Приспособления для установки поршневых колец и поршней.
О важности поршневых колец и поршней я уже писал, а так же о том как они постепено усовершенствовались со временем, и благодаря этому ресурс современных поршневых колец вырос до миллиона километров без замены. Подробно об этом советую почитать вот в этой статье. В этой статье мы тоже немного затронем тему важности поршневых колец и поршней и рассмотрим несложные приспособления, которые помогут не испортить эти детали при сборке двигателя, да к тому же позволят намного ускорить и облегчить сборку двигателя.
Прежде чем поговорить о приспособлениях для монтажа колец и поршней, напомню то, что полезно знать каждому водителю, и ремонтнику. Кому это будет не интересно, или кто это знает, то можно пропустить несколько обзатцев и читать только о инструменте (приспособлениях).
Давно подсчитано, что в нормальном двигателе при его работе, довольно значительная часть трения, примерно 60 процентов приходится на поршневые кольца. И поршневые кольца — это одна из главных деталей, для совершенствования любого двигателя. Многие водители знают или догадываются, в каких жёстких условиях работают поршни и кольца, но позволю себе напомнить, что при работе любого мотора, температура его поршней в районе кольцевых канавок, достигает примерно 220 градусов (а на донышке поршня ещё выше). И такая температура почти предельная, при которой масло способно смазывать и немного охлаждать эти детали, не теряя своих свойств.
И поршневые кольца — это одна из главных деталей, для совершенствования любого двигателя. Многие водители знают или догадываются, в каких жёстких условиях работают поршни и кольца, но позволю себе напомнить, что при работе любого мотора, температура его поршней в районе кольцевых канавок, достигает примерно 220 градусов (а на донышке поршня ещё выше). И такая температура почти предельная, при которой масло способно смазывать и немного охлаждать эти детали, не теряя своих свойств.
К тому же, при сгорании рабочей смеси в камере сгорания над донышком поршня, давление раскалённых продуктов горения у современных ДВС обычно достигает 90 килограмм на квадратный сантиметр. Это у бензиновых моторов, а у современных турбодизельных двигателей может достигать до 150 кг.на см². Это всего лишь на квадратный сантиметр металлической поверхности поршня.
Нетрудно умножить эти величины на общую площадь донышка поршня среднего по объёму двигателя, к примеру возьмём поршень диаметром 82 миллиметра. Получится примерно 4 тонны и 750 кг! Почти пять тонн!!! давят на поршень, причём с переменной нагрузкой на больших оборотах, как у пневмомолотка или вибростенда! Да ещё и с сумасшедшей скоростью, а какой? Всё зависит от хода поршня и чем короче его ход (ход кривошипа), тем выше максимальные обороты двигателя и выше скорость перемещения поршней.
Получится примерно 4 тонны и 750 кг! Почти пять тонн!!! давят на поршень, причём с переменной нагрузкой на больших оборотах, как у пневмомолотка или вибростенда! Да ещё и с сумасшедшей скоростью, а какой? Всё зависит от хода поршня и чем короче его ход (ход кривошипа), тем выше максимальные обороты двигателя и выше скорость перемещения поршней.
К примеру, при ходе поршня в 80 миллиметров и числе довольно скромных оборотов в минуту — 5600, от НМТ до ВМТ поршень проходит этот отрезок со скоростью 14130 метров в секунду!
И как я уже говорил выше, при работе двигателя поршень испытывает высокий нагрев, так как на его донышко давят раскалённые продукты сгорания. И не выдержал бы ни поршень ни кольца этой температуры, если бы это тепло не передавалось бы через кольца к стенкам цилиндра , от которых тепло забирает жидкость системы охлаждения (или воздух на моторах воздушного охлаждения). Значит, если не обеспечить хороший контакт колец и поршней (например если между ними слой нагара), то перегрев поршня обеспечен.
Если же нагара нет (кольца не залипли (залегли) в своих канавках) и канавки для колец на поршне в порядке, то поршневые компрессионные кольца прижимаются к гильзам (стенкам цилиндров) не только за счёт своей упругости, но ещё и от подпирания кольца изнутри давлением газов. Если же кольца пригорели в своих канавках (залегли), то как я уже говорил, во первых теплоотвод от поршня через кольца к цилиндрам нарушается, а во вторых — давления колец на стенки цилиндров нет или оно слабое, и газы прорываются между кольцами (уже с наружной стороны) и стенками цилиндров, и компрессия резко уменьшается.
Ещё один важный момент, это по какой поверхности трутся поршневые кольца. Многие водители не знают, что слово ЗЕРКАЛО цилиндра, нельзя понимать в буквальном смысле, так как поверхность стенок цилиндров не должна быть идеально гладкой, то есть зеркальной. И на цилиндрах наносится специальным инструментом (хоном) сетка из рисок, благодаря которой поверхность цилиндров имеет при увеличении довольно неприглядный вид.
Это наглядно можно увидеть на рисунке, изображённом вот в этой полезной статье, в которой кстати я написал каким должен быть правильный хон для нанесения этой самой сетки из рисок, и каким должен быть ремонт двигателя, позволяющий ощутимо превысить ресурс любого нового заводского двигателя.
Так для чего нужна эта сетка микроцарапин? Назначение её очень полезное, она позволяет хорошо удерживать моторное масло на стенках цилиндра. К тому же, при хорошем удержании масла, сама сетка изнашивается очень медленно (естественно и сами цилиндры), да и кольца тоже, и благодаря этому, ресурс двигателя ощутимо увеличивается.
Был проведён интересный эксперимент: если взять и после расточки цилиндров не проводить хонингование, то есть не наносить сетку из рисок, а наоборот тщательно отполировать поверхность цилиндров, доведя её буквально до зеркального состояния, то к радости многих, по началу компрессия достигнет 15 килограмм на см². Но всего после пробега десять тысяч км, это зеркало настолько изнашивалось, что компрессия упала в три раза (всего 5 кг).
Наоборот, если сделать всё по правилам и отхонинговать цилиндры после расточки (нанести сетку из рисок), то поначалу компрессия многих может не впечатлить и будет составлять примерно 10 кг на квадратный см. Зато после обкатки двигателя, компрессия увеличивается до 12 — 13 килограмм и уже в течении довольно продолжительного пробега будет оставаться такой же.
Выше мы рассмотрели так называемую микрогеометрию поршневой группы. Но кроме этого, ещё очень важна и установочная геометрия деталей цилиндропоршневой группы. То есть при сборке любого двигателя и установке деталей, очень важно обеспечить правильные зазоры между этими деталями (которые рекомендует завод изготовитель двигателя).
И как я уже говорил, если отсутствует правильный зазор между поршневым кольцом и его канавкой (кстати не только от нагара, а ещё от неправильной установки более толстого или наоборот тонкого кольца), то газы не смогут подпирать это кольцо изнутри, создавая давление и нормальную компрессию.
Повышенный зазор между кольцами и канавками, кроме недостаточной компрессии (см выше) будет способствовать постоянному ударению колец о кромки (и стенки) канавок и от этого стенки канавок будут быстро заминаться (расплющиваться), да и сами кольца тоже. В итоге, зазор между кольцами и стенками канавок ещё быстрее увеличивается, ухудшая ситуацию и возникает опасная вибрация поршневых колец, от которой кольца часто ломаются.
В итоге, зазор между кольцами и стенками канавок ещё быстрее увеличивается, ухудшая ситуацию и возникает опасная вибрация поршневых колец, от которой кольца часто ломаются.
Установка поршневых колец.
Теперь наконец об правильной установке колец на поршень. Многие новички часто ломают поршневые кольца при их установке, а если на кольце появляется трещина, то многие даже не замечают её, а это опасно для двигателя. И многие считают, что одеть кольцо на поршень сможет любой, чего тут сложного — развёл кончики кольца, надел на поршень, подведя к канавке — отпустил. И если кольцо и не сломалось, то многие и не догадываются, что при разведении концов кольца, на нём можно создать опасные напряжения, которые никогда не бывают даже при работе мотора.
Напряжения на кольцо, когда оно разводится не с помощью специального приспособления, а при помощи пальцев, можно наглядно посмотреть на рисунке 1 . И эти напряжения, в месте расположенном напротив замка, аж в шестьдесят раз! могут превышать напряжения кольца, при работе двигателя.
На рисунке 2 показан способ надевания поршневых колец при помощи трёх пластинок из жести, который описан во многих (ещё советских) руководствах по ремонту двигателей. Этот способ конечно же лучше первого способа, при помощи пальцев, так как напряжения в опасном месте (напротив замка) уменьшаются примерно в 1,5 раза.
Приспособления для правильной установки поршневых колец.
Но самый правильный способ установки поршневых колец на поршень, это с помощью специального приспособления, а именно специальных клещей (см. рисунок 4).
При использовании этих клещей, кольцо почти не напрягается, так как клещи позволяют так развести поршневое кольцо, чтобы наиболее благоприятно распределить напряжения материала (см. рисунок 3 ниже ).
В опасном месте напряжения снижаются в два и более раза.
Эти клещи были придуманы уже достаточно давно, но в наших магазинах они начали появляться только совсем недавно, и стоят они примерно 30 — 40 $.
Если же в вашем регионе (или в глубинке) вы не найдёте такой инструмент, то советую для безопасного монтажа поршневых колец, сделать своими руками простые оправки (см. фото слева).
Но при ремонте разных двигателей, или при растачивании цилиндров под ремонтные размеры, придётся делать несколько оправок разных диаметров, но лучше конечно изготовить и пользоваться регулируемыми под разный диаметр оправками, такими как на рисунках 4 а и 4 б.
Приспособление на рисунке 4 а показана нерегулируемая оправка, которая предназначена только для одного диаметра.
А на рисунке 4 б показана регулируемая оправка, которая подойдёт для нескольких диаметров поршней. Эти оправки тоже отлично работают, но всё же я считаю, что клещи, показанные на рисунке 4, в этом плане намного удобнее и эффективнее.
Кстати, некоторые фирмы поставляют в магазины уже собранные комплекты, то есть поршни с надетыми на них кольцами. И если вы решите отремонтировать двигатель своими силами и не хотите тратить время на изготовление или покупку приспособлений, описанных в этой статье, то тогда вам следует поискать именно такие комплекты.
И если вы решите отремонтировать двигатель своими силами и не хотите тратить время на изготовление или покупку приспособлений, описанных в этой статье, то тогда вам следует поискать именно такие комплекты.
Приспособления для установки поршня с кольцами в цилиндр двигателя.
Не менее ответственная операция при сборке двигателя, (о ремонте японского мотора можно почитать здесь) это установка поршней, с надетыми на них кольцами в цилиндры мотора. При этой операции, часто страдают наиболее хрупкие маслосъёмные поршневые кольца, так как их конструкция довольно нежная (ажурная).
Чтобы легко и безопасно установить поршни с надетыми на них кольцами в цилиндры, советую воспользоваться специальной втулкой, показанной на рисунке 5. Её следует заказать токарю именно под размер вашего поршня.
Но можно воспользоваться куда более универсальным приспособлением, которое позволит работать с множеством поршней, начиная от самых малых мопедовских размеров — 50 мм, и вплоть до поршней диаметром в 150 мм. для двигателей больших кубатур. Короче, как говорится на все случаи жизни.
для двигателей больших кубатур. Короче, как говорится на все случаи жизни.
Приспособление показано на фото слева, и его сейчас уже можно найти в продаже. Оно представляет собой хомут, который позволит плавно и равномерно охватить кольца со всех сторон и утопить их в канавках поршня.
После того, как все кольца будут установлены в канавки поршня и их замки будут разведены под разными углами (как Мерседесовская трёхлучевая звезда), приспособление с зажатым поршнем (кольцами, пальцем и шатуном) приставляют к нужному цилиндру, и лёгкими ударами пластикового или резинового молотка по донышку поршня, вводят его в смазанный маслом цилиндр.
Вот вроде бы и все тонкости, которые я хотел описать в этой статье. Надеюсь она будет полезной, особенно для новичков, ведь многие мастера и «сами с усами» и в советах не нуждаются. И я надеюсь, что с помощью описанных здесь приспособлений для установки поршневых колец и поршней, сборка двигателя покажется не такой сложной и пройдёт быстро, легко, а самое главное без порчи новых деталей; успехов всем.
Теги: Как и с помощью чего устанавливать кольца на поршень?, Как и с помощью чего установить поршень с кольцами в цилиндр., Приспособления для правильной установки колец и поршней.
Оправка для поршневых колец Дело Техники 802003
Этот товар выбрали 83 покупателя
- Описание
- Доставка и оплата
Стальной цилиндр с механизмом затяжки. Надевается на поршень и затягивается, чтобы равномерно обжать поршневые кольца. Автоматическая фиксация обжима позволяет значительно облегчить работы по установке поршневых колец. Оправка для поршневых колец D=53-125мм, Н=75мм.
Материал: рессорно-пружинная сталь
Комплект: 1 оправка, 1 шестигранник
Производитель:
- Дело Техники
Назначение:
- Инструмент
Доставим товары по всей России!
Способы доставки:
- Почта России
- СДЭК
- Деловые Линии
- КИТ (GTD)
- ПЭК
- Энергия
- ЖелДорЭкспедиция
- Байкал Сервис
- Самовывоз из пункта выдачи в г.

Способы оплаты:
- Картой любого банка, включая кредитные, онлайн (Visa, Mastercard, МИР, JCB)
- SberPay — по счету в Сбербанк Онлайн без ввода данных своей карты
- Сбербанк (через Сбербанк Онлайн, оператора, банкомат)
- Tinkoff (через мобильный банк, оператора, банкомат)
- ЮMoney
- Наложенный платеж (наличными/картой при получении)
- Наличными через терминалы, банкоматы, салоны связи
- Оплата на расчетный счет для ЮЛ и ИП (только без НДС)
- QIWI
- Покупка в кредит
Обратите внимание!
Некоторые товары отправляются исключительно транспортными компаниями, ввиду их крупногабаритности и веса, с подробной информацией по доставке и способах оплаты конкретного заказа Вы можете ознакомиться в корзине при оформлении заказа.
ВЫБИРАЙТЕ БЕЗОПАСНЫЕ ПЛАТЕЖИ
После оплаты Вы получите электронный кассовый чек
Вместе дешевле
Оправка для поршневых колец Дело Техники
+
Герметик loctite 574 оранжевый в шприце 20 мл
со скидкой 19%
269й
218й
Купить комплект 1208 й
Оправка для поршневых колец Дело Техники
+
Рассухариватель 16-ти клапанный простой
со скидкой 13%
490й
430й
Купить комплект 1420 й
Оправка для поршневых колец Дело Техники
+
Сальники клапанов corteco для 16-клапанных ВАЗ 2110-2112, Лада Приора, Калина, Гранта
со скидкой 9%
949й
871й
Купить комплект 1861 й
Оправка для поршневых колец Дело Техники
+
Набор прокладок впускного ресивера для ВАЗ 2110-2112, Лада Приора
со скидкой 19%
169й
136й
Оправка для поршневых колец Дело Техники
+
Рассухариватель Автом-2 для ВАЗ 2101-2107
со скидкой 11%
649й
583й
Купить комплект 1573 й
Оправка для поршневых колец Дело Техники
+
Держатель для очков type-r
со скидкой 18%
290й
238й
Купить комплект 1228 й
С этим товаром покупают
Облегченные шатуны ФОР-МАШ -800 г для ВАЗ 2108-21099, 2110-2112, 2113-2115
10390й
Купить
Гидрокомпенсаторы INA для 16-клапанных ВАЗ 2110-2112, 2114 Супер-Авто, Лада Калина, Приора, Гранта
2590й
Купить
Поршни 76,5мм безвтыковые с пальцами СТК для двигателя 11194
2590й
Купить
Рассухариватель 16-ти клапанный простой
490й
Купить
Рассухариватель Автом-2 для ВАЗ 2101-2107
649й
Купить
Съемник маслосъемных колпачков Дело Техники 270 мм
1490й
Купить
Набор прокладок впускного ресивера для ВАЗ 2110-2112, Лада Приора
169й
Купить
Сальники клапанов Corteco для 16-клапанных ВАЗ 2110-2112, Лада Приора, Калина, Гранта
949й
Купить
Герметик LOCTITE 574 оранжевый в шприце 20 мл
269й
Купить
Автомобильный ароматизатор Motorring. ru
ru
129й
Купить
Похожие товары
03691
Фиксатор маховика металлический (гребёнка) для ВАЗ 2108-21099, 2113-2115
290й
Купить
10423
Ключ автоматического ролика ГРМ для Лада Приора, Гранта, Калина 2 16 кл
369й
Купить
113050
Комплект регулировки зазоров клапанов 8-клапанные для ВАЗ 2108-21099, 2113-2115, 2110-2112, Лада Калина
749й
Купить
04419
Фиксатор распредвалов Автом-2 для 16-ти клапанного двигателя ВАЗ
590й
Купить
361111
Оправка направляющих втулок 8 мм резьбовая с подшипником 04339
590й
Купить
04725
Оправка направляющих втулок клапанов Автом-2 8 мм
390й
Купить
113134
Выпрессовка-запрессовка поршневых пальцев и направляющих клапанов Автом-2
2190й
Купить
Р3013
Ключ рулевой рейки с регулировкой ролика ГРМ 16v для ВАЗ 2110-2112, Лада Приора
290й
Купить
Оплачивайте товары банковской картой, с помощью QIWI, Яндекс. Деньги или WebMoney и экономьте на покупке от
4%, избегая почтовые комисии
Деньги или WebMoney и экономьте на покупке от
4%, избегая почтовые комисии
Приспособления для установки поршневых колец в Украине. Цены на Приспособления для установки поршневых колец на Prom.ua
Приспособление для установки поршневых колец (обжимка) INTERTOOL
Доставка по Украине
145 грн
Купить
Veles-A» — запчасти Ваз, Таврия, Ланос, Сенс, Славута, по выгодным ценам!
