Шкода Октавия — Притирка клапанов своими руками
Притирку клапанов своими руками выполняют на снятой головке блока цилиндров. Для извлечения клапанов из направляющих втулок головки блока цилиндров необходимо снять пружины клапанов, сжав их специальным приспособлением и вынув из тарелок пружин сухари. Для притирки клапанов удобнее всего пользоваться специальным механическим приспособлением (реверсивной дрелью)
Кроме того, в продаже имеются готовые ручные держатели клапана.
При отсутствии готовых приспособлений можно воспользоваться приспособлением, изготовленным по чертежу (рис. 428).
Рис. 428. Приспособление для притирки клапанов своими руками:
1 — металлический стержень; 2 — резиновый шланг; 3 — винтовые хомуты.
Кроме того, вам потребуются: притирочная паста, керосин, слабая пружина, по наружному диаметру проходящая в отверстие седла клапана.
1. Очистите клапан от нагара.
2. Нанесите на фаску клапана сплошной тонкий слой притирочной пасты.
3. Наденьте на стержень клапана предварительно подобранную пружину и вставьте клапан в направляющую втулку со стороны камеры сгорания, смазав стержень клапана слоем графитной смазки.
ПРИМЕЧАНИЕ
Графитная смазка предохраняет направляющую втулку от попадания в ее отверстия абразива из притирочной пасты и облегчает вращение клапана во время притирки.
4. Наденьте на стержень клапана приспособление для притирки клапанов (или с некоторым натягом резиновую трубку для соединения клапана с реверсивной дрелью).
5. Включив дрель на минимальную частоту вращения (в реверсивном режиме) или вращая приспособление (в случае ручной притирки) попеременно в обе стороны на пол-оборота, притрите клапан, периодически то прижимая его к седлу, то ослабляя усилие прижатия.
6. Притирайте клапан до появления на его фаске матово-серого непрерывного однотонного пояска шириной не менее 1,5 мм, при этом…
7. …на седле клапана после притирки также должен появиться блестящий поясок шириной не менее 1,5 мм.
8. После притирки клапанов своими руками тщательно протрите клапан и седло чистой тряпкой и промойте для удаления остатков притирочной пасты. Проверьте герметичность клапана, для чего установите его в головку с пружинами и сухарями. Затем положите головку набок и залейте керосин в тот канал, который закрыт клапаном. Если в течение 3 мин керосин не просочится в камеру сгорания, клапан герметичен.
См. также: Надежный двигатель УАЗ-469 не подведет в сложной ситуации. Проверка головки блока цилиндров.
Притирка клапанов своими руками + Видео
При ремонте двигателя, в частности, ГБЦ, необходимо делать все таким образом, чтобы зазоров между деталями не оставалось. Поэтому важно знать, как правильно притереть клапана на автомобиле. Работа очень трудоемкая, однообразная, даже скучная. Но от того, насколько правильно она проведена, зависит дальнейшая эксплуатация двигателя. И если вам приходилось когда-либо заниматься этим делом, то вы знаете, какие способы притирки существуют, затраты времени и труда на них, а самое главное – насколько качественно они позволяют провести работу. Но если вы впервые услышали о такой процедуре, то нужно ознакомиться с ней более подробно.
Поэтому важно знать, как правильно притереть клапана на автомобиле. Работа очень трудоемкая, однообразная, даже скучная. Но от того, насколько правильно она проведена, зависит дальнейшая эксплуатация двигателя. И если вам приходилось когда-либо заниматься этим делом, то вы знаете, какие способы притирки существуют, затраты времени и труда на них, а самое главное – насколько качественно они позволяют провести работу. Но если вы впервые услышали о такой процедуре, то нужно ознакомиться с ней более подробно.
Для чего необходима притирка
Процесс притирки клапанов вручную
При покупке автомобиля большинство смотрит на степень сжатия в цилиндрах. Этот параметр зависит от большого числа факторов, среди которых и состояние поршней, и колец, и клапанов. Последние могут просто плохо закрывать отверстия вследствие износа рабочей поверхности или прогорания. А негерметичная камера сгорания – это причина малого давления в цилиндре. Внешний признак – ухудшаются характеристики, разгон становится медленным, автомобиль просто «не тянет», а при большой нагрузке даже малый уклон становится почти непреодолимым препятствием.
И если вы провели капремонт двигателя, а компрессия в цилиндрах далека от идеала, то первым делом смотрите на клапаны, насколько хорошо они закрывают впускные и выпускные отверстия. На некоторых моделях автомобилей установлена система, которая проводит притирку в процессе работы. Все достаточно просто – клапан вращается вокруг своей оси, лишний металл стачивается и в итоге образуется идеально ровная поверхность. При соприкосновении с блоком не наблюдается зазоров, отверстия закрываются максимально плотно. Но в большей части автомобилей таких систем нет, поэтому приходится все делать вручную. Способов всего три, их и рассмотрим детально.
Притирка клапанов вручную
Такое приспособление используют для ручной притирки клапанов
Это самый сложный и трудоемкий способ, но он того стоит, ведь достигается максимальная точность. Вам потребуется паста для притирки клапанов и специальное устройство. Последнее изготавливается из металлического стержня с зажимом на одной стороне, а рукоять Т-образной формы находится с другой. Паста – это смесь из абразива и мазута, в магазинах можно встретить ее под номерами 1 и 2. Цифра означает, насколько большой размер гранул абразивного материала.
Паста – это смесь из абразива и мазута, в магазинах можно встретить ее под номерами 1 и 2. Цифра означает, насколько большой размер гранул абразивного материала.
Процесс можно разбить на несколько этапов:
- Производится установка клапана в штатное посадочное место.
- Тарелку клапана необходимо смазать пастой.
- Устройство ставите на ось стержня.
Далее приспособление для притирки клапанов поможет вам вращать клапан в разные стороны при помощи рукояти. Время от времени необходимо наносить слой пасты. И самое главное – старайтесь как можно сильнее прижимать рабочую поверхность клапана к седлу, чтобы провести притирку максимально качественно.
Притирка с помощью ручной дрели
Во время притирки периодически нужно наносить новый слой пасты
Такой способ окажется намного проще, причем качество не особо пострадает. А поможет вам в проведении работы обычная ручная дрель с реверсом (это условие обязательно). Также потребуется изготовить специальный инструмент – простую насадку на дрель, которая по форме похожа на плоскую отвертку. И запаситесь пятачками с небольшой щелью под наконечник насадки по центру. Когда весь инструмент готов, можно приступать к притирке.
И запаситесь пятачками с небольшой щелью под наконечник насадки по центру. Когда весь инструмент готов, можно приступать к притирке.
Установите ГБЦ вверх ногами, чтобы сверху было хорошо видно гнезда. Рабочую поверхность обрабатываемого клапана смажьте пастой с абразивом. Теперь, используя битум, на тарелку клапана приклейте пятачок. Подождите немного, чтобы битум высох и схватился. Теперь берете дрель с насадкой, устанавливаете ее в пятачок и начинаете вращать клапан. По мере необходимости добавляйте пасту. Старайтесь делать так, чтобы вращение происходило в обе стороны примерно равные промежутки времени. Чтобы отклеить пятачок после проведения притирки, его достаточно просто нагреть.
Притирка с помощью электрической дрели
Наиболее быстрый способ — притирка с помощью электрической дрели
Но намного проще окажется притирка при помощи электродрели. Ведь вы не потратите силы на вращение рукоятки. Способ очень схож с тем, который был описан ранее. Но потребуется сделать нехитрое приспособление из резинового шланга и старого клапана. Шланг будет выполнять функцию муфты, а стержень старого клапана вы зажмете в патроне дрели. Крайне желательно, чтобы внутренний диаметр трубки был равен диаметру стержня, дабы последний входил в нее максимально плотно. Чтобы избавиться от проворачивания, нужно стянуть все места соединения трубки и стержней с помощью хомутов.
Шланг будет выполнять функцию муфты, а стержень старого клапана вы зажмете в патроне дрели. Крайне желательно, чтобы внутренний диаметр трубки был равен диаметру стержня, дабы последний входил в нее максимально плотно. Чтобы избавиться от проворачивания, нужно стянуть все места соединения трубки и стержней с помощью хомутов.
Обязательно наличие реверса, чтобы можно было поочередно вращать клапан в разные стороны, а также регулировку скорости. Таким способом притирка клапанов своими руками займет немного времени, причем проведена она будет качественно. Но помните, что каждый клапан притирается под одно гнездо, ставить его в другое место нельзя. Пасту для притирки тоже следует использовать по номерам. Сначала №1, которая предназначена для первоначальной, черновой обработки, а уж затем паста под номером 2, необходимая для чистовой обработки поверхности. Когда ширина плоскости соприкосновения тарелки клапана с гнездом будет примерно 2 миллиметра, можно считать, что притирка прошла успешно. И самое важное в работе – не допускайте попадания пасты на стержень. После проведения работ обязательно промойте все поверхности растворителем или керосином, чтобы удалить следы пасты.
И самое важное в работе – не допускайте попадания пасты на стержень. После проведения работ обязательно промойте все поверхности растворителем или керосином, чтобы удалить следы пасты.
Интересное по теме:
загрузка…
Вконтакте
Одноклассники
Google+
Притирка клапанов — KeyProd
Притирка — точная доводочная операция, вследствие которой получаются герметичные соединения. Металл сопрягаемых поверхностей снимается мелкозернистыми абразивными порошками или пастами, которые наносятся непосредственно на притираемые поверхности.
 Клапаны притирают после ручного фрезерования седел. В случае, когда фаски седел и клапанов отшлифованы, притирать клапаны не нужно — это только ухудшит геометрию контакта деталей. Если фрезерование седла выполнено качественно, то и в этом случае притирка может не потребоваться или займет всего несколько минут.
Клапаны притирают после ручного фрезерования седел. В случае, когда фаски седел и клапанов отшлифованы, притирать клапаны не нужно — это только ухудшит геометрию контакта деталей. Если фрезерование седла выполнено качественно, то и в этом случае притирка может не потребоваться или займет всего несколько минут.Абразивные материалы различают по зернистости, т.е. по размерам зерен. Последние, в зависимости от размеров, делят на следующие группы (в порядке уменьшения размеров зерна): шлифовальные зерна, шлифовальные порошки и микропорошки.
Для притирки клапанов используются только микропорошки, указанные в табл. 1
Таблица 1. Микропорошки
| Обозначение зернистости | Размеры зерен, мкм |
| М40 | 28…40 |
| М28 | 28…20 |
| М20 | 20…14 |
| М14 | 14…10 |
| М10 | 10…7 |
| М7 | 7…5 |
| М5 | 5…3 |
В зависимости от состояния притираемых поверхностей чаще применяют микропорошки от М14 (зерна 10…14 мкм) до М40 (зерна 28…40 мкм).
 Микропорошок М14 смешивают с моторным маслом, а М40 — с трансмиссионным. Полученные пасты наносят на фаску тарелки клапана. Стержень клапана смазывают чистым моторным маслом. Обычно притирка клапана длится не более 1…2 мин.
Микропорошок М14 смешивают с моторным маслом, а М40 — с трансмиссионным. Полученные пасты наносят на фаску тарелки клапана. Стержень клапана смазывают чистым моторным маслом. Обычно притирка клапана длится не более 1…2 мин.Притирать клапаны следует очень аккуратно, не снимая с рабочих фасок клапанов и седел слишком много металла, так как это уменьшает число возможных ремонтных воздействий на седла и клапаны и тем самым сокращает общую продолжительность их службы. При особо тщательной притирке меняют не только микропорошок, но и уменьшают его содержание в притирочной пасте, а с момента, когда притираемые поверхности примут ровный серый цвет, притирку ведут на чистом масле.
Рекомендуют заканчивать притирку и пастой ГОИ, смешанной с керосином. При этом на клапане появится блестящая полоска. Пасты ГОИ также различаются по зернистости. Грубые пасты ГОИ имеют светло-зеленый, средние — темно-зеленый и тонкие — зеленовато-черный цвет. Тонкие пасты ГОИ считаются лучшим абразивным материалом для окончательной притирки.

Чем более мелкозернистый абразивный материал, тем притирка будет более качественной, хотя и более длительной.
Клапаны притирают одновременно на специальном станке, при помощи электродрели или вручную.
Наиболее «древний» способ притирки — коловоротом с присоской. Под клапан лучше поставить слабую пружину, которая сможет поднять его. При отсутствии присоски на тарелку клапана битумом приклеивают текстолитовый кружок с прорезью в середине. Клапан поворачивают в одну и другую сторону, уменьшая давление в конце каждого поворота так,
чтобы пружина смогла приподнять клапан. Подъем и опускание клапана на седло позволяют возвращать к фаске седла пасту, вытесненную во время притирки. Угол поворота клапана должен быть в пределах 45…90°, причем при каждом повороте в одну сторону смещают сектор поворота. Таким образом клапан через некоторое время сделает полный оборот. Ни в коем случае не рекомендуется клапан проворачивать вкруговую, так как в этом случае возможно появление кольцевых рисок и герметичности не будет.
 Описанный способ притирки применялся чаще, когда в тарелках клапанов предусматривались шлицы (пазы). В настоящее время практически у всех автомобилей тарелки клапанов шлицев не имеют и притирка осуществляется при помощи специальных приспособлений с захватом клапана за конец стержня. При этом клапан для контакта с седлом поднимается вверх (в случае с коловоротом он опускался).
Описанный способ притирки применялся чаще, когда в тарелках клапанов предусматривались шлицы (пазы). В настоящее время практически у всех автомобилей тарелки клапанов шлицев не имеют и притирка осуществляется при помощи специальных приспособлений с захватом клапана за конец стержня. При этом клапан для контакта с седлом поднимается вверх (в случае с коловоротом он опускался).Приспособления с захватом клапана за конец стержня показаны на рис. 10…12. Наиболее удобным является цанговое приспособление (см. рис. 10). Такие приспособления выпускаются со сменными цангами под клапаны со стержнями различных диаметров.
Более простое, но менее удобное приспособление показано на рис. 11. Если затягивание цанги приспособления на рис. 10 производят гайкой с верхним шестигранником, то здесь затягивают винты, расположенные внизу. А в случаях с цилиндрическими толкателями винты оказываются в их колодцах.
В приспособлении, показанном на рис. 12, затягивать что-либо не требуется.
 Стержень клапана зажимается за канавку на его конце, что довольно удобно, но в целом приспособление получается сложным.
Стержень клапана зажимается за канавку на его конце, что довольно удобно, но в целом приспособление получается сложным.Приспособления, изображенные на рис. 10…12, предназначены для клапанов с диаметрами стержней 8 мм. Клапаны с такими стержнями имеют наибольшее распространение (табл. 2). Для изготовления приспособлений для притирки клапанов со стержнями 7 и 9 мм достаточно у деталей 1 (см. рис. 10) и 2 (см. рис. 11,12) изменить диаметр 8+0Д мм на 7+°.i или 9+о,1 мм соответственно.
Приспособление для притирки клапанов при помощи дрели (рис. 13) представляет собой кривошипно-кулисный механизм.
Порядок сборки приспособления приведен ниже, а характер соединения его деталей — в табл. 3.
Порядок сборки приспособления на рис. 13.
1. Штифты 10 и 12 запрессовывают соответственно в детали 9 и 11.
2. Собирают детали 1 и 2, на деталь 1 напрессовывают деталь 11 со штифтом 12. Деталь 1 должна свободно вращаться в детали 2.

3. Аналогично (см. п. 2) собирают детали 7, 8 и 9.
4. В деталь 8 запрессовывают штифт 3, устанавливают детали 6, 4, 5 и деталь 2 в сборе с деталями 1, 11, 12.
5. Внутрь механизма закладывают смазку.
6. Детали 2 и 8 в сборе стягивают болтами М8-30.
Вращательное движение от электродрели передается на валик 1, диск 11 с кривошипом (штифтом) 12 и преобразуется в качательное движение кулисы 4, которое, в свою очередь, преобразуется в требуемое качательное движение рычага 9.
Рычаг 9 соединен с валиком 7, который и обеспечивает движение притирки. Соединение валика 7 с клапаном осуществляется при помощи присоски.
Притирка клапана происходит следующим образом. Одной рукой держим дрель, а другой держимся за корпус 5. Прижимать клапан не требуется, достаточно веса дрели. Приспособление при работе постепенно поворачиваем, перенося зону притирки. Внешним признаком конца притирки, как отмечалось, является получение ровной непрерывной матовой или блестящей полосы шириной 1…2 мм на рабочих поверхностях клапана и его седла.

После притирки тщательно промывают клапаны и седла, чтобы паста не попала на рабочие поверхности стержня клапана и втулки, в противном случае произойдет интенсивный износ последних.
Герметичность притертых клапанов проверяют различными способами. Часто советуют делать это при помощи керосина, налитого в камеру сгорания. Если клапаны, собранные с пружинами, в течение 3…6 мин не пропускают керосин, считается, что притирка выполнена нормально. В случае пропуска керосина притирку повторяют.
Поступают и иначе: керосин заливают в небольшом количестве с другой стороны — во впускные и выпускные каналы. Примерно через минуту керосин сливают. На стыке седла с клапаном не должно быть капель, допускается лишь узкая смоченная полоска. Как показала практика, стремиться к полной герметичности клапанов не обязательно. При работе двигателя клапаны сами прирабатываются к седлам.
Менее трудоемкая проверка герметичности клапанов «на карандаш». Мягким карандашом наносят на фаску клапана 6…8 радиальных линий.
 Установив клапан, нажимают на его тарелку и немного поворачивают в обе стороны. Если притирка нормальная, линии будут стерты.
Установив клапан, нажимают на его тарелку и немного поворачивают в обе стороны. Если притирка нормальная, линии будут стерты.Метки: клапана, Притирка
Притирка клапанов своими руками ваз 2109
Как притереть клапаны своими руками + видео работ в домашних условиях на ВАЗ
Автовладельцам за время длительной эксплуатации машины зачастую приходится сталкиваться с разными трудностями. Одной из них является притирка, или замена клапанов. Однако это один из этапов ремонта ГБЦ, который можно провести своими силами. Как притереть клапаны на авто марок ВАЗ 2106 и 2109?
Для чего нужна притирка клапанов
Основная цель проведения процедуры — обеспечение работоспособности клапанов. Регулярное неосуществление притирки может привести к тому, что клапаны перестанут качественно функционировать — не будут пропускать в камеру сгорания воздух и топливо.
Поводов для притирки клапанов может быть много, основной из них — длительная эксплуатация авто
Притирка клапанов позволяет достичь максимальной герметичности системы. Процедура проводится не только после монтажа новых деталей, но и при их длительной эксплуатации. Например, справиться с «дёрганьем» автомобиля на холостых оборотах ввиду разницы компрессии может именно качественно проведённая притирка.
Способы проведения работ
Форму клапанам можно придавать разными способами — как ручным, так и станочным, однако разница в итоге будет значительной. Наиболее точно выполнить процедуру возможно на станке для обработки клапанов и сёдел, наименее, соответственно, вручную с использованием притирочной пасты.
- Станки. За счёт жёсткой центровки посредством станка проводится точное сопряжение и нарезка фаски клапана и седла.
 В результате такой процедуры создаётся качественный нарезанный профиль высокой точности. Такая обработка не требует дополнительных манипуляций, только промывки и сборки ГБЦ.
В результате такой процедуры создаётся качественный нарезанный профиль высокой точности. Такая обработка не требует дополнительных манипуляций, только промывки и сборки ГБЦ.Станок для притирки клапанов — дорогое удовольствие, не в каждом гараже найдётся
Ручные фрезы. Если нет возможности работать на высокоточном оборудовании, можно провести процедуру притирки клапанов при помощи ручной фрезы. Такие инструменты различаются диаметром, который подбирается под определённую модель двигателя. Всего вырезается три фаски на сёдлах под разными градусами — 30, 45 и 60°. Подобным образом не обрабатываются новые детали, только старые.
Притирку клапанов можно проводить с помощью ручной фрезы
Собственноручная притирка клапанов. Проводится самостоятельно посредством абразивного состава в случае, если поверхности деталей должны быть просто обработаны без внесения значимых изменений. При таком варианте по периметру детали наносится специальная паста, после чего клапан помещается на своё посадочное место.
 Затем деталь необходимо упереть в седло и одновременно вращать вокруг оси, что позволяет полностью стереть все неровности плоскости.
Затем деталь необходимо упереть в седло и одновременно вращать вокруг оси, что позволяет полностью стереть все неровности плоскости.Ручная притирка клапанов — наиболе трудоёмкий вариант проведения работ
После проведения абразивной притирки вся паста должна быть тщательно смыта.
Процесс притирки — процедура, которую можно провести как самостоятельно, так и с помощью специалистов. При осуществлении подобной обработки деталей желательно соблюдать правила:
- менять местами клапаны после притирки нельзя;
- в работе используются абразивные составы разного качества;
- все детали сразу же после притирки тщательно вымываются;
- перед установкой ГБЦ её проверяют на герметичность путём заливки керосина в камеру сгорания.
