Какой выбрать сварочный полуавтомат для дома
Долгое время дуговая электросварка применялась только для соединения деталей из черного металла. Шов получался довольно грубоватый, присутствовали проблемы с образованием шлака в сварочной ванне. Поэтому там, где требовалось варить цветной или тонкий черный металл, применяли газовую сварку. Последние два десятка лет распространение получила технология, известная как полуавтоматическая сварка в среде защитных газов.
Сварочный полуавтомат — это аппарат для проведения сварки с помощью проволоки. Механизированная подача проволоки и возможность регулирования скорости подачи ускоряет процесс сваривания и уменьшает нагрузку на сварщика.
Как работает полуавтомат
Конструктивно сварочный полуавтомат близок к инвертору, но для соединения металла используется не электрод, а специальная сварочная проволока, подаваемая в зону нагрева автоматически (отсюда и название метода). Защита шва от окисления уже происходит не облаком газа, образованного при сгорании обмазки электрода, а подачей специального защитного газа по отдельной магистрали в зону горения дуги.
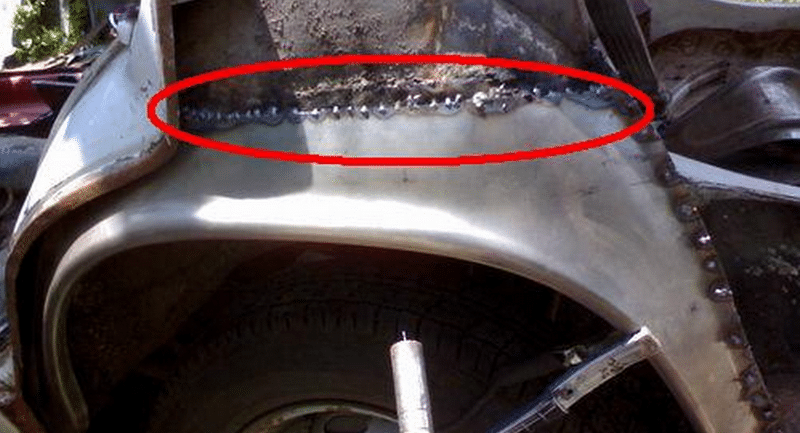
В результате образуется очень аккуратный шов, в котором нет пустот, заполненных шлаком. Зона нагрева при проведении работ минимальна. Поэтому снижается риск коробления или прожига тонкого металла. Полуавтоматической сваркой можно соединять и довольно капризные материалы: медь, алюминий, чугун.
Преимущества сварки полуавтоматом
- Очень высокое качество и прочность сварочного шва, намного выше, чем при обычной электродуговой сварке.
- Минимальная деформация рабочей зоны обрабатываемой детали.
- После сварочных работ изделие практически не нужно дополнительно обрабатывать от окалин и шлака.
- Возможность проводить длинный беспрерывный сварочный шов.
- Можно качественно сваривать практически любые металлы и их сплавы, достаточно просто правильно подобрать сварочную проволоку и защитный газ.
- Глубокое проваривание свариваемого материала, в некоторых аппаратах достигает значение в 20 мм.
- Сварку рекомендуют использовать для высокоточных работ и при соединении очень тонких (до 1-2 мм) металлов.

- Низкая цена аппарата и расходных материалов к нему.
Основных разновидностей полуавтоматической сварки три. Различаются они по способу защиты точки сварки.
Сварка без газа под флюсом
В этом варианте не применяется газ, поскольку внутри порошковой проволоки помещен флюс, по составу схожий с обмазкой электрода. Хотя такой метод и имеет недостатки традиционной сварки — может образовываться шлак в шве, поэтому требуется проваривать несколько раз с перекрытием швов для надежности.
Качество шва не самое высокое. Требует обратной полярности: минус подается на горелку, плюс — на деталь. Проволока довольно дорогая. Способ хорош там, где требуется мобильность, поскольку оператор избавлен от необходимости манипулировать оборудованием с тяжелыми баллонами.
Сварка с активным газом (MAG — Metal Active Gas)
Прямая полярность (плюс на горелке), в зону горения подается углекислый газ. Качества шва много выше, чем при сварке под флюсом. Хотя шов все-равно получается чешуйчатым, но уже без пустот, заполненных шлаком. Положительный момент: недорогой газ.
Положительный момент: недорогой газ.
Сварка с инертным защитным газом — аргоном (MIG — Metal Inert Gas)
Прямая полярность. Наилучшее качество шва. Из минусов: высокая стоимость газа аргон и его смесей, оборудование плохо предназначено для эксплуатации в полевых условиях. По итоговому качеству этот вид оборудования аналогов не имеет.
Как правильно выбрать полуавтомат для дома и гаража
Существует убеждение, большие аппараты прочнее, надёжней, мощней и многофункциональней. Это не соответствует действительности. Современные технологии позволяют производить компактные, мощные устройства, которые не уступают в производительности и эффективности. Поэтому перед покупкой сначала анализируют технические характеристики модели — именно они определяют стоимость полуавтомата и особенности применения.
Выбирая лучший полуавтомат для сварки, учитывайте индивидуальные критерии:
- В каких условиях будет использоваться оборудование: стационарный для гаража, на открытом пространстве или в полевых условиях.
 Если агрегат будет постоянно перемещаться, выбирайте компактные модели или агрегаты на колесах. Аппаратура с электроникой не приспособлена для низких температур.
Если агрегат будет постоянно перемещаться, выбирайте компактные модели или агрегаты на колесах. Аппаратура с электроникой не приспособлена для низких температур. - Какой металл будете сваривать и его толщина. От толщины деталей зависит диаметр электродов.
- Качество шва. Для кузовного ремонта и авто необходимо высокое качество сварного шва.