Приспособление для установки поршневых колец (обжимка) 53-175мм Alloid ОК-4057
Доставка из г. Запорожье
300 грн
Купить
Интернет магазин Автостиль78
Приспособление для очистки канавок под поршневые кольца Ø51 мм до Ø 127 мм (канавочник) TOPTUL JDCV0205
Доставка из г. Киев
941 грн
Купить
Все для СТО и Автосервиса.Работаем с НДС.
Клещи для установки поршневых колец на поршень 1,2-6,3 мм ASTA A-710
На складе
Доставка по Украине
176 грн
Купить
Интернет-магазин «TOOTTOOLS»
Клещи для установки поршневых колец 40-100 мм SATRA S-D40PR
На складе
Доставка по Украине
344 грн
Купить
Интернет-магазин «TOOTTOOLS»
Клещи для установки поршневых колец на поршень (1,2-6,3 мм) ASTA A-710
На складе в г. Винница
Винница
Доставка по Украине
по 176 грн
от 3 продавцов
176 грн
Купить
ST24 — МАРКЕТ ІНСТРУМЕНТУ
Клещи для снятия и установки поршневых колец 50-100мм L215мм Toptul JABA0510 (Тайвань)
На складе
Доставка по Украине
по 660.66 грн
от 3 продавцов
660.66 грн
Купить
Інтернет магазин обладнання та інструменту «Чупі»
Клещи для установки поршневых колец 50-100мм TOPTUL L215мм JABA0510
На складе
Доставка по Украине
660 — 723 грн
от 38 продавцов
661 грн
Купить
АвтоДнепр
Средства для установки поршневых колец (Ø=50-100 мм) 10 элементов Yato YT-06373 (Польша)
На складе
Доставка по Украине
по 2 571.25 грн
от 5 продавцов
3 025 грн
2 571.25 грн
Купить
Marketsale — товари зі знижкою
Набор для установки поршневых колец YATO Польша Ø=50-100 мм 10шт YT-06373
На складе
Доставка по Украине
3 025 грн
2 571. 25 грн
25 грн
Купить
RadiVam
Клещи для установки поршневых колец JTC 4008 JTC
Доставка по Украине
по 735 грн
от 3 продавцов
735 грн
Купить
«AvtoInstr21kh»Магазин автоинструмента
Клещи для установки поршневых колец 110-160мм 4010 JTC
Доставка по Украине
по 1 058 грн
от 3 продавцов
1 058 грн
Купить
«AvtoInstr21kh»Магазин автоинструмента
Клещи для установки поршневых колец 80-120мм 4009 JTC
Доставка по Украине
по 891 грн
от 3 продавцов
891 грн
Купить
«AvtoInstr21kh»Магазин автоинструмента
Клещи для установки поршневых колец 1348 JTC
Доставка по Украине
по 424 грн
от 3 продавцов
424 грн
Купить
«AvtoInstr21kh»Магазин автоинструмента
Клещи усиленной конструкции для установки/снятия поршневых колец JTC 4007 JTC
Доставка по Украине
по 585 грн
от 2 продавцов
585 грн
Купить
«AvtoInstr21kh»Магазин автоинструмента
Смотрите также
Кліщі для установки поршневих кілець. 80 120 мм Alloid.
80 120 мм Alloid.
Заканчивается
Доставка по Украине
320 грн
Купить
магазин »Ключовий»
Клещи для снятия установки поршневых колец YATO Польша Ø=40-100 мм YT-06377
На складе
Доставка по Украине
407 грн
345.95 грн
Купить
RadiVam
Клещи для установки поршневых колец 50-100 мм JTC 4008
Доставка по Украине
735 — 749.7 грн
от 2 продавцов
735 грн
Купить
Carelectro — инструмент и оборудование для автосервиса
Клещи для снятия и установки поршневых колец 50-100мм, L-215мм
На складе в г. Хмельницкий
Доставка по Украине
960 — 1 002 грн
от 2 продавцов
960 грн
Купить
Интернет-магазин «Запчасти ВАЗ и не только»
Клещи для снятия и установки поршневых колец 80-120мм
На складе
Доставка по Украине
1 017 — 1 061 грн
от 2 продавцов
1 017 грн
Купить
Интернет-магазин «Запчасти ВАЗ и не только»
Клещи для снятия и установки поршневых колец Forsage F-62002(F-04A1005)
Доставка по Украине
159. 84 — 160 грн
от 4 продавцов
160 грн
Купить
STRONG TOOLS
Клещи для установки поршневых колец 50-100 мм УПК-1006 Alloid
На складе
Доставка по Украине
264 — 277 грн
от 2 продавцов
377 грн
264 грн
Купить
Sat-ELLITE.Net ➤ ИНТЕРНЕТ-СУПЕРМАРКЕТ
Клещи для установки поршневых колец 80-120 мм УПК-1007 Alloid
На складе
Доставка по Украине
324 — 339 грн
от 2 продавцов
463 грн
324 грн
Купить
Sat-ELLITE.Net ➤ ИНТЕРНЕТ-СУПЕРМАРКЕТ
Клещи для установки поршневых колец 110 160 мм УПК-1008 Alloid
На складе
Доставка по Украине
347 — 352 грн
от 2 продавцов
496 грн
347 грн
Купить
Sat-ELLITE.Net ➤ ИНТЕРНЕТ-СУПЕРМАРКЕТ
Клещи для установки поршневых колец 50-100мм TOPTUL L215мм JABA0510 Orig JABA0510
Доставка из г. Киев
659. 70 грн
Купить
olly.pro
Приспособление для прочистки поршневых канавок TOPTUL JDCV0205
Доставка из г. Киев
940.8 — 941 грн
от 4 продавцов
941 грн
Купить
ИнструментПоставка
Клещи для снятия и установки поршневых колец 110-160мм L255мм TOPTUL JABA1116
На складе
Доставка по Украине
781.6 — 820.68 грн
от 2 продавцов
781.60 грн
Купить
Оборудование и инструмент для СТО
Клещи для установки поршневых колец 80-120мм (4009 JTC)
Доставка по Украине
904.05 грн
Купить
AVTOTOOL.prom
Клещи для установки поршневых колец 110-160мм (4010 JTC)
Доставка по Украине
1 073.10 грн
Купить
AVTOTOOL.prom
Ремонт двигателя своими руками | автомеханик.ру
Ремонт двигателя своими руками выручит если вы ограничены в средствах и у вас далеко не новая машина. Но очень необходима вам каждый день именно как средство передвижения, естественно вы её ремонтируете сами. Я же свою очередь хочу поделиться с вами практическими советами.
Я же свою очередь хочу поделиться с вами практическими советами.
В этой статье я хочу рассказать как произвести ремонт двигателя своими руками . Самого сложного механизма в автомобиле. Но настолько ли сложен этот ремонт, как кажется. Уверяю вас всё не так страшно. Я не буду заострять внимание производится ремонт двигателя на марке конкретного автомобиля. Потому что основные моменты, на которых я хочу заострить внимание, у всех двигателей одинаковы.
Будь это 4-х, 6-ти, 12-ти цилиндровый двигатель, есть отличия в конструктивных особенностях, значительно не влияющих на технологию ремонта. Двигатель начал расходовать масло, Лампочка аварийного давления загорается на холостых оборотах, заметно снизилась мощность двигателя.Проверив компрессию в цилиндрах, вы убедились что намного ниже нормативного значения. Во всех цилиндрах значительно отличается друг от друга. Все это говорит о том что двигатель может скоро выйти из строя и его необходимо ремонтировать. Тем более если уже появился стук или что более страшно заклинил коленчатый вал.
Содержание статьи:
- 0.1 Разборка и мойка двигателя.
- 0.2 Ремонт ГБЦ
- 0.3 Ремонт седел клапанов
- 0.4 Замена направляющих втулок
- 0.5 Притирка клапанов
- 1 Установка поршней на шатуны
- 1.1 Установка поршневых колец
- 2 Установка коленчатого вала
- 2.1 Установка крышек коленвала
- 3 Установка поршней
- 4 Установка ГБЦ
- 5 Регулировка клапанов
Разборка и мойка двигателя.
Ремонт двигателя своими руками начинается с разборки. Двигатель необходимо снять с автомобиля. Разобрать и тщательно его вычистить и промыть каждую деталь. Не ленитесь не торопитесь. Весь нагар и грязь должны быть удалены. Потому что если это все останется после переборки, снизит моторесурс вашего отремонтированного двигателя. По поводу разборки, при снятии шкивов, шестерен не используйте молоток и зубило, если не расколите, то непременно погнёте. Используйте съёмники.
При разборке двигателя необходимо ставить свои метки на крышках коленвала (накерните их точками по ходу двигателя на первой крышке одну точку, на второй две и так далее). Таким же образом отметьте шатуны, выставите по меткам положение коленвала относительно распредвала и убедитесь что метки хорошо читаются. Для чего это нужно. На крышках стоят порядковые номера.Но очень часто встречаешься с тем что они либо плохо читаются, либо на разных крышка стоят одинаковые номера. Либо номера пропущены, либо на шестерне или звёздочке коленвала метки вообще отсутствуют. При сборке двигателя это может вызвать серьёзные затруднения.
Таким же образом отметьте шатуны, выставите по меткам положение коленвала относительно распредвала и убедитесь что метки хорошо читаются. Для чего это нужно. На крышках стоят порядковые номера.Но очень часто встречаешься с тем что они либо плохо читаются, либо на разных крышка стоят одинаковые номера. Либо номера пропущены, либо на шестерне или звёздочке коленвала метки вообще отсутствуют. При сборке двигателя это может вызвать серьёзные затруднения.
Гильзы поршневой группы и коленчатый вал имеют несколько ремонтных размеров. Поэтому подлежат ремонту и для этого необходимо обратиться к токарю. Промерив, он скажет, возможен ли их дальнейший ремонт. Если гильзы на двигателе съёмные их растачивать нецелесообразно. Потому что приобретение ремонтных поршней и стоимость расточки будут дороже стоимости новой поршневой группы.
Если у вас блок цельный, то токарь скажет, под какой размер поршней он сможет расточить цилиндры. Вам будет необходимо приобрести поршня и отдать их токарю, потому что он по ним будет растачивать гильзы цилиндров. После того как токарь закончил свою работу детали снова необходимо вымыть. Так как абразив и стружка во время шлифовки и расточки попала в масляные каналы и их надо удалить.
После того как токарь закончил свою работу детали снова необходимо вымыть. Так как абразив и стружка во время шлифовки и расточки попала в масляные каналы и их надо удалить.
Теперь более тщательно необходимо прочистить колен вал. У него имеются технологические заглушки, если они резьбовые то их откручиваем. Если стоят пробки, их выбиваем, для повторного применения они не пригодны. Прочищаем колен вал. Как правило, он очень сильно забит нагаром. Ставим на место заглушки. К этому нужно подойти очень ответственно, резьбовые заглушки имеют свойство откручиваться во время работы. Протягивайте тщательно, если на резьбе остался нагар, то он не даст до конца закрутить заглушку. Новые пробки забиваются оправкой диаметром соответствующему внутреннему диаметру пробки, убедитесь, что они сели на своё место и защелкнулись, посадочное место пробок также тщательно должно быть очищено от нагара.
Ремонт ГБЦ
Переходим к ремонту головки блока цилиндров. Здесь немного сложнее без опыта слесарных работ и специального инструмента эту работу сделать нельзя. Но всё зависит от степени изношенности деталей головки блока. Для начала необходимо рассухарить клапана.
Но всё зависит от степени изношенности деталей головки блока. Для начала необходимо рассухарить клапана.
Ремонт седел клапанов
Визуально определяем выработку фасок клапанов наличие раковин, если выработку нельзя устранить при притирке клапанов, то фаски необходимо расточить на специальном станке. Также в случае необходимости придётся шарошить седла клапанов, для этого будет необходим набор зенкеров. Для Использования зенкеров также необходимы определённые навыки, очень важно не нарушить соосность направляющей втулки и седел клапанов.
Замена направляющих втулок
При сильном износе направляющих втулок также необходима их замена. Единственное что хочу подчеркнуть, при покупке новых втулок они должны быть на0.05-0.07 миллиметра быть больше диаметра старых в противном случае вы их не запрессуете, если меньше 0.05 в процессе работы они просто вывалятся.
Притирка клапанов
В руководствах по ремонту для каждого автомобиля, детально описаны методы проведения ремонта, всевозможные допуски для каждого конкретного автомобиля. Хочу обратить ваше внимание на притирку клапанов. Многие притирают их при помощи дрели, соединяя клапан и дрель через бензошланг, это может нарушить соосность соприкосаемых поверхностей.
Хочу обратить ваше внимание на притирку клапанов. Многие притирают их при помощи дрели, соединяя клапан и дрель через бензошланг, это может нарушить соосность соприкосаемых поверхностей.
Я пользуюсь старым дедовским способом. Под клапан ставится не жесткая пружина так чтобы клапан выступал из седла. На клапан либо приклеивается клеем, либо сажается на горячую смолу резинка толщиной 2-3 смс пазом и при помощи коловорота клапан притирается к седлу, тут очень важен момент проворачивать клапан при притирке необходимо в момент удара клапана о седло.
После притирки клапанов устанавливаем маслоотражательные колпачки, ставим пружины прижимные тарелки и сухари при помощи специального приспособления
Установка поршней на шатуны
Ремонт двигателя продолжается установкой поршня на шатуны. На что здесь нужно обратить внимание. Поршня должны устанавливаться строго по направлению двигателя на них есть либо надпись перед либо надпись назад либо направление указано стрелкой это очень важно. Шатуны также имеют своё направление относительно направления двигателя здесь необходимо обратиться к руководству по ремонту либо сделать свои пометки при разборке двигателя.
Шатуны также имеют своё направление относительно направления двигателя здесь необходимо обратиться к руководству по ремонту либо сделать свои пометки при разборке двигателя.
Соединяются шатун и поршень посредством поршневого пальца. В случае если палец, плавающий он должен свободно входить в верхнюю шейку шатуна при этом никаких люфтов и биений быть не должно в противном случае необходимо поменять втулку шатуна. В домашних условиях вы этого сделать не сможете, здесь обязательно необходимо обратиться к услугам ремонтного предприятия.
В поршень палец вставляется с небольшим натягом, поэтому его необходимо нагреть, достаточно поместить поршень в кипяток. Вставив пальцы, установите стопорные кольца в проточки боковых бабышек поршня. В случае если палец фиксированный, как правило в верхней шейки шатуна, шатун необходимо нагреть до 2500 С лучше конечно в печи но как правило это делается резаком. Поршень также нагревается то температуры 70-80 С.
Установка поршневых колец
Теперь наша задача установить поршневые кольца. Они так же имеют направление установки. Кольца имеют проточки либо по внутреннему диаметру кольца либо по внешнему . Если по внутреннему диаметру проточка то кольцо ставится проточкой вверх если проточка по наружному диаметру то кольцо ставится проточкой вниз. Компрессионные кольца чугунные верхнее кольцо хромированное. Маслосъёмные кольца имеют различную конструкцию, устанавливайте их согласно прилагаемым к ним инструкциям.
Они так же имеют направление установки. Кольца имеют проточки либо по внутреннему диаметру кольца либо по внешнему . Если по внутреннему диаметру проточка то кольцо ставится проточкой вверх если проточка по наружному диаметру то кольцо ставится проточкой вниз. Компрессионные кольца чугунные верхнее кольцо хромированное. Маслосъёмные кольца имеют различную конструкцию, устанавливайте их согласно прилагаемым к ним инструкциям.
Кольца нельзя устанавливать как придется. Важное значение имеет расположение замков колец по отношению друг друг у другу. Необходимо соблюдать два условия
- Замки не должны располагаться напротив или один замок под другим. Их необходимо развести в разные стороны у соседних колец
- Замки не должны располагаться над пальцем.
Соблюдение этих условий поможет избежать попадания масла из блока двигателя в камеру сгорания. Снизит возможность прорыва газов в картер двигателя и как следствие предохранит от прогорания и перегрева поршней.
Установка коленчатого вала
Устанавливаем коленвал. Располагаем блок двигателя вертикально вверх. Берём коренные вкладыши. Здесь обязательно проверяем размер вкладышей, на каждом вкладыше, если он ремонтный обязательно выбит ремонтный размер, под который токарь отшлифовал вал. Иногда бывает что номер, стоящий на упаковке не соответствует содержимому. Кроме того, обратите внимание на сами вкладыши, они разные на одних внутренняя поверхность ровная на других есть проточка вдоль всего вкладыша, не перепутайте вкладыши, с проточкой устанавливаются в блок двигателя, а вкладыши с ровной плоскостью ставятся в крышки. На вкладыше имеется замки, они должны попасть в пазы, предусмотренные в постели блока и крышек.
После того как мы установили вкладыши в блок двигателя устанавливаем коленвал. Предварительно смазав вкладыши моторным маслом которое мы будем в дальнейшем использовать. На разных моделях двигателей устанавливаются кольца осевого смещения, или полукольца осевого смещения, либо полукольца изготовлены заодно со средним вкладышем коленчатого вала. В случае если это кольца их сразу устанавливают на коленчатый вал, и укладывают вал вместе с кольцами, Полукольца устанавливают в пазы блока и крышки после укладки вала.
