Проверка направляющих клапанов | Двигатель
Проверка направляющих клапанов Volkswagen Transporter
Общие сведенияПри проведении ремонтных работ на двигателе с негерметичными клапанами недостаточно обработать или заменить клапаны. Обязательно надо проверить износ направляющих стержней клапанов. Особенно важна проверка на двигателях с большим пробегом. Если износ велик, необходимо заменить или направляющие стержней (заводская работа) или головку блока цилиндров.
| Порядок выполнения | ||||||||||
| ||||||||||

Видео про «Проверка направляющих клапанов» для Volkswagen Transporter
VW T4 Снятие клапанов,замена маслосьёмных колпачков и втулок клапанов
РЕМОНТ ГБЦ VW AXE AXD BNZ VW T5 2.5 TDI НАСОС ФОРСУНКА PD В ГЕРМАНИИ
АУДИ.Замена направляющих втулок клапанов.AUDI-100.Двигатель DS.
Направляющие клапанов, теория и практика
Направляющие клапанов, теория и практика| Направляющие клапанов, теория и практика Автор francuz |
Для начала капельку теории. Две основные функции направляющих клапанов: это отвод тепла от клапана и четкая посадка клапана по седлу. Для хорошего теплоотвода направляющие от ведущих производителей сделаны из крупнозернистого чугуна или бронзы. Сейчас еще есть и металлокерамика, но для нашей машины это лишнее.
Проверить качество «отечественных» чугунных направляющих очень просто,. Покупается лишняя направляющая и разбивается молотком. Если она раскалывается и видны крупные зернышки, это хорошо. Если она плющится или не дай бог магнитится, то выкидывается все, что Вы купили. Почему именно так? Дело в том, что крупнозернистая структура чугуна держит микрочастички масла в поверхностом слое.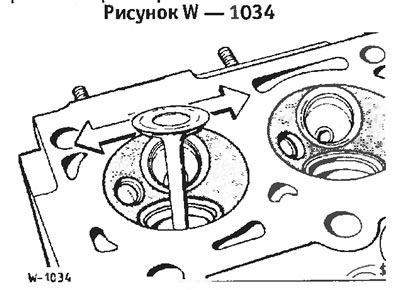
Следующий важный момент это запрессовка в ГБЦ. Некоторые «мастера» высаживают выколоткой старые направляющие и так же заколачивают новые. Это, мягко говоря, прошлый век, а грубо говоря, просто вредительство. Выколотка осуществляется путем нагрева ГБЦ и быстрого охлаждения направляющей. А запрессовка желательна после охлаждения направляющей в жидком азоте, ну, в крайнем случае, в морозилке. Тогда она заходит туда от сильного надавливания деревянной оправкой, и ГБЦ не коробится от безумных ударов молотком.
Еще один важный момент при установке: проход направляющих после запрессовки разверткой. Я делаю зазор по итальянской методичке для Фиата. После измерения нутромером он должен составлять 8.02-8.04. С учетом того, что стебель клапана сделан на 0.01 в минусе, суммарный зазор составляет НЕ БОЛЕЕ 0.05 мм. Развертку клапанов делаю ТОЛЬКО вручную, спиральной двухзаходной или регулируемой разверткой.
Я не понимаю бреда, когда говорят, что запрессовали направляющие и клапан спокойно входит, даже разворачивать не надо. Для меня это звучит бредом. Насколько должны быть провалены направляющие по внутреннему диаметру, если после запрессовки их обычно «сдавливает» на 0.1-0.2 мм.
Для меня это звучит бредом. Насколько должны быть провалены направляющие по внутреннему диаметру, если после запрессовки их обычно «сдавливает» на 0.1-0.2 мм.
Два слова о производителе которого я выбрал. Поскольку фиатовский двигатель АвтоВАЗ даже не пытался модернизировать по серьезному за последние 40 лет, запчасти остались все те же. Список фирм делающих направляющие для Фиата огромен: Freccia (Италия) — поставка на конвейер, Metelli (Италия) — поставка на конвейер, Kolbenschmidt, TRW (Германия) и еще с десяток именитых поставщиков. Я выбрал итальянский концерн «Metelli», в основном по соотношению цена-качество. Эта фирма делает направляющие клапанов на все итальянские конвейеры и почти на всех европейцев. Да и у меня, честно говоря, за мою историю переборок ГБЦ к ним претензий не возникало.
Направляющие от Metelli:
Направляющие от Kolbenschmidt, TRW:
Несколько слов о бронзовых направляющих для классики и для Нивы. Очень большое количество Интернет-магазинов предлагает так называемые бронзовые направляющие. И только один из десяти предлагает действительно бронзовый сплав. У подавляющего большинства это латунь. Это сразу чувствуется на вес, когда их берешь в руки. Соответственно ресурс этих направляющих различается на порядок. Сейчас, когда мне нужно сделать тюнинговую ГБЦ для Нивы, я использую «настоящие» бронзовые направляющие клапанов от БМВ, которые подвергаю небольшой доработке.
Очень большое количество Интернет-магазинов предлагает так называемые бронзовые направляющие. И только один из десяти предлагает действительно бронзовый сплав. У подавляющего большинства это латунь. Это сразу чувствуется на вес, когда их берешь в руки. Соответственно ресурс этих направляющих различается на порядок. Сейчас, когда мне нужно сделать тюнинговую ГБЦ для Нивы, я использую «настоящие» бронзовые направляющие клапанов от БМВ, которые подвергаю небольшой доработке.
Оригинал статьи находится на сайте: www.niva-fr.ru.
Признаки изношенных направляющих втулок клапанов на дизеле. Когда неисправен клапан
ВОССТАНОВЛЕНИЕ НАПРАВЛЯЮЩИХ ВТУЛОК
ОБЩАЯ ЧАСТЬ
Направляющая втулка является базой, основой ресурса работы пары «седло — тарелка клапана».
Если головка блока цилиндров сделана из чугуна, то зачастую седла клапанов и направляющие втулки клапанов составляют единое целое с головкой блока. Такие головки блока цилиндров используют на некоторых двигателях фирм OPEL, FORD и др. Но технологический процесс производства чугунных головок сложен, требует дорогостоящего оборудования, поэтому большинство головок блоков производят из алюминиевых сплавов. При их производстве направляющие втулки и седла клапанов изготавливаются отдельно, а затем запрессовываются в свои посадочные места в головке блока. Направляющие втулки изготавливаются из износостойких материалов с достаточно хорошей теплопроводностью. К ним относятся специальный чугун, металлокерамика, бронза и латунь специальных марок. Более высокой теплопроводностью характеризуются бронза и латунь, поэтому их и применяют на большинстве форсированных двигателей AUDI, BMW, VW и многие другие фирмы.
Но технологический процесс производства чугунных головок сложен, требует дорогостоящего оборудования, поэтому большинство головок блоков производят из алюминиевых сплавов. При их производстве направляющие втулки и седла клапанов изготавливаются отдельно, а затем запрессовываются в свои посадочные места в головке блока. Направляющие втулки изготавливаются из износостойких материалов с достаточно хорошей теплопроводностью. К ним относятся специальный чугун, металлокерамика, бронза и латунь специальных марок. Более высокой теплопроводностью характеризуются бронза и латунь, поэтому их и применяют на большинстве форсированных двигателей AUDI, BMW, VW и многие другие фирмы.
Направляющие втулки впускных клапанов не слишком выступают во впускном канале, чтобы не повышать его аэродинамическое сопротивление.
 Направляющие же втулки выпускных клапанов, наоборот, закрывают стебель клапана на возможно большую длину для защиты от раскаленных отработанных газов и лучшего теплоотвода от стебля выпускного клапана.
Направляющие же втулки выпускных клапанов, наоборот, закрывают стебель клапана на возможно большую длину для защиты от раскаленных отработанных газов и лучшего теплоотвода от стебля выпускного клапана. Для обеспечения соосности седла и тарелки клапана направляющая втулка должна быть выполнена с высокой точностью. Кроме того, наружная поверхность втулки, запрессовываемая в головку блока, для лучшего теплоотвода обработана с высокой степенью чистоты поверхности и не должна иметь рисок и царапин. За счет этого увеличивается передача тепла от втулки к головке блока.
Основным дефектом направляющих втулок обычно является повышенный износ внутренней поверхности, вызванный длительной (не менее 150-200 тыс. км пробега) эксплуатацией двигателя. Однако, применение некачественных масел и изменение геометрии толкателей может привести к сокращению ресурса втулок.
Длительная работа двигателя с повышенными тепловыми зазорами в клапанном механизме вызывает неравномерный износ направляющей втулки из-за повышенных боковых нагрузок на стебель и ухудшения вращения клапана.
Увеличенный зазор в паре «стебель клапана — втулка» вызывает повышенный расход масла, т.к. маслосъемный колпачок не может удерживать масло при повышенных угловых перемещениях стебля клапана. Это провоцирует рост нагарообразования на клапанах и поверхностях деталей, ограничивающих камеру сгорания, увеличивает токсичность отработавших газов, а также может привести к преждевременному выходу из строя каталитического нейтрализатора отработавших газов.
Как же определить степень износа втулки? Существует два метода измерений: непосредственный и косвенный. При первом не обойтись без нутромера и микрометра.
 Разность между замеренными внутренним минимальным диаметром втулки и максимальным диаметром в рабочей зоне стебля клапана и составит диаметральный зазор. Кроме этого необходимо учесть изменение диаметра втулки по высоте и конусный или бочкообразный износ стебля клапана. Именно эти величины определяют так называемую «болтанку» клапана во втулке. Измерения рекомендуется проводить на абсолютно чистом отверстии втулки и абсолютно чистом стебле клапана.
Разность между замеренными внутренним минимальным диаметром втулки и максимальным диаметром в рабочей зоне стебля клапана и составит диаметральный зазор. Кроме этого необходимо учесть изменение диаметра втулки по высоте и конусный или бочкообразный износ стебля клапана. Именно эти величины определяют так называемую «болтанку» клапана во втулке. Измерения рекомендуется проводить на абсолютно чистом отверстии втулки и абсолютно чистом стебле клапана. Для второго метода измерений понадобится индикатор часового типа со стойкой. Естественно, если зазор окажется больше рекомендованного инструкцией, то все измерения придется повторить с новым клапаном. Если и в этом случае зазор будет чрезмерно велик, без ремонта направляющей втулки обойтись не удастся
Многие зарубежные фирмы, в частности, FORD, BMW, OPEL выпускают клапаны ремонтного размера с увеличенным диаметром стебля. При наличии ремонтных клапанов направляющая втулка разворачивается сначала под ремонтный диаметр стебля, а затем под требуемый заводом зазор между втулкой и стеблем клапана.

Для обеспечения минимального «увода» оси при разворачивании старой втулки головки блока, ее обработку следует производить со стороны менее изношенной части, то есть с зоны установки маслосъемного колпачка.
Перепрессовка направляющих втулок производится в тех случаях, когда ремонтные клапаны отсутствуют, или имеется неравномерный «запредельный» износ втулок. Для перепрессовки необходимо иметь оправки и (желательно) пресс. Для облегчения посадки приходится нагревать головку блока цилиндров и охлаждать направляющую втулку. Это необходимо для меньшего повреждения посадочного места в головке блока и снижения усилия запрессовки. Кроме того, не лишне будет смазать отверстие в головке жидким маслом.
Например, при ремонте головок блоков двигателей BMW 7-й серии ВЗОМ, В35М, М 70 головку блока надо нагреть до +50°С, а направляющую втулку клапанов охладить до -150°С.
Многие фирмы, такие как BMW, Mercedes выпускают ремонтные направляющие втулки с увеличенным наружным диаметром под запрессовку.

После выпрессовки направляющих необходимо развернуть отверстие в головке. При этом надо помнить, что припуск для формирования окончательного размера под развертку не должен превышать 0,02…0,04 мм, а поверхность после чистовой обработки не должна иметь царапин, «черноты», шероховатостей. Она должна быть идеально гладкой.
Если при ремонте использовались направляющие клапанов из бронзы или латуни, то при их последующем разворачивании зазор между стеблем клапана и втулкой нельзя умышленно занижать, думая, что чем плотнее, тем лучше.
Фирмы-изготовители рекомендуют для направляющих втулок из бронзы и латуни увеличенные (по сравнению с рекомендуемыми для чугунных и металлокерамических втулок) зазоры. Это обусловлено большим коэффициентом линейного расширения этих материалов.
Если этим пренебречь, то неизбежен «прихват» клапана во втулке, со всеми вытекающими последствиями (гнутые клапаны и т.п.)
Альтернативным вариантом восстановления направляющих втулок является раскатка внутренней поверхности втулки с последующей разверткой до требуемого внутреннего диаметра.
 Это менее трудоемкий, но требующий специального инструмента метод. При его применении не портится посадочное место в головке блока под направляющую, а внутренняя поверхность втулки, контактирующая со стеблем клапана, будет иметь большую твердость, чем основной материал за счет пластического деформирования («наклепа»). Этот метод особенно актуален для владельцев автомобилей, двигатели которых имеют чугунные головки блоков, а направляющие клапанов выполнены прямо в головке блока. При износе проще и дешевле восстановить их раскаткой, чем расточкой и запрессовкой новых втулок.
Это менее трудоемкий, но требующий специального инструмента метод. При его применении не портится посадочное место в головке блока под направляющую, а внутренняя поверхность втулки, контактирующая со стеблем клапана, будет иметь большую твердость, чем основной материал за счет пластического деформирования («наклепа»). Этот метод особенно актуален для владельцев автомобилей, двигатели которых имеют чугунные головки блоков, а направляющие клапанов выполнены прямо в головке блока. При износе проще и дешевле восстановить их раскаткой, чем расточкой и запрессовкой новых втулок. Многие фирмы — UТР, Sunnen и другие — выпускают инструмент для раскатки направляющих втулок. Он позволяет восстановить втулки с износом рабочей поверхности до 0,5 мм в зависимости от материала направляющей. А оставшаяся после обработки спиральная канавка увеличивает маслоемкость поверхности, тем самым улучшая условия смазки пары трения «стебель — втулка». При действующих зазорах 0,03…0,05 мм получается газолабиринтное уплотнение по всей длине втулки.
 Это уменьшает расход масла на угар и снижает токсичность отработавших газов.
Это уменьшает расход масла на угар и снижает токсичность отработавших газов. После формирования внутренней поверхности втулки можно переходить к восстановлению седла клапанов инструментом NEWAY.
Наклонное расположение ножа-ролика задает шаг винтовой поверхности. Полученные в результате раскатки спиральные желобки хорошо задерживают масло, улучшая работоспособность пары трения, и являются газолабиринтным уплотнением
ПОРЯДОК РАБОТЫ ПРИ ВОССТАНОВЛЕНИИ
НАПРАВЛЯЮЩИХ ВТУЛОК.
1. «Рассухарить» головку блока специальными рассухаривателями.
2. Специальными щипцами снять маслосъемные колпачки.
3. Вынуть клапаны и произвести их тщательный внешний осмотр. При этом обратить внимание на:
Состояние стебля клапана на предмет забоин, царапин, изгиба, ступенек. Особое внимание следует уделить месту прилегания сухарей. После неквалифицированного рассухаривания могут остаться забоины. Эти забоины приведут к преждевременному износу маслосъемного колпачка.