- Планируемая нагрузка. Для домашнего хобби можно остановить выбор на китайских полуавтоматах, они производительные, дешевые и многофункциональные.
- Сеть питания (трехфазная или домашняя 220 В).
- Наличие защиты от перепадов напряжения, короткого замыкания, перегрузки.
- Степень автоматизации. Опытные мастера предпочитают автоматическую регулировку рабочих параметров.
Однокорпусные и многокорпусные полуавтоматы
Исполнение оборудование может быть различным:
- Однокорпусным — система управления, подачи проволоки и преобразователь тока выполнены единым блоком. Предельно обжатая компоновка, удобная для домашнего мастера, но плохо подходящая для интенсивной и большой нагрузки.
 Применяется для оборудования, эксплуатируемого с малой интенсивностью, эпизодически.
Применяется для оборудования, эксплуатируемого с малой интенсивностью, эпизодически. - Многокорпусное — система управления, механизм подачи проволоки и преобразователь выполнены отдельными блоками. Есть системы с дополнительным водяным охлаждением горелки. Такое оборудование занимает больше места, но допускает очень интенсивную эксплуатацию. Именно по этой схеме выполнено большинство профессионального оборудования.
Однофазные и трехфазные
По напряжению питания так же существуют различия. Аппараты, рассчитанные на напряжение 220 В более компактны. Но выдают меньший сварочный ток. Поэтому применяются для работы с более тонким металлом. Хороши на выезде — по причине небольших габаритов. Из минусов — при недостаточной мощности сети возможно проседание сварочного тока и как следствие, низкое качество шва.
Более стабильны аппараты, работающие от сети 380 В. С их помощью можно варить более толстый металл. Из недостатков: большая масса и потребность в трехфазной питающей сети — она есть не везде.
Бытовые, полупрофессиональные, профессиональные
Как и все инструменты, полуавтоматы можно разделить на три категории: бытовые, профессиональные и полупрофессиональные. Бытовые устройства для дома и дачи рассчитаны на эпизодическое кратковременное применение. Сварочный ток не выше 200 А. Из плюсов: невысокая цена, компактность. Совершенно не годится для интенсивной работы.
Профессиональные аппараты могут эксплуатироваться длительное время с серьезной нагрузкой. Выдают выше 300 Ампер. Минусы — цена и габариты.
Промежуточное положение занимает полупрофессиональное оборудование. Подходит для гаража, небольшой мастерской или сервиса. Там, где работа сложная, но не такая уж и частая. Отлично справляются с ремонтными, кузовными и строительными задачами. Максимальный ток 200-300 А.
По типу источника питания выделяют:
- трансформаторные;
- выпрямительные;
- инверторные.
Последние считают самыми надежными.
Классификация по типу подачи проволоки
Подача сварочной проволоки может производиться различными способами (применяют два ролика — прижимной и подающий, соединенный с приводом).
- Самый простой — толкающий. Привод находится в корпусе аппарата. Достоинство в простоте. Недостаток в ограничении длины подающей магистрали — не более 3-4 метров. При больших расстояниях возможно «утыкание» проволоки.
- Тянущий привод монтируют непосредственно в горелке. Это дает оператору больше свободы, но утяжеляет горелку и накладывает ограничения на объем сварочной проволоки — много запаса в рукоятке не разместишь.
- Там, где подача проволоки требуется на расстояния более 4 метров, применяют тянуще-толкающую подачу с двумя приводами (один вытягивает материал из корпуса, второй — направляет и подает ее в рукоятке). Это удорожает оборудование, но позволяет добиться более стабильного функционирования всего комплекса.
Закрытая система считается лучшей, т.к. предотвращает попадание пыли и грязи на проволоку.
Специалисты обращают внимание, что не стоит делить модели на хорошие и плохие. Лучший сварочный полуавтомат — тот, который эффективно решает пользовательские задачи.
По ссылке можно перейти в каталог и купить электросварку с гарантией производителя и быстрой доставкой в Киев, по Харькову и Украине.
Комментарии
Сварка алюминия полуавтоматом (MIG/MAG) | Тиберис
0
На сумму: 0 р.
Алюминий без преувеличения является одним из наиболее часто используемых человеком металлов. Но, проводить над ним сварочные работы из-за особых химических свойств намного сложнее, чем с обыкновенной сталью, особенно если вы не являетесь специалистом сварочного дела. И все же, для этого существует весьма удобный способ, требующий меньше навыков– сварка алюминия полуавтоматом (MIG/MAG), позволяющая легко преодолеть сопротивление тончайшей оксидной пленки металла и в результате получить отличное соединение. Подробнее об этом способе вы узнаете из нашей статьи.
Подробнее об этом способе вы узнаете из нашей статьи.
Содержание
- Что представляет собой сварка алюминия полуавтоматом
- Чем отличается сварка алюминия полуавтоматом от аргонодугового метода
- Особенности и преимущества сварки алюминия сварочной проволокой
- Требования к оборудованию и расходным материалам
- Выбор сварочного полуавтомата для сварки алюминия
- Видео полуавтоматической сварки алюминия
Сварка алюминия и его сплавов полуавтоматом (MIG/MAG-сварка) производится сварочной проволокой (некоторые сварщики употребляют название — плавящийся электрод) для алюминия и сплавов в среде газа или самозащитной проволокой. При этом для защиты алюминия от окисления используется инертный газ, чаще всего аргон. Подача присадочной проволоки происходит автоматически, а перемещение горелки сварщик осуществляет вручную.
Сварка алюминия полуавтоматом без газа не рекомендуется к применению и встречается гораздо реже, так как в этом случае:
- значительно повышается пористость шва и уменьшается его прочность;
- застывший шлак плохо отделяется;
- присутствует сильное разбрызгивание металла.