В случае если это кольца их сразу устанавливают на коленчатый вал, и укладывают вал вместе с кольцами, Полукольца устанавливают в пазы блока и крышки после укладки вала.
Установка крышек коленвала
Затем устанавливаем вкладыши в крышки и ставим крышки на свои места. Здесь очень важно не перепутать крышки местами, и не менее важно, чтобы вкладыши были расположены по отношению друг к другу замок к замку.
В противном случае вал заклинит сразу, либо при запуске, что приведёт в негодность блок и вал. Установив правильно крышки, притягиваем крепёжные болты равномерно в несколько приёмов, Согласно карты затягивания болтов для каждой модели двигателя.
Финишную затяжку необходимо произвести динамометрическим ключом, с усилием, предусмотренным для вашей модели двигателя. Это тоже очень важно, потому что, не используя динамометрический ключ, вы не сможете притянуть болты равномерно, что скажется на дальнейшей работе вашего двигателя.
При укладке вала, если распредвал расположен в блоке двигателя, необходимо совместить метки шестерни коленвала и шестерни распредвала, либо метки паразитной шестерни. Если распредвал расположен в головке блока метки совмещаются позднее при установке цепи или ремня газораспределительного механизма.
Если распредвал расположен в головке блока метки совмещаются позднее при установке цепи или ремня газораспределительного механизма.
Установка поршней
Устанавливаем поршня с шатунами. Предварительно в нижнюю головку шатуна устанавливаем вкладыш. Каждый шатун должен быть установлен на своё место. Для того чтобы сжать поршневые кольца, используем оправку, её можно изготовить самому из тонкой полосы металла.
Вставляем шатун с поршнем через гильзу цилиндра сверху, зажав предварительно кольца оправкой, и незабываем при этом о направлении поршня. После того как оправка подошла к верхней кромке цилиндра, несильным, но резким ударом по поршню, здесь необходимо использовать деревянную проставку, осаживаем поршень в гильзу цилиндра. Удары ни в коем случае не должны быть сильными, чтобы не повредить кольца. Если оправка прижата плотно и равномерно поршень легко входит в цилиндр.
Подводим нижнюю головку шатуна под шейку коленвала и устанавливаем крышку шатуна. Здесь очень важно чтобы вкладыши в шатуне и крышке расположились замок к замку и не в коем случае нельзя перепутать крышки от других шатунов. Затяжку крышек шатунов необходимо производить при помощи динамометрического ключа, что обеспечит равномерность затяжки и будет приложено усилие, допущенное для данной модели двигателя.
Затяжку крышек шатунов необходимо производить при помощи динамометрического ключа, что обеспечит равномерность затяжки и будет приложено усилие, допущенное для данной модели двигателя.
Теперь мы можем установить головку блока цилиндров. Предварительно ставим прокладку. На некоторых моделях двигателей, поставив её наоборот, с первого взгляда не заметишь ошибки. Поэтому внимательно следите, затем чтобы отверстие масляного канала в блоке двигателя совпало с отверстием на прокладке, как правило, оно имеет металлическую или резиновую окантовку.
Установка ГБЦ
После этого устанавливаем головку блока цилиндров, затяжку болтов производим в несколько этапов, согласно порядка затяжки болтов, это очень важно для каждой модели двигателя он свой. Затяжку необходимо производить динамометрическим ключом, с усилием, предусмотренным для вашей модели двигателя. Устанавливаем рокера и распредвал. Крышки седел распредвала необходимо притягивать равномерно по всей плоскости в противном случае одна из них обязательно лопнет. Если распредвал расположен в блоке, то тоже самое относится к валу коромысел.
Если распредвал расположен в блоке, то тоже самое относится к валу коромысел.
Устанавливаем цепь или ремень ГРМ по меткам. Здесь возможны различные варианты в зависимости от модели вашего двигателя. После этого устанавливаем переднюю крышку, масляный насос, некоторые забывают о нём, и закрываем поддон, устанавливаем маховик, диск сцепления и корзину.
Регулировка клапанов
Ещё один важный момент пока двигатель не установлен. Следует произвести предварительную регулировку клапанов. Потому что более точная регулировка клапанов делается после того как двигатель уже был заведен. Чтобы детали встали на свои места. Маслом вымылись не заметные на глаз стружка частицы абразива. Произошла притирка деталей. Когда производится ремонт двигателя своими руками, регулировка позволит в последствии без проблем завести двигатель
После этого устанавливаем двигатель на автомобиль.
Данная статья не является непосредственным руководством как производится ремонт двигателя своими руками. В ней я старался показать основные этапы того как производится ремонт двигателя своими руками. Чтобы вы имели об этом представление. Как видите, сложного ничего нет, основная проблема это ошибки, которые допускаются при проведении работ. На основные и самые грубые я указал в статье. Поэтому не спешите, проверяйте каждый свой шаг, и тогда отремонтированный вами двигатель будет служить вам долго и надежно.
В ней я старался показать основные этапы того как производится ремонт двигателя своими руками. Чтобы вы имели об этом представление. Как видите, сложного ничего нет, основная проблема это ошибки, которые допускаются при проведении работ. На основные и самые грубые я указал в статье. Поэтому не спешите, проверяйте каждый свой шаг, и тогда отремонтированный вами двигатель будет служить вам долго и надежно.
Как правильно поставить кольца на поршень на ваз 2109
Что понадобится?
Чтобы выполнить ремонт двигателя ВАЗ 2109 своими руками нужны следующие инструменты:
- набор ключей;
- набор головок;
- воронок;
- удлинители;
- динамометрический ключ;
- набор щупов;
Набор щупов для измерения зазоров - оправку для отжима изделий на поршне;
- молоток;
- надфиль;
- новый ремкомплект.
Новый расходный материал для поршневой ВАЗ 2109
При покупке поршневых колец для ВАЗ 2109 следует учитывать материал изготовления и их ширину. Лучше приобретать оригинальные изделия, чтобы избежать подделки.
Лучше приобретать оригинальные изделия, чтобы избежать подделки.
В таблице приведены предельные значения зазоров между заменяемой деталью и стенками канавки.
| Вид кольца | Значение зазора, мм |
| Верхнее компрессионное | 0,04 — 0,075 |
| Нижнее компрессионное | 0,03 — 0,065 |
| Маслосъемное | 0,02 — 0,055 |
Как ставить кольца на поршень ваз 2109
Как правильно поставить поршневые кольца на ваз 2109
С большим пробегом, двигателя наших автомобилей, начинают дымить, кушать масло и терять свою мощность. Одна из главных причин таких симптомов — это износ поршневых колец. Сначала, следует прибегнуть к измерению компресси двигателя. Как правило, у любого автомобиля, нормой считается компрессия, равная 10-11 кг/см2, или же 1-1,1 МПа. Идеальная компрессия держится в пределах 12-13 кг/см2, равную 1,2 до 1,3 МПа, но 10-11 кг более чем достаточно для нормальной работы агрегата. Но если компрессометр показывает 7 кг и ниже, то это может свидетельствовать об износе колец.
Но если компрессометр показывает 7 кг и ниже, то это может свидетельствовать об износе колец.
И чтобы окончательно убедиться, следует в цилиндре с низкой компрессией выкрутить свечу, закапать внутрь немного моторного масла и снова проверить компрессию. Получается, что попавшее на поршневые кольца, выберет все зазоры и сделает их герметичными. В случае, когда после смазывания маслом, компрессия вернулась к норме, то это безусловно проблема в кольцах. Если же нет, то скорее всего негерметичны сёдла клапанов или же сам клапан прогорел, но это совсем другая история. В случае с кольцами, я очень не советую браться их менять, если компрессию показывает 8-9 кг — это не что иное как «ещё походит». Потому что заменив кольца, пройдёт очень мало времени, когда прошлые симптомы снова вернутся, ведь новые кольца пока притрутся к стенкам цилиндров износят их так, что уже встанет вопрос об расточке мотора. Так что лучше это оттянуть как можно дальше. Итак, выявили причину, убедились, что дело в кольцах, теперь переходим непосредственно к замене.
Удобнее всего проводить работу на смотровой канаве или эстакаде и следует запастись инструментом для обжимки поршневых колец, так как поршня будут выниматься, а без надлежащего приспособления, установить их обратно не получится.
Первым делом, нужно открутить маслосливную пробку поддона и слить масло. Пока оно стекает, следует снять головку блока цилиндров.
Карбюраторный двигатель
Для начала и снимается трос привода открытия дроссельной заслонки карбюратора и откручивается воздушный фильтр. Теперь с двигателя следует снять защитный пластиковый кожух ремня ГРМ и трамблёр. Перед снятием трамблёра, советую сделать небольшую метку на октан-корректоре, чтобы при конечной сборке не пришлось заново устанавливать опережение зажигания. После снятия трамблёра, откручивается топливный насос и корпус привода вспомогательных агрегатов. Для этого в посадочном месте трамблёра откручивается болт при помощи шестигранника. Теперь приступаете к снятию клапанной крышки.
Инжекторный двигатель
В данном случае снимается трос привода дроссельной заслонки карбюратора, отсоединяются все шланги, подходящие к клапанной крышке и снимается защитный кожух ремня ГРМ. Затем можно снимать клапанную крышку и следующий алгоритм работы будет идентичен для обоих типов двигателей.
Затем можно снимать клапанную крышку и следующий алгоритм работы будет идентичен для обоих типов двигателей.
Следующим этапом будет прокручивание коленвала для совпадения меток на шестернях и снятие ремня ГРМ. Коленвал можно конечно крутить и через болт крепления шестерни распредвала, но я советую вращать за болт крепления шкива генератора, чтобы не сточить грани на болту распредвала. Когда метки выставлены — ключом на 17 ослабляется натяжной ролик и ремень снимается. Чтобы открутить шестерню распредвала, слева от неё можно увидеть шпильку, на которую надеваем небольшую трубку через отверстия в шестерне, чтобы она не прокручивалась. И тем же ключом откручиваем болт и аккуратно снимаем шестерню, чтобы не потерялась шпонка. Хоть она и зачастую хорошо сидит на своём месте, всё равно случается, когда она выпадает, поэтому её лучше снять и положить отдельно.
В то место, куда надевалась трубка для упора шестерни, есть болт, который нужно открутить и слегка отогнуть металлическую защиту ГРМ, чтобы можно было вытащить распредвал.
Головкой на 10 или рожковым ключом, откручиваются болты крепления крышек подшипников распредвала, а затем снимается и сам распредвал. Во время снятия распредвала, постарайтесь не повредить его сальник, но правильнее всего будет просто заменить его на новый.
С помощью обычного шприца, следует откачать оставшееся масло и открутить свечи. Так как коленвал выставлен по меткам, поршни в первом и четвёртом цилиндрах находятся в верхней мёртвой точке, поэтому и начинать производить замену сальников нужно с первого цилиндра, а затем с четвёртого, чтобы не запутаться. А потом можно будет сделать ещё один оборот коленвала, при котором во втором и третьем цилиндрах поршни одновременно будут в ВМТ. Осталось открутить 10 болтов крепления головки, снять её и снять поддон. После снятия поддона, откручивается маслоприёмник и можно приступать к снятию поршней.
Снятие поршней и замена колец
Начинаем по порядку, то есть с первого цилиндра. Со стороны поддона, откручиваются по две гайки крепления шатунного подшипника на каждом из шатунов. Обычного усилия руки будет недостаточно, чтобы поршень вышел из цилиндра, поэтому при помощи деревянной наставки и аккуратных постукиваний молотка по юбке поршня, вынимаете их наружу. Чтобы снять кольца, нужно расширить пальцами замок и поочерёдно снять все 3 кольца. Тонкой отвёрткой аккуратно очистите все фаски от нагара и обильно смазав всё моторным маслом, поочерёдно следует установить новые кольца. Сначала идёт маслосъёмное. Первым делом вы одеваете расширить (пружинку), а затем само кольцо, главное убедитесь, чтобы замок расширителя и маслосъёмного кольца были расположены друг напротив друга. Далее нижнее компрессионное кольцо. Оно большое, поэтому не бойтесь разжимать замок, когда будете устанавливать. На кольце может быть небольшая насечка, в таком случае его устанавливаете насечкой вниз. Если же нет насечки, то на кольце должна быть надпись «Верх» или «TOP». Верхнее компрессионное можно устанавливать любой стороной, главное постарайтесь его не поломать, потому как оно очень тонкое.
Обычного усилия руки будет недостаточно, чтобы поршень вышел из цилиндра, поэтому при помощи деревянной наставки и аккуратных постукиваний молотка по юбке поршня, вынимаете их наружу. Чтобы снять кольца, нужно расширить пальцами замок и поочерёдно снять все 3 кольца. Тонкой отвёрткой аккуратно очистите все фаски от нагара и обильно смазав всё моторным маслом, поочерёдно следует установить новые кольца. Сначала идёт маслосъёмное. Первым делом вы одеваете расширить (пружинку), а затем само кольцо, главное убедитесь, чтобы замок расширителя и маслосъёмного кольца были расположены друг напротив друга. Далее нижнее компрессионное кольцо. Оно большое, поэтому не бойтесь разжимать замок, когда будете устанавливать. На кольце может быть небольшая насечка, в таком случае его устанавливаете насечкой вниз. Если же нет насечки, то на кольце должна быть надпись «Верх» или «TOP». Верхнее компрессионное можно устанавливать любой стороной, главное постарайтесь его не поломать, потому как оно очень тонкое.
Теперь зажимаете оправкой кольца, и аккуратно постукивая молотком через деревянную наставку, загоняете поршня обратно и проводите сборку в обратном порядке. Настотельно рекомендую после установки каждого поршня в цилиндр, снизу удостовериться, что не сместился шатунный вкладыш, иначе будет беда! После сборки, новые кольца должны пройти обкатку, то есть некоторое время постарайтесь не нагружать двигатель.
Установка поршней на ваз 2109 и некоторые проблемы
1. Очистите нагар по краям постелей блока цилиндров. Очистите от отложений масляные канавки в постелях.
2. Установите вкладыши коренных подшипников в постели блока цилиндров в соответствии с метками, сделанными при разборке двигателя. Внимание: средний вкладыш 1 без проточки. При установке вкладышей их стопорные усики должны войти в пазы постелей. Смажьте вкладыши моторным маслом.
3. Установите коленвал в блок цилиндров.
4. Смажьте упорные полукольца моторным маслом. Обратите внимание на канавки полуколец — этими сторонами полукольца устанавливаются к щекам коленвала.
Смажьте упорные полукольца моторным маслом. Обратите внимание на канавки полуколец — этими сторонами полукольца устанавливаются к щекам коленвала.
5. Установите сталеалюминевое полукольцо (белого цвета) с передней стороны средней постели (со стороны привода распредвала)…
6.… металлокерамическое полукольцо (желтого цвета) — с другой стороны постели.
7. Поверните полукольца так, чтобы их концы были заподлицо с торцами постели.
8. Вставьте вкладыши в крышки коренных подшипников в соответствии с метками, сделанными при разборке двигателя. При этом стопорные усики вкладышей должны войти в пазы крышек. Смажьте вкладыши моторным маслом.
9. Установите крышки коренных подшипников в соответствии с метками. На крышках коренных подшипников нанесены метки (насечки) в соответствии с номером цилиндра. Исключение составляет пятая крышка, на которой, как и на второй, нанесены две метки. На второй крышке есть два резьбовых отверстия под болты крепления маслоприемника. При этом номера цилиндров считаются со стороны привода распредвала, а крышки коренных подшипников устанавливаются метками 1 в сторону кронштейна генератора 2.
На второй крышке есть два резьбовых отверстия под болты крепления маслоприемника. При этом номера цилиндров считаются со стороны привода распредвала, а крышки коренных подшипников устанавливаются метками 1 в сторону кронштейна генератора 2.
10. Смажьте моторным маслом резьбу и торцы головок болтов крепления крышек.
11. Заверните болты и затяните их требуемым моментом (см. прил. 1) в следующем порядке: первыми затяните болты третьей крышки 1, затем второй 2 и четвертой 3, потом первой 4 и пятой 5. После затяжки болтов проверните на 2-3 оборота коленвал — коленвал должен вращаться легко, без заеданий.
12. Для удобства установки смажьте тонким слоем консистентной смазки прокладку масляного насоса и «приклейте» прокладку масляного насоса к блоку. Удалите излишки смазки.
13. Установите масляный насос и заверните болты его крепления (см. «Снятие и установка масляного насоса»). 14. Для удобства установки смажьте тонким слоем консистентной смазки прокладку держателя заднего сальника и «приклейте» ее к блоку. Удалите излишки смазки.
Удалите излишки смазки.
15. Установите держатель заднего сальника и заверните болты его крепления (см. «Передний сальник коленвала»), (см. «Задний сальник коленвала»).
16. Вставьте шатун в поршень в соответствии с ранее сделанными метками так, чтобы номер детали 1 на шатуне был обращен в противоположную сторону от прилива 2 на бобышке поршня.