Состояние тарелки клапана. У клапана не должно быть острой кромки.
Замерить микрометром значение диаметра стебля клапана по краям рабочей зоны и в ее середине. Если эти величины различаются более чем на 0,02 мм, клапан бракуется.
Записать данные измерений. Если принимается решение о замене клапанов, то необходимо очистить новый клапан от смазки и измерить диаметр стебля клапана. Записать диаметр можно на тарелке клапана маркером на нитрооснове.
Подобрать развертки с диаметром, обеспечивающим необходимый тепловой зазор. Совет: перед работой всегда рекомендуется измерить диаметр развертки, а не полагаться на написанное значение.
4. Тщательно вымыть головку блока с помощью жидкости для очистки двигателей и с помощью металлических щеток очистить загрязненные участки. Особое внимание обращать на чистоту впускных и выпускных каналов.
5. Закрепить головку блока таким образом, чтобы оси направляющих втулок, с которыми проводятся работы, были вертикальны. Седла должны располагаться наверху.
6. Ершиком прочистить направляющие втулки.
7. Если будет использоваться новый клапан, то нужно пройти внутреннее отверстие втулки разверткой равной диаметру стебля клапана, затем пройти его разверткой с диаметром, обеспечивающим необходимый тепловой зазор. Для обеспечения минимального «увода» оси при разворачивании старой втулки головки блока, ее обработку следует производить со стороны менее изношенной части, то есть с зоны установки маслосъемного колпачка.
8. Замерить нутромером значения внутреннего диаметра направляющей втулки по высоте втулки и в различных направлениях. Если эти значения не превышают 0,3 мм, то можно говорить о восстановлении втулки; если эти значения лежат в пределах 0,3 — 0,5 мм — восстановление возможно, но говорить о серьезном ресурсе не приходится. Если различия в диаметрах превышают 0,5 мм., то необходима перепрессовка втулки. Перепрессовка втулок требуется и в случае тонкостенных 1,5 — 2,0 мм. металлокерамических втулок. Этот тип втулок встречается на ряде японских, корейских и немецких двигателей.
9. В случае восстановления втулки выбирают кондуктор, направляющая которого соответствует внутреннему диаметру втулки. Часто встречаются впускные и выпускные каналы, в которых кондуктор не может упереться во втулку. В этом случае допускается доработка кондуктора отрезным кругом. Главное, чтобы он встал во втулку и не упирался стенками в канал. Часто в узких каналах держатель кондуктора мешает нормальной установке. В этом случае можно его снять и через канал отверткой удерживать кондуктор от проворачивания. Эти работы требуют известной квалификации и навыка.
10. Особое внимание следует обратить на установку ограничителя сверла. Вершина сверла должна выступать над плоскостью примерно на 2 — 2,5 мм. Увеличение этой величины не оправдано, а уменьшение приведет к откалыванию частей втулки при попытке ввести ролик во втулку.
11. При засверлении заходного отверстия под ролик следует руководствоваться следующим правилом.
Центр отверстия располагают на линии, проходящей через оси втулок вдоль головки блока со стороны седел.
12. После засверления заходного отверстия необходимо тщательно прочистить втулку ершиком.
13. Установить ролик?155 в проходной стебель согласно инструкции. Смазать его каплей масла. Закрепить проходной стебель на ключе для вращения и установить проходной стебель во втулке таким образом, чтобы ролик попал в заходное отверстие.
14. Если стебель с роликом? 155 проходит сквозь втулку, следует взять ролик?165 и повторить операцию. Если и в этом случае проходной стебель проходит сквозь втулку, необходимо взять ролик следующего размера.
ПРЕДУПРЕЖДЕНИЕ! Никогда не переставляйте ролик через размер. В этом случае возможна поломка инструмента и втулки.
Плавным движением начинайте вращать ключ по часовой стрелке. Если вы чувствуете некоторое усилие при вращении, это значит, что процесс накатки проходит успешно.
15. Как показывает практика, на проход можно проходить втулки вплоть до ролика?175. Ролик? 185 может «отстрелить» посадочное место под маслосъмный колпачок. Это более вероятно для втулок из чугуна и металлокерамики. В этом случае придется перепрессовывать направляющую втулку, а головках без запрессованной направляющей втулки придется, в худшем случае, изготавливать специальный инструмент для разворачивания посадочного места под втулку (FORD).
В этом случае придется перепрессовывать направляющую втулку, а головках без запрессованной направляющей втулки придется, в худшем случае, изготавливать специальный инструмент для разворачивания посадочного места под втулку (FORD).
16. После прохода роликом необходимо проконтролировать результат, вставив клапан в отверстие. Если клапан погрузился на величину засверления заходного отверстия, это значит, что втулка задавлена и необходимо развернуть отверстие разверткой, обеспечивающей тепловой зазор. Если клапан остановился в середине втулке, это означает, что втулка сильно разбита и требует дальнейшего восстановления.
17. Особое внимание следует уделять чистоте отверстия при работе с чугунными и металлокерамическими втулками. Продукты резания от развертки могут препятствовать прохождению ролика и вызвать поломку инструмента!
18. Работа по восстановлению втулки считается законченной, когда после прохождения разверткой и тщательной очистки отверстия люфт клапана во втулке будет соответствовать требованиям завода изготовителя и будет одинаков как в продольном, так и в поперечном к оси головки направлении. Есть поговорка: «Глаз не видит, руки слышат». Это относится к люфту. Следует помнить, что при одинаковом зазоре более длинная втулка будет иметь меньший люфт, чем короткая.
Есть поговорка: «Глаз не видит, руки слышат». Это относится к люфту. Следует помнить, что при одинаковом зазоре более длинная втулка будет иметь меньший люфт, чем короткая.
Если перепрессовка втулки неизбежна, то сначала необходимо подготовить инструмент. В него входит:
Надежная массивная опора для оперативного закрепления головки блока от перемещений в вертикальной и горизонтальной плоскостях, которая обеспечит сохранность шпилек.
Кувалда 2 кг или пресс.
Оснастка для выпрессовки и запрессовки втулки данного типоразмера и проставки.
Термошкаф до 150°С.
Рукавицы брезентовые.
Штангенциркуль с глубиномером.
Масло.
Специальный состав для охлаждения втулок, например, «жидкий азот» или «сухой лед».
Термос для охлаждения втулок.
Пинцет.
Микрометр 0 — 25 мм.
Развертки, обеспечивающие обработку отверстий под запрессовку с требуемым натягом. Допускается применение регулируемых разверток.
Подразумевается, что втулки для запрессовки качественные, т. е. соответствуют нужным размерам и выполнены из требуемых материалов.
е. соответствуют нужным размерам и выполнены из требуемых материалов.
Перед перепрессовкой втулок необходимо:
1. Поместить головку блока в термошкаф и равномерно нагреть до температуры около 90…100°С. (для большинства двигателей)
2. Защитив руки брезентовыми рукавицами, перенести головку блока на рабочее место и закрепить ее седлами вверх.
3. Если на втулке отсутствуют упорные буртики или кольца, штангенциркулем замерить выступание втулки со стороны маслосъемного колпачка над опорной плоскостью для пружин. Это значение необходимо записать и зафиксировать на штангенциркуле.
4. С помощью оправки и кувалды или пресса удалить втулку.
5. Дать время для остывания головке естественным образом.
6. Замерить наружный диаметр направляющей втулки и внутренний диаметр посадочного отверстия. Разница этих значений должна обеспечить натяг в большинстве случаев 0,05 — 0,07 мм.
7. Если применяется втулка ремонтного размера, необходимо развернуть посадочное отверстие под эту втулку с обеспечением требуемого натяга.
8. Повторить операцию по нагреву головки блока. За 3 — 5 минут до запрессовки положить в термос втулки и охладить их.
9. После нагрева смазать маслом отверстия под втулки.
10. Пинцетом достать втулку из контейнера, насадить ее на оправку для запрессовки.
11. Забить или запрессовать втулку на требуемую глубину, отмечая усилие запрессовки. Оно не должно быть чрезмерно слабым или сильным. Если значения натяга было правильным, этих проблем быть не должно.
12. Охладить головку блока естественным образом.
13. Развернуть втулки разверткой, обеспечивающей требуемый тепловой зазор между втулкой и стеблем клапана.
Среди возможных причин повышенного расхода масла можно отметить, в порядке сложности устранения:
- потеки масла через неплотности в прокладках, сальниках, а также трещины в картере двигателя, блоке цилиндров, датчике давления масла и т.д.
- износ маслосъемных колпачков
- износ цилиндро-поршневой группы
- угар масла вследствие его некачественности
Первая группа причин определяется визуальным просмотром. Устранить подобные причины, за исключением прокладки ГОЛОВКИ БЛОКА и трещин в блоке цилиндров, достаточно просто. Следует лишь заменить неисправные детали (сальники, прокладки). Исключение составляет здесь – прокладка головки блока и блок цилиндров. Чтобы их заменить, необходимо снять распределительный вал (со всеми вытекающими последствиями), а затем – саму головку; а то и полностью разобрать двигатель. Конечно, опытному механику подобная операция не составит труда, но вот рядовому автолюбителю…
Устранить подобные причины, за исключением прокладки ГОЛОВКИ БЛОКА и трещин в блоке цилиндров, достаточно просто. Следует лишь заменить неисправные детали (сальники, прокладки). Исключение составляет здесь – прокладка головки блока и блок цилиндров. Чтобы их заменить, необходимо снять распределительный вал (со всеми вытекающими последствиями), а затем – саму головку; а то и полностью разобрать двигатель. Конечно, опытному механику подобная операция не составит труда, но вот рядовому автолюбителю…
Вторая причина – износ малосъемных колпачков. О признаках необходимости их замены мы и поговорим чуть ниже. Эта операция также подразумевает, как правило, снятие распределительного вала (одного или нескольких – в зависимости от модели автомобиля). Впрочем, существуют автомобили, на которых это делать не нужно. Однако, это достаточно редкие случаи.
Наконец, износ деталей цилиндро-поршневой группы. Чтобы устранить его, необходим, как говорится, капитальный ремонт двигателя. Как правило, его приурочивают и к другим ремонтным операциям, а именно: замены вкладышей коленчатого вала, ремонт (шлифовка) шеек коленчатого вала, замена клапанов, замена/развертка направляющих втулок клапанов, не говоря уже о замене изношенных (к тому времени) рокеров клапанов, клапанных пружин.
Здесь рассмотрим признаки, которые свидетельствуют о симптомах, аналогичных износу маслосъемных колпачков . Вот их перечень (возможно, неполный):
Неисправность сигнализации
Дымный выхлоп при перегазовке
Повышенный расход топлива
Падение мощности и приемистости, провалы в работе двигателя,
Быстро загрязняется масло
Калильное зажигание
Отметим, что необязательно, чтобы все признаки проявлялись одновременно.
Дым из маслоналивной горловины*
Который можно иногда увидеть, например, если на работающем двигателе открыть маслозаливную горловину. На хорошем (т.е. исправном) двигателе оттуда будет просто выходить воздух (как вариант – с примесью масляного тумана, что не является неисправностью). Если двигатель потребляет много масла и из горловины идёт сильный дым – стало быть, изношена поршневая группа. Если двигатель масло расходует, а из горловины — чисто, то дело может быть (но, необязательно) в маслосъемных колпачках.
*Так что этот признак, скорее, не свидетельствует об износе маслосъемных колпачков.
Резьбовая часть свечей покрыта маслом
Это – тоже один из симптомов необходимости замены маслосъемных колпачков. Впрочем, не всегда. Т.е. бывает, что колпачки уже требуют замены, но резьбовая часть свечей – все еще сухая. Ибо масла в камеру сгорания попадает пока еще не слишком много, оно успевает сгорать.
Почему резьбовая часть свечи бывает покрыта маслом при условиях, когда оно поступает в камеру сгорания? Казалось бы, ведь в резьбе между свечей зажигания и головкой блока если и имеются зазоры, то они минимальные и не превышают 0,2 мм?
Рассмотрим процесс работы двигателя. Дело в том, что в момент впуска порции горючей смеси в цилиндр попадает масло, при этом в цилиндре (равно как и в резьбовых зазорах свечей) присутствует разрежение. Затем смесь сжимается. Естественно, она (в том числе и содержащееся в ней масло с бензином) начинает проникать во все места, где возможно, в том числе и резьбовые зазоры свечей. Затем смесь поджигается, сгорает. Сгорает она почти везде, кроме, как раз, резьбовых зазоров. Ибо они очень маленькие (в районе 0,1…0,3 мм), в столь малые зазоры горение, как правило, распространиться не может. В итоге – масло накапливается в резьбовых зазорах. Бензин же испаряется, ибо свечи являются нагретыми.
Затем смесь поджигается, сгорает. Сгорает она почти везде, кроме, как раз, резьбовых зазоров. Ибо они очень маленькие (в районе 0,1…0,3 мм), в столь малые зазоры горение, как правило, распространиться не может. В итоге – масло накапливается в резьбовых зазорах. Бензин же испаряется, ибо свечи являются нагретыми.
Свечи покрыты черным нагаром. Повышенное дымление из выхлопной трубы
Нагар может (но, необязательно) маслянистым. Как правило, при износе маслосъемных колпачков он является махровым. Хотя, слишком богатая смесь тоже может дать махровый черный нагар. Сине-сизый, временами черный дым из глушителя свидетельствует об износе цилиндропоршневой группы, а также о чрезмерно богатой смеси.
Однако, аналогичные симптомы наблюдаются и при износе маслосъемных колпачков (синий выхлоп при перегазовке), неисправности системы зажигания (момент зажигания неверен, «пробиты» высоковольтные провода, крышка трамблера, бегунок и пр., а также, возможно, неисправность… сигнализации), нарушении регулировок системы подачи топлива (например, карбюратора, форсунок и т. д.).
д.).
Т.е. черный дым из глушителя и покрытые черным нагаром свечи далеко не всегда является свидетельством чрезмерно богатой смеси. Оба этих признака проявляются также как при износе маслосъемных колпачков, так и при нарушении системы зажигания. Почему?
Потому, что при неисправности системы зажигания искра на свечах будет неполноценной, хотя с виду она может быть вполне приемлемой. Соответственно, сгорание масло-топливно-воздушной смеси будет также неполноценным. В частности, содержащееся в смеси масло и бензин будут сгорать ХУЖЕ (чем при хорошей искре), т.е. будет образовываться черный нагар, создавая видимость излишне переобогащенной смеси. Например, именно это наблюдалось в случае, когда был «хитро» пробит .
Неисправность сигнализации
Она тоже может быть причиной образования нагара на свечах зажигания, если через нее проходят цепи, имеющие отношение к зажиганию. Распространенный случай – когда какие-нибудь разъемы в сигнализации имеют плохие контакты (когда они старые и/или сделаны из китайского металла). При этом зажигание будет то отличным, то «не очень», то (долю секунды) отсутствовать вовсе. И так – постоянно.
При этом зажигание будет то отличным, то «не очень», то (долю секунды) отсутствовать вовсе. И так – постоянно.
Наблюдался случай, когда машина периодически глохла на ходу после 10…20 минут езды. И после — наотрез отказывалась заводиться. Однако, по происшествии 10…15 минутной стоянки – заводилась, как ни в чем ни бывало и ехала столько, сколько нужно.
