Понятие о производственном и технологическом процессах
Производственный процесс — совокупность всех действий людей и орудий производства, необходимых на данном предприятии для изготовления или ремонта выпускаемых изделий. Изделием называется любой предмет или набор предметов производства, подлежащих изготовлению на предприятии.
Деталь — изделие, изготовленное из однородного по наименованию и марке материала, без применения сборочных операций. Производство классифицируется тремя категориями:
- Типы
- Виды
- Части
Типы производства — классификационная категория производства, выделяемая по признакам широты номенклатуры, регулярности, стабильности и объема выпуска изделий. Тип производства — важнейшая характеристика, от которой зависит объем подготовки производства для выпуска изделия. Различают три типа производства:
- массовый,
- серийный,
- единичный.
Массовым называют тип производства, или, проще, производство, характеризуемое большим объемом выпуска изделий непрерывно изготовляемых или ремонтируемых продолжительное время, в течение которого на большинстве рабочих мест выполняется одна рабочая операция.
Серийным называют производство, характеризуемое изготовлением повторяющимися партиями изделий. Размеры партий /количество заготовок одновременно подаваемых на рабочее место могут быть большими и малыми. Они определяют серийность производства.
Различают производство крупносерийное, среднесерийное и мелкосерийное. Чем крупнее партии, тем реже сменяемость на рабочих местах, тем ближе производство приближается к массовому типу производства и тем дешевле может быть выпускаемая продукция. В приборостроении крупносерийным считается производство при объеме выпуска не менее 5 тыс. штук в год. Среднесерийное производство в интервале 1-5 тыс. штук в год. Мелкосерийное – до I тыс.
Единичным называют производство, характеризуемое малым объемом выпуска одинаковых изделий, повторное изготовление изделий, которых, как правило, не предусматривается. Здесь отсутствует цикличность производства, свойственная серийному производству. Отсутствие повторяемости изготовления ведет к поиску наиболее упрощенных путей изготовления продукции. Чаще всего так работают экспериментальные, ремонтные цехи и т.п. Рабочие здесь, как правило, высокой квалификации. Оборудование и оснастка – универсальные. Стоимость продукции – высокая. Из рассмотренного выше видно, что тип производства в значительной степени влияет на технологические процессы изготовления деталей и сборки изделий. При разной серийности для изготовления одной и той же детали выбираются разные заготовки, применяется разное оборудование, оснастка, меняется структура технологического процесса. При этом изменяется и характер производственного процесса.
Вид производства — это классификационная категория производства, выделяемая по признаку применяемого метода изготовления изделия и наличия технологической подготовки производства. Например: литейное, сварочное, механообрабатывающее, сборочно-регулировочное и т.п.
Например: литейное, сварочное, механообрабатывающее, сборочно-регулировочное и т.п.
Части производства — это понятие включает в себя основное и вспомогательное производство. Основное производство — это производство товарной продукции, которое изготавливает изделие для поставки, т.е. изготовление заготовок, готовых деталей и сборка их. Вспомогательное производство — это производство средств, необходимых для обеспечения функционирования основного производства. К последнему относятся: изготовление и ремонт средств технологического оснащения, производство или подача сжатого воздуха, тепловой и электрической энергии и т.п.
Технологический процесс — часть производственного процесса, содержащая целенаправленные действия по изменению и/или определению состояния предмета труда. Под изменением состояния понимают изменение формы, размеров, физических свойств и т.п. К предметам труда относятся заготовки и изделия.
Основные требования к технологическому процессу:
- Технологический процесс разрабатывается для изготовления или ремонта изделия или совершенствования действующего технологического процесса в соответствии с достижениями науки и техники.

- Технологический процесс разрабатывается для изделий, конструкция которых отработана на технологичность.
- Технологический процесс должен быть прогрессивным и обеспечивать повышение производительности труда и качества изделий, сокращение трудовых и материальных затрат на его реализацию.
- Технологический процесс разрабатывают на основе имеющегося типового или группового технологического процесса, а при их отсутствии на основе использования ранее принятых прогрессивных решений, содержащихся в действующих единичных технологических процессов изготовления аналогичных изделий.
- Технологический процесс должен соответствовать требованиям техники безопасности, промышленной санитарии и охране окружающей среды.
Виды технологических процессов:
Единичный технологический процесс разрабатывается для изготовления или ремонта изделия одного наименования, независимо от типа производства. Типовой технологический процесс разрабатывается для изготовления группы изделий с общими конструктивными и технологическими признаками. Групповой технологический процесс разрабатывается для изготовления группы изделий с разными конструктивными признаками, но общими технологическими признаками.
Групповой технологический процесс разрабатывается для изготовления группы изделий с разными конструктивными признаками, но общими технологическими признаками.
Структура технологического процесса. Технологические процессы изготовления изделий, деталей и заготовок при их разработке и в производственных условиях могут быть делимы на следующие структурные составляющие:
Технологическая операция — законченная часть технологического процесса, выполняемая на одном рабочем месте. На операцию определяется норма времени и операция является, таким образом, единицей для планирования объема работы и рабочих мест в цехе.
Установка — часть технологической операции, выполняемая при неизменном закреплении обрабатываемых заготовок или собираемой сборочной единицы.
Технологический переход — законченная часть технологической операции, выполняемая одними и теми же средствами технологического оснащения при постоянных технологических режимах и установке.
Вспомогательный переход — законченная часть технологической операции, состоящая из действий человека и/или оборудования, которые не сопровождаются изменением свойств предметов труда, но необходимы для выполнения технологического перехода. Пример – установка заготовки, смена инструмента и т.п. Вспомогательные переходы не записываются в карту технологического процесса. При одновременной обработке несколькими инструментами нескольких поверхностей переход называется совмещенным. Нередко встречаются операции, состоящие всего из одного технологического перехода.
Рабочий ход — законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно заготовки и сопровождается изменением формы, размеров, качества поверхности и свойств заготовки.
Позиция — фиксированное положение, занимаемое неизменно закрепленной обрабатываемой заготовкой или собираемой сборочной единицей совместно с приспособлением относительно инструмента или неподвижной части оборудования.
Прием — законченная совокупность действий человека при выполнении определенной части операции, применяемых при выполнении перехода или его части и объединенных одним целевым назначением.
Основные понятия производственного и технологического процессов
Основные понятия производственного и технологического процессов
Производственный процесс ремонта — это комплекс целенаправленных действий, приводящий к восстановлению работоспособности деталей, узлов, агрегатов и машин в целом, утраченной вследствие естественного или аварийного изнашивания в процессе эксплуатации, хранения или транспортирования машин. Производственный процесс охватывает всю совокупность операций, в результате которых объект ремонта превращается в изделие, полностью соответствующее техническим условиям на ремонт. В понятие производственного процесса включаются ряд самостоятельных технологических процессов (доставка объекта ремонта на предприятие, очистка, мойкгц восстановление отдельных деталей, изготовление запасных частей, контроль сборки машин, испытание и т. д.), а также мероприятия по подготовке и нормальному функционированию ремонтного предприятия (организация обслуживания средств производства и рабочих мест, получение и хранение материалов и полуфабрикатов и пр.).
д.), а также мероприятия по подготовке и нормальному функционированию ремонтного предприятия (организация обслуживания средств производства и рабочих мест, получение и хранение материалов и полуфабрикатов и пр.).
Технологический процесс ремонта машин является частью производственного процесса, включающего ряд последовательных операций, связанных с постепенным изменением состояния объекта ремонта. Характер технологического процесса и последовательность выполняемых операций определяются видом ремонта, конструктивно-технологическими особенностями машины, техническим уровнем, оснащенностью ремонтного предприятия и организационными принципами проведения ремонта. Определенное влияние на трудоемкость операций технологического процесса оказывает техническое состояние машин, поступающих в ремонт.
Обычно различают наиболее сложные технологические процессы выполнения заготовок, термической обработки, механической обработки, наплавки и сварки, сборки.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Под технологическим процессом механической обработки понимают последовательное изменение состояния заготовки (форм, размеров, качества поверхностей) до получения готового изделия.
Технологический процесс состоит из нескольких операций. Под технологической операцией понимают часть технологического процесса, осуществляемую непрерывно на одном рабочем месте с использованием определенного инструмента или приспособления. Содержание операции зависит от характера технологического процесса, применяемого оборудования и объекта ремонта. Ввиду того что операция в организационном отношении является основной и неделимой частью технологического процесса, она используется при учете производительности труда и планировании основных показателей функционирования ремонтного предприятия.
При восстановлении деталей, узлов и агрегатов погрузочно- разгрузочных машин наиболее трудоемкими являются технологические процессы, связанные с капитальным ремонтом.
При поступлении машины на ремонтное предприятие техническими условиями определяются требования к владельцу машины в части ее комплектности, подготовка к ремонту, указывается порядок приемки.
Техническими условиями регламентируются правила контроля и сортировки деталей. При разработке технологического процесса на каждую деталь составляется карта, где приводятся номинальные и допустимые по износу размеры детали с указанием характерных выбраковочных признаков. Детали считаются годными, если они не имеют повреждений и их износ не превышает установленных допусков.
Для того чтобы ремонтные операции на рабочих местах выполнялись в строгом соответствии с техническими условиями, на предприятиях составляют так называемые технологические карты. Такие карты являются важным элементом производства, позволяющим обеспечить единую технологическую дисциплину на предприятиях. Применение технологических карт дает возможность правильно решать вопросы оснащения рабочих мест оборудованием и своевременно устранять возникающие в технологическом процессе отклонения.
Такие карты являются важным элементом производства, позволяющим обеспечить единую технологическую дисциплину на предприятиях. Применение технологических карт дает возможность правильно решать вопросы оснащения рабочих мест оборудованием и своевременно устранять возникающие в технологическом процессе отклонения.
Технологические карты обычно составляют на стадии подготовки ремонтного производства. В картах приводится перечень и содержание необходимых операций, а также порядок их выполнения с учетом оптимальной последовательности. По каждой операции в карте отмечается используемое оборудование, инструмент или приспособление; приводятся требования технических условий на ремонт и устанавливается квалификация рабочего. Кроме того, в технологических картах приводятся нормы времени как на отдельные операции, так и на технологический процесс в целом.
Основные технологические процессы ремонта машин включают множество одноименных операций с различными деталями. Чтобы избежать многократного повторения, на схемах технологического процесса изображают укрупненные операции, которые условно распространяют на все детали, узлы и агрегаты машины. Характер схемы технологического процесса существенно зависит от метода ремонта (необезличенного или обезличенного). При необезличенном методе схема технологического процесса представляется более детализированной, в то время как при обезличенном методе схема изображается укрупненными позициями.
Характер схемы технологического процесса существенно зависит от метода ремонта (необезличенного или обезличенного). При необезличенном методе схема технологического процесса представляется более детализированной, в то время как при обезличенном методе схема изображается укрупненными позициями.
Рис. 54. Схема технологического процесса ремонта машин:
а — необезличенным методом; б — агрегатным методом козловых кранов
Принципиальная схема технологического процесса ремонта машин необезличенным методом показана на рис. 54, а. Схема капитального ремонта козловых кранов грузоподъемностью 5 т агрегатным методом приведена на рис. 54, б.
Для указанных схем технологического процесса ремонта характерна последовательность операций. При необезлйченном методе базовые и остальные детали ремонтируют до начала сборки машины. По результатам дефектации негодные детали заменяют новыми, а требующие ремонта после восстановления поступают на сборку. При необезличенном методе продолжительность процесса ремонта лимитируется главным образом временем восстановления (изготовления новых) деталей.
—-
Производственный процесс ремонтного предприятия — это совокупность действий, направленных непосредственно на объект ремонта, и действий, способствующих их выполнению, в результате которых восстанавливаются годность и эксплуатационные качества машин. Отсюда видно, что производственный процесс ремонта включает основные и вспомогательные процессы. Основные— это процессы непосредственного воздействия на объект ремонта, обеспечивающие устранение дефектов, а вспомогательные — это процессы, способствующие выполнению основных. Так, процессы разборки и сборки погрузочно-разгрузочной машины, ремонта деталей и сборочных единиц относятся к основным процессам, а хранение и транспортирование машин, проверка качества выполненных работ, изготовление и ремонт инструментов, производство всех видов энергии, материально-техническое снабжение и др. относятся к вспомогательным. При техническом обслуживании погрузочно-разгрузочных машин к основным относятся процессы, связанные с уборочно-моечными, контрольно-регулировочными, смазочно-заправочными и некоторыми другими, а хранение, подготовка средств заправки и смазки, подготовка инструмента — к вспомогательным.
Основные процессы в соответствии с ГОСТ 3.1109—82 как часть производственного процесса, содержащая целенаправленные действия по изменению и определению состояния предмета труда, называют технологическими процессами. При этом технологический процесс может быть отнесен к полнокомплектной погрузочно-разгрузочной машине, его составной части или к методам обработки, формообразования и сборке. К предметам труда относятся также заготовки. Если какая-либо часть технологического процесса начинается и заканчивается на одном рабочем месте, то она называется технологической операцией, или просто операцией. Состав технологического процесса и последовательность выполнения технологических операций определяются видом ремонта, конструктивно-технологическими особенностями машины, оснащенностью и уровнем технологической подготовки ремонтного предприятия.
На рис. 92 представлена схема технологического процесса ремонта машин в дорожных мастерских. Он характеризуется тем, что объект ремонта перед установкой на основной технологической линии (ОТЛ) в связи с наличием навесного оборудования подвергается дополнительной подразборке по сравнению с базовыми машинами. В результате первой и второй (уже на ОТЛ) подразбо-рок отсоединяются агрегаты, которые могут ремонтироваться как на ОТЛ, так и за ее пределами, где в свою очередь также подвергаются разборке (третья подразборка) уже на детали. Отремонтированные детали и агрегаты возвращаются на ОТЛ на общую сборку машины, начало которой определяется готовностью базовой детали.
В результате первой и второй (уже на ОТЛ) подразбо-рок отсоединяются агрегаты, которые могут ремонтироваться как на ОТЛ, так и за ее пределами, где в свою очередь также подвергаются разборке (третья подразборка) уже на детали. Отремонтированные детали и агрегаты возвращаются на ОТЛ на общую сборку машины, начало которой определяется готовностью базовой детали.
Рис. 92. Схема типового технологического процесса ремонта машин в дорожных мастерских
Наиболее сложными являются технологические процессы восстановления (наплавки и сварки, механической и термической обработки) и сборки. Этими процессами, как правило, характеризуется капитальный ремонт машин. Под технологическим процессом механической обработки понимают последовательное изменение форм, размеров и качества поверхностей заготовки или детали до получения готового изделия. При выполнении сварочных или наплавочных работ происходит изменение геометрии детали в результате присоединения другой детали и послойного наращивания металла на изношенные поверхности. Технологический процесс сборки связан с последовательным соединением деталей в сборочные единицы, а последних в полнокомплектные машины. Отсюда видно, что уровень технологической подготовки ремонтного предприятия должен соответствовать конструктивной и технологической сложности машин.
Технологический процесс сборки связан с последовательным соединением деталей в сборочные единицы, а последних в полнокомплектные машины. Отсюда видно, что уровень технологической подготовки ремонтного предприятия должен соответствовать конструктивной и технологической сложности машин.
Под конструктивной сложностью машин, с точки зрения их ремонта, можно понимать число деталей различного типа, участвующих в разборочно-сборочном технологическом процессе, а под технологической сложностью — отношение трудовых затрат при разборке машин как наиболее простого технологического процесса, который может реализоваться в различных производственных условиях, к общим трудовым затратам на ремонт. Конструктивная сложность ряда погрузочно-разгрузочных машин будет характеризоваться данными табл. 22, где в качестве показателей сложности взято относительное (по отношению к аналогичному показателю электропогрузчика ЭП-1631) количество: деталей в машине яд, болтовых соединений Яб, шплинтов яш, подшипников качения лпк, сопряжений с натягом пи, сопряжений повышенной точности пт и зубчатых колес пзк.