Рис. 4.10. Приспособление для запрессовки поршневого пальца:
1 — валик; 2 — поршневой палец;
3 — направляющая втулка; 4 — винт;
5 — дистанционное кольцо
17. Для запрессовки поршневого пальца лучше пользоваться специальным приспособлением. При отсутствии приспособления для запрессовки поршневого пальца можно подобрать подходящую оправку. Наденьте поршневой палец 2 (рис. 4.10) на валик 1 приспособления для установки поршневого пальца с надетым на него дистанционным кольцом 5. Затем наденьте направляющую втулку 3 и закрепите ее винтом 4, не затягивая винт. Размеры дистанционного кольца: наружный диаметр 22 мм, внутренний -15 мм, толщина — 4 мм.
Размеры дистанционного кольца: наружный диаметр 22 мм, внутренний -15 мм, толщина — 4 мм.
18. Нагрейте верхнюю головку шатуна до 240 °С в печи в течение 15 мин. Зажмите шатун в тисках, установите на него поршень, чтобы отверстия под поршневой палец совпали, и вставьте до упора приспособление с пальцем в отверстия поршня и шатуна. Для правильной установки поршневого пальца поршень должен прижиматься бобышкой к верхней головке шатуна в направлении запрессовки.
19. После охлаждения шатуна смажьте поршневой палец через отверстие в бабышках поршня.
20. Установите стопорные кольца с обеих сторон поршневого пальца. Внимание: кольца должны быть четко установлены в канавках поршня.
21, Установите на поршень разжимную пружину маслосъемного кольца.
22. Установите поршневые кольца. Это рекомендуется делать специальным съемником. Если его нет, установите кольца на поршень, аккуратно разведя замки колец.
Если его нет, установите кольца на поршень, аккуратно разведя замки колец.
23. Порядок установки поршневых колец: первым устанавливают маслосъемное кольцо (при этом замок кольца должен находиться с противоположной стороны от замка разжимной пружины), затем нижнее компрессионное кольцо, последним — верхнее компрессионное кольцо.
24. Обратите внимание: на поршневых кольцах может быть выбита надпись «ВАЗ», «ВЕРХ» или «ТОР». Этой надписью поршневые кольца устанавливаются вверх (к днищу поршня). Если надпись на поршневых кольцах отсутствует, маслосъемное и верхнее компрессионное кольца можно устанавливать в любом положении.
25. Нижнее компрессионное кольцо отличается от верхнего кроме толщины наличием проточки и устанавливается этой проточкой вниз.
26. Провернув поршневые кольца в канавках поршня, убедитесь, что поршневые кольца вращаются легко. Если какое-либо поршневое кольцо не проворачивается или заедает, кольцо необходимо заменить.
27. Разверните поршневые кольца на поршне так, чтобы замки поршневых колец располагались под углом 120° друг к другу.
28. Тщательно протрите чистой тряпкой шатунные шейки коленвала.
29. Тщательно протрите чистой тряпкой зеркала цилиндров и смажьте их моторным маслом.
30. Вставьте вкладыш в шатун в соответствии с ранее сделанными метками так, чтобы усик вкладыша вошел в проточку в шатуне. После этого смажьте вкладыш и поршень моторным маслом.
31. Наденьте на поршень специальную оправку для сжатия поршневых колец и аккуратно опустите шатун в цилиндр. Рекомендуется предварительно провернуть коленвал так, чтобы устанавливаемый поршень был в НМТ. При этом стрелка на днище поршня должна быть направлена вперед двигателя (в сторону привода распредвала).
32. Плотно прижмите оправку к блоку цилиндров и ручкой молотка протолкните поршень в цилиндр. Если оправка будет неплотно прилегать к блоку цилиндров, можно поломать поршневые кольца.
Если оправка будет неплотно прилегать к блоку цилиндров, можно поломать поршневые кольца.
33. Установите нижнюю головку шатуна на шейку коленвала.
34. Вставьте вкладыш в крышку шатуна в соответствии с ранее сделанными метками так, чтобы усик вкладыша шатуна вошел в проточку в крышке. После этого смажьте вкладыш моторным маслом.
35. Установите крышку шатуна. При этом номера цилиндра на крышке и нижней головке шатуна должны быть с одной стороны.
36. Заверните гайки крепления крышки шатуна и затяните требуемым моментом (см. приложение 1). Таким же образом установите и остальные поршни.
37. Вставьте датчик уровня масла в блок цилиндров. При необходимости поверните коленвал так, чтобы противовес коленвала не мешал вставить датчик уровня масла. Затем заверните болт крепления датчика уровня масла.
38. Установите маслоприемник и заверните три болта крепления маслоприемника.
39. Нанесите на болты крепления маховика герметик. Установите маховик, стопорную пластину и заверните болты крепления маховика (см. «Снятие, установка и дефектовка маховика»).
40. Для удобства установки нанесите тонкий слой консистентной смазки на поверхность блока и «приклейте» к нему прокладку масляного картера.
41. Установите масляный картер и заверните болты его крепления (см. прил. 1). Далее двигатель автомобилей ваз 2108, ваз 2109, ваз 21099 собирается в обратном порядке. Установку головки блока цилиндров (см. «Замена прокладки головки блока цилиндров»), ремня привода распредвала — (см. «Замена на автомобилях ваз 2108, ваз 2109, ваз 21099 ремня привода распредвала и регулировка натяжения ремня»).
Как поставить поршневые кольца на уаз. Как самому заменить поршневые кольца в двигателе
Легендарный ульяновский завод
Ульяновский автомобильный завод выпустил немало транспортных средств, которые навсегда вошли в историю отечественного автомобилестроения. «Буханки», патриоты, «бобики» — большинство машин предназначены для служб газовой, скорой медицинской помощи, полиции, ОМОН и др.
Моторы этих автомобилей отличаются мощностью, силой и надежностью. Главной причиной их поломки обычно служит большой возраст уазиков. В самых распространенных моделях УАЗ 3303 установлен мотор 417. Для того чтобы провести ремонт двигателя УАЗ 417 своими руками или его переборку, не следует дожидаться полного износа всех деталей. Первыми признаками скорой поломки могут быть следующие:
- сильно увеличился расход масла;
- мотор задымил;
- значительно повысился расход топлива;
- мощность двигателя упала;
- мотор издает различные подозрительные звуки: стуки, скрипы и шумы.
У каждой машины УАЗ свой движок. Для двигателя УАЗ 469 сначала была создана модификация УМЗ-451МИ, позже усовершенствованная до двигателя УМЗ 417.
УАЗ 3303 — автомобиль повышенной проходимости.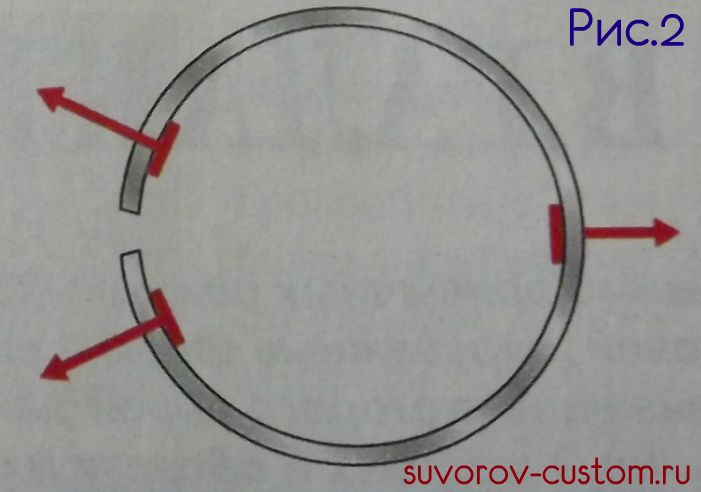 Во время преодоления различного рода препятствий больше всего перегружается двигатель. Приобрести запчасти на эту машину легко, причем как новые, так и б/у.
Во время преодоления различного рода препятствий больше всего перегружается двигатель. Приобрести запчасти на эту машину легко, причем как новые, так и б/у.
Поршни и гильзы разрушаются из-за частого перегрева двигателя при езде по бездорожью. Многие обладатели УАЗ 3303 меняют весь мотор, а не подвергают его ремонту. Если автовладелец берется за ремонт двигателя своими руками, он должен понимать, что для этого требуется некоторый опыт.
Переборка мотора УАЗ своими руками
Реанимировать двигатель, вернуть ему первоначальную резвость и послушность поможет смена непригодных запчастей или их реставрация. Все запчасти должны быть соответствующего размера. В магазинах представлен разнообразный выбор поршней, поршневых колец, седел клапанов впускных и выпускных, вставок шатунных подшипников коленчатого вала. Размер детали можно уточнить у продавцов-консультантов.
Переборка уазовского мотора
На износ двигателя значительно влияет ухудшение смазки трущихся поверхностей, которое зависит от увеличения или уменьшения зазоров. Для переборки мотора своими руками сначала необходимо его демонтировать. Это делается следующим образом:
Для переборки мотора своими руками сначала необходимо его демонтировать. Это делается следующим образом:
- слить антифриз и масло из поддона;
- отделить воздухозаборный фильтр и отцепить от двигателя трубу глушителя;
- отсоединить от движка трубки системы охлаждения, масляного радиатора и отопительных приборов;
- снять радиатор системы охлаждения;
- отделить от карбюратора тяги привода дроссельной заслонки и воздушной;
- снять с мотора всю проводку;
- открутить болты нижних и передних подушек опор.
Теперь снимает двигатель с УАЗ 3303. Для этого на шпильки головки блока устанавливается скоба, специально для этого предназначенная. Мотор нужно подтянуть домкратом и отделить от него коробку передач. Мотор можно снять, подняв его вверх.
Другие действия приведут к тому, что вместе с двигателем придется доставать раздаточную коробку и коробку передач.
Что важно учесть при переборке двигателя УАЗ 3303
Перед тем как приступать к разбору своими руками, мотор следует старательно почистить от мазута и шлака.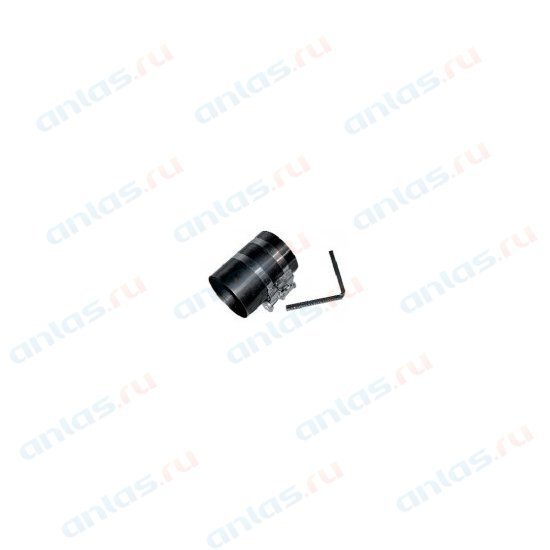 Для демонтажа понадобятся специальные наборы инструментов, такие как 2216-Б и 2216-М.
Для демонтажа понадобятся специальные наборы инструментов, такие как 2216-Б и 2216-М.
Необходимый инструмент
Все исправные детали нужно чистить и ставить на место либо помечать маркерами или стикерами, чтобы в дальнейшем избежать путаницы. При любой поломке или неисправности шатуны и крышки с них не следует разъединять. Меняя картер, нужно измерить угол соединения оси коленвала с задним торцом картера. Далее следует снять сцепление и определить стойку индикатора на кромке коленчатого вала. Радиус колебания края картера и прорези должен составлять приблизительно 0,1 мм.
После очистки все детали мотора нужно обезжирить. Нагар можно аккуратно счистить ножом или другим твердым предметом. Есть и другой, более легкий и безопасный способ. Для чистки деталей из алюминия требуется приготовить вот такой раствор:
- 10 г хозяйственного или другого щелочного мыла;
- 18 г кальцинированной соды;
- 8 г жидкого стекла;
- 1 л воды, разогретой до 90°С.

Для чистки деталей из стали подойдет этот раствор:
- 25 г каустической соды;
- 30 г кальцинированной соды;
- 5 г хозяйственного или другого щелочного мыла;
- 1,5 г жидкого стекла;
- 1 л чистой воды температуры 90°С.
Когда детали очистятся, их нужно прополоскать в чистой воде и высушить. При сборке двигателя УАЗ 3303 следует выполнять определенные правила:
- все детали, подвергающиеся в процессе эксплуатации трению, нужно смазать моторным маслом;
- все новые запчасти с резьбой необходимо установить на сурике;
- нитролак использовать с неразъемными деталями;
- при закручивании гаек и болтов следует применять динамометрический ключ.
Особенности ремонта блока цилиндров УАЗ 3303
Блок цилиндров — самая простая составляющая двигателя. Проблемы в его работе возникают из-за износа составляющих. Следовательно, нужно просто заменить старые стертые детали на новые или отремонтированные их.
Гильзы чаще остальных деталей нуждаются в замене. Стертой деталь можно считать тогда, когда щель между юбкой и гильзой увеличивается до 1/3 мм. Высота выступа гильзы в блоке цилиндров должна быть не больше 0,05 мм и не меньше 0,005 мм. Если выступ слишком мал, то антифриз обязательно окажется в камере сгорания, что станет результатом поломки. Величина гильзы измеряется без учета уплотнительного кольца. Гильзы в блоке цилиндров фиксируются шайбами и втулками. Слишком расточенные гильзы лучше заменить новыми.
Причиной поломки блока цилиндров может быть деформация поверхности примыкания к блоку, полное истирание направляющих втулок клапанов и седел. Искажение плоскости головки не должно превышать 0,5 мм. В ином случае головку нужно полировать.
Поршневой механизм
Состояние поршневых колец следует контролировать. Лучше каждые 80 тыс. км автопробега их менять. На каждом поршне установлены 2 компрессионных кольца и 1 маслосъемное. Благодаря проточкам на внутренней поверхности кольца избыточное масло при поднятии поршня вверх выводится из системы.
Когда в замене нуждаются только кольца, но не сам поршень, из кольцевых рубчиков в его головке поршня нужно вычистить нагар. Это важно делать бережно, чтобы избежать повреждения боковых стенок. Сверлом в 3 мм можно убрать нагар из маслоотводящих отверстий. Скоростной режим не должен превышать 50 км/ч в течение первых 1000 км.
Когда канавка верхнего поршневого кольца или юбка поршня истерта, следует провести замену самого поршня. Новые детали, которые будут устанавливаться в цилиндры, должны быть номинального размера. Наилучший вариант — когда новый набор поршней большего размера, это позволит ликвидировать зазор с не полностью изношенным цилиндром. Поршни сортируются по внешнему диаметру юбки. Размер можно узнать на дне поршня.
Поршневые кольца заменяйте через 70000 — 90000 км пробега (в зависимости от условий эксплуатации автомобиля).
Поршневые кольца устанавливают по три на каждом поршне: два компрессионных и одно маслосъемное. Компрессионные кольца отлиты из специального чугуна. Наружная поверхность верхнего компрессионного кольца покрыта пористым хромом, а поверхность второго компрессионного кольца покрыта оловом, либо имеет фосфатное покрытие темного цвета.
Наружная поверхность верхнего компрессионного кольца покрыта пористым хромом, а поверхность второго компрессионного кольца покрыта оловом, либо имеет фосфатное покрытие темного цвета.
На внутренних цилиндрических поверхностях обоих компрессионных колец предусмотрены проточки (рис. 54а), за счет которых кольца при движении поршня вниз несколько вывертываются, что способствует лучшему удалению излишнего масла с поверхности гильз. Кольца необходимо устанавливать на поршень проточками вверх, в сторону днища поршня.
Рис. 54. Установка колец на поршне:
а -поршень с кольцами двигателя УМЗ-4178.10;
б, в -поршень с кольцами двигателя УМЗ-4218.10;
1-поршень; 2-верхнее компрессионное кольцо; 3-нижнее компрессионное кольцо; 4-кольцевые диски; 5-осевой расширитель; 6-радиальный расширитель
Двигатель УМЗ-4218.10 может комплектоваться двумя вариантами исполнения компрессионных колец (рис. 54б,в).
Один вариант верхнего компрессионного кольца 2 (рис. 54б) имеет проточку на внутренней цилиндрической поверхности. Кольцо необходимо устанавливать на поршень проточкой вверх.
54б) имеет проточку на внутренней цилиндрической поверхности. Кольцо необходимо устанавливать на поршень проточкой вверх.
Другой вариант верхнего компрессионного кольца 2 (рис. 54в) имеет бочкообразный профиль наружной поверхности, проточка на внутренней цилиндрической поверхности кольца отсутствует. Положение кольца при установке в канавку поршня безразличное.
Нижнее компрессионное кольцо 3 (рис. 54б,в) — скребкового типа, на нижней торцевой поверхности имеет кольцевую проточку, которая вместе с конусной наружной поверхностью образует острую нижнюю кромку («скребок»). Кольцо изготавливается в двух вариантах — с проточкой на внутренней цилиндрической поверхности кольца (рис. 54б) и без проточки (рис. 54в). Кольца необходимо устанавливать на поршень острой кромкой — «скребком» вниз.
Маслосъемное кольцо составное, имеет два кольцевых диска, радиальный и осевой расширители. Наружная поверхность дисков маслосъемных колец покрыта твердым хромом. Замок колец прямой.
Поршневые кольца ремонтных размеров (см. ) отличаются от колец поминальных размеров только наружным диаметром. Кольца ремонтного размера можно устанавливать в изношенные цилиндры с ближайшим меньшим ремонтным размером путем подпиливания их стыков до получения зазора в замке 0,3 — 0,5 мм (0,3-0,65 мм для двигателей мод. 4218).
