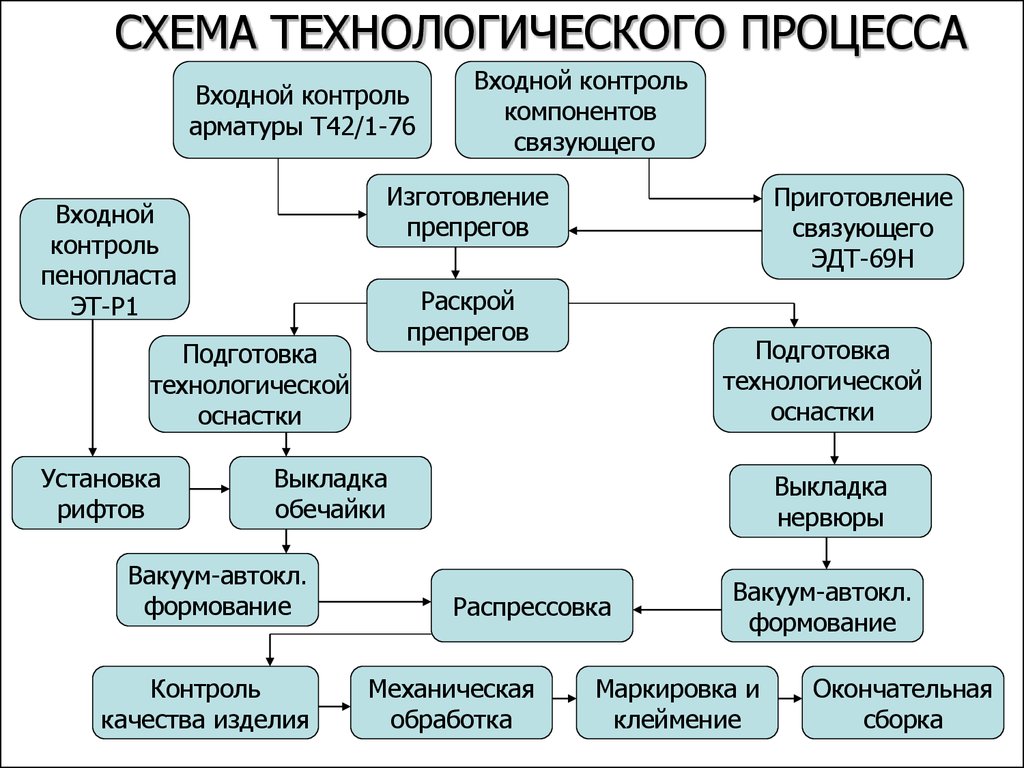
— Технологический процесс разрабатывается для предметов торговли, конструкция которых отработана на технологичность.
— Технологический процесс должен быть прогрессивным и обеспечивать повышение эффективности труда и качества предметов торговли, сокращение трудовых и материальных издержек на его реализацию.
— Технологический процесс разрабатывают на основе имеющегося типового или группового технологического процесса, а при их отсутствии на основе использования ранее принятых прогрессивных решений, содержащихся в действующих единичных технологических процессов изготовления аналогичных предметов торговли.
— Технологический процесс должен соответствовать требованиям техники безопасности, промышленной санитарии и охране окружающей среды.
Виды технологических процессов.
Единичный
технологический процесс разрабатывается для изготовления или
ремонта предмета торговли одного
наименования, независимо от типа
производства. Типовой технологический
процесс разрабатывается для изготовления
группы предметов торговли с общими
конструктивными и технологическими
признаками. Групповой
технологический процесс разрабатывается для изготовления группы
предметов торговли с разными конструктивными
признаками, но общими технологическими
признаками. Тип- представитель комплекса
деталей /так называемых типоразмеров,
которые отличают друг от друга только
размерными характеристиками/, для
которых можно разработать общий
технологический процесс, называемый
типовым. Метод работы по типовым
технологическим процессам получил
распространение в основном при
крупносерийном типе производства.
Применение групповых технологических
процессов позволяет достичь в мелкосерийном
типе производства такой же производительности,
как и в массовом типе производства.
Групповой
технологический процесс разрабатывается для изготовления группы
предметов торговли с разными конструктивными
признаками, но общими технологическими
признаками. Тип- представитель комплекса
деталей /так называемых типоразмеров,
которые отличают друг от друга только
размерными характеристиками/, для
которых можно разработать общий
технологический процесс, называемый
типовым. Метод работы по типовым
технологическим процессам получил
распространение в основном при
крупносерийном типе производства.
Применение групповых технологических
процессов позволяет достичь в мелкосерийном
типе производства такой же производительности,
как и в массовом типе производства.
Технологическая документация представляет собой комплект технологических документов необходимых и достаточных для выполнения технологического процесса /операции/. По степени детализации описания технологических процессов может быть:
«1 Маршрутное
описание — это сокращенное описание всех
технологических операций в маршрутной
карте в последовательности их выполнения
без указания переходов и технологических
режимов.
«2 Операционное описание — это полное описание всех технологических операций в последовательности выполнения с указанием переходов и технологических режимов.
«3 Маршрутно-операционное описание — это сокращенное описание технологических операций в маршрутной карте в последовательности их выполнения с полным описанием отдельных операций в других технологических документах. Степень детализации описания зависит от сложности выполняемых работ, типа производства и конкретных условий производства.
Структура технологического процесса.
Технологические процессы изготовления предметов торговли, деталей и заготовок при их разработке и в производственных условиях могут быть делимы на следующие структурные составляющие:
Технологическая
операция — законченная часть технологического
процесса, выполняемая на одном Рабочем
месте. На операцию определяется норма
времени и операция является, таким
образом, единицей для планирования
объема работы и Рабочих мест в цехе.
Установ — часть технологической операции, выполняемая при неизменном закреплении обрабатываемых заготовок или собираемой сборочной единицы.
Технологический переход — законченная часть технологической операции, выполняемая одними и теми же средствами технологического оснащения при постоянных технологических режимах и установка.
Вспомогательный переход — законченная часть технологической операции, состоящая из действий человека и /или/ оборудования, которые не сопровождаются изменением свойств предметов труда, но необходимы для выполнения технологического перехода /пример — установка заготовки, смена инструмента и т.п./. Вспомогательные переходы не записываются в карту технологического процесса. При одновременной обработке несколькими инструментами нескольких поверхностей переход называется совмещенным. Нередко встречаются операции, состоящие всего из одного технологического перехода.
Рабочий
ход — законченная часть технологического
перехода, состоящая из однократного
перемещения инструмента относительно
заготовки и сопровождается изменением
формы, размеров, качества поверхности
и свойств заготовки.
Позиция — фиксированное положение, занимаемое неизменно закрепленной обрабатываемой заготовкой или собираемой сборочной единицей совместно с приспособлением относительно инструмента или неподвижной части оборудования.
Прием — законченная совокупность действий человека при выполнении определенной части операции, применяемых при выполнении перехода или его части и объединенных одним целевым назначением. Например — включить станок, переключить подачи и т.п. Прием является частью вспомогательного перехода.
Технологический процесс и технологическая система (стр. 1 из 47)
1. Технология, технологический процесс, технологическая система: общие понятия, структура, роль и использование. Примеры.
Технология.
В буквальном смысле слово «технология» означает науку о производстве, т. е. науку о способах переработки сырья и материалов в средства производства и предметы потребления. Современный уровень производства вкладывает также и новое содержание в понятие технологии.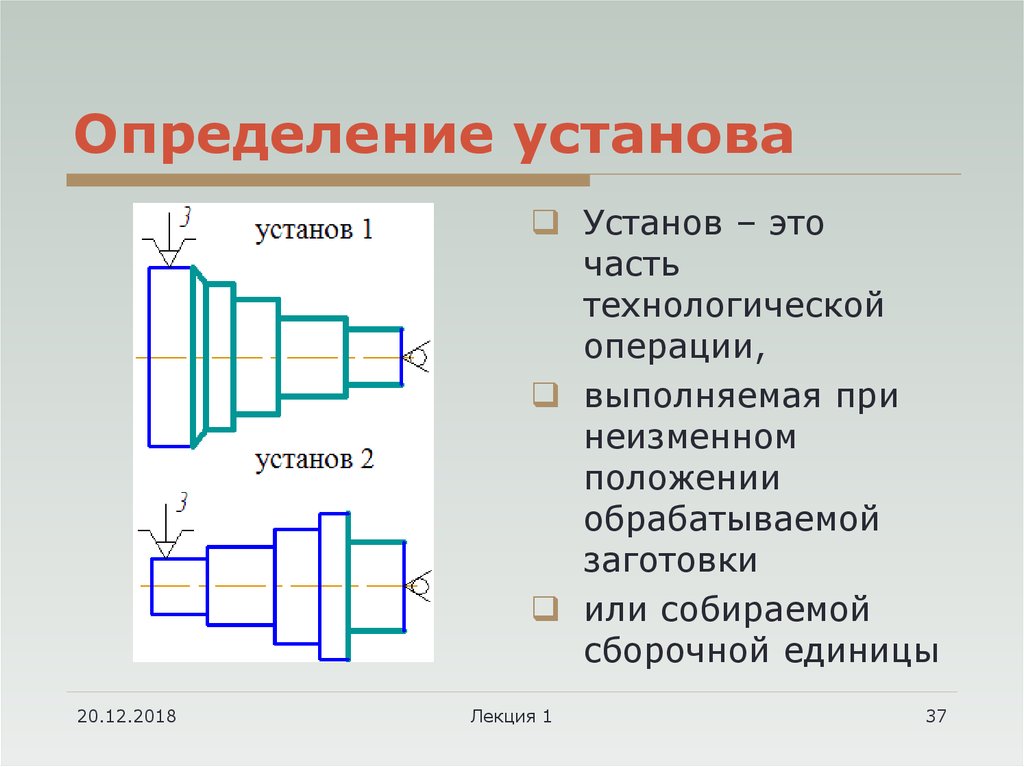 Поэтому технология — это наука о наиболее экономичных способах и процессах производства сырья, материалов и изделий.
Поэтому технология — это наука о наиболее экономичных способах и процессах производства сырья, материалов и изделий.
Производство осуществляет создание материальных благ. Главным для него является не просто получение целевого продукта, а массовое его получение при минимальных затратах ресурсов труда, сырья, энергии, минимальных капитальных вложениях и минимальном ущербе для человека и окружающей природной среды.
Основой деятельности любого предприятия является производственный процесс. Производственным процессом называется совокупность действий людей и орудий труда, осуществляемых дляпревращения материалов и полуфабрикатов в готовую продукцию. Производственный процесс состоит из технологического и вспомогательных процессов. Технологический процесс — часть производственного процесса, содержащая действия по изменению состояния предмета труда. Вспомогательные процессы обеспечивают производственный процесс в целом и включают в себя транспортировку, контроль продукции, подготовку производства, ремонт оборудования и т. п.
п.
Технологический процесс.
Технологический процесс составляет основу любого производственного процесса и является важнейшей его частью, связанной с переработкой сырья и превращением его в готовую продукцию. Основным элементом технологического процесса является технологическая операция.
Операцией называют законченную часть технологического процесса обработки одной или нескольких одновременно обрабатываемых заготовок, выполняемую на одном рабочем месте однимрабочим (или бригадой).
Технологические операции включают установи, позиции, технологические и вспомогательные переходы, рабочий и вспомогательные ходы.
У станов — часть технологической операции, выполняемая при неизменном закреплении заготовки.
Технологический переход — законченная часть технологической операции, выполняемая одним инструментом и характеризующаяся постоянством обрабатываемых или соединяемых поверхностей.
Вспомргательный переход — законченная часть технологической операции, не сопровождающаяся изменением формы, размеров и шероховатости поверхности, но необходимая для выполнения технологического перехода (замена инструмента).
Рабочий ход — законченная часть технологического перехода, состоящая из изменения формы, размеров, структуры, свойств, состояния или положения в пространстве.
Вспомогательный ход — законченная часть технологического перехода, состоящая из однократного перемещения инструмента, не сопровождаемого изменением формы, размеров (подвод инструмента, его отвод).
Проход — это часть перехода, осуществляемая при одном рабо- чем перемещении инструмента или заготовки в направлении пода- чи.
Расчленение технологического процесса позволяет выявить его элементы, оценить пути и стоимость их ускорения, проанализировать особенности затрат труда и возможные варианты его экономии. Выбор наиболее экономичных и рациональных операций — один из путей повышения эффективности производства. Классификацию технологических процессов можно провести по нескольким признакам.
По характеру качественных изменений сырья технологические процессы подразделяются на физические, механические и химические.
При физических и механических процессах переработки происходит изменение размеров, формы и свойств сырья. При этом внутреннее строение и состав вещества не меняется.
Например: изготовление металлических деталей резанием; дробление и измельчение вещества и т. п.
Химические процессы характеризуются изменением агрегатного состояния, химического состава и строения вещества. Например, химической переработкой топлива получают бензол, метан, этилен и другие продукты. Однако такое деление является условным.
По способу организации технологические процессы делятся на дискретные, непрерывные и комбинированные.
Дискретный технологический процесс характеризуется чередо- ванием рабочих и вспомогательных ходов с четким разграничением их во времени. Например, при механической обработке происходит установка заготовки (вспомогательный ход), подвод инструмента (вспомогательный ход), обработка заготовки режущим инструментом (рабочий ход), снятие детали (вспомогательный ход) и т. д.
д.
Такие технологические процессы распространены в машиностроении, строительстве, добывающих отраслях.
Недостатком дискретных процессов являются потери рабочего времени в процессе вспомогательных процессов.
Непрерывные процессы отличаются тем, что они не имеют чередования рабочего и вспомогательного ходов. Такие процессы характерны для химической промышленности.
В металлургии, энергетике имеют место комбинированные процессы, в которых наблюдается сочетание непрерывных и дискретных процессов. Примером может служить доменный процесс производства чугуна.
В общем виде любой технологический процесс можно рассматривать как систему, имеющую входы и выходы. Входами могут быть: состав сырья, его количество, температура и т. д., выходами — готовая продукция, ее количество, качество и т. п.Вход ►
Технологический процесс ► Выход
Например, технологический процесс производства чугуна будет иметь вид:
Технологическая система
Общественное производство характеризуется набором технологий, используемых в отрасли. Отрасли образуют в народном хозяйстве комплексы, а технологии соединяются в системы.
Отрасли образуют в народном хозяйстве комплексы, а технологии соединяются в системы.
Системой называется совокупность, образованная из элементов, между которыми существуют определенные отношения. Система может быть разделена на подсистемы различной сложности.