Головка блока цилиндров перед притиркой снимается. Прежде чем приступать к процедуре, необходимо учесть несколько нюансов:
- перед демонтажем клапанов снимаются их пружины, это позволит легко вытащить их из втулок;
- перед самой процедурой притирки клапаны тщательно осматриваются.
 Если имеются следы дефектов, то их меняют на новые. Нагар очищается при помощи металлической щётки.
Если имеются следы дефектов, то их меняют на новые. Нагар очищается при помощи металлической щётки.
Как притереть в домашних условиях правильно
Притирка клапанов осуществляется несколькими методами. В домашних условиях можно использовать фрезу, однако если её нет, то можно прибегнуть и к ручному способу.
Инструменты для проведения притирочных работ
Используют приспособления двух групп:
- Инструменты, зажимающие и фиксирующие клапан на стержне. На одной стороне размещается ручка, вращением которой достигается желаемый результат;
Инструменты для притирки клапанов можно приобрести либо изготовить своими руками
- Так называемые присоски. Они крепятся на тарелке клапана и тоже имеют ручку. Деталь прижимается к тарелке, а сам инструмент вращается вокруг оси.
Присоски для притирки клапанов имеют различные размеры и для каждой марки автомобиля подбираются индивидуально
Если специального инструментария нет, то можно воспользоваться обычной дрелью или шуруповёртом.
Помимо перечисленных выше приборов, могут понадобиться следующие материалы:
- алмазная либо абразивная паста;
- слабая пружина, которую можно сжать вручную;
- керосин.
Притирочная паста
Притирочная паста для проведения работ должна быть как минимум двух разновидностей
Абразивный материал — одна из главных составляющих, используемых в процедуре притирки клапанов. Приобрести его можно в специализированных автомобильных магазинах.
Перед работой желательно приобрести два тюбика пасты — крупнозернистую и мелкозернистую. Если купить такие составы нет возможности, его можно приготовить самостоятельно из стружки с наждачного камня или бумаги и солидола либо похожего вещества. Готовая паста должна по структуре напоминать сметану.
Шарошка
Шарошка, используемая для восстановления сёдел клапанов, не всегда необходима при притирке, однако запастись ей не помешает
Сёдла клапанов восстанавливаются при помощи этого инструмента. Необходимость его применения определяется по состоянию сёдел. Если на них имеется нагар и раковины, дефекты фасок (наличие ступенек или скруглений), то используется шарошка.
Необходимость его применения определяется по состоянию сёдел. Если на них имеется нагар и раковины, дефекты фасок (наличие ступенек или скруглений), то используется шарошка.
Поскольку на ВАЗ 2106 и ВАЗ 2109 величины и формы сёдел различаются, то подбирается определённый инструментарий. Чтобы сократить время обработки клапана, можно воспользоваться дрелью. С этой целью шарошку крепят в патроне и удаляют верхний слой металла. Выработку прекращают после того, как появится ровный и блестящий круг.
Инструменты для притирочных работ
Собрать прибор для проведения притирки клапанов можно своими руками, использовав для этого сверло, дрель, шланг и два хомута. На конец сверла крепится шланг, место соединения перетягивается хомутом, а само сверло вставляется в патрон дрели. К стержню клапана прикрепляется второй конец шланга.
Дрель с хомутами и шлангом — эконом-вариант инструмента для притирки клапанов
Заменить такой инструмент можно специальной присоской, крепящейся к тарелке клапана и вставляющейся в патрон дрели. При выборе такого инструмента проверяется качество материала, из которого он изготовлен, поскольку при некачественном исполнении работа может постоянно прерываться.
При выборе такого инструмента проверяется качество материала, из которого он изготовлен, поскольку при некачественном исполнении работа может постоянно прерываться.
Притирку клапанов и сёдел проводят при соблюдении определённых условий:
- Процесс осуществляют в обе стороны.
- Чтобы не допускать перегрев поясков и сёдел, скорость вращения патрона дрели выставляют в пределах 500 оборотов в минуту.
Притирка клапанов на ВАЗ 2109 при помощи пасты своими руками
- На клапан натягивается пружина, после чего он вставляется обратно в гнездо.
Клапан оснащается пружиной и помещается в гнездо
- На ножку устанавливается специальный инструмент и фиксируется при помощи винта.
Инструмент устанавливается на клапан с пружиной
- На основание тарелки наносится абразивный состав.
Абразивная паста на тарелке клапана должна быть распеделена равномерно
- Притирка осуществляется посредством вращения клапана в обе стороны.
 Выполняется порядка 5 движений, затем деталь переворачивается и процедура повторяется.
Выполняется порядка 5 движений, затем деталь переворачивается и процедура повторяется.Так осуществляется ручная притирка клапана
- Работа осуществляется до появления на седле и тарелке клапана серого стального кольца.
Так проявляется серое кольцо на тарелке клапана (справа)
- После притирки детали вытираются и вымываются керосином и мягкой тряпкой.
Так должен выглядеть клапан после притирки и промывки
Видео в помощь новичку
Как притереть на станке
При проведении притирки клапанов желательно воспользоваться специальным станком.
- В фиксаторе размещается клапан, после чего включается станок. Клапан крутят в сторону, противоположную направлению вращения шлифовального круга, с меньшей скоростью.
Станки для притирки клапанов обычно есть лишь в автосервисах, и то не во всех
- Слишком активно подвергать деталь шлифовке не стоит — процесс прекращается, как только становится непрерывным.

Шлифовка клапана на станке должна проводиться аккуратно, без фанатизма
- Клапан снимается со станка и протирается керосином.
Так выглядит клапан после притирки на станке. Разница между ручным и автоматизированным способами видна сразу
- После притирки проводится визуальная проверка ГБЦ. Сёдла притираются только в том случае, если на них нет дефектов. Прогар убирается посредством шарошки.
Шарошка нужна только для устранения нагара
Как осуществляются работы (видео)
Проверка качества выполненных операций
Проверить качество выполненной работы можно несколькими средствами:
- керосином;
- воздухом;
- карандашом.
Самый эффективный способ проверки — применение вакуум-тестера, который имитирует процессы, проходящие в двигателе автомобиля. Пропускаемый газ вырывается через возможные щели.
Проверку ГБЦ вакуум-тестером лучше осуществлять в специализированном сервисе, приобретение тестера достаточно накладно
Со стороны как впускного, так и выпускного коллекторов подключается прибор, в результате чего образуется вакуум. При плохой притирке клапанов манометр будет фиксировать минимальный уровень давления, поскольку через щели проходит воздух, чего в норме не должно быть.
При плохой притирке клапанов манометр будет фиксировать минимальный уровень давления, поскольку через щели проходит воздух, чего в норме не должно быть.
Ещё один способ проверки — использование керосина. ГБЦ располагается таким образом, чтобы камера сгорания была направлена вверх, а поверх наливают керосин. Бытует мнение, что за ночь керосин при неправильно проведённой притирке должен вытечь, однако на деле это не совсем так и названный метод не является достаточно эффективным.
Проверка герметичности ГБЦ керосином — не самый достоверный метод контроля
Равномерность распределения специального маркирующего вещества — ещё один вариант проверки. По всей окружности клапанного седла рисуются радиальные риски, после чего деталь вставляется на место, прижимается и прокручивается. Затем её вынимают и осматривают сложившийся узор. Если риски были стёрты и всё основание седла прокрасилось равномерно, то клапан можно пускать в эксплуатацию. В противном случае притирку проводят ещё раз.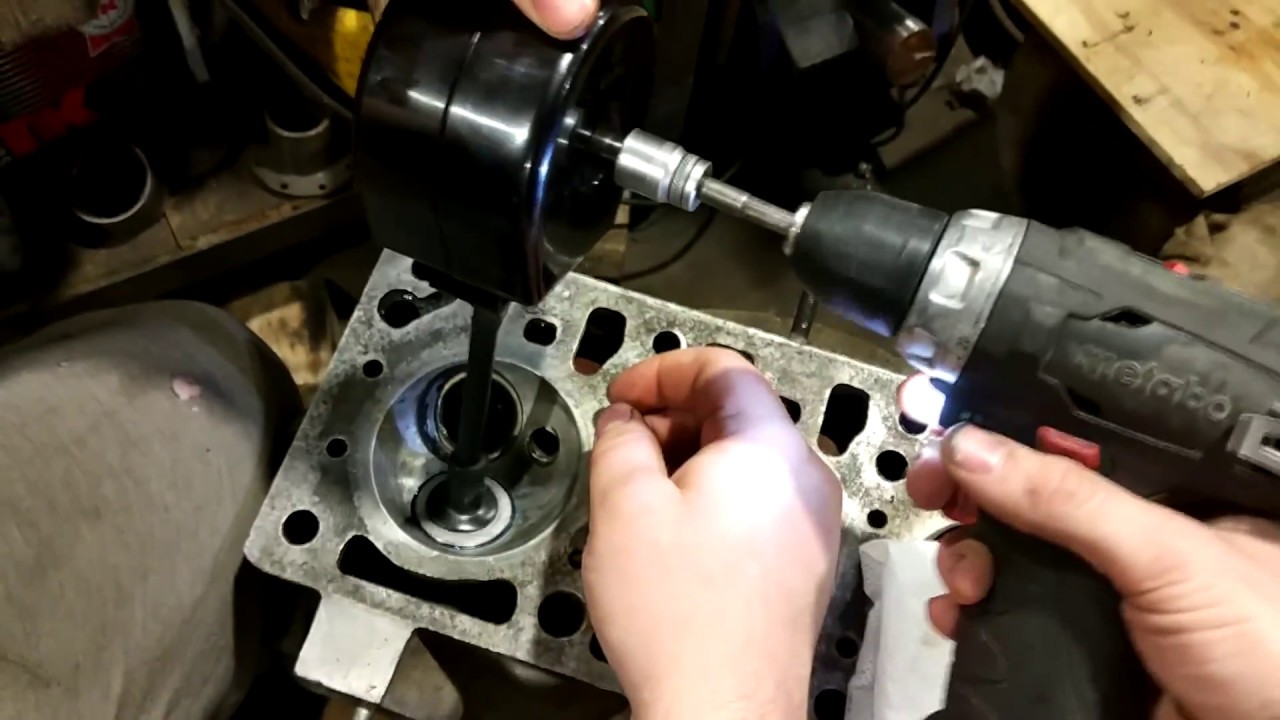
Притирка клапанов — необходимая процедура, обеспечивающая нормальное функционирование ГБЦ автомобиля. Проводить её, несмотря на всю простоту работы и доступность материалов, лучше всего при помощи специалистов: это гарантирует длительный срок эксплуатации не только клапанов, но и двигателя машины в целом.
- Автор: Михаил Рассветный
- Распечатать
AndreyOGOGO › Блог › Ремонт ВАЗ 2109. Снятие головы, замена МСК, притирка и регулировка клапанов, свечи провода, сальники КВ и РВ, ролик и ремень ГРМ и др. ЧАСТЬ 2.
К сожалению мне не удалось зафиксировать весь процесс ремонта. Но опишу словами что в итоге было сделано, какие запчасти заменены и сколько денег на все это ушло…После снятие головы, беглый осмотр поршней показал, что мотору осталось не долго, все поршни болтаются, сильный нагар на днищах.
Картина маслом.
Тем временем мне сделали ремонтную шпильку, съездил на Фрунзе забрал ГБЦ и привез на работу что заменить МСК и притереть клапана.
Отмыл как мог, истратил 3 баллона карбочиста и много времени.
Башку осматриваем со всех сторон на наличие трещин и раковин. Постелям конец. Вообще их ремонтируют, напылением, потом меняют или точат вал…При желание можно мотор превратить в новыйЮ но стоит будет неоправданно дорого.ГБЦ перед рассухариванием.
Вот такой рассухариватель использовал, небо и земля по сравнению с рычажным. Просто сказка, две секунды и клапан в руках. Когда нарабатываешь снаровку чтобы рассухарить 8 клапанов уходит минут 5 от силы. Вообще класс. Это была самая интересная часть работы.Такая вот приблуда. Стоимость около 3000р.
Работать им легко, ориентируешь по клапану, поджимаешь, если надо можно чуть подкрутить чтобы извлечь сухари.В работе.
Сухари достаются магнитом.Когда сухарь освобожден он легко притягивается магнитом.
После рассухаривания все клапаны располагаем по порядку.с 1го по 8
По замене МСК тоже особых проблем нет, СОВЕТ: не парьте мозг купите щипцы, стоят 800р, экономят кучу времени и нервов. В таких ГБЦ колпачки расположены глубоко и их неудобно доставать, особенно когда они старые и высохшие как в этом случае.К своему удивлению, я обнаружил обломанную направляшку в одном из цилиндров…пришлось заменить. Делается элементарно, без всяких нагревов. Старая просто выбивается аккуратно, переставляем стопор на новую и аккуратно запрессовываем не сильно стуча молотком.
В таких ГБЦ колпачки расположены глубоко и их неудобно доставать, особенно когда они старые и высохшие как в этом случае.К своему удивлению, я обнаружил обломанную направляшку в одном из цилиндров…пришлось заменить. Делается элементарно, без всяких нагревов. Старая просто выбивается аккуратно, переставляем стопор на новую и аккуратно запрессовываем не сильно стуча молотком.
Я забыл оправку для МСК в гараже, которую в свое время брал для Волжанки, ее с легкостью заменила длинная головка на 12, вообще залетели со свистом.
Приспособа дли притирки не налезла на девяточные клапана, пришлось делать по старинке. Использовал алмазную пасту 1 и 2го номера. Мудрить с дрелью и шлангами не стал, всего 8 клапанов. Притирка много времени не отняла.
Даже передеваться не стал. На одном дыхании пролетела вся работа, самая интересная часть.
Вот так и притирал. Пока не появится матовый поясок на клапане и седле. Компрессия будет гораздо лучше.
В целом на этом основная часть работы и закончилась осталось только все собрать обратно. Тоже ничего сложного. Но все таки один момент меня сбил столку. После того, как все было установлено обратно, при запуске мотора я заметил что ремень ЖРЕТ, он тупо слазит. Об этом я читал, и морально был готов. пути решение разные, но временные. Чтобы избавится надо делать комплексно, а это валы и шкивы. Ну в нашем случае задача другая. Сильные сомнения вызвала шестерня КВ…кто то уже лазил…шпонка разбита, шестерня болтается. купил новые детали поставил, немного точнул шайбу под роликом. Все одеваю обратно, уже лучше. Но ремень все равно не много сполз, разбитые постели и возможный перекос шпильки ролика дают о себе знать. Хотя насчет шпильки сомневаюсь, делали на станке и спецы старой школы, ошибки быть не может.Окончательно все собрав, завожу мотор прогреваю, смотрю жидкости. Все ок, пробка в СО ушла, жижа стоит на месте, температура в норме. и даже чек погас, а горел до ремонта. Машина стала работать по ровнее, ушли хлопки в глушителе.
Тоже ничего сложного. Но все таки один момент меня сбил столку. После того, как все было установлено обратно, при запуске мотора я заметил что ремень ЖРЕТ, он тупо слазит. Об этом я читал, и морально был готов. пути решение разные, но временные. Чтобы избавится надо делать комплексно, а это валы и шкивы. Ну в нашем случае задача другая. Сильные сомнения вызвала шестерня КВ…кто то уже лазил…шпонка разбита, шестерня болтается. купил новые детали поставил, немного точнул шайбу под роликом. Все одеваю обратно, уже лучше. Но ремень все равно не много сполз, разбитые постели и возможный перекос шпильки ролика дают о себе знать. Хотя насчет шпильки сомневаюсь, делали на станке и спецы старой школы, ошибки быть не может.Окончательно все собрав, завожу мотор прогреваю, смотрю жидкости. Все ок, пробка в СО ушла, жижа стоит на месте, температура в норме. и даже чек погас, а горел до ремонта. Машина стала работать по ровнее, ушли хлопки в глушителе.
Отдельный момент про регулировку клапанов. Очень жаль что не получилось у меня сфотать, делал один и все это так не удобно что капец, доставать эти шайбы без приспособы нужна сноровка…ну часа через 1.5 я ее приобрел. После замеров стало ясно что в допуске один клапан. Посчитал какие шайбы нужны, поехал в магаз взял несколько штук. Давать опять выставлять, все ок зазоры норм, прокручиваю колено, опять мерию — зазоры уходят на двух клапанах, че только не делал, зазоры уходят и все. Постели мать их. В итоге один клапан немного цокает. Но ни че, главное не зажат. Все равно потребуется повторная регулировка.
Очень жаль что не получилось у меня сфотать, делал один и все это так не удобно что капец, доставать эти шайбы без приспособы нужна сноровка…ну часа через 1.5 я ее приобрел. После замеров стало ясно что в допуске один клапан. Посчитал какие шайбы нужны, поехал в магаз взял несколько штук. Давать опять выставлять, все ок зазоры норм, прокручиваю колено, опять мерию — зазоры уходят на двух клапанах, че только не делал, зазоры уходят и все. Постели мать их. В итоге один клапан немного цокает. Но ни че, главное не зажат. Все равно потребуется повторная регулировка.
Заняло в общем все это дело 3 дня если не учитывать перерывы на основную работу. Очень много времени потратил на езду за запчастями.В итоге что было заменено:1. МСК и одна направляющая клапана, клапана очищены от нагара и притерты.2. прокладка ГБЦ, очищены камеры сгорания.3. прокладка крышки клапанов.4. ремень ГРМ, ролик, сделана ремонтная шпилька.5. шестерня КВ и шпонка.6. сальники КВ и РВ.7. свечи и ВВ бронепровода.8. масло и масл. фильтр.9. антифриз.10.прокладка ВП и ВЫП коллекторов.Использована куча герметика, пришлось заменить несколько хомутов и гору болтов.По деньгам примерно такая ситуцация, это то что пришлось докупить для ремонта(часть запчастей предоставлена хозяином):1.Масло + фильтр ~ 980p2.Шестерня КВ ~ 84р3.Шпонка КВ ~ 35р4.Спец. ключ для ролика(редкое уеб.ще, один сломал, пришлось брать еще) ~ 50р.5.Регулировочные шайбы ~ 500р6.Сальник КВ ~ 100р(сальник из комплекта оказался с ТРЕЩИНОЙ! пришлось брать отдельно)7.Шпилька и нарезка резьбы ~ работа 300 + бенз8.Прокладка ВЫП и ВП коллекторов ~ 100р10.Щипцы для снятия МСК ~ 850р11.Антифриз 5кг ~ 320р.12. Направляющие клапанов ~ 180р.13. Ключи для откручивания рул.наконечников от тяг ~ 350р.
фильтр.9. антифриз.10.прокладка ВП и ВЫП коллекторов.Использована куча герметика, пришлось заменить несколько хомутов и гору болтов.По деньгам примерно такая ситуцация, это то что пришлось докупить для ремонта(часть запчастей предоставлена хозяином):1.Масло + фильтр ~ 980p2.Шестерня КВ ~ 84р3.Шпонка КВ ~ 35р4.Спец. ключ для ролика(редкое уеб.ще, один сломал, пришлось брать еще) ~ 50р.5.Регулировочные шайбы ~ 500р6.Сальник КВ ~ 100р(сальник из комплекта оказался с ТРЕЩИНОЙ! пришлось брать отдельно)7.Шпилька и нарезка резьбы ~ работа 300 + бенз8.Прокладка ВЫП и ВП коллекторов ~ 100р10.Щипцы для снятия МСК ~ 850р11.Антифриз 5кг ~ 320р.12. Направляющие клапанов ~ 180р.13. Ключи для откручивания рул.наконечников от тяг ~ 350р.
Ну часть запасов из гаража, герметики, хомуты и болты. Немного больше 4тыс.р. Как то так. Было геморно и интересно.
Как делается притирка клапанов ВАЗ-2109 своими руками
Клапана несут одну из основных функций. Они открываются для выпуска основных газов и закрываются, чтобы создать давление в цилиндрах. Двигатель ВАЗ-2109 может иметь 16 или 8 клапанов. Некорректная работа мотора, появление стука порой свидетельствует о незначительных повреждениях этих элементов или их неполном прилегании. Притирка клапанов на автомобиле ВАЗ-2109 выполняется одинаково, вне зависимости от модификации двигателя.
Двигатель ВАЗ-2109 может иметь 16 или 8 клапанов. Некорректная работа мотора, появление стука порой свидетельствует о незначительных повреждениях этих элементов или их неполном прилегании. Притирка клапанов на автомобиле ВАЗ-2109 выполняется одинаково, вне зависимости от модификации двигателя.
Читайте также: Почему плохо заводится на холодную ВАЗ-2109 и что делать
Почему необходима притирка
Обычно мысль о необходимости притирки возникает после проверки компрессии или капитального ремонта двигателя. При высоком его уровне шатунно-поршневая группа работает хорошо. При слишком низкой компрессии автомобиль может не заводиться. Кроме клапанов за компрессию отвечает состояние головки блока цилиндров.
Чаще всего притирку проводят после капитальной переборки мотора. Из-за демонтажа и замены деталей появляются зазоры в клапанной системе. Настроить ее работу можно в домашних условиях, для этого вам придется иметь нужные инструменты. Если вы не уверены, что настройка и притирка вам под силу, стоит обратиться к профессионалам.