В первой группе окажутся электропогрузчики и козловые краны малой грузоподъемности. Во второй группе будут остальные типы машин, главным образом из-за наличия сборочных единиц (двигателей внутреннего сгорания, гидравлического оборудования и др.), с повышенным числом особо точных сопряжений, сопряжений с натягом и подшипниковых узлов и деталей. Характерно, что и технологическая сложность их также высока.
Можно считать, что применительно к погрузочно-разгрузочным машинам более сложные из них в конструктивном отношении обладают и повышенной технологической сложностью ремонта. Например, технологическая сложность только дизельного двигателя как части тракторного погрузчика почти равна сложности электропогрузчика. Такие данные позволяют произвести классификацию погрузочно-разгрузочных машин и их сборочных единиц по степени технологической сложности и сравнить ее с достигнутым уровнем технологических возможностей ремонтных предприятий.
Наиболее полно в дорожных механических мастерских освоен ремонт электропогрузчиков и сборочных единиц козловых кранов. Требуемые объем и качество работ по переводу данных типов машин из неисправного состояния в исправное обеспечиваются соответствующими технологическими процессами, реализуемыми с помощью оборудования и организации труда.
Требуемые объем и качество работ по переводу данных типов машин из неисправного состояния в исправное обеспечиваются соответствующими технологическими процессами, реализуемыми с помощью оборудования и организации труда.
В свою очередь технологический процесс может быть двух видов: единичный и типовой в зависимости от числа объектов, охватываемых процессом. Для случая когда на ремонтном предприятии на данном оборудовании и площадях независимо от числа машин ремонтируется конкретная марка (например, только электропогрузчик ЭП-103) или изготовляется только один вид запасной части (например, шестерня ведущая главной передачи электропогрузчика ЭП-103), составляется единичный технологический процесс, характеризующийся конкретностью информации. В свою очередь типовой технологический процесс предназначается для группы однотипных изделий (например, всех типов электропогрузчиков отечественного производства или для наплавки всех типоразмеров валов), охватываемых ремонтом.
Единичные и типовые процессы имеют еще по два признака: назначение и степень детализации содержания процесса. По назначению процесс может быть рабочим и перспективным. По степени детализации содержания каждый вид технологического процесса может быть маршрутным, операционным и маршрутно-операционным. Маршрутный технологический процесс характеризуется сокращенной информацией о всех технологических операциях на тот или иной вид работ в последовательности их выполнения без указаний переходов и технологических режимов. В отличие от этого операционный технологический процесс содержит полную информацию о всех технологических операциях на тот или иной вид работ в последовательности их выполнения с указанием переходов и технологических режимов. Маршрутно-операционный технологический процесс характеризуется сокращенной информацией о большинстве технологических операций и полной о некоторых, наиболее важных в последовательности их выполнения. Такое деление технологических процессов необходимо для описания процессов ремонта и изготовления объектов на предприятиях с различными объемом и номенклатурой работ, технологическим оснащением, организацией производства.
По назначению процесс может быть рабочим и перспективным. По степени детализации содержания каждый вид технологического процесса может быть маршрутным, операционным и маршрутно-операционным. Маршрутный технологический процесс характеризуется сокращенной информацией о всех технологических операциях на тот или иной вид работ в последовательности их выполнения без указаний переходов и технологических режимов. В отличие от этого операционный технологический процесс содержит полную информацию о всех технологических операциях на тот или иной вид работ в последовательности их выполнения с указанием переходов и технологических режимов. Маршрутно-операционный технологический процесс характеризуется сокращенной информацией о большинстве технологических операций и полной о некоторых, наиболее важных в последовательности их выполнения. Такое деление технологических процессов необходимо для описания процессов ремонта и изготовления объектов на предприятиях с различными объемом и номенклатурой работ, технологическим оснащением, организацией производства.
Для дорожных механических мастерских характерны типовые рабочие технологические процессы, содержащие объем информации, достаточный для выполнения ремонта деталей, сборочных единиц или полнокомплектных машин, в особенности машин, отличающихся пониженной технологической сложностью ремонта.
Это проявляется в том, что в мастерских исполнители тех или иных работ снабжаются, как правило, сокращенной информацией о технологическом процессе без указания переходов и технологических режимов. Задаются только конечные параметры состояния объекта. Число переходов и технологические режимы выбираются самим исполнителем. В этом случае можно считать, что в дорожных механических мастерских на ремонте машин реализуются, главным образом, типовые рабочие технологические процессы с маршрутной или маршрутно-операционной степенью его детализации. Маршрутно-операционная детализация процесса встречается, как правило, при закалке, автоматической наплавке деталей и других сложных технологических процессах. На разборке, сборке, мойке, сварке применяется в большинстве случаев маршрутная детализация технологических процессов за исключением машин с повышенной технологической сложностью ремонта. Здесь возможна и маршрутно-операционная степень детализации процесса.
На разборке, сборке, мойке, сварке применяется в большинстве случаев маршрутная детализация технологических процессов за исключением машин с повышенной технологической сложностью ремонта. Здесь возможна и маршрутно-операционная степень детализации процесса.
В мастерских механизированных дистанций, где сложность выполняемых работ по техническому обслуживанию и текущему ремонту машин невысока, а состав обслуживаемых парков машин разнообразен, реализуются исключительно типовые рабочие технологические процессы с маршрутной степенью детализации содержания. Особенно это касается уборочно-моечных, смазочно-заправочных и даже контрольно-регулировочных работ.
Производственный и технологический процессы
2.1. Термины и определения
Производственный процесс (ПП) — совокупность всех действий людей и орудий производства, необходимых на данном предприятии для изготовления или ремонта выпускаемых изделий. Структура ПП приведена на рис. 2.1.
Структура ПП приведена на рис. 2.1.
Изделие (ГОСТ 2.101-68) (И) — любой предмет, подлежащий изготовлению на предприятии. В зависимости от назначения И делят на И основного и вспомогательного производства.
Основное производство — выпускает изделия, предназначенные для поставки (реализации).
Вспомогательное производство — выпускает изделия, предназначенные для нужд основного производства.
Программа выпуска изделий — перечень наименований изготавливаемых или ремонтируемых изделий с указанием объемов выпуска и сроков выполнения.
Объем выпуска изделий — количество изделий определенного наименования, типоразмера и исполнения, изготовляемых или ремонтируемых на предприятии в течение определенного интервала времени.
Серия изделия – все изделия, изготовленные по конструкторской и технологической документации без её изменения.
Такт выпуска – интервал времени, через который периодически производится выпуск изделий или заготовок определённого наименования, типоразмера и исполнения.
Ритм выпуска — это количество изделий определённого наименования, типоразмера и исполнения, выпускаемых в единицу времени
Деталь — изделие, изготовленное из однородного по наименованию и марке материала, без применения сборочных операций.
Сборочная единица (узел) — изделие, составные части которого подлежат соединению между собой сборочными операциями.
Заготовка — предмет производства, из которого изменением формы, размеров, шероховатости и свойств материала изготавливают деталь или сборочную единицу.
Исходная заготовка- заготовка перед первой технологической операцией.
Рабочее место — элементарная единица структуры предприятия, где размещаются исполнители работы, обслуживаемое ими оборудование, предметы груда и средства воздействия на них.
Технологический процесс (TTI) — часть производственного процесса, содержащая действия по изменению и последующему определению состояния предмета производства (ГОСТ 3. 1109-82).
1109-82).
Технологические процессы изготовления изделий могут содержать составные части, различающиеся по методу исполнения:
а) формообразование;
б) обработка резанием;
в) термическая обработка;
г) сборка;
д) сварка;
е) электрохимическая или электрофизическая обработка;
ж) окраска;
з) контроль качества продукции; и ремонт и т.д.
Согласно ГОСТ 3.1109-73 ПI по целевому назначению разделяются на проектные, рабочие, перспективные, временные.
По степени универсальности могутбыть единичными, типовыми и групповыми
Единичный технологический процесс разрабатывается для изготовления или ремонта изделия конкретного наименования и типоразмера в определенных производственных условиях,
Типовой технологический процесс проектируют для изготовления в конкретных производственных условиях типового представителя группы изделий, обладающих общими конструктивно-технологическими признаками.
В основу типизации положена классификация деталей, предложенная A.П Соколовским [8]. В качестве классификационных признаков приняты форма, размеры детали, точность и шероховатость поверхностей, материал детали. Классификация построена по схеме класс – подкласс – группа — подгруппа — тип (рис. 2.2).
Классификация носит конструкторский характер, а признаками общности служат технологические задачи и технологические процессы изготовления детали.
Групповой технологический процесс предназначен для изготовления или ремонта группы изделий с общими технологическими признаками на специализированных рабочих местах [9].
Классификационными признаками группы являются общность технологического оборудования, обрабатываемых поверхностей или их сочетаний (рис. 2.3).
По подробности описания ТП могут быть:
а) маршрутные — содержат перечень операций с указанием средств технологического оснащения и технико-экономических показателей ТП;
б) маршрутно-операционные — то же, что «а» с подробной разработкой документов на отдельные технологические операции;
в) операционные — то же, что «а» с подробной разработкой технологических документов на все операции технологического процесса.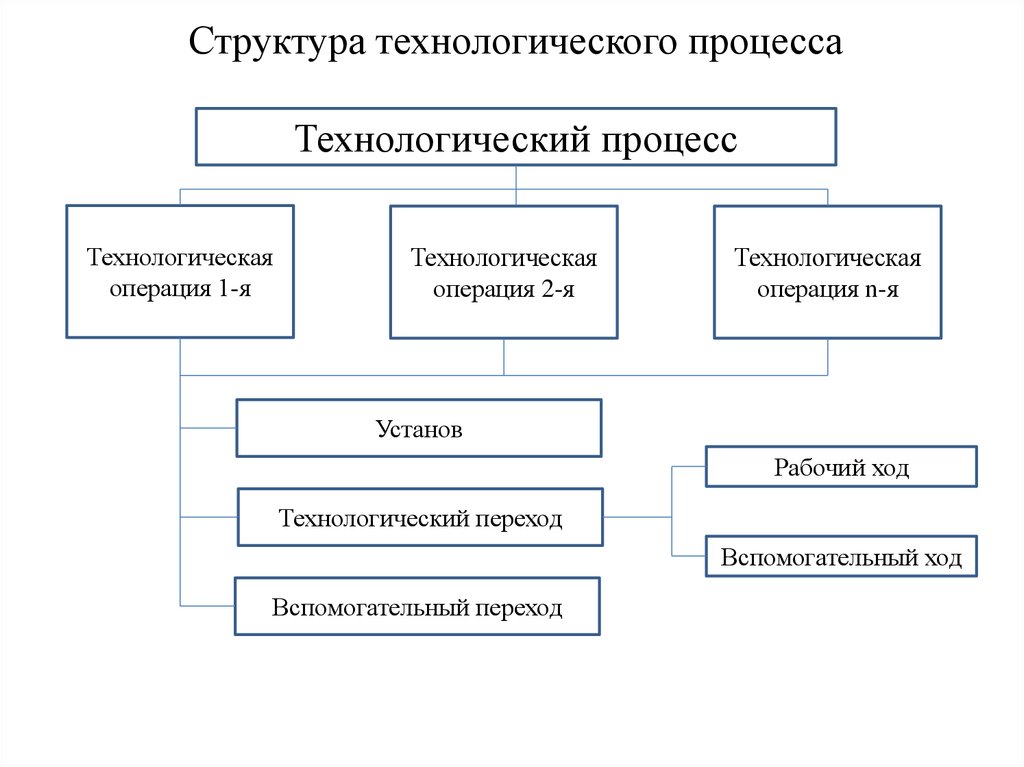
Технологическая операция — это законченная часть технологического процесса, выполняемая на одном рабочем месте. В технологической документации операция получает свое название по типу применяемого оборудования или методу обработки. Операциям присваиваются трехзначные номера 005, 010, 015, допускается нумерация 010,020,030.
Технологическая операция является основной единицей производственного планирования и учета. На основе операций определяется трудоемкость изготовления изделий и устанавливаются нормы времени и расценки; определяется потребное количество рабочих, средств технологического оснащения, производится календарное планирование и осуществляется контроль качества и сроков выполнения работ.
Устинов — часть технологической операции, выполняемая при неизменном закреплении заготовок или собираемых сборочных единиц Обозначение станов А Б, В. Г и т.д.
Позиция — фиксированное положение приспособления с неизменно закреплёнными в нем заготовкой относительно рабочих органов оборудования для выполнения части технологической операции. Обозначение – позиция I (II, III, IV и т.д),
Обозначение – позиция I (II, III, IV и т.д),
Технологический переход — законченная часть технологической операции, характеризуемая постоянством применяемого инструмента и поверхностей, образуемых при обработке или соединяемых при сборке. Сопровождается изменением состояния объекта производства
Рис. 2.1. Структура производственного процесса
Риc. 2.2 Классификация валов при типизации технологических процессов
Вспомогательный переход — законченная часть технологической операции, состоящая из действий работника и оборудования. Не сопровождается изменением состояния объекта производства, но необходима для выполнения технологического перехода
Переходы обозначаются арабскими цифрами: переход 1,2,3 и т.д..
Рабочий ход — законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно объекта производства, сопровождаемая изменением состояния объекта.
Вспомогательный ход — законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно объекта производства, и не сопровождаемая изменением его состояния.
Средства технологического оснащения — совокупность технологического оборудования, технологической оснастки и средств автоматизации или механизации.
Рис. 2.3. Классификация деталей по видам обработки и общности технологического маршрута
Технологическое оборудование — орудия производства, в которых размешаются объекты производства, средства воздействия на них, источники энергии.
Технологическая, оснастка — средства воздействия на объект производства: станочные приспособления для установки объекта; режущие, сборочные, вспомогательные инструменты; контрольно-измерительные средства
Норма времени — регламентированное время выполнения некоторого объема работ при выполнении технологического процесса в определенных производственных условиях одним или несколькими исполнителями.
Нормой выработки –регламентированное количество изделий, которое должно быть обработано или изготовлено в заданную единицу времени в определённых организационно-технических условиях одним или несколькими исполнителями соответствующей квалификации
(например: 150 шт./мин. Работа 4-го разряда).
Дата добавления: 2020-10-14; просмотров: 297; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Производственный и технологический процессы — презентация онлайн
Производственный и
технологический процессы
Лекция 3
Технологическая характеристика
различных типов производства
Одним из основных принципов
построения технологических
процессов является принцип
совмещения технических,
экономических и организационных
задач, решаемых в данных
производственных условиях.
ПРОИЗВОДСТВО или
Производственный процесс
представляет собой совокупность
всех действий людей и орудий
производства, необходимых на
данном предприятии для
изготовления или ремонта
выпускаемых изделий
Характеризуется тремя
признаками:
ТИПЫ
ВИДЫ
ЧАСТИ
В соответствии в зависимости от широты
номенклатуры, регулярности,
стабильности и объема выпуска изделий
современное производство подразделяется
на следующие типы:
единичное,
серийное,
массовое.
Единичное производство (ЕП)
• характеризуется широтой
номенклатуры изготавливаемых или
ремонтируемых изделий и малым
объемом выпуска изделий.
Массовое производство
• – характеризуется узкой
номенклатурой и большим объемом
выпуска изделий, непрерывно
изготовляемых или ремонтируемых в
течение продолжительного времени
(годы).
Серийное производство
• характеризуется ограниченной
номенклатурой изделий,
изготавливаемых или ремонтируемых
периодически повторяющимися
партиями и сравнительно большим
объемом выпуска.
В зависимости от количества изделий в
партии годовой программы или серии
различают
мелкосерийное,
среднесерийное,
крупносерийное производство.
В зависимости от объема выпуска изделий
характер технологических процессов
серийного производства может
изменяться в широких пределах,
приближаясь к процессам массового (в
крупносерийном) или единичного (в
мелкосерийном) типа производства.