Согласно определению ГОСТа, технологическая система – это «совокупность функционально связанных средств технологического оснащения, предметов производства и исполнителей для выполнения в регламентированных условиях производства заданных тех- нологических процессов или операций».
Система состоит из большого числа элементов, связанных между собой и окружающей средой и действующих как единое целое. Например, станки, аппараты, механизмы, агрегаты, связаны между собой транспортными потоками сырья, материалов, энергии и т. п.
Внутреннюю организацию, порядок и построение характеризует структура системы.
Классификация технологических систем:
— четыре иерархических уровня технологических систем: технопроцесс,
производственное подразделение, предприятие, отрасль;
— три уровня автоматизации: механизированные системы, автоматизированные, автоматические; три уровня специализации: специальная технологическая система, специализированная, универсальная.
Можно выделить следующие системы технологий: параллельные, последовательные, комбинированные.
Продукция параллельной технологической системы равна сумме продукции всех составляющих ее элементов.
Характерной особенностью технологических систем с последовательной связью является то, что выпуск продукции такой системы определяется ее лимитирующим звеном. Последовательные технологические системы разного уровня различаются между собой.
Комбинированная технологическая система является объединением последовательных и параллельных систем более низкого уровня.
Все народное хозяйство можно рассматривать как системы технологических процессов разного уровня, последовательные и параллельные связи которых определяют характер его функционирования.
Технико-экономический уровень производственной системы характеризуется: уровнем орудий труда (инструмент, машины), уровнем предметов труда (сырье, материалы), уровнем рабочей силы (квалификация кадров), технологическим уровнем (уровень производственных процессов), организационно-экономическим уровнем.
Технологический уровень составляют:
1) уровень технологической интенсивности процессов;
2) уровень технологической организации производства;
3) уровень технологической оснащенности;
4) уровень управляемости технологической системы.
Уровень технологической интенсивности характеризуется степенью использования материальных, энергетических и временных ресурсов.
Уровень технологической организации производства определяется числом операций и стадий процесса.
Уровень технологической оснащенности характеризуется степенью оснащенности техническими средствами.
Уровень управляемости технологической системы характеризуется степенью достижения оптимальных режимов процесса с целью их наивысшей эффективности и результативности.
2. Производство — главный фактор развития рыночной экономики. Структура материального и нематериального производства.
Роль производственной и непроизводственной сфер в развитии рынэк-ки. Характеристика н\х комплекса.
Эк-ка – сфера общ отн-й, где пр-ся прод-я, как рез-т деят-ти произв и непроизв сфер, кот в последствии продается, обменивается, потреб-ся.
Прод-я – мат и дух блага (товары, услуги, продукты, работы)
Для пр-ва прод-и необходимы ресурсы => эк-ка – наука о том, как общ-во исп-ет ограниченные рес-сы, как распределяет прод-ю среди нас.
Следует 2 вывода:
1. Совр рын эк-ка – сложнейший хоз механизм, сост-щий из разл звеньев, структур, сфер, обл-тей, но из обобщений можно выделить 2 осн звена:
— пр-во – целенаправленная деят-ть по изготовлению прод-и
— рынок – целенаправленная деят-ть по размещению прод-и от производ-ля к потреб-лю.
Создание технологического процесса в ADEM VX
Создание технологического процесса в ADEM VX.
Андрей Красильников, Айрат Юзмухаметов, Игорь Ямаев
В
данной статье мы рассмотрим пример создания технологического процесса (ТП) с использованием средств модуля CAPP системы ADEM, приведем описание
наиболее эффективных методов и сервисов, применяемых при составлении маршрута
обработки, оснащении, нормировании и расчете основных параметров ТП.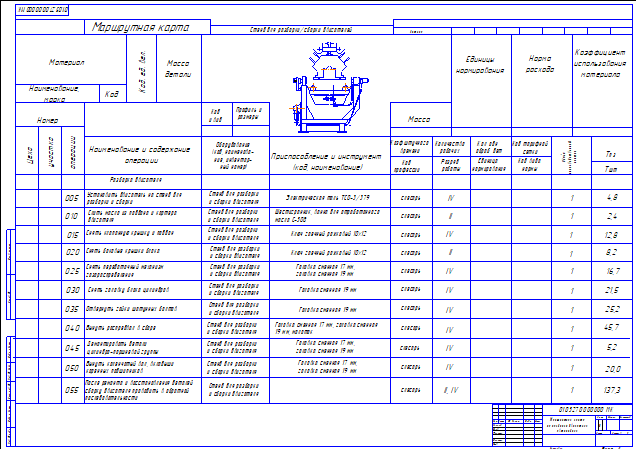 Этот этап является основным и самым
трудоемким, поэтому применение данных методов и сервисов позволяет значительно
ускорить процесс разработки ТП, что
приводит к повышению эффективности технологической подготовки производства.
Этот этап является основным и самым
трудоемким, поэтому применение данных методов и сервисов позволяет значительно
ускорить процесс разработки ТП, что
приводит к повышению эффективности технологической подготовки производства.
К основным возможностям модуля CAPP системы ADEM можно отнести:
- Получение необходимой информации от конструктора в электронном виде (чертеж, 3D модель).
- Проектирование маршрута изготовления (диалоговое или полуавтоматическое или автоматическое), представление его в виде структурированного иерархического дерева и в виде форматированного текста (отображаемая информация выделяется размером и цветом шрифта, отступами).
- Расчет основных режимов обработки, автоматизация рутинных расчетов.
- Материальное и трудовое нормирование.
- Формирование всей необходимой документации в
соответствии с требованием ЕСТД и
стандартов предприятия (СТП).

- Возможность работы с нормативно-справочной информацией как поставляемой с системой ADEM, так и с базами данных пользователей.
- Организация параллельной работы с ТП.
- Организация передачи информации о ТП в систему управления предприятием (MES/ERP).
Создание
технологического процесса в системе ADEM
выполняется в два этапа. Первый этап это ввод и накопление данных, собственно
сам процесс проектирования. При этом информация вводится только один раз, и в
дальнейшем может попадать в различные
документы. В зависимости от серийности производства разработка технологических
процессов ограничивается маршрутной технологией (в индивидуальном и
мелкосерийном производствах), либо разрабатывается более подробная
пооперационная технология (средне и крупносерийное производство). На втором
этапе осуществляется формирование выходных документов.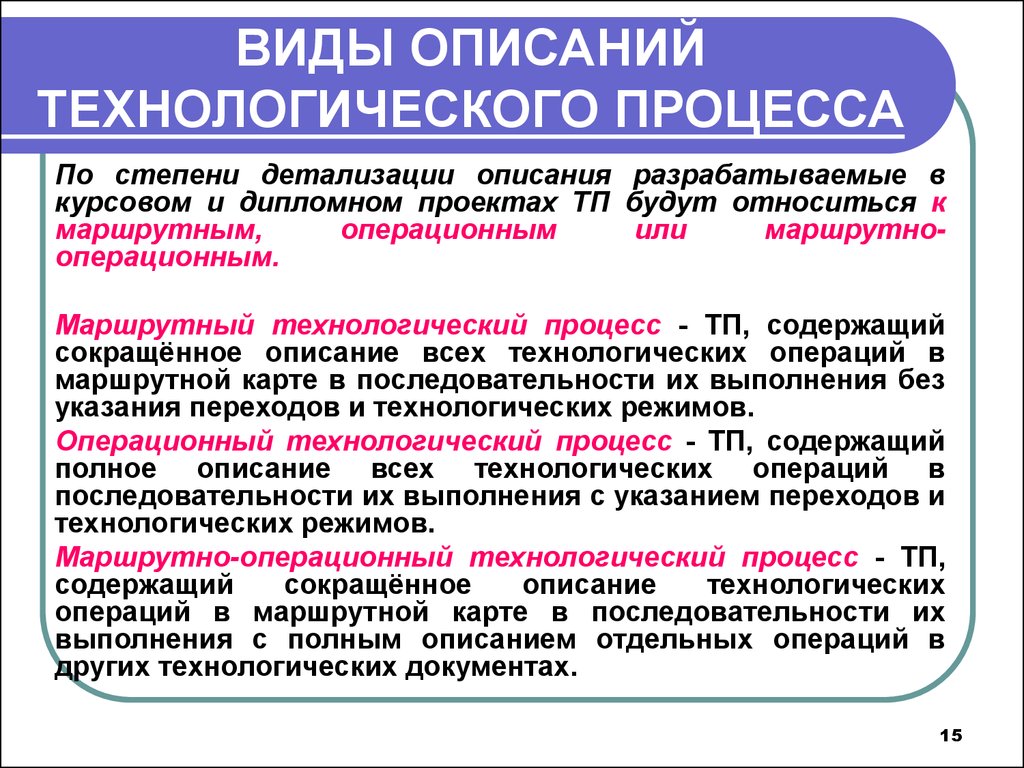 Данный этап выполняется
в пакетном режиме без участия технолога.
Данный этап выполняется
в пакетном режиме без участия технолога.
В качестве примера рассмотрим один из вариантов проектирования ТП – проектирование “с нуля”. В качестве исходных данных имеем 3D модель детали “Втулка” и конструкторский чертеж, оформленный в соответствии с ЕСКД (Рис. 1).
Рис. 1. Деталь “Втулка”.
Процесс изготовления детали можно представить в виде следующего маршрута обработки, который представлен на Рис. 2.
Рис. 2. Маршрут обработки.
Исходная информация
Для
технолога исходной информацией является
чертеж конструктора, на основании которого он и начинает проектирование ТП. Хорошо, если чертеж сделан с
использованием системы ADEM, тогда
все данные из штампа чертежа автоматически
попадают в общие данные проектируемого ТП
(Рис.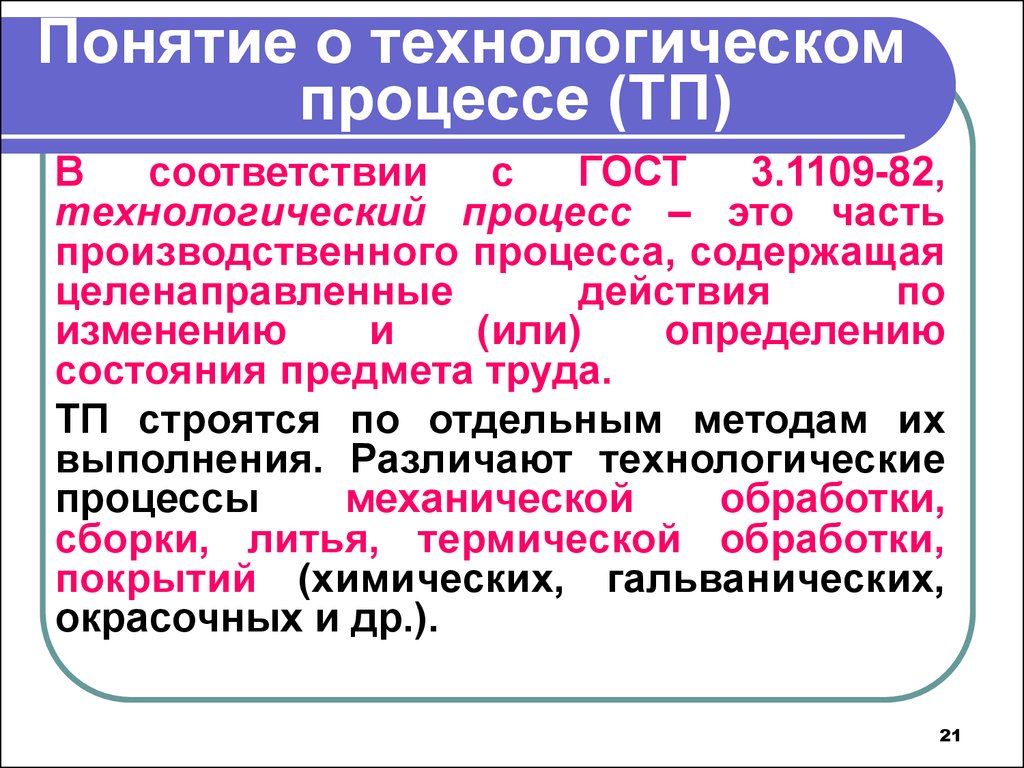 3). Если чертеж сделан в любой другой системе геометрического
моделирования, то его можно импортировать, используя стандартные форматы обмена
dxf или dwg и всю информацию из штампа чертежа получить в общие данные
методом скалывания с экрана. Стоит отметить, что наличие электронного чертежа
не является обязательным. Используя прямые форматы (SolidWorks, Pro/Engineer,
Catia, Inventor) или стандартные форматы обмена (Step, Iges), можно
импортировать объемную модель и использовать ее в процессе проектирования для
создания операционных эскизов или для создания обработки с применением
оборудования с ЧПУ.
3). Если чертеж сделан в любой другой системе геометрического
моделирования, то его можно импортировать, используя стандартные форматы обмена
dxf или dwg и всю информацию из штампа чертежа получить в общие данные
методом скалывания с экрана. Стоит отметить, что наличие электронного чертежа
не является обязательным. Используя прямые форматы (SolidWorks, Pro/Engineer,
Catia, Inventor) или стандартные форматы обмена (Step, Iges), можно
импортировать объемную модель и использовать ее в процессе проектирования для
создания операционных эскизов или для создания обработки с применением
оборудования с ЧПУ.
Материал
заготовки и ее параметры являются одними из основных характеристик детали. При
условии наличия заготовки, указанной в чертеже, в справочнике материалов и
сортаментов и при известных величинах, таких как масса детали, количество
деталей, система позволяет автоматически рассчитать массу заготовки (с учетом
ширины реза), КИМ, норму расхода материала (см.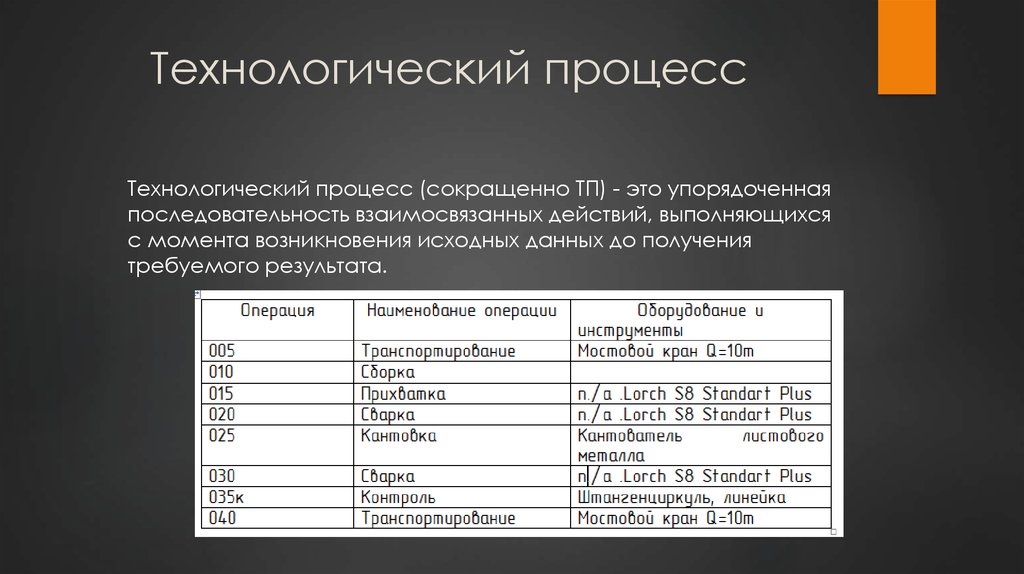 Рис. 3). Для этого система снабжена специальными алгоритмами
расчета. Если пользователь имеет свои, уникальные алгоритмы расчета каких-либо
параметров, то, описав сценарий расчета, можно подключить его к процессу
проектирования.