Примечание : в точности такое же поведение машины в другом случае являлось следствием неисправности маслосъемных колпачков.
Кроме того, машина часто (но, не всегда) глохла при попытке движения в гору. Рекомендации сервисменов ремонтировать систему питания, естественно, вообще ни к чему не привели. Они привели лишь к затрате денежных средств и времени на размышления. Однако, проблема полностью снялась после восстановления электрических контактов в двух разъемах сигнализации (путем их снятия и легкого обжатия разъемов).
Почему машина заводилась после 10…15 минутной стоянки? Потому, что за это время немного остывал блок сигнализации, контактные детали ее разъемов чуть-чуть изменялись в размерах (под действием теплового сужения), чуть-чуть смещались относительно друг друга (т. е. разъем «папа» слегка смещался относительно разъема «мама»), происходило как бы царапание, проскальзывание их контактирующих поверхностей относительно друг друга и контакт на какое-то время вновь восстанавливался.
е. разъем «папа» слегка смещался относительно разъема «мама»), происходило как бы царапание, проскальзывание их контактирующих поверхностей относительно друг друга и контакт на какое-то время вновь восстанавливался.
А почему двигатель иногда глох при движении автомобиля в гору? Потому, что в блоке сигнализации, находящегося под приборной панелью, при изменении ориентации машины относительно вертикали немного перемещался в другое положение блок сигнализации, в результате — иногда нарушались электрические контакты. А когда автомобиль переезжал на горизонтальную поверхность – контакты восстанавливались.
Дымный выхлоп при перегазовке
Симптомы образования дымного выхлопа при перегазовке сходны – как в случае неисправности маслосъемных колпачков, так и при неисправности цилиндро-поршневой группы. Отличие в том, что если неисправны колпачки, то многократные перегазовки (4…7 раз) приводят, как правило, к (временному) исчезновению дымного выхлопа. Т.е. постоянного дымления, как правило, нет. Тогда как при неисправности цилиндров и поршней дымный выхлоп после нескольких перегазовок НЕ ИСЧЕЗАЕТ.
Тогда как при неисправности цилиндров и поршней дымный выхлоп после нескольких перегазовок НЕ ИСЧЕЗАЕТ.
Причина в том, что в первом случае масло, скопившееся около сочленения кромки маслосъемного колпачка и стержня клапана, в результате резкого нажатия на педаль газа, ВРЕМЕННО отсасывается через зазор между стержнем клапана и направляющей втулкой, в цилиндр, что и проводит к нескольким дымным выхлопам при перегазовках. Когда отсосалось все имеющееся поблизости масло, то дымный выхлоп (пока масло вновь не скопится) образовываться не будет. Тогда как в последнем случае масло попадает в цилиндр независимо от того, резко нажали на педаль газа или нет; независимо от того, сколько раз и с какой частотой ее нажимали.
При работе на холостом ходу при износе цилиндров и/или поршней дым будет густым и сизым (как у старых советских мотоциклов, бензопил типа «Дружба»), тогда как при износе маслосъемных колпачков он будет (поначалу) как бы «сизоватым». Если смотреть сверху на выхлопную трубу при работающем двигателе, его не всегда можно заметить. А вот взгляд ВДОЛЬ выхлопной трубы, если смотреть сзади автомобиля, иногда (но не всегда) дает возможность разглядеть такой сизоватый дымок.
А вот взгляд ВДОЛЬ выхлопной трубы, если смотреть сзади автомобиля, иногда (но не всегда) дает возможность разглядеть такой сизоватый дымок.
Также, если при ПРОГРЕТОМ двигателе дым из глушителя идет белый, то это – тоже признак износа именно маслосъемных колпачков, но никак не цилиндро-поршневой группы. Кстати, еще причина появления белого дыма на прогретом двигателе – попадание охлаждающей жидкости в цилиндры двигателя вследствие неисправности прокладки головки блока.
Заметим, что появление белого дыма, исчезающего после прогрева, на НЕПРОГРЕТОМ двигателе, наоборот, является совершенно нормальным симптомом. Ведь в результате горения топливо-воздушной смеси образуется, в частности, вода. Пары которой и становятся видными, пока не прогреется двигатель и глушитель. По этой же причине из глушителя могут даже вылетать капли воды. Часто бывает, что вода немного капает с конца трубы глушителя.
Когда же глушитель прогреется, водяные пары на его стенках конденсироваться уже не будут – и белый пар исчезнет. Вода капать перестанет.
Вода капать перестанет.
Слишком богатая горючая смесь также даст выхлоп повышенной дымности, в том числе и при перегазовке. Который, вроде бы, НЕ ДОЛЖЕН исчезать после многократных перегазовок.
Однако, на самом деле, не все так просто. Наблюдался случай, когда из-за слишком богатой топливной смеси двигатель автомобиля с большим трудом заводился «на горячую» (тогда как «на холодную» заводился с полоборота). После многократных перегазовок выхлоп повышенной дымности (черноватый) ИСЧЕЗАЛ. Однако, проблема была — именно в излишне обогащенной топливно-воздушной смеси.
Повышенный расход топлива
Дело в том, что масло, попадающее в цилиндры при работе двигателя, затрудняет горение топливно-воздушной смеси. Соответственно, чтобы снять с двигателя требуемую мощность, необходимо будет большее количество смеси, чем в случае отсутствия масла в смеси.
Кстати, не только маслосъемные колпачки, но и практически все другие неисправности двигателя также приводят к повышенному расходу топлива, будь то износ цилиндро-поршневой группы, неисправность системы зажигания или сигнализации, неоптимальный состав горючей смеси.
Падение мощности и приемистости, провалы в работе двигателя
Проявляется это в сниженной динамике при наборе скорости, обгоне. А также могут наблюдаться «провалы» при нажатии на педаль газа. Т.е. нажимаешь на газ, а машина ИНОГДА, вместо того, чтобы рвануть вперед, как бы притормаживает, двигатель подглохает. Отпустишь педаль газа или нажмешь ее МЕДЛЕННО – двигатель работает нормально. В таких случаях обычно рекомендуют регулировать или ремонтировать систему подачи топлива. Более продвинутые рекомендуют также обратить внимание на систему зажигания.
Часто это верно, но, не всегда. Иной раз – при резком повышении разрежения во время такта впуска топливно-воздушной смеси (что является результатом резкого нажатия на педаль газа) это разрежение передается, через направляющие втулки клапанов, к маслосъемным колпачкам. Если они изношены, то происходит подсасывание порции масла, которое и попадает в цилиндр, заливая свечу зажигания, т.е. (вначале – временно, а потом – постоянно) выключая ее из работы. Этим и объясняется «провал» в работе двигателя. Если автомобиль оборудован каталитическим нейтрализатором, он «почему-то» вскоре выйдет из строя.
Этим и объясняется «провал» в работе двигателя. Если автомобиль оборудован каталитическим нейтрализатором, он «почему-то» вскоре выйдет из строя.
Быстро загрязняется масло
Да, это тоже – один из симптомов износа маслосъемных колпачков, далеко не всем известный. Отчего масло загрязняется, приобретая темный, затем – черный цвет? Основных причин здесь две, как правило:
- износ деталей двигателя и попадание в масло продуктов их износа
- образование нагара, вызванное сгоранием масла, содержащегося в топливно-воздушной смеси и последующий смыв его
Ну, а совсем банальные причины, например, нарушение работы (или отсутствие) воздушного фильтра, в результате чего в цилиндры попадает пыль из воздуха, которая вызывает загрязнение масла или же попросту некачественное масло, быстро разрушающееся при работе двигателя, мы здесь рассматривать не будем.
Первое, в принципе, общеизвестно. Но, при этом на магнитной пробке слива масла должны бы находиться металлические частицы. А если их мало или нет вообще?
А если их мало или нет вообще?
Тогда, очевидно, черные частицы, вызывающие потемнение масла, это не что иное, как кокс, смытый со стенок цилиндров. Ведь в большинстве современных моторных масел содержатся достаточно эффективные моющие присадки, которые и помогают смывать нагар. Если бы не они, то в результате поршневые кольца попросту закоксовались бы. Быстро. Ну, а их присутствие в масле спасает, тем самым, двигатель. Правда, весь удар при этом принимает на себя масло, которое быстро загрязняется.
Так как нагар образуется ПОСТЕПЕННО, его частицы имеют очень малый размер, они, будучи смытыми со стенок цилиндра, свободно проходят через масляный фильтр и по этой причине остаются в масле, вызывая необходимость его ускоренной замены.
Впрочем, здесь может также иметь место и слишком богатая смесь. Которая также дает черный нагар на свечах зажигания, а также на поверхности цилиндра. Соответственно, после того, как этот нагар будет смыт маслом, он попадет в картер двигателя.
Калильное зажигание
Выражается оно, в частности, в том, что двигатель продолжает работать несколько секунд, а то и более, даже после того, как вынули ключ из замка зажигания. Да, и это – также может быть симптомом попадания масла в камеру сгорания, в том числе, в результате неисправности маслосъемных колпачков. Почему?
Потому, что современные бензиновые автомобили, пожалуй, все без исключения (как карбюраторные, так и инжекторные) оснащены системой прекращения подачи топлива при выключении зажигания. Например, если говорить о карбюраторном автомобиле, то в карбюраторах, как правило, имеется электромагнитный клапан холостого хода, который перекрывает поступление рабочей смеси при отключении зажигания.
Кстати, для справок, современный бензиновый автомобиль вовсе необязан быть инжекторным. Например, многие военные автомобили являются, как и ранее, карбюраторными. Причина, вероятно, Вам ясна: от военных автомобилей требуется, в том числе, повышенная надежность и высокая ремонтопригодность даже в «чистом поле». Понятно, что прочистить и отрегулировать карбюратор знающий человек сможет быстро и практически в любых условиях, тогда как для регулировки инжекторных двигателей никак не обойтись без компьютера. Ну, а очистка форсунок в «поле» точно невозможна без специального оборудования. Да и, в самом деле, не будут же военные возить с собой диагностический компьютер и прочие приспособления только для того, чтобы использовать инжектор, когда вполне можно обойтись доказавшим свою надежность и быструю ремонтопригодность карбюратором. Ну, который немного увеличивает расход топлива, немного повышает токсичность отработавших газов. И, не более того.
Понятно, что прочистить и отрегулировать карбюратор знающий человек сможет быстро и практически в любых условиях, тогда как для регулировки инжекторных двигателей никак не обойтись без компьютера. Ну, а очистка форсунок в «поле» точно невозможна без специального оборудования. Да и, в самом деле, не будут же военные возить с собой диагностический компьютер и прочие приспособления только для того, чтобы использовать инжектор, когда вполне можно обойтись доказавшим свою надежность и быструю ремонтопригодность карбюратором. Ну, который немного увеличивает расход топлива, немного повышает токсичность отработавших газов. И, не более того.
Потом, чем больше электронных частей в автомобиле, тем выше вероятность выхода их из строя, например, при воздействии электромагнитного импульса.
Так вот, если даже при отключении подачи бензина на холостом ходу двигатель продолжает работать, стало быть, в его цилиндрах есть то, что может сгорать. В данном случае – это не что иное, как масло. Находящееся там в ТАКОЙ концентрации, при которой двигатель еще способен (но, не всегда) работать. Понятно, что когда колпачки еще более износятся, масла в камеру сгорания будет попадать еще больше, тогда калильное зажигание может исчезнуть. Но, одновременно автомобиль будет трудно завести, будет повышенный расход масла и т.д.
Находящееся там в ТАКОЙ концентрации, при которой двигатель еще способен (но, не всегда) работать. Понятно, что когда колпачки еще более износятся, масла в камеру сгорания будет попадать еще больше, тогда калильное зажигание может исчезнуть. Но, одновременно автомобиль будет трудно завести, будет повышенный расход масла и т.д.
Автомобиль трудно заводится «на горячую»
Если трудно завести «на холодную», то тут причина, зачастую, вовсе не в маслосъемных колпачках. Там, скорее всего, более очевидные причины, такие, как износ цилиндро-поршневой группы, нарушение подачи топлива, неисправность зажигания, в том числе, как уже говорилось, сигнализации. А также – неисправность аккумулятора, стартера.
А вот если «на холодную» двигатель заводится с пол оборота, но на горячую, как ни парадоксально, приходится раскручивать его стартером секунд 5…10 и даже более (или даже автомобиль двигатель глохнет, как только хорошенько прогревается), то причиной тому вполне может являться износ маслосъемных колпачков.
Дело в том, что в холодном двигателе масло тоже, естественно, холодное. И имеющее большую вязкость, а потому – с неохотой просачивающееся в зазор между стержнем клапана и рабочей кромкой маслосъемного колпачка. Когда же масло прогреется, вязкость его снижается (иногда – на несколько порядков), и ему гораздо проще пройти в этот зазор.
Впрочем, нарушение состава горючей смеси, неисправности зажигания, сигнализации тоже не исключены, конечно.
Выхлопной газ имеет совсем уж отвратительный, удушающий запах
Понятно, что запах выхлопного газа никак нельзя назвать естественным, приятным и безопасным.
Впрочем, принюхавшись, скажем, к автомобилям, ездящих в арабских эмиратах (ОАЭ), я сделал вывод, что там с выхлопными газами дело обстоит ГОРАЗДО(!) лучше, чем в России. Вроде бы, едет сплошной поток машин, а выхлопной запах-то незначителен… Иной раз, даже наклоняясь близко к выхлопной трубе, как-то не улавливаешь того гадкого запаха, который проистекает от российских автомобилей. Одна из причин тому, конечно же, более качественный бензин. Который, кстати, еще и стоил гораздо дешевле, чем в России, по крайней мере, до момента, пока не был резко опущен курс рубля по отношению к доллару и многим иным валютам.
Одна из причин тому, конечно же, более качественный бензин. Который, кстати, еще и стоил гораздо дешевле, чем в России, по крайней мере, до момента, пока не был резко опущен курс рубля по отношению к доллару и многим иным валютам.
Это да, ведь, все-таки, выхлопной газ, что же от него ждать. Однако, когда горючая смесь является некачественной, неправильной (в частности, в результате попадания в нее большого количества масла), тогда, естественно, запах выхлопа становится гораздо-гораздо более отвратительным. В таких случаях – стоит немного постоять около выхлопной трубы при работе двигателя на холостом ходу – и хочется куда-то деться от этого запаха. Нейтрализатор, повторимся, при этом очень быстро выходит из строя.
Поэтому, если у автомобиля выхлоп стал как-то особенно неприятным, удушающим, не таким, каким был раньше, стоит обратить пристальное внимание на детали двигателя, через которые может поступать избыточное количество масла в камеру сгорания. В частности, это – маслосъемные колпачки.
Впрочем, причиной такого запаха может быть и очень богатая горючая смесь.
Изношенные направляющие втулки клапанов, стержни клапанов
Конечно, сам по себе износ их рабочих поверхностей не говорит об износе маслосъемных колпачков. Он его попросту ускоряет, причем — существенно. А также делает бесполезной замену колпачков на новые.
Дело в том, что если отверстия в направляющих втулках и/или стержни клапанов сильно изношены, в процессе работы двигателя даже новый качественный маслосъемный колпачок будет неспособен полноценно задерживать масло. Которое будет поступать в камеру сгорания, как и при изношенных колпачках.