В соответствии с ГОСТ 3.1108 тип
производства характеризуется
коэффициентом закрепления операций.
Значение коэффициента закрепления операций
принимается для планового периода, равного
одному месяцу, и определяется по формуле
O
, Kз.о. (3.4)
P
где О – число различных операций;
Р – число рабочих мест с различными
операциями.
В соответствии с ГОСТ, если
• 1≤ K з.о. ≤ 10 – массовое и крупносерийное;
• 10 K≤з.о20
. – среднесерийное;
• 20 K з.о40
. – мелкосерийное.
В единичном производстве не
регламентируется.
ВИД ПРОИЗВОДСТВА :
классификационная категория выделяемая по
признаку получаемого метода получения
деталей(заготовок)
Механическое
Литейное
Сборочно-регулировочное
ЧАСТИ ПРОИЗВОДСТВА:
Основное — непосредственное производство
заготовки или детали(готового продукта)
Вспомогательное- производство средств
необходимых для функционирования основного
производства (производство и подача
электричества, сжатого воздуха,
транспортировка. …)
…)
ОБЩИЕ ПОНЯТИЯ О ТЕХ.ПРОЦЕССЕ
технологический процесс – это часть
производственного процесса, содержащая
целенаправленные действия по
изменению формы, размеров и качества
поверхности готового изделия.
Технологические процессы строятся по
отдельным методам их выполнения (процессы
механической обработки, сборки, литья,
термической обработки и т.п.).
Технологический процесс составляет основную
часть производственного процесса и
выполняется на рабочих местах.
Рабочее место
• Это часть цеха, предназначенная для
выполнения работы одним или группой
рабочих.
Здесь размещаются инструмент,
приспособления, технологическое и
подъемно-транспортное оборудование,
стеллажи для хранения заготовок, деталей и
сборочных единиц.
Технологическая операция
• – это законченная часть технологического
процесса, выполняемая на одном рабочем месте ,
одним человеком или бригадой. Например :
токарная, фрезерная, шлифовальная.
Составными элементами технологической
операции являются:
установ,
позиция,
технологический и вспомогательный
переходы,
рабочий и вспомогательный хода,
прием.
Установ
• представляет собой часть технологической
операции, выполняемой при неизменном
закреплении обрабатываемых заготовок или
собираемых сборочных единиц.
Позиция
• – фиксированное положение, занимаемое
неизменно закрепленной обрабатываемой
заготовкой или сборочной единицей
совместно с приспособлением относительно
инструмента или неподвижной части
оборудования, для выполнения
определенной части операции.
Технологический переход
• – законченная часть технологической
операции, характеризуемая постоянством
применяемого инструмента и поверхностей,
образуемых обработкой или соединяемых
при сборке.
Применительно к условиям механической
обработки определение перехода можно
уточнить следующей формулировкой:
технологический переход представляет
собой законченную часть технологической
операции, выполняемую над одной или
несколькими поверхностями заготовки, одним
или несколькими одновременно работающими
инструментами без изменения или при
автоматическом изменении режимов работы
станка (например, изменение режимов в одном
переходе на станках с ЧПУ).
Элементарный переход
• — часть технологического перехода,
выполняемая одним инструментом, над
одним участком поверхности
обрабатываемой заготовки, за один рабочий
ход без изменения режима работы станка.
Вспомогательный переход
• – законченная часть технологической
операции, состоящая из действий человека и
(или) оборудования, которые не
сопровождаются изменением формы,
размеров и шероховатости поверхностей
предмета труда, но необходимые для
выполнения технологического перехода.
Рабочий ход
• – это законченная часть технологического
перехода, состоящая из однократного
перемещения инструмента относительно
заготовки, сопровождаемого изменением
формы, размеров, качества поверхности и
свойств заготовки.
Вспомогательный ход
• – это законченная часть технологического
перехода, состоящая из однократного
перемещения инструмента относительно
заготовки, не сопровождаемого изменением
формы, качества поверхности или свойств
заготовки, но необходимого для подготовки
рабочего хода.
Прием
• – это законченная совокупность действий
человека, применяемых при выполнении
перехода или его части и объединенных
одним целевым назначением.
Классификация технологических
процессов
В зависимости от условий производства и
назначения проектируемого
технологического процесса применяются
различные виды технологических
процессов.
Вид технологического процесса
определяется количеством изделий,
охватываемых процессом (одно изделие,
группа однотипных или разнотипных
изделий).
Рис. 1 – Схема классификации технологических процессов
Единичный технологический
процесс
• – это технологический процесс изготовления
или ремонта изделия одного наименования,
типоразмера и исполнения независимо от
типа производства (ГОСТ 3.1109).
Разработка единичных технологических процессов
характерна для оригинальных изделий (деталей,
сборочных единиц, не имеющих общих
конструктивных и технологических признаков с
изделиями, ранее изготовленными на
предприятии.
Унифицированный
технологический процесс
• – это технологический процесс, относящийся к
группе изделий, характеризующихся общностью
конструктивных и технологических признаков.
Унифицированные технологические процессы
подразделяются на типовые и групповые.
Унифицированные технологические процессы находят
широкое применение в мелкосерийном, серийном и
частично в крупносерийном производствах.
Применение унифицированных технологических
процессов зависит от наличия специализированных
участков, рабочих мест, переналаживаемой
технологической оснастки и оборудования.
Типовой технологический процесс
• – это технологический процесс изготовления
группы изделий с общими конструктивными и
технологическими признаками. Типовой
технологический процесс П характеризуется
общностью содержания и последовательности
большинства технологических операций и
переходов для группы таких изделий и применяется
как информационная основа для разработки
рабочего технологический процесс и как
рабочий технологический процесс при наличии всей
необходимой информации для изготовления
детали, а также служит базой для разработки
стандартов на типовые технологические
процессы.
Групповой технологический
процесс
• – это технологический процесс изготовления
группы изделий с разными конструктивными, но
общими технологическими признаками.
То есть групповой технологический процесс
представляет собой процесс обработки заготовок
различной конфигурации, состоящий из комплекса
групповых технологических операций,
выполняемых на специализированных рабочих
местах в последовательности технологического
маршрута изготовления группы изделий.
Групповая технологическая операция
характеризуется общностью используемого
оборудования, технологической оснастки и наладки
(при допущении только незначительной
подналадки средств группового оснащения).
Перспективный технологический
процесс
• – это технологический процесс,
соответствующий современным достижениям
науки и техники, методы и средства
достижения которого полностью или
частично предстоит освоить на предприятии.
Рабочий технологический процесс
• – это технологический процесс,
выполняемый по рабочей технологической и
(или) конструкторской документации.
Рабочий технологический процесс
разрабатывается только на уровне
предприятия и применяется для
изготовления или ремонта конкретного
предмета производства.
Проектный технологический
процесс
• – это технологический процесс,
выполняемый по предварительному проекту
технологической документации.
Временный технологический
процесс
• – это технологический процесс,
применяемый на предприятии в течение
ограниченного периода времени из-за
отсутствия надлежащего оборудования или в
связи с аварией до замены на более
современный.
Стандартный технологический
процесс
• – это технологический процесс,
установленный стандартом.
Комплексный технологический
процесс
• – это технологический процесс, в состав
которого включаются не только
технологические операции, но и операции
перемещения, контроля и очистки
обрабатываемых заготовок по ходу
технологического процесса. Комплексный
технологический процесс проектируется при
создании автоматических линий и гибких
производственных систем.
Производственная партия
• – группа заготовок одного наименования,
типоразмера и исполнения, запускаемая в
обработку одновременно или непрерывно в
течение определенного интервала времени.
Операционная партия
• – это производственная партия или ее часть,
поступающая на рабочее место для
выполнения технологической операции.
устанавливает следующие характеристики
технологического процесса:
такт выпуска,
ритм выпуска,
цикл технологической операции.
Такт выпуска
• представляет собой интервал времени, через
который периодически производится выпуск
изделий или заготовок определенного
наименования, типоразмера и исполнения.
Расчетный такт выпуска может быть подсчитан
следующим образом:
,
60Fд
T (3.3)
N
где Fд – фонд времени оборудования, ч/год;
N – годовая программа, 1/год.
Ритм выпуска
• – количество изделий или заготовок
определенного наименования, типоразмера и
исполнения, выпускаемых в единицу времени,
т. е. ритм выпуска представляет собой величину
е. ритм выпуска представляет собой величину
обратную такту.
При проектировании технологического процесса
желательно добиться его построения из
одинаковых или кратных по трудоемкости
операций с продолжительностью цикла, равной
или кратной такту выпуска изделий. В этом
случае возможна и целесообразна обработка
заготовок на поточной линии.
Цикл технологической операции
• – это интервал календарного времени от
начала до конца периодически
повторяющейся технологической операции
независимо от числа одновременно
изготавливаемых изделий.
Цикл технологической операции
• – это интервал календарного времени от
начала до конца периодически
повторяющейся технологической операции
независимо от числа одновременно
изготавливаемых изделий.
ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ
Технологических процессов:
* производительность — измеряется количеством
единиц выпускаемой продукции на одного рабочего в
час.
Производительность зависит от : качества
трудовых ресурсов, качества машин и оборудования,
эффективности использования ресурсов.
Причины снижения производительности:
Изменение рабочей силы, высокие затраты на
энергию, уменьшение научно-исследовательских и
опытно-конструкторских разработок..
себестоимость
• – это стоимостная оценка используемых в
процессе производства продукции (работ,
услуг) природных ресурсов, сырья,
материалов, топлива затрат на реализацию .
• Себестоимость готовой продукции
изменяется в зависимости от объема затрат
при ее изготовлении, различают три вида
себестоимости:
Цеховая- представлена затратами всех цехов
и других производственных структур, которые
непосредственно участвовали а процессе
изготовления определенного набора товаров и
услуг.
Производственная себестоимостьопределяется путем прибавления к цеховой
себестоимости общезаводских и целевых
расходов.
Полная себестоимость-включает затраты
организации не толлько на выпуск продукции и
организации производственного процесса, но и
на ее реализацию(поставка на рынок).
Качество
Совокупность свойств продукции,
обуславливающих ее пригодность
удовлетворять определенные
потребности в соответствии с ее
назначением.
Реферат на тему «Производственный и технологический процессы в машиностроении»
Производственный процесс — это совокупность всех действий машин и людей для превращения сырья или заготовок (полуфабрикатов) в готовые изделия. Готовой продукцией могут быть как машины, механизмы, приборы, так и отдельные детали, узлы, агрегаты. Производственный процесс включает в себя непосредственно процесс переработки (обработки) материала или заготовки и организационно-подготовительные мероприятия. К последним относятся: разработка технической документации, обслуживание рабочих мест, транспортировка деталей и изделий, их контроль и т. п.
Содержание
Введение
1.Машина как объект производства
2 Производственный процесс и его структура
3 Технологический процесс и его структура
4 Типы производства и их характеристика
Заключение
Список использованных источников
Введение
В основе производственного процесса лежит технологический процесс. Он включает в себя все операции обработки, связанные непосредственно с изменением формы, размеров и свойств изготовляемого изделия, выполняемые а определенной последовательности. Различают такие технологические процессы: обработка давлением, механическая обработка, термическая обработка, сборка и многие другие. На заводе технологические процессы и технологическую документацию разрабатывает отдел главного технолога. Правильно разработанные технологические процессы обеспечивают выполнение всех операций по изготовлению промышленной продукции с минимальными затратами материалов, труда и энергии.
Он включает в себя все операции обработки, связанные непосредственно с изменением формы, размеров и свойств изготовляемого изделия, выполняемые а определенной последовательности. Различают такие технологические процессы: обработка давлением, механическая обработка, термическая обработка, сборка и многие другие. На заводе технологические процессы и технологическую документацию разрабатывает отдел главного технолога. Правильно разработанные технологические процессы обеспечивают выполнение всех операций по изготовлению промышленной продукции с минимальными затратами материалов, труда и энергии.
Виды производств. Для этого типа производства характерно применение универсального оборудования, на котором обрабатываются разнообразные по форме и величине детали, универсальные приспособления и измерительный инструмент, значительное количество ручных работ, использование высококвалифицированных рабочих. Себестоимость деталей на таких заводах значительно выше, чем на заводах с иным характером производства, а производительность труда намного ниже. Типичными представителями такого типа производства являются заводы тяжелого машиностроения, турбинные, судостроительные, химического машиностроения и др. Кроме того, на современных машиностроительных заводах с массовым и серийным характером производства имеются экспериментальные цеха, где создаются новые образцы машин в одном или нескольких экземплярах, что характерно для индивидуального производства.
Типичными представителями такого типа производства являются заводы тяжелого машиностроения, турбинные, судостроительные, химического машиностроения и др. Кроме того, на современных машиностроительных заводах с массовым и серийным характером производства имеются экспериментальные цеха, где создаются новые образцы машин в одном или нескольких экземплярах, что характерно для индивидуального производства.
Серийное производство характеризуется выпуском определенных партий (серий) одинаковых изделий, которые повторяются через определенные промежутки времени, применением высокопроизводительного специального оборудования, приспособлений, оснастки и инструмента. В зависимости от размера партии (серии) выпускаемых изделий различают три типа серийного производства: крупносерийное, которое по своему характеру приближается к массовому, среднесерийное и мелкосерийное. Типичными представителями заводов серийного производства являются тепловозостроительные, станкостроительные и др. Массовое производство характеризуется выпуском большого количества одинаковых изделий (машин) на протяжении длительного времени, узкой специализацией рабочих мест, применением высокопроизводительного специального оборудования (автоматических линий, станков-автоматов и полуавтоматов, агрегатных станков), а также специальных оснастки, приспособлений и инструментов, широкой взаимозаменяемостью деталей.
К заводам этого типа относятся автомобиле- и тракторостроительные, завод поршней и др. Принципы поточного производства. В машиностроении различают две формы организации производства: поточное и непоточное. Характерной особенностью поточного производства является закрепление за рабочими местами выполнения определенных операций, расположение рабочих мест в технологической последовательности выполнения операций обработки. При этом до минимума сокращается время на передачу детали с одного рабочего места к другому. Поточная форма организации производства свойственна заводам серийного и массового производства. Пели за рабочими местами операции не закреплены и оборудование установлено независимо от технологической последовательности обработки, то это является характерными чертами непоточного производства.
Элементы технологического процесса
Всякий технологический процесс состоит из отдельных элементов. Такими элементами являются: операция, установка, позиция, переход, проход, рабочий прием. Под технологической операцией понимают часть технологического процесса обработки заготовки, выполняемую на одном рабочем месте (станке) одним инструментом (резцом, напильником и т. п.) одним или несколькими рабочими. В зависимости от объема выполняемой работы операции могут быть простыми и сложными. Сложную операцию можно разбить на отдельные составные части, называемые установками.
Под технологической операцией понимают часть технологического процесса обработки заготовки, выполняемую на одном рабочем месте (станке) одним инструментом (резцом, напильником и т. п.) одним или несколькими рабочими. В зависимости от объема выполняемой работы операции могут быть простыми и сложными. Сложную операцию можно разбить на отдельные составные части, называемые установками.
Таким образом, установка — это часть операции, которая выполняется на станке (рабочем месте) при неизменном креплении заготовки. Позиция представляет собой часть операции, которая выполняется при одном неизменном положении заготовки относительно инструмента (не считая перемещении, связанных с рабочими движениями заготовки или инструмента). Часть операции по обработке одной или одновременно нескольких поверхностей заготовки, которая выполняется при неизменных режиме станка и инструменте (или нескольких инструментах), называется переходом. Проходом называется часть перехода, при котором снимается один слой металла или другого материала. Рабочим приемом называется законченное действие рабочего при выполнении операции (закрепление или снятие заготовки, режущего инструмента и т. п.).
Рабочим приемом называется законченное действие рабочего при выполнении операции (закрепление или снятие заготовки, режущего инструмента и т. п.).