Рис. 3). Для этого система снабжена специальными алгоритмами
расчета. Если пользователь имеет свои, уникальные алгоритмы расчета каких-либо
параметров, то, описав сценарий расчета, можно подключить его к процессу
проектирования.
Рис. 3. Общие данные.
Операции
Переходим непосредственно к процессу проектирования маршрута обработки ? создание операций.
Операции можно создавать различными способами:
ü Выбирать из контекстно-зависимого меню. Для каждого направления проектирования ТП (механообработка, сборка, сварка и др.) формируется свое контекстно-зависимое меню;
ü Используя классификатор операций. Занесен весь классификатор технологических операций машиностроения и приборостроения, которые разбиты на виды и группы для удобства пользования;
ü Используя подготовленные фрагменты ТП, сохраненные в виде библиотеки технологических фрагментов ТП;
С
каждой операцией технологического процесса может быть связан операционный
эскиз.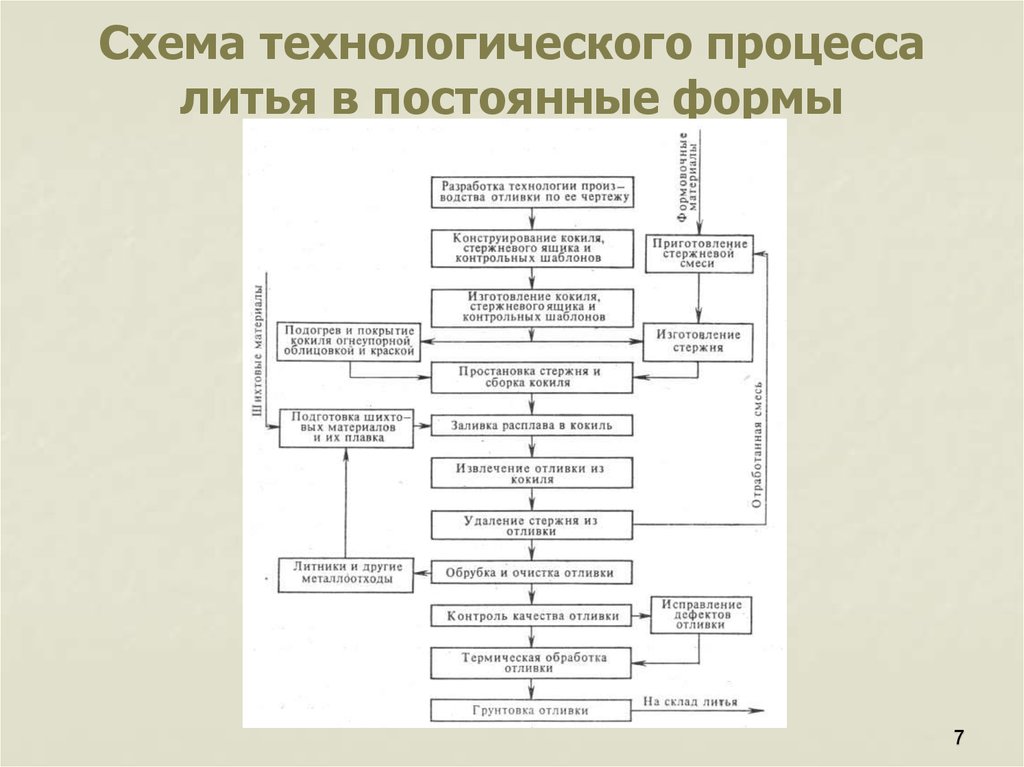 После перехода в модуль ADEM CAD в режиме создания эскиза технологу становится
доступным весь функционал данного модуля. Можно создать новый эскиз на основе
чертежа конструктора или объемной модели, загрузить готовый, или создать новый
эскиз с нуля, а также доработать любые предыдущие эскизы (Рис. 4)
После перехода в модуль ADEM CAD в режиме создания эскиза технологу становится
доступным весь функционал данного модуля. Можно создать новый эскиз на основе
чертежа конструктора или объемной модели, загрузить готовый, или создать новый
эскиз с нуля, а также доработать любые предыдущие эскизы (Рис. 4)
Рис. 4. Первый этап.
Переходы
Как и операции, переходы можно создать несколькими способами: выбрать из контекстно-зависимого меню, где есть возможность выбора различных типов переходов (установочные переходы, общие переходы, переходы технического контроля), либо загрузкой заранее подготовленных переходов из библиотеки технологических фрагментов ТП, либо используя автоматическое проектирование частей ТП.
Текст
содержания перехода можно выбрать из имеющихся фраз, содержащихся в справочнике
на все виды переходов, где с каждым типом операций используются свои шаблоны,
или набрать вручную.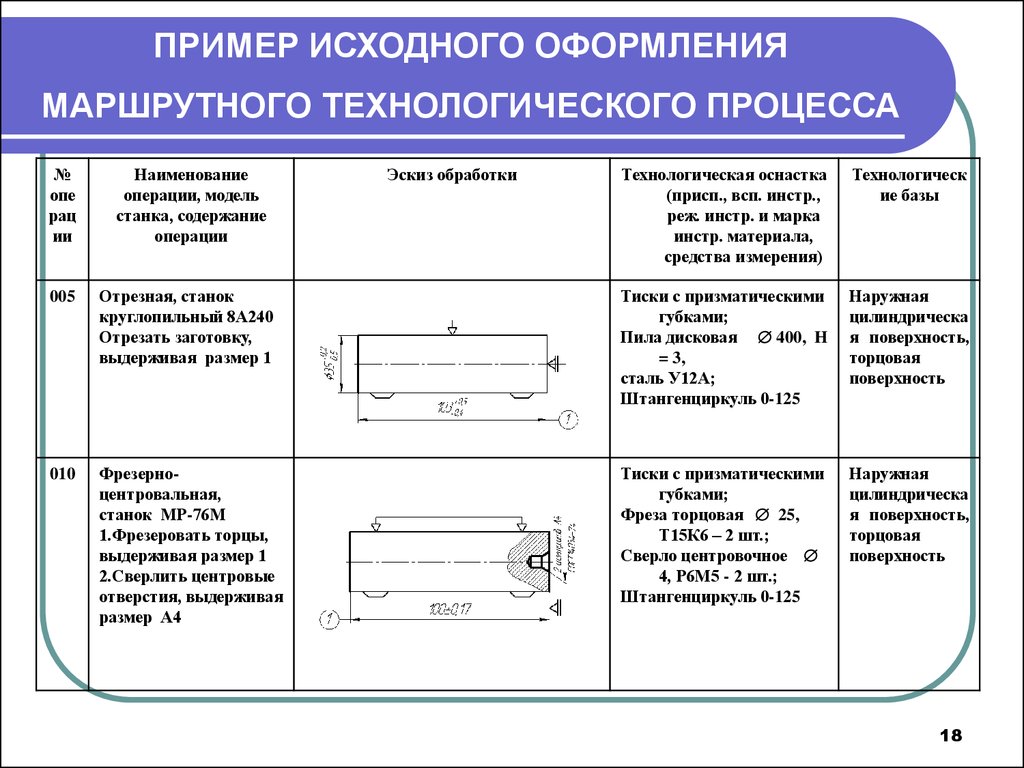 Дополнительную информацию, такую как размеры, тексты или
длины контуров можно сколоть с эскиза, что является удобным при составлении
содержания перехода и ускоряет процесс написания ТП. При вводе текстов переходов и другой текстовой информации неизбежно
могут возникать орфографические ошибки. Все современные текстовые процессоры (MS
Word, Open Office и др.)
имеют специальный функционал, обеспечивающий проверку правописания
(орфографии). С целью повышения качества формируемой документации в системе ADEM также появилась такая возможность
(см. Рис. 5).
Дополнительную информацию, такую как размеры, тексты или
длины контуров можно сколоть с эскиза, что является удобным при составлении
содержания перехода и ускоряет процесс написания ТП. При вводе текстов переходов и другой текстовой информации неизбежно
могут возникать орфографические ошибки. Все современные текстовые процессоры (MS
Word, Open Office и др.)
имеют специальный функционал, обеспечивающий проверку правописания
(орфографии). С целью повышения качества формируемой документации в системе ADEM также появилась такая возможность
(см. Рис. 5).
Рис. 5. Проверка правописания.
Очень удобно при этом
пользоваться технологическим окном, отображающим техпроцесс, как
форматированный текст (см. Рис. 6). В нем слова, содержащие ошибки выделяются
подчеркиванием. При этом можно по ссылке перейти к объекту техпроцесса, открыть
его на редактирование и исправить ошибку(и) методом прямого ввода или с
использованием контекстного меню.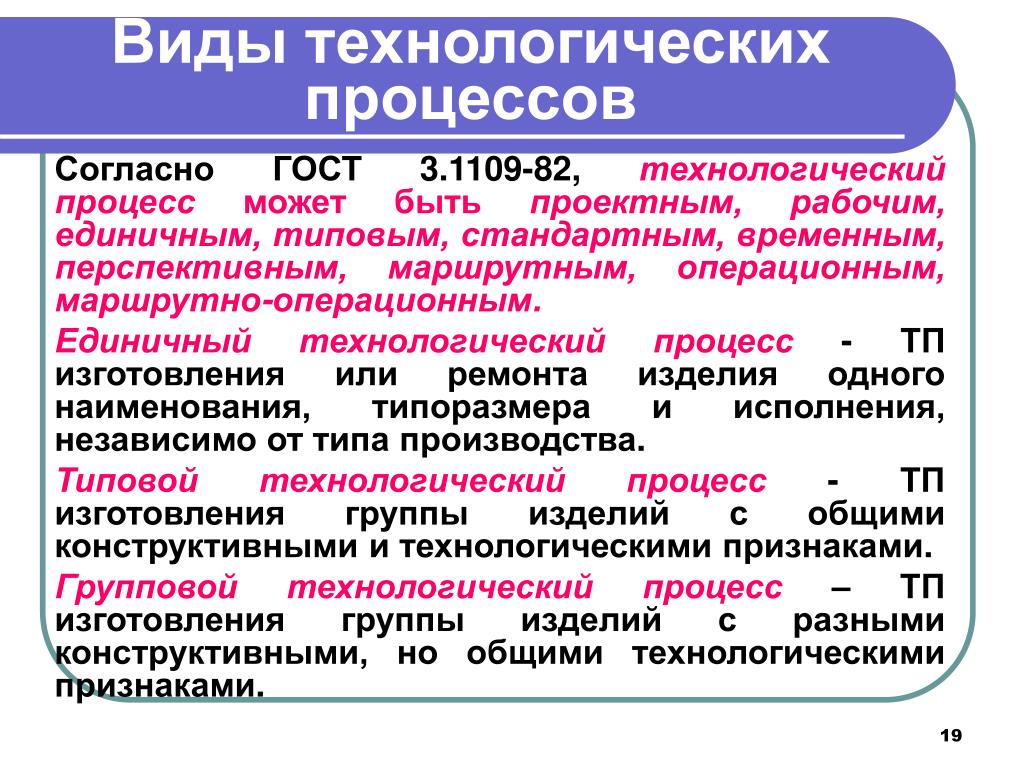 Однако функциональность этого окна не
ограничивается только возможностями форматированного вывода информации и
проверкой орфографии. Дополнительно пользователь получает следующие возможности
Однако функциональность этого окна не
ограничивается только возможностями форматированного вывода информации и
проверкой орфографии. Дополнительно пользователь получает следующие возможности
- Управление масштабом отображения;
- Установка уровня отображения информации. Всегда показывать весь технологический процесс, либо часть в зависимости от текущего объекта в дереве ТП;
- Контекстный поиск информации;
- Ссылка в тексте для перехода к объекту для последующего редактирования.
Рис. 6. Технологическое окно.