Читайте также: Как сделать обвесы на ВАЗ-2109 своими руками
Чем выполняются работы
Для притирки необходимо иметь под рукой следующие инструменты:
- «Шарошки» – насадки для восстановления клапанных седел, ими устраняются повреждения. Обычно продаются наборами, в которых собраны приспособления для разных двигателей. Насадка выбирается по характеристикам силовых установок – углу и диаметру его клапанной системы.
- Притирочная паста – главный инструмент при работе. Может быть крупнозернистой или наоборот мелкофракционной. Первая используется для сглаживания крупных неровностей, а вторая для финального оттачивания. При выборе отдавайте предпочтение пастам от известных производителей.
- Если клапанная система сильно деформирована, то понадобятся новые ее элементы. Меняйте клапана, если вы не можете выровнять старые.
- Резиновый шланг и дрель понадобятся в качестве дополнительного оборудования.
Можно использовать специальное приспособление, похожее на пружинку с ручкой. В этом случае работу придется сделать руками. Дрель же позволит приложить минимум усилий.
В этом случае работу придется сделать руками. Дрель же позволит приложить минимум усилий.
Основные методики выполнения работ
Правильная притирка может быть проведена одним из методов:
- На вращающейся части дрели закрепите резиновую трубку хомутами. С их же помощью на конце трубки установите клапан смазанный по краям притирочной пастой. Закрепите головку на столе и вставьте подготовленную деталь в седло. Запустите дрель в режиме, допускающем не более 500 оборотов в минуту. Важно делать не только круговые движения, но и делать повороты на 30-35 градусов. Работа считается завершенной, когда на поверхности элемента появился полоса пасты, толщиной около 2 миллиметров. Этот способ считается не самым эффективным, но он любим многими владельцами ВАЗ-2109. Лишнюю пасту уберите керосином.
- Более эффективный вариант – ручная работа с помощью шарошек. Демонтируйте клапана и удалите с них нагар при помощи металлической щетки. Действовать нужно аккуратно, чтобы не поцарапать металл.
 Если толщина нагара невелика, можно опустить этот шаг. Притереть клапана можно последовательной сменой шарошек в последовательности 45, 15 и 75 градусов. Проверьте индикатором концентричность – биение должно быть не более 0,03 мм. Далее подставьте под клапан слабую пружину, обработайте пастой фаски седла и клапана. С небольшим нажимом поверните клапан на 120 градусов в одну сторону и на 100 в другую. Делайте так пока поверхность не сровняется.
Если толщина нагара невелика, можно опустить этот шаг. Притереть клапана можно последовательной сменой шарошек в последовательности 45, 15 и 75 градусов. Проверьте индикатором концентричность – биение должно быть не более 0,03 мм. Далее подставьте под клапан слабую пружину, обработайте пастой фаски седла и клапана. С небольшим нажимом поверните клапан на 120 градусов в одну сторону и на 100 в другую. Делайте так пока поверхность не сровняется.
В обоих случаях появление серой дорожки – признак качественно выполненной работы. Второй вариант требует больше затрат сил, но результат получается более долговечным. Притирка требует большой точности и особых навыков. К ней стоит подготовиться заранее, например, посмотрите инструкцию по выполнению этой работы на видео.
https://www.youtube.com/watch?v=3TJDN50kCho
Притирка клапанов двигателя ВАЗ своими руками
Вы провели капитальный ремонт двигателя, заменили поршневые кольца, прокладку и другие элементы силового агрегата? Работа ещё не окончена. Чтобы мотор функционировал правильно, нужно правильно притереть клапана. Если не выполнить процедуру, клапана могут работать некачественно — например, пропускать бензин и воздух в закрытую камеру сгорания. Это ухудшит ходовые характеристики двигателя и со временем может привести к поломке. Притирка помогает добиться максимальной герметичности. Выполнять работу надо не только после установки новых клапанов — нередко она нужна и в случаях, когда изделия давно не менялись. Причиной «дёрганий» авто на холостых оборотах может являться разность компрессии в цилиндрах. Притирка — единственный способ справиться с проблемой. ➤ С помощью специального станка. На самом деле такой агрегат не выполняет притирку — он нарезает фаску седла и клапана, благодаря чему удаётся добиться как можно более жёсткой центровки и обеспечить точное сопряжение. Результатом становится нарезанный профиль высокой прочности, обеспечивающий качественную работу двигателя. Преимуществом метода является простота — после обработки останется только помыть и собрать головку.
Чтобы мотор функционировал правильно, нужно правильно притереть клапана. Если не выполнить процедуру, клапана могут работать некачественно — например, пропускать бензин и воздух в закрытую камеру сгорания. Это ухудшит ходовые характеристики двигателя и со временем может привести к поломке. Притирка помогает добиться максимальной герметичности. Выполнять работу надо не только после установки новых клапанов — нередко она нужна и в случаях, когда изделия давно не менялись. Причиной «дёрганий» авто на холостых оборотах может являться разность компрессии в цилиндрах. Притирка — единственный способ справиться с проблемой. ➤ С помощью специального станка. На самом деле такой агрегат не выполняет притирку — он нарезает фаску седла и клапана, благодаря чему удаётся добиться как можно более жёсткой центровки и обеспечить точное сопряжение. Результатом становится нарезанный профиль высокой прочности, обеспечивающий качественную работу двигателя. Преимуществом метода является простота — после обработки останется только помыть и собрать головку. Притирка клапанов с помощью станка ➤ С помощью ручной фрезы. Нет станка? Используйте ручную фрезу. Существует множество агрегатов такого типа, каждый из которых предназначен для определённой модели двигателя. С помощью фрезы можно обрабатывать старые клапана. Преимущество метода — высокая точность и отсутствие необходимости искать дорогое оборудование. ➤ Притирка своими руками. Если клапан не нужно серьёзно править, если под рукой нет ни станка, ни фрезы — этот вариант будет лучшим выбором. Неровности удаляются абразивной пастой, после чего изделие можно смело использовать. Главное достоинство метода — его можно использовать в любой момент, в любом месте. Для осуществления процесса нужно снять головку блока цилиндров. ➤ Чтобы извлечь клапана из втулок, которые их направляют, надо предварительно убрать пружины клапанов. Для этого можно применять инструменты для клапанов, доступные в специализированных магазинах. ➤ Обычно на стержень приспособления надевают резиновый шланг и хомуты. Вместо этого можно использовать наконечник со сквозным резьбовым отверстием в боковой стенке.
Притирка клапанов с помощью станка ➤ С помощью ручной фрезы. Нет станка? Используйте ручную фрезу. Существует множество агрегатов такого типа, каждый из которых предназначен для определённой модели двигателя. С помощью фрезы можно обрабатывать старые клапана. Преимущество метода — высокая точность и отсутствие необходимости искать дорогое оборудование. ➤ Притирка своими руками. Если клапан не нужно серьёзно править, если под рукой нет ни станка, ни фрезы — этот вариант будет лучшим выбором. Неровности удаляются абразивной пастой, после чего изделие можно смело использовать. Главное достоинство метода — его можно использовать в любой момент, в любом месте. Для осуществления процесса нужно снять головку блока цилиндров. ➤ Чтобы извлечь клапана из втулок, которые их направляют, надо предварительно убрать пружины клапанов. Для этого можно применять инструменты для клапанов, доступные в специализированных магазинах. ➤ Обычно на стержень приспособления надевают резиновый шланг и хомуты. Вместо этого можно использовать наконечник со сквозным резьбовым отверстием в боковой стенке. В это отверстие вворачивается болт, фиксирующий стержень клапана. ➤ Перед притиркой осмотрите клапана. Если на них есть следы деформации (погнутости и трещины) – такие изделия использовать нельзя. Замените их новыми. Имеется нагар? Очистите его — для этого можно применять жёсткую щётку. Притирать клапана можно несколькими способами. Оптимальный вариант — использование станков и фрез, но они не всегда есть рядом. В таком случае лучше прибегнуть к ручному варианту. Приспособления для притирки подразделяются на 2 группы. 1. Зажимающие клапан сверху, фиксирующиеся на стержне. На одной из сторон располагается ручка. Для достижения результата её нужно тянуть и вращать. 2. «Присоски». Фиксируются на тарелке клапана, также оснащаются ручкой. Для использования надо прижать клапан к тарелке и вращать приспособление в разные стороны. Инструмент для притирки клапанов: зажимающая сверху модель При отсутствии инструмента подойдут шуруповёрт или дрель. Вне зависимости от выбранного инструмента вам понадобятся следующие приспособления: ✔ абразивная или алмазная паста; ✔ пружина — такая, чтобы можно было без труда сжать руками и надеть на клапан; ✔ керосин.
В это отверстие вворачивается болт, фиксирующий стержень клапана. ➤ Перед притиркой осмотрите клапана. Если на них есть следы деформации (погнутости и трещины) – такие изделия использовать нельзя. Замените их новыми. Имеется нагар? Очистите его — для этого можно применять жёсткую щётку. Притирать клапана можно несколькими способами. Оптимальный вариант — использование станков и фрез, но они не всегда есть рядом. В таком случае лучше прибегнуть к ручному варианту. Приспособления для притирки подразделяются на 2 группы. 1. Зажимающие клапан сверху, фиксирующиеся на стержне. На одной из сторон располагается ручка. Для достижения результата её нужно тянуть и вращать. 2. «Присоски». Фиксируются на тарелке клапана, также оснащаются ручкой. Для использования надо прижать клапан к тарелке и вращать приспособление в разные стороны. Инструмент для притирки клапанов: зажимающая сверху модель При отсутствии инструмента подойдут шуруповёрт или дрель. Вне зависимости от выбранного инструмента вам понадобятся следующие приспособления: ✔ абразивная или алмазная паста; ✔ пружина — такая, чтобы можно было без труда сжать руками и надеть на клапан; ✔ керосин. Нет возможности раздобыть абразивную пасту? Приготовьте её! Для этого понадобится наждачная бумага с мелким зерном или стружка наждачного камня. Снимите с неё камни и смешайте их с солидолом или аналогичным веществом в пропорции 2 к 1. По консистенции смесь должна напоминать шампунь. В крайнем случае в качестве основы сгодится и стандартное моторное масло. Нанесение абразивной пасты 1. Возьмите клапан в руки и наденьте на него пружину. Верните клапан на место, обратно в машину. 2. Подожмите его пальцами и установите на ножку заранее подготовленный инструмент. 3. Винтом зафиксируйте инструмент на клапане. 4. Нанесите на притирочную плоскость тарелки абразивную пасту. 5. Вращайте клапан в обе стороны, выполняя притирку. Нужно выполнить около 5 движений, после чего следует поднять изделие, перевернуть его на 90 градусов и повторить действия. 6. Выполняйте процедуру, пока на тарелке и седле головки не появится матовое кольцо серого цвета. 7. По завершении работ со всеми клапанами протрите их керосином и тщательно вытрите ветошью.
Нет возможности раздобыть абразивную пасту? Приготовьте её! Для этого понадобится наждачная бумага с мелким зерном или стружка наждачного камня. Снимите с неё камни и смешайте их с солидолом или аналогичным веществом в пропорции 2 к 1. По консистенции смесь должна напоминать шампунь. В крайнем случае в качестве основы сгодится и стандартное моторное масло. Нанесение абразивной пасты 1. Возьмите клапан в руки и наденьте на него пружину. Верните клапан на место, обратно в машину. 2. Подожмите его пальцами и установите на ножку заранее подготовленный инструмент. 3. Винтом зафиксируйте инструмент на клапане. 4. Нанесите на притирочную плоскость тарелки абразивную пасту. 5. Вращайте клапан в обе стороны, выполняя притирку. Нужно выполнить около 5 движений, после чего следует поднять изделие, перевернуть его на 90 градусов и повторить действия. 6. Выполняйте процедуру, пока на тарелке и седле головки не появится матовое кольцо серого цвета. 7. По завершении работ со всеми клапанами протрите их керосином и тщательно вытрите ветошью. Так должен выглядеть клапан после притирки Если есть доступ к станку, лучше воспользоваться им. 1. Зажмите клапан в специальном фиксаторе, включите станок. Шлифовальный круг быстро вращается в одну сторону, клапан — в другую, медленнее. Аккуратно подводите изделие к кругу и притирайте его. 2. Не шлифуйте изделие слишком сильно. Прекратите обработку, как только процесс шлифовки станет непрерывным. 3. Остановите агрегат, снимите клапан и протрите его керосином. 4. После этого нужно осмотреть головку блока цилиндров. Изучите седла, запрессованные в головке. Притирать их можно только при отсутствии повреждений. Если на сёдлах имеется прогар, обработайте его шарошкой — пока серое кольцо не возникнет по всему кругу. Чтобы обработать седла, нужна вот такая шарошка Есть три способа проверки правильности притирки клапана. ➤ С помощью вакуум-тестера. Самый надёжный и простой вариант. Подключите инструмент к каждому отверстию со сторон впускного и выпускного коллекторов. Теперь используйте его. Если клапана притёрты плохо, уровень разряжения на манометре будет недостаточным.
Так должен выглядеть клапан после притирки Если есть доступ к станку, лучше воспользоваться им. 1. Зажмите клапан в специальном фиксаторе, включите станок. Шлифовальный круг быстро вращается в одну сторону, клапан — в другую, медленнее. Аккуратно подводите изделие к кругу и притирайте его. 2. Не шлифуйте изделие слишком сильно. Прекратите обработку, как только процесс шлифовки станет непрерывным. 3. Остановите агрегат, снимите клапан и протрите его керосином. 4. После этого нужно осмотреть головку блока цилиндров. Изучите седла, запрессованные в головке. Притирать их можно только при отсутствии повреждений. Если на сёдлах имеется прогар, обработайте его шарошкой — пока серое кольцо не возникнет по всему кругу. Чтобы обработать седла, нужна вот такая шарошка Есть три способа проверки правильности притирки клапана. ➤ С помощью вакуум-тестера. Самый надёжный и простой вариант. Подключите инструмент к каждому отверстию со сторон впускного и выпускного коллекторов. Теперь используйте его. Если клапана притёрты плохо, уровень разряжения на манометре будет недостаточным. ➤ С помощью керосина. Установите клапана на место, положите головку вверх камерой сгорания и налейте сверху керосин. Оставьте их так на несколько часов. Если керосин не вытек — всё в порядке. Эксперты не рекомендуют использовать этот метод, так как он не слишком надёжен. ➤ С помощью карандаша. Рисуем радиальные линии по всей окружности рабочей кромки седла клапана. Устанавливаем клапан на место, крепко прижимаем его и вращаем по кругу. Достаём изделие и смотрим на узор. Если линии стёрлись и равномерно закрасили поверхность — всё в порядке. Если имеются неровности — притирка выполнена неправильно. Притирка клапанов обеспечивает нормальную работу двигателя. Обязательно регулярно прибегайте к процедуре — так вы сможете избежать проблем с силовым агрегатом.
➤ С помощью керосина. Установите клапана на место, положите головку вверх камерой сгорания и налейте сверху керосин. Оставьте их так на несколько часов. Если керосин не вытек — всё в порядке. Эксперты не рекомендуют использовать этот метод, так как он не слишком надёжен. ➤ С помощью карандаша. Рисуем радиальные линии по всей окружности рабочей кромки седла клапана. Устанавливаем клапан на место, крепко прижимаем его и вращаем по кругу. Достаём изделие и смотрим на узор. Если линии стёрлись и равномерно закрасили поверхность — всё в порядке. Если имеются неровности — притирка выполнена неправильно. Притирка клапанов обеспечивает нормальную работу двигателя. Обязательно регулярно прибегайте к процедуре — так вы сможете избежать проблем с силовым агрегатом. Имеется автомобиль Нива Шевроле 2016 года рождения с кондиционером ну и т.д. С самого начала при запуске двигателя был небольшой шум буквально 1-2 секунды, ну как бы любому кто немного понимает принцип работы грм у шнивы может легко понять, что шум и. .. Замена ГРМ Лада Гранта 8 клапанов требуется раз в 75 тысяч километров пробега. Если игнорировать плановую замену ремня, натяжного ролика и иногда помпы (насоса охлаждающей жидкости), то можно нарватся на серьезный ремонт двигателя Lada Granta. Ведь о… АвтоВАЗ для оптимизации производства автомобилей и снижения их стоимости для моделей разных семейств используется одни и те же комплектующие. Примером такой сборки является печка автомобиля ВАЗ-2114, относящегося к семейству «Самара-2». При проектиро… Наверняка с каждым автовладельцем, который эксплуатирует свою машину хотя бы более пяти лет, случались проблемы, когда севший аккумулятор не мог запустить мотор, а если быть точнее — то напряжения было недостаточно для того, чтобы крутить стартер. Ес… .. Замена ГРМ Лада Гранта 8 клапанов требуется раз в 75 тысяч километров пробега. Если игнорировать плановую замену ремня, натяжного ролика и иногда помпы (насоса охлаждающей жидкости), то можно нарватся на серьезный ремонт двигателя Lada Granta. Ведь о… АвтоВАЗ для оптимизации производства автомобилей и снижения их стоимости для моделей разных семейств используется одни и те же комплектующие. Примером такой сборки является печка автомобиля ВАЗ-2114, относящегося к семейству «Самара-2». При проектиро… Наверняка с каждым автовладельцем, который эксплуатирует свою машину хотя бы более пяти лет, случались проблемы, когда севший аккумулятор не мог запустить мотор, а если быть точнее — то напряжения было недостаточно для того, чтобы крутить стартер. Ес… |
Сцепление ЯМЗ 238 – это сухое двухдисковое сцепление фрикционного типа цилиндрические пружины у механизма имеют периферическое расположение. Мощность двигателя и собственно конструктивные особенности механизма очень часто приводят к тому, что неправи.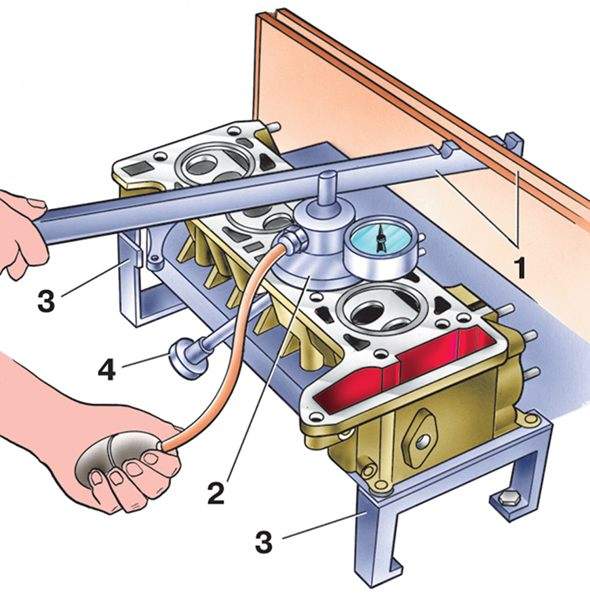 .. Снятие бампера Весты выполняется для его последующего ремонта, тюнинга или замены на новый. Процесс демонтажа не сложный и не требует особых навыков, но имеет свои особенности, например, необходимо иметь ключи Torx T30 и T20 (звездочка). … Также называемый карбон, углепластик или материал из углеродного волокна (углеволокно) состоит из очень тонких углеродных нитей. Углеродные волокна имеют высокую прочность на разрыв для своих размеров. Каждое волокно имеет диаметр 5-10 мкм. Чтобы дат… Двигатель 1968 куб.см имеет диаметр цилиндров и рабочий ход 81,0 х 95,5 мм, а степень сжатия — 16,2: 1. Выходная мощность составляет 150 л.с. при 3500 об/мин и 236 Нм крутящего момента между 1750 и 3000 об/мин. Осно… .. Снятие бампера Весты выполняется для его последующего ремонта, тюнинга или замены на новый. Процесс демонтажа не сложный и не требует особых навыков, но имеет свои особенности, например, необходимо иметь ключи Torx T30 и T20 (звездочка). … Также называемый карбон, углепластик или материал из углеродного волокна (углеволокно) состоит из очень тонких углеродных нитей. Углеродные волокна имеют высокую прочность на разрыв для своих размеров. Каждое волокно имеет диаметр 5-10 мкм. Чтобы дат… Двигатель 1968 куб.см имеет диаметр цилиндров и рабочий ход 81,0 х 95,5 мм, а степень сжатия — 16,2: 1. Выходная мощность составляет 150 л.с. при 3500 об/мин и 236 Нм крутящего момента между 1750 и 3000 об/мин. Осно… |
Как притереть клапана своими руками + видео работ в домашних условиях на ВАЗ
Вы провели капитальный ремонт двигателя, заменили поршневые кольца, прокладку и другие элементы силового агрегата? Работа ещё не окончена. Чтобы мотор функционировал правильно, нужно правильно притереть клапана.