Многопозиционная обработка. Высокой производительности труда на машиностроительных заводах при механической обработке достигают благодаря широкому внедрению прогрессивных технологических процессов, применения специального высокопроизводительного оборудования, приспособлений и инструмента. В зависимости от тина производства и имеющегося оборудования обработку деталей можно выполнять двумя различными методами: на небольшом количестве различных станков и на сравнительно большом количестве станков, каждый из которых выполняет только одну определенную операцию. Обработка деталей по первому методу получила название метода концентрированных (укрупненных) операций, а по второму — метода дифференцированных (расчлененных) операций.
Отличительной чертой метода укрупненной обработки является объединение нескольких переходов в одной более сложной операции. Например, сокращение количества перестановок деталей на станке и выполнение заданной обработки за одну установку, одновременное сверление нескольких отверстий в различных плоскостях и т. п. Высшей степенью развития метода укрупнения операции является многопозиционная обработка деталей на автоматических поточных линиях и на агрегатных станках, что является характерным для массового и крупносерийного производства.
Например, сокращение количества перестановок деталей на станке и выполнение заданной обработки за одну установку, одновременное сверление нескольких отверстий в различных плоскостях и т. п. Высшей степенью развития метода укрупнения операции является многопозиционная обработка деталей на автоматических поточных линиях и на агрегатных станках, что является характерным для массового и крупносерийного производства.
Однако метод укрупнения операций успешно применяется и в условиях единичного и мелкосерийного производства: при обработке тяжелых и крупных деталей, при наличии зажимных приспособлений, которые требуют при закреплении деталей больших физических усилий рабочего, при установке сложных заготовок, для правильности выверки которых требуется затрата большого количества времени и т. п. При этом требуется более высокая квалификация рабочих и предъявляются более высокие требования к рабочему месту. Совмещению нескольких операций на одном станке способствует применение многоместных приспособлений, много шпиндельных головок, комбинированных инструментов (комбинированных сверл, зенкеров и т. п.).
п.).
1.Машина как объект производства
Машиностроение является одной из ведущих отраслей народного хозяйства. Объектами производства машиностроительной промышленности являются различные виды машин. Понятие о «машине» формировалось на протяжении многих столетий по мере развития науки и техники. С давних времен под машиной понимали устройство, предназначенное для действия в нем сил природы сообразно потребностям человека. В настоящее время понятие «машина» расширилось и трактуется с разных позиций и в различном смысле. Например, с точки зрения механики машина это механизм или сочетание механизмов, выполняющих целесообразные движения для преобразования энергии, материалов или производства работ.
Появление электронно-вычислительных машин, стихийно причисленных к классу машин, вынудило рассматривать машину как устройство, выполняющее определенные целесообразные механические движения для преобразования энергии, материалов, производства работ или же для сбора, передачи, хранения, обработки и использования информации. Все машины и различные механические устройства создавались с целью замены или облегчения физического и умственного труда человека. С точки зрения технологии машиностроения машина может быть либо объектом, либо средством производства. Поэтому для технологии машиностроения понятие «машина» можно определить как систему, созданную трудом человека для качественного преобразования исходного продукта в полезную для человека продукцию. Процесс преобразования может вестись механическим, физическим, химическим путем как каждым в отдельности, так и в сочетаниях. В зависимости от области использования и функционального назначения различают энергетические, производственные и информационные машины.
Все машины и различные механические устройства создавались с целью замены или облегчения физического и умственного труда человека. С точки зрения технологии машиностроения машина может быть либо объектом, либо средством производства. Поэтому для технологии машиностроения понятие «машина» можно определить как систему, созданную трудом человека для качественного преобразования исходного продукта в полезную для человека продукцию. Процесс преобразования может вестись механическим, физическим, химическим путем как каждым в отдельности, так и в сочетаниях. В зависимости от области использования и функционального назначения различают энергетические, производственные и информационные машины.
В энергетических машинах один вид энергии превращается в другой. Такие машины обычно называют двигателями. Гидравлические турбины, двигатель внутреннего сгорания, паровые и газовые турбины относят к так называемым тепловым двигателям. Электрические двигатели постоянного и переменного тока составляют группу электрических машин. Число типов производственных машин достаточно велико. Это объясняется разнообразием производственных процессов, выполняемых этими машинами. Различают строительные, грузоподъемные, землеройные, транспортные и другие машины. Самую большую группу составляют технологические или рабочие машины. К ним можно отнести, например, металлорежущие станки, текстильные и бумагоделательные машины, полиграфическое оборудование и др. Для технологических машин характерны периодически повторяющиеся перемещения их рабочих органов, которые непосредственно выполняют производственные операции. К рабочим органам машины необходимо непрерывно подводить механическую энергию. При этом двигатель (чаще всего электрический) и рабочие органы машины соединяются с помощью специальных устройств, называемых механизмами. Механизмы являются составной частью как энергетических, так и производственных машин.
Число типов производственных машин достаточно велико. Это объясняется разнообразием производственных процессов, выполняемых этими машинами. Различают строительные, грузоподъемные, землеройные, транспортные и другие машины. Самую большую группу составляют технологические или рабочие машины. К ним можно отнести, например, металлорежущие станки, текстильные и бумагоделательные машины, полиграфическое оборудование и др. Для технологических машин характерны периодически повторяющиеся перемещения их рабочих органов, которые непосредственно выполняют производственные операции. К рабочим органам машины необходимо непрерывно подводить механическую энергию. При этом двигатель (чаще всего электрический) и рабочие органы машины соединяются с помощью специальных устройств, называемых механизмами. Механизмы являются составной частью как энергетических, так и производственных машин.
Нужна помощь в написании реферата?
Мы — биржа профессиональных авторов (преподавателей и доцентов вузов). Наша система гарантирует сдачу работы к сроку без плагиата. Правки вносим бесплатно.
Правки вносим бесплатно.
Цена реферата
В современных энергетических машинах используют простые виды движений (вращательные, возвратно-поступательные), поэтому в них применяется небольшое число типов механизмов. Наоборот, число типов механизмов, используемых в современных производственных машинах, достаточно велико. Это объясняется большим разнообразием типов движений их рабочих органов. Машина-двигатель, передаточный механизм и исполнительная машина, спроектированные как одно целое и установленные на общей раме или фундаменте, представляют собой машинный агрегат. Огромное значение для развития всех отраслей современного производства имеет все более широкое внедрение методов автоматического контроля производственных процессов. Устройства, используемые для этой цели, называют приборами. Отдельной группой устройств, изменяющих состояние предмета труда без непосредственного участия рабочего, являются аппараты.
В аппаратах происходят различные химические, тепловые, электрические и другие процессы, необходимые для обработки или изменения свойств обрабатываемых деталей. Рабочие устройства аппаратов, как правило, неподвижны. Иногда аппараты включают устройства для транспортирования обрабатываемых объектов (транспортеры термических печей, различные загрузочные и дозирующие устройства и др.). Группу информационных машин составляют вычислительные, измерительные, контрольно-управляющие и др. Энергетические и информационные машины изучаются в специальных курсах соответствующих специальностей. Машины, механизмы, отдельные узлы и детали в процессе производства их на машиностроительном предприятии являются изделиями. Изделием в машиностроении называют любой предмет или набор предметов производства, подлежащих изготовлению на данном предприятии.
Рабочие устройства аппаратов, как правило, неподвижны. Иногда аппараты включают устройства для транспортирования обрабатываемых объектов (транспортеры термических печей, различные загрузочные и дозирующие устройства и др.). Группу информационных машин составляют вычислительные, измерительные, контрольно-управляющие и др. Энергетические и информационные машины изучаются в специальных курсах соответствующих специальностей. Машины, механизмы, отдельные узлы и детали в процессе производства их на машиностроительном предприятии являются изделиями. Изделием в машиностроении называют любой предмет или набор предметов производства, подлежащих изготовлению на данном предприятии.
Изделием может быть машина, ее элементы в сборе и отдельные детали, если они являются продуктом конечной стадии данного производства. Например, для автомобильного завода изделием является автомобиль, для завода редукторов — редуктор, для завода поршней — поршень и т.п. Изделия могут быть неспецифицированными (не имеющими составных частей) и специфицированными (состоящими из двух и более частей). Деталь это изделие, изготавливаемое из однородного по наименованию и марке материала без применения сборочных операций. Характерным признаком детали является отсутствие в ней разъемных и неразъемных соединений. Деталь представляет собой комплекс взаимосвязанных поверхностей, выполняющих различные функции при эксплуатации машины. Детали машин различного функционального назначения отличаются формой, размерами, материалом и др. Вместе с тем независимо от функционального назначения детали машин имеют общее свойство производственного характера они являются продуктом производства, формирующего их из исходных заготовок и материалов.
Деталь это изделие, изготавливаемое из однородного по наименованию и марке материала без применения сборочных операций. Характерным признаком детали является отсутствие в ней разъемных и неразъемных соединений. Деталь представляет собой комплекс взаимосвязанных поверхностей, выполняющих различные функции при эксплуатации машины. Детали машин различного функционального назначения отличаются формой, размерами, материалом и др. Вместе с тем независимо от функционального назначения детали машин имеют общее свойство производственного характера они являются продуктом производства, формирующего их из исходных заготовок и материалов.
Кроме отдельных машин и их частей объектами производства машиностроительных предприятий могут быть комплексы и комплекты изделий. Комплексом называют два и более специфицированных изделия, не соединенных на предприятии-изготовителе сборочными операциями, но предназначенных для выполнения взаимосвязанных эксплуатационных функций, например: бурильная установка, автоматическая линия, цех-автомат и т. п. Комплект это два и более изделий, не соединенных на предприятии-изготовителе сборочными операциями и представляющих набор изделий, которые имеют общее эксплуатационное назначение вспомогательного характера, например: комплект запасных частей, комплект инструмента и принадлежностей, комплект измерительной аппаратуры и т.п. Группу составных частей изделия, которые необходимо подать на рабочее место для сборки изделия или его составной части, называют сборочным комплектом. Изделие предприятия-поставщика, применяемое как составная часть изделия, которое выпускается предприятием-изготовителем, называют комплектующим изделием. Для моторного завода комплектующими изделиями могут быть, например, стартеры, генераторы, прерыватели-распределители и др. Одной из важнейших характеристик выпускаемой продукции является ее качество. При этом в соответствии с ГОСТ 1546779 под качеством промышленной продукции понимается совокупность свойств, обусловливающих ее пригодность удовлетворять определенные потребности в соответствии с ее назначением.
п. Комплект это два и более изделий, не соединенных на предприятии-изготовителе сборочными операциями и представляющих набор изделий, которые имеют общее эксплуатационное назначение вспомогательного характера, например: комплект запасных частей, комплект инструмента и принадлежностей, комплект измерительной аппаратуры и т.п. Группу составных частей изделия, которые необходимо подать на рабочее место для сборки изделия или его составной части, называют сборочным комплектом. Изделие предприятия-поставщика, применяемое как составная часть изделия, которое выпускается предприятием-изготовителем, называют комплектующим изделием. Для моторного завода комплектующими изделиями могут быть, например, стартеры, генераторы, прерыватели-распределители и др. Одной из важнейших характеристик выпускаемой продукции является ее качество. При этом в соответствии с ГОСТ 1546779 под качеством промышленной продукции понимается совокупность свойств, обусловливающих ее пригодность удовлетворять определенные потребности в соответствии с ее назначением. Качество продукции фиксируется на определенный период времени с помощью различных нормативных документов, главным образом стандартов, и изменяется при появлении более прогрессивных технологий. Качество продукции относится к числу важнейших показателей производственно-хозяйственной деятельности промышленного предприятия. Именно качество продукции обусловливает финансовую и экономическую устойчивость предприятия, темпы научно-технического прогресса, экономию материальных и трудовых ресурсов. Во всех странах мира выпуск продукции высокого качества рассматривается как одно из важнейших условий развития национальной экономики. Снижение качества приводит к уменьшению объема продаж, прибыли и рентабельности, к снижению экспорта и другим нежелательным последствиям.
Качество продукции фиксируется на определенный период времени с помощью различных нормативных документов, главным образом стандартов, и изменяется при появлении более прогрессивных технологий. Качество продукции относится к числу важнейших показателей производственно-хозяйственной деятельности промышленного предприятия. Именно качество продукции обусловливает финансовую и экономическую устойчивость предприятия, темпы научно-технического прогресса, экономию материальных и трудовых ресурсов. Во всех странах мира выпуск продукции высокого качества рассматривается как одно из важнейших условий развития национальной экономики. Снижение качества приводит к уменьшению объема продаж, прибыли и рентабельности, к снижению экспорта и другим нежелательным последствиям.
2. Производственный процесс и его структура
Промышленное производство является наиболее крупной и ведущей областью сферы материального производства. Оно представляет собой систему взаимосвязанных отраслей, занятых добычей и переработкой промышленного и сельскохозяйственного сырья в готовую продукцию, необходимую для общественного производства и личного потребления. Машиностроительное производство основано на преимущественном применении при выпуске продукции методов технологии машиностроения. Основной продукцией машиностроения являются металлорежущие станки, автомобили, тракторы, сельскохозяйственные машины, оборонная продукция, оборудование для энергетики, строительная техника и другие виды машин и механизмов. Машиностроительное производство в целом представляет собой множество организационно и экономически самостоятельных производственных единиц, называемых предприятиями машиностроения. Машиностроительное предприятие является сложноорганизованной, целенаправленной системой, объединяющей людей и орудия производства для обеспечения выпуска изделий.
Машиностроительное производство основано на преимущественном применении при выпуске продукции методов технологии машиностроения. Основной продукцией машиностроения являются металлорежущие станки, автомобили, тракторы, сельскохозяйственные машины, оборонная продукция, оборудование для энергетики, строительная техника и другие виды машин и механизмов. Машиностроительное производство в целом представляет собой множество организационно и экономически самостоятельных производственных единиц, называемых предприятиями машиностроения. Машиностроительное предприятие является сложноорганизованной, целенаправленной системой, объединяющей людей и орудия производства для обеспечения выпуска изделий.
Процесс изготовления машин и механизмов на машиностроительном предприятии состоит из комплекса работ, в результате которых исходные материалы и полуфабрикаты превращаются в готовое изделие. Отдельные виды исходных материалов, деталей и узлов (подшипники, электродвигатели, гидроавтоматика, резинотехнические изделия и др. ) машиностроительный завод может получать в качестве комплектующих изделий от других промышленных предприятий. Совокупность всех действий людей и орудий производства, необходимых для изготовления или ремонта изделий на данном предприятии, называют производственным процессом. Производственный процесс современных машиностроительных предприятий представляет собой единый взаимосвязанный комплекс работ, охватывающих подготовку средств производства и организацию обслуживания рабочих мест, процессы получения исходных заготовок и готовых деталей, процессы сборки, испытания, технического контроля, хранения, транспортировки, упаковки и сбыта готовой продукции, а также другие виды работ, связанные с выпуском продукции. В зависимости от значения и роли в изготовлении продукции различают основные, вспомогательные и обслуживающие производственные процессы. Основной процесс обеспечивает производство товарной продукции. Он непосредственно связан с изготовлением деталей и сборкой из них машин и механизмов.
) машиностроительный завод может получать в качестве комплектующих изделий от других промышленных предприятий. Совокупность всех действий людей и орудий производства, необходимых для изготовления или ремонта изделий на данном предприятии, называют производственным процессом. Производственный процесс современных машиностроительных предприятий представляет собой единый взаимосвязанный комплекс работ, охватывающих подготовку средств производства и организацию обслуживания рабочих мест, процессы получения исходных заготовок и готовых деталей, процессы сборки, испытания, технического контроля, хранения, транспортировки, упаковки и сбыта готовой продукции, а также другие виды работ, связанные с выпуском продукции. В зависимости от значения и роли в изготовлении продукции различают основные, вспомогательные и обслуживающие производственные процессы. Основной процесс обеспечивает производство товарной продукции. Он непосредственно связан с изготовлением деталей и сборкой из них машин и механизмов. В ходе основных производственных процессов сырье и материалы превращаются в готовую продукцию заданного качества. К основному производству относятся, например, обработка заготовок на металлорежущих станках, химическая и химико-термическая обработка, ковка, штамповка, сварка, сборка и др.