) отличаются от колец поминальных размеров только наружным диаметром. Кольца ремонтного размера можно устанавливать в изношенные цилиндры с ближайшим меньшим ремонтным размером путем подпиливания их стыков до получения зазора в замке 0,3 — 0,5 мм (0,3-0,65 мм для двигателей мод. 4218).
Проверку бокового зазора в стыке кольца производите, как показано на рис. 55. К перешлифованным цилиндрам подгоняйте кольца по верхней части, а к изношенным — по нижней части цилиндра (в пределах хода поршневых колец). При подгонке кольцо устанавливайте в цилиндре в рабочем положении, т.е. в плоскости, перпендикулярной оси цилиндра, для чего продвигайте его в цилиндре при помощи головки поршня. Плоскости стыков при сжатом кольце должны быть параллельны.
Рис. 55. Подбор поршневых колец по цилиндру (проверка бокового зазора в стыке кольца)
Снимайте и устанавливайте кольца на поршень с помощью приспособления (рис. 56) модели 55-1122.
Рис. 56. Снятие и установка поршневых колец
После подгонки колец по цилиндрам проверьте боковой зазор между кольцами и канавками в поршне (рис. 57), который должен быть: для верхнего компрессионного кольца 0,050 — 0,082 мм, для нижнего компрессионного — 0,035 — 0,067 мм. При больших зазорах замена только поршневых колец не исключит повышенного расхода масла из-за интенсивной перекачки его кольцами в пространство над поршнем. В этом случае одновременно с заменой колец заменяйте и поршни (см. «Замена поршней»). Одновременная замена поршневых колец и поршней резко снижает расход масла.
57), который должен быть: для верхнего компрессионного кольца 0,050 — 0,082 мм, для нижнего компрессионного — 0,035 — 0,067 мм. При больших зазорах замена только поршневых колец не исключит повышенного расхода масла из-за интенсивной перекачки его кольцами в пространство над поршнем. В этом случае одновременно с заменой колец заменяйте и поршни (см. «Замена поршней»). Одновременная замена поршневых колец и поршней резко снижает расход масла.
Рис. 57. Проверка бокового зазора между поршневым кольцом и канавкой поршня
При замене только поршневых колец без замены поршней удаляйте нагар с днищ поршней, из кольцевых канавок в головке поршня и маслоотводящих отверстий, расположенных в канавках для маслосъемных колец. Нагар из канавок удаляйте осторожно, чтобы не повредить их боковые поверхности, при помощи приспособления (рис. 58).
Рис. 58. Очистка канавок поршневых колец от нагара
Из маслоотводящих отверстии нагар удаляйте сверлом диаметром 3 мм.
При использовании новых или перешлифованных под ремонтный размер гильз цилиндров необходимо, чтобы верхнее компрессионное кольцо имело хромированное покрытие, а остальные кольца были лужеными или форматированными. Если гильза не ремонтируется, а меняются только поршневые кольца, то все они должны быть лужеными или фосфатированными, так как к изношенной гильзе хромированное кольцо прирабатывается очень плохо.
Перед установкой поршней в цилиндры разведите стыки поршневых колец в под углом 120 град. друг к другу.
После смены поршневых колец в течение 1000 км пробега не превышайте на автомобиле скорости в 45-50 км/ч.
Вам потребуются: ключи «на 10», «на 12», «на 14», головки «на 15», «на 19», молоток.
1. Снимите головку блока цилиндров (см. «Замена прокладки головки блока цилиндров» ).
2. Снимите масляный картер двигателя и прокладку картера (см. «Замена уплотнения масляного картера» ).
3. Снимите масляный насос (см. «Снятие, ремонт и установка масляного насоса» ).
4. Отверните гайки 1 шатунных болтов и снимите крышку 2 шатуна. Если крышка сидит плотно, сбейте ее несильными ударами молотка. Выньте из крышки вкладыш.
5. Протолкните поршень, чтобы он вышел из цилиндра, и выньте его вместе с шатуном. Выньте из шатуна вкладыш.
6. Выньте остальные поршни с шатунами.
7. С помощью съемника снимите поршневые кольца, при отсутствии съемника осторожно разогните кольца у замков.
10. Снимите остальные поршни с шатунов.
11. Промойте все детали в бензине. Очистите поршни от нагара. Очистите от нагара канавки под поршневые кольца обломком старого поршневого кольца.
12. Осмотрите поршни. Если на них есть задиры, следы прогара, замените поршни. Измерьте диаметр поршня. Если он меньше 95,4 мм, замените поршень. Диаметр поршня измеряют в плоскости, перпендикулярной оси поршневого пальца, на 8,0 мм ниже его оси. Поршень установлен в цилиндре с зазором 0,036–0,060 мм. Поршни разбиты по диаметру на пять размерных групп: А, Б, В, Г, Д. Буквенная маркировка выбита на днище поршня. При подборе поршня к цилиндру нужно обеспечить указанный выше зазор. Предельно допустимый зазор между поршнем и цилиндром 0,25 мм. Зазор между поршнем и цилиндром можно определить замером поршня и цилиндра. В запасные части поставляют поршни двух ремонтных размеров: с увеличенным на 0,5 и 1,0 мм диаметром. На одной из бобышек под поршневой палец отлита надпись: «409» (поршень номинального диаметра), «409АР» (диаметр, увеличенный на 0,5 мм) или «409БР» (диаметр, увеличенный на 1,0 мм).
Буквенная маркировка выбита на днище поршня. При подборе поршня к цилиндру нужно обеспечить указанный выше зазор. Предельно допустимый зазор между поршнем и цилиндром 0,25 мм. Зазор между поршнем и цилиндром можно определить замером поршня и цилиндра. В запасные части поставляют поршни двух ремонтных размеров: с увеличенным на 0,5 и 1,0 мм диаметром. На одной из бобышек под поршневой палец отлита надпись: «409» (поршень номинального диаметра), «409АР» (диаметр, увеличенный на 0,5 мм) или «409БР» (диаметр, увеличенный на 1,0 мм).
13. Измерьте зазор между поршневым кольцом и канавкой на поршне в нескольких местах по окружности поршня. Зазор должен быть в пределах 0,096–0,060 мм для компрессионных колец и 0,115–0,365 мм для маслосъемного кольца. Если зазоры превышают указанные значения, кольца или поршни нужно заменить. | 14. |
 Измерьте зазоры в замках поршневых колец. Для этого вставьте кольцо в цилиндр и продвиньте поршнем как оправкой, чтобы кольцо встало в цилиндре ровно, без перекосов. Измерьте щупом зазор в замке (в разъеме) кольца, он должен быть в пределах 0,3–0,6 мм для компрессионных колец и 0,5–1,0 мм для маслосъемных дисков. Если зазор превышает указанный, замените кольцо. Если зазор меньше, можно опилить концы кольца напильником, зажатым в тиски. При этом кольцо перемещайте по напильнику вверх-вниз.
Измерьте зазоры в замках поршневых колец. Для этого вставьте кольцо в цилиндр и продвиньте поршнем как оправкой, чтобы кольцо встало в цилиндре ровно, без перекосов. Измерьте щупом зазор в замке (в разъеме) кольца, он должен быть в пределах 0,3–0,6 мм для компрессионных колец и 0,5–1,0 мм для маслосъемных дисков. Если зазор превышает указанный, замените кольцо. Если зазор меньше, можно опилить концы кольца напильником, зажатым в тиски. При этом кольцо перемещайте по напильнику вверх-вниз.15. Проверьте посадку поршневого пальца в верхней головке шатуна. Зазор между пальцем и втулкой верхней головки шатуна должен быть в пределах 0,0045–0,0095 мм. Пальцы, поршни и шатуны разбиты на четыре размерные группы и промаркированы краской. Палец маркируют на внутренней поверхности с одного конца, шатун — на стержне, поршень — на нижней поверхности одной из бобышек или выбивают римскую цифру на днище поршня. Размерные группы поршней, шатунов и пальцев приведены в табл. 5.3.
5.3.
Слегка смажьте поршневой палец чистым моторным маслом и вставьте в верхнюю головку шатуна. Палец должен входить в головку от усилия руки ровно, без заеданий. Шатун должен проворачиваться на поршневом пальце под действием собственного веса из горизонтального положения. В вертикальном положении палец не должен выдвигаться или выпадать из головки шатуна под действием собственного веса. Поршневой палец и шатун должны быть одной или соседних размерных групп.
Таблица 5.3 Размерные группы поршней, шатунов и пальцев двигателей мод. ЗМЗ-409.10
16. Поршни с поршневыми кольцами, пальцами и шатунами в сборе подбирают по массе. Разница по массе для одного двигателя должна быть не больше 10 г.
17. Осмотрите шатунные вкладыши. Если на них есть задиры, выкрашивания и прочие дефекты, замените вкладыши.
18. Установите на шатуны крышки и измерьте диаметр отверстия в нижней головке шатуна. Номинальный диаметр отверстия 60+0,019 мм, предельно допустимый – 60,03 мм.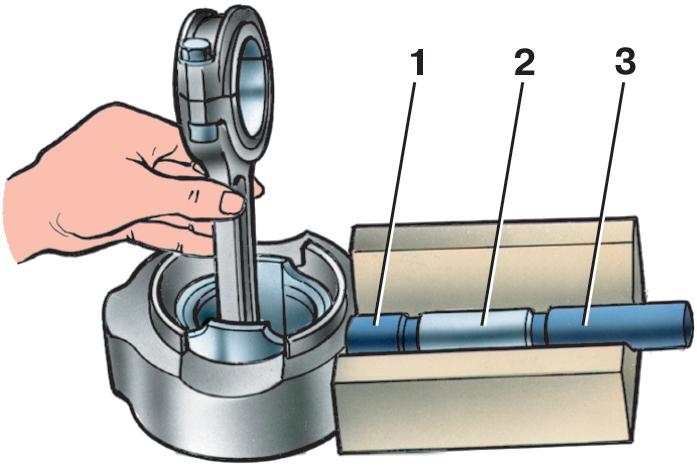 Если измеренный диаметр превышает предельно допустимый, замените шатун с крышкой. Измерьте диаметр отверстия во втулке верхней головки шатуна. Номинальный диаметр отверстия 22+0,007 –0,003 мм, предельно допустимый – 22,01 мм. Если измеренный диаметр превышает предельно допустимый, замените шатун. Размеры шатунно-поршневой группы приведены в табл. 5.4.
Если измеренный диаметр превышает предельно допустимый, замените шатун с крышкой. Измерьте диаметр отверстия во втулке верхней головки шатуна. Номинальный диаметр отверстия 22+0,007 –0,003 мм, предельно допустимый – 22,01 мм. Если измеренный диаметр превышает предельно допустимый, замените шатун. Размеры шатунно-поршневой группы приведены в табл. 5.4.
Таблица 5.4 Номинальные и предельно допустимые размеры и посадка сопрягаемых деталей шатунно-поршневой группы двигателя мод. ЗМЗ-409.10
*Допуск 0,06 мм разбит на пять групп (через 0,012 мм).
19. Соберите поршень 4 с шатуном 3. Предварительно нагрейте поршень до температуры 60–80 °С. Затем быстро вставьте шатун в поршень так, чтобы надпись «Перед» на поршне и выступ А на шатуне были с одной стороны, и запрессуйте поршневой палец 6 с максимальным натягом 0,0025 мм. Установите стопорные кольца 5. Наденьте с помощью съемника поршневые кольца на поршень.
Вставьте вкладыш 7 в нижнюю головку шатуна, при этом фиксирующий выступ («замок») на вкладыше должен войти в выемку в нижней головке поршня. Вставьте вкладыш 1 в крышку 2 шатуна, при этом фиксирующий выступ («замок») вкладыша должен войти в выемку в крышке. Смажьте цилиндр, поршень 4, шатунную шейку коленчатого вала и вкладыши 1 и 7 чистым моторным маслом. Поверните поршневые кольца так, чтобы замки компрессионных колец расположились под углом 180° друг к другу, замки дисков маслосъемного кольца — под углом 180° друг к другу и под углом 90° к замкам компрессионных колец, замок расширителя маслосъемного кольца под углом 45° к замку одного из дисков маслосъемного кольца. Поверните коленчатый вал так, чтобы шатунная шейка цилиндра, в который устанавливают поршень, находилась в нижней мертвой точке (НМТ). Вставьте поршень с шатуном в цилиндр так, чтобы надпись «Перед» на бобышке поршня была обращена к передней части двигателя (к приводу распределительных валов).
Вставьте вкладыш 1 в крышку 2 шатуна, при этом фиксирующий выступ («замок») вкладыша должен войти в выемку в крышке. Смажьте цилиндр, поршень 4, шатунную шейку коленчатого вала и вкладыши 1 и 7 чистым моторным маслом. Поверните поршневые кольца так, чтобы замки компрессионных колец расположились под углом 180° друг к другу, замки дисков маслосъемного кольца — под углом 180° друг к другу и под углом 90° к замкам компрессионных колец, замок расширителя маслосъемного кольца под углом 45° к замку одного из дисков маслосъемного кольца. Поверните коленчатый вал так, чтобы шатунная шейка цилиндра, в который устанавливают поршень, находилась в нижней мертвой точке (НМТ). Вставьте поршень с шатуном в цилиндр так, чтобы надпись «Перед» на бобышке поршня была обращена к передней части двигателя (к приводу распределительных валов).
С помощью специальной оправки обожмите поршневые кольца и легкими ударами рукояткой молотка протолкните поршень в цилиндр, при этом оправка должна быть плотно прижата к блоку, иначе поршневые кольца можно сломать. Продвиньте поршень вниз, чтобы нижняя головка шатуна села на шатунную шейку коленчатого вала, и снимите с шатунных болтов обрезки шлангов. Установите крышку 2 шатуна на шатунные болты, уступ Б на крышке шатуна должен быть с той же стороны, что и выступ А на нижней головке шатуна, номера цилиндров, выбитые на шатуне и крышке, должны быть расположены с одной стороны, а «замки» вкладышей — друг против друга.
Продвиньте поршень вниз, чтобы нижняя головка шатуна села на шатунную шейку коленчатого вала, и снимите с шатунных болтов обрезки шлангов. Установите крышку 2 шатуна на шатунные болты, уступ Б на крышке шатуна должен быть с той же стороны, что и выступ А на нижней головке шатуна, номера цилиндров, выбитые на шатуне и крышке, должны быть расположены с одной стороны, а «замки» вкладышей — друг против друга.
20. Заверните гайки шатунных болтов и затяните моментом 68–75 Н·м (6,8–7,5 кгс·м).
21. Аналогично установите остальные поршни с шатунами.
22. Несколько раз проверните коленчатый вал, он должен вращаться легко, без заеданий.
23. Установите масляный насос, масляный картер и головку блока цилиндров.
Все детали шатунно-поршневой группы делятся на категории и подбираются индивидуально друг к другу.
Группа допуска, обозначенная буквой и выбитая на днище поршня,…
…должна совпадать с группой, указанной на гильзе цилиндра.
Значения диаметров отверстий в бобышках поршня, головке шатуна и наружных диаметров поршневого пальца делятся на группы, и обозначаются краской.
На поршневом пальце группа обозначена краской, нанесенной на его торце или внутренней поверхности. Она должна совпадать с группой,…
…указанной на бобышке поршня.
На шатуне группа отверстия под поршневой палец также обозначается краской. Она должна либо совпадать, либо быть соседней с пальцем группы.
Правильность подбора шатуна и поршневого пальца проверяем следующим способом.
Смазанный моторным маслом палец должен перемещаться в головке шатуна под усилием большого пальца руки, но не выпадать из втулки.
На боковой поверхности нижней головки шатуна и крышке нанесен порядковый номер цилиндра, в котором он был установлен.
Номера на крышке шатуна и на самом шатуне должны совпадать и находиться с одной стороны.
Поставляемые в запасные части шатуны такой маркировки не имеют, поэтому, перед тем как разбирать их, сделайте маркировку шатунов и крышек аналогично заводским, чтобы не перевернуть и не перепутать крышки при сборке.
Нагреваем поршень до температуры 60-80 °C. Допускается нагревать поршень в горячей воде.
Вводим головку шатуна между бобышками поршня…
…и молотком через оправку или приспособлением запрессовываем смазанный моторным маслом поршневой палец.
Фиксируем поршневой палец с обеих сторон стопорными кольцами.
ВНИМАНИЕ
Выступ на крышке шатуна должен находиться с той же стороны, что и надпись…
ВНИМАНИЕ
…«ПЕРЕД» на поршне.
Посадочные места гильз тщательно очищаем от накипи и коррозии.
Уплотнительные медные шайбы гильз цилиндров заменяем новыми.
Гильзы запрессовываем легкими ударами молотка через деревянный брусок.
Набором щупов проверяем выступание гильзы над плоскостью блока, которое должно быть 0,02-0,10 мм.
Подбираем поршневые кольца к цилиндрам.
Поочередно устанавливаем кольца в цилиндр на глубину 20-30 мм и щупом измеряем зазоры. Компрессионные кольца должны иметь зазор в замке 0,3-0,6 мм, маслосъемные — 0,3-1,0 мм.
Если замена поршней не предполагается, проверяем ширину канавок при помощи новых поршневых колец.
Зазор проверяем в нескольких точках по окружности поршня. Величина бокового зазора для компрессионных колец должна быть 0,050-0,082 мм, для сборного маслосъемного кольца 0,135-0,335 мм.
В изношенные цилиндры можно установить кольца ближайшего ремонтного размера и при необходимости, подпилить торцы для получения зазора 0,3 мм.
Надеваем кольца на поршень, начиная с маслосъемного кольца.