Так что если после замены маслосъемных колпачков остались тех симптомы их износа, то следует подумать о ремонте (замене) клапанов и их направляющих втулок. А то и о капитальном ремонте (замене) двигателя, ибо, как правило, к такому времени и другие его детали также отчасти вырабатывают свой ресурс. Нет смысла менять только втулки и клапана, если еще через тысяч 20…30 предстоит замена цепи, звездочек (шкивов), рокеров, поршней, колец, а также расточка цилиндров, шлифовка шеек коленчатого вала.
Как измерить люфт в направляющих втулках клапанов? Если грубо и ориентировочно – то люфт можно считать большим, если при покачивании стержня клапана из стороны в сторону он ощущается гораздо более высоким, чем это было на новом (отремонтированном) двигателе. Если он гораздо выше, чем типичный ощущаемый люфт для конкретной модели двигателя. Ну, а для более точного измерения, конечно, необходимо снять головку блока, достать клапана и т.д.
С уважением к Вам.
По материалам сайта «Иркутский экспресс»
Хорошо, когда машина новая — двигатель работает тихо, его не слышно даже на разгоне с полным «газом». Но идет время — и однажды вы замечаете, что от былой «тишины» не осталось и следа, а, открыв капот, видите некоего грохочущего зверя, который вместе привычного пения издает явно оскорбляющие слух звуки.
Шумность работы двигателя чаще всего связана с газораспределительным механизмом — большие зазоры и стук всегда соседствуют друг с другом. Первое, что приходит в голову — отрегулировать зазоры в приводе клапанов. Часто это помогает, но иногда после регулировки кажется, что стук стал даже сильнее: один или несколько клапанов продолжают стучать. И совершенно непонятно почему: ведь зазоры в норме, да и распределительный вал с виду хороший. Причина, похоже, не лежит на поверхности, она где-то внутри, но где? Надо бы разобраться, да некогда. А стук становится все громче.
Часто это помогает, но иногда после регулировки кажется, что стук стал даже сильнее: один или несколько клапанов продолжают стучать. И совершенно непонятно почему: ведь зазоры в норме, да и распределительный вал с виду хороший. Причина, похоже, не лежит на поверхности, она где-то внутри, но где? Надо бы разобраться, да некогда. А стук становится все громче.
То, что клапан — деталь ответственная, никому объяснять не надо. И то, что неисправности клапанов — штука не только серьезная, но и опасная, многим известно не понаслышке. Возникают подобные неисправности по разным причинам. И встречаются среди них совершенно неочевидные, так что при ремонте не удается ограничиться только заменой неисправной детали.
Кстати, в любом случае перед тем, как что-либо ремонтировать или менять, полезно найти причину конкретной неисправности. Иначе та же участь в скором будущем может постигнуть и совсем новую, только что установленную деталь. А чтобы этого не случилось, желательно знать, в каких условиях она работает.
Как работает клапан?
Основная задача клапанов — управление потоками топливовоздушной смеси и продуктов сгорания, поступающих в цилиндр или вытекающих из него. Следовательно, клапан при его открытии должен свободно пропускать смесь или газы, то есть обладать минимальным гидравлическим сопротивлением. В то же время закрытый клапан должен обеспечивать герметичность и полностью отделять полость цилиндра от впускной или выпускной системы двигателя.
Клапаны работают в условиях сильного нагрева от горячих газов, обтекающих их тарелки. И если впускной клапан при открывании периодически охлаждается поступающей в цилиндр топливовоздушной смесью, то выпускной работает в гораздо более жестких условиях. Открываясь на такте выпуска, он еще больше нагревается горячими выхлопными газами, и температура его тарелки достигает 850-900 град. С.
Для того чтобы клапаны могли противостоять таким тепловым нагрузкам, их приходится изготавливать из специальных жаростойких сталей и сплавов с большим содержанием хрома, никеля, молибдена и даже вольфрама. Эти материалы весьма недешевы, из-за чего нередко выпускные клапаны изготавливают из разнородных материалов: тарелку — из жаростойкого сплава, а стержень — из легированной стали. Кстати, впускные и выпускные клапаны самых разных моторов очень легко отличить: тарелки выпускных клапанов не обладают магнитными свойствами.
Эти материалы весьма недешевы, из-за чего нередко выпускные клапаны изготавливают из разнородных материалов: тарелку — из жаростойкого сплава, а стержень — из легированной стали. Кстати, впускные и выпускные клапаны самых разных моторов очень легко отличить: тарелки выпускных клапанов не обладают магнитными свойствами.
Чтобы снизить износ фаски при высоких рабочих температурах, на нее нередко наплавляют специальный твердый материал-стеллит. Реже применяют натриевое охлаждение клапана: натрий, перемещающийся во внутренней полости клапана при его открытии и закрытии, переносит тепло от горячей тарелки к более холодному стержню.
Практика показывает, что даже самый жаростойкий клапан все равно прогорит, если не будут выполнены и некоторые другие условия, главное из которых — плотная посадка тарелки в седле. Дело в том, что только хороший контакт клапана с седлом позволяет надежно отвести тепло от нагретой тарелки. Ведь седло довольно холодное, оно запрессовано в тело головки блока охлаждаемой жидкостью.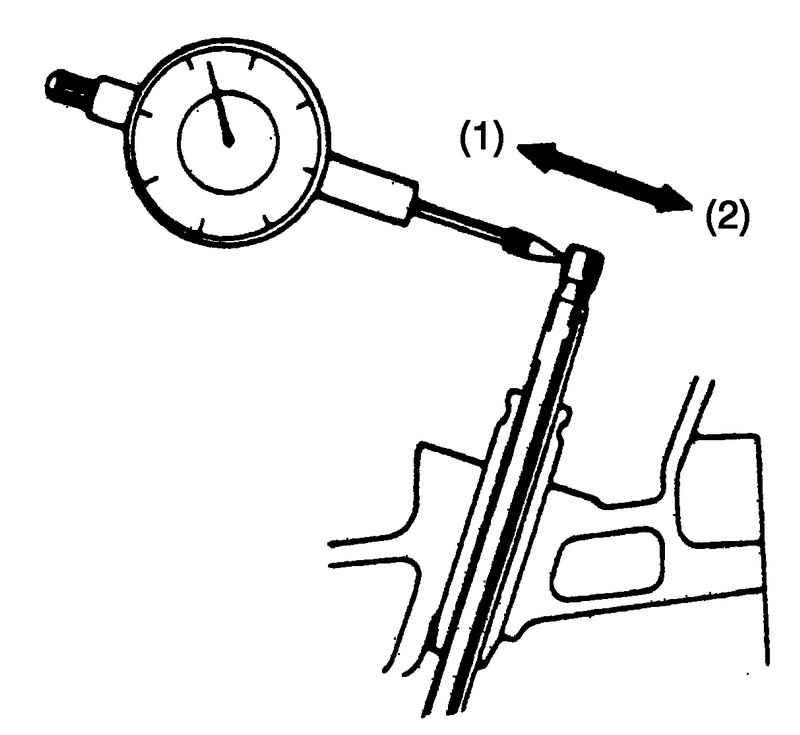
Через седло отводится до 75 % всего тепла, поступающего к тарелке, — весьма и весьма значительная часть. Естественно, если контакт с седлом нарушен, тарелка сразу начинает перегреваться. Значит, до прогара жить клапану остается недолго.
Выглядит это как цепная реакция. Небольшая неплотность в сопряжении тарелки и седла приводит к прорыву газов. Отвод тепла от тарелки в этом месте отсутствует, и тарелка перегревается. Неплотность увеличивается, а вместе с ней растет и температура тарелки. В конце концов материал начинает разрушаться, туда устремляется еще больше горячих газов, и дефект тарелки быстро распространяется до тех пор, пока цилиндр полностью не выключается из работы из-за отсутствия компрессии.
Как видим, хорошее сопряжение тарелки с седлом «убивает» сразу «двух зайцев»: снимает температуру клапана до приемлемого уровня и обеспечивает герметичность. И трудно сказать, что важнее. По крайней мере для работоспособности самого клапана важно первое, а для двигателя в целом — второе (имеются в виду хорошие пусковые свойства, мощностные характеристики, экономичность).
Кроме указанных условий, работа клапана (открытие и закрытие) должна быть достаточно «мягкой» и не вызывать излишнего шума. Шум или, точнее, стук клапанов — верный признак неисправности, а возникающие при стуке ударные нагрузки нередко сами по себе вызывают еще более серьезные неисправности и даже поломки клапанов.
Откуда берется стук?
Причин несколько. Самая простая уже упомянута — большой зазор в приводе. Кулачок распредвала из-за этого набегает на толкатель (рычаг или коромысло) не плавно, а с ударом, который тем сильнее, чем больше зазор.
Что страдает в данном случае в первую очередь? То, что воспринимает ударную нагрузку: рабочие поверхности кулачка распредвала и толкателя, а также опорная поверхность толкателя и торец стержня клапана. На них нередко образуются повреждения в виде точечных раковин, которые в дальнейшем расширяются и углубляются.
Но этим дело не ограничивается. Клапан не только с ударом открывается, но также резко, со стуком, закрывается. А это значит, что ударная нагрузка при закрытии приходится на уплотнительную фаску клапана и седло. Кроме того, в момент удара при посадке на седло на стержень клапана действует большая растягивающая нагрузка от пружины. Длительная работа в таких условиях весьма опасна: тарелка может просто оторваться от стержня либо стержень разрушится по другому слабому месту — канавке для сухарей.
А это значит, что ударная нагрузка при закрытии приходится на уплотнительную фаску клапана и седло. Кроме того, в момент удара при посадке на седло на стержень клапана действует большая растягивающая нагрузка от пружины. Длительная работа в таких условиях весьма опасна: тарелка может просто оторваться от стержня либо стержень разрушится по другому слабому месту — канавке для сухарей.
Но допустим, что зазоры в приводе клапанов нормальные, а стук все равно прослушивается. Чаще всего причина такого стука кроется в большом зазоре между стержнем клапана и направляющей втулкой. Ситуация эта наиболее характерна для старых, изрядно походивших, моторов. Иногда стук клапана связан с неконцентричностью седла и отверстия направляющей втулки, что является следствием перегрева головки блока или неправильно выполненного ремонта. При этом клапан садится на седло сначала одним краем тарелки, и только затем, перекатываясь во втулке в пределах зазора, полностью. Из-за этого, кстати, износ направляющей втулки быстро прогрессирует.
Быстрый износ направляющей втулки и стук клапана возникают и по другим, более сложным, причинам. Например, когда гнездо цилиндрического толкателя клапана несоосно, либо имеет перекос по отношению ко втулке. Подобный дефект иногда встречается на отечественных моторах. Стук возможен также, из-за повышенных зазоров в деталях привода — в осях коромысел, в гнездах цилиндрических толкателей, а также в подшипниках распределительного вала.
Все эти стуки на слух достаточно похожи, и поэтому часто выделить конкретную причину без разборки и внимательной ревизии состояния деталей не удается. Но в любом случае нужно иметь в виду, что раз есть стук, значит нагрузки в местах контакта деталей носят ударный характер. Как правило, такой стук быстро прогрессирует, что грозит не только износом клапанов и сопряженных с ними деталей, но и их поломкой.
Почему сломался клапан?
Сам по себе стук может и не вызвать поломку. Но в любом случае важно понять, почему клапан начал стучать? А причин, спровоцировавших появление стука, оказывается, немало. ..
..
Самая распространенная — неграмотная эксплуатация, неквалифицированное и несвоевременное обслуживание двигателя. Очевидно, регулировка зазоров в приводе клапанов от случая к случаю — верный способ ускорить износы, вызвать стуки, а затем и поломки.
Очень опасно при регулировке устанавливать слишком малые зазоры: при работе двигателя клапаны нагреются, их длина увеличится, и, когда зазор выберется полностью, клапаны «повиснут». А тогда неплотная посадка на седло приведет к перегреву тарелок и прогару.
Довольно распространенная причина прогара выпускных клапанов — слишком позднее зажигание. Особенно если двигатель длительное время работает на больших частотах вращения и нагрузках. Но и раннее зажигание — тоже для клапанов не подарок, ведь температура газов в цилиндре в этом случае максимальна. Значит, неправильная установка опережения зажигания вызывает не только потерю мощности и увеличение расхода топлива, но и неисправности клапанов.
Использование некачественного масла — тоже возможная причина износа втулок и стержней клапанов. Кроме того, такое масло имеет свойство коксоваться в нижней части стержней клапанов. Из-за этого клапан будет все туже ходить во втулке, а затем и вовсе может заклинить в ней. В конце концов он получит-таки поршнем по тарелке со всеми вытекающими последствиями.
Кроме того, такое масло имеет свойство коксоваться в нижней части стержней клапанов. Из-за этого клапан будет все туже ходить во втулке, а затем и вовсе может заклинить в ней. В конце концов он получит-таки поршнем по тарелке со всеми вытекающими последствиями.
Нагар, откладывающийся на тарелках клапанов (особенно впускных), например, из-за износа маслосъемных колпачков, тоже небезобидная вещь. Достигая солидной толщины, нагар начинает откалываться. И частицы довольно крупных размеров легко могут попасть между фаской и седлом клапана. А после этого плохой контакт с седлом и перегрев тарелки неминуем.
Интересно отметить, что значительные отложения нагара на клапанах, вызывающие подобные неприятности, далеко не всегда связаны с износом маслосъемных колпачков. Судите сами: повышенное давление в картере из-за неисправности системы вентиляции или износа цилиндро-поршневой группы легко может выдавливать масло к тарелкам клапанов даже через самые новые колпачки.
Некоторые «горячие головы» предпочитают отсоединять шланг вентиляции картера от воздушного фильтра и выводить его куда-нибудь под днище автомобиля — так якобы мотору «легче дышится». И невдомек им, что на некоторых режимах в картере создается разрежение, и пыль, засасываемая в двигатель через шланг, не только быстро загрязняет масло и масляный фильтр, но и попадает к направляющим втулкам и стержням клапанов. Комментарии, как говорится, излишни.
И невдомек им, что на некоторых режимах в картере создается разрежение, и пыль, засасываемая в двигатель через шланг, не только быстро загрязняет масло и масляный фильтр, но и попадает к направляющим втулкам и стержням клапанов. Комментарии, как говорится, излишни.
Но, пожалуй, самые серьезные последствия для клапанов таит в себе несоблюдение сроков замены ремня привода распределительного вала. На многих современных моторах клапаны в случае обрыва ремня деформируются. Добавим еще, что попытки поставить новый ремень и так доехать, к примеру, до гаража, редко оканчиваются благополучно. Деформированные клапаны каждый раз при посадке на седло испытывают большие изгибающие нагрузки и через 10-15 минут работы, как правило, ломаются. А такая поломка клапана — это, как минимум, замена поршня, головки блока, шатуна.
Целый ряд проблем вносит в работу клапанов некачественно выполненный ремонт. Например, наиболее «опытные» механики не утруждают себя использованием специальных приспособлений для сжатия пружин клапанов. Их «коронные» инструменты — стальная труба и молоток, стукнул посильнее — и порядок. Только вот клапан может получить повреждение по канавке для сухарей. А потом, много позже, в этом месте сломаться.