В ходе основных производственных процессов сырье и материалы превращаются в готовую продукцию заданного качества. К основному производству относятся, например, обработка заготовок на металлорежущих станках, химическая и химико-термическая обработка, ковка, штамповка, сварка, сборка и др.
Вспомогательные процессы обеспечивают стабильную и ритмичную работу основного процесса и заняты изготовлением продукции и оказанием услуг, необходимых основному производству. К этим работам относят, например, изготовление металлорежущих инструментов и технологической оснастки, наладка и ремонт оборудования, изготовление контрольно-измерительных инструментов, заточка инструмента, обеспечение предприятия электрической и тепловой энергией, сжатым воздухом, углекислым газом, кислородом, ацетиленом и другие виды работ. Изделия основного производства предназначены для реализации по договорам и на свободном рынке, а изделия вспомогательного производства используются только внутри предприятия-изготовителя. Обслуживающие процессы должны обеспечивать бесперебойную и ритмичную работу всех подразделений предприятия. К ним относятся меж и внутрицеховой транспорт, погрузочно-разгрузочные работы, складирование и хранение сырья, материалов, комплектующих изделий, уборка цехов и территории предприятия. Сюда можно отнести также заводские лаборатории, лечебные учреждения, столовые и др.
Обслуживающие процессы должны обеспечивать бесперебойную и ритмичную работу всех подразделений предприятия. К ним относятся меж и внутрицеховой транспорт, погрузочно-разгрузочные работы, складирование и хранение сырья, материалов, комплектующих изделий, уборка цехов и территории предприятия. Сюда можно отнести также заводские лаборатории, лечебные учреждения, столовые и др.
В зависимости от технической оснащенности, т.е. в зависимости от участия рабочего производственные процессы подразделяются на ручные, ручные механизированные, машинно-ручные, машинные, автоматизированные и аппаратурные. В случае ручных процессов воздействие на предмет труда осуществляется рабочим с помощью каких-либо инструментов, но без применения любых источников энергии. Это, например, заворачивание гайки ключом, сверление отверстия ручной дрелью.
Нужна помощь в написании реферата?
Мы — биржа профессиональных авторов (преподавателей и доцентов вузов). Наша система гарантирует сдачу работы к сроку без плагиата. Правки вносим бесплатно.
Правки вносим бесплатно.
Заказать реферат
Ручные механизированные процессы характеризуются тем, что технологические операции выполняются рабочим с помощью ручных механизированных орудий труда, т.е, с использованием каких-либо источников энергии, например, сверление отверстий электродрелью, зачистка литья переносным наждачным кругом и т.п. К машинно-ручным относятся процессы, когда воздействие на предмет труда производится с помощью машины или механизма, но при обязательном участии рабочего, например, сверление отверстия на сверлильном станке с ручной подачей.
Машинные процессы осуществляются на машинах, станках и других видах технологического оборудования без непосредственного участия рабочего, а роль рабочего при этом заключается в обеспечении машины материалом, снятии готовой продукции, пуске и остановке оборудования и пр.
Автоматизированные производственные процессы выполняются на станках-автоматах, автоматизированных поточных линиях и других видах автоматизированного оборудования, а роль рабочего в этом случае сводится к контролю за ходом процесса и выполнению пуско-наладочных работ. Аппаратурные процессы имеют место тогда, когда воздействие на предмет труда происходит каким-либо видом энергии тепловой, химической, электрической. К этим видам процессов можно отнести, например, металлургические процессы, термическую и химико-термическую обработку, приготовление пара, сушку, различные химические процессы. Рабочие в этом случае наблюдают за работой аппаратов и при необходимости вмешиваются в ход протекающих в них процессов. В зависимости от стадии изготовления, т.е. от места в процессе изготовления изделия, различают заготовительные, обрабатывающие и сборочные производственные процессы. Заготовительные процессы превращают сырье и материалы в исходные заготовки, по форме и размерам приближающиеся к готовым деталям.
Аппаратурные процессы имеют место тогда, когда воздействие на предмет труда происходит каким-либо видом энергии тепловой, химической, электрической. К этим видам процессов можно отнести, например, металлургические процессы, термическую и химико-термическую обработку, приготовление пара, сушку, различные химические процессы. Рабочие в этом случае наблюдают за работой аппаратов и при необходимости вмешиваются в ход протекающих в них процессов. В зависимости от стадии изготовления, т.е. от места в процессе изготовления изделия, различают заготовительные, обрабатывающие и сборочные производственные процессы. Заготовительные процессы превращают сырье и материалы в исходные заготовки, по форме и размерам приближающиеся к готовым деталям.
В машиностроении это, например, литейные, кузнечно-штамповочные цехи, цехи по первичной обработке проката. Обрабатывающими являются процессы, в ходе которых заготовки превращаются в готовые детали, форма, размеры и свойства которых заданы конструктором на чертеже. К этой фазе относятся обработка заготовок на металлорежущих станках, термическая и химико-термическая обработка, гальванические, окрасочные и другие работы. Сборка узлов, агрегатов и отдельных деталей в готовые изделия производится в отдельных цехах или на отдельных участках цехов. Кроме того, в производственном процессе предусматриваются контроль качества, регулирование и испытание изготовленной продукции, т.е. проверка тех параметров, которые и определяют ее качество, назначение и применение.
К этой фазе относятся обработка заготовок на металлорежущих станках, термическая и химико-термическая обработка, гальванические, окрасочные и другие работы. Сборка узлов, агрегатов и отдельных деталей в готовые изделия производится в отдельных цехах или на отдельных участках цехов. Кроме того, в производственном процессе предусматриваются контроль качества, регулирование и испытание изготовленной продукции, т.е. проверка тех параметров, которые и определяют ее качество, назначение и применение.
Производственную деятельность завода осуществляют входящие в его состав цехи, участки, различные службы и подразделения, в которых изготовляется, проходит контрольные проверки и испытания основная продукция, комплектующие изделия, материалы и полуфабрикаты, запасные части для обслуживания изделий и ремонта их в процессе эксплуатации. Цех является основной производственной единицей машиностроительного предприятия. При этом по ГОСТ 14.00483 под цехом понимают совокупность производственных участков. Цех характеризуется выполнением работ технологически однородного вида, наличием определенного типажа технологического оборудования и определенных видов профессий рабочих. Например, в механических цехах производят обработку деталей машин резанием на металлорежущих станках, профессии рабочих токари, фрезеровщики, сверловщики, расточники и др.
Цех характеризуется выполнением работ технологически однородного вида, наличием определенного типажа технологического оборудования и определенных видов профессий рабочих. Например, в механических цехах производят обработку деталей машин резанием на металлорежущих станках, профессии рабочих токари, фрезеровщики, сверловщики, расточники и др.
Цех является обособленным в административном отношении звеном, выполняющим определенную часть общего производственного процесса изготовления продукции. Цехи осуществляют свою деятельность на принципах хозяйственного расчета. Производственный участок это группа рабочих мест, организованных по предметному, технологическому или предметно-технологическому принципам. В зависимости от выполняемых функций и роли в изготовлении продукции цехи, как правило, подразделяются на производственные, вспомогательные и обслуживающие. Кроме того, почти на каждом машиностроительном предприятии имеются подразделения, занимающиеся повышением производственной квалификации рабочих, инженерно-технических работников, специалистов. Состав цехов и служб предприятия с указанием связей между ними называют его производственной структурой.
Состав цехов и служб предприятия с указанием связей между ними называют его производственной структурой.
Особую роль в производственной структуре предприятия играют конструкторские бюро, научно-исследовательские и испытательные станции, В них разрабатываются конструкции новых изделий, новые технологические процессы, проводятся экспериментальные исследования и опытно-конструкторские работы, проводится доработка конструкции изделия и т.п. Производственная структура цеха определяется главным образом конструктивными и технологическими особенностями продукции цеха, объемом выпуска продукции, формой специализации цеха и его кооперированием с другими цехами. Основными элементами производственной структуры цеха являются участки и линии, обеспечивающие изготовление деталей и сборку узлов и изделий, составляющих производственную программу цеха и завода. Кроме основных производственных участков и линий в состав цехов входят также вспомогательные отделения и службы, обеспечивающие функционирование производственных участков. Это, например, отделения и участки по восстановлению режущего инструмента, его ремонта, цеховая ремонтная база по техническому обслуживанию и ремонту оборудования, сбора и переработки стружки, контрольные и испытательные отделения и др. Основные производственные участки могут создаваться по принципу технологической и предметной специализации.
Это, например, отделения и участки по восстановлению режущего инструмента, его ремонта, цеховая ремонтная база по техническому обслуживанию и ремонту оборудования, сбора и переработки стружки, контрольные и испытательные отделения и др. Основные производственные участки могут создаваться по принципу технологической и предметной специализации.
На участках, организованных по принципу технологической специализации, выполняют технологические операции определенного вида. Например, в механическом цехе могут быть организованы токарный, фрезерный, шлифовальный, слесарный и другие участки, в сборочном участки узловой и окончательной сборки изделий, испытаний их частей и систем, контрольно-испытательные станции и др. На участках, организованных по принципу предметной специализации, осуществляют не отдельные виды операций, а технологические процессы в целом, вследствие чего получают законченную продукцию для данного участка. Например, выделяют участок по обработке корпусных деталей, валов, зубчатых и червячных колес, метизов и т. п. В некоторых случаях за цехом или участком закрепляют технологический процесс изготовления отдельного изделия или какой-либо ограниченной номенклатуры изделий, например, цехи редукторов, муфт, коробок передач и т.п. В этом случае детали и узлы распределяют по отдельным цехам или участкам цехов в зависимости от их массы, сложности, функционального назначения или других признаков. Установка и расположение оборудования на таких участках осуществляется по ходу технологического процесса изготовления определенных деталей или готовых изделий.
п. В некоторых случаях за цехом или участком закрепляют технологический процесс изготовления отдельного изделия или какой-либо ограниченной номенклатуры изделий, например, цехи редукторов, муфт, коробок передач и т.п. В этом случае детали и узлы распределяют по отдельным цехам или участкам цехов в зависимости от их массы, сложности, функционального назначения или других признаков. Установка и расположение оборудования на таких участках осуществляется по ходу технологического процесса изготовления определенных деталей или готовых изделий.
Машиностроительные предприятия в зависимости от степени их технологической специализации подразделяются на два вида.
1. Предприятия, полностью охватывающие все стадии процесса изготовления изделия. В состав такого предприятия входят основные предприятия по всем стадиям производственного процесса, начиная от заготовительных до сборочных включительно.
2. Предприятия, не полностью охватывающие все стадии изготовления изделия. В производственной структуре такого предприятия отсутствуют некоторые цехи, относящиеся к той или иной стадии основного производственного процесса. Такое предприятие может иметь только основные заготовительные цехи, выпускающие отливки, поковки или штамповки, поставляемые в порядке кооперации другим машиностроительным предприятиям; или же только сборочные цехи, выполняющие сборку изделий из деталей, узлов, поставляемых в порядке кооперации другими предприятиями; или только механообрабатывающие цехи, которые из заготовок, получаемых от других предприятий, изготовляют детали или узлы и передают их для окончательной сборки и испытания другим машиностроительным предприятиям.
Такое предприятие может иметь только основные заготовительные цехи, выпускающие отливки, поковки или штамповки, поставляемые в порядке кооперации другим машиностроительным предприятиям; или же только сборочные цехи, выполняющие сборку изделий из деталей, узлов, поставляемых в порядке кооперации другими предприятиями; или только механообрабатывающие цехи, которые из заготовок, получаемых от других предприятий, изготовляют детали или узлы и передают их для окончательной сборки и испытания другим машиностроительным предприятиям.
Предприятия с неполной производственной структурой имеют обычно более высокой уровень технологической специализации, чем предприятия с полной производственной структурой. Рационально организованный технологический процесс изготовления изделия должен обеспечивать заданное качество продукции и производительность труда, а также ритмичность работы, стабильность качества во времени и выпуск продукции в требуемом объеме. При решении вопросов развития производства, его технического перевооружения и реконструкции особенно важно правильно определить наиболее перспективные объекты производства, потребность рынка в этих объектах как в ближайшее время, так и на длительную перспективу. Вся научно-техническая, производственная и сбытовая деятельность предприятия должна быть направлена на выпуск конкурентоспособных и пользующихся спросом изделий, в том числе и на мировом рынке.
Вся научно-техническая, производственная и сбытовая деятельность предприятия должна быть направлена на выпуск конкурентоспособных и пользующихся спросом изделий, в том числе и на мировом рынке.
3. Технологический процесс и его структура
Важнейшим элементом производственного процесса является технологический процесс. Технологическим процессом называют часть производственного процесса, содержащую целенаправленные действия по изменению и последующему определению состояния предмета труда. Под изменением состояния предмета труда понимают изменение его физических, механических, химических свойств, геометрических размеров, внешнего вида. В зависимости от содержания различают технологические процессы получения заготовок, изготовления деталей, сборки отдельных узлов и машины в целом, окраски машины и др. Последующее определение состояния предмета труда означает последовательный контроль производственного «изменения» предмета производства.
По последовательности выполнения различают технологические процессы изготовления исходных заготовок, их обработки и сборки изделий. В технологическом процессе изготовления заготовок происходит превращение материала в исходные заготовки деталей машин путем литья, обработки давлением, резки сортового проката, а также комбинированными методами. В результате технологического процесса обработки в определенной последовательности происходит непосредственное изменение состояния обрабатываемой заготовки, т.е. изменение ее размеров, формы или физико-механических свойств. При этом под обработкой понимают действие, направленное на изменение свойств предмета труда при выполнении технологического процесса.
В технологическом процессе изготовления заготовок происходит превращение материала в исходные заготовки деталей машин путем литья, обработки давлением, резки сортового проката, а также комбинированными методами. В результате технологического процесса обработки в определенной последовательности происходит непосредственное изменение состояния обрабатываемой заготовки, т.е. изменение ее размеров, формы или физико-механических свойств. При этом под обработкой понимают действие, направленное на изменение свойств предмета труда при выполнении технологического процесса.
К отдельным видам обработки можно отнести, например, обработку резанием, обработку давлением, термическую обработку, поверхностное упрочнение деталей и др. Совокупность значений параметров технологического процесса в определенном интервале времени называется технологическим режимом. При обработке резанием, например, параметрами технологического режима являются скорость резания, глубина резания и подача; при термической обработке скорость нагрева, температура нагрева, длительность выдержки и скорость последующего охлаждения.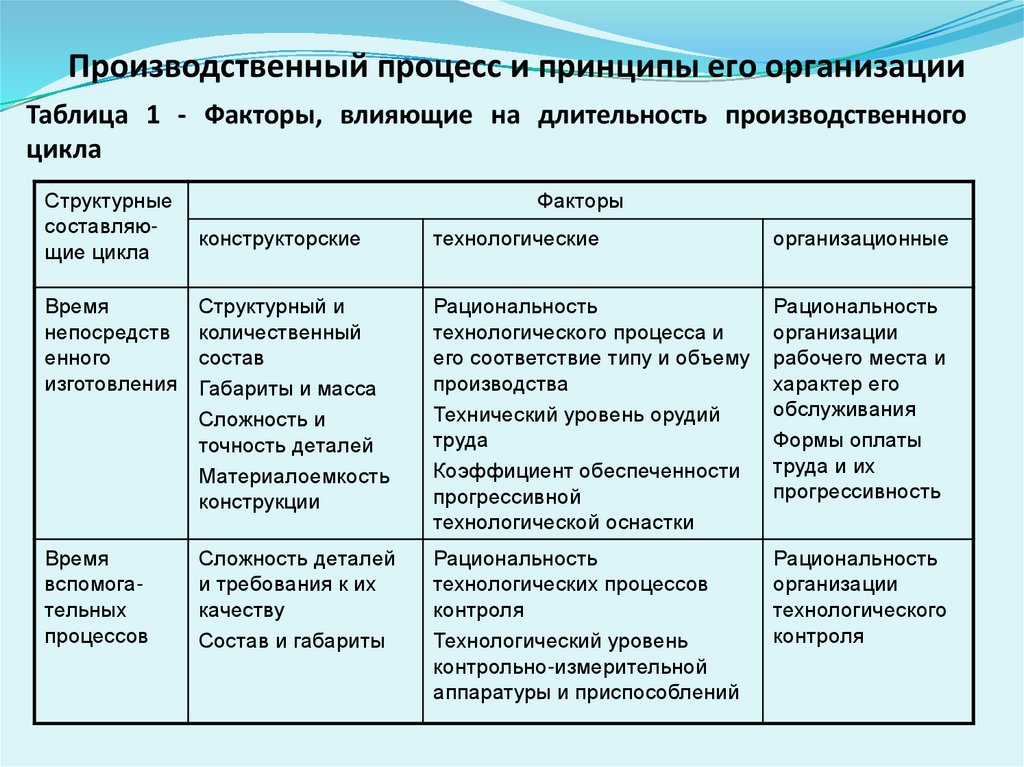 Технологический процесс может осуществляться при наличии соответствующих орудий производства, называемых средствами технологического оснащения. При этом к технологическому оснащению относят технологическое оборудование и технологическую оснастку.