Оснащение
Одним
из наиболее важных этапов при создании технологического процесса является его
оснащение. Оснащение может выполняться на том же рабочем месте или может осуществляться
параллельно технологами по оснащению. Система ADEM позволяет проводить оснащение несколькими способами. Первый, когда
технолог сам выбирает из справочников режущий, мерительный, вспомогательный
инструмент.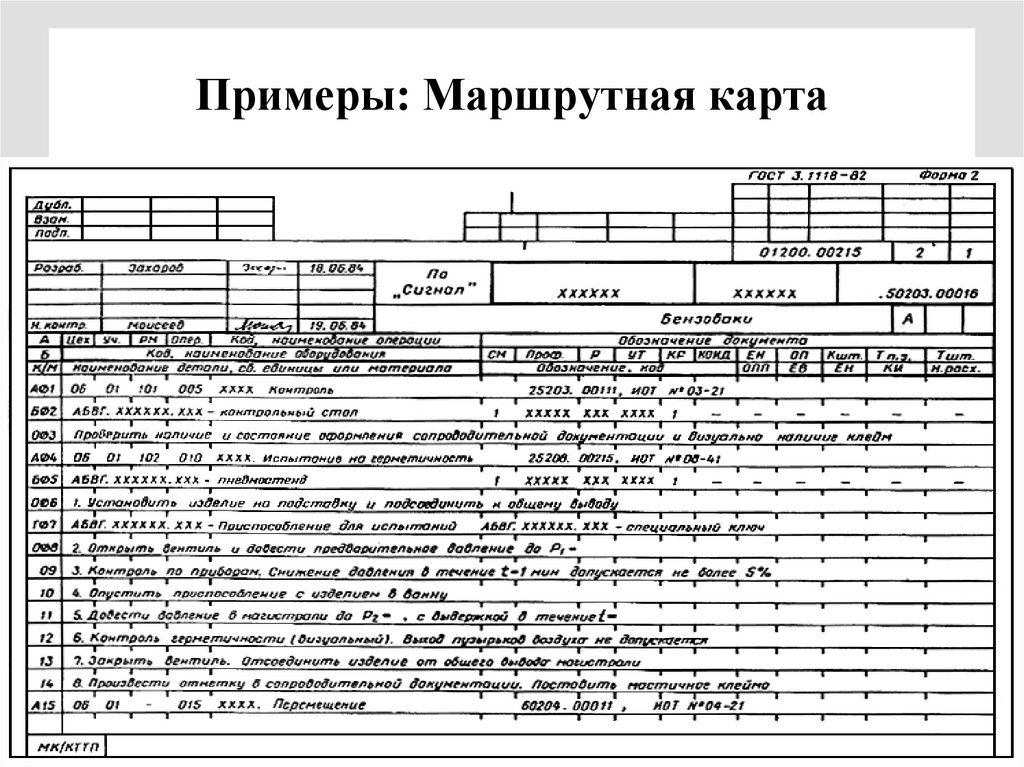
На
крупных предприятиях, как правило, оснащением занимается не технолог, а специализированные
технологические подразделения. Например, это могут быть бюро режущего
инструмента, бюро приспособлений, бюро вспомогательного инструмента и т.д. При
данной организации технологической подготовки производства на предприятии
система ADEM позволяет выполнять
оснащение ТП своими данными в каждом
подразделении одновременно. В каждом подразделении работают со своей копией ТП и вносят только те данные, которые
входят в зону ответственности данного подразделения. Т.е. бюро режущего
инструмента может в свою копию ТП
вносить только режущий инструмент, бюро приспособлений может в свою копию ТП вносить только приспособления и т.д.
По завершении оснащения в подразделениях предприятия вся информация автоматически
сливается в исходный техпроцесс. Таким образом, можно существенно сократить
сроки выпуска документации.
Расчет режимов резания
Режимы резания можно назначать разными способами. Это ручной ввод, выбор из таблиц и автоматический расчет. Таблицы содержат данные по режимам резания в зависимости от обрабатываемого материала, вида обработки и т.д. Выбранные режимы корректируются набором поправочных коэффициентов (тип заготовки, схема крепления детали в станке, материал режущей части и период стойкости инструмента и т.д.). Если на предприятии свои режимы обработки, то данные в таблицах можно откорректировать.
Автоматический
расчет режимов резания реализован для токарных, сверлильных, фрезерных и
шлифовальных операций. Расчет ведется с учетом паспортных данных станка, типа и
геометрии обрабатываемого конструктивного элемента, физико-механических свойств
обрабатываемого материала и состояния обрабатываемой заготовки, жесткости
системы СПИД, геометрии и вида режущего инструмента, схемы крепления
и др.
На основе заданных режимов резания система автоматически рассчитает норму основного времени. А если это операция с использованием оборудования с ЧПУ, то на основе полученной управляющей программы будет подсчитано точное машинное время с учетом ВСЕХ перемещений инструмента. Все результаты расчетов заносятся в технологические карты при их формировании.
Работа с нормативно справочной информацией
Не секрет,
что технологический процесс состоит
процентов на 80 из справочных данных. От того, насколько эффективно работает
система НСИ, зависит эффективность
работы технолога в целом. При этом не стоит забывать, что техпроцесс это не
только набор сформированных документов по ЕСТД
и СТП, а еще и важнейшая
информационная единица, на основе данных которой работают системы класса MES/EPR. Начиная с версии ADEM 9. 0, у пользователей появилась возможность работать как
с традиционной реляционной базой данных нормативно справочной информации, так и
с применением корпоративной системы i-Ris (см. Рис. 7).
0, у пользователей появилась возможность работать как
с традиционной реляционной базой данных нормативно справочной информации, так и
с применением корпоративной системы i-Ris (см. Рис. 7).
Рис. 7. Корпоративная система i-Ris
Программный
продукт использует технологию «клиент-сервер», что позволяет поддерживать
многопользовательский режим работы и масштабируемость системы в целом. Для
взаимодействия удалённых объектов используется технология Net Remoting.
Поддержка механизма ClickOnce позволяет запускать программный продукт и
одновременно проверять наличие опубликованных на Web-сайте разработчика
обновлений одним нажатием клавиши. Основой системы является
объектно-ориентированное ядро, т.е i-Ris оперирует не записями базы данных, а вполне конкретными объектами, которые
составляют предметную область системы. Основываясь на этих принципах, можно
реализовать различные прикладные задачи. Для сопряжения с другими программными
продуктами используется технология XML, COM, Net Framework.
Основываясь на этих принципах, можно
реализовать различные прикладные задачи. Для сопряжения с другими программными
продуктами используется технология XML, COM, Net Framework.
Нормирование
В настоящее время нормирование труда и повышение производительности труда рассматривается как важнейшие составляющие в организации производства. Для этого в системе реализована возможность автоматического нормирования объектов технологического процесса для любого типа производства (единичного, мелкосерийного, крупносерийного, массового) по общемашиностроительным нормативам труда. Вся работа осуществляется здесь же в среде ADEM CAPP в объектах ТП без открытия дополнительных окон и приложений, что позволяет технологу легко, быстро и удобно управлять этими данными. На основе нормативов система автоматически определяет нормы вспомогательного времени.
Время
на установку и снятие заготовки определяется из следующих составляющих: схемы
крепления детали, способа установки и крепления, вида установки, характера
выверки, массы заготовки, состояние установочной поверхности, количества
закрепляемых деталей, характера выверки и пр.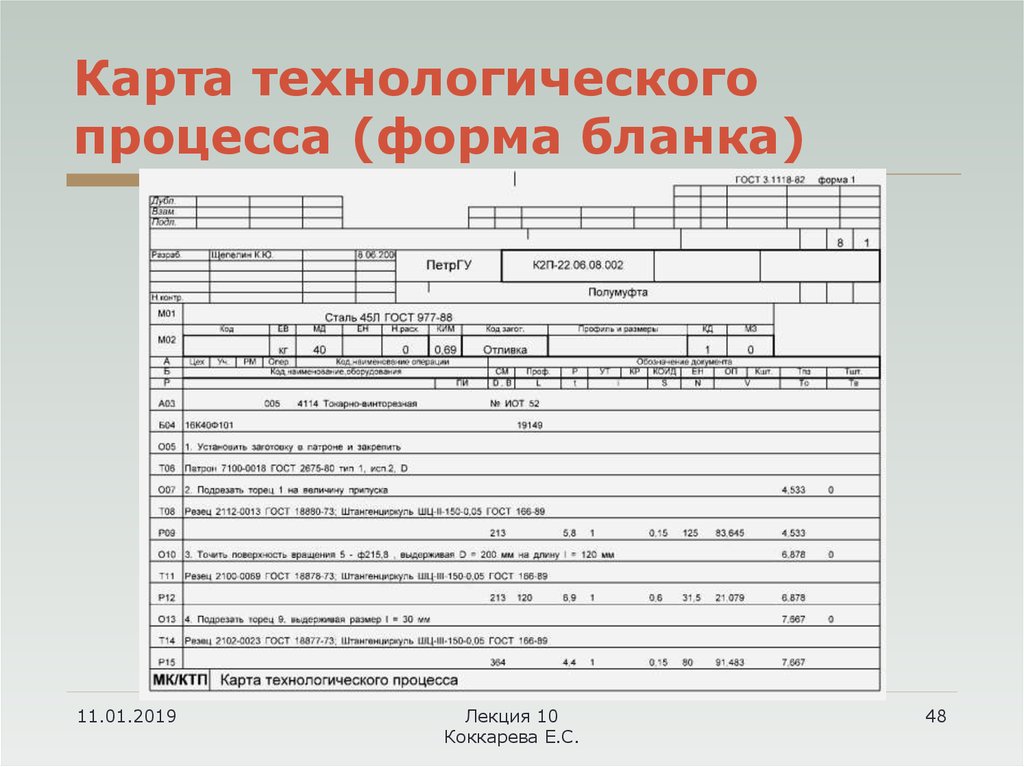
При определении времени на измерение учитывается используемый мерительный инструмент, точность измерения, измеряемый размер, длина измеряемой поверхности, тип детали (жесткая конструкция или тонкостенная деталь) и количество измерений данным инструментом.
Вспомогательное время, связанное с основными переходами рассчитывается с учетом времени на управление станком.
Расчет подготовительно-заключительного времени сводится к определению времени на организационную подготовку и времени на наладку станка, приспособления, инструмента, программных устройств. Подготовительно-заключительное время зависит от вида оборудования и его паспортных данных
Штучное время рассчитывается с учетом заложенных норм времени на отдых, личные надобности и обслуживание станка. Основное время для расчета норм штучного времени берется из расчетов режимов резания.
У
каждого предприятия могут быть свои нормы времени, поэтому в системе ADEM CAPP предусмотрена возможность корректировки норм времени путем
введения коэффициента на вспомогательное время. С применением в системе
возможности автоматического нормирования затрат труда, работы инженера по
нормированию сведены к минимуму.
С применением в системе
возможности автоматического нормирования затрат труда, работы инженера по
нормированию сведены к минимуму.
Для нормирования единичного, мелкосерийного, опытного или инструментального производства применяется укрупненное нормирование. Использование модуля укрупненного нормирования NTR (см. Рис. 8) позволяет эффективно определять и назначать технически обоснованные нормы времени на выполняемые работы (операции, переходы).
Рис. 8. Укрупненное нормирование.
Определение
норм времени можно осуществить на основе как стандартных карт с нормами
времени, так и на основе карт, которые используются на предприятии. Передача
информации ADEM CAPP – NTR осуществляется в обе стороны. Это
значит, что информация, введенная в модуле ADEM CAPP, используется при
назначении нормы времени в NTR (подбор необходимых карт и др.) и наоборот, при
создании проекта расчета, после передачи в ADEM автоматически сформируется
укрупненный пооперационный маршрут, с назначением используемого оборудования.
Итогом работы технолога является технологический процесс, представленный на Рис. 9.
Рис. 9. Спроектированный ТП.
Операции, выполняемые на оборудовании с ЧПУ
Одним из достоинств ADEM является то, что в рамках системы создано единое технологическое пространство, в котором содержится информация как об операциях, выполняемых на универсальном оборудовании, так и об операциях, выполняемых с использованием оборудования с ЧПУ. Вследствие этого не возникает двух различных маршрутов при описании обработки на станке с ЧПУ (см. Рис. 10).
Рис. 10. Оформление маршрута ТП.
Вся
информация из дерева ТП (операции, в
том числе операции с ЧПУ, переходы,
оснастка, режимы резания, нормы времени и др.) автоматически попадают в
формируемые маршрутные, операционные карты, ведомости оснастки, карты наладки и
другие. Так же в маршрут обработки на оборудовании с ЧПУ можно добавлять дополнительную информацию, не используемую при
расчете управляющей программы, но необходимую для оформления выходных
документов. Это могут быть установочные переходы, переходы технического
контроля, технические требования, примечания, приспособления и т.д. Для
эффективной работы технолога и технолога ? программиста, используется
единая информационная база данных по операциям, оборудованию, оснастке,
материалам для универсальных операций и операций с использованием станков с ЧПУ под управлением i—Ris.
Стоит отметить, что в системе ADEM можно проектировать не только технологические процессы обработки резанием. Приведем только некоторые из них:
- Сборка;
- Сварка;
- Получения неорганических (гальваника) и органических (покраска) покрытий;
- Термообработка, штамповка;
- Перемещение;
- Литье металлов и сплавов;
- Входной
контроль и др.

Каждое направление проектирования ТП имеет свои особенности и отличия. В рамках данной статьи рассмотрим лишь некоторые из них.
ТП сборки.
Одним
из отличий технологических процессов сборки является работа со сборочными
чертежами и спецификациями, формирование комплектовочных карт
(ГОСТ 3.1123-84) и операционных карт сборки (ГОСТ 3.1407-85).
Спецификация конструктора, созданная в системе ADEM, может быть использована для автоматического создания
элементов комплектовочной карты. При желании для создания элементов
комплектовочной карты можно использовать состав изделия, созданный в модуле
электронного архива ADEM Vault. На этапе
формирования текстов переходов операций сборки, собираемые позиции можно
выбирать из созданных ранее элементов комплектовочной карты. При формировании
комплектовочной карты номера операций, в которых используется позиция
комплектовочной карты, автоматически вычисляются и помещаются в соответствующее
поле карты. При формировании операционной карты сборки, система также
определяет используемые позиции комплектовочной карты в переходах операции и
выводит их в начале операционной карты
ТП сварки.
Согласно ГОСТ 3.1407-86 система ADEM позволяет описывать режимы на различные виды сварки (дуговая, контактная, лазерная сварка и т.п.). Гибкий механизм формирования документации позволяет оформить введенные режимы на разные виды сварки на листах маршрутной карты. В помощь технологу реализован расчет режимов ручной, полуавтоматической и автоматической сварки (см. Рис. 11). Расчет выполняется на основе следующих параметров: типа сварки, материала проволоки, свариваемого материала, типа шва, защитной среды и т.д. Рассчитываются режимы сварки, основное время, а также расход вспомогательных материалов (электродов, проволоки), наполняемость шва и пр.
Рис. 11. Расчет режимов сварки.
ТП штамповки
В этом направлении проектирования ТП раскрой листового материала является приоритетной задачей. Чем выше коэффициент использования материала, тем ниже стоимость изготовления, тем конкурентоспособнее продукция, выпускаемая на предприятии. Объединение функционала CAD, CAM и CAPP в единый технологический модуль позволяет решить эту задачу в полном объеме:
- Плоское моделирование деталей для проекта раскроя;
- Выполнение функции оптимальной раскладки плоских элементов на листе;
- Обработка с применением оборудования с ЧПУ (фрезерном, токарном, лазерном, гидроабразивном и др.)
- Оформление технологических карт
(маршрутных и операционных карт, карт раскроя и др.) с автоматическим
расчетом параметров получаемых заготовок (количество деталей из
заготовки, норму расхода, КИМ и др. ) и параметров использования исходной
заготовки (общее количество деталей, количество заготовок, коэффициент
раскроя материала (КРМ)). В расчете этих коэффициентов учитывается
получаемый отход.
Рис. 12. Раскрой листового материала.
ТП гальваники / покраски.