Очень опасно попадание абразивной пасты в направляющую втулку во время притирки клапана к седлу. Промыть такую втулку — целая история. Но если этого не сделать, история получится с продолжением максимум на 5-10 тысяч километров пробега. После этого износ втулки и стержня, скорее всего, превысит все разумные пределы.
Некоторые механики стремятся сделать зазор клапана во втулке как можно меньше. Это заблуждение нередко приводит к заклиниванию клапана с весьма неприятными последствиями.
Еще одна ошибка — притирка клапанов без правки седел. Как показывает практика, после длительной эксплуатации и особенно после замены направляющих втулок их несоосность с седлами — обычное дело. В подобных случаях одна лишь притирка, скорее всего, приведет к стуку клапанов и быстрому износу деталей.
Когда головка блока полностью собрана с клапанами, очень легко испортить всю работу, обстукивая клапаны молотком. Результат может быть тот же, что и при «ударной» разборке, особенно у современных многоклапанных двигателей с клапанами малого диаметра.
Из всех этих факторов складывается довольно ясная картина, когда клапан неисправен, ему, скорее всего, кто-то в этом «помог». И задача механика — не только не стать очередным «помощником», но ликвидировать все последствия прежней «помощи», которые обычно несут на себе после долгой работы клапаны и другие детали. Только так можно быть уверенным, что клапан не подведет.
ВАЗ 2107 | Проверка клапанов и направляющих втулок клапанов
Направляющие втулки клапанов
|
Рис. 2.115. Измерение диаметров стержней клапанов и отверстий направляющих втулок
|
Используя микрометр и нутромер, измерьте диаметры стержней клапанов и диаметры отверстий направляющих втулок, чтобы проверить зазор между стержнем и направляющей клапана (рис. 2.115).
Сделайте несколько замеров по длине каждого стержня клапана и направляющей втулки. Если зазор превышает предельное значение, замените клапан и направляющую втулку клапана.
Если в вашем распоряжении нет нутромера, измерьте деформацию стержня клапана индикатором часового типа.
|
Рис. 2.116. Измерение деформации стержня клапана
|
Для измерения деформации стержня клапана перемещайте конец стержня клапана в направлениях 1 и 2 (рис. 2.116).
Если деформация превышает предельное значение, замените клапан и направляющую втулку клапана.
Стержень клапана и направляющая втулка клапана
Деформация стержня клапана
Предельное значение впускной: 0,14 мм, выпускной: 0,18 мм.
Клапаны
Удалите нагар с клапанов.
Проверьте каждый клапан на наличие износа, следов подгорания или деформации тарелки и стержня, при необходимости, замените клапан.
|
Рис. 2.117. Схема измерения толщины «a» тарелки клапана
|
Измерьте толщину «a» тарелки клапана. Если измеренная толщина превышает предельное значение, замените клапан (рис. 2.117).
Толщина тарелки клапана (впускной и выпускной):
– номинальное значение: 1,25–1,55 мм;
– предельное значение – 0,9 мм.
Проверьте поверхность торца стержня клапана на наличие следов точечной коррозии и износа. Если точечная коррозия или износ имеет место, поверхность торца стержня клапана можно обработать, при этом сошлифовка фаски не допускается. При большом износе (фаска отсутствует) замените клапан.
|
Рис. 2.118. Проверка радиального биения клапана на призме
|
Проверьте радиальное биение каждого клапана на призмах с помощью индикатора часового типа (рис. 2.118). Для проверки биения медленно вращайте клапан на призмах. Если биение превышает предельное значение, замените клапан.
Предельное значение радиального биения тарелки клапана 0,08 мм.
Ширина рабочей фаски клапана
Получите отпечаток пятна контакта на рабочей фаске каждого клапана обычным способом, то есть, нанесите равный слой притирочной пасты на седло клапана и вращайте установленный в направляющей втулке клапан с легким прижимом его тарелки к седлу. Необходимо использовать приспособление для притирки клапанов.
Отпечаток, полученный на рабочей поверхности тарелки клапана, должен представлять собой сплошное кольцо без разрывов, ширина отпечатка должна быть в пределах указанного диапазона.
Номинальная ширина рабочей поверхности «a» определяемая по отпечатку пятна контакта на рабочей поверхности клапана: впускной и выпускной – 1,1–1,3 мм (рис. 2.119).Ремонт седла клапана
Если седло клапана не имеет ровного контакта с тарелкой клапана или ширина рабочей поверхности седла выходит за пределы указанного выше диапазона, то фаска седла должна быть восстановлена шлифовкой или фрезеровкой с последующей шлифовкой и притиркой.
A – седло выпускного клапана.
Для получения показанного на рисунке 2.119 сечения седла клапана используйте фрезы для седел клапанов 1. Должно использоваться две фрезы: первая для того, чтобы получить фаску 15°, вторая – 45°. Вторая фреза используется для того, чтобы обеспечить требуемую ширину фаски.
Ширина фаски седла выпускного клапана «a»: 1,1–1,3 мм.
В – седло впускного клапана.
Для получения показанного на рисунке сечения седла клапана используйте фрезы для седел клапанов 1. Должно использоваться три фрезы: 1-ая – для того, чтобы получить фаску 15°, 2-ая – 60° и 3-я – 45°. Третья фреза (45°) используется для того, чтобы обеспечить требуемую ширину фаски.
Ширина фаски седла седла впускного клапана «b»: 1,1–1,3 мм.
С – притирка клапанов.
Притирку клапана к седлу производите в два приема, сначала с использованием крупнозернистой притирочной пасты, которая наносится на рабочую поверхность, затем с использованием мелкозернистой притирочной пасты, при этом необходимо использовать приспособление для притирки клапанов и придерживаться обычного способа притирки.
Как обойтись без ремонта ГБЦ при поломке направляющей втулки клапана на ВАЗ 2104
Перелом направляющей втулки клапанов – очень популярная проблема, особенно на моторах Жигулей. Обычно она ломается из-за длительной работы двигателя с повышенными тепловыми зазорами, а обнаруживается по обильному масложору, стуку, троению. Такая серьезная неисправность может повлечь за собой капитальный ремонт ГБЦ, но часто у автовладельцев нет возможности сделать это. Есть альтернативный вариант. Он хоть и весьма эффективный, однако временное решение.
Разберемся на конкретном примере. Автомобиль ВАЗ 2104, двигатель 1,5 литра, пробег 100 000 км. Со слов владельца, большой расход масла, а на слух заметно, что есть посторонние постукивания.
Поэтому первым делом выкручиваем свечи зажигания. Тут все просто: если резьба свечей в масле – значит, пропускают сальники клапанов, они же маслосъемные колпачки (МСК). Маслоколпачки могут сами по себе быть изношены или порваны из-за механической поломки клапанной системы. В данном случае все резьбы свечей зажигания в масле.
Резьба свечи в масле
Также нужно проверить видео-эндоскопом нагар в цилиндрах. Ведь по поршню, наличию и расположению на нем кокса можно определить причину расхода масла. В нашем случае поршни нагара практически не имеют. Это еще раз подтверждает, что расход масла из-за МСК.
Изображение внутреннего пространства цилиндра, полученное при помощи видео-эндоскопа
Дальше стандартный алгоритм, известный каждому механику. Рассухариваем клапана и снимаем пружины для замены сальников. Производится демонтаж сальников и клапанов специальным съемником с цанговым зажимом.
Процесс демонтажа клапана и сальника
На четвертом цилиндре обломанная направляющая втулка клапана и сам сальник снялся с частью втулки. Как уже было сказано, ремонт ГБЦ хозяин автомобиля сейчас делать не готов, поэтому “колхозим”.
Поврежденная направляющая втулка клапана
Ставим специальный сальник для обломанной направляющей втулки клапана.
Сальник для сломанной направляющей
Установленный сальник
Остальные втулки без повреждений, но маслосъемные колпачки очень сильно изношены, поэтому их тоже меняем. Делаем это специальной оправкой, чтобы не повредить при установке. И собираем голову.
После данной процедуры рекомендуется сделать промывку масляной системы и заменить масло досрочно, чтобы убрать все накопившееся горелое масло из движка. Но это спокойно можно сделать самостоятельно.
Со слов владельца автомобиля расход масла прекратился, а дым из глушителя пропал через пару дней, пока выгорели отложения из выпускной системы, накопившиеся за все время. Если замерять токсичность выхлопа до и после, то будет большая разница.
Долго ездить с таким колпачком-протезом не рекомендуется. Объективно – максимум до полугода. Потом все равно нужно провести нормальный ремонт.
Спрашивайте в комментариях. Ответим обязательно!
Зазор между клапаном и направляющей втулкой
Ранее для изготовления головки блока цилиндров использовался чугун. В нем высверливались отверстия, в которые вставляли клапаны. Потребность в направляющих втулках отсутствовала, так как чугун стоек к износу. К концу 20 века автопроизводители отказались от чугунных ГБЦ. Связано это было с большим весом чугуна и плохим теплоотведением. Преимущество алюминиевых сплавов: хорошая теплопроводность, легкий вес и легкая обработка, но они быстро изнашиваются от трения. Поэтому в конструкцию ГБЦ внесена дополнительная деталь – направляющая втулка клапана.
Причины преждевременного износа втулки клапана
Так как направляющие клапанов установлены внутри ГБЦ и изготавливаются (в зависимости от модели мотора) из чугуна, бронзы, латуни или сплавов, не каждый автолюбитель знает об их существовании. Вызвано это тем, что ресурс втулок составляет от 200000 км пробега.
Единственной неисправностью является механический износ внутренней поверхности в результате трения. На скорость износа влияют следующие факторы:
- своевременность замены и качества моторного масла;
- температурный режим работы ДВС;
- качество горючей смеси;
- исправность системы питания;
- правильность регулировки системы зажигания;
В результате износа направляющей стержень клапана теряет центрированность и двигается с перекосом, что не обеспечивает необходимую герметичность между седлом и тарелкой клапана. В итоге в камеру сгорания попадает масло, во впускной или выпускной коллектор прорывается горящая горючая смесь, что приводит к преждевременному износу узлов и деталей.
Симптомы износа
Главный симптом изношенности направляющих втулок — повышенный расход моторного масла. Связано это с тем, что при децентрированном ходе клапана маслосъемные колпачки перестают выполнять работу и через увеличенный зазор между клапаном и внутренней частью втулки в цилиндры попадает моторное масло.
Признаки повышенного расхода масла из-за изношенных втулок следующие:
- сизый дым из выхлопной трубы;
- повышенная дымность работающего двигателя;
- нагар на электроде свечи зажигания светлого пушистого вида;
- наличие на юбке или резьбе масла.
Как определить, что направляющие втулки изношены
Масло в цилиндры попадает и по причине неисправности деталей цилиндро-поршневой группы. Чтобы исключить данную причину, необходимо замерить компрессию. Это исключит неисправность поршневых колец.
Осмотрите свечи зажигания. Наиболее загаженная свеча говорит о проблемах в данном цилиндре.
Далее осматриваем мотор на предмет износа направляющих в следующем порядке:
- Открутите гайки, крепящие клапанную крышку к ГБЦ, и снимите ее.
- Ослабьте цепь и, совместив метки, открутите и снимите шестерню распредвала.
- Постепенно и поочередно открутите постель распредвала и снимите ее.
- Демонтируйте коромысла, разблокируйте пружины клапанов цилиндра, в котором свеча больше всего покрыта нагаром.
- Аккуратно снимите маслосъемный колпачок и покачайте клапан в стороны, двигая вверх-вниз. Если при движении имеется боковой люфт, то требуется замена втулки.
В рабочем состоянии зазор между клапаном и направляющей минимален и не позволяет клапану двигаться в горизонтальном направлении (только вверх или вниз). Поэтому любое боковое качание означает износ втулки.
Прежде чем покупать новые направляющие, желательно снять клапаны и вместе с ними прийти в магазин. И при выборе обязательно пробуйте их посадку на шток клапана.
Направляющая втулка на штоке клапана должна двигаться легко, но при этом она не должна болтаться.
Необходимо это для того, чтобы в дальнейшем вам не пришлось снова идти в магазин, если втулки по каким-то причинам не подойдут.
Порядок замены направляющих втулок клапанов автомобилей ВАЗ
Для замены надо демонтировать ГБЦ и дополнительно иметь специальную наставку для снятия и установки. Однако не стоит пугаться, так как конструкция наставки проста, и вместо нее используйте подходящие по параметрам втулки подручные средства.
- Снимаем навесное оборудование, которое мешает снятию головки блока цилиндров.
- Снимаем клапанную крышку.
- Ослабляем цепь газораспределительного механизма и снимаем шестерню распредвала (не забудьте совместить метки).
- Демонтируем головку блока цилиндров и ставим ее на чистую ровную поверхность.
- Снимаем распредвал с постелью (гайки откручивайте постепенно, иначе постель встанет на перекос и вы ее не снимете).
- Снимаем коромысла и пружины.
- Проверяем люфт клапанов. Там, где он есть, клапаны удаляем, там, где его нет, устанавливаем на место пружины.
- Переворачиваем ГБЦ и со стороны камеры сгорания наставкой выбиваем направляющие.
- Устанавливаем новые втулки и собираем двигатель (при сборке не забудьте соблюсти момент затяжки гаек и ее порядок).
Процесс замены
Как уже говорилось выше, для снятия и установки направляющих необходима специальная наставка. Рассмотрим, что она из себя представляет и как ей пользоваться.
1. Описание наставки
Оправка для снятия и установки направляющей состоит из двух частей.
Первая часть представляет собой шток определенной длины, обработанный на токарном станке и имеющий в определенных местах разный диаметр. Самый большой диаметр штока занимает основную его длину и составляет 18 мм. За эту часть шток удерживается рукой, и она ограничивает проскакивание штока на другую сторону при снятии втулки, что предохранит поверхность головки блока от удара молотком. Диаметр второй части штока равен диаметру втулки. Длина этой части равняется глубине отверстия, в котором размещена втулка. Третья часть штока самая короткая — ее диаметр соответствует внутреннему диаметру штока клапана (диаметру внутренней поверхности направляющей). Ее предназначение заключается в том, чтобы при выбивании втулки направление штока строго соответствовало направлению втулки и не создавался перекос штока при ударе по нему молотком.
Вторая часть штока похожа на торцевую головку. Отличает ее от торцевой головки отсутствие внутри граней (цилиндрическое отверстие с диаметром и длиной, равной диаметру и длине верхней части направляющей). В верхней части головки имеется отверстие с диаметром, равным внутреннему диаметру втулки и внешнему размеру штока с рабочей стороны.
Как видно из описания оправки, найти ей замену из подручных средств не так сложно. Для этого как минимум понадобится цилиндрический стержень удобной длины, диаметр которого с одной стороны равняется внешнему диаметру втулки. В качестве наставки можно использовать старый шток маслонасоса от ВАЗ, предварительно сточив шестерню.
Для установки направляющей на место используйте торцевую головку подходящего диаметра либо подходящую полую трубку.
Далее в тексте будут использоваться термины «оправка», «шток», «головка», подразумевающие под собой как специальную оправку, так и подходящие подручные средства.