Единственной серьезной причиной, благодаря которой такой способ сварки все же используется, является его очевидная дешевизна. Поэтому сварка алюминия полуавтоматом без аргона распространена среди кустарей-одиночек, экономящих на качестве сварного шва.
В отличие от стали алюминий обладает гораздо большей теплопроводностью, поэтому при работе с ним скорость подачи проволоки увеличивается, а поверхность массивных свариваемых изделий необходимо дополнительно прогревать.
Чаще всего сварку алюминия полуавтоматом используют для сварочных работ в промышленных масштабах, в том числе в авиационной и судостроительной промышленности. Тем более, что в этом случае используются:
- высококачественный инертный газ и присадочная проволока;
- труд профессиональных сварщиков;
- дорогостоящее профессиональное оборудование.
Вместе, эти три важнейших фактора обеспечивают первоклассный результат.
Чем отличается сварка алюминия полуавтоматом от аргонодугового (TIG) метода
Основных отличий всего несколько:
- Главное отличие этих двух методов заключается в типе используемого электрода.
 Для аргонодуговой сварки используются электроды из тугоплавкого вольфрама, а при MIG-сварке применяется алюминиевая проволока.
Для аргонодуговой сварки используются электроды из тугоплавкого вольфрама, а при MIG-сварке применяется алюминиевая проволока. - Кроме того, аргонодуговой метод предназначен лишь для ручной сварки.
- Аргонодуговой сваркой завариваются более ответственные участки из-за более высокой прочности соединения.
- Сварка вольфрамовым электродом (TIG) требует больше денежных затрат на расходные материалы (комплектующие).
Аргонодуговой метод является весьма распространенным на производстве и в бытовых условиях, поэтому заслуживает более подробного описания, которое вы можете изучить по ссылке.
Сварочный полуавтомат для сварки алюминия может быть оснащен стандартными функциями и с импульсным режимом. Использование последнего дает больший эффект, так как под воздействием мощного импульса происходит моментальное пробивание оксидной пленки на поверхности свариваемого изделия. Каждая капля расплавленного алюминия из проволоки в момент действия импульса высокого напряжения вдавливается в поверхность. В результате значительно повышается качество сварного шва при значительном уменьшении разбрызгивания металла.
В результате значительно повышается качество сварного шва при значительном уменьшении разбрызгивания металла.
Особенности и преимущества сварки алюминия полуавтоматом
У сварки алюминия полуавтоматом есть несомненные преимущества, а также некоторые особенности. К ним относятся:
- Высокая производительность. По сравнению с аргонодуговой сваркой скорость возрастает в три раза.
- Простота. Этот метод значительно проще, чем аргонодуговой, им легко может овладеть даже любитель. Поэтому сварка алюминия полуавтоматом своими руками представляется вполне обыденным делом.
- Важность наличия импульсного режима в полуавтомате. Так как в этом случае эффективность выполнения сварочных работ и качество шва на выходе значительно возрастают.
- Необходимость использования высококачественной сварочной проволоки (присадки). В противном случае стабильность и эффективность процесса сварки может серьезно пострадать.
- Для алюминия чаще всего выставляют подачу проволоки на 15-20% выше, чем для той же толщины черного металла (стали) и приблизительно на 30 процентов больше напряжения.

Требования к оборудованию и расходным материалам
Чтобы окончательно разобраться с вопросом, можно ли полуавтоматом варить алюминий
, необходимо четко уяснить дополнительные требования к используемому оборудованию и расходным материалам:- Ток должен иметь обязательно обратную полярность, потому что в таком случае оксидная пленка не разрушается.
- Механизм подачи проволоки должен иметь четыре ролика, так как мягкий алюминий легко сминается при возникновении сопротивления в момент подачи. Важно, чтобы ролик был U-образный, гладкий и без насечек. На картинке справа хоть и правильной формы, но с насечками- такой не подойдет.
- Диаметр проволоки должен быть меньше, чем у наконечника, так как при нагреве алюминий расширяется сильнее, чем сталь. Для сварки рекомендуем использовать проволоку — AlMg5 по ссылке или её аналоги.
- Желательно использовать чистый аргон в качестве инертного газа, так как в этом случае обеспечивается максимальное качество сварного шва
- Сварочная горелка должна иметь специальный

- Сварка МИГ-МАГ алюминиевых сплавов рекомендуется на толщинах более 3мм и важно использовать формирующую подкладку с канавкой.
Как правильно выбрать полуавтомат для сварки алюминия
Выше вы уже узнали, как сваривать алюминий полуавтоматом. Теперь пора определиться с тем, как сориентироваться среди многообразия моделей и приобрести наиболее подходящий вариант полуавтомата.
Выбор действительно имеется очень обширный. Все варианты можно условно разбить на такие основные группы:
- Бюджетные
- Среднего класса
- Среднего класса с импульсным режимом
- Промышленные модели с импульсным режимом
Бюджетные полуавтоматы
Эти модели прекрасно подходят для использования в быту. Они отличаются компактными размерами, небольшим весом и способны работать от обычной сети напряжением в 220 Вольт.
Если вы намерены заниматься сварочными работами периодически, для собственных нужд, их возможностей будет вполне достаточно.
Примерами моделей этой группы могут служить Сварог EASY MIG 160 или Сварог PRO MIG 160. Вторая модель может работать в двух- и четырех тактовом режиме и обеспечивает форсаж дуги.
Полуавтоматы среднего класса
Обладают более выдающимися техническими характеристиками (большим током, плавностью регулирования тока и скорости подачи проволоки). Но они, как и бюджетные модели, нуждаются в некоторых корректировках – настройке горелки и замене роликов.