Как
правило, по данным направлениям проектируются типовые технологические процессы
и ведомости деталей к ним. Основные затраты технолога приходятся на
проектирование ведомостей деталей. Т.е. существует набор типовых техпроцессов и задача технолога
состоит в том, чтобы составить перечень деталей, который будет обработан по
выбранному технологическому процессу. Причем в нашей системе ТП создается только один раз, т.е. он
не переписывается много раз к каждой ведомости деталей. При проектировании ВТП
технолог назначает перечень операций для каждой детали из типового ТП, отличительную оснастку,
характеристики покрытия и т. п. При назначении характеристик покрытия система
позволяет считать площадь детали на основе объемной модели, а также площадь
всех деталей на приспособлении.
Формирование
Заключительным этапом работы является формирование выходной документации. Этот этап выполняется в пакетном режиме без участия технолога. В этом процессе все введенные данные помещаются в соответствующие поля технологических карт. Последовательность и состав карт в комплекте технологических документов определяется технологом на этапе ввода исходных данных. Формирование ТП в ADEM CAPP возможно на разных выходных формах для одних и тех же исходных данных.
Имеется возможность формирования отдельных видов документов без формирования всего комплекта в целом.
После
формирования в системе предусмотрен режим предварительного просмотра перед
печатью. Здесь все сформированные документы разбиты по группам для удобной
навигации (Рис. 13).
Рис. 13. Сформированный комплект документов.
В заключении хотелось бы сказать, что все усилия команды разработчиков группы компаний ADEM направлены на обеспечение технолога современным, удобным инструментом, который позволяет увеличить производительность его работы и, как следствие, сократить время технологической подготовки производства.
Технологический процесс
Технологический процесс – это часть производственного процесса, непосредственно связанная с изменением формы, размеров или физических свойств материалов или полуфабрикатов до получения изделия требуемой конфигурации и качества. Технологический процесс определяется также как часть производственного процесса, содержащая действия по изменению и последующему определению состояния предмета производства.
Технологический процесс состоит из операций.
Операция – это часть технологического процесса, выполняемая слесарем на одном рабочем месте с использованием или без использования механизированного или ручного инструмента, механизмов, приспособлений при обработке одной детали.
Примеры операций: выполнение канавки для смазки на подшипнике скольжения, нарезание винтовой поверхности на стержне, нарезание резьбы в отверстии и др.
Элементами технологической операции являются установ, технологический переход, вспомогательный переход, рабочий ход, вспомогательный ход, позиция.
Установ – часть технологической операции, выполняемая при неизменном закреплении обрабатываемой детали или собираемой сборочной единицы. Например, сверление в детали одного или нескольких отверстий разного диаметра при неизменном закреплении детали, нарезание резьбы на стержне.
Технологический переход – законченная часть операции, характеризуемая постоянством применяемого инструмента и поверхностей, образуемых при обработке или соединяемых при сборке. Например, сверление детали сверлом одного диаметра или соединение втулки с валом.
Вспомогательный переход – часть операции без изменения геометрии обрабатываемой поверхности или положения собираемых деталей, необходимая для выполнения технологического перехода (установка заготовки, смена инструментов и т. д.).
Рабочий ход – законченная часть операции, связанная с однократным перемещением инструмента относительно обрабатываемой детали, необходимая для осуществления изменения геометрии детали.
Вспомогательный ход не связан с изменением геометрии детали, но необходим для осуществления рабочего хода.
Позиция – это фиксированное положение, занимаемое закрепленной обрабатываемой деталью или собираемой сборочной единицей совместно с приспособлением относительно инструмента или неподвижной части оборудования для выполнения определенной части операции.
Карта технологического процесса является технологическим документом, содержащим описание процесса изготовления, сборки или ремонта изделия (включая контроль и перемещения) по всем операциям одного вида работ, выполняемых в одном цехе, в технологической последовательности с указанием данных о средствах технологического оснащения, материальных и трудовых нормативах. В ней определяются также место работы, вид и размеры материала, основные поверхности обработки детали и ее установка, рабочий инструмент и приспособления, а также продолжительность каждой операции.
Технологический процесс разрабатывается на основе чертежа, который для массового и крупносерийного производства должен быть выполнен очень детально. При единичном производстве часто дается только маршрутный технологический процесс с перечислением операций, необходимых для обработки или сборки.
Время, необходимое для изготовления изделия при единичном и мелкосерийном производстве, устанавливается приблизительно на основе хронометража или принятых норм, а при крупносерийном и массовом производстве – на основе расчетно-технических норм.
Базированием называется придание заготовке или изделию требуемого положения относительно выбранной системы координат.
База – это поверхность, сочетание поверхностей, ось или точка, принадлежащие заготовке либо изделию и используемые для базирования.
По назначению базы подразделяются на конструкторские, основные, вспомогательные, технологические и измерительные.
Конструкторская база используется для определения положения детали или сборочной единицы в изделии.
Основная база – это конструкторская база, принадлежащая данной детали или сборочной единице и используемая для определения ее положения в изделии. Например, основными базами вала, собираемого с подшипниками, являются его опорные шейки и упорный буртик или фланец.
Вспомогательная база – это конструкторская база, принадлежащая данной детали или сборочной единице и используемая для определения положения присоединяемого к ним изделия. Например, при соединении вала с фланцевой втулкой вспомогательной базой может быть посадочный диаметр вала, его буртик и шпонка.
Технологическая база – это поверхность, сочетание поверхностей или ось, используемые для определения положения заготовки либо изделия в процессе изготовления или ремонта. Например, плоскость основания детали и два базовых отверстия.
Измерительная база используется для определения относительного положения заготовки или изделия и средств измерения.
Дата добавления: 2018-05-10; просмотров: 1197; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Основные сведения о технологическом процессе в столярном производстве
Технологические процессы и применяемое оборудование в любом столярно-мебельном производстве независимо от их специфики примерно одинаковы. В равной степени это относится и к производству судовой мебели — деревянной и пластмассовой из трехслойных щитов, и только организация производства пластмассовой мебели из литьевой композиции ЛКФ-2 имеет свои особенности.
Технологический процесс изготовления судовой мебели состоит из нескольких этапов (или стадий), схематически представленных на рис. 6.1.
Рис. 6.1. Этапы (стадии) технологического процесса изготовления судовой мебели: а — деревянной, облицованной шпоном строганым; б —пластмассовой из трехслойных щитов; в — пластмассовой из литьевой композиции ЛКФ-2.
Начальной стадией технологического производства деревянной фанерованной и пластмассовой мебели из трехслойных щитов является сушка пиломатериалов и полуфабрикатов, за которой следует раскрой материала на черновые заготовки. При раскрое заготовкам придают правильную геометрическую форму и необходимые размеры.
Раскрой должен быть наиболее рациональным, чтобы в отходы пошла только негодная древесина. Размеры отрезков должны быть минимальными, на черновых заготовках необходимо оставлять припуски для их последующей обработки.
После соответствующей обработки заготовки получают готовую деталь с точными размерами, гладкими строгаными поверхностями и шлифованными гранями. Готовая деталь должна иметь необходимый профиль и «выработанные» элементы для столярной вязки — шипы, проушины, гнезда, отверстия и пр.
Однако только на правильно выстроганной и выверенной детали можно правильно и точно вырезать шипы и проушины, получить заданный профиль и т. п. Поэтому на третьем этапе технологического процесса заготовкам обязательно придают правильную форму и точные размеры. В зависимости от конструктивных размеров первоначальные заготовки склеивают в заготовки больших размеров и облицовывают шпоном или пластиком.
На следующем, четвертом этапе детали с правильными формами и точными размерами подвергают чистовой обработке на фрезерных, шипорезных, сверлильных и шлифовальных станках для выборки шпунтов, фальцев, зарезки шипов, сверления гнезд, шлифования и др.
На пятом этапе выполняют предварительную сборку деталей. Собранный узел на следующем этапе проходит обработку, при которой ему придают окончательную форму и размеры, так как во время сборки сложных узлов брусков, рамок, щитов и коробок могут появиться провесы и неточности размеров.
Далее следует стадия отделки узлов и деталей.
Последней стадией является сборка узлов и деталей в изделие, которое также требует различных зачисток и пригонок. Этих работ будет тем меньше, чем лучше организовано производство и точнее обработаны детали. При четком соблюдении системы допусков и посадок (ГОСТ 6449—76) приправочные и подгоночные работы можно исключить почти полностью.
В большинстве случаев отделке подвергают готовое собранное изделие или, если оно разборное, отдельные, также вполне собранные его части. Поэтому последовательность стадий отделки узлов и деталей и сборка их в изделие могут изменяться в зависимости от конструктивных особенностей изделия. Как правило, в изделиях, имеющих технологичную конструкцию, отделка предшествует сборке изделия.
Каждая стадия технологического процесса состоит из отдельных операций. При этом различают проходные операции, при которых обрабатываемая деталь совершает поступательное движение относительно инструмента (циклевание щитов на циклевальном станке и др.), и позиционные, при которых обрабатываемый материал закреплен и поступательное движение совершает инструмент (фугование кромок шпона и пластика на кромкофуговальном станке).
Позиционная операция может быть выполнена при одном или нескольких закреплениях детали, которые называют установками.
Проходная операция включает переходы и проходы. Ту часть операции, которую выполняют при обработке одной поверхности (пласти или кромки) одним и тем же инструментом, называют переходом. Например, циклевание пластей щита на циклевальном станке состоит из двух переходов.
Если для совершения одного перехода материал несколько раз перемещают относительно инструмента, то каждое его перемещение называется проходом. Так, на строгальном станке щит или брусок строгают за несколько проходов до получения необходимой толщины. На циклевальном станке щит также циклюют за несколько проходов, пока стружка не будет сниматься со всей ширины щита.
- Организация технологического процесса
- Сушка и пропитка древесины
- Машинная обработка древесины и пластмасс
- Облицовывание древесных материалов шпоном и декоративно-отделочными синтетическими материалами
- Основные технологические операции ручной обработки древесины
- Склеивание древесных материалов и слоистых пластиков. Сборка судовой мебели и каютного оборудования
- Отделка столярных изделий
- Перспективы внедрения механизации и автоматизации в производство судовой мебели и столярно-монтажных работ на судне
Что такое процесс? • Модель процесса
перейти к содержанию- Посмотреть увеличенное изображение
Процесс — это ряд шагов и решений, связанных с выполнением работы. Мы можем этого не осознавать, но процессы есть везде и в каждом аспекте нашего досуга и работы. Несколько примеров процессов могут включать:
- Приготовление завтрака
- Размещение заказа
- Разработка бюджета
- Составление наряда на работу
- Сортировка пациента
- Уборка комнаты
- Замена масла в автомобиле
- Строповка грузовика
- Заправка самолета
- Заправка автомобиля бензином
Чего не хватает в стандартном определении процесса?
Много! Позвольте мне привести пример того, почему заезженное стандартное определение процесса не описывает большинство процессов и почему оно не работает в течение 9 дней.0007 улучшение процесса проект. В ESPN есть базовый процесс проверки биографических данных нового сотрудника. Этот процесс описан ниже:
Этот процесс кажется простым и почти не допускает ошибок. Однако под базовым определением скрываются ключевые элементы информации, освещающие проблему и решение по улучшению процесса.
Временные параметры и взаимозависимость
Временные параметры и взаимозависимость являются ключом к пониманию реального поведения процесса. В процессе проверки биографических данных, описанном выше, заявитель отправлял проверки биографических данных только во вторник с 15:00 до 15:30. Это означает, что незавершенная проверка биографических данных может находиться в очереди до 7 дней, прежде чем будет отправлена. Три другие аналогичные задержки в процессе проверки биографических данных могут добавить 14 ненужных дней задержки. Понимание сроков действий в рамках процесса имеет решающее значение для любой методологии улучшения , но остается незамеченным, поскольку базовое определение не описывает его. Базовое определение процесса не включает структуру для описания того, когда происходит процесс.
Изменчивость
Обычно (без каламбура) средние значения используются для описания времени обработки изучаемых действий. Средние значения хорошо подходят для описания бизнес-процессов, не содержащих изменчивости во времени (или направлении процесса), без использования людей и без перерывов. Другими словами, 9Средние значения 0007 скрывают критическое поведение бизнес-процессов . Почему средние значения маскируют поведение процесса? Это все равно, что пытаться объяснить динамику семьи по одной фотографии. Вы получаете некоторую информацию из изображения, но понятия не имеете, что произошло непосредственно перед или после щелчка затвора. Переменное время приводит к потере пропускной способности, потому что система не может быть точно сбалансирована. Это означает с точки зрения сущности; ожидание будет происходить в различных точках процесса. Иногда ждать больше, чем обрабатывать. Бенджамин Франклин лаконично сформулировал этот принцип, сказав: «Потерянное время уже никогда не вернуть». Если игнорировать изменчивость «времени и направления», реальные возможности системы будут скрыты. Понимание эффекта изменчивости в «процессе проверки биографических данных», упомянутого выше, привело к новым решениям, которые смягчили крайнюю изменчивость.
Если синхронизация, взаимозависимость и изменчивость так важны, почему они игнорируются в определениях процессов?
Традиционные инструменты не имеют основы для захвата или наблюдения за влиянием этих критических факторов процесса . Без системы сбора и использования информации ее будут игнорировать почти все. Эта структура открывает глаза специалистам по улучшению процессов, чтобы они могли принимать эффективные решения.
«Если у вас нет «слова» для описания чего-либо, вы не можете это увидеть. Если вы этого не видите, вы не можете этим управлять».
Новое определение «Что такое процесс?»
Процесс состоит из четырех основных элементов:
- Шаги и решения — блок-схема. Ряд шагов и решений, описывающих способ завершения работы.
- Изменчивость времени обработки и потока — структура времени обработки.
- Сроки и взаимозависимость — когда происходят прибытия, когда люди работают и т. д.
- Назначение ресурсов — сколько и куда они назначены.
Расширенное определение процесса описывает поведение текущей системы. Используя эту информацию, связанную с моделью, можно изменить характеристики системы и протестировать ключевые показатели… прежде чем вкладывать ни копейки!
Хотите увидеть, как элементы расширенного определения процесса связаны вместе в простой для понимания модели? Подробнее…
Поиск:
Категории блога
- Истории применения
- Здравоохранение
- Логистика
- Производство
- Другие
- Сервис
- письма
- База знаний
- Модель здания
- Объекты модели
- Оптимизация
- Программное обеспечение
Что такое процесс? Нескучное руководство для обычных людей | Технологическая улица
Процессы намного интереснее, чем вы думаете. Это не какая-то шутка — они интересные, клянусь.