2. Процесс снятия изношенной направляющей и установка новой
Для снятия втулки переворачиваем ГБЦ рабочей частью вверх. Далее берем шток, вставляем в отверстие клапана и молотком аккуратно выпрессовываем.
В данном процессе важна точность удара. Если вы попадете молотком по поверхности головки блока, то это приведет к нарушению плоскости ГБЦ. Чтобы выбить втулку, удар должен быть сильным, а для этого лучше использовать тяжелый молоток.
Чтобы установить новую втулку, разместите ГБЦ на поверхности в положении, в котором она размещается на двигателе. Затем возьмите новую втулку, смажьте внешнюю поверхность маслом и установите ее в нужное отверстие.
Далее наденьте на нее головку и вставьте шток. Аккуратно ударяя молотком по верху штока, запрессуйте направляющую втулкуна место.
При установке обратите внимание, чтобы выбранные подручные средства не касались верха седла сальника (отмечен стрелочкой 1), так как при ударе седло деформируется или от него отколется кусок. Головка должна упираться в основание седла сальника (отмечено стрелочкой 2).
Со снятием и установкой направляющей втулки проблем не возникает. Это простая процедура, которая требует определенных знаний, аккуратности и точности при работе.
Ещё кое-что полезное для Вас:
«Оказывается всё другому,
колпачёк надевается как
колпачёк на направляющую
втулку….»
из одного форума
О маслосъемных колпачках, направляющих втулках и вообще, о жизни клапанов в моторе.
Еще 50-60 лет назад, в СССР, к проблемам снижения расхода масла в двигателях внутреннего сгорания относились как к очень далекой перспективе. Автомобильные двигатели были, в основной массе, нижнеклапанными, а у таких моторов потери масла через подвижные части клапанного механизма ничтожны. Самые передовые, по тем временам, москвичевские и волговские моторы были
уже с верхним расположением клапанов, однако, верные устоявшимся привычкам конструкторы, при проектировании моторов основное внимание, в борьбе
с расходом масла, уделяли конструкциям поршней и поршневых колец, нежели клапанному механизму.
Каким же образом масло из пространства под клапанной крышкой попадает в цилиндры? Коромысельный привод клапанов, а в моторах с верхним распредвалом, сам распредвал и толкатели, смазываются маслом, подаваемым к ним под давлением. Это масло, выдавливаясь из зазоров механизма, разбрызгивается каплями в пространстве под клапанной крышкой. Капли масла оседают на всех деталях, в том числе, и на верхней тарелке клапанной пружины.
Эта тарелка очень похожа на воронку и, собравшиеся в ней капли масла, стекают вниз по штоку клапана. При работе двигателя на холостом ходу и частичных нагрузках, во впускном коллекторе и в каналах головки блока возникает разрежение. Если зазор между направляющей втулкой клапана и штоком клапана велик, то масло, стекающее из тарелки вниз по штоку, усиленно увлекается этим разрежением во впускной канал головки. Именно поэтому у мотора с изношенными колпачками и направляющими втулками мы наблюдаем сильный плевок белого дыма при начале движения на перекрестке.
В первых верхнеклапанных двигателях меры борьбы с потерями масла через зазоры в паре шток клапана – направляющая втулка сводились к размещению под сухарями клапана резинового кольца, а
под верхней тарелкой пружины стального или резинового колпачка (рис 1).
Рисунок 1
Резиновое уплотнительное кольцо под сухарями и маслозащитный колпачок
Однако, такие простейшие устройства прожили не долго и в конструкциях клапанных механизмов повсеместно стали использовать уплотнительные манжеты, которые унаследовали название «колпачки». Ввиду «узкой специализации», вариантов конструкций маслосъемных колпачков (МСК) не так уж много – всего два. А многообразие исполнений заключается лишь в мелких деталях.
На рисунках 2 и 3 представлены два основных вида маслосъемных колпачков. Вариант №1 представляет собой манжетное устройство, надеваемое на выступающую из головки часть направляющей втулки клапана.
Рисунок 2
Маслосъемный колпачок, монтирующийся на направляющую втулку клапана
Вариант 2 монтируется под клапанную пружину, усилие которой фиксирует колпачок на головке и герметизирует его стык с головкой
Рисунок 3
Маслосъемный колпачок с фланцем под пружину
Маслосъемные колпачки (МСК) первого типа получили доминирующее распространение ввиду простоты и дешевизны. Однако, на многих двигателях замена таких колпачков без специнструментов трудоемка из-за сложности работы в стесненном пространстве головки. Маслосъемные колпачки второго типа не контактируют с направляющей втулкой клапана и, соответственно, меньше нагреваются (температура направляющей втулки выпускного клапана всегда выше температуры головки блока). Поэтому такие колпачки более долговечны. При обслуживании двигателя, замена этих колпачков очень удобна и не требует никакого специального инструмента. Однако, цена их в разы выше традиционных. Есть и еще один недостаток, при применении колпачков второго типа длина направляющей втулки вынужденно получается более короткой, а из-за этого снижается ее износостойкость.
Применительно к волговским двигателям, МСК первого типа применяются на всех двигателях отечественной разработки. На двигателях Крайслер применяются МСК второго типа.
Функции маслосъемных колпачков противоречивы: с одной стороны, они должны препятствовать расходу масла через зазоры между направляющей втулкой и штоком клапана, а с другой стороны, они не должны полностью перекрывать поступление масла в зазор, поскольку в этом случае износ направляющей втулки и штока клапана будет чрезмерно сильным. Для улучшения условий смазки пары трения втулка-клапан внутреннюю поверхность втулки иногда выполняют с нарезкой канавок (кольцевых или в виде резьбы) В которых может аккумулироваться смазка. Другим решением проблемы смазки узла втулка-клапан является изготовление направляющих втулок из пористого материала. Таковыми являются чугуны, а также материалы, получаемые по порошковым технологиям. Чугун – материал, содержащий огромное количество микроскопических включений графита чешуйчатой или сферической формы. При механической обработке чугуна миллионы микровключений графита вскрываются режущим инструментом и становятся аккумуляторами смазки. Направляющие втулки клапанов у всех первых верхнеклапанных двигателей были исключительно чугунными. Последующий опыт эксплуатации двигателей показал, что при любой, даже самой идеальной конструкции колпачков незначительный расход масла через них, все же, всегда имеет место. Это наблюдение привело к тому, что массовое распространение стали получать направляющие втулки, изготовленные из бронзы. Бронза не уступает чугуну по антифрикционным свойствам и по износостойкости и при этом она менее хрупка, что позволяет изготавливать втулки более миниатюрными. Это очень важно для современных, высокооборотистых моторов с тонкими, легкими клапанами.
Каким же образом работают маслосъемные колпачки? Плотно надетые на направляющую втулку или прижатые к головке блока пружиной, они охватывают шток клапана манжетной частью и, таким образом, препятствует попаданию моторного масла в зазор шток-втулка. Маслосъемные колпачки изготавливают из специального масло-термостойкого каучука. Однако, с течением времени, эластичность колпачков всегда снижается и отличие качественных колпачков от плохих заключается только лишь в скорости и в степени их старения. Тем не менее, даже потерявшие эластичность МСК, долгое время сохраняют работоспособность, при условии, что зазор между направляющей втулкой и штоком клапана не превышает допустимого. При увеличенном зазоре клапан под воздействием сил от приводного механизма получает возможность качаться в направляющей втулке, отчего изнашивается и деформируется манжета маслосъемного колпачка. Встречались маслосъемные колпачки, у которых на момент ремонта двигателя внутренний диаметр манжетной части был на 0,2-0,3 мм больше диаметра штока клапана (рис 4).
Рисунок 4
Изношенные направляющая втулка клапана и маслосъемный колпачок
В этом случае масло свободно проникает в зазор между направляющей клапана и штоком и образует на впускных клапанах массивный слой нагара, так называемую «шубу» (рис 5 и 6).
Рисунок 5
Нагар на впускном клапане
Рисунок 6
Вид клапана с нагаром изнутри цилиндра. Снимок сделан при
помощи эндоскопа.
Заимствовано с www.liscar.ru
Этот нагар заполняет собой проходное сечение между тарелкой клапана и седлом и препятствует наполнению цилиндра (рис7).
Рисунок 7
А – проходное сечение без нагара
Б – проходное сечение, уменьшенное за счет нагара
Одной из наиболее распространенных мер в борьбе с расходом масла через направляющие втулки клапанов является замена маслосъемных колпачков. В большинстве случаев, эту процедуру выполняют без снятия головки блока с двигателя. При этом, состояние направляющих втулок и наросты нагара на клапанах остаются за пределами внимания. При больших величинах износа направляющих новые маслосъемные колпачки сразу же испытывают большие боковые нагрузки из-за перекладки клапана и интенсивно изнашиваются. Поэтому очень часто, вскоре после замены МСК, снова начинается увеличенный расход масла. Владелец авто, полагая, что состояние головки блока вне подозрений (ведь он только что заменил МСК), ищет другие причины повышенного расхода масла и начинает большой ремонт мотора. В итоге, только что перебранный двигатель продолжает расходовать масло, и … начинаются поиски виновных.
В некоторых случаях, все же, возможна замена МСК без демонтажа головки блока с двигателя. Показаниями к этому являются отсутствие масляного нагара на клапанах и уверенность в том, что износ направляющих втулок клапанов не превышает допустимого. Для осмотра клапанов необходимо демонтировать впускной коллектор (на выпускных нагара не бывает).
Величины зазоров для 402 и 406 моторов представлены в таблицах 1 и 2.
Таблица 1
ЗМЗ 406. . Зазор сборочный, мм . Зазор браковочный, мм
Направляющая втулка -впускной клапан. 0,060-0,022. 0,20
Направляющая втулка – выпускной клапан. 0,067-0,029. 0,20
Таблица 2
ЗМЗ 402. . Зазор сборочный, мм. Зазор браковочный, мм
Направляющая втулка -впускной клапан. 0,097-0,050. 0,25
Направляющая втулка – выпускной клапан. 0,117-0,050. 0,25
Механизм газораспределения двигателя должен обеспечивать своевременный впуск в цилиндры свежего заряда воздуха или горячей смеси и выпуск из цилиндров отработавших газов. При возникновении неисправностей в механизме газораспределения нарушается нормальная работа двигателя, уменьшается его мощность, ухудшается экономичность.
Основными неисправностями механизма газораспределения могут быть следующие :
нарушение тепловых зазоров между стержнями клапанов и носками коромысел, подгорание рабочих фасок клапанов и седел, потеря упругости или поломка пружин клапанов, повышенный износ толкателей, штанг, коромысел, направляющих втулок клапанов, опорных шеек, втулок и кулачков распределительного вала, его упорного фланца и зубьев распределительной шестерни.
В автомобиле «Опель» основными неисправностями газораспределительного механизма являются износ шестерен и кулачков распределительного вала, нарушение зазоров между стержнями клапанов и носками коромысел, износ толкателей и направляющих втулок, тарелок клапанов и их гнезд. К отказам газораспределительного механизма относят поломку зубьев распределительной шестерни и потерю упругости клапанных пружин.
В процессе работы двигателя имеющийся в клапанном механизме тепловой зазор обеспечивает плотную посадку клапана на седло и компенсирует тепловое расширение деталей механизма. Если тепловой зазор в механизме впускного клапана нарушен, то проходное сечение клапана уменьшается, в результате чего уменьшается и наполнение цилиндра свежим зарядом воздуха или горючей смеси.
При увеличении теплового зазора в механизме выпускного клапана ухудшается очистка цилиндра от отработавших газов, что, в свою очередь, ухудшает процесс сгорания. При этой неисправности происходят повышенное изнашивание стержней клапанов и снижение мощности двигателя. Характерным признаком увеличенного теплового зазора является звонкий резкий стук, который хорошо прослушивается при работе двигателя без нагрузки с малой частотой вращения коленчатого вала.
При уменьшенном тепловом зазоре клапанов нарушается герметичность их посадки в седлах, а как результат — уменьшается компрессия в цилиндрах, подгорают фаски клапанов и их седла. Двигатель начинает работать с перебоями, мощность его падает.
Характерными признаками неплотного закрытия клапанов являются периодические хлопки во впускном или выпускном трубопроводе. У карбюраторных двигателей при уменьшенных тепловых зазорах впускных клапанов возникают хлопки в карбюраторе, а выпускных клапанов — в глушителе. Причинами этой неисправности могут быть также отложения нагара на седлах клапанов, поломки пружин клапанов, обгорания рабочих поверхностей клапанов и седел. Зазоры между стержнями клапанов и носками коромысел следует систематически проверять и при необходимости регулировать.
Шум в крышке распределительных шестерен и стуки распределительных шестерен сливаются с общим шумом, однако они прослушиваются в крышке распределительных шестерен, в зоне зацепления зубьев.
Обнаруженные при проверке технического состояния неисправности, вызванные повышенным износом деталей механизма газораспределения, устраняют при ремонте двигателя. Небольшие повреждения, предварительно устранив нагар, убирают путем шлифования. Седла клапанов не должны иметь раковин, повреждений и следов коррозии. Прежде чем ремонтировать седло, проверяют износ втулки клапана. Если она изношена, ее меняют, затем ремонтируют седло. Ремонт производят на специальных станках или используют специальное приспособление, состоящее из стержня и Сменной фрезы. Для восстановления клапанов и их седел применяют и другие комплекты инструментов отечественного и зарубежного производства.
Головки цилиндров после обработки седла необходимо обязательно продуть сжатым воздухом. Одним из наиболее распространенных дефектов направляющих втулок является повышенный износ внутренней поверхности. Обычно он вызывается длительной эксплуатацией двигателя после 150 тысяч километров пробега автомобиля.
Состояние направляющих втулок клапанов в основном определяет зазор между ними и стержнями клапанов. Чтоб определить зазор, нужно измерить диаметр стержня клапан и диаметр отверстия его направляющей втулки, а затем вычесть из второго значения первое. Одним из методов измерения зазора без снятия головки блока цилиндров является следующий. К клапану, установленному в направляющей втулке, прикладывают ножку индикатора часового типа и устанавливают его на нуль. Затем сдвигают стержень клапана по направлению к индикатору и по его показаниям определяют зазор между стержнем и направляющей втулкой. Зазор не должен превышать 0,20–0,25 мм. При измерении стержень клапана необходимо перемешать в направлении, параллельном коромыслу, так как в этом направлении, как правило, происходит наибольший износ направляющей втулки.
Зазор между направляющей втулкой и клапаном можно проверить следующим способом. Снимают головку блока цилиндров, очищают клапаны и направляющие втулки от отложений, вставляют клапаны во втулки и устанавливают на поверхность блока цилиндров индикатор часового типа (рис.1).
Рисунок 1. Измерение зазора между стержнем клапана и направляющей втулкой при снятой головке блока цилиндров
Затем в радиальном направлении передвигают тарелку клапана и определяют зазор. Для впускного клапана он не должен превышать 1,0 мм, а для выпускного клапана — 1,3 мм. Восстановить необходимый диаметр втулки можно, применив комплект специальных ножей из твердого сплава. С помощью таких ножей-колесиков выдавливают спиральный желобок внутри втулки клапана, что уменьшает ее внутренний диаметр за счет деформации металла. В результате выдавливания получают спиральные желобки, которые являются своеобразным уплотнением и удерживают масло. Далее с помощью развертки обрабатывают втулку под диаметр клапана. Если слишком большой зазор между направляющей втулкой и клапаном не устраняется после замены клапана и развертывания втулки под ремонтный размер клапана, втулку заменяют.