Технологический процесс может осуществляться при наличии соответствующих орудий производства, называемых средствами технологического оснащения. При этом к технологическому оснащению относят технологическое оборудование и технологическую оснастку.
Технологическим оборудованием называют средства технологического оснащения, в которых для выполнения определенной части технологического процесса размещают материалы или заготовки, средства воздействия на них, а также технологическая оснастка. К технологическому оборудованию можно отнести, например, литейные машины, металлорежущие станки, нагревательные печи, гальванические ванны, ковочные молоты, испытательные стенды и т.д. Технологической оснасткой называют средства технологического оснащения, дополняющие технологическое оборудование для выполнения определенной части технологического процесса. К технологической оснастке относят режущий инструмент, штампы, приспособления, измерительные средства, модели, литейные формы и др.
Нужна помощь в написании реферата?
Мы — биржа профессиональных авторов (преподавателей и доцентов вузов). Наша система гарантирует сдачу работы к сроку без плагиата. Правки вносим бесплатно.
Наша система гарантирует сдачу работы к сроку без плагиата. Правки вносим бесплатно.
Подробнее
Степень прогрессивности технологического процесса можно оценить качественными и количественными показателями. Качественный показатель прогрессивности технологического процесса характеризует его основную идею, технический метод реализации этой идеи, а также степень приближения реального технологического процесса к такой его модели, которая может быть разработана с учетом последних достижений науки и техники. С количественной стороны прогрессивность технологического процесса можно оценить системой показателей, основными из которых по ГОСТ 2778288 являются коэффициент использования материала, расходный коэффициент, коэффициент раскроя материала. Коэффициент использования материала характеризует степень полезного расхода материала на производство изделия. Расходный коэффициент это показатель, обратный коэффициенту использования материала. Коэффициент раскроя материала характеризует степень использования массы (площади, длины, объема) исходного материала при раскрое по отношению к массе (площади, длине, объему) всех видов полученных заготовок или деталей. Максимально допустимое плановое количество материала на изготовление изделия при установленном качестве и условиях производства составляет норму расхода материала на изделие.
Максимально допустимое плановое количество материала на изготовление изделия при установленном качестве и условиях производства составляет норму расхода материала на изделие.
В составе нормы расхода следует учитывать массу изделия (полезный расход материала), технологические отходы и потери материала. Отходы могут быть использованы в качестве исходного материала для производства других изделий или реализованы в качестве вторичного сырья. Потери материала характеризуют количество безвозвратно теряемого материала в процессе изготовления изделия. Массу технологических отходов и потерь материала регламентируют в технологической документации.
Ранее отмечалось, что производство машин на машиностроительных предприятиях осуществляется в результате выполнения комплекса взаимосвязанных технологических процессов, являющихся частями общего производственного процесса предприятия. Для выполнения технологического процесса создается рабочее место, представляющее собой участок производственной площади цеха, оборудованный в соответствии с выполняемой на нем работой. Рабочее место является элементарной единицей структуры предприятия, где размещены исполнители работы, обслуживаемое технологическое оборудование, часть конвейера, устройства для хранения заготовок и изделий, изготовленных на данном рабочем месте, а на ограниченное время технологическая оснастка и предметы труда. Т
Рабочее место является элементарной единицей структуры предприятия, где размещены исполнители работы, обслуживаемое технологическое оборудование, часть конвейера, устройства для хранения заготовок и изделий, изготовленных на данном рабочем месте, а на ограниченное время технологическая оснастка и предметы труда. Т
ехнологический процесс обычно расчленяется на части, называемые операциями. Технологической операцией называют законченную часть технологического процесса, выполняемую на одном рабочем месте. Операция охватывает все действия оборудования и рабочих над одним или несколькими совместно обрабатываемыми или собираемыми объектами производства. Так при обработке на станках операция включает все действия рабочего по управлению станком, а также автоматические движения станка, связанные с процессом обработки заготовки до момента снятия ее со станка и перехода к обработке другой заготовки. Число операций в технологическом процессе зависит от сложности конструкции детали или собираемого изделия и может изменяться в достаточно широких пределах.
К отдельным операциям обработки можно отнести, например, сверление, точение, фрезерование, развертывание, нарезание резьбы метчиком и др. Как видно, операция характеризуется неизменностью рабочего места, технологического оборудования, предмета труда и исполнителя. При изменении одного из этих условий имеет место новая операция. Однако изменение рабочего места не всегда является критерием законченности операции. Например, обработка на двух сверлильных станках-дублерах, где необходимо постоянное присутствие по одному рабочему возле каждого станка, означает наличие двух рабочих мест, но выполнение одной и той же операции, если на этих станках выполняется одна и та же обработка с одинаковой наладкой оборудования. В случае если черновая обработка детали, например, выполняется одним рабочим на одном станке, а чистовая — другим рабочим на другом станке, то здесь выполняется две операции. Если же и черновая и чистовая обработка выполняется на одном станке, то это будет одна операция. Точение вала, выполняемое последовательно сначала на одном конце, а затем после переустановки его в центрах на другом, является одной операцией.
Следует заметить, что переход к обработке другой заготовки не означает начало новой операции. Заготовка может быть из одной партии с предыдущей. В этом случае операция одна и та же, но повторяется столько раз, сколько заготовок в партии. Поэтому основным критерием другой операции является переналадка станка, т.е. законченность процесса обработки. Необходимость деления технологического процесса на операции обусловлена в основном двумя факторами. Обычно обработать заготовку со всех сторон на одном рабочем месте невозможно. Кроме того, при построении технологического процесса по принципу дифференциации возникает необходимость разделения предварительной и окончательной механической обработки заготовки, поскольку между ними должна быть проведена термическая обработка. С другой стороны по экономическим соображениям нецелесообразно, например, создавать специальный и дорогостоящий станок, позволяющий совмещать на одном рабочем месте проведение многих способов механической обработки. В крупносерийном и массовом производстве при сборке большого числа одинаковых изделий расчленение сборочного процесса на отдельные операции и закрепление каждой из них за отдельным рабочим местом обусловливают узкую специализацию рабочих в выполнении операций, что обеспечивает более высокую производительность труда и позволяет использовать рабочих сравнительно невысокой квалификации.
Содержание операции определяется многими факторами и, прежде всего, факторами организационного и экономического характера. Диапазон работ, входящих в состав операции, может быть достаточно широк. Операцию может составлять обработка всего лишь одной поверхности на отдельном станке. Например, фрезерование шпоночной канавки на вертикально-фрезерном станке. Изготовление сложной корпусной детали на автоматической линии, состоящей из нескольких десятков станков и имеющей единую систему управления, является также операцией. Технологическая операция является основным элементом производственного планирования и учета. По операциям определяют трудоемкость процесса, необходимое оборудование, инструмент, приспособления, квалификацию рабочих. На каждую операцию составляется вся плановая, учетная и технологическая документация.
Операции, входящие в состав технологического процесса, выполняют в определенной последовательности. Содержание, состав и последовательность выполнения операций определяют структуру технологического процесса. Последовательность прохождения заготовки, детали или сборочной единицы по цехам и производственным участкам предприятия при выполнении технологического процесса изготовления или ремонта называют технологическим маршрутом. Структура операции предполагает расчленение ее на составные элементы установы, позиции и переходы. Для обработки заготовки ее необходимо установить и закрепить в приспособлении, на столе станка или другом виде оборудования. При сборке то же самое следует проделать с деталью, к которой должны быть присоединены другие детали. Установ часть технологической операции, выполняемая при неизменном закреплении обрабатываемых заготовок или собираемой сборочной единицы. При каждом повторном снятии заготовки и последующем ее закреплении на станке или же при повороте заготовки на какой-либо угол для обработки новой поверхности имеет место новый установ.
Последовательность прохождения заготовки, детали или сборочной единицы по цехам и производственным участкам предприятия при выполнении технологического процесса изготовления или ремонта называют технологическим маршрутом. Структура операции предполагает расчленение ее на составные элементы установы, позиции и переходы. Для обработки заготовки ее необходимо установить и закрепить в приспособлении, на столе станка или другом виде оборудования. При сборке то же самое следует проделать с деталью, к которой должны быть присоединены другие детали. Установ часть технологической операции, выполняемая при неизменном закреплении обрабатываемых заготовок или собираемой сборочной единицы. При каждом повторном снятии заготовки и последующем ее закреплении на станке или же при повороте заготовки на какой-либо угол для обработки новой поверхности имеет место новый установ.
Нужна помощь в написании реферата?
Мы — биржа профессиональных авторов (преподавателей и доцентов вузов). Наша система гарантирует сдачу работы к сроку без плагиата. Правки вносим бесплатно.
Правки вносим бесплатно.
Заказать реферат
В зависимости от конструктивных особенностей изделия и содержания операции она может быть выполнена либо с одного, либо с нескольких установов. В технологической документации установы обозначаются буквами А, Б, В и т.д. Например, при обработке вала на фрезерно-центровальном станке фрезерование торцов вала с двух сторон и их зацентровку выполняют последовательно за один установ заготовки. Полная обработка заготовки вала на токарно-винторезном станке может быть осуществлена только с двух установов заготовки в центрах, так как после обработки заготовки с одной стороны (установ А) ее необходимо открепить, установить в новом положении (установ Б) для обработки с другой стороны. В случае поворота заготовки без снятия ее со станка необходимо указывать угол поворота: 45°, 60° и т.д.
Установленная и закрепленная заготовка в случае необходимости может изменять свое положение на станке относительно инструмента или рабочих органов станка под воздействием устройств линейных перемещений или поворотных устройств, занимая новую позицию. Позицией называется каждое отдельное фиксированное положение, занимаемое неизменно закрепленной обрабатываемой заготовкой или собираемой сборочной единицей совместно с приспособлением относительно инструмента или неподвижной части оборудования при выполнении определенной части операции. При обработке заготовки, например, на токарно-револьверном станке позицией будет каждое новое положение револьверной головки.
Позицией называется каждое отдельное фиксированное положение, занимаемое неизменно закрепленной обрабатываемой заготовкой или собираемой сборочной единицей совместно с приспособлением относительно инструмента или неподвижной части оборудования при выполнении определенной части операции. При обработке заготовки, например, на токарно-револьверном станке позицией будет каждое новое положение револьверной головки.
При обработке на многошпиндельных автоматах и полуавтоматах неизменно закрепленная заготовка занимает различные позиции относительно станка путем вращения стола, последовательно подводящего заготовку к разным инструментам. Технологический переход законченная часть технологической операции, выполняемая одними и теми же средствами технологического оснащения при постоянных технологических режимах и установке. Технологический переход, таким образом, характеризует постоянство применяемого инструмента, поверхностей, образуемых обработкой или соединяемых при сборке, а также неизменность технологического режима. Например, технологическими переходами будут являться получение отверстия в заготовке при обработке спиральным сверлом, получение плоской поверхности детали фрезерованием и т.п. Последовательная обработка одного и того же отверстия в корпусе редуктора расточным резцом, зенкером и разверткой будет состоять соответственно из трех технологических переходов, поскольку при обработке каждым инструментом образуется новая поверхность.
Например, технологическими переходами будут являться получение отверстия в заготовке при обработке спиральным сверлом, получение плоской поверхности детали фрезерованием и т.п. Последовательная обработка одного и того же отверстия в корпусе редуктора расточным резцом, зенкером и разверткой будет состоять соответственно из трех технологических переходов, поскольку при обработке каждым инструментом образуется новая поверхность.
В токарной операции, выполняются два технологических перехода. Такие переходы называют простыми, или элементарными. Совокупность переходов, когда в работе одновременно участвуют несколько инструментов, называют совмещенным переходом. При этом все инструменты работают с одинаковой подачей и при одинаковой частоте вращения заготовки. В случае, когда происходит изменение последовательно обрабатываемых поверхностей одним инструментом с изменением режимов резания (скорости при обработке на гидрокопировальных станках или скорости и подачи на станках с ЧПУ) при одном рабочем ходе инструмента, имеет место сложный переход. Технологические переходы при этом могут выполняться последовательно или параллельно-последовательно. При обработке заготовок на станках с ЧПУ несколько поверхностей могут последовательно обрабатываться одним инструментом (например, подрезным резцом) при его движении по траектории, задаваемой управляющей программой. В этом случае говорят, что указанная совокупность поверхностей обрабатывается в результате выполнения инструментального перехода.
Технологические переходы при этом могут выполняться последовательно или параллельно-последовательно. При обработке заготовок на станках с ЧПУ несколько поверхностей могут последовательно обрабатываться одним инструментом (например, подрезным резцом) при его движении по траектории, задаваемой управляющей программой. В этом случае говорят, что указанная совокупность поверхностей обрабатывается в результате выполнения инструментального перехода.
Примерами технологических переходов в сборочных процессах могут служить работы, связанные с соединением отдельных деталей машины: приданием им требуемого относительного положения, проверкой достигнутого положения и его фиксацией с помощью крепежных деталей. При этом постановку каждой крепежной детали (например, винта, болта или гайки) следует рассматривать как отдельный технологический переход, а одновременное закручивание нескольких гаек с помощью многошпиндельного гайковерта как совмещение технологических переходов. Технологическая операция в зависимости от организации технологического процесса может быть осуществлена на основе концентрации или дифференциации технологических переходов. При концентрации переходов структура операции включает максимально возможное при заданных условиях количество технологических переходов. Такая организация операции сокращает количество операций в технологическом процессе. В предельном случае технологический процесс может состоять лишь из одной технологической операции, включающей все переходы, необходимые для изготовления детали. При дифференциации переходов стремятся к уменьшению количества переходов, входящих в технологическую операцию.
При концентрации переходов структура операции включает максимально возможное при заданных условиях количество технологических переходов. Такая организация операции сокращает количество операций в технологическом процессе. В предельном случае технологический процесс может состоять лишь из одной технологической операции, включающей все переходы, необходимые для изготовления детали. При дифференциации переходов стремятся к уменьшению количества переходов, входящих в технологическую операцию.