Хотя они определены как « набор взаимосвязанных рабочих задач, инициированных в ответ на событие, которое приводит к определенному результату », есть небольшая предыстория, которая помогает нам преодолеть корпоративные транквилизаторы и понять, что такое процесс. , и почему процессы имеют значение.
Сначала несколько примеров процессов:
- Уборка магазина
- Поиск адреса электронной почты
- Развертывание программного обеспечения
- Профилирование клиентов
- Адаптация нового сотрудника
- Планирование свадьбы
Но почему эти процессы? Почему они не просто рабочие места? Дело в том, что когда вы формализуете процесс, вы думаете о рабочем процессе с учетом производительности, и это упрощает его выполнение и оптимизацию.
Первый бизнес-процесс
Самое раннее известное определение бизнес-процесса принадлежит шотландскому экономисту Адаму Смиту. Разбивая свою идею на простейшие элементы, в 1776 году он описал бизнес-процесс на теоретической булавочной фабрике, в котором для изготовления одной булавки участвовало 18 отдельных человек:
«Один человек вытягивает проволоку, другой выпрямляет ее, третий режет, четвертый наводит, пятый шлифует наверху для получения головы: чтобы сделать голову, нужно две или три отдельные операции: надеть ее — особое дело, белить булавки — другое… и главное Таким образом, процесс изготовления булавки делится примерно на восемнадцать отдельных операций, которые на некоторых мануфактурах выполняются разными руками, хотя на других один и тот же человек иногда выполняет две или три из них».
Почему нас должно волновать, сколько людей потребуется для изготовления булавок или сколько шагов в этом процессе? Итак, Смит обнаружил, что путем создания процесса и назначения шагов отдельным специалистам производительность увеличилась на 24 000% .
Работа булавочной фабрики 18 века и изображение, вдохновившее Адама Смита на написание первого определения бизнес-процесса.Использование процессов для работы в 5 раз быстрее
Процесс необходим для разделения труда, потому что задача больше не находится в голове одного человека.
Инженер полного цикла может быть хорошим человеком, чтобы написать процесс, но он не должен запускать его от начала до конца в одиночку — работа становится в 240 раз более эффективной, когда она разделена между специалистами по выводам: человек, который вырезает штыревые провода весь день менее подвержены ошибкам, чем мастер-одиночка. Давайте перестанем говорить о булавках.
Зимним утром 1907 года Генри Форд отвез Чарльза Э. Соренсена на завод Пикетт-авеню, пустующее здание в Детройте, которое впоследствии станет местом рождения первого в Америке серийного доступного автомобиля. «Мы собираемся начать совершенно новую работу», — сказал он начальнику производства.
Завод на Пикет-авеню в Детройте, штат Мичиган. Сайт самой влиятельной в мире реализации бизнес-процессов. Форд объяснил свою идею нового процесса. Вместо одного ремесленника, создающего продукт в одиночку, всех научили выполнять одну из 84 простых, повторяющихся работ. Благодаря этому новому подходу к процессам компания Ford сократила время производства модели T с 12,5 до 2,5 часов.
Это был не только триумф для банковского счета Форда, но и один из самых революционных моментов в истории не только автомобилей или производства, но и всей истории бизнеса.
Три типа процессов, необходимых каждому бизнесу
Вы знаете, что процессы представляют собой набор логических инструкций, которые должны выполняться от начала до конца , но знаете ли вы, что существует три типа процессов? Это:
- Процессы управления
- Операционные процессы
- Вспомогательные процессы
Процессы управления
Процессы управления сосредоточены не столько на выполнении задачи от начала до конца, сколько на планировании и прогнозировании будущих операций компании.
Примером процесса управления может быть план генерального директора, как лучше организовать время и энергию маркетинговой команды для запуска PR-кампании. Частью процесса будет распределение ресурсов, определение временных рамок и проверка наличия и оптимизации систем.
Операционные процессы
Операционные процессы касаются вашего основного бизнес-процесса. Если вы занимаетесь производством футболок, одним из ваших основных операционных процессов является прием заказов по телефону. Другим было бы получение изготовленных футболок для отправки.
Чем бы ни занимался ваш бизнес, должны быть внедрены надежные процессы, чтобы сделать ваш бизнес масштабируемым и эффективным.
Вспомогательные процессы
Сюрприз-сюрприз — вспомогательные процессы поддерживают управленческие и операционные процессы. Компания полагается на эти процессы для поддержки планирования и выполнения частей бизнеса. Это такие процессы, как техподдержка, адаптация сотрудников или наем стажера.
Хотя это не то, что компания делает, чтобы заработать деньги, они облегчают основной поток доходов и делают так, чтобы процессам управления было чем управлять, и чтобы операционные процессы были максимально беспроблемными.
Анатомия процесса
Когда процесс задокументирован на бумаге (или, желательно, в цифровом виде), это делается в форме стандартного документа о рабочих процедурах. Хотя это не то, что вы берете с собой для чтения в 18-часовой полет, они значительно упрощают понимание, распространение, обучение и оптимизацию процессов.
СОП может содержать:
- Заголовок с названием, датой, автором и идентификатором
- Пошаговый список инструкций
- Группа или лицо, ответственное за выполнение каждой задачи
- Ресурсы (оборудование, деньги, время, команды поддержки), которые потребуются пользователю
- Ссылки на другие СОП
Как правило, предприятия и государственные органы создают сложную документацию СОП. Щелкните здесь, чтобы просмотреть пример вводного документа к набору СОП, разработанному General Electric для сотрудников, работающих с системами, управляемыми UNICORN. Вы заметите, что есть таблица кодовых номеров и обозначений СОП, а также пояснения терминологии.
Получить выписку из действующего СОП на покупку автомобиля здесь. Опять же, это очень тщательно и использует тот же стиль, который используют многие компании, чтобы убедиться, что SOP является водонепроницаемым.
… Но иногда СОП не будет такой сложной.
Небольшие компании разрабатывают эффективные процессы, которые просто выполняют свою работу, и меньше требуется автора и идентификатора СОП, когда они написаны с помощью программного обеспечения СОП, которое создаст его вручную. То же самое касается раздела ссылок, который теперь сделан с гиперссылками. Ниже приведен простой СОП, созданный Process Street:
Проблемы, которые решают процессы
В «Манифесте контрольного списка» — книге, о которой мы не можем перестать говорить, — Атул Гаванде рассказывает о том, как он реализовал процесс обеспечения безопасности в больнице Джона Хопкинса.
Это казалось простым, и это было не так круто, как другие их идеи, такие как роботизированная хирургия. Но на самом деле это был самый эффективный инструмент, который можно было реализовать, и это был всего лишь лист бумаги.
В ходе опроса после внедрения контрольного списка 78% медицинского персонала больницы заявили, что заметили, что контрольный список предотвращает ошибки. И окончательное доказательство: 93% хирургов хотели бы, чтобы к ним применялся контрольный список, если бы они находились в операционной во время операции.
Вот процесс:
Следующий пример более осязаем и катастрофичен.
Утром самого жаркого дня в году — 17 июля 1865 года — два поезда, набитые в основном детьми, столкнулись в городке Уайтмарш, штат Пенсильвания, в результате чего около 60 человек погибли и более 100 получили ранения. неизвестный художник
Причина? В Википедии это указано как «человеческая ошибка».
Поезда тянули гораздо больше вагонов, чем могли выдержать, а это означало, что машинистам приходилось периодически останавливаться, чтобы восстановить давление в двигателе, необходимое для движения. Из-за такого неустойчивого поведения поезд не шел по расписанию и не сообщал об этом окружающим станциям.
Водитель думал, что сможет наверстать упущенное и остаться в графике, поэтому он завел двигатель, выбрав альтернативный маршрут и думая, что он будет в стороне от Араминго , еще один поезд отходит из Виссахикона примерно в то же время.
На тупиковом повороте котлы двух поездов столкнулись и вызвали взрыв, слышимый на расстоянии до 5 миль. Ближайшие к котлам три вагона разлетелись в щепки, а остальные загорелись и сошли с рельсов.
В ответ на это бедствие Железная дорога Северной Пенсильвании скорректировала свои процессы. Они постановили, что никакие два поезда, движущиеся в двух направлениях, не будут следовать по одному и тому же пути, и телеграфная связь с близлежащими станциями стала обязательной.
Использование процессов в вашем бизнесе
В настоящее время предприятия (обычно) не ждут, пока произойдет катастрофический сбой, прежде чем задуматься о процессах. Если вы формально не используете процессы, никогда не рано.
Получите бесплатную учетную запись Process Street и начните создавать процессы, систематизируя свой бизнес и распределяя задачи. Как мы видели, процессы могут повысить производительность на 24 000%.
Получить
Полное руководство по управлению бизнес-процессами
Ваша команда срывает сроки из-за неопределенности обязанностей?
Слишком много времени уходит на адаптацию и обучение новых сотрудников?
Компании, внедряющие процессы, имеют на 280 % более высокий уровень успеха в своих проектах (95 %), чем те, которые этого не делают (25 %).
Начните сокращать расходы менее чем за неделю, систематизировав работу своей команды, устранив узкие места и избавившись от напрасной траты времени и усилий.
- Что такое процесс? Нескучное руководство для обычных людей
- Как процессы защищают ваш бизнес от сбоев и сбоев
- Почему нормализация отклонений вредит вашей компании
- Что такое управление бизнес-процессами? Действительно простое введение
- Анализ бизнес-процессов (без умопомрачительной зевоты)
- Зачем вам заниматься моделированием бизнес-процессов
- Как переключиться на программное обеспечение BPM, когда вы просто используете бумагу
- Реинжиниринг бизнес-процессов: что делать, если ваш бизнес терпит неудачу
- Актуален ли аутсорсинг бизнес-процессов для вашего малого бизнеса?
Что в книге?
Определение и значение процесса | Dictionary.
com- Верхние определения
- Синонимы
- Викторина
- Связанный контент
- Когда использовать
- Примеры
- British
- Medical
. Это показано на уровне класса на основе слов на основе слов.
[ профи; особенно британские proh-ses]
/ ˈprɒs ɛs; особенно британский ˈproʊ sɛs /
Сохранить это слово!
См. синонимы для: обрабатывать / обрабатывать / процессы / обработка на Thesaurus.com
Показывает уровень оценки в зависимости от сложности слова.
существительное, множественное число процессы [pros-es-iz, -uh-siz, -uh-seez или, особенно в британском, proh-ses-iz, proh-suh-seez]. /ˈprɒs ɛs ɪz, ‐ə sɪz, ‐əˌsiz или, особенно британцы, ˈproʊ sɛs ɪz, ˈproʊ sə siz/.
систематический ряд действий, направленных на достижение какой-либо цели: разработать процесс гомогенизации молока.
непрерывное действие, операция или ряд изменений, происходящих определенным образом: процесс распада.
Право.
- повестка, поручение или приказ, по которым ответчик или предмет предстает перед судом для судебного разбирательства.
- весь ход судебного разбирательства по иску.
Фотография. фотомеханические или фотогравировочные методы в совокупности.
Биология, анатомия. естественный отросток, выступ или придаток: отросток кости.
действие идет вперед или дальше.
условие перевозки.
курс или срок, по состоянию на время.
конк 4 (по умолчанию 1, 2).
глагол (используется с дополнением)
обрабатывать или готовить с помощью определенного ряда действий, как в производстве.
обрабатывать (бумаги, записи и т. д.) путем их систематической организации, записи или записи на них, принятия соответствующих мер и т. п.: обрабатывать почту.
требовать от (кого-либо) заполнения анкет, выполнения различных задач, а иногда и прохождения классификационных экзаменов по физическому состоянию и способностям перед началом или окончанием срока службы: армия обрабатывает весь персонал, поступающий на службу или покидающий ее.
для преобразования (сельскохозяйственного товара) в товарную форму с помощью специальной серии стадий, таких как пастеризация.
для подачи иска в суд; преследовать.
, чтобы вручить процесс или повестку.
Компьютеры. выполнять операции над (данными или программами).
конк 4 (по умолчанию 3).
глагол (используется без дополнения)
выполнять действия, связанные с наймом или увольнением персонала: Ожидается, что новобранцы будут обработаны в течение четырех дней.
прилагательное
приготовленный или модифицированный с помощью искусственного процесса или процедуры: плавленый сыр.
Отмечающие, относящиеся к фотомеханическим методам или методам фотогравировки или включающие их: технологическая печать.
Неофициальный. или относящиеся к волосам, которые были заколоты или химически выпрямлены.
Фильмы. созданный или используемый в технологической кинематографии: движущийся фон на технологическом экране.
ДРУГИЕ СЛОВА ДЛЯ процесса
1 операция.
См. синонимы слова процесс на Thesaurus.com
ВИКТОРИНА
Сыграем ли мы «ДОЛЖЕН» ПРОТИВ. «ДОЛЖЕН» ВЫЗОВ?
Стоит ли вам проходить этот тест на «должен» или «должен»? Это должно оказаться быстрым вызовом!
Вопрос 1 из 6
Какая форма используется для указания обязательства или обязанности кого-либо?
Происхождение процесса
Впервые записано в 1275–1325 гг.; Среднеанглийское proces (существительное) (от старофранцузского), от латинского processus «движение вперед», эквивалентное prō-pro- 1 + ced-, вариант основы cēdere «уступать» (см. cede) + суффикс -tus словесного действия; см. cession
изучение синонимов процесса
1. Процесс, процедура, разбирательство применяются к чему-то, что происходит или происходит. Процесс — это ряд последовательных и взаимозависимых стадий, посредством которых достигается цель: химический процесс. Процедура обычно подразумевает формальный или установленный порядок ведения дел, метод ведения дел: парламентская процедура. Процедура (обычно мн. ч.) относится к тому, что происходит или имеет место в данном случае, или к записям о мероприятии: Proceedings of the Royal Academy of Sciences.
как произносится process
Слово процесс, французское заимствование начала XIV века, имеет правильно сформированное множественное число, которое добавляет -es к единственному числу. Это множественное число, как и в подобных словах, таких как перерывы и успехи, традиционно произносится [-iz]: /-ɪz/: [pros-es-iz, proh-ses-] /ˈprɒs ɛs ɪz, ˈproʊ sɛs-/ или [pros -у-сиз, про-су-]. /ˈprɒs ə sɪz, ˈproʊ sə-/. В последние годы возросла популярность произношения [-eez]/-ˌiz/ для процессов, возможно, по ошибочной аналогии с такими формами множественного числа, как тезисы и гипотезы, с которыми оно не имеет никакого отношения. Хотя это новое произношение становится все более распространенным, некоторые образованные ораторы считают его притворством.