Среди прочих моделей можно отметить финский KEMMPI MinarcMIG EVO 200 и американский Lincoln Electric Speedtec 200C
Полуавтоматы среднего класса с импульсным режимом
Представляют собой многофункциональные устройства со множеством встроенных программ сварки. Наличие импульсного режима обеспечивает высочайшее качество сварного шва, а надежные комплектующие гарантируют длительность использования.
Прекрасными образцами моделей этой группы являются Helvi TP 220 и EWM Picomig 180 Puls.
Промышленные модели с импульсным режимом
Работают от напряжения 380 В, оснащены системой жидкостного охлаждения. Обеспечивают максимальную производительность труда во время сварки при высоком качестве шва. Просты в управлении и разработаны на основе новейших технологий.
Достойными представителями этой группы являются EWM Phoenix 501 Puls и EWM Phoenix 401.
Использование полуавтоматов для сварки алюминия – это весьма продуманное и правильное решение, которое приняли многие практичные люди. В компании Тиберис эти устройства вы всегда приобретаете на выгодных условиях.
Видео сварки алюминия сварочным полуавтоматом
Видео-материал для наглядного ознакомления, который показывает процесс сварки алюминия аппаратом МИГ/МАГ. Это не учебный ролик.
Спасибо за подписку!
7.8 Сварочные станции для дуговой сварки металлическим газом (GMAW) и дуговой сварки порошковой проволокой (FCAW)
7. 8 Сварочные станции для дуговой сварки металлическим газом (GMAW) и дуговой сварки порошковой проволокой (FCAW)
8 Сварочные станции для дуговой сварки металлическим газом (GMAW) и дуговой сварки порошковой проволокой (FCAW)
Дуговая сварка металлическим газом и порошковая сварка в дуговой сварке используется проволока с непрерывной подачей. Проволока — это электрод. Непрерывно подаваемый электрод расплавляется дугой, которая зажигается между электродом и основным металлом. Расплавленная электродная проволока входит в сварной шов и становится присадочным металлом. Дуговая сварка металлическим газом и дуговая сварка с флюсовой проволокой являются полуавтоматическими сварочными процессами и часто автоматизированы или механизированы. Дуговая сварка металлическим газом использует защитный газ для защиты сварного шва и зоны сварки.
Процесс дуговой сварки с флюсовой проволокой (FCAW) используется только для сварки черных металлов и сплавов на основе никеля. Черные металлы — это те, в которых железо является основным элементом. Дуговая сварка флюсовой проволокой очень похожа на дуговую сварку металлическим газом.
 Отличие заключается в используемом металлическом электроде. Порошковая электродная проволока имеет трубчатую форму. Полая центральная часть электрода заполнена флюсом и легирующими элементами. В процессе FCAW сварной шов защищается от атмосферных загрязнений одним из двух способов.
Отличие заключается в используемом металлическом электроде. Порошковая электродная проволока имеет трубчатую форму. Полая центральная часть электрода заполнена флюсом и легирующими элементами. В процессе FCAW сварной шов защищается от атмосферных загрязнений одним из двух способов.Дуговая сварка с самозащитной проволокой (FCAW-S) защищает сварной шов газами, образующимися при испарении флюса внутри полого электрода под действием тепла дуги. См. Рисунок 7-29. Второй метод называется дуговой сваркой в среде защитных газов с флюсовой проволокой (FCAW-G). В этом методе в дополнение к испаряющемуся потоку в сердцевине электрода используется защитный газ из двуокиси углерода или комбинации аргона и двуокиси углерода. См. Рисунок 7-30. Дуговая сварка с флюсовой проволокой сочетает в себе преимущества дуговой сварки в среде защитного газа (SMAW), дуговой сварки под флюсом (SAW) и дуговой сварки в среде защитного газа (GMAW).
| Рис. 7-29. На этом рисунке показан процесс дуговой сварки самозащитной проволокой с флюсовой проволокой. Рисунок 7-30. На этом изображении показан процесс дуговой сварки в среде защитного газа с флюсовой проволокой. |
 К ним относятся:
К ним относятся: Дуговая сварка порошковой проволокой в среде защитного газа (FCAW-S) дает лучшие результаты, чем дуговая сварка порошковой проволокой в среде защитного газа (FCAW-G/GM), при наличии поперечного ветра. Защитный газ для FCAW в среде защитного газа может быть нарушен или удален боковым ветром. Это приведет к некачественному сварному шву. Самозащитный процесс FCAW также предпочтителен для сварки в труднодоступных или труднодоступных местах. Поскольку нет защитного газа, нет и сопла, поэтому обзорность улучшается. Удлинение электрода может быть больше. Перемещение дуги в сторону от контактной трубки электрода позволяет сварщику лучше видеть соединение.
Защитный газ для FCAW в среде защитного газа может быть нарушен или удален боковым ветром. Это приведет к некачественному сварному шву. Самозащитный процесс FCAW также предпочтителен для сварки в труднодоступных или труднодоступных местах. Поскольку нет защитного газа, нет и сопла, поэтому обзорность улучшается. Удлинение электрода может быть больше. Перемещение дуги в сторону от контактной трубки электрода позволяет сварщику лучше видеть соединение.
7.8.1 Станция дуговой сварки GMAW
Дуговая сварка металлическим газом (GMAW) использует оборудование, указанное в следующем столбце, для выполнения сварного шва. Станция дуговой сварки в среде защитных газов с флюсовой проволокой использует точно такое же оборудование. В процессе GMAW в сварной шов подается непрерывный проволочный электрод. Когда электрод плавится, он также плавит основной металл, образуя сварной шов.
Стандартный комплект GMAW включает следующее оборудование и материалы:
- Источник питания для дуговой сварки постоянным напряжением постоянного тока.

- Механизм подачи электродной проволоки.
- Баллоны с защитным газом.
- Газовый регулятор.
- Расходомер защитного газа.