Раскрыв замок расширителя маслосъемного кольца, устанавливаем его в нижнюю канавку кольца, после чего сводим концы расширителя.
Надеваем на расширитель маслосъемное кольцо…
…надписью к днищу поршня.
Угол между замками расширителя и кольца — 45 градусов.
Устанавливаем нижнее компрессионное кольцо…
…надписью и фаской с внутренней стороны кольца к днищу поршня.
Устанавливаем верхнее компрессионное кольцо.
Размерные группы пальцев, поршней и шатунов
Снижение работоспособности автомобиля может быть из-за многих факторов. Поэтому и «лечение» такой болезни необходимо подбирать правильно. Существенным фактором является уровень компрессии в камерах сгорания блока цилиндров. Для такого диагноза подойдет замена поршневых колец.
Дополнительными признаками послужат угар моторного масла и снижение экономичности при расходе топлива автомобиля. Более точную картину даст замер компрессии с помощью специальных приборов.
Рассмотрим пример работы на классических моделях ВАЗ. Замерять компрессию необходимо на теплом двигателе. Показания холодного мотора могут исказить картину. Для замеров потребуется специальный манометр, оснащенный резьбовым наконечником. Его можно купить в любом автомагазине.
Внешний вид компрессометра
Начинается проверка с выкручивания всех свечей из своих гнезд. Затем отключается центральный кабель с катушки зажигания. Устанавливаем нейтральную передачу и поворачиваем дроссельную заслонку максимально на открытие. После этого компрессометр ввинчиваем в одно из свечных отверстий. В это время помощник должен проворачивать ручку стартера. Два-три качка будет вполне достаточно.
После этого компрессометр ввинчиваем в одно из свечных отверстий. В это время помощник должен проворачивать ручку стартера. Два-три качка будет вполне достаточно.
Показания считаются нормальными, если на приборе устанавливались данные 12-13 кс/см 2 .
Уровень от 10 до 12 также допускается. Но если цифры оказались ниже 10 кг/см 2 , то это свидетельствует о низкой компрессии. Если же компрессия все-таки достигает удовлетворительного уровня, но немного с запозданием, то в этом случае ответственность может быть на клапанах.
Для уточнения можно в спорную камеру залить около 20 мл масла и снова прокрутить стартер, сделав замер. При установлении нормальной компрессии в 12 кг/см 2 , причина кроется в кольцах. Решить ее сможет правильная установка поршневых колец. Если же давление осталось низким, то причиной понижения служат клапаны.
Установка с помощью оправки
Разборка двигателя для замены колец
Перед заменой необходимо выполнить ряд подготовительных работ:
- необходимо слить отработанное моторное масло, ведь после установки новых колец нужно залить свежую рабочую жидкость;
- проводим ослабление приемной трубы глушителя;
- надо снять крышку клапанного механизма и выставить мотор по меткам;
- демонтируем звезду распредвала, а у переднеприводных ВАЗов снимаем болт крепления шкива ременной передачи, а затем и сам ремень ГРМ со шкивом;
- в классике ослабляем натяжитель, а затем также демонтируем цепь и звезду, установленную на распредвавле;
- потом демонтируем рокера с пружинами, раскладывая все в правильном порядке, чтобы собрать детали на свои места;
- снимаем головку блока, до этого нужно отсоединить коллектор;
- раскручиваем и избавляемся от поддона и маслонасоса;
- убираем крышки шатунов, а затем проталкиваем шатуны вверх, чтобы можно было вытащить их вместе с поршнем.

Проверка колец и поршней
Каждое кольцо с поршней снимается и проверяется в своем цилиндре. Чтобы не перепутывать их между собой, необходимо сразу раскладывать детали в определенном порядке. При поверке старых колец, наружный диаметр их не должен создавать зазор со стенками цилиндра больше, чем на 1 мм. Для сравнения можно вставить в тот же цилиндр новое кольцо.
Проверка теплового зазора в кольцах
Замеры обычно будут точнее в верхней части отверстия блока, так как том износ минимален.
Зазор можно проверить и в специальных калибрах. Нужно обратить внимание на тепловой зазор в поршневых кольцах, который должен быть в пределах от 0,25 до 0,45 мм. Его можно проверить щупом. Если параметр меньше, то допускается увеличение зазора с помощью подпиливания торцевой плоскости алмазным надфилем.
Диаметр поршней проверяется по нижней части (юбке). Делается это микрометром.
Необходимо сравнить этот показатель с таблицей допустимых значений. Дополнительно надо проверить зазор между канавкой поршня и кольцом. В случае превышения поршни надо менять. Предельное значение допуска составляет 0,15 мм. Поршни также проверяются визуально на наличие трещин и целостность перемычек под кольца. После промывки удовлетворительные поршни можно использовать дальше.
Процедура установки
Фирменные изделия проверенных производителей имеют удобную маркировку, благодаря которой понятно, как правильно установить поршневые кольца. На одной из сторон написано «TOP», что на английском означает «верх». Эта сторона должна быть направлена к камере сгорания или верхней части поршня.
Обозначение на сторонах колец
Если никакой надписи не обнаружилось, то должна быть проточка по всему диаметру. Такой ступенькой надо обращать кольцо вниз.
Обычно используют два метода установки. Один из них более безопасный, а второй чаще применяют или большие профессионалы или абсолютные новички. Оба подойдут для самостоятельного применения во время ремонта.
Установка с помощью металлических пластин
В первом случае понадобится нарезать несколько плоских кусочков жестянки, толщиной примерно от 0,3 до 0,5 мм. Три или четыре таких листа располагают по диаметру поршня. На них надеваются кольца. И опускаются до уровня прорези. Потом оправка для поршневых колец из пластин вынимается, и колечко садится в нужный паз. Способ прекрасно подходит для любого мастера.
Монтаж поршневого кольца
Второй вариант требует определенного опыта и умения. Он заключается в том, что нужно пальцами развести зазор, увеличивая внутренний диаметр кольца до той степени, чтобы пропустить через него поршень и установить в нужный паз. Минусы заключаются в том, что часто неопытные слесари ломают много колец, применив большее усилие, чем нужно.
Необходимые действия после установки колец
Когда каждое кольцо заняло свое место в пазу, то нужно установить прорези примерно на 120 градусов друг от друга. Таким образом снижается вероятность прорыва газов из топливной камеры в полость картера.
Неправильная установка поршневых колец
Есть данные, что первое кольцо удерживает около 75 % всей компрессии, а второе – около 20%.
Если термозазоры разведены, то при прорыве некоторого количества газа через первое кольцо, он не успеет попасть дальше, в отличие от более близкого положения второго зазора.
Ошибки при установке поршневых колец
Установка новых колец в цилиндры, имеющие износ, является абсолютно не эффективной. Это связано с тем, что изношенное отверстие имеет форму эллипса. Ожидаемой качественной притирки не может произойти.
Комплект поршневых колец
Также на больших оборотах второе кольцо, состоящее из чугуна, может банально лопнуть.
При эксплуатации кольца в канавках набивают выработку. Такие зазоры расгерметизируют камеру сгорания и из нее газы поступают в картер. А в обратном направлении заходит масло. Проработать такая конструкция может несколько тысяч километров, а потом снова надо проводить ремонт.
Также грубой ошибкой будет сознательная установка зазоров напротив друг друга. Газы перегревают один бок поршня, и получается деформированная деталь. Происходит выгорание металла и дополнительная деформация всех элементов.
Общий | Поршневые кольца самодельные? | Практик-механик
Crash3much
Пластик
- #1
У кого-нибудь есть собственные поршневые кольца?
Какой материал вы использовали?
У меня двигатель Tecumseh Model OHH60 71126C E.
Текумсе больше не работает.
Что-то не так, в книге написано Комплект поршневых колец #40006, стандартный диаметр 2,625 дюйма, 32,00 доллара США за комплект плюс налог с продаж 3,20 доллара США. Это на 1/4 дюйма слишком мало для моего двигателя диаметром 2,8 дюйма.
Комплект поршневых колец № 40007 0,010 дюйма больше размера.
Диаметр стенки цилиндра двигателя 2,801 дюйма.
Зазор между концами поршневого кольца составляет 0,004 дюйма x диаметр поршня.
Hastings Manufacture производит поршневые кольца всех размеров Я могу заказать кольца по диаметру отверстия и толщине кольца, номер модели двигателя не требуется. Кольца стоят 5,80 долларов, а почтовые расходы — 7,50 долларов. Кольца заказал, будут здесь 4 марта.
Мне просто интересно, как правильно делать самодельные кольца, и делал ли это кто-нибудь?
Последнее редактирование:
Карл Дарнелл
Титан
- #2
Двигатели Tecumseh имеют диаметр отверстия, скажем, 2,5 дюйма. Размер поршня будет меньше диаметра отверстия, поэтому он будет меньше 2,5 дюйма на зазор, который завод сочтет необходимым. Кольца будут иметь натяжение, необходимое для поддержания сжатия.
Когда вы растачиваете цилиндр увеличенного размера, вы растачиваете от 2,5 до 2,510 дюймов, и новый поршень и кольца работают с этим размером отверстия.
Я не думаю, что кольца увеличенного размера 0,010 дюйма в изношенном отверстии со стандартным поршнем чем-то повредят. Вам придется отрегулировать торцевой зазор в соответствии с зазором, указанным в руководстве по ремонту. У меня, вероятно, все еще есть инструкции Tecumseh.
Кольца можно заказать в Hastings и использовать без проблем, если они входят в канавки и имеют надлежащий торцевой зазор.0007
Изготовление колец может быть сложной задачей. Обычно они изготавливаются из чугуна, и вы должны рассчитать размер припуска, который вам нужен, чтобы получить натяжение кольца в отверстии. Может быть, есть формула, чтобы понять все это.
Просто купи кольца у Хастинса и покончим с этим.
РЕДАКТИРОВАТЬ: Моя книга устарела, и в ней HH60 указан как Диаметр отверстия 2,625–2,626 дюйма — Диаметр поршня 2,6210–2,6215 дюйма — Зазор торца кольца 0,010–0,020 дюйма.
Я думаю, вам лучше измерить диаметр отверстия опять же, я не думаю, что стенка цилиндра достаточно толстая, чтобы иметь такой большой износ, при 2,801 дюйма поршень будет качаться в отверстии. Если все так плохо, то теперь на выброс.
дп
Запрещено
- #3
Соичиро Хонда начал делать поршневые кольца в своей домашней мастерской. Где-то в мировых библиотеках есть целая история, но юмористический анекдот: Он представил комплект поршневых колец для испытаний на заводе, и каждое из них сломалось. Пристыженные, мы пошли домой и усовершенствовали их.
Около 40 лет назад у меня был друг, который делал их из чугуна. Он вытачивал их из трубы, шлифовал в размер, термообрабатывал. Последней операцией было разделить их, установить кольцевой зазор и обработать концы.
Это была непростая операция, но колец не было в наличии для того, с чем он работал.
Питер.
Титан
- #4
Мой папа рассказал мне историю о том, как мой дедушка вытачивал для него набор колец из старого чугунного утюга. Бабушка была не очень довольна, когда пошла его использовать
кенх
Титан
- #5
Может быть, слишком сильно изношены?
Измерьте «гребень» цилиндра, это должен быть исходный размер отверстия.
Макгайвер
Алмаз
- #6
среди производителей моделей двигателей, изготавливающих кольца, является СОП. Чугун – предпочтительный материал. Хитрость заключается в том, чтобы сделать их немного больше, чем требуется, затем сломать их, затем повернуть последний од, пока он слегка сжат в приспособлении. внешнее усилие на стене. Об этом есть куча веб-контента, если вы действительно делаете свои собственные кольца
черная гадюка
Алюминий
- #7
Это простые кольца для паровой машины, но метод тот же
Я сделал много, используя этот метод
http://www. jerry-howell.com/PistonRings.html
Роди
Алюминий
- #8
Чугун? Ковкий чугун я думал
рклопп
Алмаз
- #9
Найдите в Google «поршневое кольцо Джорджа Тримбла». Его можно назвать «САМЫМ» методом изготовления колец для модельных двигателей. Джордж опубликовал свой метод в серии журналов Strictly IC . Журнал больше не издается, но старые номера доступны (http://www.strictlyic.com). К сожалению, к тому времени, когда вы купите сырье для колец и креплений, а также изделий, вы уйдете далеко вперед, купив кольца на коммерческой основе.
Роди, большинство колец отлиты из серого чугуна, а не пластичного, так как последнее не даст полного разрыва, когда его защелкнут, чтобы образовался зазор.
*Фунты чернил были потрачены на споры. Я сделал кольца, используя метод Trimble, и они отлично сработали.
Грязь
Алмаз
- #10
Почему вы их ломаете, а не вырезаете кусок для разрыва? Вы все равно не подходите к концевому зазору?
Роберт Кэмпбелл мл.
Алмаз
- #11
Грязь сказал:
Почему ты их ломаешь, а не вырезаешь кусок для разрыва? Вы все равно не подходите к концевому зазору?
Нажмите, чтобы развернуть…
Многие (большинство/все?) железные компрессионные кольца закреплены против вращения. Это делается на изломе, полукруг частично прорезан внутри, разрыв в тонком месте практически гарантирован.
Машина немного увеличена в размерах, выемка для штифта, перелом, поперечные концы пружинят внутрь для уменьшения диаметра, контактное кольцо в отверстие, чтобы увидеть, что нужно удалить напильником, чтобы они проходили друг через друга для выравнивания, плюс несколько тысячных для расширения , работа с толщиномерами. Убедитесь, что полукруглые рельефы на концах по-прежнему не задевают штифт.
Боб
изготовление поршневого кольца для парового двигателя Corliss
ZAPJACK
Участник
- #1
Дорогие друзья,
Мне нужна помощь в изготовлении поршневого кольца для паровой машины Corliss.
Почему существует смещение между внешним и внутренним диаметром?
Как можно обработать отверстие «Z» в кольце?
Спасибо за помощь
LeZap
Когси
Известный член
- #2
Мне кажется, что дизайнер хотел полностью устранить любой зазор в кольце, поэтому кольцо было увеличено, а затем разделено. Затем сторона кольца с одной стороны разреза фрезеруется до половины толщины, кольцо переворачивается и сторона с другой стороны разреза фрезеруется до половины толщины. Это создаст букву «z», которая, когда они идут вместе, устраняет любой кольцевой зазор и позволяет кольцу сомкнуться достаточно, чтобы соответствовать отверстию.
Я вижу проблему в том, что кольцо больше не будет круглым на наружном диаметре. и, вероятно, будет протекать гораздо больше, чем при использовании «нормального» кольцевого зазора. Я только предполагаю, но смещение ID и OD может быть результатом поворота наружу после разделения, создания буквы «z» и ее сжатия. Это приведет к тому, что наружный диаметр будет круглым, и кольцо должно получиться лучше, чем при использовании инструкций.
Я никогда не имел дела с паром, но для двигателей внутреннего сгорания нужен кольцевой зазор для теплового расширения. Я думаю, что это будет иметь место и для пара, но я не уверен. Если у вас нулевой зазор в кольце, и кольцо должно расширяться больше, чем отверстие, то вы, безусловно, увеличите трение. Может быть, с соответствующими материалами это не проблема в паре.
ixb1
Известный член
- #3
Обработка этих Z-образных колец выглядит немного сложной. Было бы проще сделать два более тонких обычных кольца и зазоры, ориентированные напротив.
Ричард Хед
Известный член
- #4
ЗАПДЖЕК сказал:
Дорогие друзья,
Мне нужна помощь в изготовлении поршневого кольца для паровой машины Corliss.
Почему существует смещение между внешним и внутренним диаметром?
Как можно обработать отверстие «Z» в кольце?
Спасибо за помощь
LeZap
Посмотреть вложение 116561Нажмите, чтобы развернуть…
Эти кольца изготовлены из чугуна? Вы используете КИ? Я сделал это совсем по-другому, я сделал поршень из цельного куска алюминия и просто купил кольца для газонокосилки подходящего размера. Когда чугун становится очень тонким, он становится очень хрупким и, вероятно, несколько раз сломается, прежде чем вы получите хороший. Удачи в этом.
ZAPJACK
Участник
- #5
Спасибо за помощь, теперь я лучше понимаю необходимость смещения ID/ED
Два поршневых кольца готовы. Я сделал его из чугуна GGG60 качества
LeZap
Лееркрахт
Активный член
- #6
Кольца старого образца 1/8 3,175 мм — это слишком много, кольца меньшего размера работают лучше и меньше изнашиваются (кольцо и цилиндр) 1 мм лучше, во всех современных (гоночных) двигателях используются маленькие кольца, которые можно разрезать под углом, если вы желание
Ричард Хед
Известный член
- #7
leerkracht сказал:
Кольца старого образца 1/8 3,175 мм — это слишком много, кольца меньшего размера работают лучше и меньше изнашиваются (кольцо и цилиндр) 1 мм лучше, все современные (гоночные) двигатели используют маленькие кольца, которые вы можете разрезать под углом, если хотите
Нажмите, чтобы развернуть…
Ты волшебник! Сколько попыток вы должны были сделать?
SmithDoor
Известный участник
- #8
Изготовление заготовки на токарном станке. Используйте отрезной инструмент, чтобы сделать каждое кольцо пустым.
Кольца этого типа используют приспособление для фрезерования зи. Вам нужно перевернуть кольцо, чтобы сделать обе стороны зи.