ДРУГИЕ СЛОВА ОТ process ·ess, глагол (используется с дополнением)pre·process, verbre·process, глагол (используется с дополнением)
sem·i·process·essed, прилагательноеtrans·process, существительноеun·processed, прилагательное
Слова рядом процесс
procellous, procentriole, procephalic, procercoid, procerus Muscle, process, process camera, process cinematography, process color, process costing, плавленый сыр
Dictionary.com Полный текст На основе Random House Unabridged Dictionary, © Random House, Inc., 2022
КОГДА ИСПОЛЬЗОВАТЬ
Как еще можно сказать
процесс ? Процесс представляет собой систематическую серию действий, направленных на достижение какой-либо цели. Когда вы должны использовать это существительное по процедуре или по процедуре ? Узнайте на Thesaurus.com.
Слова, относящиеся к процессу
действие, случай, курс, развитие, рост, средство, мера, механизм, движение, операция, практика, процедура, процесс, прогресс, правило, шаг, система, техника, проба, путь
Как использовать процесс в предложении
У нас было много новых правил для обработки, было много положительных тестов и был фактор страха для людей, которые снова летали.
Неделя противоречий НБА показывает, насколько тяжела жизнь за пределами пузыря|Бен Голливер|12 февраля 2021 г.|Washington Post
Это процесс оптимизации вашего видео для индексации, чтобы оно заняло место на страницах результатов для поиск по ключевым словам.
Подробное руководство по использованию Google Trends для исследования ключевых слов|Ааюш Гупта|12 февраля 2021 г.|Search Engine Watch
Таким образом, это должно облегчить процесс ответа клиентам для некоторых предприятий.
Google My Business добавляет обмен сообщениями в интерфейс рабочего стола|Барри Шварц|11 февраля 2021 г.|Search Engine Land
Процесс получения сертификата CPSC включает тесты, которые в значительной степени основаны на тестах, созданных в 1950-х годах Мемориальным фондом Снелла.
Иск о шлеме Trek WaveCel, объяснение|Джо Линдси|10 февраля 2021 г.|Вне сети
К сожалению, получение максимальной отдачи от ставок PPC может быть, мягко говоря, сложным процессом.
Умное назначение ставок: пять способов, с помощью которых машинное обучение улучшает рекламу с оплатой за клик|Габриэль Садех|10 февраля 2021 г.|Наблюдение за поисковыми системами
В процессе мы оказываемся в смирительной рубашке в эмоционально отдаленной, конкурентной жизни.
Как хорошие папы могут изменить мир|Гэри Баркер, доктор философии, Майкл Кауфман|6 января 2015 г.|DAILY BEAST
Или насколько богаче станут в процессе несколько богатых мексиканцев?
Почему мексиканцы возмущены встречей Обамы во вторник|Рубен Наварретт-младший|6 января 2015 г.
|DAILY BEASTТогда мы все должны внести свой вклад в вовлечение офицеров и нашего сообщества и привлечь всех к ответственности в процесс.
Как разрешить полицейский кризис|Кели Гофф|5 января 2015 г.|DAILY BEAST
«Процесс получения разрешения слишком медленный и слишком громоздкий», — сказал Роджерс.
У борьбы с ИГИЛ не хватает шпионов, заявил председатель Intel|Кимберли Дозье|2 января 2015 г.|DAILY BEAST
Процесс кооптации черной музыки и продажи ее обратно обожающей публике в белом цвете такой же американский, как яблоко пирог.
Культурные преступления Игги Азалии|Эми Циммерман|29 декабря 2014|DAILY BEAST
На некоторых стеблях появляется плодородная шишка, споры созревают примерно в июне, после чего отросток засыхает.
Как узнать папоротники|S. Леонард Бастин
Второй процесс позволяет эмитенту банкнот ускорить их отзыв самостоятельно.
Readings in Money and Banking|Chester Arthur Phillips
Ускорение одной части процесса требовало «ускорения» всех остальных.
Неразгаданная загадка социальной справедливости|Стивен Ликок
Это тоже процесс, который в нашем изменяющемся новом мире никогда не может быть завершен.
Спасение цивилизации|H. Г. (Герберт Джордж) Уэллс
Во время процесса на его огромном лице расплылась улыбка блаженства.
The Pit Town Coronet, том I (из 3) | Чарльз Джеймс Уиллс
Британский словарь определения для процесса (1 из 2)
Процесс 1
/ (ˈprəʊs) /
Noun
10101010101010101010101010101010101010101010101010101110
1 ряд действий, вызывающих изменение или развитие процесса пищеварения
способ совершения или производства чего-либо
поступательное движение
ход времени
- повестка, предписание и т.п., предписание лица явиться в суд
- весь судебный процесс
естественный отросток или проекция части, органа или организма
отдельная подзадача компьютерной системы, которая может рассматриваться как работающая параллельно с другими подзадачами системы
(модификатор), относящаяся к общей подготовке печатной формы или тарелка с использованием на каком-то этапе фотографии
(модификатор), обозначающий фильм, сцену из фильма, кадр и т. д., сделанные с помощью технологий, создающих необычные оптические эффекты
глагол (tr)
подвергнуть обычной процедуре; обрабатывать
обрабатывать или готовить особым способом, особенно обрабатывать (еду) с целью ее сохранениядля плавленого сыра
- возбудить дело против
- подать в суд на
фотог
- разработать, промыть, исправить, вымыть и высушить (открытая пленка и т. д.)
- для получения окончательных отпечатков или слайдов с (непроявленной пленки)
вычисления для выполнения математических и логических операций над (данными) в соответствии с запрограммированными инструкциями для получения необходимой информации
для приготовления (еды) с использованием кухонного комбайна
Происхождение слова для процесса
C14: от старофранцузского procès, от латинского prōcessus — продвижение, от prōcēdere — продолжать
Определения процесса в Британском словаре (2 из 2)
Процесс 2
/ (prəˈsɛs) /
Глагол
(intr), чтобы продолжить в или как будто в процессии
Слово Происхождение для процесса
C19: обратная форма от процессии
коллийнс Dicary. Полное и полное цифровое издание 2012 г.
© William Collins Sons & Co. Ltd., 1979, 1986 © HarperCollins
Издатели 1998, 2000, 2003, 2005, 2006, 2007, 2009, 2012
Медицинские определения процесса
процесса
[ просьбы, просьбы ]
н. пл. процессы (prŏs′ĕs′ĭz, prō′sĕs′-, prŏs′ĭ-sēz′, prō′sĭ-)
Ряд действий, изменений или функций, приводящих к результату.
Улучшение или прогрессирование болезни.
Вырост ткани; выступающая часть, как у кости.
Другие слова из процесса
процесс прил.процесс v.Медицинский словарь Стедмана The American Heritage® Copyright © 2002, 2001, 1995, компания Houghton Mifflin. Опубликовано компанией Houghton Mifflin.
Что такое End-To-End? Полный процесс, от начала до конца
Что такое сквозной процесс?
End-to-end описывает процесс, который охватывает систему или услугу от начала до конца и предоставляет полное функциональное решение, как правило, без необходимости получать что-либо от третьей стороны. Это часто относится к поставщикам, которые могут вести проект от начала до конца и предоставить все необходимое для создания работоспособного решения, будь то оборудование, программное обеспечение, рабочая сила, письменные материалы и процедуры.
Комплексные решения также придерживаются философии, которая устраняет как можно больше промежуточных уровней или шагов, что помогает оптимизировать производительность и эффективность бизнеса. Это включает в себя минимальное количество партий на протяжении всего жизненного цикла проекта, чтобы гарантировать минимальные сбои от начала до конца. Чаще всего он используется в секторе информационных технологий (ИТ).
Key Takeaways
- Сквозная обработка означает предоставление сложных систем или услуг в функциональной форме после их разработки от начала до конца.
- Комплексный подход наиболее распространен в ИТ-секторе и используется на этапах планирования, реализации и оценки.
- Сквозная обработка может помочь оптимизировать производительность и эффективность бизнеса за счет устранения посредников.
- При работе со сложными услугами или системами сквозные механизмы часто являются экономически эффективными.
- Логистика, когда поставщики услуг заботятся об управлении запасами, хранении и распределении, является примером комплексного подхода в отраслях, не связанных с ИТ.
End to End
Понимание End-to-End в информационных технологиях
Как правило, комплексные решения используются поставщиками, которые предлагают комплексные системы, соответствующие постоянно меняющимся требованиям к инфраструктуре бизнеса и изменяющимся требованиям самого ИТ-сектора. Комплексные поставщики обычно занимаются всем аппаратным и программным обеспечением системы, включая установку, внедрение и обслуживание. Комплексное решение может охватывать все, от клиентского интерфейса до хранилища данных.
Например, компания, которая предлагает комплексные продукты для видеоконференций, предоставит все, включая мониторы и сетевые подключения. В электронной коммерции сквозная обработка происходит, когда одна компания предоставляет услугу другой, в которой она управляет продажами, отслеживанием заказов и доставкой продукта.
При работе со сложными системами или услугами клиенту часто проще и выгоднее иметь только одного поставщика и одно контактное лицо. Кроме того, ИТ-решения, в которых участвуют несколько поставщиков для разных частей рабочего процесса, только увеличивают стоимость управления процессом, поэтому не считаются полноценными комплексными решениями.
Сквозные процессы часто используются для обеспечения операционной эффективности. Например, Бюро финансовых инноваций и преобразований Федерального правительства Федерального правительства разработало комплексные схемы. Эта структура направлена на сокращение ненужных шагов, автоматизацию процессов и достижение высокой эффективности. Преобразовав комплексные услуги, департамент определил потенциальную экономию средств на сумму до 3 миллиардов долларов.
Примеры сквозных услуг
В мире закупок сквозной процесс может означать анализ каждой точки цепочки поставок компании, от поиска и заказа сырья до распределения товаров конечным потребителям. Комплексные программные решения для закупок предлагают организациям полный обзор их цепочки поставок, например, сколько времени требуется для отправки товаров от поставщиков и сколько эти товары стоят.
Еще одним примером сквозной обработки является логистика, где поставщики услуг заботятся об управлении запасами, хранении и распределении. Устраняя как можно больше уровней и этапов, специалист по логистике может оптимизировать распределение и свести к минимуму сбои в работе из-за пробок на дорогах, поломок транспортных средств и т.п.
В нефтяной промышленности, например, транспортные и логистические компании предлагают клиентам гибкие и экономичные комплексные услуги, от планирования заказа до контроля запасов, погрузки и транспортировки и доставки. К последним относятся поставки горюче-смазочных материалов на СТО, авиатоплива в аэропорты, битума в асфальтобетонную промышленность.
Что означает фраза End-to-End?
Сквозной означает полный процесс от начала до конца. Он часто используется для описания услуги, которая обеспечивает выполнение чего-то от начала или инициации до конечного продукта. Он может использоваться для описания одноразового проекта (например, внедрение нового программного обеспечения) или может быть внутренним процессом (например, создание нового поставщика в системе учета от начала до конца).
Что такое сквозной продукт?
Комплексный продукт — это элемент, который управляет полным процессом разработки нового продукта от начала разработки до окончательной поставки клиентам. Сквозной процесс может включать в себя несколько отделов, но он относится к полному спектру действий, необходимых от начала до конца для получения окончательного результата.
Что такое полный жизненный цикл проекта?
Жизненный цикл управления проектом часто состоит из четырех этапов: инициация, планирование, выполнение и закрытие. Сквозной процесс часто будет состоять из всех четырех этапов, поскольку процесс начинается с начала проекта или процесса и заканчивается окончательным завершением после того, как продукт или проект были доставлены.
Как внедряются сквозные услуги в ИТ?
Комплексные услуги часто используются в ИТ, поскольку они хорошо сочетаются с внедрением и использованием программного обеспечения. Часто поставщик предлагает поддержку в настройке продукта. Затем провайдер предложит услуги постоянной поддержки, включая устранение неполадок, помощь в обновлении до новых версий и ежедневную оперативную поддержку. Цель провайдера — предложить помощь во всех аспектах программного обеспечения, которое можно использовать, от начала до конца.
Рабочий процесс и процесс | Процесс управления рабочим процессом
Слова «рабочий процесс» и «процесс» часто используются взаимозаменяемо, но на самом деле имеют разные значения. Четкие определения этих терминов необходимы для организации, стремящейся оптимизировать рабочий процесс бизнес-процессов. Узнайте больше о том, что такое рабочие процессы, процессы и процедуры и как объединить эти элементы во всеобъемлющий подход к управлению бизнес-процессами.
Рабочий процесс и процесс
Рабочий процесс состоит из повторяющихся действий, необходимых для выполнения задачи. Процесс относится ко всем элементам, необходимым для достижения более крупной организационной цели. Общее мнение заключается в том, что рабочие процессы учитывают детализированные детали вплоть до небольших целей, в то время как процессы относятся к более комплексным результатам.
Такие термины, как «действие», «задача» и «процедура», используются для описания частей рабочего процесса. Некоторые стороны также используют в этом контексте слово «процесс». Ради этого объяснения рабочие процессы состоят из действий, задач и процедур, тогда как рабочие процессы вносят свой вклад в процессы.
Процессы — это нисходящий крупномасштабный подход к оценке и интерпретации результатов рабочих процессов. Эта точка зрения важна для обеспечения подотчетности, но не является лучшим способом добиться соблюдения нормативных требований. Хотя стандарты могут устанавливаться и применяться на уровне процессов, модификации, необходимые для удовлетворения внешних требований, должны осуществляться посредством действий, задач и процедур, формирующих рабочие процессы.
Рабочий процесс и процедура
Заинтересованные стороны, пытающиеся составить схему рабочих процессов, могут столкнуться с путаницей в отношении терминологии, используемой для описания различных уровней управления бизнесом. Определение этих составных элементов необходимо для создания полезной пояснительной разбивки рабочих процессов с целью оптимизации. Следующие определения могут быть полезны в разных отраслях и могут быть точно настроены или изменены для конкретных приложений:
- Действия: Дискретные действия, выполняемые заинтересованными сторонами или автоматизированные в системе
- Задачи: Серии связанных действий, предпринятых для достижения определенных результатов или исходов
- Процедуры: Последовательные задачи, которые образуют отдельную фазу рабочего процесса
- Рабочие процессы: Серии действий, задач и процедур, которые достигают набора результат
- Процессы: Рабочие потоки, способствующие достижению более крупных целей или задач
Рабочий процесс должен учитывать все составляющие процедуры, задачи и действия. Разбивка каждого из этих элементов — единственный способ определить уровень эффективности, с которой в настоящее время выполняется каждая часть, и определить возможности для оптимизации.