- Защитный газ, шланги и фитинги для охлаждающей жидкости, а также провода электрода и заготовки.
- Сварочный пистолет GMAW.
- Электродная проволока.
Дополнительное оборудование:
- Система охлаждения. См. Рисунок 7-10.
- Пульты дистанционного управления.
- Кабина, стол и система вентиляции.
Рисунок 7-31 представляет собой схематический чертеж оборудования GMAW. Комплексная станция будет включать камеру дуговой сварки, систему вентиляции и сварочный стол.
Рисунок 7-31. Схема установки комбинированной ручной и автоматической газовой дуговой сварки металлическим электродом. Автогорелка используется для автоматической сварки. Заменяется ручным пистолетом для полуавтоматической сварки.
7. 8.2 Станция дуговой сварки FCAW
8.2 Станция дуговой сварки FCAW
Оборудование, необходимое для установки дуговой сварки порошковой проволокой в среде защитного газа, идентично оборудованию, используемому для дуговой сварки металлическим электродом в среде защитного газа. Поскольку оборудование идентично, одно и то же оборудование может использоваться для обоих процессов. При дуговой сварке самозащитной порошковой проволокой используется другая горелка и не используется какое-либо оборудование с защитным газом. Для сварочных станций FCAW требуется следующее оборудование:
- Источник постоянного напряжения для дуговой сварки постоянным током.
- Механизм подачи электродной проволоки.
- Баллоны с защитным газом*.
- Газовый регулятор*.
- Расходомер защитного газа*.
- Шланги и фитинги для защитного газа и охлаждающей жидкости*.
- Провод электрода и провод заготовки.
- Сварочный пистолет FCAW или GMAW (для FCAW-G/GM).
- Металлическая электродная проволока с флюсовой сердцевиной.

*Элемент не требуется при использовании самозащитного процесса FCAW.
Дополнительное оборудование:
- Система охлаждения.
- Пульты дистанционного управления.
- Кабина, стол и система вентиляции.
Защитный газ используется в процессе FCAW в среде защитного газа. Поэтому требуются баллоны с защитным газом, регуляторы, расходомеры, манометры и шланги. При использовании самозащитных проволочных электродов FCAW ни одно из оборудования для защитного газа, обозначенное выше звездочкой (*), не требуется. Кроме того, при самозащитной сварке FCAW нет необходимости в газовом сопле на сварочном пистолете. Пистолет, используемый для самозащитного FCAW, имеет другую конструкцию. Сравните пистолет для самозащитной сварки FCAW на Рисунке 7-32 с пистолетом, предназначенным для газозащитной сварки FCAW и GMAW на Рисунке 7-33.
Пистолет для самозащитной FCAW может иметь воздушное или водяное охлаждение. Пистолеты с воздушным охлаждением обычно используются при силе тока до 200 А. Пистолеты с водяным охлаждением применяются при использовании токов более 200А. Водяное охлаждение также используется в пистолетах, работающих в 100% рабочем цикле.
Электроды для дуговой сварки с флюсовой сердцевиной
имеют трубчатую форму и легко сплющиваются. Ведущие колеса проволоки, используемые для FCAW, обычно имеют накатку для надежного захвата, но не сдавливания трубчатых электродов. Эти приводные колеса должны быть тщательно отрегулированы, чтобы проволока могла двигаться, но не сплющиваться.
Рисунок 7-32. Механизм подачи проволоки GMAW или FCAW. Пистолет FCAW прилагается. Обратите внимание, что сопло не требуется, если только не используется защитный газ. (Миллер Электрик Мфг. Ко.) | Рисунок 7-33. Источник питания постоянного напряжения (cv) трансформаторно-выпрямительного типа для GMAW. (Братья Хобарт Ко.) |
12 различных видов сварки и для чего они нужны – сделайте из металла
Существует множество различных способов сплавления металлов. В этом посте я познакомлю вас с несколькими наиболее распространенными и популярными методами. Вот дополнительная информация, которую мы рассмотрим для каждого типа:
В этом посте я познакомлю вас с несколькими наиболее распространенными и популярными методами. Вот дополнительная информация, которую мы рассмотрим для каждого типа:
- Как работает процесс
- Для чего он используется
- Альтернативные названия процесса сварки
Если вас интересует конкретный тип сварки , используйте оглавление, чтобы просмотреть информацию.
Содержание
Сварка электродом
По мнению большинства, это самый простой вид сварки. Это экономично, просто и не дорого в установке. Этот тип часто можно встретить на фермах, стройках и в личных гаражах.
Как работает сварка электродами
Электроды представляют собой металлические стержни, выбранные в соответствии со свариваемым материалом. Они покрыты флюсом, который при сжигании выделяет защитные газы, защищающие ванну расплава от загрязняющих веществ и окислителей, таких как кислород. Электроды называются стержнями.
Машина прокачивает электричество через стержень, который одновременно плавит металл и стержень. Зажим заземлит заготовку, чтобы цепь замкнулась и электричество могло циркулировать.
Зажим заземлит заготовку, чтобы цепь замкнулась и электричество могло циркулировать.
Забавный факт: Сварка стержнем получила свое название не из-за стержней, которые выглядят как палочки. Это потому, что когда вы учитесь дуговой сварке, учителя говорили ученикам «приклеить шов», имея в виду постукивание, необходимое для того, чтобы сбить шлак и запустить дугу.
Чтобы увидеть схему того, как все это работает, щелкните здесь.
Для чего используется сварка электродами
Как правило, сварка электродами используется для сварки стальных листов. Поскольку все, что вам нужно, это электричество и запас стержней, он считается очень мобильным. Этот тип сварки часто используется в конструкциях, где сварка может выполняться высоко на стальной раме, сваривая пластины и балки вместе. Это также очень часто можно увидеть в ремонтной отрасли, особенно с тяжелой техникой.