Зачем нужно притирать клапана
Если не выполнить процедуру, клапана могут работать некачественно — например, пропускать бензин и воздух в закрытую камеру сгорания. Это ухудшит ходовые характеристики двигателя и со временем может привести к поломке. Притирка помогает добиться максимальной герметичности. Выполнять работу надо не только после установки новых клапанов — нередко она нужна и в случаях, когда изделия давно не менялись. Причиной «дёрганий» авто на холостых оборотах может являться разность компрессии в цилиндрах. Притирка — единственный способ справиться с проблемой.
Как добиться результата в домашних условиях
Притирка клапанов своими руками
Для осуществления процесса нужно снять головку блока цилиндров.
- Чтобы извлечь клапана из втулок, которые их направляют, надо предварительно убрать пружины клапанов. Для этого можно применять инструменты для клапанов, доступные в специализированных магазинах.
- Обычно на стержень приспособления надевают резиновый шланг и хомуты.
 Вместо этого можно использовать наконечник со сквозным резьбовым отверстием в боковой стенке. В это отверстие вворачивается болт, фиксирующий стержень клапана.
Вместо этого можно использовать наконечник со сквозным резьбовым отверстием в боковой стенке. В это отверстие вворачивается болт, фиксирующий стержень клапана. - Перед притиркой осмотрите клапана. Если на них есть следы деформации (погнутости и трещины) – такие изделия использовать нельзя. Замените их новыми. Имеется нагар? Очистите его — для этого можно применять жёсткую щётку.
Как выполнить своими руками правильно
Притирать клапана можно несколькими способами. Оптимальный вариант — использование станков и фрез, но они не всегда есть рядом. В таком случае лучше прибегнуть к ручному варианту.
Инструменты для притирочных работ
Приспособления для притирки подразделяются на 2 группы.
- Зажимающие клапан сверху, фиксирующиеся на стержне. На одной из сторон располагается ручка. Для достижения результата её нужно тянуть и вращать.
- «Присоски». Фиксируются на тарелке клапана, также оснащаются ручкой. Для использования надо прижать клапан к тарелке и вращать приспособление в разные стороны.
Инструмент для притирки клапанов: зажимающая сверху модель
При отсутствии инструмента подойдут шуруповёрт или дрель.
Вне зависимости от выбранного инструмента вам понадобятся следующие приспособления:
- абразивная или алмазная паста;
- пружина — такая, чтобы можно было без труда сжать руками и надеть на клапан;
- керосин.
Нет возможности раздобыть абразивную пасту? Приготовьте её! Для этого понадобится наждачная бумага с мелким зерном или стружка наждачного камня. Снимите с неё камни и смешайте их с солидолом или аналогичным веществом в пропорции 2 к 1. По консистенции смесь должна напоминать шампунь. В крайнем случае в качестве основы сгодится и стандартное моторное масло.
Важный этап притирки клапанов: нанесение абразивной пасты
Притирка своими руками на ВАЗ 2109 с помощью пасты
- Возьмите клапан в руки и наденьте на него пружину. Верните клапан на место, обратно в машину.
- Подожмите его пальцами и установите на ножку заранее подготовленный инструмент.
- Винтом зафиксируйте инструмент на клапане.
- Нанесите на притирочную плоскость тарелки абразивную пасту.
- Вращайте клапан в обе стороны, выполняя притирку. Нужно выполнить около 5 движений, после чего следует поднять изделие, перевернуть его на 90 градусов и повторить действия.
- Выполняйте процедуру, пока на тарелке и седле головки не появится матовое кольцо серого цвета.
- По завершении работ со всеми клапанами протрите их керосином и тщательно вытрите ветошью.
Так должен выглядеть клапан после притирки
Как притереть на станке
Если есть доступ к станку, лучше воспользоваться им.
- Зажмите клапан в специальном фиксаторе, включите станок. Шлифовальный круг быстро вращается в одну сторону, клапан — в другую, медленнее. Аккуратно подводите изделие к кругу и притирайте его.
- Не шлифуйте изделие слишком сильно. Прекратите обработку, как только процесс шлифовки станет непрерывным.
- Остановите агрегат, снимите клапан и протрите его керосином.
- После этого нужно осмотреть головку блока цилиндров. Изучите седла, запрессованные в головке. Притирать их можно только при отсутствии повреждений. Если на сёдлах имеется прогар, обработайте его шарошкой — пока серое кольцо не возникнет по всему кругу.
Чтобы обработать седла, нужна вот такая шарошка
Проверка работоспособности
Есть три способа проверки правильности притирки клапана.
- С помощью вакуум-тестера. Самый надёжный и простой вариант. Подключите инструмент к каждому отверстию со сторон впускного и выпускного коллекторов. Теперь используйте его. Если клапана притёрты плохо, уровень разряжения на манометре будет недостаточным.
- С помощью керосина. Установите клапана на место, положите головку вверх камерой сгорания и налейте сверху керосин. Оставьте их так на несколько часов. Если керосин не вытек — всё в порядке. Эксперты не рекомендуют использовать этот метод, так как он не слишком надёжен.
- С помощью карандаша. Рисуем радиальные линии по всей окружности рабочей кромки седла клапана. Устанавливаем клапан на место, крепко прижимаем его и вращаем по кругу. Достаём изделие и смотрим на узор. Если линии стёрлись и равномерно закрасили поверхность — всё в порядке. Если имеются неровности — притирка выполнена неправильно.
Притирка клапанов обеспечивает нормальную работу двигателя. Обязательно регулярно прибегайте к процедуре — так вы сможете избежать проблем с силовым агрегатом.
- Автор: Дмитрий Буймистров
- Распечатать
JTC-5716A Машинка пневматическая для притирки клапанов (насадки 16-35мм)
— Принципиальное различие между этим и другими — способ притирки. При помощи данной машинки клапан притирается не вращением, а пристукиванием, что имитирует реальную работу двигателя.
— Подходит для работы в любых погодных условиях
— Регулировка скорости для точного контроля во время работы
— Главные преимущества: заведомо гарантированное качество, самое точное притирание за счет имитации работы клапана в двигателе.
В комплект поставки входят
— набор для притирки седла клапана укомплектован четырьмя резиновыми присосками для клапанов разного диаметра 20мм, 30мм, 35мм, 45мм
— Особенность приспособления: пневматический привод, обеспечивающий возвратно-поступательное и вращательное движение штока.
Технические характеристики приспособления для притирки седла клапанов
- Максимальный ход штока 45 мм
- Количество ударов в минуту 3000
- Расход воздуха 100 л/мин
- Общая длина 153.5 мм
- Рабочее давление 6.2 bar
- Размер штуцера 1/4″
- Минимальное сечение шланга подводимого воздуха 6.35 мм
Примечание! Перед использованием приспособления необходимо установить осушитель воздуха для пневматической линии, где используется приспособление для притирки клапанов. Также приспособление нуждается в регулярной смазке.
Так же можно рассмотреть способы:
Способ: ручная притирка клапанов авто
Притирка клапанов своими руками занимает в среднем 15 — 20 минут на один клапан. Риск что-то испортить или сделать неправильно минимален, но он присутствует.
Способ: пневмоинструмент для притирки клапанов вращением
Пневмомашинка — автоматизированный, упрощенный и многократно ускоренный метод ручной притирки. Двигатель соединен со штифтом, который приводится в движение энергией сжатого воздуха.
Способ: пневмомашинка для притирки клапанов пристукиванием
Принципиальное различие между этим и предыдущим устройством — способ притирки. При помощи данной машинки клапан притирается не вращением, а пристукиванием, что имитирует реальную работу двигателя.
Ремонт головки блока цилиндров, притирка клапанов
Skoda
Fabia
6Y [restyling] [2002 — 2007]
Petrol
0 Просмотры
0.0 Рейтинг
Инструмент
Не обозначено
Инструмент:
- Ветошь
- Инструмент для притирки клапанов.
Детали и расходники:
- Притирочная паста
- Керосин
Примечание:
Если специального инструмента у вас нет, приспособление для притирки клапанов можно изготовить своими руками с помощью дрели (реверсивная и выставленным малым числом оборотов) и резинового шланга.
1. Нанесите на рабочую фаску клапана тонкий слой притирочной пасты и вставьте клапан в головку блока.
2. Зажмите стержень клапана в приспособлении для притирки.
3. Поворачивайте клапан в обе стороны с помощью приспособления, периодически прижимая клапан к седлу. Внешним признаком удовлетворительной притирки является однотонный матовый серый цвет рабочих фасок клапана и седла.
4. После притирки тщательно протрите чистой тряпкой клапан и седло, а затем промойте для удаления остатков притирочной пасты.
После того как притирка клапана завершена, для проверки герметичности клапанов переверните головку вверх камерами сгорания и налейте в них керосин. Если в течение 3 мин керосин не просочится из камер сгорания, клапаны герметичны.
В статье не хватает:
- Фото инструмента
- Фото деталей и расходников
- Качественных фото ремонта
Источник: http://www.navigator.mn/skoda-fabia/dvigatel/remont-golovki-bloka-tsilindrov/pritirka-klapanov.html; https://blamper.ru/auto/wiki/dvigatel/pritirka-klapanov-14285
Притирка клапанов двигателя ВАЗ своими руками
Зачем нужно притирать клапана?
Если не выполнить процедуру, клапана могут работать некачественно — например, пропускать бензин и воздух в закрытую камеру сгорания. Это ухудшит ходовые характеристики двигателя и со временем может привести к поломке. Притирка помогает добиться максимальной герметичности. Выполнять работу надо не только после установки новых клапанов — нередко она нужна и в случаях, когда изделия давно не менялись. Причиной «дёрганий» авто на холостых оборотах может являться разность компрессии в цилиндрах. Притирка — единственный способ справиться с проблемой.
Про нагар
После длительной эксплуатации автомобиля на поверхностях фаски клапана и седла оседает нагар, появляются микрораковины, задиры.
В итоге пятно контакта между поверхностями уменьшается, клапан неплотно прилегает к седлу, из-за чего он начинает пропускать и у двигателя снижается компрессия.
Для удаления нагара, раковин, задиров и применяется притирка клапанов, вследствие чего восстанавливается пятно контакта между клапаном и седлом.
Помимо выполнения данной операции в рамках капитального ремонта притирку клапанов проводят еще в ряде случаев.
Так, данные работы проводят:
Притирка клапанов в домашних условиях своими руками
➤ С помощью специального станка. На самом деле такой агрегат не выполняет притирку — он нарезает фаску седла и клапана, благодаря чему удаётся добиться как можно более жёсткой центровки и обеспечить точное сопряжение. Результатом становится нарезанный профиль высокой прочности, обеспечивающий качественную работу двигателя. Преимуществом метода является простота — после обработки останется только помыть и собрать головку.
Притирка клапанов с помощью станка
➤ С помощью ручной фрезы. Нет станка? Используйте ручную фрезу. Существует множество агрегатов такого типа, каждый из которых предназначен для определённой модели двигателя. С помощью фрезы можно обрабатывать старые клапана. Преимущество метода — высокая точность и отсутствие необходимости искать дорогое оборудование. ➤ Притирка своими руками. Если клапан не нужно серьёзно править, если под рукой нет ни станка, ни фрезы — этот вариант будет лучшим выбором. Неровности удаляются абразивной пастой, после чего изделие можно смело использовать. Главное достоинство метода — его можно использовать в любой момент, в любом месте.
Способы притирки
Так как правильно притереть клапана можно разными способами, стоит ознакомиться с каждым из них. Разница между упомянутыми далее способами существенная: использование станка даёт наиболее точный результат, тогда как вручную притирать клапана достаточно сложно и долго, а качество выполненных работ наименее высокое.
Станки
Максимальной точности нарезки и сопряжения седла и фаски клапана можно добиться только посредством жёсткой центровки детали, и без станка в данном случае не обойтись. В итоге профиль качественно нарезается и отличается высокой точностью. Дополнительные манипуляции при такой процедуре не нужны, кроме сборки ГБЦ и предварительной промывки клапанов.
Ручные фрезы
Так как притереть клапана в домашних условиях можно и без высокоточного станка, стоит рассмотреть метод с использованием ручной фрезы. Диаметр такого инструмента может быть разным, а подбирать его следует с учётом конкретной модели двигателя. Необходимо на сёдлах вырезать три фаски под углом в 60, 45 и 30 градусов. Помните, что данный метод применим исключительно для обработки старых деталей.
Верстак и трубка с Т-образной ручкой
Рассматриваемый метод принято считать наиболее трудоёмким и долгим, зато он способен обеспечить достойный уровень качества. Рассмотрим этапы процесса:
- Подготовьте трубку с ручной Т-образной формы и отверстием, куда стержень клапана без проблем войдёт.
- Сбоку конструкции создайте отверстие и нарежьте резьбу, вкрутите болт. Клапан должен фиксироваться максимально прочно и надёжно.
- Разберите ГБЦ, установите на верстак. Не забывайте о надёжности фиксации.
- Вставьте клапан в отведённый для него участок и закрепите собранную ранее конструкцию на другом его конце.
- Пасту на данном этапе следует применить для обработки области соприкосновения с седлом.
- Воспользуйтесь сконструированным приспособлением для перемещения клапана, чтобы просвет исчез полностью.
- Периодически меняйте направление круговых движений, параллельно дополнительно обрабатывайте зону клапана абразивной пастой.
- О высоком качестве выполненной работы будет свидетельствовать полоса с матовой поверхностью, которую вы найдёте на главных составляющих элементах клапана. Ширина дорожки должна ориентировочно составлять 1,5 мм.
Использование дрели
Применение дрели для реализации рассматриваемой процедуры также допустимо и считается наиболее распространённым вариантом. В идеале инструмент должен располагать функцией реверса. Шуруповёрт также подойдёт. Сам процесс притирки состоит из следующих этапов:
- Рассухарьте клапана и снимите их. На данном этапе целесообразно заменить при необходимости маслосъёмные колпачки. (читайте больше о замене маслосъёмных колпачков).
- Используйте растворитель для обезжиривания седла и клапана.
- Нанесите пасту на рабочую клапанную фаску. Абразивное вещество не должно попасть на шток клапана, иначе он будет повреждён, маслосъёмные колпачки изживут своё намного быстрее, а масло будет расходоваться в большем количестве. Наденьте на шток войлочный лоскут, чтобы защитить его.
- Зафиксируйте клапан на своём месте, а шток должен располагаться в патроне выбранного вами электроинструмента. Для повышения удобства работы воспользуйтесь отрезком шланга: один край наденьте на шток, а второй — в патрон. Отдельные мастера предпочитают зажать шток сразу в патрон.
- Для притирки активируйте минимальную скорость дрели. Если клапанная тарелка прижата к седлу определёнными зонами, воспользуйтесь утолщённой резинкой, но обычно в этом нет необходимости.
- При оттягивании электроинструмента на себя наблюдается прижимание. Вращательные движения необходимо выполнять в разные стороны поочередно. Процедура занимает около 2 минут.
- Для окончательной обработки на завершающем этапе повторите все действия, но вместо абразивной пасты используйте смешанную с моторным маслом пасту ГОИ. Предыдущую притирочную пасту следует предварительно удалить.
- Как только работы будут завершены, тщательно очистите бензином обработанные пастой детали.
- Чтобы убедиться в достойном уровне выполненной работы, можно ориентироваться как на матовую дорожку, так и на другие методы проверки качества притирки. Это может быть способ с заливанием бензина или керосина, используемый для определения необходимости выполнять притирку.
Рекомендуем: Замена термостата на Ладе Приоре (16 клапанов)
Результат проделанной работы может вас разочаровать, в некоторых случаях это будет вполне логично. Например, если ранее сёдла были криво прирезаны или на рабочих фасках заметны существенные дефекты.
Убедиться в том, что процедура не увенчалась успехом, можно по той же матовой полоске, она будет неровной или даже прерываться. Приобретение новых деталей станет единственным решением проблемы.
Основные правила и секреты
Для осуществления процесса нужно снять головку блока цилиндров. ➤ Чтобы извлечь клапана из втулок, которые их направляют, надо предварительно убрать пружины клапанов. Для этого можно применять инструменты для клапанов, доступные в специализированных магазинах. ➤ Обычно на стержень приспособления надевают резиновый шланг и хомуты. Вместо этого можно использовать наконечник со сквозным резьбовым отверстием в боковой стенке. В это отверстие вворачивается болт, фиксирующий стержень клапана. ➤ Перед притиркой осмотрите клапана. Если на них есть следы деформации (погнутости и трещины) – такие изделия использовать нельзя. Замените их новыми. Имеется нагар? Очистите его — для этого можно применять жёсткую щётку.
Инструменты для притирочных работ
Приспособления для притирки подразделяются на 2 группы.1.
Зажимающие клапан сверху, фиксирующиеся на стержне. На одной из сторон располагается ручка. Для достижения результата её нужно тянуть и вращать.
2.
«Присоски». Фиксируются на тарелке клапана, также оснащаются ручкой. Для использования надо прижать клапан к тарелке и вращать приспособление в разные стороны.
Инструмент для притирки клапанов: зажимающая сверху модель
При отсутствии инструмента подойдут шуруповёрт или дрель. Вне зависимости от выбранного инструмента вам понадобятся следующие приспособления: ✔ абразивная или алмазная паста; ✔ пружина — такая, чтобы можно было без труда сжать руками и надеть на клапан; ✔ керосин. Нет возможности раздобыть абразивную пасту? Приготовьте её! Для этого понадобится наждачная бумага с мелким зерном или стружка наждачного камня. Снимите с неё камни и смешайте их с солидолом или аналогичным веществом в пропорции 2 к 1. По консистенции смесь должна напоминать шампунь. В крайнем случае в качестве основы сгодится и стандартное моторное масло.
Нанесение абразивной пасты
Как выполнить своими руками правильно
Притирать клапана можно несколькими способами. Оптимальный вариант — использование станков и фрез, но они не всегда есть рядом. В таком случае лучше прибегнуть к ручному варианту.
Инструменты для притирочных работ
Приспособления для притирки подразделяются на 2 группы.
- Зажимающие клапан сверху, фиксирующиеся на стержне. На одной из сторон располагается ручка. Для достижения результата её нужно тянуть и вращать.
- «Присоски». Фиксируются на тарелке клапана, также оснащаются ручкой. Для использования надо прижать клапан к тарелке и вращать приспособление в разные стороны.
Инструмент для притирки клапанов: зажимающая сверху модель
При отсутствии инструмента подойдут шуруповёрт или дрель.
Вне зависимости от выбранного инструмента вам понадобятся следующие приспособления:
- абразивная или алмазная паста;
- пружина — такая, чтобы можно было без труда сжать руками и надеть на клапан;
- керосин.
Нет возможности раздобыть абразивную пасту? Приготовьте её! Для этого понадобится наждачная бумага с мелким зерном или стружка наждачного камня. Снимите с неё камни и смешайте их с солидолом или аналогичным веществом в пропорции 2 к 1. По консистенции смесь должна напоминать шампунь. В крайнем случае в качестве основы сгодится и стандартное моторное масло.
Важный этап притирки клапанов: нанесение абразивной пасты
Притирка своими руками на ВАЗ 2109 с помощью пасты
- Возьмите клапан в руки и наденьте на него пружину. Верните клапан на место, обратно в машину.
- Подожмите его пальцами и установите на ножку заранее подготовленный инструмент.
- Винтом зафиксируйте инструмент на клапане.
- Нанесите на притирочную плоскость тарелки абразивную пасту.
- Вращайте клапан в обе стороны, выполняя притирку. Нужно выполнить около 5 движений, после чего следует поднять изделие, перевернуть его на 90 градусов и повторить действия.
- Выполняйте процедуру, пока на тарелке и седле головки не появится матовое кольцо серого цвета.
- По завершении работ со всеми клапанами протрите их керосином и тщательно вытрите ветошью.
Так должен выглядеть клапан после притирки
Как притереть на станке
Если есть доступ к станку, лучше воспользоваться им.
- Зажмите клапан в специальном фиксаторе, включите станок. Шлифовальный круг быстро вращается в одну сторону, клапан — в другую, медленнее. Аккуратно подводите изделие к кругу и притирайте его.
- Не шлифуйте изделие слишком сильно. Прекратите обработку, как только процесс шлифовки станет непрерывным.
- Остановите агрегат, снимите клапан и протрите его керосином.
- После этого нужно осмотреть головку блока цилиндров. Изучите седла, запрессованные в головке. Притирать их можно только при отсутствии повреждений. Если на сёдлах имеется прогар, обработайте его шарошкой — пока серое кольцо не возникнет по всему кругу.
Чтобы обработать седла, нужна вот такая шарошка
Видео: притирка клапанов ВАЗ
Притирка клапанов своими руками на ВАЗ 2106, 2109, 2110, 2112, 2114, 2115
1.
Возьмите клапан в руки и наденьте на него пружину. Верните клапан на место, обратно в машину.
2.
Подожмите его пальцами и установите на ножку заранее подготовленный инструмент.
3.
Винтом зафиксируйте инструмент на клапане.
4.
Нанесите на притирочную плоскость тарелки абразивную пасту.
5.
Вращайте клапан в обе стороны, выполняя притирку. Нужно выполнить около 5 движений, после чего следует поднять изделие, перевернуть его на 90 градусов и повторить действия.