Дэйв
ЗАПДЖЕК сказал:
Дорогие друзья,
Мне нужна помощь в изготовлении поршневого кольца для паровой машины Corliss.
Почему существует смещение между внешним и внутренним диаметром?
Как можно обработать отверстие «Z» в кольце?
Спасибо за помощь
LeZap
Посмотреть вложение 116561Нажмите, чтобы развернуть…
Верованс
Известный член
- #9
, но как вы предотвратили «округление» или «овальность» кольца после того, как оно сжалось за его первоначальную базовую окружность, так что z перекрывается? или кольцо достаточно «пружинистое», чтобы при вставке в цилиндр оно принимало форму круга цилиндра?
SmithDoor
Известный участник
- #10
Я беспокоился о яйценоскости
После коротких пробежек яйценоскость исчезнет.
Можно сделать приспособление и выточить яйца.
Если вы когда-либо работали, когда не производили детали в течение длительного времени, это единственное, чем вы занимаетесь
Дэйв
петер2уат
Известный член
- #11
Могу ли я присоединиться к (длинной) статье на эту тему, которую я нашел где-то в сети, в которой подробно объясняется «как» и «почему» изготовление поршневых колец, написанные профессором Чаддоком и Томом. Уолшоу (НАСТОЯЩИЙ Тубал Каин, из английского журнала «Инженер-модельер») в 60-х. Насколько мне известно, это НАСТОЯЩИЙ метод изготовления этих колец для модельных двигателей, и ни один другой способ не превзошел его.
Лееркрахт
Активный член
- #12
Я использовал метод Джорджа Тримбла уже много лет с 96% идеальные кольца, хорошая герметизация с первого такта, я притираю отверстия своих цилиндров (из шаровидного чугуна GGG40) (механит) вместо того, чтобы их хонинговать
новый двигатель работает с первого второго флипа вручную ( пропеллер )
SmithDoor
Известный участник
- №13
Хорошая бумага о поршневых кольцах.
У меня не притертые поршневые кольца было бы по больше кондуктору строить.
Я только что сделал кольцо и дал двигателю поработать для притирки.
Самой большой проблемой для меня было найти хороший чугун для изготовления колец.
Мой основной источник чугуна на сегодняшний день – это гири для пожизненного хранения.
Лучший чугун, который я использовал и купил, — это класс 45, сделанный на литейном заводе США. Но это очень дорого, нет плохого места, просто чистая резка отлично изнашивается, я использовал ее для колес на дверях.
Спасибо за статью
Дэйв
peter2uat сказал:
Могу ли я присоединиться к (длинной) статье на эту тему, которую я нашел где-то в сети, в которой подробно объясняется «как» и «почему» изготовление поршневых колец, написанные профессором Чаддоком и Томом Уолшоу.
Нажмите, чтобы развернуть…
петер2уат
Известный член
- №14
leerkracht сказал:
Я использовал метод Джорджа Тримбла уже много лет с 96% идеальные кольца, хорошая герметизация с первого такта, я притираю отверстия своих цилиндров (из шаровидного чугуна GGG40) (механит) вместо того, чтобы их хонинговать
новый двигатель работает с первого второго флипа вручную ( пропеллер )Нажмите, чтобы развернуть.
Спасибо, что упомянули Джоуга Тримбла — у меня было его имя на кончике языка…
Есть хорошее описание его метода в ‘modelenginenews’ —>
Как сделать поршневые кольца
объясняя различия между его стилем и стилем Чеддока-Уолшоу.
Я бы сказал — взболтать или взболтать? оба метода позволяют производить поршневые кольца с идеальной посадкой, которые практически не требуют приработки, если вообще нуждаются в них.
Машином Том
Старший член
- №15
Я сделал кольца Corliss, как показано на рисунке. Сначала поверните внешний диаметр, поместите кусок латуни в одну из кулачков патрона, на половину толщины смещения, так что 0,015 даст смещение
030 на внутреннем диаметре.
Затем измерьте половину ширины. И сделайте разрез, переверните и сделайте другую сторону Z.
Я использовал прилагаемый CI. По кольцам, а вот поршень сделал из латуни, а не КИ, что в планах.
Том
ZAPJACK
Участник
- №16
Я делаю это просто с четырьмя независимыми кулачками.
Сначала внешний диаметр соответствует нужному размеру,
затем установите смещение (0,4 мм) и проверьте с помощью Pupitast
Поверните внутренний диаметр на окончательный размер.
Режь и делай Z
LeZap
вазрус
Известный член
- # 17
Друг, занимавшийся ремонтом гидравлических цилиндров, критически оценил одно из моих (надеюсь) цилиндрических творений. Он произнес это параллельно, что, по его словам, было гораздо важнее, чем отделка канала ствола. Я мучился над этой отделкой, рассматривая множество типов хонинговальных станков, но он чувствовал, что любая операция по хонингованию — особенно того типа, который я рассматривал — («экономичная модель») почти наверняка раскритикует мой славный зануда, и в любом случае, кольца из кошачьего железа вполне справятся с этой задачей. Из этого следует, что я всегда старался получить как можно более качественную отделку «без инструмента» и всегда делал свои собственные чугунные кольца, как описано в нескольких старых статьях Model Engineer.
а41капт
Известный член
- # 18
Недавно я попробовал свои силы в изготовлении собственных поршневых колец и обнаружил, что это относительно легко даже для такого заядлого любителя, как я. При этом кольцо в форме буквы «Z» выглядит потрясающе, и я бы хотел, чтобы мне это удалось. Как вам удалось сделать их достаточно пружинистыми, чтобы сидеть наружу? Я использую старую оправку и нагреваю их, пока они не упадут.
Как сделать поршневые кольца
Введение
Изготовление компрессионных колец для поршней — тема, которая очаровывает и озадачивает производителей моделей двигателей, пока они не делают это впервые. Способов, которыми это может быть достигнуто, множество, и неудивительно, что обсуждение различных методов часто производит больше тепла, чем работающий двигатель! Довольно поверхностное рассмотрение этой темы появилось в октябрьском техническом совете 2004 г., и, хотя с тех пор технически мало что изменилось, было написано больше слов и изображений, поэтому эта страница действует в основном как страница с кратким изложением и ссылкой на другой материал.
Требуется изготовить некруглое кольцо, которое при вдавливании в отверстие цилиндра становится точно круглым, оказывая равномерное радиальное давление на стенки цилиндра. Этого давления должно быть достаточно, чтобы обеспечить достаточную компрессию для запуска и не более того. После запуска давление газа за кольцом прижимает его к цилиндру, повышая эффективность сжатия. Ширину и толщину следует выбирать таким образом, чтобы кольцо не только соответствовало этому критерию, но и могло быть установлено без опасности его поломки или необратимой деформации при раскрытии.
Материалы
Хотя бронзовые кольца известны, особенно в мире острого пара, поршневые кольца для двигателей внутреннего сгорания обычно изготавливаются из мелкозернистого чугуна. Требуемые характеристики могут быть достигнуты как с термообработкой, так и без нее, хотя большинство инженеров-моделей, похоже, предпочитают подход с термообработкой. И в то время как на предмете, забудьте любое предложение об использовании «весов створки» как материальный источник. Во-первых, этот материал — чистый хлам, а во-вторых, у кого уже есть створки? Возьмите несколько стержней из мелкозернистого чугуна — отлитых по центру или пултрузионных. SG или «Meehanite» еще лучше, но они должны иметь мелкий, равномерный размер зерна.
Термообработка Формование
Эти страницы содержат два подробных описания применения того, что стало известно как метод Trimble Method [1], названный в честь парня, который формализовал его, покойного Джорджа Тримбла. Есть те, кто клянется в этом, на самом деле Боб Уошберн, бывший редактор/издатель журнала SIC, где этот подход был сериализован, сказал, что любой, кто делает кольцо любым другим методом, тратит свое время впустую. Это немного экстремально; на самом деле я бы даже сказал, что метод Trimble, если следовать ему точно так, как описано, НЕ даст заявленных результатов! Но сначала нужно понять, о чем идет речь. Две приведенные ниже ссылки ведут на кольцо, составляющее часть двух строительных проектов с использованием метода Trimble, и должны дать вам четкое представление о том, что включает в себя этот процесс:
Фини
Циррус
Этот подход может многим понравиться, но я считаю, что утверждение о том, что он будет производить *идеальные* кольца, не требующие приработки, просто неверно! Чугун, нагретый выше критической температуры, как описывает Trimble, будет расти. Так что, если кольцо подходило к отверстию раньше, оно не подходит потом. Чтобы кольцо поместилось в отверстии, зазор должен быть немного открыт, после чего закрытое кольцо больше не будет идеально круглым. Разница небольшая, но измеримая. Мой опыт показывает, что на кольце диаметром 0,625 дюйма можно ожидать роста до 0,0015 дюйма. Таким образом, обкатка по-прежнему требуется для достижения бездымной посадки.
Этого можно было бы избежать. Как упоминалось на страницах выше, другие авторы отмечают, что более длительное нагревание до точки ниже критической температуры приводит к затвердеванию без снижения твердости, не образует «накипь» и не увеличивает материал. Но для этого требуется печь с регулируемой температурой, которой у большинства из нас нет.
Несколько иной подход к отожженным кольцам описал покойный профессор Деннис Чеддок, написав о конструкции четырехтактного двигателя в уважаемом британском журнале 9.0252 Model Engineer [2] (не следует забывать, что до того, как он появился в SIC, Trimble также опубликовал свой метод в этом журнале [3]). В подходе профессора изготавливаются кольцевые заготовки размером в несколько тысяч больше. После «замораживания» зазора с помощью тепла кольца сжимаются и зажимаются, как показано на рис. (d), для доводки до фактического отверстия. Этот вариант удаляет любую накипь, образовавшуюся на периферии во время термообработки, а также любой «рост» в чугуне, возникающий в результате отсутствия контроля температуры и последующего прохождения через критическую температуру.
Брайан Винч, пишущий как Airborne Engine-ear (так в оригинале) в австралийском журнале Airborne , выступал за привязывание кольца к стальной пластине толщиной 3 мм тонкой проволокой, а также с помощью прямоугольного кляпа. Затем пластину довели до красного каления, прикладывая тепло к другой стороне, позволяя кольцу поглощать тепло за счет теплопроводности. Этот подход позволяет избежать опасности того, что прямое приложение тепла может вызвать локальную горячую точку, что приведет к тому, что кольцо «поддастся» в этой точке, что приведет к образованию зазора, который выглядит правильно, но кольцо, которое не сомкнется обратно до круглого. Затем светящуюся тарелку бесцеремонно бросили в удобную бочку с отработанным отстойным маслом. Я бы поставил Винчи именную галочку, если бы он не испортил ее, упомянув эти ужасные веса створки в начале статьи … [4]
Наконец, Лес Стоун объяснил метод, который он использует, который первоначально появился в Машинист Домашнего Магазина . Заготовки для колец изготавливаются по внутреннему и внешнему диаметру, а затем разрезаются на гвозди большого пальца. Они расклиниваются до необходимого свободного зазора небольшим стальным бруском. Этот блок с кольцом, свисающим снизу, держится перед огнеупорным кирпичом. Затем тепло от газового топора направляется на кольцо и кирпич, от которых пламя отскакивает назад, обеспечивая достаточно равномерное распределение тепла, при условии, что вы поддерживаете движение пламени. Когда кольцо берет комплект, оно отваливается от затычки и отжиг готов! Теперь, прежде чем вы вызовете забавный фермерский фургон, посмотрите на количество работающих многоцилиндровых кольцевых двигателей, которые Лес сделал, используя этот подход. Как ни грубо, с успехом трудно поспорить. Ни слова о весе створки.
Холодная штамповка
В этом методе используется заготовка большего диаметра и меньшего размера отверстия. Кольца нарезаются по ширине, вырезается необходимый зазор и подпиливается в заготовке. Затем концы соединяют вместе, а кольцо зажимают между оправкой и большой шайбой, чтобы внешний диаметр можно было обточить и притереть до конца. Наконец, кольцо сжимается в приспособление с истинным ходовым углублением, равным диаметру отверстия, что позволяет привести внутренний диаметр к концентрическому и окончательному размеру [5]. Как бы странно это ни звучало, я знаю несколько очень успешных моделей двигателей, которые прекрасно работают с кольцами, сделанными таким образом! Еще один способ холодной штамповки, который, по-видимому, сработал для дизайнера, был описан в Техническом совете за октябрь 2004 года. Этот метод восходит к Model Maker от апреля 1960 года, и, несмотря на дату публикации, я полагаю, это не шутка! Как видно здесь, точеное и разрезное кольцо деформируется давлением прокатки до тех пор, пока не будет достигнут требуемый зазор. Щелкните ссылку для фактических слов, которые сопровождали иллюстрацию.
Выводы
Говорят, что изготовление хорошего поршневого кольца — это искусство, а изготовление действительно хорошего поршневого кольца — искусство! Я согласен. Сделать кольцо, которое выполняет эту работу, несложно. После этого вы захотите улучшить свой подход и сделать кольца, которые требуют меньше обкатки, производят меньше дыма и требуют меньше усилий. В этом обсуждении мы проигнорировали маслосъемные кольца и специальные типы колец, такие как 9.Кольцо 0252 Дайкс . Но как только базовые навыки будут освоены, они также должны быть в пределах навыков и оборудования среднего инженера по моделированию.
Каталожные номера
Как узнать, какой комплект колец вам нужен для ваших поршней
Toggle Nav
Поиск
Итак, у вас есть комплект поршней, которые вы хотите перекольцевать, но не знаете, какие кольца заказать. Здесь мы рассмотрим имеющиеся у вас варианты измерения ваших старых колец или кольцевых канавок, чтобы компания JE могла предоставить вам нужные вам кольца.
Кованые поршни — это долговечный и высокопроизводительный вариант для многих двигателей, который служит в течение длительного времени в различных условиях. Из-за долговечного качества кованого материала замена поршня (поршней) не всегда необходима. У JE поршней много клиентов, которые используют одни и те же поршни в течение длительного времени, и они все еще находятся в безопасном рабочем состоянии. Тем не менее, этим клиентам по-прежнему необходимо периодически заменять кольца в качестве практики надлежащего технического обслуживания, чтобы поддерживать эффективное уплотнение и сводить к минимуму прорыв газов.
Во многих случаях кованые поршни прослужат долго и будут оставаться безопасными для повторного использования, но периодическая замена поршневых колец важна для сохранения рабочих характеристик. Заменить поршневые кольца несложно, но заказать правильные сменные кольца не всегда просто. Если у вас есть поршень JE или комплект поршней, для которых вам нужны кольца, обычно вы можете сообщить номер детали или рабочий номер по телефону техническому эксперту JE, и он сможет сказать вам, какой номер детали пакета колец вам подойдет. получить вас идет снова. Это легкая ситуация.
Тем не менее, есть много гонщиков, строителей и энтузиастов, у которых есть поршни JE, на которых нет лазерной маркировки на нижней части башни кеглей. Если номер отсутствует, это означает, что поршень был изготовлен до того, как в 2005 году была введена лазерная маркировка.
Если у ваших поршней JE есть рабочий номер или номер детали, просто позвоните в JE, сообщите этот номер, и вам пришлют кольца. ты! Если у них нет номеров, вам нужно будет выполнить следующие шаги, чтобы сузить круг, который вам нужен. Нужна помощь в определении других маркировок на ваших поршнях? Ознакомьтесь с нашими руководствами для Powersports и Automotive .
Проанализируйте свои бывшие в употреблении кольца, чтобы определить, какие нужны новые
Итак, как узнать, какие кольца заказывать, если у вас нет каталожного номера? Вот несколько советов, которые помогут вам подготовить данные, необходимые для заказа правильных сменных колец.
Во-первых, убедитесь, что ваши старые/изношенные кольца сняты с поршня. При снятых кольцах измерьте осевую высоту (это толщина кольца) и радиальную ширину (ширина кольца от внешнего края до внутреннего края) маслосъемного кольца в сборе с помощью набора калиброванных штангенциркулей или микрометра. , в зависимости от того, к чему у вас есть легкий доступ. Во время измерения убедитесь, что узел маслосъемного кольца собран правильно — как если бы он находился в кольцевой канавке. Он должен быть собран с двумя маслосъемными кольцами, зажатыми между расширительным кольцом. Измерьте и запишите осевую высоту сборки, а также радиальную ширину.
Измерьте и запишите осевую высоту и радиальную ширину маслосъемного кольца в сборе, когда оно снято с поршня. Достаточно использовать штангенциркуль или микрометр. После записи этих измерений выполните такие же измерения осевой высоты и радиальной ширины вашего компрессионного кольца (колец). В дополнение к этим измерениям вам необходимо обратить внимание на конкретные характеристики компрессионного кольца, такие как форма, фаски, насечки и маркировка, которые могут определить, с каким типом колец изначально поставлялся ваш поршень. Обратите внимание, что характеристики кольца будут различаться между верхним и вторым компрессионными кольцами. Сравните характеристики вашего компрессионного кольца с приведенной ниже таблицей JE.
Проанализируйте и сравните свои кольца с данными таблицами, чтобы определить, кольца какого типа поставляются с вашим поршнем (поршнями).Хотите узнать больше о материале и дизайне колец? Прочитай это!
После того, как все ваши измерения записаны и вы определили, какой тип компрессионных колец у вас есть, вы готовы позвонить и предоставить свою информацию техническому эксперту JE, чтобы он мог получить правильный номер детали, прибывший к вам.