Лидеры организации могут оказаться не в состоянии распознать все факторы, влияющие на выполнение действий или задач. Получение информации от заинтересованных сторон, ответственных за эти элементы, необходимо для создания точных карт или моделей рабочих процессов. Эта информация также может быть полезна для определения того, правильно ли распределены требования к работе для оптимальной производительности или удовлетворения нормативных требований.
Дальнейший анализ каждого аспекта рабочего процесса необходим для полного учета участников, действий и задействованных ресурсов. Это важные соображения для повышения производительности или сокращения избыточности и потерь, которые, как правило, являются приоритетами на уровне процесса. Когда дело доходит до разграничения диаграммы рабочего процесса и диаграммы потока процесса, модель рабочего процесса включает в себя все эти мелкомасштабные элементы, тогда как модель потока процессов дает общее представление о результатах рабочего процесса.
Связь рабочих процессов с процессами
Одним из руководящих принципов управления бизнес-процессами является матрица распределения ответственности или RAM. Аббревиатура RACI, расшифровывающаяся как «ответственный, подотчетный, консультируемый и информированный», указывает на улучшение бизнес-процессов способами, которые относятся к заинтересованным сторонам, которым выполнение действий, задач и процедур поручено завершенным рабочим процессам.
Достижение и поддержание стандартов на рабочем месте посредством начального обучения и постоянного разъяснения ролей связывает абстрактные элементы рабочего процесса с должностными обязанностями конкретных заинтересованных сторон. Эти различия также заключают в себе разницу между рабочим процессом и процессом утверждения. Эти элементы определяют стандарты, которые определяют рабочие процессы и процессы, лежащие в их основе.
Соблюдение нормативных требований — еще одна область, в которой пересекаются рабочие процессы и рабочие процессы. Каждый элемент рабочего процесса организации может подчиняться внешним требованиям. Модели процессов часто признают эти спецификации, но меры, необходимые для соответствия, могут быть реализованы только с помощью лучших практик выполнения действий, выполнения задач, выполнения процедур и контроля рабочих процессов.
Производительность — это еще один способ соединения рабочих процессов и процессов. Организация, которая ставит перед собой цели достижения более высокого уровня эффективности или производительности, должна оптимизировать каждый элемент рабочего процесса. Создание контрольного журнала — это единственный способ определить аспекты, которые способствуют или подрывают ключевые показатели эффективности, и разработать стратегии для достижения процедурных целей.
Автоматизация рабочих процессов бизнес-процессов
Автоматизация — это мера, реализованная на подпроцессных уровнях действий, задач и процедур, результаты которой влияют на рабочие потоки и процессы. Широкие цели повышения точности, эффективности и общей производительности могут быть достигнуты только путем внесения изменений на этих уровнях. Для достижения целей также могут быть реализованы низкотехнологичные обходные пути, но автоматизация — лучший способ принять масштабные меры, направленные на сокращение рутинной работы и времени на завершение.
Fluix предлагает доступную и интуитивно понятную платформу для автоматизации и оцифровки. Независимо от того, обеспечивает ли тот или иной подход наибольшие преимущества для оптимизации рабочего процесса, эта платформа предоставляет гибкие решения. Возможности ручного ввода и автоматизации без кода позволяют организациям, не имеющим обширных ресурсов информационных технологий, достигать целей автоматизации рабочего процесса и крупномасштабных процессов.
В зависимости от рабочих процессов организации может быть полезно автоматизировать распространение документов или заполнение, утверждение, отправку или хранение форм. Предприятия выездного обслуживания могут извлечь выгоду из возможности доступа к системе из удаленных мест на цифровых устройствах в дополнение к офисным компьютерам. Практически любые повторяющиеся действия или задачи могут предлагать возможности для автоматизации, а повышение производительности может определять новые цели на уровне процессов для предприятия.
Выбор правильной платформы может упростить переход от концептуального понимания бизнес-процессов и рабочих процессов к цифровому подходу, оптимизирующему производительность. Fluix — это универсальная платформа, которая позволяет учитывать все аспекты рабочего процесса организации и автоматизировать действия, задачи и процедуры таким образом, чтобы они соответствовали общим целям предприятия. Узнайте больше о мощных инструментах платформы управления рабочими процессами Fluix и подпишитесь на бесплатную пробную версию этого революционного программного обеспечения.
Что такое непрерывное производство? Определение и примеры
Непрерывное производство — это метод производства, при котором товары создаются путем комбинирования расходных материалов, ингредиентов или сырья с использованием формулы или рецепта. Он часто используется в отраслях, производящих большие количества товаров, таких как продукты питания, напитки, рафинированное масло, бензин, фармацевтические препараты, химикаты и пластмассы.
Производственный процесс часто требует термической или химической конверсии, например, с использованием тепла, времени или давления. В результате продукт, созданный в процессе непрерывного производства, не может быть разобран на составные части. Например, после производства безалкогольный напиток нельзя разделить на отдельные ингредиенты.
Непрерывное производство основано на последовательности последовательных шагов, при этом завершение одного шага ведет к началу следующего шага. Производители процессов часто полагаются на инструменты и программное обеспечение отслеживания и планирования для поддержания максимальной операционной эффективности.
Процессное производство в сравнении с дискретным производством Процессное производство — это полная противоположность дискретному производству. В то время как процессное производство следует рецептам или формулам и создает продукты, которые нельзя разобрать в конце производственного цикла, дискретное производство использует спецификацию материалов (BOM) и следует инструкциям для создания готовых, собранных товаров. В конце дискретного производственного процесса конечный продукт можно разбить на отдельные части, которые иногда можно перерабатывать. Товары, произведенные посредством дискретного производства, включают автомобили, компьютеры и некоторые игрушки.
Дискретное производство может быть связано с:
- сборочные линии
- изготовление
- стандартные детали и компоненты
- спецификация
- идентификация деталей по номерам
- измеряется каждой частью или куском
Непрерывное производство может быть связано с:
- рецепты и формулы
- смеси и смеси
- переменные ингредиенты
- идентификация деталей по атрибутам
- измерения веса или объема
Процессное производство можно считать более сложным, чем дискретное производство, поскольку оно включает преобразование отдельных сырьевых материалов и технологических входов в конечный продукт. Тем не менее, он также менее ориентирован на дефекты и имеет меньше перерывов и улучшенный контроль качества (КК) на протяжении всего производственного процесса.
В обрабатывающей промышленности помимо процессного и дискретного производства используются различные процессы, чтобы определить, как компания будет производить свою продукцию. Три других распространенных производственных процесса включают:
- серийное производство (REM)
- работа цеха производства
- Трехмерная печать
Серийное производство используется для повторяющегося производства с определенной производительностью. Процесс состоит из специальных производственных линий, которые постоянно создают один и тот же продукт или набор продуктов круглый год. Требования к настройке минимальны, а переналадка незначительна, поэтому скорость работы можно регулировать в соответствии с потребностями и требованиями заказчика.
Производство в мастерских использует производственные площади вместо сборочных или производственных линий и фокусируется на производстве небольших объемов нестандартной продукции, включая товары, изготавливаемые на заказ (MTO) и изготавливаемые на складе (MTS). Если потребительский спрос увеличивается, то операция адаптируется и становится дискретным процессом с заменой отдельных ручных операций автоматизированным оборудованием.
3D-печать , также известная как аддитивное производство, — это новейший производственный процесс. Хотя впервые он был задуман в 1980-х годов, он лишь недавно был введен в производственные циклы. Процесс 3D-печати производит товары из различных композитов и материалов, создавая слои для создания трехмерного твердого объекта из цифровой модели.
Непрерывное производство также можно разделить на два разных метода производства: непрерывное производство и периодическое производство.
Непрерывное процессное производство похоже на серийное производство в том смысле, что оно никогда не заканчивается — оно производит один и тот же продукт или набор продуктов круглый год. С другой стороны, серийное производство зависит от потребительского спроса. Одной партии или определенного количества товаров, произведенных за определенный период времени, может быть достаточно для удовлетворения спроса. Когда партия завершена, оборудование очищается и готовится к производству следующей партии, когда это необходимо.
Поскольку это сложная и часто узкоспециализированная деятельность, большинство производителей используют программные системы планирования ресурсов предприятия (ERP), которые имеют специальные функции для непрерывного производства.
Эти системы производятся различными поставщиками корпоративного программного обеспечения, в том числе:
- САП
- Оракул
- Майкрософт
- Инфор
- ИФС
- Мудрец
- СМК
- плекс систем
- Сиспро
Каждый поставщик может продавать различные системы, предназначенные для предприятий разного размера, от малого и среднего бизнеса (SMB) до крупных предприятий.
Первоначально большинство ERP-систем для непрерывного производства работали локально. Недавно был сделан переход на развертывание большей части программного обеспечения в облаке или в гибридных реализациях.
Примеры непрерывного производстваНекоторые из ведущих рынков непрерывного производства включают:
- продукты питания и напитки
- нефть и газ
- фармацевтические препараты
- средства личной гигиены и косметика
- пластик
- металлы
Пивоварение является одним из примеров непрерывного производства в пищевой промышленности и производстве напитков. Ключевые ингредиенты в производстве пива включают зерно, солод, хмель, дрожжи и сахар; различные рецепты доступны для руководства процессом. Основные шаги включают, во-первых, замачивание зерен в кипящей воде, затем добавление солода вместе с определенным количеством хмеля — в зависимости от типа варящегося пива — и сахара. Эта смесь создает сусло или жидкость, содержащую сахара, которые будут сбраживаться дрожжами для производства спирта. После того, как сусло готово, его добавляют в воду с дрожжами и оставляют для брожения на длительный период. После завершения брожения пиво можно разливать по бутылкам; этот конечный продукт нельзя разложить на составные части.
Лосьоны для рук являются примером продукта, созданного в процессе непрерывного производства для средств личной гигиены и косметической промышленности. Подобно пивоварению, производство лосьона для рук включает в себя смешивание определенных количеств технологических входов для создания полного соединения, которое нельзя разбить на части в конце.
Последнее обновление: февраль 2020 г.
Продолжить чтение О процессном производстве- Откройте для себя лучшее программное обеспечение ERP для вашей организации
- Почему производители крафтового пива используют ERP для программного обеспечения для крафтовых пивоварен
- 3 способа, которыми технологии изменят производство в 2020 году
- Как ИИ может улучшить планирование производства?
- Какие функции программного обеспечения являются ключевыми для ERP непрерывного производства?
Идти в ногу с различными типами производственных процессов
Автор: Джон Мур
прослеживаемость
Автор: Дайан Дэниел
Дискретное и непрерывное производство: выбор ERP
Автор: Джордж Лоутон
10 вариантов программного обеспечения ERP для непрерывного производства
Автор: Линдси Мур
ПоискOracle
- Oracle ставит перед собой высокие национальные цели в области ЭУЗ с приобретением Cerner
Приобретая Cerner, Oracle нацелилась на создание общенациональной анонимной базы данных пациентов — дорога, заполненная .
.. - Благодаря Cerner Oracle Cloud Infrastructure получает импульс
Oracle планирует приобрести Cerner в рамках сделки на сумму около 30 миллиардов долларов. Второй по величине поставщик электронных медицинских карт в США может вдохнуть новую жизнь …
- Верховный суд встал на сторону Google в иске о нарушении авторских прав на Oracle API
Верховный суд постановил 6-2, что API-интерфейсы Java, используемые в телефонах Android, не подпадают под действие американского закона об авторском праве.
SearchDataManagement
- Confluent привносит дизайнера и управление в потоковую передачу данных
Поставщик платформы потоковых данных добавил конструктор потоков и новые возможности управления в свой облачный сервис для организаций…
- Как преодолеть 5 главных проблем DataOps
DataOps — это новый инструмент для эффективного использования данных и улучшения процесса принятия решений на основе данных.
Организации должны подготовиться к этим … - Будущие тенденции DataOps в 2023 году и далее
DataOps — это развивающийся инструмент для организаций, стремящихся эффективно распространять точные данные среди пользователей. Изучите тенденции DataOps…
ПоискSAP
- Сантандер присоединяется к SAP MBC, чтобы внедрить финансы в процессы
SAP Multi-Bank Connectivity добавил Santander Bank в свой список партнеров, чтобы помочь компаниям упростить внедрение …
- В 50 лет SAP оказалась на очередном распутье
За свою 50-летнюю историю компания SAP вывела бизнес и технологические тренды на вершину индустрии ERP, но сейчас она находится на перепутье …
- Сторонняя поддержка SAP обеспечивает гибкость миграции
Сторонние поставщики услуг поддержки заявляют, что они могут обеспечить большую гибкость при меньших затратах, но клиенты должны подумать .
..
ПоискБизнесАналитика
- Бухгалтерский гигант повышает эффективность с помощью автоматизации Alteryx
Через два года после запуска пилотной программы с поставщиком данных и аналитики бухгалтерская фирма сэкономила более 100 000 рабочих мест…
- Qlik представляет пару новых интеграций с Databricks
Один предназначен для того, чтобы совместные пользователи могли легко вводить данные в домики у озера, а другой предназначен для того, чтобы потенциальные пользователи могли …
- SAS и Microsoft сделали Viya доступной на Azure Marketplace
Поставщики стремятся представить аналитическую платформу новой аудитории клиентов самообслуживания, которые смогут быстро развернуть …
SearchContentManagement
- 10 корпоративных платформ для совместной работы с контентом в 2023 году
Организации должны оставаться организованными для повышения эффективности.
Платформы для совместной работы над контентом могут помочь, но бизнес-лидеры должны … - OpenText расширяет пакет CX, платформу клиентских данных
OpenText CE 22.4, его последний ежеквартальный выпуск, добавляет безопасность контента, улучшения CDP и интеграцию с Microsoft Teams …
- 12 рекомендаций по обмену файлами для безопасной совместной работы
Удаленная работа ускорила потребность в безопасном обмене файлами и их хранении. Организации должны делать упор на безопасность, структуру и …
SearchHRSoftware
- Восстановление Флориды после Яна может быть замедлено из-за нехватки рабочей силы
Строительная отрасль, которая и без того находится в условиях относительно низкого уровня безработицы, может столкнуться с трудностями, связанными с восстановлением Флориды …
- Исследование того, что делает лучших работодателей «неотразимыми»
Секрет того, что делает компанию лучшим работодателем, заключается не в выборе HR-технологий, а в управленческом мышлении, по мнению HR-аналитика .