6.
Выполняйте процедуру, пока на тарелке и седле головки не появится матовое кольцо серого цвета.
7.
По завершении работ со всеми клапанами протрите их керосином и тщательно вытрите ветошью.
Так должен выглядеть клапан после притирки
Как притереть клапана на станке
Если есть доступ к станку, лучше воспользоваться им.1.
Зажмите клапан в специальном фиксаторе, включите станок. Шлифовальный круг быстро вращается в одну сторону, клапан — в другую, медленнее. Аккуратно подводите изделие к кругу и притирайте его.
2.
Не шлифуйте изделие слишком сильно. Прекратите обработку, как только процесс шлифовки станет непрерывным.
3.
Остановите агрегат, снимите клапан и протрите его керосином.
4.
После этого нужно осмотреть головку блока цилиндров. Изучите седла, запрессованные в головке. Притирать их можно только при отсутствии повреждений. Если на сёдлах имеется прогар, обработайте его шарошкой — пока серое кольцо не возникнет по всему кругу.
Чтобы обработать седла, нужна вот такая шарошка
Проверка работоспособности
Есть три способа проверки правильности притирки клапана.
➤ С помощью вакуум-тестера. Самый надёжный и простой вариант. Подключите инструмент к каждому отверстию со сторон впускного и выпускного коллекторов. Теперь используйте его. Если клапана притёрты плохо, уровень разряжения на манометре будет недостаточным. ➤ С помощью керосина. Установите клапана на место, положите головку вверх камерой сгорания и налейте сверху керосин. Оставьте их так на несколько часов. Если керосин не вытек — всё в порядке. Эксперты не рекомендуют использовать этот метод, так как он не слишком надёжен. ➤ С помощью карандаша. Рисуем радиальные линии по всей окружности рабочей кромки седла клапана. Устанавливаем клапан на место, крепко прижимаем его и вращаем по кругу. Достаём изделие и смотрим на узор. Если линии стёрлись и равномерно закрасили поверхность — всё в порядке. Если имеются неровности — притирка выполнена неправильно. Притирка клапанов обеспечивает нормальную работу двигателя. Обязательно регулярно прибегайте к процедуре — так вы сможете избежать проблем с силовым агрегатом.
Как сделать присоску для притирки клапанов
На клапан и седло наносится необходимое количество притирочной пасты, клапан устанавливается на свое место в ГБЦ.
Если используется присоска, ее устанавливают на тарелку клапана.
Инструмент должен работать на малых оборотах — предпочтение следует отдавать низкооборотной дрели или шуруповерту. Отпускайте курок дрели при соприкосновении клапана с седлом, касание должно производиться при сбросе. Не надо прикладывать никаких усилий, это значительно повышает риск неправильной притирки.
Это самый простой и доступный способ притереть клапан, он не требует никаких специальных навыков. Устройство само контролирует угол и частоту вращения, которые являются оптимальными. Скорость работы еще выше, чем у дрели — для притирки одного клапана достаточно всего нескольких минут.
Также отметим, что тестируемый нами набор для притирки клапанов имеет очень удобную для хранения упаковку — пластиковый противоударный кейс. Это может стать дополнительным плюсом, например, для применения в условиях автосервиса.
Главные преимущества: очень высокая скорость работы, простота и удобство использования, отсутствие требований к навыкам и гарантированно высокое качество.
Пневмомашинка для пристукивания имеет минимальные требования к навыкам использования. При отсутствии опыта обучение происходит прямо в работе, за первые же минуты. Также приспособление полностью исключает риски повредить детали и испортить что-либо.
Главные преимущества: заведомо гарантированное качество, самое точное притирание за счет имитации работы клапана в двигателе.
Мы отобрали шесть параметров, которые имеют наибольшее значение:
Как видно из таблицы, специальные пневмо-приспособления для притирки значительно превосходят ручной способ и дрель. Если откинуть параметр стоимость и смотреть только на качественные показатели, то оба метода проигрывают пневматическим машинкам с разгромом.
Выдающиеся показатели и наибольший итоговый бал по результатам тестов у машинки для притирки клапанов вращением. Максимальное количество баллов не сумел набрать ни один из участников — что же, идеального во всем инструмента не существует. Места распределились следующим образом: Последнее место, 22 балла — ручной способ, который прогнозируемо позади всех остальных. В настоящее время клапаны притираются ручным способом либо для получения удовольствия от процесса (да-да, бывает и такое), либо при полном отсутствии доступа к современному инструменту.
Предпоследнее место, 24 балла — дрель. Несмотря на высокую скорость работы, дрель опережает ручной метод всего на несколько пунктов. Прежде всего это связано с высокими рисками неправильной притирки и порчи деталей, а также с повышенными требованиями к специальным навыкам.
Второе место, 45 баллов — машинка для пристукивания. Несильно уступает первому месту, зато обеспечивает самую точную и правильную притирку клапана. Первое место, 48 баллов — машинка для вращения. Лидирует практически по всем показателям и является оптимальным решением для притирки.
Для испытаний использовалось следующее оборудование:
Источник
Притирка арматуры своими руками. Как натереть арматуру своими руками без инструментов?
При ремонте двигателя часто требуется притирка клапанов. Это ответственная работа, для которой необходимо иметь под рукой соответствующий инструмент. Конечно, можно и без этого. Итак, как же обрабатывается шлифовка клапанов?
Когда требуется шлифовка
Многие используют специальный инструмент, пасту и присоску для шлифовки клапанов. Однако не все знают, насколько правильно проводится эта процедура.Седла и клапаны имеют всего несколько типов дефектов:
- Фаски покрыты раковинами или нагаром, но их форма не изменилась;
- Фаски покрыты карбоном и раковинами, при этом их форма изменена.
В последнем случае на поверхности детали могут образоваться что-то вроде ступенек. Кроме того, коническая форма фаски может измениться и стать закругленной.
Характеристики притирки в обоих случаях
Если форма фаски не нарушена, обычно применяется притирка.При наличии дефектов деталь сначала обрабатывают на токарном станке, а седла клапанов очищают конусами. Особое значение имеют габариты устройств.
Для начала седла клапана фрезой под углом 45 °, затем резцом срезается верхняя полоса с углом 15 °, а в нижней части снимается фаска с углом 75 °. седло. Также возможна обработка деталей абразивными кругами и ручной дрелью. Инструменты должны иметь углы 45 °, 15 ° и 75 °.
Стоит учесть, что шлифовка клапанов ручной дрелью или шуруповертом занимает много времени. Для ускорения процесса можно использовать электроинструмент, который можно тестировать в обоих направлениях, а также постепенно вращать по окружности.
Притирочная паста
В первую очередь вам понадобится паста для притирки клапанов. Это первое, что стоит покупать в специализированном магазине. Во время лечения паста наносится на край клапана. Такой состав служит своеобразной мелкой шкурой.Благодаря пасте клапан легко прижимается к патрубку. Существует несколько основных типов таких инструментов. Все они имеют определенные отличия, влияющие на стоимость производства.
Классификация паст
Пасты для притирки клапанов классифицируются по степени обработки поверхности: для первичной обработки — крупные, для окончательной — мелкозернистые. Последний вариант пользуется большой популярностью, поскольку такую продукцию рекомендуют мастера, занимающиеся ремонтом двигателей. Мелкозернистая паста позволяет быстро и правильно протереть клапаны.В этом случае многое зависит не от состава средства, а от состояния граней и самих деталей. К тому же притирка клапанов своими руками получается далеко не у всех. При самостоятельной обработке рекомендуется использовать обычный состав, стоимость которого составляет 100 рублей за тюбик.
Не покупайте самые дорогие макароны. Если в этом есть необходимость, вы можете приобрести его в процессе работы.
Резак «Дедушка»
Притирка арматуры своими руками — несложный процесс, если знать, как и что делать.Раньше были фрезы для ремонта ГБЦ. Такое приспособление для притирки клапанов в основном использовалось для восстановления седел деталей. Некоторые мастера используют такой инструмент и по сей день. Внешне устройство представляет собой насадку для розетки, выполненную в виде седла клапана. Фреза закрепляется в сверле. Устройство небольшое и напоминает своеобразную дрель.
Всегда ли нужны фрезы?
Нужен ли такой инструмент? Чтобы ответить на поставленный вопрос, необходимо посмотреть на запрессованные в головы седла.Если их целостность не нарушена, можно переходить к шлифовке. Если они повреждены, например выгоранием, то рекомендуется обработать их специальными фрезами. Технология в этом случае довольно проста. Вначале рекомендуется сменить направляющие, а затем выполнить шлифовку. В каждом случае требуется индивидуальный подход. Купить специальный приспособление для притирки клапанов можно практически в любом специализированном магазине.
А может поставить новые клапана?
Новые клапаны требуются не всегда.Конечно, если детали слегка изогнуты, то не пытайтесь их совместить. Процесс не сработает, и вы только потратите впустую свое время и силы. В этом случае лучше посетить магазин с запчастями для автомобилей и приобрести новый комплект.
При замене деталей особое внимание следует уделять их качеству. Высота клапанов в любом случае должна быть одинаковой. Не допускается наличие шероховатостей и шероховатостей на концах, стержнях и уплотнительных рабочих скосах. Перед установкой нового комплекта рекомендуется отполировать детали перед блеском.Этот процесс нужно проводить не только на стержнях клапана, но и на черной горловине клапана, и на плоской пластине. За счет такой обработки детали станут меньше нагреваются и нагреваются. При работе снимать фаски уплотнения не рекомендуется. Их следует тереть только о седла.
Станок для шлифовки арматуры
Многие для притирки арматуры изготавливаются специальные приспособления. Для этого может потребоваться резиновый шланг и обычная дрель. Притирка арматуры своими руками в этом случае осуществляется по следующей схеме:
- На дрель надевается резиновый шланг.Для этого может потребоваться дрель и несколько зажимов.
- На конец шланга наносится притирочная паста.
- В этот шланг вставляется один из клапанов двигателя. Для надежной фиксации можно использовать хомуты.
- Клапан вставляется в розетку, и начинается его притирка.
При использовании этого метода очень важно не учитывать максимальные обороты на одно сверло. Процесс должен идти медленно и аккуратно. Что касается оборотов, то они должны быть от 400 до 500 в минуту.По мере увеличения скорости седла и ремни клапанов сильно нагреваются. В процессе шлифовки не рекомендуется совершать круговые движения. Необходимо смоделировать работу клапана двигателя при движении вперед, а затем назад.
Следует отметить, что шлифовка клапанов дрелью и шлангом — кропотливый процесс, который занимает много времени.
Шлифовка клапанов 4 двигателя: 8 шагов
Я включаю предложение по нанесению меток времени, которые на двигателях с верхним кулачком необходимо будет повторно собрать таким же образом до правильных меток
Я упомяну здесь, что на любой двигатель с толкателем не влияет метка времени но дистрибьютор должен быть помечен на них (скорее всего), так как вам иногда приходится снимать его, чтобы снять головку / с.
, конечно, у новых двигателей нет дистрибьюторов, у них есть пакеты катушек и т. д.
Я использовал краску разных типов, но я всегда очищаю небольшое пятно рядом с предполагаемыми отметками
чем-то вроде карбонового спрея, вы, скорее всего, можете использовать ацетон или скипидар, возможно, средство для снятия лака с пальцев, это гарантирует, что краска останется на шестерне ГРМ или ремень и область рядом с отметкой
(блок / литье или зубчатое колесо)
сохраняйте большую часть ваших отметок краски на видимой стороне, чтобы вы не повернули ремень назад по ошибке
В общем, найдите время, чтобы выяснить, какие отметки предполагаются для согласования, просмотрев руководство для вашего двигателя или спросив автозону.возможно, посетите библиотеку, сделайте копию или нарисуйте хорошее изображение, как если бы вы работали над v6 0r v8 с большим количеством кулачков и балансиров, вам действительно нужно знать
, где каждый из них отмечен
На небольших 4-цилиндровых двигателях с Нет в блоке балансировки rs или, может быть, с одним кулачком, вы, вероятно, сможете обойтись, просто нарисовав отметки на звене цепи и шестерне или на ремне и его зубчатом колесе для ременных приводов типа
(кулачок).
Скажу за отсутствием меток совмещения ГРМ: можно краской сделать свой.
ПОПЫТАЙТЕСЬ НАЙТИ МЕТКИ (время)
В большинстве случаев я начинаю свою работу (работу клапана) с поворота двигателя в верхнюю мертвую точку на поршне номер 1, это обычно приводит метки синхронизации в нормальное положение, где вы можете проверить точно, где каждая из 3 или 4 меток совмещена (на шестернях). Если вы обнаружите, что кулачок или кулачки выровнены, но не видите метку от кривошипа, просто промойте место на цепи и звездочке растворителем (упоминалось ранее).
НЕСКОЛЬКО ДВИГАТЕЛЕЙ НЕ ВЫРАВНИВАЮТСЯ В ВЕРХНЕЙ МЕРТВОЙ ЦЕНТРЕ, ТАК ОСТЕРЕГАЙТЕСЬ
Нарисуйте пятно краски на 1 зуб и на сопрягаемую цепь используйте зуб и сопряженное звено, чтобы быть осторожным, чтобы нанести достаточно маленькое пятно краски, чтобы не запутаться, на каком звене он находится, хорошо?
ИСПОЛЬЗУЙТЕ КРАСКУ ДЛЯ БЫСТРОСОСЫХАНИЯ ИЛИ БЕЛЫЙ ПОЛИК ДЛЯ НОГТЕЙ.
ДАННАЯ МЕТКА ДЛЯ ОПРЕДЕЛЕНИЯ ИЛИ ПОКРАСКИ МАРКИ ДОЛЖНА БЫТЬ СДЕЛАНА ПОСЛЕ ЛЮБОГО ИСПЫТАНИЯ НА СЖАТИЕ, ПОТОМУ ЧТО ДВИГАТЕЛЬ НЕ ПЕРЕМЕЩАЕТСЯ, ДО ТОГО, КАК ВЫ НЕ ДОЛЖНЫ ПОВТОРНО УСТАНОВИТЬ
ГОЛОВКУ В БЛОК (НЕ ПЕРЕМЕЩАЙТЕ ШАТУНУ ВО ВРЕМЯ ИЗЪЯТИЯ ГОЛОВКИ ** **
, когда вы будете готовы установить головки, вы можете немного переместить метки, чтобы переместить их в то же место, используя вашу руку и гаечный ключ, не забудьте вернуть кулачок в то же положение перед
установкой или прикручиванием кулачка на головку или когда кулачок уже прикручен к головке (двигатели с верхним расположением кулачков)
**** если ваш двигатель является натяжным двигателем, не переворачивайте двигатель, удерживайте кривошип и кулачки в том же месте, когда они разделены
Имейте 2 кулачки на двигателе или 4 кулачка? Отметьте их, нанесите пятно краски на передний и задний кулачки или прикрепите бирку с помощью ef if — er = ir ect
, не перепутайте их.(например, передний выпускной кулачок, передний впускной кулачок, или, если у вас двигатель с двумя головками, два задних кулачка)
После того, как вы сделаете отметки, возьмите болты, удерживающие головку, скорее всего, вам понадобится
удалить все верхние кулачки ОК СМОТРЕТЬ КОЛПАЧКИ, КОТОРЫЕ ЗАКРЕПИВАЮТ КРЫШКИ, ВИДЯТ ЦИФРЫ И СТРЕЛКИ НА ВЕРХНЕЙ КРЫШКЕ? ХМ? Нет ?
НУ ВАМ НУЖНО ОТМЕТИТЬ КАЖДУЮ КРЫШКУ И НАБОР СТРЕЛКУ ИЛИ НОМЕР
ЕСЛИ ВЫ СМЕШИТЕ ЭТО, ВЫ РАЗРУШИТЕ ВАМ МОТОР ИЛИ ГОЛОВУ
, если вы не уверены в положении колпачков (числа?), Попробуйте сопоставить царапины, видимые на нижний кулачок
журнал они похожи на отпечатки пальцев
там могут быть набор цифр и буква, например E на одном кулачке (CAP) и аналогичный номер и буква N
, если цифры и буквы невидимы, сделайте свои собственные буквы и цифры сделать так, как это
возьмите отвертку или номер ледяного рисунка, держатели кулачков (выступ), начиная с одного конца, скажем, от 1 до 5, затем, дополнительно говоря о головках с двумя кулачками, поставьте e или x для выпускных кулачков? только рядом с крышками выпускных распредвалов (двойной кулачок требует большего количества отметок)
Более 1 кулачка? сделайте что-то подобное (последний абзац) для задней головки, но держите детали подальше от кулачков 1-й головки (храните их, чтобы не смешивать их)
Колпачки кулачков Я кладу колпачки в крышку клапана после проверки номеров колпачков сохраните их, чтобы заменить на том же месте на шейках кулачка
Снимите все необходимые болты впускного коллектора с головки и снимите в сторону снимите все болты выпускного коллектора и снимите выпускной коллектор в сторону
снимите все скобы с коллектора, которые заедают вы от удаления головы и связанных частей.
ЕСЛИ ВЫ ПРИНИМАЕТЕ ЗВЕЗДОЧКУ ИЛИ ШЕСТЕРНЮ ДЛЯ КАМЕРЫ, ЧТОБЫ ВЫБРАТЬ ЕЕ ОТ ЦЕПИ, ТО
ОТМЕТЬТЕ ЕЕ И ЗАТЕМ НАДЕВАЙТЕ НАЗАД (после), ЧТОБЫ НЕ СМЕШИВАТЬ ИХ, МОЖЕТЕ ИСПОЛЬЗОВАТЬ КРАСКУ, ЧТОБЫ ОТМЕТИТЬ ИХ, КАК КАМЕРА 1 ИЛИ КАМЕРА 2 ИЛИ 3 ИЛИ 4 В КАЧЕСТВЕ
ВЫ МОЖЕТЕ УСТАНОВИТЬ КАМЕРУ В ТОЧКЕ, КОТОРОЕ НЕ ПРЕДНАЗНАЧЕНЫ ДЛЯ УПРАВЛЕНИЯ ЕГО ОТ ПОВОРОТА ВО ВРЕМЯ ослабления ЗАТЯЖКИ ШЕСТЕРНЯ ИЛИ БОЛТОВ НЕ ДОПУСКАЙТЕ ПОВОРОТ КАМЕРЫ, КОГДА ВЫ ОТСОЕДИНЯЕТЕ КАКУЮ ШЕСТЕРНЮ ИЛИ БОЛТЫ ШЕСТЕРНЯ ОНА МОЖЕТ РАЗРУШИТЬ КЛАПАНЫ, если ОНА ПОВОРОТЕТСЯ, поэтому ПРЕДУПРЕЖДЕНИЕ НЕ ДОПУСКАЙТЕ ПОВОРОТ КЛАПАНА ПРИ РАЗБОРКЕ ШЕСТЕРНИ ИЛИ ДЕТАЛЕЙ
(пневматический ударный гаечный ключ полезен для удаления больших болтов, если они затянуты, но не должны использоваться для маленьких болтов, таких как 1/2 0r 13 мм только на 17 мм или больше) И ОТСОЕДИНИТЕ ФИКСИРУЮЩИЕ БОЛТЫ КУЗОВА ПЕРЕДАЧИ ОТСОЕДИНЕНИЯ ЛЮБЫХ КОЛПАЧНЫХ БОЛТОВ
УСТАНОВИТЕ БОЛТЫ ГОЛОВКИ В КРЫШКУ КЛАПАНА, ИЛИ МОЖНО ЗАЛОЖИТЬ МАЛЕНЬКИЕ БОЛТЫ В ДРУГУЮ ЧАШКУ ИЛИ НЕ ПРОНИКНУТЬ ИХ В ОБЛАСТИ МЕЖДУ ЦЕПЬЮ И ДНОМ МАСЛЯНОГО ПОДДОНА ВЫ НЕ ХОТИТЕ, ТОГДА Я ВАШ МОТОР »! ЕСЛИ ВЫ БРОСИТЕ ОДИН В ЗВОНИТЕ И СПРОСИТЕ МАШИНА О ЧТО СЛУЧИЛОСЬ, используйте большую пару тисков, чтобы заблокировать кулачок и удерживать его, или, если вы можете попытаться снять кулачок и шестерню, не снимая, я использовал трубный ключ, чтобы держите кулачок
, но он может проскользнуть, и помните, что вы не можете позволить кулачку вращаться (на двигателях с помехами), если у вашей консервной передачи есть большие отверстия, вы иногда можете вставить металлический стержень в отверстие, чтобы заблокировать его, чтобы он действительно повернулся (при ослаблении зубчатый болт)
СОВЕТЫ «
, если вы не уверены в положении колпачков, попробуйте вычислить царапины на нижней цапфе кулачка
, они похожи на две половинки, а иногда их можно сопоставить по царапинам от износа.
, если у вас есть повреждение колпачка. или журнал, вы можете немного сгладить его (слегка) наждачной бумагой с зернистостью 320, натянутой вокруг гнезда очень маленького размера (после этого очистите всю пыль).