Он также удобен для сварки наружных конструкций, поскольку устойчив к ветру. Это связано с тем, что твердый защитный флюс находится буквально прямо на дуге, что делает его отличным вариантом для всех, кто занимается сваркой вне помещений.
Это связано с тем, что твердый защитный флюс находится буквально прямо на дуге, что делает его отличным вариантом для всех, кто занимается сваркой вне помещений.
Это отличный универсальный вид сварки стали. Это очень просто, легко научиться и легко войти. Вот почему это, пожалуй, самый распространенный тип сварки во всем мире.
Технически его также можно использовать для сварки железа, нержавеющей стали, алюминия, никеля и медных сплавов, но это менее распространено. Чаще всего используется для стали.
Одним из недостатков дуговой сварки является то, что она очень дымная и грязная. Делать это нужно в хорошо проветриваемом помещении, так как пары ядовиты. Необходимо очистить зону сварки от большого количества шлака. Вот некоторые из основных причин, по которым многим парням это не очень нравится.
Альтернативные названия сварки электродом
Сварка электродом также широко известна как дуговая сварка. Это случайные имена. Техническое название для этого — дуговая сварка в среде защитного газа (SMAW), но она также известна как ручная дуговая сварка металлическим электродом (MMA или MMAW) или дуговая сварка в среде защитного флюса.
Сварка MIG
Это еще один чрезвычайно распространенный вид сварки. Его относительно легко освоить, и он очень универсален. Это можно сделать вручную или установить на машину или робота для полностью автоматической сварки. Роботизированная сварка MIG невероятно быстра и стабильна.
Как работает сварка MIG
Проволока подается через ручной сварочный пистолет, и вокруг этой проволоки подается защитный газ. Нажмите на спусковой крючок, и проволока выйдет наружу, и газ будет выпущен. По сути, это система «наведи и стреляй».
Это не значит, что вы можете сделать это правильно без какой-либо подготовки (будь то школа или YouTube). Чтобы научиться правильно устанавливать такие параметры, как скорость подачи проволоки, сила тока и расход газа, потребуется некоторое время и практика. Требуется еще больше практики, чтобы научиться устойчивому движению, необходимому для получения хорошего, стабильного сварного шва.
Если вам нужна схема процесса, нажмите здесь.
Для чего используется сварка MIG
Поскольку это такой непрерывный тип сварки (вы можете продолжать его, пока не закончится катушка с проволокой или не опустеет бак с газом), это действительно популярный вариант для производства.
Очистка значительно меньше, чем при дуговой сварке. Нет того тяжелого шлакового покрытия, которое нужно счищать. Как правило, все, что нужно, — это быстро пройтись проволочным кругом или щеткой.
Альтернативные названия для сварки MIG
MIG расшифровывается как Metal Inert Gas и на самом деле является разновидностью дуговой сварки металлическим газом (GMAW). Другим типом сварки в GMAW, тесно связанным со сваркой MIG, является сварка с активным газом (MAG).
Основное различие между ними заключается в типе используемых газов. MIG использует только инертный газ, обычно аргон или гелий, для защиты дуги от окислителей. При сварке MAG используются смеси различных газов для лучшего контроля таких параметров, как стабильность дуги, проникновение в сварочную ванну (глубина расплавленного металла) и количество брызг.
Как правило, MIG является более общим и распространенным типом сварки, тогда как MAG является более специализированным.
Газокислородная сварка
Этот тип сварки сильно отличается от других, которые мы рассмотрели до сих пор. Вместо электричества в кислородно-кислородной сварке используется пламя, создаваемое газами.
Как работает кислородно-кислородная сварка
Наиболее известным типом газокислородной сварки является кислородно-ацетиленовая сварка. Это объединяет кислород и ацетилен, чтобы создать действительно горячее пламя. При необходимости можно использовать наполнительный стержень, чтобы добавить больше материала. По сути, это двуручный процесс.
Пламя сварочной горелки фокусируется на металле и создает расплавленную сварочную ванну.
Одним из ключевых преимуществ кислородно-топливной системы является возможность быстрой замены сварочной горелки на резак. У него есть рычаг, который выбрасывает в пламя большое количество кислорода, что может превратить толстую сталь в шлак.
Вы также можете использовать больший, менее сфокусированный наконечник горелки (называемый бутоном розы), чтобы просто нагревать металл. Это может быть способ ручной термообработки углеродистой стали. Вы также можете использовать это как способ расширения металла для сборки / разборки плотно прилегающих компонентов.
С помощью этой единственной системы можно сделать очень многое.
Нравятся диаграммы? Тогда вам действительно понравится этот.
Для чего используется кислородная сварка
Это действительно эффективно для листового металла, а тот факт, что ему не нужно электричество, означает, что он очень мобильный. Только не бросайте танки. Они могут стать бумом.
Одним из недостатков этой системы является ее медлительность. Вы не часто встретите кислородную систему, используемую для сварки в производственных условиях (хотя резаки чрезвычайно распространены). В основном вы увидите, что они используются для ремонта выхлопных газов автомобилей, на фермах и среди любителей.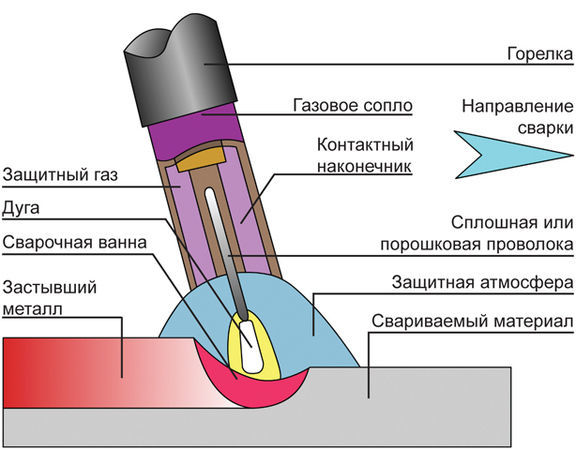
Альтернативные названия кислородной сварки
Кислородная сварка — это широкий термин, который в основном просто означает, что вы используете кислород вместе с другим газом в качестве топлива для создания очень, очень горячего пламени. Наиболее распространенным является оксиацетилен, но могут быть и другие, более специализированные газы, используемые для более специализированных применений.