Как диагностировать и ремонтировать клапанный механизм
Возникновение шума под крышкой ГБЦ при большом пробеге транспортного средства означает изношенность определенных деталей автомобиля.
Дефектовка требует проверки размеров клапанов, направляющих втулок, имеющихся между ними зазоров, биения клапанов в направляющих втулках.
Для очистки клапанов от нагара используется железная щетка. После осмотра можно понять, изношены ли седла, рычаги, валовые кулачки, клапаны. С помощью специального устройства можно определить, деформированы ли клапанные стержни.
Необходимо проверить, отсутствуют ли микротрещины на головке клапана. Если в точке контакта стержня с колпачком, отражающим масло, на стержне присутствует ступенька, следует заменить такой клапан новым, для исчезновения данной проблемы.
МикрометрИзмерение диаметра стержня клапана осуществляют с помощью микрометра в разнообразных положениях его частей, для учета возможной овальности формы. Степень стержневого износа не должна быть 0,03 миллиметров.
Чуть приподняв клапан за тарелку, и покачав его во всех возможных направлениях, определяют, насколько изношены направляющие втулки и стержни клапанов на головке, которая лежит камерами сгорания вверх. При ощутимости люфта, его замеряют с помощью индикатора. Допускается размер люфта 0,08 миллиметров. Если при замене клапана значение люфта не изменилось, следует задуматься о том, чтобы снять направляющую втулку клапана и заменить ее новой. Для выпускных клапанов люфт должен находиться в пределах от 0,029 до 0,062 миллиметров, для клапанов впускного вида — от 0,022 до 0,055 миллиметров.
Чтобы заменить втулки клапанов, необходимо выпрессовать старые втулки и на их место запрессовать новые. При выполнении этого технологически сложного процесса теряется качество посадки и искажаются геометрические характеристики узла между втулкой, клапаном и седлом. Для исправления геометрических характеристик необходимо фрезеровать седло клапана.
Запрессовка втулок из чугуна на предприятии осуществляется в корпус из алюминия с натягом, через предварительное охлаждение их в жидком азоте до 196°C минусового значения и подогрев корпуса до 160-170 °C, во избежание разнообразных микротрещин.
Убедиться в соответствии натяга определенной норме (0,06-0,11 миллиметров) можно, промерив гнезда и втулки перед началом процесса запрессовки. Необходимо осуществить полное прессование новой направляющей втулкой со стопорным кольцом, надетым на нее.
После запрессовки направляющих втулок в корпус ГБЦ, следует осуществить обработку ее внутренних отверстий разверткой со стороны верхнего конца втулки, чтобы обеспечить оптимальный зазор в паре между стержнем клапана и направляющей втулкой. Далее производится фрезеровка фасок седла, при этом нужно стремиться к снятию минимального количества металла с той целью, чтобы сохранить пригодность седла к ремонту.
Получить цельный, ровный, матово-серебристый цвет рабочих поверхностей седла клапана и его фаски можно через произведение притирки клапана к седлу после фрезеровки.
Чтобы проверить, насколько качественной является притирка пары клапан-седло, можно воспользоваться специальным устройством – вакуум-тестером, незаменимым инструментом для проверки герметичности системы.
Перед процессом сборки и после процесса притирки следует избавить обработанные элементы и камеры сгорания от остатков притирочной пасты, тщательным образом промыв и продув их с помощью сжатого воздуха.
Результатом многократной притирки и шлифования клапанов и фрезерования (шлифования) седла становится более глубокая их посадка в седле. Притирка выпускных клапанов может осуществляться только два раза за весь эксплуатационный период. Проверка такого состояния осуществляется через определение того, на какой уровень выступает клапанный стержень. Если высота его выступания изменилась на более чем на 1,5 миллиметров, то это означает, что его нельзя отремонтировать и нужно искать новый. Изменение от 0,5 до 1,5 миллиметров говорит о том, что под клапанную пружину нужно установить еще одну шайбу.
A Быстрая и простая проверка направляющих клапана и качества седла
Машиностроитель может многое сделать без дорогостоящего измерительного оборудования. Вот как можно проверить качество направляющих и седел клапанов.
В Power and Performance News мы делаем все, чтобы помочь вам сделать больше для себя. И чем больше вы можете сделать для себя, разбирая или перестраивая свой следующий двигатель, тем меньше вам придется тратить на местную механическую мастерскую.
Например, вы можете выполнить несколько быстрых проверок, чтобы убедиться, что направляющие клапана и седла все еще в хорошем состоянии.Тест на самом деле не измеряет зазор направляющих, но он даст вам хорошее представление, если вам нужно обратиться к машинисту двигателя, чтобы он поработал их.
Это не просто то, что мы придумали сами. В то время как в магазинах KT Engine Development, посвященных некоторым сборкам двигателей, специалист по головкам блока цилиндров Кевин Траутман продемонстрировал нам этот инсайдерский трюк, позволяющий быстро определить, сколько усилий может потребоваться от использованного набора головок, чтобы привести его в соответствие со спецификациями.
Направляющие клапана
Если направляющая клапана имеет достаточный зазор, вы действительно можете почувствовать правильную величину «покачивания».”
Зазор между штоком клапана и направляющей в головке является критическим размером. Слишком плотно, и клапан может застрять в направляющей при горячем двигателе. Слишком слабое крепление, и направляющая может удерживать клапан точно перпендикулярно седлу, и как головка клапана, так и седло будут биться. Траутман говорит, что для стандартного двигателя с мокрым картером, который не распыляет масло на клапанные пружины, он обычно хотел бы, чтобы зазор направляющей клапана составлял от 0,0015 до 0,002 дюйма для стандартных клапанов размером 11/32 дюйма.Это касается как железных, так и алюминиевых головок.
По мере уменьшения размеров клапанов можно также уменьшить зазоры. Для стержней диаметром 5/16 дюйма Траутман говорит, что обычно он затягивает детали до 0,0012–0,0015 дюйма. Для гоночных двигателей Nationwide или ARCA, в которых используются тонкие семимиллиметровые штоки, пружинные масленки и высококачественные материалы, он выдержит давление 0,0008, но это предел. «Вы хотите быть максимально точными в своих допусках, — добавляет он, — но если вы собираетесь ошибаться, я предпочитаю делать это по большому счету.В конце концов, двигатель с маленькими зазорами по-прежнему работает намного лучше, чем двигатель с семью цилиндрами, потому что вы застряли в клапане ».
Если вы хотите проверить зазор направляющей клапана на головке блока цилиндров во время разборки — или если вы хотите проверить после того, как ваш механик вернул недавно отремонтированную головку, — вставьте чистый шток в головку до упора, но оставьте достаточно места что вы все еще можете удерживать клапан. Некоторые люди вставляют клапан назад от макушки, чтобы облегчить это.Если у вас правильный зазор, клапан должен немного покачиваться. Отсутствие покачивания означает, что вы слишком плотно. Это легкая часть; труднее всего научиться определять, насколько сильное покачивание — это слишком много. Решением для этого является нанесение покрытия из легкого моторного масла на шток клапана и повторение процесса. На этот раз, если зазор достаточно узкий, моторное масло должно заполнить это небольшое пространство и создать ощущение, будто все колебания исчезли. Если вы все еще чувствуете покачивание клапана внутри направляющей после добавления моторного масла, вероятно, он слишком ослаблен.
Количество мест
Если седла изношены, они будут иметь тенденцию «захватывать» клапан. Если седло хорошее, от него отскочит клапан.
Если направляющие в порядке, следующим шагом будет проверка седел клапанов головки цилиндров. Седло хорошего качества — плоское (не волнистое по окружности) и перпендикулярно направляющей клапана. Если седло не соответствует этим двум критериям, оно не будет хорошо уплотняться, а это означает, что вы теряете сжатие и потенциальную мощность.Если у вас качественное седло, клапан будет контактировать с седлом по всей длине одновременно с закрытием.
Когда седло находится в хорошем состоянии и одновременно контактирует с клапаном полностью, клапан «отскочит» назад, если пружина не установлена. Итак, чтобы проверить седло, возьмите новый клапан — или тот, который, как вы уверены, хорош — установите его в направляющую, толкните его и посмотрите, отскочит ли он от седла. Плохое седло имеет тенденцию гасить действие, поэтому кажется, что клапан застревает в седле.
Мы знаем, что это сложно представить, поэтому попросили Траутмана продемонстрировать нам испытание седла клапана. Посмотрите видео ниже.
Итак, у вас есть пара быстрых и простых проверок, которые вы можете выполнить самостоятельно без какого-либо дорогостоящего измерительного оборудования, чтобы определить состояние седла и направляющей практически на любом комплекте головок. Эти тесты полезны при разборке двигателя для восстановления, проверке использованного набора головок, который вы можете рассматривать как покупку, или просто проверке машиниста вашего двигателя.
И просто для удовольствия, мы подумали, что также покажем этот фрагмент из нашей видеосъемки на KT Engines. Иногда мы стараемся сделать все слишком простым, поэтому мы хотели показать вам, что все мы тоже люди. Траутман не новичок; он, наверное, тысячи раз проводил испытание на дребезг клапана. Но почему-то все всегда немного по-другому, когда видеокамера включена, и вот доказательство. Даже у лучших из нас время от времени может быть момент «упс».
Источники
Разработка двигателя KT
384 Industrial Ct
Concord, NC 28025
(704) 784-2610
The Great LS7 Wiggle Test: как проверить износ направляющей клапана на LS7
Как Tos / Tech Автор: OnAllCylinders Staff 8 января 2015 года в 14:06В качестве силовой установки для Corvette Z06 2006–2013 и Camaro Z / 28 2014–2015 годов, GM LS7 — это монстр объемом 427 кубических дюймов и мощностью более 500 лошадиных сил.Это был первый серийный двигатель, в котором использовались кованые титановые шатуны и титановые впускные клапаны, и единственный серийный двигатель V8, построенный GM с полностью ЧПУ головками и ограничением числа оборотов 7100 об / мин. LS7 официально выдавал 505 лошадиных сил, но в 2011 году мощность была ближе к 512, в первый год для выхлопа X-pipe и последний год для двойных котов.
Впрочем, с LS7 все не солнечные лучи и не радуга. Одна большая проблема — преждевременный износ направляющих клапанов. Проблема вызвана неконцентричностью направляющей клапана и осевых линий седла клапана, что считается результатом ошибок обработки, допущенных поставщиком, который производил головки блока цилиндров LS7 для подразделения силовых агрегатов GM.Несоосность вызывает чрезмерную боковую нагрузку на штоки клапана, которая, в свою очередь, изнашивает направляющие клапана.
Проблема с направляющей клапана не влияет на все головки блока цилиндров LS7. На веб-сайте Corvette Action Center есть хорошая статья Хиба Халверсона о том, как правильно выполнять полевые испытания, предписанные GM, на износ направляющих клапанов. Эта процедура, названная сообществом DIY Corvette «тестом на покачивание», измеряет зазор между штоком клапана и направляющей.
Испытание может быть выполнено с двигателем, установленным в автомобиле, если вы используете компрессор клапанной пружины, который может снимать пружины без снятия головок.К счастью, Summit Racing предлагает именно такой тип компрессора клапанной пружины. Этот компрессор, произведенный компанией LSM Racing Products, специализирующейся на инструментах для клапанных механизмов, разработан специально для использования на LS7 и его коромыслах со смещенным впуском. Инструмент также можно использовать на других двигателях LS Gen 3 и Gen 4. Вы можете узнать больше об этом в этом подробном обзоре компрессора пружин клапана LSM Racing.
Corvette Action Center также имеет очень подробную статью о LS7 и проблемах износа направляющих клапанов.Прочитав его, вы станете Всезнающим гуру LS7 в своем районе!
Теги: GM LS7, износ направляющей клапананаправляющих клапана
По направляющим клапана я вообще хожу по
Рекомендация Роу:
«1: Перед снятием удалите нагар с внешнего диаметра направляющей.
2: Направляющая к головке с прессовой посадкой .0015 «/ .002» (головка меньше направляющей).
3: Нагрейте головку примерно до 200 ° — 250 ° F.
4: Установите направляющую при комнатной температуре (горячая головка и направляющая при комнатной температуре).
5: Дайте головке остыть до комнатной температуры перед окончательной калибровкой отверстия.
6: Определите желаемый зазор клапана для направления. Рекомендуемый зазор Головка лопаты
с чугунными направляющими
Впускной .001 «- .0015» Выпускной .0015 «- .002» (Ampco-45 add .001 «)
7: Выберите правильный калибр плунжера, добавив диаметр штока клапана и зазор
желаемый для чистового диаметра.
8: Выберите калибр пробки 0,0005 дюйма под чистовой размер для другого конца ручки.
9: Заточите отверстие до нужного размера. Проверяйте размер, затачивая -,0005 »
штифт под размер, чистовое хонингование
по размеру с чистовой пробкой измерительного штифта.
10: Отрежьте или отшлифуйте седла, прижмите клапаны к седлам и проверьте седло клапана.
соосность перед сборкой клапанных пружин.
11: Используйте хорошую сборочную смазку.
12: Используйте уплотнения штока клапана. Заводские уплотнения OE останутся герметичными с размером верхней части направляющей.
От +.005 «до -.015» от опубликованного размера.
13: После того, как головка собрана и все еще находится на стенде, проверьте наличие утечек.
клапан к седлу.«
Я использовал эти характеристики на своем приемнике Bonnie (0,0025 дюйма).
и выхлоп) с направляющими Ampco 45 успешно. Для протокола, Берни
Николсон раньше рекомендовал заменять направляющие, изношенные на 0,003 дюйма или более.
У меня раньше были проблемы с прилипанием клапанов, пока я не начал использовать пробковые манометры и расширять внутренний диаметр после установки, чтобы удалите все выступы, поэтому мне интересно, использовались ли оригинальные заводские цифры укажите небольшой дополнительный зазор, чтобы учесть тот факт, что направляющие имели тенденцию сверление долота при посадке с натягом, и очень мало механизмов, используемых для развёртывания или заточить направляющие после установки тогда.Конечно, более плотная посадка меньше прощение любых высоких пятен, но они действительно служат дольше, и более плотно прилегает похоже, также продлевает срок службы лицевой поверхности клапана с меньшим ожогом.
Наверное, вроде все, это все только мое мнение, но, как мне кажется, Роу очень опытен, и он, по сути, согласен с Kibblewhite, наш поставщик направляющих, который рекомендует 0,001–0,0015 «на входе и 0,002» на выхлопе как хороший минимальный безопасный зазор, а компромисс 0,0025 дюйма имеет хорошо работал у меня.
Ради интереса, сервис Триумф в бюллетене 3-80 от февраля 1980 г. указывалось, что «диаметр отверстия направляющей клапана Спецификация теперь снижена с .3127 / .3137 «до .3120 / .3130» раньше. установка, среднее закрытие отверстия направляющей клапана после сборки в головку блока цилиндров .0005 «
Тест на покачивание направляющей клапана
Я понял, что мой последний пост о клапанах и направляющих клапана, возможно, стал слишком сумасшедшим с его разговорами о микрометрах и зазорах направляющих клапанов, поэтому я подумал, что сделаю следующий пост, описывающий тест покачивания направляющих клапана.