CAM CAM CAM НЕ ОСТАНОВИТСЯ НА МЕТКУ ИЗ-ЗА ПРУЖИН
Если вы обнаружите, что кулачок, установленный на правильную отметку, прыгает в другое место, необходимо
удерживать или заблокировать его, пока вы завершаете позиционирование, любые оставшиеся шестерни / цепь и т. Д. пара
зажимов тисков, прикрепленных к кулачку в каком-то месте, не обработанном на станке.
РАСПРЕДЕЛИТЕЛЬНЫЕ ОТВЕРСТИЯ
Некоторые двигатели, такие как
GM 2.4 используйте отверстия в кулачковых зубчатых колесах, в которые вы вставляете болт или сверло при выравнивании
, остерегайтесь регулируемой кулачковой шестерни gm 2.4, так как там 2 шестерни установлены друг на друга, и вы не должны позволять
проскальзывать на другой зуб или он не будет работать (серьезно)
2,4 — двигатель сложно опереться, их спрятаны болты за устройством натяжения цепи и т. д.
На железных блоках и / или головках я использую перматексный шеллак с индийской головкой, чтобы запечатать пятна ржавчины
, даже если это не может быть совершенно необходимым, это может предотвратить образование ржавчины на металле
, которая вызовет точечную коррозию и приведет к повреждению прокладки (используйте ваше собственное суждение).
Если вы работаете с Ford SOHC V-8, натяжитель цепи Gas TYPE находится за крышкой газораспределительного механизма
, ее будет очень трудно сжать, если вы снимете шестерню, поэтому, если у вас
есть кусок дуба, вы может сделать клин и ударить его
по цепи, чтобы натяжное устройство не выпрыгнуло, когда вы снимаете верхнюю кулачковую шестерню
. Если он все же выйдет, вам будет сложно снова надеть свое снаряжение.
кулачок ослаблен.
Газ под давлением T Ensioner
Знайте, какой тип T Ensioner у вас есть на вашем двигателе, если он имеет давление газа
тип T Ensioner вам в большинстве случаев потребуется удалить это потому, что вы не сможете
надеть цепь или ремни на кулачки, так как они будут расширяться и плотно прилегать нужно медленно
повторно сжать его обратно в корпус цилиндра, чтобы вы могли вставить его достаточно далеко, чтобы вставить штифт
в фиксирующее отверстие на стороне рядом с резиновым чехлом, который нужно удалить, как штифт гранаты
, только после всех передач и цепи / ремни на месте и прикручены.
Требуется большое усилие, чтобы вдавить тиски T Ensioner : вам нужно будет поместить его
в большие магазинные тиски и медленно в течение 4 или 5 минут затянуть тиски
до упора. отверстие выровнено по большому весу, и вы испортите конец натяжителя
. Я положил их под машину и использовал домкрат, чтобы медленно их сжать.
не забудьте дать им время, чтобы они двигались медленно, скажем, 4 или 5 минут.
при замене узла коромысла на 4-цилиндровом двигателе Honda civic, будьте осторожны, когда узел
начинает затягивать часы, чтобы увидеть, все ли коромысла соприкасаются с ними. согните выпускной клапан
в сторону ОСТЕРЕГАЙТЕСЬ, просто подтолкните его к верхней части штока, чтобы он не заедал, когда вы приближаете его к вытягиванию
, даже если некоторые выступы высоки, и надавите на узел, когда вы затягиваете его на кулачок головки. на месте
понимаете?
В цилиндрах Nissan 4 или V-6 используется гидравлический натяжитель, если ваша цепь издает шум
при нагревании двигателя, это может означать, что коренные подшипники изношены! работа цепи
не поможет в этом, у вас большие проблемы, поэтому сначала проверьте давление масла «с горячим мотором».
У вас старый мотор переднего колеса GM с плохим кулачком? Не хотите тоже вынуть мотор
из-за рамы бокового крыла? затем поднимите двигатель домкратом, снимите впускные и толкающие стержни
и все подъемники (используйте тиски для подъема подъемников), крышку привода ГРМ и шестерню. Затем сдвиньте кулачок
в сторону, пока он не ударится о металл над рамой коробки (немного приподнимите двигатель) используйте сверло
, чтобы просверлить серию отверстий в полукруге, немного большем, чем кулачок из
, и через жестяную банку за колесной аркой, согните металл назад (колесо снято)
и вытяните кулачок через заслонку, он будет сэкономить
работы, а иногда и замену двигателя.Установите новый кулачок и подъемники ».
Сделать негерметичное уплотнение кривошипа сбоку в области, где вы не сможете его вытащить отверткой
? Возможно, потребуется просверлить небольшое отверстие в корпусе уплотнения через
тонкий оловянный корпус ( (осторожно, не просверливайте коренной подшипник)
и вставьте достаточно длинный винт из листового металла в отверстие, чтобы
вы могли потянуть за винт (с уплотнением), чтобы вытащить старое негерметичное уплотнение.
Эти несколько автомобилей с затонувшими уплотнение будет трудно выровнять новое уплотнение, чтобы протолкнуть его в
Я в это время вырезал небольшой кусок пластика сбоку от пластиковой бутылки
и обернул его вокруг носика коленчатого вала (временно), чтобы резина новая кромка на новом уплотнении может скользить по пластиковому рукаву как рожок для обуви, а новый
Уплотнение не опрокидывается, когда вы вставляете уплотнение в углубление.
всегда наносите смазку или масло на новое уплотнение.
УТЕЧКА МАСЛЯНЫХ УПЛОТНЕНИЙ И РЕМНЕЙ ГРМ
Если уплотнения распредвала или коленчатого вала протекают, а у вашего двигателя есть ремень / ремни
, вам нужно будет заменить все без исключения уплотнения на поврежденном кулачке или коленчатом валу
, если вы позволите масло Чтобы продолжить протекать на ремень ГРМ
, это иногда (в зависимости от ремня) приводит к его быстрому разрыву, возможно
всего за 2 месяца и потенциально в течение года он может сломаться.
Лучше всегда использовать новый ремень, но если После этого не мойте масло на ремне
обезжиривающим средством или затем используйте жидкое мыло или очиститель для духовки и т. д.
Для экономии времени при снятии некоторых головок, что «болты головки» можно снять
без предварительного снятия кулачка? просто выньте болты: когда будете готовы, поднимите конец головки
дальше от шестерни / шестерни, что позволит вам снять ремень с шестерни / шестерни и снять головку
и кулачок одним куском! оставьте регулировку в покое. если вы фрезерете головку, она может ослабнуть, поэтому отрегулируйте ремень, если
у него есть ручной натяжитель ремня (см. выше информацию о натяжении сжатого газа!) ok
НИКОГДА НЕ ЗАБУДЬТЕ ЗАТЯНИТЬ БОЛТ ИЛИ БОЛТЫ РАСПРЕДЕЛИТЕЛЬНОЙ ШЕСТЕРНИ ПЕРЕД ЗАВЕРШЕНИЕМ РЕМНЯ РАБОТА ОК?
Продукты в двигателе · Моторсервис
Клапаны
Клапаны в основном используются в четырехтактных двигателях для управления процессом перезарядки.Головка клапана изолирует впускной или выпускной канал закрытого клапана от седла клапана в головке цилиндров. Клапаны оснащены разнообразным дополнительным оборудованием, в зависимости от нагрузки двигателя и типа использования, например упрочнением и бронированием головок клапанов и поверхностей штоков клапанов. Это обеспечивает надежную работу двигателя и его долговечность даже в экстремальных условиях.
Компания Motorservice предлагает постоянно расширяющийся ассортимент продукции, включающий более 1100 клапанов, предназначенных для более чем 8000 применений.
Направляющие клапана
Направляющая клапана предназначена для поглощения поперечных сил, действующих на шток клапана. Направляющая клапана центрирует клапан на вставке седла клапана и передает часть тепла от головки клапана через шток клапана к головке цилиндров.
Компания Motorservice предлагает широкий выбор из более чем 800 типов направляющих клапанов для более чем 3500 применений.
Фиксаторы клапана
Фиксаторы клапана используются в качестве удерживающих и запорных компонентов.Они соединяют фиксатор пружины клапана с клапаном с помощью фрикционной блокировки и, таким образом, поддерживают предварительную нагрузку на пружину клапана. Фиксаторы клапана являются быстроизнашивающимися деталями, и их всегда следует заменять одновременно с клапанами. Компания Motorservice предлагает в своем ассортименте правильные фиксаторы для всех распространенных поверхностей штока клапана.
Вкладыши седла клапана
Вместе с клапанами вкладыши седла клапана изолируют камеру сгорания головки блока цилиндров. Вкладыши седла клапана изготовлены из серого чугуна или металлокерамики и предохраняют клапан от ударов / закапывания в головку блока цилиндров.Они также передают тепло от клапана.
Вкладыши седла клапана выбираются не по типу двигателя, а по его размерам. Предлагая более 400 различных размеров, Motorservice предлагает практически неограниченное использование во всех обычных двигателях.
Элементы управления клапаном
Чтобы ремонт клапанного механизма проводился безупречно, часто также необходимо заменять элементы управления, такие как коромысла, толкатели или гидравлические толкатели или толкатели клапанов.Все элементы управления клапанами доступны отдельно от Motorservice.
Дальнейшая информация
Материалы
Направляющие клапана изготовлены из материалов с хорошими характеристиками скольжения и теплопроводности. Особенно хорошо зарекомендовали себя материалы из серого чугуна и латуни с выбранными компонентами из сплава.
G1
Серый чугун с перлитной структурой. Этот материал отличается хорошей износостойкостью и подходит для направляющих при нормальных деформациях.
G2
Серый чугун с перлитной основной структурой и повышенным содержанием фосфора. Сетчатая форма люминофора обеспечивает более высокую износостойкость и лучшие характеристики при аварийной работе. Для использования в двигателях со средней нагрузкой.
G3
Серый чугун с перлитной основной структурой и повышенным содержанием фосфора, а также повышенным содержанием хрома. Для использования в двигателях с сильным наддувом.
B1
Сплав CuZnAl. Этот материал отличается хорошей износостойкостью и высокими скользящими свойствами.Направляющая предназначена для использования в двигателях с нормальной и средней нагрузкой.
Основные размеры направляющей клапана
D = внешний диаметр
d1 = диаметр фланца
d = диаметр отверстия
L = общая длина
Установка
Технические данные
Направляющая клапана в головке блока цилиндров удерживается в своем положении с помощью прессовой посадки. Направляющая клапана радиально сужается при вдавливании в отверстие корпуса головки блока цилиндров. Однако отверстие в корпусе расширено.Степень этой деформации зависит, с одной стороны, от соотношения диаметра отверстия корпуса и внешнего диаметра направляющей, а с другой стороны, от жесткости двух компонентов. Если есть сильные различия в жесткости стенки корпуса, радиальная деформация может весьма существенно отличаться по его длине.
Сборка
При установке и снятии направляющих клапанов следить за правильным прогревом головки блока цилиндров (указывается производителем двигателя). Для установки и демонтажа используйте подходящие монтажные оправки.Дополнительное охлаждение направляющих клапана значительно упрощает сборку.
После сборки
Перед установкой клапана в направляющую клапана измеряется, является ли отверстие направляющей клапана цилиндрическим, т.е. имеет ли он требуемый диаметр во всех местах. Motorservice обычно рекомендует корректировать диаметр и форму скважины, расширяя ее расширителем.
Стандартные значения зазора между направляющей клапана и штоком клапана :
| Диаметр штока | Зазор: впускные клапаны | Зазор: выпускные клапаны |
|---|---|---|
| от 6 до 718 мм 903 — 40 мкм | 25-55 мкм | |
| 8-9 мм | 20-50 мкм | 35-65 мкм |
| 10-12 мм | 40-70 мкм | 55-85 мкм |
Материалы
В двигателях последних поколений известных производителей автомобилей используются вкладыши седла клапана, изготовленные из спеченного материала (метод порошковой металлургии).Увеличивающаяся тепловая деформация вкладыша седла в камере сгорания уже практически не может быть компенсирована материалами, полученными в ходе традиционных процессов литья. По этой причине Motorservice предлагает, среди прочего, спеченные вкладыши седла клапана из двух различных комбинаций материалов, что охватывает весь диапазон применения будущих двигателей.
Металлические вставки седла из спеченного металла
полуфабрикаты серии HM
(высокая обрабатываемость)
Эта комбинация материалов отличается превосходной обрабатываемостью.Спеченная вставка седла клапана HM имеет состав карбида вольфрама, точно адаптированный к деформации, залитый в легированную сталь. Таким образом, можно комбинировать до сих пор невозможные комбинации свойств материала, таких как высокая твердость и очень хорошая обрабатываемость. Кроме того, серия HM обладает хорошей износостойкостью и хорошей термостойкостью. Серия HM была разработана для двигателей без наддува и двигателей с турбонаддувом от нижнего до верхнего сегмента производительности.
полуфабрикаты серии HT
(высокая термостойкость)
Эта комбинация материалов отличается высокой износостойкостью, которая также выдерживает чрезвычайно высокие температуры.Спеченная вставка седла клапана HT соответствует керамической инструментальной стали, изготовленной из карбида вольфрама, с соответственно адаптированными, устойчивыми к высоким температурам добавками, встроенными в ее матрицу. Из-за большого количества постоянно залитых смазочных материалов эти кольца особенно подходят для высокопроизводительных, сильно заряженных, сильно нагруженных двигателей Отто и дизельных двигателей. Несмотря на высокую нагрузку на эти двигатели, предотвращается «микросварка» вкладыша седла клапана и клапана. Сфера применения вкладыша седла клапана HT включает в себя двигатели, особенно сильно нагруженные.Этот материал был разработан для сухого топлива, такого как CNG, LPG и Flex Fuel.
полуфабрикат серии HT +
(высокая температура и высокая износостойкость — очень высокая температура и износостойкость)
Эта комбинация материалов характеризуется очень высокой износостойкостью даже при экстремально высоких температурах. Состав материала вкладышей седла клапана HT + показывает среднюю деформацию режущего материала и упрощает механическую обработку, несмотря на повышенную износостойкость.Комбинация керамической инструментальной стали, изготовленной из карбида вольфрама, и большого количества постоянно заделанных смазочных материалов особенно подходит для сухого сжигания, происходящего при использовании таких газов, как LPG, CNG, пропан и Flex Fuel. Также возможно другое применение, например, для высокопроизводительных двигателей Otto и дизельных двигателей. Кроме того, вкладыш седла клапана HT + демонстрирует отличные свойства теплопроводности. Несмотря на высокую нагрузку на эти двигатели, предотвращается «микросварка» вкладыша седла клапана и клапана.
Чугунные вставки седла
Серия G1 с обработкой
(высокотемпературная)
Серия G1 состоит из высокотемпературного сплава серого чугуна с добавками хрома и молибдена. Серия G1 была разработана для широкой области применения и в основном используется для грузовых автомобилей. Эта вставка седла клапана состоит из отожженного мартенсита, точно адаптированного к деформации, с отчетливой карбидной сеткой. Таким образом, эта вставка седла клапана обладает хорошей износостойкостью и высокой термостойкостью.
Серия G2 законченная
(высокая износостойкость)
Серия G2 состоит из высокопрочного сплава серого чугуна с высоким содержанием добавок молибдена и ванадия. Эта комбинация материалов отличается высокой износостойкостью, а также выдерживает очень высокие температуры. Это высоколегированный материал с характерной замкнутой сеткой композитных или специальных карбидов, соответственно, в мартенситной матрице и равномерно распределенными пропорциями твердой смазки.
| HM | HT | G1 | G2 | HT + | |
|---|---|---|---|---|---|
| Высокая термостойкость 903 Высокая температура 903 Устойчивость к механической обработке 903 Сопротивление | Высокая температура и высокая износостойкость | ||||
| Тип топлива / горение | Бензин (неэтилированный), Дизель | Бензин (неэтилированный), Дизель | Бензин (неэтилированный), Дизель | CNG, LPG, гибкое топливо, бензин (неэтилированный), дизельное топливо | Otto (неэтилированный), дизельное топливо, CNG, LPG, пропан, Flex Fuel |
| Материалы Головка блока цилиндров | Алюминий, серое литье чугун | Алюминий, серый чугун | Алюминий, серый чугун | Al уминий, серый чугун | Алюминий, серый чугун |
| Двигатели | Низкопроизводительные двигатели Otto и дизельные двигатели с низким и нормальным напряжением | Высокопроизводительные, высоко заряженные, сильно нагруженные двигатели Otto и дизельные двигатели | Двигатели без наддува, двигатели с турбонаддувом | Двигатели с высокой нагрузкой, двигатели с улучшенными характеристиками, все вышеупомянутые газовые двигатели | Использование газа, такого как LPG, CNG, пропан, Flex Fuel; высокопроизводительные двигатели Otto и дизельные двигатели |
Экстремальные условия эксплуатации, а также высокие нагрузки соответствующего двигателя должны приниматься во внимание и являются обязанностью мастера по ремонту двигателей.
Специалист по ремонту двигателя должен тщательно проверить выбор деталей двигателя.
Конструкция клапана
Впускной клапан
- Монометаллический клапан
- Монометаллический клапан с упрочненным седлом
- Монометаллический клапан с броней седла клапана
- Биметаллический клапан
- Биметаллический клапан с броней седла
Моно-металлический клапан
Монометаллический клапан изготавливается только из одного материала.Для этого выбирается один материал, который подходит для обоих профилей требований, а именно высокой термостойкости и хороших свойств скольжения.
Биметаллический клапан
Биметаллический клапан позволяет сочетать материал из высокотемпературного агента (головная часть) с материалом юбки, который может быть упрочнен с одной стороны (конец юбки), а также имеет хорошие скользящие свойства для направления клапана. Материалы соединяются сваркой трением.
Полые клапаны
Полые выпускные клапаны используются в основном для понижения температуры в особенно уязвимых зонах галтели и дополнительно заполняются натрием.Желаемый и положительный побочный эффект — снижение веса. Полые незаполненные впускные клапаны используются только для уменьшения массы. Чтобы добиться снижения температуры клапанов, просверленная полая юбка заполняется натрием прибл. 60% объема и закрыты сваркой трением. Натрий плавится при 97,5 ° C, имеет плотность 0,97 г / см³ и является очень хорошим проводником тепла. Во время работы двигателя натрий становится жидким и перемещается вперед и назад в юбке за счет сил инерции.В данном контексте это также называется «эффектом встряхивания». В этом процессе натрий переносит часть тепла, выделяемого при сгорании, от головки клапана к области юбки. Здесь тепло отводится через направляющую клапана. Таким образом, температура на головке клапана может быть снижена от 80 ° C до 150 ° C.
Работа с полыми клапанами, заполненными натрием
Обработка и вскрытие полых клапанов, заполненных натрием, требует соответствующей осторожности. Необходимо следить за тем, чтобы полость не открывалась по моей ошибке, так как натрий сильно реагирует с водой или эмульсией для сверления и шлифования.Когда натрий вступает в реакцию с водой, образуется водород и едкий натр.
Осмотр и утилизация
Небольшие количества полых клапанов можно утилизировать обычным способом. Никаких специальных правил соблюдать не нужно. Если необходимо проверить клапаны, заполненные натрием, или утилизировать большее количество, полость должна быть открыта либо путем просверливания отверстий в двух разных местах без использования охлаждающей жидкости, либо путем разделения клапана посередине. Подготовленные таким образом клапаны по отдельности бросают в ведро с водой, чтобы обезвредить натрий.Как только реакция закончится, клапаны можно утилизировать как обычно. Утилизация оставшейся каустической соды производится в соответствии с местными нормативами.
Указания по технике безопасности
Из-за иногда сильной реакции и выделения водорода во время реакции натрия с водой нейтрализация клапанов должна происходить только в хорошо вентилируемых помещениях или на улице. Следует избегать контакта с кожей или глазами. По этой причине с натрием должен работать только обученный персонал в соответствующей защитной одежде (перчатки, защитные очки и т. Д.).). При работе с агрессивными и едкими материалами и взрывоопасными газами необходимо соблюдать обычные меры безопасности.
Армирование седла и упрочненные седла
Специальные выпускные клапаны сильно подвержены термическим нагрузкам, а также износу. По этой причине эти седла клапанов часто бронируются. Впускные клапаны для сильно нагруженных двигателей в основном закалены индуктивно. Эти меры позволяют избежать ударов и износа вкладышей седла клапана.
Поверхность штока клапана
Поверхность штока клапана интенсивно используется при срабатывании клапана (рычаг наклона, коромысло пальцевого типа, толкатель).Во избежание износа поверхности штока клапана закалены из отверждаемой стали. Поверхности штока клапана из неотверждаемой стали покрываются стеллитом или имеют приваренную закаленную пластину.