Пределом дифференциации является такое построение технологического процесса, когда в состав каждой операции входит лишь один технологический переход. Характерной особенностью технологического перехода в любых процессах (кроме аппаратурных) является возможность его обособления на отдельном рабочем месте, т.е. выделение его в виде самостоятельной операции. В случае однопереходной операции понятие операции может совпадать с понятием перехода. При организации процесса обработки по принципу дифференциации построения операции (а не перехода) технологический процесс расчленяется на одно-, двух-переходные операции, подчиняющиеся по продолжительности такту выпуска. Если операции (например, зубофрезерная, шлицефрезерная) по длительности выходят за пределы такта выпуска, то ставят станки-дублеры. Следовательно, пределом дифференциации служит такт выпуска. Принцип концентрации операций подразделяется на принцип параллельной концентрации и последовательной. И в том и в другом случае в одной операции концентрируется большое количество технологических переходов, но они распределяются по позициям таким образом, чтобы время обработки на каждой операции было примерно равно или было меньше такта выпуска.
Если операции (например, зубофрезерная, шлицефрезерная) по длительности выходят за пределы такта выпуска, то ставят станки-дублеры. Следовательно, пределом дифференциации служит такт выпуска. Принцип концентрации операций подразделяется на принцип параллельной концентрации и последовательной. И в том и в другом случае в одной операции концентрируется большое количество технологических переходов, но они распределяются по позициям таким образом, чтобы время обработки на каждой операции было примерно равно или было меньше такта выпуска.
По наибольшему времени по позициям будет определяться норма времени на операцию. По принципу последовательной концентрации все переходы выполняются последовательно, а время обработки определяется суммарным временем по всем переходам. Технологический переход при обработке резанием может состоять из нескольких рабочих ходов. Под рабочим ходом понимают законченную часть технологического перехода, состоящую из однократного перемещения инструмента относительно заготовки, сопровождаемого изменением формы, размеров, качества поверхности или свойств заготовки. Количество рабочих ходов, выполняемых в одном технологическом переходе, выбирают, исходя из обеспечения оптимальных условий обработки, например уменьшения глубины резания при съеме значительных слоев материала. Примером рабочего хода на токарном станке является снятие резцом одного слоя стружки непрерывно, на строгальном снятие одного слоя металла по всей поверхности, на сверлильном сверление отверстия на заданную глубину. Рабочие ходы имеют место в тех случаях, когда величина припуска превышает возможную глубину резания и его приходится снимать за несколько рабочих ходов. При повторении одной и той же работы, например, сверление четырех одинаковых отверстий последовательно, имеет место один технологический переход, выполняемый за 4 рабочих хода; если же эти отверстия выполняются одновременно, то имеет место 4 совмещенных рабочих хода и один технологический переход. В состав операции входят также элементы, связанные с выполнением вспомогательных движений и необходимые для осуществления технологического процесса.
Количество рабочих ходов, выполняемых в одном технологическом переходе, выбирают, исходя из обеспечения оптимальных условий обработки, например уменьшения глубины резания при съеме значительных слоев материала. Примером рабочего хода на токарном станке является снятие резцом одного слоя стружки непрерывно, на строгальном снятие одного слоя металла по всей поверхности, на сверлильном сверление отверстия на заданную глубину. Рабочие ходы имеют место в тех случаях, когда величина припуска превышает возможную глубину резания и его приходится снимать за несколько рабочих ходов. При повторении одной и той же работы, например, сверление четырех одинаковых отверстий последовательно, имеет место один технологический переход, выполняемый за 4 рабочих хода; если же эти отверстия выполняются одновременно, то имеет место 4 совмещенных рабочих хода и один технологический переход. В состав операции входят также элементы, связанные с выполнением вспомогательных движений и необходимые для осуществления технологического процесса. К ним относятся вспомогательные переходы и приемы. Вспомогательный переход законченная часть технологической операции, состоящая из действий человека и (или) оборудования, которые не сопровождаются изменением формы, размеров или свойств поверхности, но необходимы для выполнения технологического перехода.
К ним относятся вспомогательные переходы и приемы. Вспомогательный переход законченная часть технологической операции, состоящая из действий человека и (или) оборудования, которые не сопровождаются изменением формы, размеров или свойств поверхности, но необходимы для выполнения технологического перехода.
К вспомогательным переходам относятся, например, закрепление заготовки на станке или в приспособлении, смена инструмента, перемещение инструмента между позициями и др. Для сборочных процессов вспомогательными могут считаться переходы по установке базирующей детали на сборочном стенде или в приспособлении на конвейере, перемещение к ней присоединяемых деталей и др. Для выполнения технологической операции необходимы также вспомогательные ходы и приемы. Вспомогательный ход законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно заготовки, необходимого для подготовки рабочего хода. Под приемом понимают законченную совокупность действий рабочего, применяемых при выполнении перехода или его части и объединенных одним целевым назначением. Например, вспомогательный переход «установить заготовку в приспособлении» состоит из следующих приемов: взять заготовку из тары, установить в приспособление, закрепить. Вспомогательные ходы и приемы учитываются при изучении затрат вспомогательного времени на выполнение операции. Любой технологический процесс протекает во времени. Интервал календарного времени от начала до конца какой-либо периодически повторяющейся технологической операции независимо от числа одновременно изготовляемых или ремонтируемых изделий называется циклом технологической операции.
Например, вспомогательный переход «установить заготовку в приспособлении» состоит из следующих приемов: взять заготовку из тары, установить в приспособление, закрепить. Вспомогательные ходы и приемы учитываются при изучении затрат вспомогательного времени на выполнение операции. Любой технологический процесс протекает во времени. Интервал календарного времени от начала до конца какой-либо периодически повторяющейся технологической операции независимо от числа одновременно изготовляемых или ремонтируемых изделий называется циклом технологической операции.
Подготовку технологического оборудования и технологической оснастки к выполнению технологической операции называют наладкой. К наладке относятся установка приспособления, переключение скорости или подачи, настройка заданной температуры и т.д. Дополнительную регулировку технологического оборудования и (или) оснастки в процессе работы для восстановления достигнутых при наладке значений параметров называют подналадкой.
4. Типы производства и их характеристика
Типы производства и их характеристика
Машиностроительное производство характеризуется объемом выпуска, программой выпуска продукции, тактом выпуска. Объем выпуска продукции это количество изделий определенных наименований, типоразмеров и исполнений, изготовляемых или ремонтируемых предприятием или его подразделением в течение планируемого периода времени (месяц, квартал, год). Объем выпуска в значительной степени определяет принципы построения технологического процесса. Установленный для данного предприятия перечень изготовляемых или ремонтируемых изделий с указанием объема выпуска и сроков выполнения по каждому наименованию на планируемый период времени называется программой выпуска продукции.
Тактом выпуска называется интервал времени, через который периодически производится выпуск изделий или заготовок определенных наименования, типоразмера и исполнения. Такт выпуска t, мин/шт., определяется по формуле t = 60 Фд/ N, где Фд действительный фонд времени в планируемом периоде (месяц, сутки, смена), ч; N производственная программа на этот же период, шт. Действительный фонд времени работы оборудования отличается от номинального (календарного) фонда времени, поскольку учитывает потери времени на ремонт оборудования. Действительный фонд работы оборудования в зависимости от его сложности и количества выходных и праздничных дней при 40часовой рабочей неделе и при работе в две смены в машиностроительном производстве составляет от 3911 до 4029…4070 часов. Фонд времени рабочего при этом около 1820 ч.
В зависимости от производственных мощностей и возможностей сбыта продукции изделия на предприятии изготовляют в различных количествах от единичных экземпляров, до сотен и тысяч штук. При этом все изделия, изготовленные по конструкторской и технологической документации без ее изменения, называются серией изделия. В зависимости от широты номенклатуры, регулярности, стабильности и объема выпуска изделий различают три основных типа производства: единичное, серийное и массовое. Каждому из этих типов присущи свои характерные особенности в организации труда и в структуре производственного и технологического процессов. Тип производства является классификационной категорией производства, выделяемой по признакам широты номенклатуры, регулярности, стабильности и объема выпуска продукции. В отличие от типа производства вид производства выделяется по признаку применяемого метода изготовления изделия. Примерами видов производства являются литейное, сварочное, механосборочное и др. Одной из основных характеристик типа производства является коэффициент закрепления операций Кз.о., представляющий собой отношение числа всех различных технологических операций ΣО, выполняемых или подлежащих выполнению в течение месяца, к числу рабочих мест ΣР: Кз.о. = ΣО/ΣР С расширением номенклатуры выпускаемых изделий и уменьшением их количества значение этого коэффициента увеличивается.
Единичное производство характеризуется малым объемом выпуска одинаковых изделий, повторное изготовление и ремонт которых, как правило, не предусматривается. При этом технологический процесс изготовления изделий либо совсем не повторяется, либо повторяется через неопределенные промежутки времени. По единичному типу производства выпускаются, например, крупные гидротурбины, прокатные станы, оборудование для химических и металлургических заводов, уникальные металлорежущие станки, опытные образцы машин в различных отраслях машиностроения, ремонтные цеха и участки и др.
Технология единичного производства характеризуется применением универсального металлорежущего оборудования, которое располагается в цехах обычно по групповому признаку, т.е. с разбивкой на участки токарных, фрезерных, шлифовальных станков и т.д. Обработку ведут стандартным режущим, а контроль универсальным измерительным инструментом. Характерным признаком единичного производства является концентрация на рабочих местах разнообразных операций. При этом на одном станке часто производится полная обработка заготовок разнообразных конструкций и из различных материалов. Ввиду необходимости частой перенастройки и наладки станка на выполнение новой операции доля основного (технологического) времени в общей структуре нормы времени на обработку сравнительно невелика.
Отличительные особенности единичного производства обусловливают относительно низкую производительность труда и высокую себестоимость выпускаемых изделий. Серийное производство характеризуется изготовлением или ремонтом изделий периодически повторяющимися партиями. При серийном производстве одноименные или однотипные по конструкции изделия изготовляют по отработанным на технологичность чертежам. Продукцией серийного производства являются машины установившегося типа, выпускаемые в значительных количествах. К этой продукции можно отнести, например, металлорежущие станки, двигатели внутреннего сгорания, насосы, компрессоры, оборудование для пищевой промышленности и др. Серийное производство является наиболее распространенным в общем и среднем машиностроении.
В серийном производстве наряду с универсальным широко используется и специальное оборудование, автоматы и полуавтоматы, станки с ЧПУ, специальный режущий инструмент, специальные измерительные приборы и приспособления. В серийном производстве средняя квалификация рабочих обычно ниже, чем в единичном производстве. В зависимости от количества изделий в партии или серии и значения коэффициента закрепления операций различают мелкосерийное, среднесерийное и крупносерийное производство. Такое подразделение является достаточно условным для различных отраслей машиностроения, так как при одном и том же количестве машин в серии, но различных размеров, сложности и трудоемкости производство может быть отнесено к разным типам. Условной границей между разновидностями серийного производства по ГОСТ 3.110874 является величина коэффициента закрепления операций Кз.о.: для мелкосерийного производства 20 < Кз.о.< 40, для среднесерийного 10 < Кз.о.< 20, а для крупносерийного 1 < Кз.о.< 10.
Нужна помощь в написании реферата?
Мы — биржа профессиональных авторов (преподавателей и доцентов вузов). Наша система гарантирует сдачу работы к сроку без плагиата. Правки вносим бесплатно.
Цена реферата
В мелкосерийном производстве, близком к единичному, оборудование располагается преимущественно по типам станков участок токарных станков, участок фрезерных станков и т. д. Станки могут располагаться и по ходу технологического процесса, если обработка ведется по групповому технологическому процессу. Применяют главным образом универсальные средства технологического оснащения. Размер производственной партии обычно составляет несколько единиц. При этом производственной партией принято называть предметы труда одного наименования и типоразмера, запускаемые в обработку в течение определенного интервала времени, при одном и том же подготовительно-заключительном времени на операцию. В среднесерийном производстве, обычно называемом серийным, оборудование располагают в соответствии с последовательностью выполнения этапов обработки заготовок. За каждой единицей оборудования обычно закрепляют несколько технологических операций, при этом возникает необходимость переналадки оборудования. Размер производственной партии составляет от нескольких десятков до сотен деталей.
В крупносерийном производстве, близком к массовому, оборудование, как правило, располагается в последовательности технологического процесса для одной или нескольких деталей, требующих одинакового процесса обработки. При недостаточно большой программе выпуска изделий целесообразно обрабатывать заготовки партиями, с последовательным выполнением операций, т.е. после обработки всех заготовок партии на одной операции производят обработку этой партии на следующей операции. Заготовки после окончания обработки на одном станке транспортируют целой партией или по частям к другому, при этом в качестве транспортных средств используют рольганги, подвесные цепные конвейеры или роботы. Обработку заготовок выполняют на предварительно настроенных станках, в пределах технологических возможностей которых допустима переналадка для выполнения иных операций. В крупносерийном производстве используются, как правило, специальные приспособления и специальный режущий инструмент. В качестве измерительного инструмента широко используют предельные калибры (скобы, пробки, резьбовые кольца и резьбовые пробки) и шаблоны, позволяющие определять годность обработанных деталей и производить разбивку их на размерные группы в зависимости от величины поля допуска.
Серийное производство значительно экономичнее, чем единичное, так как лучше используется оборудование, ниже припуски, выше режимы резания, более высокая специализация рабочих мест, значительно сокращаются цикл производства, межоперационные заделы и незавершенное производство, более высокий уровень автоматизации производства, повышается производительность труда, резко снижается трудоемкость и себестоимость изделий, упрощается управление производством и организация труда. При этом под заделом понимают производственный запас заготовок или составных частей изделия для обеспечения бесперебойного выполнения технологического процесса. Этот тип производства является наиболее распространенным в общем и среднем машиностроении. Около 80 % продукции машиностроения выпускается серийно. Массовое производство характеризуется большим объемом выпуска изделий, непрерывно изготовляемых или ремонтируемых продолжительное время, в течение которого на большинстве рабочих мест выполняется одна рабочая операция.
Детали, как правило, изготовляются из заготовок, производство которых ведется централизованно. Централизованным способом осуществляется производство нестандартного оборудования и технологической оснастки. Поставляют их своим потребителям цехи, являющиеся самостоятельной структурной единицей. Массовое производство экономически целесообразно при выпуске достаточно большого количества изделий, когда все материальные и трудовые затраты, связанные с переходом на массовое производство, достаточно быстро окупаются и себестоимость изделия ниже, чем при серийном производстве. Продукция массового производства это изделия узкой номенклатуры, унифицированного или стандартного типа, выпускаемые для широкого сбыта потребителю. К этой продукции можно отнести, например, многие марки легковых автомобилей, мотоциклов, швейных машин, велосипедов и т.д.
В массовом производстве применяют высокопроизводительное технологическое оборудование специальные, специализированные и агрегатные станки, многошпиндельные автоматы и полуавтоматы, автоматические линии. Широко применяется многолезвийный и наборный специальный режущий инструмент, предельные калибры, быстродействующие контрольные приспособления и приборы. Массовое производство характеризуется также установившимся объемом производства, что при значительной программе выпуска продукции обеспечивает возможность закрепления операций за определенным оборудованием. При этом производство изделий осуществляется по окончательно отработанной конструкторской и технологической документации. Наиболее совершенной формой организации массового производства является поточное производство, характеризуемое расположением средств технологического оснащения в последовательности выполнения операций технологического процесса и определенным тактом выпуска изделий. Для поточной формы организации технологического процесса требуется одинаковая или кратная производительность на всех операциях. Это позволяет производить обработку заготовок или собирать узлы без заделов в строго определенные промежутки времени, равные такту выпуска. Приведение длительности операций к указанному условию называют синхронизацией, что в некоторых случаях предусматривает использование дополнительного (дублирующего) оборудования. Для массового производства коэффициент закрепления операций Кз.о. = 1.