Вы также можете услышать, что это называется кислородной сваркой или газовой сваркой.
Сварка ВИГ
Это один из моих любимых инструментов. Сварка TIG очень чистая и чрезвычайно универсальная с точки зрения материалов, для которых она подходит. Это также требует значительных навыков, чтобы сделать это правильно.
Как работает сварка TIG
Сварочный аппарат TIG оснащен неплавящимся вольфрамовым электродом, который создает ванну расплава. Это неплавящийся материал, потому что он не является одновременно электродом и присадочным материалом двойного назначения, как большинство других видов сварки.
В основном электричество подается через вольфрамовый электрод, который защищен инертным газом (обычно аргоном или гелием) для защиты зоны сварки. Это только расплавит материал. Если вам нужно добавить больше материала для создания зоны сварки, используется присадочный стержень. Это дает огромную гибкость и контроль над процессом.
Причина сложности в том, что у вас в одной руке сварочный пистолет (где находится вольфрамовый электрод), а в другой – присадочная проволока. И, поскольку это не так уж сложно, вы управляете потоком электричества с помощью ножной педали.
Вы получаете феноменальный контроль, но при этом одновременно происходит много всего. Это одна из причин, по которой этому сложнее учиться.
Что мне больше всего нравится в сварке TIG, так это ее исключительная чистота. Он не выделяет дыма и дыма, которые образуются при большинстве других видов сварки, и на самом деле не разбрызгивается (если вы все делаете правильно). Сварочные станции TIG обычно нетронуты.
Если вы хотите увидеть схему компонентов аппарата для сварки TIG в действии, щелкните здесь.
Для чего используется сварка TIG
Несмотря на то, что вы можете использовать сварочный аппарат TIG для стали, он особенно удобен для сварки других металлов, таких как нержавеющая сталь, алюминий и титан. Хорошо выполненный сварной шов TIG получается очень качественным и прочным.
Его можно использовать для сварки очень тонких срезов металла, но это медленный процесс по сравнению со сваркой MIG или дуговой сваркой.
Это очень распространенный тип сварки для трубомонтажников, работающих с трубами из нержавеющей стали, а также в автомобильной и аэрокосмической промышленности.
Альтернативные названия для сварки TIG
TIG расшифровывается как Tungsten Inert Gas, но его также часто называют GTAW — дуговая сварка вольфрамовым электродом в газе.
Хорошо, это три наиболее распространенных типа сварки с точки зрения того, чем люди могут сделать карьеру. Теперь давайте перейдем к более специализированным процессам сварки.
Теперь давайте перейдем к более специализированным процессам сварки.
Почему?
Потому что это круто.
Дуговая сварка порошковой проволокой
Дуговая сварка порошковой проволокой часто обозначается аббревиатурой FCAW. Не так-то просто сказать это словом. Это похоже на то, как сердитая курица ругается на вас. В любом случае…
Это настолько похоже на сварку MIG, что многие люди путают их. Однако есть несколько различий, о которых стоит знать.
С точки зрения принципа работы, FCAW не использует защитный газ, как MIG. Это делает его довольно удобным, так как вам нужна только машина и провод, и вам не нужно беспокоиться о заправке аргонового баллона.
Вместо этого машина FCAW имеет флюс внутри проволоки. Думайте об этом почти как о сварочном аппарате с перевернутой дугой (где флюс находится снаружи).
Вот схема того, как это выглядит.
По результатам они не равны. FCAW более удобен для любителей, но сварка MIG дает лучший сварной шов. FCAW более склонен к пористости сварки, и сварка может производить действительно большое количество неприятного дыма и дыма. Сам провод тоже дороже.
FCAW более склонен к пористости сварки, и сварка может производить действительно большое количество неприятного дыма и дыма. Сам провод тоже дороже.
Одним из способов уменьшения пористости является использование внешнего защитного газа в дополнение к флюсовой сердцевине. Это обычно называют сваркой с двойным экраном.
Благодаря своей портативности его часто используют в качестве альтернативы дуговой сварке на строительных площадках. Поскольку защитный газ выделяется из самой проволоки, он очень подходит для ветреных условий.
Электрошлаковая сварка
Электрошлаковая сварка, часто сокращенно ЭШС, используется для соединения металлических пластин. Это делается вертикально, и это дает очень качественные сварные швы.
Для настройки требуется немного времени, но как только это будет сделано, все будет происходить автоматически. Вы получаете настройки прямо на машине, а затем просто включаете ее.
Для начала вы зажимаете две пластины встык с зазором между ними и прикрепляете сварочный аппарат.
Стороны и дно зазора между пластинами заглушены. Затем в этот «тазик» заливается флюс. Аппарат подает проволоку во флюс, и как только она попадает на нижнюю крышку, зажигается дуга. Когда машина подает проволоку, она создает большую лужу расплавленного металла. Расплавленный металл поднимается вверх в закрытой области, пока не достигнет верхней части заготовки.
Это отличный способ соединения толстой конструкционной стали. Он производит тонну тепла, но у него есть некоторые явные преимущества. Во-первых, он завершает сварку за один проход, в то время как может потребоваться много проходов, если пластины должны быть соединены с помощью сварочного процесса, такого как сварка MIG. Он также обеспечивает отличную адгезию и позволяет избежать многих распространенных проблем со сваркой, таких как точечная коррозия или окисление.