Размеры и технические условия
| 1 Общая длина = L | |
| 2 Общая толщина головки клапана | |
| 3 Высота седла | |
| 4 Высота поверхности седла клапана | |
| 5 Армирование седла (опционально) | 6 Головка клапана |
| 7 Диаметр юбки = d | |
| 8 Шток клапана | |
| 9 Площадь паза | |
| 10 Торцевая поверхность штока (закаленная) | |
| 11 Длина шлифования 12 | |
| 13 Угол седла клапана = α | |
| 14 Поверхность головки | |
| 15 Диаметр головки = D | |
| 16 Calotte |
Установка
Срок службы клапана и срок службы клапана двигателя сильно зависит от правильной сборки.Во время сборки всегда соблюдайте инструкции по установке и значения регулировки производителей двигателей.
Бережное обращение
С клапанами следует обращаться осторожно. Клапаны нельзя обрабатывать наждачной бумагой или маркировать керном или номерами керна на основании.
Сборка
Для установки клапана в головку блока цилиндров необходимо использовать подходящий инструмент. При установке новых клапанов необходимо также использовать новые шплинты. Внутренний конус держателя пружины клапана необходимо проверить на износ и повреждения.Натяжение пружины клапана необходимо проверить на соответствие предельным значениям изготовителя двигателя.
Притирочные клапаны
Как я с готовностью признаю, я не мастер-механик. Я не брал авто магазин в старшей школе, и пока другие ребята чинили свои 57 Chevy, я пел в хоре, изучал математику и вообще был ботаник (кроме букв в треке). Я полагаю, многие из вас знают больше, чем я делать с автомеханикой, и это часто подтверждается отзывами к моим сообщениям в WillysTech.
Но я притирал свои клапаны со значительными преимуществами, поэтому для тех, кто если вы не знакомы с этим процессом, позвольте мне объяснить.
Мой двигатель работал очень грубо. Тест на сжатие показал 90, 115, 60, 50, так что в основном он работал на 1 1/2 цилиндра. Я скорректировал впускные клапаны около года назад, но выпускные клапаны не делал потому что я не решился тянуть выпускной коллектор (из-за плохой заржавевшие шпильки и гайки).Кто-то с тех пор сказал мне, что он поправил выпускных клапанов, не вытягивая коллектор, но он признал, что места было действительно плотно.
Я снял головку с моего F4-134, чтобы найти слегка обгоревшие клапаны, с выхлоп немного хуже, чем воздухозаборник, как я и ожидал с моим пренебрежением к ним. Если клапан не герметичен, небольшое количество горячих дымовых газов будет улетучиваться. Этот горячий газ под высоким давлением разрушает поверхность клапана и седла, приводящая к так называемому обгореванию клапаны.Сгоревшие клапаны не герметичны, поэтому состояние усугубляется. сам. Глядя на скошенный край клапанов, я мог видеть неровные темные пятна, а не гладкий блестящий металл.
Я получил набор для притирки от Checker менее чем за 10 долларов, который состоял из деревянная палочка с присосками на каждом конце и двумя банками с абразивом состав: крупный и мелкий. При снятых пружинах клапанов клапаны свободны выходить. Для снятия давления требуется инструмент для сжатия пружины клапана. натяжение пружин, чтобы вы могли снять зажимы, удерживающие пружины к клапанам.
Соскреб с клапанов нагар. Я положил немного притирки состав (о консистенции зубной пасты) на поверхности клапана, затем вставьте его в головку (или блок для выпускных клапанов). Я использовал отсос чашки на плоскую поверхность клапана и вращая стержень между ладонями моих рук вращал клапан на своем месте. Сначала я использовал грубую и потом нормально на выпускных клапанах, но хорошо только на впуске. Я проверил поверхность клапана и подходящее седло время от времени и повторил процесс до тех пор, пока каждый клапан не стал выглядеть хорошо.
Когда я собрал двигатель, компрессия была 112, 115, 115, 80. Цилиндр номер 4 имеет серьезные царапины, возможно, от сломанное кольцо или выпавшая булавка на запястье. Теперь я бегу на 3 1/2 цилиндры. Некоторых улучшений можно было добиться с помощью регулировка клапана, но притирка полирует клапан и седло, устранение мелких неровностей сопрягаемых поверхностей, приводящих к более плотная печать.
Изначально в 134 двигателях седло клапана врезалось прямо в литой блок.Этот металл слишком мягкий и быстро изнашивается, особенно с неэтилированный газ. Мой двигатель был оснащен упрочненным седлом клапана. вставки. Любой механический цех может сделать это за вас, если ваш двигатель еще не это было сделано. Вкладыш для сиденья стоит около 5 долларов, но нужно вырезать землю. в блоке и вдавите сиденье. Я был рад узнать, что у кого-то уже сделал это на моем движке.
Притирку можно было провести за день, за исключением того, что в моем случае я сломал шпильку, затем сломал винтовой экстрактор, затем сломал несколько твердосплавных бит и в итоге поставил геликоил и новую шпильку.Я провел несколько дней.
Притирка клапанов такая же старая, как ДВС. Я был сказал в руководстве по эксплуатации Model-T, рекомендовав притирку на регулярной график, может быть, раз в год. Работа клапана в механическом цехе ставит точная фаска на поверхности клапана и седла, которая превосходит то, что можно обойтись притиркой. После того, как вы прижмете клапаны несколько раз, вы иметь канавку в сиденье, что нежелательно, поэтому вам придется их шлифуют и / или заменяют.Если клапан серьезно обгорел, его необходимо заменены. Притирка является наименее затратной, наименее эффективной и простой. ремонт сгоревшей арматуры.
Я бы предположил (и это только предположение, поскольку я этого не делал), что если вы регулируете свои клапаны регулярно (раз в год?) и притираете их, когда сжатие указывает, что это необходимо, вы можете продолжить немного дольше между клапанами.
Рик
10.09.98
Джо Кэрролла Массивная модульность vs.Когнитивная гибкость Эволюционисты настаивают на том, что гены ограничивают и направляют поведение человека. Культурные конструктивисты противостоят тому, что культура, воплощенная в искусстве, формирует человеческий опыт. Оба эти утверждения верны, но некоторые эволюционисты и некоторые культурные конструктивисты ошибочно считали их взаимоисключающими (Д. С. Уилсон, «Эволюционист»). Некоторые эволюционисты либо игнорировали искусства, либо пытались объяснить их как эпифеноменальные по отношению к основным процессам жизни.Многие культурные конструктивисты, напротив, стремились превратить биологию в культуру, устранив «человеческую природу» и, таким образом, превратив культуру в первопричину или неподвижную движущую силу. За последние несколько лет эволюционисты как в естественных, так и в гуманитарных науках вышли из этого тупика, утверждая, что воображение является функциональной частью адаптированного разума. Эти новые идеи пересматривают более раннюю модель когнитивной эволюции человека — модель, наиболее тесно связанную с «эволюционной психологией» (ЭП) как особой школой в рамках эволюционных гуманитарных наук.Пересмотр этой модели позволяет нам теперь полностью интегрировать эволюционные гуманитарные науки и литературоведение. На ранних этапах EP теоретики, стремящиеся противостоять концепции разума как «чистого листа», приняли идею «массивной модульности», идею о том, что разум действует почти исключительно с помощью выделенных частей нейронного механизма, адаптированного к решать конкретные практические задачи в родовых средах. Когнитивные модули — например, нейронные механизмы, отвечающие за зрение — характеризуются автоматизмом и эффективностью.Таким образом, идея массивной модульности несла в себе общее представление о людях как об автоматах, выполняющих адаптацию. Чтобы учесть когнитивную гибкость в этой схеме, можно было бы только «связать большее количество специализированных механизмов вместе так, чтобы в совокупности, а не по отдельности, они решали более широкий круг проблем» (Туби и Космидес, «Психологические основы» 113). Идея массивной модульности заимствована из самых запрограммированных компонентов мозга. Это огромное упрощение когнитивной архитектуры человека, и оно уже исчезает в архивах интеллектуальной истории (Гири; Стерельный).Однако его остаточное влияние дает о себе знать в продолжающихся дебатах об адаптивной функции искусства (Бойд, «Эволюционный»; Кэрролл, «Эволюционная парадигма» 119–28, «Реплика» 349–54; Диссанаяке, «Что такое искусство»). Является»). В книге How the Mind Works (1997) Стивен Пинкер помещает искусство в концепцию когнитивной эволюции человека (524–43). По его мнению, естественный отбор сформировал человеческие мотивы, направленные на максимизацию инклюзивной приспособленности в среде охотников-собирателей. Социальность и язык были частью адаптивного репертуара человека.Образной культуры не было. Творческое воображение, когда бы оно ни появлялось в процессе эволюции человека, просто добавлялось как побочный продукт когнитивных / поведенческих механизмов, решавших практические проблемы. Чтобы проиллюстрировать идею побочного продукта, Пинкер проводит параллели между искусством и порнографией, психоактивными препаратами и богатой едой, такой как чизкейк. Он признает, что вымышленные повествования могут иметь информационное содержание, полезное при предоставлении игровых планов для решения практических проблем, которые могут возникнуть. По его мнению, все остальные особенности искусства отражают только человеческую способность использовать развитые механизмы для получения удовольствия.Удовольствие такого рода, лишенное всякой практической ценности в отношении выживания и воспроизводства, было бы эквивалентно удовольствию, полученному от мастурбации. (В статье «Создает ли красота адаптированный разум?» Туби и Космидес изменили свое собственное более раннее представление о том, что искусства являются неадаптивными побочными эффектами, но они не изменили лежащую в основе концепцию ментальной архитектуры, которой соответствует эта более ранняя точка зрения.) Выдающийся социобиолог Эдвард О. Уилсон предлагает совершенно иное видение когнитивной эволюции человека.В книге Consilience: The Unity of Knowledge (1998) Уилсон задает тот же вопрос, что и Пинкер:
Ответ Уилсона на этот вопрос проводит решающую грань между умственными способностями человека и других животных.Другие животные «движимы инстинктами» (225). Люди не такие. «Наиболее отличительными качествами человеческого вида являются чрезвычайно высокий интеллект, язык, культура и зависимость от долгосрочных контрактов» (224). Адаптивная ценность высокого интеллекта заключается в том, что он обеспечивает средства для поведенческой гибкости — для создания планов, основанных на мысленных представлениях сложных отношений, участия в коллективных предприятиях, требующих общих мысленных представлений, и, таким образом, выработки новых решений адаптивных проблем.Поведенческая гибкость сделала человеческий вид самым успешным альфа-хищником всех времен, но достижение доминирования таким образом дорого обходится. Уилсон говорит о «психологическом изгнании» вида (224-25). Для современного человеческого разума, единственного среди всех разумов животного царства, мир не представляет собой серию строго определенных стимулов, высвобождающих узкий репертуар стереотипного поведения. Он представляет собой обширный и потенциально озадачивающий набор восприятий, умозаключений, причинных отношений, случайных возможностей, аналогий, контрастов и иерархических концептуальных структур.Человеческий разум свободен организовывать элементы познания в бесконечно разнообразный набор комбинаторных возможностей. И большинство этих потенциальных форм организации, как и большинство крупных мутаций, были бы фатальными. Свобода — ключ к успеху человека, а также приглашение к катастрофе. Это понимание, которое лежит в основе объяснения Уилсоном адаптивной функции искусства. «Человеческой наследственности не хватило времени, чтобы справиться с огромным количеством новых случайных возможностей, открываемых высоким интеллектом.. . . Искусство заполнило пробел »(1998, с. 225). Если инстинкты определяются как стереотипные программы поведения, автоматически запускаемые стимулами окружающей среды, мы можем сказать, что у людей искусство частично заменяет инстинкт. Наряду с религией, идеологией и другими эмоционально заряженными системами убеждений искусство формирует образный интерфейс между сложными ментальными структурами, генетически переданными поведенческими предрасположенностями и поведением. Высокий человеческий интеллект является частью более крупной системной структуры видовых адаптаций, которую можно проанализировать в рамках «теории истории жизни человека», то есть анализа распределения усилий по жизненному циклу человека.История человеческой жизни включает в себя альтернативное рождение, продолжительное детство, связь между мужчиной и женщиной в сочетании с мужскими коалициями, двойное воспитание, выживание в постменопаузе, долголетие, развитие навыков извлечения высококачественных ресурсов, увеличенный неокортекс, который усиливает способность подавлять импульсы и участие в долгосрочном планировании, символические способности, позволяющие идентифицировать себя с расширенными социальными группами («племенные инстинкты»), эгалитарные диспозиции, действующие в напряжении с сохраненными склонностями к индивидуальному доминированию, и способность подчинять, в некоторой степени, импульсы выживания и воспроизведение формальных требований воображаемых виртуальных миров (Баумейстер; Бем; Флинн, Гири и Уорд; Гири; Хокинс; Каплан и др.; Ричерсон и Бойд; Д. С. Уилсон, Эволюция). Ранняя концепция разума в рамках ЭП предполагает последовательность, в которой автоматические когнитивные процессы развивались для решения адаптивных проблем, характерных для экологии плейстоцена, с искусством, добавленным в качестве побочных эффектов. Альтернативное видение, сформулированное Уилсоном, предполагает, что когнитивные способности человека развивались специально для целей создания адаптивной гибкости. (Также см. Кэрролл, «Человеческая революция»; Фоли; Айронс; Митен; Поттс; Стерельни; Уэйд.) В этом альтернативном эволюционном сценарии предрасположенность производить и потреблять произведения воображения вместе эволюционировала в функциональной взаимозависимости с высоким интеллектом. Аффективные нейробиологи Жюль и Яак Панксепп ярко вызывают это видение интегрированной, системной эволюции когнитивных способностей человека:
Что делает людей уникальными, возможно, больше, чем что-либо еще, так это то, что мы являемся лингвистически адептами, рассказывающими истории. Вот почему так много различных форм мифологии захватили наше культурное воображение с самого начала письменной истории. (126-27) Мы являемся лингвистически адептами, рассказывающими истории, потому что рассказывание историй — один из основных способов придать форму нашему опыту и, таким образом, в конечном итоге направить наше поведение. Как выразился Терренс Дикон: «Мы рассказываем истории о нашем реальном опыте и придумываем истории о воображаемых, и мы даже используем эти истории для организации нашей жизни.В реальном смысле мы живем в этом общем виртуальном мире »(22). Совместная эволюция генных культур Предрасположенность к творчеству и наслаждению искусством является частью более широкого эволюционного процесса, известного как «коэволюция генной культуры». «Культура» включает технологии и социальную организацию, а также искусство, религию и философию. Представляя культуру в этом более широком смысле, эволюционные антропологи часто ссылаются на толерантность к лактозе как на пример совместной эволюции генной культуры (Кокран и Харпендинг; Ричерсон и Бойд; Уэйд).Путем естественного отбора скотоводы выработали ферменты, которые позволяют взрослым особям переваривать молоко. Культурная практика содержания крупного рогатого скота служит селективной силой, которая изменяет генофонд в данной популяции, и, в свою очередь, измененный генофонд способствует расширению пастбищной экономики. Язык является еще одним ярким примером такого рода избирательного давления. В какой-то момент в прошлом у людей не было речи. Мутации, дающие возможность рудиментарным формам «протоязыка» (Бикертон), дали бы некоторое избирательное преимущество тем, кто ими обладал.Это преимущество увеличило бы представленность этих генов в популяции в целом, а увеличение этих генов улучшило бы лингвистический характер культурной среды, усилив избирательное преимущество, предоставляемое генами, способствующими использованию языка. Аналогичная логика применима и к культуре воображения. Развитие способности создавать воображаемые виртуальные миры должно было иметь адаптивную ценность для наших предков. В противном случае способности к творческой культуре не были бы человеческими универсалиями; художественное поведение не проявляется спонтанно у всех нормально развивающихся детей; и люди не будут демонстрировать когнитивные способности, специально предназначенные для производства и восприятия искусства, — например, склонности к организации высоких звуков в ритмически и эмоционально выразительные последовательности, к созданию визуальных дизайнов, которые производят различные настроения и состояния созерцательного внимания, и к конструированию художественные повествования, вызывающие у аудитории возбужденные и сочувственные отклики (Бойд, «О происхождении»; Браун; Диссанаяке, Арт; Даттон; Скализ-Сугияма; Туби и Космидес, «Создает ли красота»; Сэлмон и Саймонс).Эти три фактора — универсальность, надежное спонтанное развитие и преданные познавательные способности — все предполагают, что склонности к искусству были адаптивными. Если это действительно так, то предрасположенность к производству и потреблению произведений искусства служила бы селективной силой для населения, изменяя генофонд, отдавая предпочтение тем генам, которые способствуют производству и потреблению произведений искусства. Где-то между 100 и 40 тысячами лет назад в человеческой культуре произошла трансформация, которую антропологи называют «человеческой революцией» (Кэрролл, «Человеческая революция»; Кокран и Харпендинг; Клейн; Уэйд; Мелларс и др.; Мелларс и Стрингер). Впервые появились археологически сохранившиеся формы образной культуры — искусство, украшения, церемониальные захоронения, а вместе с ними — сложные многокомпонентные инструменты, сшитая одежда и расширенные формы торговли, предполагающие более сложные формы социальной организации. В «Предыстории разума» (1996) Стивен Митен принудительно обратил внимание на величину этой трансформации и использовал ее в качестве доказательства против узкошкольной концепции EP о массовом модульном разуме. Опровергая теорию о том, что когнитивная гибкость возникает в результате умножения модулей, которые работают автоматически в ответ на закономерности в среде предков, он утверждал, что человеческая революция была вызвана генетически обоснованной когнитивной трансформацией, мутацией, связанной с языком, которая дала людям огромное количество возможностей. расширенная гибкость в символическом представлении.Его концепция «когнитивной текучести» — это, по сути, концепция метафоры: способность связывать образы и идеи в различных областях. Этой силе он объясняет внезапный расцвет технологических инноваций и художественного производства, характерный для человеческой революции. Другие теоретики выступали за более постепенную эволюцию когнитивных способностей человека (Дикон; Смаил; Стерельный). Я думаю, что сторонники человеческой революции, в конечном счете, сыграют лучшую роль в этом аргументе. В любом случае, какими бы темпами это ни происходило, не может быть никаких сомнений в том, что современная символическая культура — культура последних 100 000 лет — радикально отличается от культуры ранней и средней фаз эволюции гоминидов. Само существование современной символической культуры противоречит концепции EP о когнитивной эволюции человека — массивной модульности и чрезвычайно однородному характеру среды предков. Отсюда фактическая необходимость для последователей ВП объяснять современную символическую культуру, рассматривая ее как просто побочный эффект адаптивных структур, которые решали проблемы, которые считались постоянными на протяжении всего плейстоцена. «Человеческая природа» означает, что люди разделяют типичные для вида предрасположенности: основные мотивы, тесно связанные с потребностями выживания, совокупления, воспитания детей и социального взаимодействия (Кэрролл, «Эволюционная парадигма», 111-15; Флинн, Гири и Уорд ; Каплан и др.). Когнитивная и поведенческая гибкость являются частью человеческой природы, но они не устранили лежащих в основе закономерностей основных мотивов. В разных экологиях и разных формах социальной организации элементы человеческой природы сочетаются по-разному, но «культура» не может строить структуры из ничего. Он должен работать с генетически переданными предрасположенностями развитой и адаптированной человеческой натуры. Искусство придает образную форму опыту, возможному в рамках любой данной культуры, отражая ее противоречия, конфликты и удовлетворение.Одна из главных целей эволюционных исследований в гуманитарных науках состоит в том, чтобы проанализировать, каким образом любая данная культура организует элементы человеческой природы, оценить эстетические, эмоциональные и моральные качества, присущие этой организации, и исследовать то, как она влияет — конформистским давлением или антагонистическим подходом. стимул — конкретные литературные произведения. Осмысление искусства Чтобы сформулировать правдоподобные и проверяемые гипотезы об адаптивной функции искусств, мы должны удовлетворить трем критериям: (а) определить искусства таким образом, чтобы выявить то, что является для них особенным и существенным, — таким образом, изолируя рассматриваемую поведенческую предрасположенность; (б) определить адаптивную проблему, которую эта поведенческая предрасположенность решила бы в среде предков; и (c) определить конструктивные особенности, которые могли бы эффективно способствовать этому решению (Пинкер, «Навстречу»).Мы можем определить искусство как склонность к созданию артефактов, эмоционально заряженных и эстетически оформленных таким образом, что они вызывают или изображают субъективные, качественные ощущения, образы или идеи. Литература, в частности, производит субъективно модулированные образы мира и нашего опыта в мире. Предрасположенность к созданию таких изображений решила бы адаптивную проблему, которая, как и само искусство, является уникальной для человеческого вида: организация мотивационных систем, отключенных от непосредственных побуждений инстинктов.Конструктивные особенности, которые опосредуют эту адаптивную функцию, — это способность создавать художественные конструкции, такие как повествование и стихи, а также эмоционально модулированные музыкальные и визуальные паттерны. Рассмотрим реальность нашего опыта. Мы живем в воображении. Для нас, людей, никакое действие или событие никогда не бывает само по себе. Это всегда составляющая ментальных представлений о естественном и социальном порядке, растягивающаяся с течением времени. Все наши действия происходят в рамках воображаемых структур, которые включают в себя наше видение мира и наше место в мире — наши внутренние конфликты и заботы, наши отношения с другими людьми, наши отношения к природе и наши отношения к любым духовным силам, которые, по нашему мнению, могут существовать. .Мы живем в сообществах, которые состоят не только из людей, с которыми мы вступаем в непосредственный контакт, но и с воспоминаниями о мертвых, традициями наших предков, нашим чувством связи с поколениями, еще не родившимися, и с каждым человеком, живым или мертвым, который присоединяется с нами в образных структурах — социальных, идеологических, религиозных или философских — которые подчиняют наши индивидуальные «я» какому-то коллективному телу. Наше ощущение себя происходит из наших мифов и художественных традиций, из историй, которые мы рассказываем, песен, которые мы поем, и визуальных образов, которые нас окружают. У всех нас были моменты, когда какая-то песня, рассказ или пьеса, какой-то фильм, музыкальное произведение или картина преобразили наше видение мира, расширили наш кругозор, углубили наше эмоциональное понимание или дали нам новое понимание человека. опыт. Переход от этого общего наблюдения к гипотезе об адаптивной функции литературы не требует большого умозрительного скачка. Литература и другие искусства помогают нам жить своей жизнью. Вот почему искусства — человеческие универсалии (Браун).Во всех известных культурах искусство глубоко входит в нормальное развитие детства, связывает людей с их культурой и помогает им ориентироваться в мире эмоционально, морально и концептуально (Бойд, О происхождении; Кэрролл, Литературный дарвинизм 65–69; Кэрролл, Готчалл, Джонсон и Крюгер; Диссанаяке, Арт; Даттон; Туби и Космидес, «Создает ли красота?»). Если верно, что искусство адаптивно функционально, оно будет мотивировано эмоционально обусловленными потребностями. Потребность в производстве и потреблении художественных артефактов была бы такой же реальной и отчетливой потребностью, как голод, сексуальное желание, материнские и сыновние связи или желание социальных контактов.Подобно всем подобным потребностям, он будет нести в себе в качестве мотивирующего механизма удовольствие и удовлетворение, сопутствующие исполнению желания. Такое удовлетворение не было бы паразитическим побочным продуктом какой-либо другой формы удовольствия или просто средством удовлетворения какой-либо другой потребности — сексуальной, социальной или практической. Как и все формы самореализации, потребность в искусстве может быть интегрирована с другими потребностями любым количеством способов. Его можно было использовать для демонстрации сексуальности или удовлетворения сексуального голода или социального тщеславия, и его можно было использовать как средство для социальных связей.Тем не менее, сама по себе это была бы первичная и непреодолимая человеческая потребность. Библиография
|
Сварочное оборудование и защитная одежда
Безопасность сварки начинается с понимания того, что может пойти не так, и подготовки к тому, когда это произойдет.