У вас нет старых колец? Измерьте кольцевые канавки
В некоторых случаях вы можете приобрести комплект бывших в употреблении поршней, которые все еще находятся в хорошем состоянии, но не входят в комплект со старыми кольцами. Если на этих бывших в употреблении поршнях нет лазерной маркировки рабочего номера или номера детали, вам нужно будет сделать несколько измерений кольцевых канавок, чтобы точно определить, какой именно комплект колец вам понадобится для ваших поршней.
Сначала измерьте осевую высоту каждой кольцевой канавки. Осевая высота относится просто к высоте самой кольцевой канавки. Для точных измерений и инженерных целей компания JE использует точные калибры для измерения кольцевых канавок.
Компания JE использует штифтовые калибры для более точных измерений. Однако не у каждого человека в гараже есть набор калибров. В этом случае используйте набор штангенциркулей, чтобы провести как можно более точные измерения. Это даст вам достаточно информации, чтобы технические эксперты JE узнали, для какого пакета колец был разработан ваш поршень. Измерьте осевую высоту каждой компрессионной канавки и канавки маслосъемного кольца.
Важно отметить, что некоторые поршни имеют канавки для аккумуляторов. Хотя их можно спутать с кольцевой канавкой, они не предназначены для размещения каких-либо колец. При наличии аккумулирующих канавок между верхним и вторым компрессионным кольцом устанавливаются канавки, предназначенные для расширения любых газов, которые проходят через верхнее кольцо, предотвращая колебания кольца и усиливая уплотнение кольца.
Если вы видите V-образную канавку между канавками верхней и второй компрессионных колец, обратите внимание, что это канавка аккумулятора, и она не предназначена для размещения каких-либо колец. В дополнение к измерению осевой высоты кольцевых канавок также необходимо измерить радиальную глубину. Радиальная глубина — это расстояние от самой внешней поверхности кольцевой канавки до внутренней стенки кольцевой канавки. Радиальную глубину может быть трудно измерить без штифтовых калибров, но если будет проведено точное измерение и предоставлено в сочетании с осевой высотой и размером отверстия, технические специалисты JE смогут сузить необходимый пакет колец.
Размер отверстия является еще одним важным измерением, которое необходимо выполнить и предоставить для определения правильных колец.
Компания JE обычно использует плоские микрофоны для быстрых и точных измерений радиальной глубины канавки, но если вы можете провести точное измерение с помощью имеющихся у вас инструментов, технические специалисты JE могут сузить его для вас на основе других измерений. Независимо от того, производите ли вы измерения старых колец или кольцевых канавок, предоставление всех важных измерений — осевой высоты, радиальной глубины и размера отверстия — важно, чтобы помочь JE определить, какие кольца вам нужны. Это связано с тем, что в некоторых ситуациях два пакета колец могут иметь одинаковую высоту в осевом направлении, но разную глубину в радиальном направлении.
Нет средств для измерения? Позвольте JE позаботиться об этом
Если вы не уверены в достаточно точных измерениях или у вас нет необходимых средств для проведения измерений самостоятельно, JE будет рада позаботиться об этом за вас. Просто свяжитесь с JE и сообщите, что вам нужны измерения для новых колец, отправьте поршень (поршни), и JE произведет точные измерения и сообщит вам, какой комплект колец приобрести.
Если вы предпочитаете, чтобы JE выполняла измерения, чтобы убедиться, что вы получаете правильный пакет колец, просто позвоните им, чтобы согласовать отправку вашего поршня (поршней)!АВТОРСКИЕ ПРАВА © 2022 JEPISTONS ВСЕ ПРАВА ЗАЩИЩЕНЫ. JE PISTONS ЯВЛЯЕТСЯ ЧАСТЬЮ СЕМЕЙСТВА БРЕНДОВ-ПОБЕДИТЕЛЕЙ ГОНОК
Кольца на токарном станке — Holbrook Tech
Кольца на токарном станке по металлу
В настоящее время эта процедура и руководство находятся в стадии разработки. Вот несколько фотографий журналов сборки некоторых прототипов быстрых классов.
Процедура, показанная в классе:
С помощью ленточной пилы отрежьте кусок цельного алюминия длиной 1/4–3/8 дюйма. Диаметр показанного материала составляет 1 дюйм, потому что это то, что у нас есть. |
Установите патрон токарного станка таким образом, чтобы материал совпадал с передней частью кулачков. Это даст большую зажимную силу, когда мы сверлим, если мы не стоим перед деталью. Если бы мы столкнулись лицом к лицу, у нас была бы половина материала, вытянутого наружу. |
Если ваш материал в основном плоский и установлен прямо в патроне, вы иногда можете обойтись без сверления сразу и пропустить шаг торцевания. |
Этот был сделан из стали, но он показывает глубину, которую вы можете просверлить с помощью центрирующего сверла, прежде чем сделать БОЛЬШОЕ отверстие. Мы просверлим половину «наклона» центрального сверла. Это оставляет нам форму кратера или долины, которая должна иметь такой же угол, как и кончик сверла. |
Если алюминий «плавится» и прилипает к вашим сверлам или режущим инструментам, очистите их, чтобы они могли продолжать нормально функционировать. |
Используйте какой-нибудь измерительный инструмент, чтобы выяснить, насколько большое отверстие нам нужно просверлить, чтобы оно подходило вашему пальцу. Здесь показаны два варианта. |
Если ваш палец кровоточит на этом этапе, вы делаете что-то не так . Выберите размер, который удобен и может пройти через сустав без боли или крови. |
Мы также можем использовать калибровочное кольцо, а затем измерить внутренний диаметр штангенциркулем, чтобы получить нужный размер. |
Найдите сверло, размер которого точно соответствует размеру вашего пальца. |
| СТОП! Некоторые сверла острее/лучше других. Если вы не можете найти тот, который правильно сверлит сразу, используйте меньший, и тогда мы можем использовать РАСТОЧНЫЙ БАР, чтобы сделать ваше отверстие точного размера, который вы хотите! Я покажу вам, как настроить расточный станок, а пока вы ждете, вот короткое видео, показывающее основы расточной оправки . |
Ниже приведены два изображения, демонстрирующие нашу базовую установку расточной оправки
Если диаметр сверла почти такой же, как внешний диаметр вашего кольца, есть вероятность, что алюминий деформируется/плавится.
Выберите сверло меньшего размера и затем просверлите отверстие Установите выбранное сверло в заднюю бабку станка. Некоторые сверла имеют конус и должны быть установлены непосредственно в заднюю бабку без патрона. Попросите учителя проверить ваши настройки. Для меньших конусов потребуется переходник #2-#3 Горячая подсказка: Это хорошее время, чтобы убедиться, что у вас есть полнолицевая маска и/или держать рот закрытым. Горячие летающие чипсы нельзя проглатывать или оставлять на теле. |
Не прикасайтесь руками к горячему металлу. Трение между сверлом и обрабатываемым материалом ПРИВЕДЕТ к нагреву. Прикосновение к нему не сделает вас крутым. Обычно бывает наоборот. |
Следующее: я стараюсь устанавливать по две быстросменных держателя для каждого токарного станка, когда это возможно. Это избавляет от необходимости переключать режущие инструменты туда и обратно. Используйте правильный для правильной процедуры. Всегда используйте правильный инструмент для работы. |
Переместите деталь так, чтобы она наполовину выступала из патрона (показано ниже). НЕ ЗАСЫВАЙТЕ ПАЛЕЦ В ОТВЕРСТИЕ!
Настройте держатель инструмента для выполнения операции ОБЛИЦОВКИ.
Я рекомендую делать легкие проходы, так как материал не сильно удерживается. Вы ведь не хотите сильно порезаться, чтобы вещи вылетели и сломались!
Держите лицевую сторону, пока не получите желаемую ширину. Пожалуйста, не используйте машину для резки машины. Очень внимательно следите за тем, что делаете
фу. Этот выглядит довольно грубо. Но мы можем исправить это с помощью процедуры облицовки, как показано ниже. Перед выполнением новых операций на токарном станке требуется индивидуальная демонстрация. |
Если вы не хотите торцевать на токарном станке, чтобы сделать его более тонким или гладким, используйте напильник. Не забывайте очищать напильник во время работы, чтобы он не засорялся материалом. Возможно, вам придется проявить творческий подход к тому, как вы держите его, чтобы подпилить или отшлифовать для придания формы. |
Расширяемый кольцевой стержень: |
Теперь мы можем использовать другую насадку для токарного станка, чтобы получить желаемый диаметр. Работайте медленно и всегда режьте справа налево, чтобы кольцо не сместилось влево и не упало с оправки. Дважды проверьте, чтобы кольцо плотно прилегало к выступу ступеней оправки. Это поможет держать его прямо. Не потеряйте шестигранный ключ, поставляемый с оправкой. |
Все становится туго, поэтому будьте осторожны, чтобы не войти в заготовку, когда вы хотите двигаться влево или вправо. Целесообразно «потренироваться» с резцами и кареткой вдали от заготовки, прежде чем прикоснуться к ней. Когда ваши глаза, ум и руки работают вместе, многим ученикам может потребоваться некоторая практика. |
Уберите в сторону такие предметы, как дрель/задняя бабка и каретка/держатели инструмента, если вы работаете с наждачной бумагой/наждачной бумагой/напильником вручную на токарном станке. Вы не хотите ударяться локтями или телом о другие острые предметы на токарном станке или зацепиться за одежду. |
Вы можете использовать наждачную бумагу или наждачную шкурку, чтобы отшлифовать поверхность вручную на токарном станке (не показано). Если вы шлифуете на токарном станке, вы должны получить индивидуальную демонстрацию от учителя для безопасной работы. |
Я добавил небольшую фаску с обеих сторон кольца и сгладил ее наждачной бумагой. Не забудьте сгладить область контакта с пальцем, чтобы кровь не попала за пределы тела. |
Есть много способов сгладить внутреннюю поверхность. Если у вас нет круглого или достаточно гладкого напильника, приклейте наждачную бумагу или наждачную бумагу к концу карандаша или круглому металлическому предмету. Это удобный способ обработать внутреннюю часть кольца. |
Если вы хотите придать кольцу текстуру, вы можете добавить к нему заколку, чтобы придать ему приятное отражение. |
Алюминий мягкий, поэтому сильно бить не нужно. пройдитесь по внешней стороне кольца, добавив ему текстуру. Если у вас есть какие-то шероховатости или металл, который расплющился, вы можете немного отшлифовать его, чтобы сгладить. После полировки это кольцо будет очень красиво отражаться.
После завершения шлифовки вы можете использовать полировальный круг, чтобы придать изделию блеск. При необходимости используйте немного красной полировальной пасты на колесе. Держите оправку двумя руками и убедитесь, что при касании круга ваша работа находится ниже средней точки круга, чтобы предотвратить несчастные случаи. |
Используйте дремель или вращающийся инструмент с полировальной насадкой, чтобы отполировать внутреннюю часть и края кольца. Не торопитесь с этими шагами. Если вы все еще видите линии и царапины после полировки, это означает, что вы недостаточно шлифовали или использовали наждачную бумагу с достаточной зернистостью. При необходимости добавьте красную полировальную пасту в насадку для полировки.
Заключительные мысли:
Эти кольца были просто быстрыми прототипами, чтобы показать основные операции и добавить несколько фотографий на эту страницу с инструкциями. Обычно я трачу больше времени на то, чтобы довести их до совершенства и устранить дефекты, которые следует отшлифовать или спилить. Используйте эту страницу в качестве отправной точки для ваших идей.
Существует множество различных материалов, которые вы можете использовать, немного изменив ступени, но конечная цель обычно одна и та же.
Незавершенные образцы показаны выше. Они оба по-прежнему требуют некоторого внимания к деталям и надлежащего шлифования.
https://www.facebook.com/cumberlandworks для некоторого удивительного вдохновения
有 馬 温泉 馬グランド ホテル ・ 公式 【最低 価格 保証】 | 旅館 旅館 旅館 旅館 旅館 旅館 旅館 旅館 旅館 旅館 価格 価格 価格 価格 価格 価格 価格 価格 価格 価格 価格 保証|旅館 空室検索
《10月限定》クーポン利用でお得!
1 約につき5,000円お得な
宿泊プランをご用意しました。
【1日10室限定】
詳細はこちら
兵庫県民割でお得な日帰りプラン(最大45%OFF)
県民割の条件を満たしている方は
お一人様5,000円引きいたします。
【お日にち限定】
詳細はこちら
あんしん巣ごもりプラン
夕食、朝食共にお部屋でごゆっくりとお召し上がりいただけます。
詳細はこちら
名門と名泉を満喫するゴルフ旅
ここでしか体験のできないプレミアムなゴルフ旅プラン
詳細はこちら
カスタム会席
100種類のメニューからつくるあなただけの会席料理
詳細はこちら
【エステ・アロマ】CAZE SPA・公式HPシーズン特別割引
日曜~木曜日限定で人気のアロマボディをお得にご利用いただけます。
詳細はこちら
【エステ・アロマ】
CAAZE SPA・公式HP
シーズン特別割引
日曜~木曜日限定で人気のアロマボディを
お得にご利用いただけます。
| 60分 | 通常価格 17 600 йен → 特別価格 16 500 йен(税込) |
|---|---|
| 90 分 | 通常価格 25 300 йен → 特別価格 22 500 йен(税込) |
Тел: 078-904-0181 (ホテル 代表)
電話 : 14: 00 ~ 21 : 00
【DOG UP VILLA】3 周年記念イベントについてのプレスリリース
詳細はこちら
バラ風呂
毎週水曜日はバラ風呂。「女性浴場 沙の湯」ホワイトイオン露天風呂にてご用意いす0た0た0た0た0た
詳細はこちら
毎週水曜日はバラ風呂
「女性浴場沙の湯」ホワイトイオン露天風呂にてご用意いたします。 超音波 の な 泡 が 作る やわらか な 乳白 色 の 湯 に な バラ の 芳香 、 大量 の で この 上 リラックス を 体感 て いただけ ます。。。。| Телефонный номер | 毎週水曜日 ※都合により日程を変更する場合がございます |
|---|---|
| ご利用時間 | 12:00 — 22:30 |
- ベストレート(最低価格)保証
当サイトからのご予約が最もお得です
唯一 の 有馬 で 、 、
かけがえ の 一 日 を。
六甲 雄大 な 自然 囲ま れ 、
四季 六甲 表情 を 愉しむ ことができる 馬 馬。。 名 ・ 名 泉 泉 泉 泉 泉 泉 泉 泉 泉 泉 泉 泉選ば れる
温泉 効能 豊か で 、 、
かつて 太閤 秀吉 も
湯治 訪れ た と さ て い ます。
また 摂津 ・ ・ ・ 馬 ・ ・ 淡路
0339 から なる
兵庫 国 の 中心 に に
位置 その 地 は 、 、
各地 から の 味覚 集まる 集まる 地 は 、
に しかない と と
最幸 おもてなし で 、 、
すべて お 客 様 の すべて の 一 日 、 、
かけがえ ない 一 へ と 誘い ます
別墅 銀泉 露天 風 呂付き 貴賓 室 室
別墅 柔の 間 和 洋室
中央館 庭側 和 洋室
北館 和 室
中央館 風 ツイン
千差万別のお部屋で
百人百様の
ご要望に対応
お二人でも、ご家族でも、
団体でも、そしてお一人でも。
和室から和洋室、洋室、
露天風呂付客室まで、
お客様の多様なご要望に
お応えするさまざまな
タイプのお部屋3939ご用意しております。
兵庫 の 恵み を 、 、
お 好き な スタイル で
兵庫 五国 の 恵み
兵庫 の 恵み
兵庫 の 恵み
摂津・播磨・但馬・丹波・
淡路からなる兵庫県。
その中心に位置する有馬は、
食の宝庫。
各地から厳選した旬の味覚を
活かしたお料理の数々が、
大切なひとときに花を添えます。
展望 大 浴苑 雲海
ゆらり 紗 の 湯
ゆらり の 湯 湯
アクアテラス
プライベートスパ
金泉 銀泉 が が
体 心 を を
解きほぐす
太閤 をはじめ 、
多く 偉人 たち を
癒やし て き 有馬 温泉 温泉。
「金泉 と「 銀泉 」を 、
四季 折々 表情 を 見せる
六甲 自然 とともに
ご いただけ ます。
有 随一 の 会議場 が が
新しい 旅 の を 開く 開く
森羅
森羅
多様 会議 ・ 宴 会場
最大 〇〇 名 規模 の の
大型 ホール 、 、
大小さまざま な
会議 ・ を 完備。
セミナー 学会 に 各 種 イベント ︙ ︙。
ホテル 兼ね た た た た た た た た た た た た た た た た た た た た た た た た た た た た た た た た
コミュニケーションの
スタイルがあります。
ガーデン プール
ロビー ラウンジ ルシェッロ
ガーデン プール
ドッグ ・ アップ ・ ヴィラ
バーベキュー 会場
他にはない体験が
かけがえのない思い出に
お子様に人気のプールから
大人も楽しめる
バーベキューテラスに、
愛犬との新しい旅を提案する
ドッグアップヴィラ︙…。
他にはない、充実した施設の数々。
あらゆる旅に寄り添う特別な体験が、
皆様の一日をかけがえのない
一日へと誘います。
人生 、 、
ともに する ホテル
人生 、 一 期 一会。。
一生 一 度 の 日 も 、
いつも 変わら ない ない 一。 が が が が が が が が が が が が が が が が が が が が が が が が が が が が が である である である である である である と と と と.