По сути, это специализированное, но эффективное средство.
Плазменная дуговая сварка
Плазменно-дуговая сварка иногда обозначается аббревиатурой PAW.
Очень похож на сварку TIG (GTAW).
Отличие в том, что электрод находится внутри корпуса горелки. Это означает, что защитный газ находится вдали от электрода и может быть создана плазма. Плазма — это просто заряженный газ.
Затем плазма вытесняется из очень маленького отверстия в куске меди. Это делает перемещение плазмы безумно быстрым. Как скорость звука быстро. Он также может нагреваться до 50 000 F или выше.
Что все это значит?
Это сварка TIG на стероидах. Но более того, этот тип резака также может резать и напылять твердые материалы.
Обычно используется для металла толщиной до одного дюйма.
Вот схема.
Дуговая сварка под флюсом
На самом деле это довольно распространено. Иногда называемый аббревиатурой SAW, это чрезвычайно распространенный способ сварки труб встык.
Крупнозернистый флюс наносится на место сварки через трубку. Внутри трубки также находится проволока с катушки, которая используется как электрод и как наполнитель. Как правило, это автоматизированный процесс, управляемый машиной. Оператор настраивает машину, регулирует настройки, затем нажимает зеленую кнопку.
Как правило, это автоматизированный процесс, управляемый машиной. Оператор настраивает машину, регулирует настройки, затем нажимает зеленую кнопку.
Это что-то вроде дитя любви дуговой сварки и сварки МИГ. Вместо газа вы используете порошкообразный флюс для дуговой сварки.
Лазерная сварка
Лазерная сварка (LBW) — отличный способ получить очень узкие сварные швы. Поскольку лазер такой сфокусированный и мощный, швы также могут быть очень глубокими и быстрыми.
Основным преимуществом этого типа сварки является то, что он имеет очень маленькую зону термического влияния. Практически любой металл можно сваривать, хотя могут возникнуть проблемы с растрескиванием высокоуглеродистой стали из-за высокой температуры.
Этот вид сварки популярен в автомобильной промышленности, и его легко автоматизировать с помощью робототехники и машин.
Для полуавтоматических установок вы можете вручную добавить присадочный стержень. В качестве наполнителя также можно использовать порошкообразный металл.
Если вы хотите посмотреть видео о том, как это работает, нажмите здесь (YouTube).
Электронно-лучевая сварка
Принцип работы очень похож на лазерную сварку. Оба они считаются сваркой «мощным лучом».
Так в чем же отличия? Вот электронно-лучевая сварка VS лазерная сварка:
| Electron Beam | Лазерный луч |
| Машина дешевле | Машина более дороже |
| Работайте. составляет около 90 % | Энергоэффективность составляет около 10 % |
| Не требуется наполнитель/защитный газ | Требуется газ, такой как азот или аргон, для защиты сварочной ванны |
| Можно сваривать разнородные металлы | Нельзя. Это просто невозможно. |
| Сварной шов более высокого качества, очень стабильный | Сварной шов более низкого качества, имеет проблемы с пористостью |
| Размер компонентов ограничен, так как сварка выполняется в вакуумной камере | Размер компонентов обычно не ограничен; камеры нет, так как для защиты зоны сварки используется защитный газ |
| Очень быстро | Достаточно быстро |
| Может проникать очень глубоко; до соотношения 40:1 | Может проникать достаточно глубоко; до коэффициента 10:1 |
Таким образом, в целом EBW лучше подходит для деталей малого или среднего размера (хотя это зависит от размера машины) и для больших объемов.
LBW лучше подходит для очень больших компонентов или небольших объемов, поскольку это можно сделать полуавтоматически.
Точечная сварка
Это безумно просто и используется для листового металла. В основном два электрода сжимают два куска листового металла вместе. Они посылают электричество в металл, частично расплавляя его и сплавляя две части вместе.
Это чрезвычайно быстрый процесс, и его можно выполнять вручную или с помощью робота для полной автоматизации. Это чрезвычайно распространенный процесс для автомобильной промышленности. Если вы когда-либо ремонтировали автомобиль, вы наверняка видели маленькие круглые выемки на цельном кузове, где детали были приварены друг к другу точечной сваркой.
Кузнечная сварка
Это самый древний способ сварки металлов. Нагрейте два куска одинакового металла, пока они не станут ярко-оранжевыми, и ударьте по ним молотком.
Этот навык используют многие кузнецы. Как правило, они чистят две части и подгоняют их. Затем они насыпают немного флюса между светящимся металлом, чтобы кислород не испортил поверхности. Затем отбивают молотком или раздавливают в прессе.
Затем они насыпают немного флюса между светящимся металлом, чтобы кислород не испортил поверхности. Затем отбивают молотком или раздавливают в прессе.
Вообще не самый стабильный процесс. Многое может пойти не так. Но это весело.
Другие виды сварки
Серьезно, существует слишком много видов сварки, чтобы их можно было назвать. Вот несколько дополнений просто для удовольствия:
Сварка контактным швом может выполнять длинные непрерывные сварные швы. Он использует медные электроды для обеспечения постоянного контакта со свариваемыми частями. Электроды имеют форму колес, поэтому они могут непрерывно катиться по материалу. Они применяют как тепло (электричество), так и давление, поэтому сварные швы получаются чрезвычайно прочными. Это распространенный способ изготовления таких вещей, как воздуховоды.
Сварка трением с перемешиванием представляет собой интересный процесс, при котором твердосплавный цилиндр вращается с высокой частотой вращения, спрессовывается в два куска металла, а затем подается вдоль шва.