Риски включают поражение электрическим током, травмы, связанные с вдыханием токсичных паров, травмы глаз и ожоги кожи.
Для начала во время всех сварочных работ необходимо надевать защитную одежду и оборудование, включая каски и щиты.
Для дуговой сварки электрическая дуга является очень мощным источником света, включая видимый, ультрафиолетовый и инфракрасный.
Во время всех процессов электросварки операторы должны использовать защитные очки и щиток для рук или шлем, снабженный подходящим фильтрующим стеклом для защиты от интенсивных ультрафиолетовых и инфракрасных лучей.
Когда другие люди находятся в непосредственной близости от места электросварки, эта зона должна быть экранирована, чтобы дуга не была видна ни прямо, ни в отражении от стекла или металла.
Во время всех процессов кислородно-ацетиленовой сварки и резки операторы должны использовать защитные очки для защиты глаз от тепла, яркого света и летящих осколков горячих металлов.
Также не забудьте сохранить паспорта безопасности материалов (MSDS) для всех опасных материалов. Каждый производитель предоставляет паспорта безопасности материалов, чтобы держать вас в курсе любых потенциальных опасностей, например, если респиратор необходим при работе над проектом.
Области повышенного риска для безопасности сваркиОбзор
Безопасность сварки начинается с правильного защитного снаряжения. Сюда входят:
- Респиратор / маска сварщика : Есть несколько типов респираторов. Купите ту, которая предназначена для сварщиков, и того типа проектов, которые вы будете выполнять. Если вы покупаете маску с фильтром, подберите фильтр к типам используемых металлов и покрытий.
- Содержите место в чистоте и проверяйте газы на предмет утечек.
- Вентиляция : Все сварочные участки должны иметь надлежащую вентиляцию. Обратитесь в OSHA за актуальными стандартами. Плохая вентиляция приводит к «отравлению шлейфом». Если вы подозреваете, что вы вдохнули токсичный шлейф, немедленно обратитесь за медицинской помощью.
- Хранение : Все легковоспламеняющиеся вещества должны храниться в ящике для легковоспламеняющихся жидкостей.
- Защита глаз : сварочная защита для глаз защищает от травм от мусора и от воздействия ультрафиолета.Для защиты при выполнении различных видов сварки изготавливаются разные типы шлемов. Они различаются по номеру оттенка, наличию пассивной линзы или линзы с автоматическим затемнением (автоматически подстраивается под сварочные лучи) и комфорта / посадки.
- Противопожарная защита : Искры, образующиеся в процессе сварки, могут вызвать возгорание. Для сварки часто используются огнетушители класса C, поскольку они предназначены для пожаров электрического тока. Песок и вода также могут помочь при тушении пожаров.
- Защитная одежда : Все участки кожи должны быть защищены от расплавленного металла и искр.Сюда входят:
- Рубашки с длинным рукавом
- Брюки, закрывающие верх обуви
- Перчатки
- Туфли или сапоги
- Волосы защищены шапкой сварщика
- Кожаные куртки также эффективны для защиты от шлаков и искр.
- Кожаные фартуки обеспечивают некоторую защиту при сидении
- Бахилы, называемые гетрами, защищают обувь, что полезно, если вы работаете над проектом, в котором образуются искры и шлак (расплавленный металл)
Совет по технике безопасности при сварке : Используйте плоскогубцы при работе с металлами.Если вы считаете, что металл — это круто, используйте тыльную сторону руки и, не торопясь, поднесите его ближе к металлу. Подойдя ближе, вы почувствуете жар, если он будет слишком горячим.
- Подготовка к несчастным случаям : Держите под рукой аптечку, в которую входят бинты и спрей от ожогов. Рассмотрите вариант, который превосходит рекомендации ANSI (Американский национальный институт стандартов) и OSHA, например аптечку.
Шлемы и щиты
Сварочная маска и шлем с респираторомСварочные дуги — это яркий яркий свет.Они содержат часть ультрафиолета, который может вызвать повреждение глаз.
По этой причине дугу нельзя рассматривать невооруженным глазом на расстоянии 50,0 футов (15,2 м).
Яркость и точный спектр и, следовательно, опасность света зависят от процесса сварки, металлов в дуге, атмосферы дуги, длины дуги и сварочного тока.
Операторы, слесари и работающие поблизости нуждаются в защите от дугового излучения.
Интенсивность света дуги увеличивается с увеличением тока и напряжения дуги. Излучение дуги, как и все световое излучение, уменьшается пропорционально квадрату расстояния.
Процессы, при которых образуется дым вокруг дуги, имеют менее яркую дугу, поскольку дым действует как фильтр.
Спектр сварочной дуги подобен солнечному. Воздействие дуги на кожу и глаза такое же, как и на солнце.
Находясь ближе всего к сварщику, сварщику нужен шлем, чтобы защитить глаза и лицо от вредного света и частиц горячего металла.
Сварочная маска с автоматическим затемнениемСварочная маска обычно изготавливается из прессованного волокнистого изоляционного материала. Он имеет регулируемое оголовье, что позволяет использовать его людям с разными размерами головы.
Чтобы свести к минимуму отражение и блики от интенсивного света, шлем имеет матово-черный цвет.
Он надевается на голову и может подниматься вверх, когда не сваривает. Главное преимущество шлема заключается в том, что он оставляет обе руки свободными, что позволяет одновременно удерживать работу и сваривать.
Ручной щиток обеспечивает такую же защиту, как и шлем, но удерживается на месте за ручку. Этот тип экрана часто используется наблюдателем или человеком, который занимается сваркой в течение короткого периода времени.
Защитный сварочный шлем имеет держатели для линз, которые используются для вставки покровного стекла и фильтрующего стекла или пластины. Стандартный размер фильтрующей пластины — 2 x 4-1 / 4 дюйма (50 x 108 мм). В некоторых шлемах держатели линз открываются или откидываются вверх.
Линзыпредназначены для предотвращения ожогов от вспышки и повреждения глаз за счет поглощения инфракрасных и ультрафиолетовых лучей, создаваемых дугой.
Стекла или пластины с фильтрами имеют разную оптическую плотность для фильтрации света различной интенсивности в зависимости от процесса сварки, типа основного металла и сварочного тока.
Цвет линз, обычно зеленый, синий или коричневый, является дополнительной защитой от яркого белого света или бликов.
Цветные линзы позволяют четко видеть металл и сварной шов. Линза лупы, расположенная за стеклом фильтра, иногда используется для обеспечения четкого обзора.
Защитная пластина должна быть размещена снаружи фильтрующего стекла, чтобы защитить его от сварочных брызг.
Стекло фильтра должно быть закалено, чтобы оно не разбилось при попадании брызг сварочного шва.
Стекла с фильтром должны иметь маркировку с указанием производителя, номера оттенка и буквы «H», указывающей на то, что стекло было обработано для обеспечения ударопрочности.
Маски для газовой дуговой сварки
Для обеспечения безопасности при сварке металлической дугой (MIG) требуются более темные светофильтры, чем при сварке металлической дугой в экранированной среде (электродной сваркой).
Интенсивность ультрафиолетового излучения, излучаемого при газовой дуговой сварке, в 5–30 раз выше, чем при сварке покрытыми электродами.
Не выполняйте сварку с треснувшими или дефектными экранами, поскольку проникающие лучи от дуги могут вызвать серьезные ожоги.
Убедитесь, что цветные стеклянные пластины подходящего оттенка для дуговой сварки. Защитите пластину цветного стекла от брызг расплавленного металла с помощью покровного стекла.
Замените покровное стекло, если оно повреждено или покрыто брызгами расплавленного металла.
Защитные маски также необходимо носить там, где это необходимо для защиты глаз. Сварщики должны носить защитные очки, а измельчители и болгарки часто используют защитные маски в дополнение к защитным очкам.
При выполнении некоторых сварочных работ требуется использование респираторов-масок.
Каски с «пузырчатой» передней частью могут быть адаптированы для использования с респираторами.
См. Нашу страницу о безопасности дуговой сварки для определения толщины линз и пластин шлема в таблицах применения.
Защитные очки
Защитные очки для сварки — Показано: Защитные очки для сварки с мягкой стороны от Hardware WorldВо время процессов полностью электрической сварки операторы должны носить защитные очки.
Защитные очки защищают глаза от сварочных брызг, которые иногда попадают внутрь шлема.
Эти прозрачные очки также защищают глаза от частиц шлака при скалывании и от горячих искр при использовании угловой шлифовальной машины.
Контактные линзы нельзя носить при сварке или работе рядом со сварщиками.
Рекомендуются затемненные защитные очки с боковыми щитками, особенно при скалывании или шлифовании сварщиков. Те, кто работает рядом со сварщиками, также должны носить затемненные защитные очки с боковыми щитками.
Защитная одежда
Защитная одежда включает сварочные перчатки, пальто, рукава и защиту для ног.Персонал, подверженный опасностям, создаваемым сваркой, резкой или пайкой, должен быть защищен средствами индивидуальной защиты в соответствии со стандартами OSHA, подраздел I, средства индивидуальной защиты, параграф 1910.132 .
Соответствующая защитная одежда, необходимая для любых сварочных работ, будет зависеть от размера, характера и местоположения выполняемых работ.
Сварщики должны носить рабочую или производственную одежду без отверстий и щелей, чтобы лучи дуги не попадали на кожу.
Те, кто работает близко к дуговой сварке, также должны носить защитную одежду. Одежда должна быть всегда сухой, включая перчатки.
Вместо хлопчатобумажной ткани следует носить шерстяную одежду, поскольку шерсть не так легко сгорает или повреждается брызгами сварочного шва, а также помогает защитить сварщика от перепадов температуры.
Одежда из хлопка, если она используется, должна быть подвергнута химической обработке для снижения ее горючести.
Вся остальная одежда, например, джемперы или комбинезоны, не должна быть в достаточной степени обезжирена или обезжирена.
Взрывозащищенные фартуки или сварочные куртки из кожи, огнестойкого или другого подходящего материала следует носить для защиты от брызг расплавленного металла, теплового излучения и искр.
Накидки или плечевые накидки из кожи или других подходящих материалов следует носить во время сварки или резки над головой.
Кожаные тюбетейки можно носить под касками во избежание ожогов головы.
Искры могут попасть в закатанные рукава, карманы одежды или манжеты комбинезона и брюк. Поэтому рукава и воротники должны быть застегнуты, а карманы должны быть убраны спереди комбинезона и фартуков. В качестве альтернативы вам следует приобрести хорошую пару сварочных втулок, чтобы быть уверенным, что вы надежно защищены.
Брюки и комбинезон не должны быть подняты наружу. Для тяжелых работ следует использовать огнестойкие леггинсы, высокие сапоги или другие аналогичные средства.
Для обеспечения безопасности при сварке на производстве экран из листового металла перед ногами рабочего может обеспечить дополнительную защиту от искр и расплавленного металла при резке.
Сварочная куртка — огнестойкая сварочная куртка с регулируемыми манжетами и поясными ремнями. На фотографии: сварочная куртка Black Stallion BSX® FR Защитные перчатки для сварки Mig и Stick. Прошит огнестойким кевларом. На фотографии: Black Stallion BSX® Stick / MIG Welding GlovesСледует надевать огнестойкие сварочные перчатки, желательно кожаные, для защиты рук и предплечий от лучей дуги, брызг расплавленного металла, искр и горячего металла.
Кожаные перчатки должны быть достаточной толщины, чтобы они не сморщились от тепла, не прогорали и не быстро изнашивались.
Кожаные перчатки не следует использовать для того, чтобы собирать горячие предметы, так как при этом кожа становится жесткой и трескается.
Не допускайте попадания масла или смазки на перчатки, так как это снизит их огнестойкость и приведет к их быстрому возгоранию или обугливанию.
Защитное снаряжение
Средства защиты лежат в основе любого плана обеспечения безопасности при сварке.В случае контакта с острыми или тяжелыми падающими предметами или опасности столкновения в ограниченном пространстве необходимо использовать каски или средства защиты головы.
Для сварки и резки над головой или в ограниченном пространстве также необходимо использовать ботинки со стальным носком и средства защиты органов слуха. Если вы собираетесь приваривать низко, то рекомендуется приварить наколенники.
Для обеспечения безопасности при сварке в любой зоне, во время работы необходимо обеспечить соответствующую защиту для защиты находящихся поблизости рабочих или прохожих от яркого света при сварке.
Экраны должны быть расположены так, чтобы не было серьезных ограничений вентиляции. Экраны следует устанавливать так, чтобы они находились на высоте около 2,0 футов над полом, если только работа не выполняется на таком низком уровне, что экран необходимо выдвигать ближе к полу для защиты соседних рабочих.
Высота экрана обычно составляет 6,0 футов (1,8 м), но может быть больше в зависимости от ситуации.
Экран и окружающие области должны быть окрашены специальными красками, поглощающими ультрафиолетовое излучение, но не создающими высокого контраста между яркими и темными областями.
Рекомендуются светлые пастельные тона краски на основе цинка или диоксида титана. Не использовать черную краску.
Связанные : Список основных сварочных инструментов
Пожарная опасность
Ответственность за выполнение плана противопожарной безопасности и защиты при сварке лежит на сварщиках, резчиках и контролерах.
Примерно шесть процентов пожаров на промышленных предприятиях вызваны резкой и сваркой, которые выполнялись в основном с помощью переносного оборудования или в зонах, специально не предназначенных для таких работ.
Разработка основных мер предосторожности, которые необходимо предпринять для предотвращения пожара во время сварки или резки, содержится в Стандарте по предотвращению пожара при использовании процессов резки и сварки, Стандарт Национальной ассоциации противопожарной защиты 51B, 1962.
Некоторые из основных мер предосторожности при сварке для предотвращения возгорания при сварке или резке приведены ниже.
Во время операций сварки и резки образуются искры и брызги расплава, которые иногда разлетаются на значительные расстояния.
Искры также падали через трещины, отверстия в трубах или другие небольшие отверстия в полу и перегородках, вызывая пожары в других местах, которые временно могут остаться незамеченными.
По этим причинам сварка или резка не должны выполняться вблизи легковоспламеняющихся материалов, если не приняты все меры для предотвращения возгорания.
Горячие куски основного металла могут соприкоснуться с горючими материалами и вызвать возгорание.
Пожары и взрывы также возникают при передаче тепла через стенки контейнеров в легковоспламеняющуюся атмосферу или горючие вещества внутри контейнеров.
Все горючие или легковоспламеняющиеся предметы подвержены возгоранию при резке и сварке.
При сварке или резке частей транспортных средств масляный поддон, бензобак и другие части транспортного средства считаются опасными для возгорания и должны быть удалены или эффективно защищены от искр, шлака и расплавленного металла.
По возможности, легковоспламеняющиеся материалы, прикрепленные к оборудованию или рядом с ним, требующим сварки, пайки или резки, будут удалены. Если удаление нецелесообразно, следует использовать подходящий экран из термостойкого материала для защиты легковоспламеняющегося материала.
Должно быть в наличии оборудование для пожаротушения любого типа пожара.
Безопасность при сварке в замкнутом пространстве
Безопасность сварки в ограниченном пространстве сопряжена с рядом проблем. Под замкнутым пространством подразумевается относительно небольшое или ограниченное пространство, такое как резервуар, бойлер, сосуд высокого давления или небольшой отсек корабля или резервуара.
При выполнении сварки или резки в замкнутом пространстве газовые баллоны и сварочные аппараты следует оставлять снаружи.Перед началом работы тяжелое переносное оборудование, установленное на колесах, должно быть надежно заблокировано для предотвращения случайного перемещения.
Если сварщик должен войти в замкнутое пространство через люк или другой открытый люк, будут предусмотрены средства для быстрого удаления его в случае возникновения чрезвычайной ситуации. Когда для этой цели используются ремни безопасности и страховочные тросы, они будут прикреплены к телу сварщика, чтобы его нельзя было зажать в небольшом выходном отверстии.
Дежурный с заранее запланированной спасательной процедурой будет находиться снаружи, чтобы постоянно наблюдать за сварщиком и иметь возможность проводить спасательные операции.
Когда дуговая сварка приостанавливается на какой-либо продолжительный период времени, например, во время обеда или на ночь, все электроды будут извлечены из держателей, при этом держатели будут осторожно расположены так, чтобы исключить случайный контакт.
Сварочные аппараты будут отключены от источника питания.
Чтобы исключить возможность утечки газа через утечки или неправильно закрытые клапаны при газовой сварке или резке, клапаны подачи газа и кислорода должны быть закрыты, регуляторы разблокированы, газовая и кислородная магистрали продуваются, а клапаны на горелке закрываются. выключен, когда оборудование не будет использоваться в течение длительного периода времени.
По возможности резак и шланг также удаляются из замкнутого пространства.
После завершения сварочных работ сварщик маркирует горячий металл или предоставляет другие средства предупреждения других рабочих.
Дополнительную информацию см. В нашем руководстве по технике безопасности при производстве металла.
Экологическое значение гигантских моллюсков в экосистемах коралловых рифов
https://doi.org/10.1016/j.biocon.2014.11.004Получение прав и содержаниеОсновные моменты
- •
Мы рассматриваем экологическое значение гигантских моллюсков на коралловые рифы.
- •
Гигантские моллюски могут способствовать созданию рифов: (1) как пища, (2) как укрытие и (3) как строители и формирователи рифов.
- •
Понимание экологической роли гигантских моллюсков подкрепляет аргументы в пользу их сохранения.
Abstract
Гигантские моллюски ( видов Hippopus и Tridacna ), как полагают, играют различные экологические роли в экосистемах коралловых рифов, но большинство из них ранее не определялось количественно.Используя данные литературы и собственные исследования, мы выясняем экологические функции гигантских моллюсков. Мы показываем, как их ткани являются пищей для широкого круга хищников и падальщиков, в то время как их выделения в виде живых зооксантелл, фекалий и гамет поедаются оппортунистическими кормушками. Раковины гигантских моллюсков служат субстратом для колонизации эпибионтов, в то время как комменсалы и эктопаразитические организмы живут в их полостях мантии. Гигантские моллюски увеличивают топографическую неоднородность рифа, действуют как резервуары зооксантелл ( Symbiodinium spp.), а также потенциально противодействовать эвтрофикации за счет фильтрации воды. Наконец, плотные популяции гигантских моллюсков производят большое количество материала раковины из карбоната кальция, который в конечном итоге включается в структуру рифа. К сожалению, гигантские моллюски находятся под большим давлением из-за чрезмерного вылова рыбы, и их истребление может нанести ущерб коралловым рифам.