Так называемый тест на покачивание направляющей клапана — это очень быстрый и безболезненный способ определить, нужно ли вашим клапанам и / или направляющим дополнительное внимание — ваше или внимание профессионала — или кажутся ли они достойными и хорошо для следующего раунда.
Тест на покачивание направляющей клапана невероятно прост.
-Полностью разобранных головок двигателя (т.е. пружины клапана уже были сняты с помощью компрессора пружины клапана, а клапаны и направляющие свободны и открыты), очистите шток клапана, о котором идет речь, с помощью стальной мочалки # 0000.
-Также быстро очистите внутреннюю часть направляющей клапана с помощью обезжиривающего средства, сверхтонкой наждачной бумаги и небольшого количества сжатого воздуха.
-Вставьте клапан в направляющую клапана со стороны камеры цилиндра.
— Вставляйте шток клапана только до тех пор, пока он не войдет в направляющую на дюйм или два. Другими словами, клапан должен выступать из направляющей клапана, как это было бы во время «открытой» части цикла двигателя.
-Попробуйте покачать клапан вперед-назад. Не должно быть заметного «покачивания».”
-Если есть какое-то «покачивание», оно должно быть очень незначительным, и нужно выполнить еще один шаг.
-Окуните шток клапана в моторное масло. Частично вставьте шток клапана в направляющую клапана и попробуйте снова пошевелить. На этот раз окончательно не должно быть обнаружено движения вперед и назад. Весь этот процесс можно проделать с помощью индикатора часового типа, что даст гораздо более точный ответ; но этот пост посвящен быстрой диагностике для тех, кто пытается определить, насколько сильно нагружены их клапаны в настоящее время.
Надеюсь, это поможет вам при разборке и восстановлении. Если у вас не было проблем с клапанами до разборки двигателя, то можете переходить от покупки новых деталей к замене вещей.
Клапаны и седла клапанов точно отшлифованы, чтобы «подогнать» друг друга, поэтому при замене деталей вы открываете возможность работы на машине, чтобы детали правильно совпадали / сидели вместе.
Конечно, хорошенько очистите все и, если необходимо, сделайте небольшую притирку, но когда дело доходит до исправного клапана, я иногда думаю: «Если он не сломался, не пытайтесь его исправить.”
Если вам понравился этот пост в блоге о тесте покачивания направляющей клапана, поставьте лайк или поделитесь им на Facebook, напишите в Твиттере или лайк в Instagram.
Не нашли то, что вам нужно в этом посте? Ознакомьтесь с базой данных по ремонту мотоциклов HappyWrench. Это универсальный магазин, в котором можно найти всю информацию о ремонте мотоциклов своими руками.
пожаловаться на это объявлениеЗамена направляющих клапанов мотоциклов
Во время обслуживания ГБЦ механик часто сталкивается с вопросом, заменять или нет направляющие клапана.Эти простые детали работают в суровых условиях (особенно выхлопные патрубки) и изнашиваются в течение длительного времени.
Замена направляющих клапана мотоцикла
Лицензия John H Glimmerveen на About.comВо всех алюминиевых головках цилиндров используется направляющая клапана из другого (более износостойкого) материала. Как правило, это бронза или чугун, оба материала обладают приемлемыми характеристиками износа и ценой.
Примечание. Большинство производителей двигателей рекомендуют бронзовые направляющие, поскольку они обладают лучшими характеристиками износа по сравнению с их аналогами из чугуна.Однако бронзовые направляющие обычно стоят в четыре раза дороже, чем чугунные (например, 4 доллара против 16 долларов).
Перед заменой направляющих клапанов механик должен тщательно осмотреть клапаны, направляющие и седла клапана. Чтобы завершить тщательный осмотр различных деталей, механик должен полностью разобрать головку блока цилиндров. Разборка будет включать удаление клапанов (типа OHC), заглушек и любых уплотнений (Примечание: все уплотнения должны быть автоматически заменены во время обслуживания головки блока цилиндров).
Опора для головы
После того, как головка будет полностью разобрана и осмотрена, механик должен подготовить место для работы. Поскольку алюминиевые головки относительно легко повредить, рекомендуется сделать деревянную опору (см. Фотографию). Кроме того, выколотки подходящего размера должны быть готовы к использованию, как только голова будет нагрета. Первая выколотка должна быть из алюминия (лучше всего из круглого прутка 6061), за ней следует стальная выколотка немного меньшего диаметра, чем наружная часть направляющей.Например, для направляющих с наружным диаметром 0,500 дюймов механик должен использовать выколотку 7/16 дюйма (0,4375 дюйма) для второй выколотки, которая будет проходить через направляющее отверстие.
Для снятия направляющих клапанов сначала необходимо нагреть головку блока цилиндров. Алюминиевая головка будет расширяться примерно в два раза быстрее, чем чугунная направляющая клапана, поэтому, хотя головка и направляющая могут нагреваться одновременно, направляющая будет эффективно ослабляться при нагревании головки. Температура, необходимая для достаточного нагрева головки для снятия направляющей клапана, составляет приблизительно 200 F; однако эта температура является температурой головки, а не духовкой.Поэтому механик должен периодически проверять температуру головки, чтобы определять, когда она достигает 200 F.
Выколотка алюминиевая
Нагревая голову до заданной температуры, механик должен положить ее на деревянную опору. Сначала следует использовать алюминиевую выколотку, чтобы начать удаление направляющей — для этого достаточно сильного удара двухфунтовым молотком. Когда направляющая продвигается через головку, механик должен поменять алюминиевую выколотку на стальную деталь, чтобы завершить удаление.Как правило, механик должен уметь снимать четыре направляющих клапана (работая быстро) без повторного нагрева головки.
После снятия направляющих отверстия в головке необходимо тщательно очистить; однако они не должны открываться абразивными материалами, сверлами и т. д. Простая круглая щетка в электрической дрели, используемая с очистителем тормозов, отполировывает отверстие, готовое для установки новой направляющей.
Перед установкой новых направляющих головку необходимо повторно нагреть, а сами направляющие следует поместить в пакет с застежкой-молнией, а затем положить в морозильную камеру (замораживания в течение одного часа будет достаточно, чтобы немного сжать направляющую, что облегчит процесс переоборудования).
Когда головка и направляющие имеют подходящую температуру, механик должен вставить новые направляющие в головку с помощью алюминиевой выколотки. В этой выколотке должно быть достаточно большое отверстие, чтобы она могла скользить по направляющей — это обеспечит прямую и надежную поддержку направляющей.
После установки новых направляющих механик должен переточить клапаны, чтобы обеспечить хорошее уплотнение.
Примечание. Если седла клапана нуждаются в замене, механик должен поручить эту работу механической мастерской, которая будет располагать необходимыми станками и инструментами.Если для головки действительно требуются новые седла клапана, механику рекомендуется одновременно заменить направляющие клапана в мастерской.
Признаки неисправности уплотнений клапана
Уплотнения клапана помогают контролировать расход масла и смазку клапана
Клапаныявляются важной частью регулирования в любой системе, и их уплотнения предназначены для использования в различных типах двигателей для регулирования расхода масла и смазки клапанов. Конструкция и изготовление уплотнения являются ключом к обеспечению рабочих характеристик и долговечности уплотнения. .
Клапаныимеют множество применений и используются практически во всех промышленных процессах, включая обработку воды и сточных вод, горнодобывающую промышленность, производство электроэнергии, переработку нефти, газа и нефти, производство продуктов питания, химическое и пластмассовое производство и многие другие области.
Некоторые примеры уплотнений клапана включают: седла шарового клапана, диски шаровых клапанов, набивку штока, уплотнения штока, диски клапана, набивку клапана, уплотнения клапана и набивку штока клапана.
Наличие надлежащего уплотнения клапана может сэкономить тысячи долларов на ремонте в конце дня, поэтому важно проверять их нерегулярно.Например, мы сосредоточимся на автомобилях, но это можно применить к различным системам и отраслям. Вот некоторые симптомы плохого уплотнения клапана, которые, возможно, необходимо заменить:
Выполнение теста холодного двигателя
Один из надежных способов определить, неисправно ли уплотнение клапана, — это выполнить тест холодного двигателя. Если ваш автомобиль простоял всю ночь или в течение более длительного периода времени, на верхней части крышки клапана будет немного масла, оставшегося с момента последней поездки.Когда вы запускаете двигатель, масло всасывается через плохое уплотнение в зону сгорания, из-за чего из выхлопной трубы выходит голубоватый дым. Это может указывать на то, что ваш клапан не герметичен и пора покупать новый.
Холостой ход
Еще один способ проверить плохое уплотнение клапана — это знать, что происходит, когда ваш автомобиль работает на холостом ходу. Когда ваш автомобиль останавливается на значительный период времени, высокий уровень вакуума приведет к скоплению масла вокруг клапанной системы, когда она закрыта.В случае неисправного уплотнения клапана, когда вы снова начинаете ускоряться, это масло может в конечном итоге попасть через уплотнение в направляющую клапана. Это приводит к тому, что из выхлопной трубы выходит еще больше синеватого дыма из-за горения масла.
Высокий уровень расхода масла
Высокий уровень расхода масла — еще один показатель того, что у вас плохое уплотнение клапана. Это связано с тем, что масло выливается или чрезмерно сжигается, что приводит к снижению уровня масла с большей скоростью, чем обычно. Вы можете обнаружить эту потерю масла с помощью базового масляного щупа и регулярно вести журнал уровней масла.Если вокруг транспортного средства не обнаружено утечек масла, возможно, у вас плохое уплотнение клапана, поскольку масло, скорее всего, сгорит, что приведет к чрезмерному дыму.
Высокий уровень дыма
Еще одним признаком неисправного уплотнения клапана, как упоминалось выше, является большое количество дыма. При первом запуске автомобиля часто присутствует дым от выхлопных газов, но если он начинает длиться дольше, чем обычно, уплотнение клапана может ухудшиться. Кроме того, если у вас плохое уплотнение клапана, чрезмерный дым будет идти волнами как индикатор горения масла.
Тест торможения двигателем
Торможение двигателем — это когда другие способы, помимо внешнего торможения, используются для замедления вашего автомобиля внутри двигателя. Когда у вас плохое уплотнение клапана, масло, которое скапливается на передней крышке головки, в конечном итоге сгорит, когда вы нажмете на акселератор после некоторого выбега. Это особенно заметно при спуске с горы и снова будет обозначено чрезмерным дымом, выходящим из выхлопной трубы. Масло здесь горит дольше, чем в обычных случаях.
Мощность ускорения нарушена
Последний показатель плохого уплотнения клапана — это недостаток силы разгона.Вы также можете выполнить тест на сжатие, чтобы убедиться, что это так. Более высокий уровень сжатия будет указывать на проблему с уплотнением клапана, в то время как низкий уровень сжатия будет указывать на проблему с поршневым кольцом. Эти две области могут быть очень похожи по своим ошибочным симптомам, поэтому лучше знать об их различиях.
Плохо спроектированное уплотнение может привести к заливанию моторного масла, что в конечном итоге может привести к поломке. Gallagher Fluid Seals понимает важность хорошо спроектированного промышленного уплотнения и может помочь разработать индивидуальное решение для вас или предоставить стандартные готовые уплотнения от ведущих мировых поставщиков.
Чтобы получить дополнительную информацию о уплотнениях клапана, почему они не работают, или найти решения, обратитесь в технический отдел Gallagher.
Оригинал статьи можно найти на сайте Real Seals.
Двигатель— Обычно ли направляющие клапана многоразовые? Двигатель
— Обычно ли направляющие клапана многоразовые? — Обмен стеков по обслуживанию и ремонту автомобилейСеть обмена стеков
Сеть Stack Exchange состоит из 177 сообществ вопросов и ответов, включая Stack Overflow, крупнейшее и пользующееся наибольшим доверием онлайн-сообщество, где разработчики могут учиться, делиться своими знаниями и строить свою карьеру.
Посетить Stack Exchange- 0
- +0
- Авторизоваться Зарегистрироваться
Motor Vehicle Maintenance & Repair Stack Exchange — это сайт вопросов и ответов для механиков и энтузиастов-любителей автомобилей, грузовиков и мотоциклов.Регистрация займет всего минуту.
Зарегистрируйтесь, чтобы присоединиться к этому сообществуКто угодно может задать вопрос
Кто угодно может ответить
Лучшие ответы голосуются и поднимаются наверх
Спросил
Просмотрено 3к раз
На схеме сборки клапана из моего Tacoma FSM направляющие клапана обозначены как одноразовые.Мне было интересно, это просто CYA или действительно так.
Создан 29 июл.
амфибия5,9733434 золотых знака8282 серебряных знака117117 бронзовых знаков
2Они не подлежат повторному использованию в том смысле, что если их вынуть, их придется заменить.Направляющие клапана можно использовать повторно до тех пор, пока они не изнашиваются; вы не заменяете их, если они не изношены сверх нормы. Когда они изнашиваются, обычно можно сделать одно из трех: накатать; направляющая втулка клапана; новая направляющая клапана. Вы проверяете направляющую клапана по величине бокового люфта в клапане, когда он находится вне седла. Максимально допустимое количество будет разным для каждого двигателя. Чтобы понять разницу между различными исправлениями:
Накатка — Подумайте о рукоятке храповика, на которой напечатана поперечная штриховка.То же самое и с накаткой направляющей клапана, только с внутренней стороны, где движется шток клапана. Они делают это внутри, и он выдавливает часть направляющей клапана и заменяет пространство, в котором материал был изношен. Это самое дешевое и простое решение, но, к сожалению, длится меньше всего времени.
Вставка направляющей клапана — Исходная направляющая клапана остается на месте. Внутренняя часть слегка расширяется, и на место вбивается новый кусок направляющего материала клапана.Затем новая деталь расширяется до нужного размера, что не только устанавливает размер, но и фиксирует ее на месте. Это довольно экономичный способ решить проблему с минимальными усилиями. Это исправление будет длиться долго (почти как новая направляющая клапана).
Новая направляющая клапана — Исходная направляющая клапана выдавливается из головки, и на ее место устанавливается новая. Это лучшее исправление , но оно дороже, чем два других исправления.Поскольку это новая направляющая клапана, она прослужит столько же … ну … новая направляющая клапана.
Со всеми тремя исправлениями вам необходимо выполнить работу клапана, чтобы гарантировать правильную герметизацию всех клапанов и седел.
Создан 29 июл.
Pᴀᴜʟsᴛᴇʀ2 ♦ Pᴀᴜʟsᴛᴇʀ213k2727 золотых знаков217217 серебряных знаков428428 бронзовых знаков
5Не тот ответ, который вы ищете? Посмотрите другие вопросы с метками клапан двигателя или задайте свой вопрос.
Обмен стеков по обслуживанию и ремонту автомобилей лучше всего работает с включенным JavaScriptВаша конфиденциальность
Нажимая «Принять все файлы cookie», вы соглашаетесь с тем, что Stack Exchange может хранить файлы cookie на вашем устройстве и раскрывать информацию в соответствии с нашей Политикой в отношении файлов cookie.
Принимать все файлы cookie Настроить параметры
.