Основным элементом поточного производства является поточная линия, на которой расположены рабочие места. Для передачи предмета труда с одного рабочего места на другое применяют специальные транспортные средства. В поточной линии, являющейся основной формой организации труда поточного производства, на каждом рабочем месте выполняют одну технологическую операцию, а оборудование располагают по ходу технологического процесса (по потоку). Если длительность операции на всех рабочих местах одинакова, то работа на линии выполняется с непрерывной передачей объекта производства с одного рабочего места на другое (непрерывным потоком). Достигнуть равенства штучного времени на всех операциях обычно не удается. Это обусловливает технологически неизбежное различие загрузки оборудования по рабочим местам поточной линии. При значительных объемах выпуска в процессе синхронизации наиболее часто возникает необходимость уменьшения длительности операций. Это достигается за счет дифференциации и совмещения во времени переходов, входящих в состав технологических операций. В массовом и крупносерийном производствах при необходимости каждый из технологических переходов может быть выделен в отдельную операцию, если будет выполнено условие синхронизации. За время, равное такту выпуска, с поточной линии сходит единица продукции.
Производительность труда, соответствующая выделенному производственному участку (линии, участку, цеху), определяется ритмом выпуска. Ритм выпуска это количество изделий или заготовок определенных наименований, типоразмеров и исполнений, выпускаемых в единицу времени. Обеспечение заданного ритма выпуска является важнейшей задачей при разработке технологического процесса массового и крупносерийного производства. Поточный метод работы обеспечивает значительное сокращение (в десятки раз) цикла производства, межоперационных заделов и незавершенного производства, возможность применения высокопроизводительного оборудования, снижения трудоемкости изготовления изделий, простоту управления производством. Дальнейшее совершенствование поточного производства привело к созданию автоматических линий, на которых все операции выполняют с установленным тактом на рабочих местах, оснащенных автоматическим оборудованием. Транспортирование предмета труда по позициям осуществляется также автоматически. Интервал календарного времени от начала до окончания процесса изготовления или ремонта изделия называют производственным циклом. Длительность производственного цикла и ритмичность работы предприятия в значительной степени зависят от организации всего производственного процесса, четкого управления производством и персоналом, своевременного снабжения предприятия сырьем, материалами, инструментом, запасными частями, комплектующими изделиями и другими средствами производства. Важное значение для ритмичности и экономичности работы предприятия имеет своевременная реализация изготовленной промышленной продукции. Следует отметить, что на одном предприятии и даже в одном цехе можно встретить сочетание различных типов производства.
Следовательно, тип производства предприятия или цеха в целом определяется по признаку преимущественного характера технологических процессов. Массовым можно назвать производство, если на большинстве рабочих мест выполняется одна постоянно повторяющаяся операция. Если на большинстве рабочих мест выполняется несколько периодически повторяющихся операций, то такое производство следует считать серийным. Отсутствие периодичности повторения операций на рабочих местах характеризует единичное производство. Кроме того, для каждого типа производства характерным является также соответствующая точность исходных заготовок, уровень отработанности конструкции деталей на технологичность, уровень автоматизации процесса, степень детализации описания технологического процесса и др. Все это влияет на производительность процесса и на себестоимость изготовляемых изделий. Планомерная проводимая унификация и стандартизация изделий машиностроения способствует специализации производства. Стандартизация приводит к сужению номенклатуры изделий при значительном увеличении программы их выпуска. Это позволяет шире применять поточные методы работы и автоматизацию производства. Характеристики производства отражаются в решениях, принимаемых при технологической подготовке производства.
Нужна помощь в написании реферата?
Мы — биржа профессиональных авторов (преподавателей и доцентов вузов). Наша система гарантирует сдачу работы к сроку без плагиата. Правки вносим бесплатно.
Подробнее
Заключение
Основы организации производства. Под организацией производства понимают координацию и оптимизацию во времени и пространстве всех материальных и трудовых элементов производства с целью достижения в определенные сроки наибольшего производственного результата с наименьшими затратами. Следовательно, организация производства создает условия для наилучшего использования техники и людей в процессе производства, тем самым повышая его эффективность. На каждом промышленном предприятии имеются свои специфические задачи организации производства. Это могут быть, например, вопросы обеспечения сырьем, наилучшего использования рабочей силы, сырья, оборудования, улучшения ассортимента и качества выпускаемой продукции, освоение новых видов продукции и т. п. Поскольку на практике многие задачи организации производства решают технологии, то важно различать функции технологии и функции организации производства.
Технология определяет способы и варианты изготовления продукции. Функцией технологии является определение возможных типов оборудования и технологической оснастки для производства каждого вида продукции, а также оптимальных параметров технологического режима. Таким образом, технологии определяют, что нужно сделать с предметом труда и при помощи каких средств производства, чтобы превратить его в продукт с заданными свойствами. Функцией организации производства является определение конкретных значений параметров технологического процесса на основе анализа возможных вариантов и выбора наиболее эффективного в соответствии с целью и условиями производства. То есть организация производства определяет, как лучше сочетать предмет и орудия труда, а также сам труд, чтобы превратить предмет труда в продукт необходимых свойств с наименьшими затратами рабочей силы и средств производства.
Особенностями организации производства являются рассмотрение во взаимосвязи элементов производства и выбор таких методов и условий их использования, которые в наибольшей степени соответствуют цели производства. Многие вопросы организации производства рассматриваются совместно с технологией. Однако организация производства имеет и присущие только ей задачи. Это, в частности, углубление специализации, быстрая (гибкая) переориентация производства на другие виды продукции, обеспечение непрерывности и ритмичности производственного процесса, совершенствование форм организации производства и др. Кроме того, к задачам организации производства относятся сокращение длительности производственного цикла, бесперебойное снабжение сырьем, материалами, комплектующими изделиями, сбыт готовой продукции, снижение простоя оборудования и обеспечение оптимальной его загрузки, согласование всех звеньев производственного процесса и др.
Совокупность отделов и служб, занимающихся построением и координацией функционирования производственного процесса, называют организационной структурой предприятия. Экономическую эффективность производственной структуры можно оценить такими показателями, как состав и размер цехов, профиль и уровень их специализации, длительность производственного цикла, коэффициент застройки территории, себестоимость и прибыль. Основными факторами, определяющими тип, сложность и иерархичность (т.е. число уровней предприятия) организационной структуры предприятия, являются: масштаб производства и объем продаж; номенклатура выпускаемой продукции; сложность и уровень унификации продукции; степень развития инфраструктуры региона; международная интегрированность предприятия и др. В зависимости от рассмотренных факторов выбирается тип организационной структуры, предполагающий методы планирования работ производственным подразделениям и контроль их выполнения. Для количественного анализа структуры предприятия используются различные показатели, характеризующие объем выпуска продукции, соотношение между основными, вспомогательными и обслуживающими производствами, эффективность пространственного размещения предприятия, характер взаимосвязей между подразделениями, степень централизации отдельных производств и др. Анализ данных показателей позволяет определить пути создания рациональной структуры предприятия, которая должна обеспечивать максимальную возможность специализации цехов и участков, непрерывность и прямоточность производства, отсутствие дублирующих и чрезмерно раздробленных подразделений, возможность расширения и перепрофилирования производства без его остановки.
Список использованных источников
1. Клепиков, В. В. Технология машиностроения: Учебник / В. В. Клепиков, А. Н. Бодров. – М. : ФОРУМ: ИНФРА-М, 2004.
2. Черепахин, А. А. Технология обработки материалов: Учебник / А. А. Черепахин. – М. : Издательский центр «Академия», 2004. – 272 с.
3. Салтыков, В. А. Технологии машиностроения. Технологии заготовительного производства: Учебное пособие / В. А. Салтыков, Ю. М. Аносов, В. К. Федюкин. – СПб. : Изд-во Михайлова В.А., 2004. – 336 с.
4. Маслов, А. Р. Приспособления для металлообрабатывающего инструмента: Справочник, 2-е изд. исправ. и доп. – М. : Машиностроение, 2002. – 256 с.
5. Берлинер, Ю. И. Технология химического и нефтяного аппаратостроения / Ю. И. Берлинер, Ю. А. Балашов. – М. : Машиностроение, 1996. – 288 с.
6. Шишмараев, В. Ю. Машиностроительное производство: Учебник / В. Ю. Шишмараев, Т. И., Каспина. – М. : Издательский центр «Академия», 2004. – 352 с.
7. Аверченков, В. И. Технология машиностроения: Сборник задач и упражнений: Учеб. пособие / В. И. Аверченков, и др. – М. : Инфра-М, 2006. – 288 с.
8. Медведев, В. А. Технологические основы гибких производственных систем: Учебник / В. А. Медведев, В. П. Вороненко, В. Н. Брюханов. – М. : Высшая школа, 2009. – 255 с.
9. Типовые технологические процессы изготовления аппаратов химических производств. Атлас типовых технологических процессов и чертежей / под ред. А. Д. Никифорова. – М. : Машиностроение, 1989. – 244 с.
10. Ярушин, С. Г. Технологические процессы в машиностроении : учебник для бакалавров / С. Г. Ярушин. – М.: Юрайт, 2011. – 564 с.
что это такое, описание, характеристика, схема, элементы
Эффективное производство основывается на точной последовательности действий. Технологический процесс это разработанный и согласованный порядок выполнения поставленной задачи по изготовлению конечного продукта. В зависимости от производимых предметов, процесс может включать в себя различное количество отдельных рабочих алгоритмов, объединенных общим результатом.
Содержание
Определение и характеристика
Понятие техпроцесса раскрывается на производстве. Взаимосвязанные действия, начинающиеся с логистики материала, переходящие к обработке и завершающиеся доводкой, упаковкой или монтажом готового изделия. Подробное описание технологического процесса включает себя блоки — технологические операции. Для каждой операции характерны признаки общего процесса, а ее выполнение реализуется одним специалистом при помощи конкретного оборудования. В общую схему все объединено технологическими переходами — завершенными операциями.
Схема технологического процесса металлургического заводаДля предприятия техпроцесс становится основой: на базе него формируется характеристика каждой рабочей единицы оборудования, вырабатываются особенности циклов взаимодействий рабочих цехов.
Если разобрать по пунктам, что же такое техпроцесс, можно выделить следующие этапы:
- экономическая обоснованность и оценка эффективности производства;
- производственные расчеты необходимых объемов материалов и станков;
- приобретение и доставка материала;
- процесс обработки сырья на оборудовании;
- упаковка или установка, реализация готового продукта.
Качественно отлаженная схема техпроцесса упрощает работу любого производства.
Основные и вспомогательные техпроцессы
Разработка любого техпроцесса предполагает его классификацию. Выделяются следующие виды:
- основные;
- вспомогательные;
- обслуживающие.
Основные техпроцессы дополнительно делятся на заготовительные, стадии обработки, сборки, отделки, информационного сопровождения. Это непосредственная разработка, создание товара или услуги, отвечающее целям организации. Само производство лишь составляющая общего механизма технологического процесса.
Вспомогательные процессы направлены на поддержание условий функционирования основных. В том числе сюда включается контроль за состоянием оборудования, цехов, поставка инструментов и средств индивидуальной защиты для специалистов. Каждая операция вспомогательного этапа важна и является обязательной к выполнению.
К обслуживающим процессам относятся логистические процедуры сырья, готовой продукции. В них задействуются складские и транспортные узлы. Вспомогательные и обслуживающие процессы могут быть переданы подрядным организациями — такой подход зачастую экономически более эффективный.
Составные части технологического процесса
Основные элементы технологического процесса на примере металлообработки это:
- Механическая обработка — действия с заготовкой для изменения ее форм и размеров.
 Происходит снятие материала специальным режущим инструментом на промышленном оборудовании.
Происходит снятие материала специальным режущим инструментом на промышленном оборудовании. - Технологическая операция — сегмент техпроцесса, исполняемый без перерыва одним исполнителем с привязкой к конкретному рабочему месту.
- Переход — обработка поверхности при помощи единственного инструмента с сохранением режима (неизменная скорость вращения, подача).
- Установка — часть операции, которая производится за одно закрепление заготовки. Несколько установок можно определить в операцию.
- Прием — конкретные действия рабочего персонала, направленные на достижение результата. К ним относятся запуск машин и оборудования, установка режущей гарнитуры, закрепление заготовок.
Схема для технологического процесса является дополнительным сопроводительным документом, наглядно поясняющим план работы.
Сущность технологического процесса
Процессом принято называть изменение объекта при наличии воздействия условий внутреннего или внешнего характера.
Ко внешним воздействиям относятся механическая обработка, взаимодействие с химическими реагентами, температурные и радиационные воздействия. Факторы внутреннего характера — сопротивляемость материала детали или изделия на внешние воздействия, с сохранением формы и состояния на момент обработки. Сущность правильного технологического процесса — правильный подбор материала и принципа воздействия на него.
В процессе производства, на стадии подготовки документации и разработки, технолог занимается выбором факторов воздействия на материал или сырье. Итоговый результат должен соответствовать:
- спецификациям на итоговый продукт;
- плановым нормам по выпуску и сроку производства изделий;
- экономической эффективности, установленной в модели работы предприятия.
Все производственные факторы должны оптимально сочетаться, чтобы изделия технологически быстро изготавливались и оптимально окупались в коротком промежутке времени.
Этапы ТП
Производственным циклам предшествуют стадии конструкторских и технологический решений. Этапы технологического процесса делятся на:
- подготовка и анализ входных данных по будущему продукту, материалу, производственной базе;
- выбор оптимальных технологических решений;
- обоснования технической возможности и экономической выгодности процесса для предприятия;
- оформление техпроцесса в формате технической документации.
Построение правильной последовательности для технологических операций занимает много времени. Итоговый результат включает плановые сроки, уровень качества, себестоимость конечного продукта. Большое число изделий производятся по ГОСТ, что требует дополнительного анализа со стороны технологов.
Если экономический расчет не сойдется с показателями, которые устанавливаются в плане предприятия, основные этапы техпроцесса повторяются. Нормальным считается близкое совпадение цифр расчетов и плана.
Виды техпроцессов
Виды технологических процессов обработки материалов классифицируют по разным параметрам. В плане повторяемости при изготовлении конечного продукта процессы делятся на:
- Единичный технологический процесс. Создается для изготовления уникального изделия, либо детали. Конечный результат имеет индивидуальную конструктивную и технологическую характеристику.
- Типовой технологический процесс. Рассчитан на определенный объем изделий одного типа. Изделия схожи в конструкции и технологических параметрах. Единичный техпроцесс в некоторых производствах состоит из комплекта типовых. Большее число типовых техпроцессов на производстве позволяет сокращать затраты на запуск изготовления изделий. Это позволяет улучшать экономические показатели предприятия.
- Групповой техпроцесс. В этом случае детали отличаются конструктивно, но имеют схожесть технологического плана.
Техпроцессы по характеристикам новаторства и инновационности разделяются на:
- Типичные. В производстве применяются классические, проверенные конструкции, методы обработки, инструментальный парк, оснастка.
- Перспективные. В работе применяются новейшие технологии и подходы, современные станки и инструмент. Данный вид характерен для организации, лидирующих в своих отраслях — они активно развивают материально-техническую базу предприятий.
По степени детализации техпроцессы бывают:
- Маршрутные. Техпроцесс разрабатывается в формате маршрутной карты. Она включает информацию верхнего уровня — список операций, их очередность, тип используемых станков и оборудования, оснастка и время, отведенное на выполнение.
- Операционный технологический процесс. Наиболее подробный техпроцесс, описывающий последовательность обработки детализировано. Указывается все, включая уровень переходов, параметров режимов. Оформляется в стандарте операционной карты.
Пример типового технологического процессаОперационный техпроцесс разрабатывался в США. Нехватка кадров с нужной квалификацией из-за второй мировой войны привела к разработке точной последовательности работ. Это позволило привлекать на производство менее квалифицированную рабочую силу, без опыта. В военное время это позволило выполнять плановые производственные нормы в срок. В мирное время такой подход приносит дополнительные затраты. Работа технологов зачастую проходит зря — опыт рабочих в цехах, накопленный годами, позволяет исключать подробные операционные карты и все чаще пользоваться маршрутными картами.
Принцип укрупнения операций
Для этого принципа характерно включение в одну операцию большего числа переходов. На практике это улучшает точность взаимной ориентированности осей и обрабатываемых поверхностей заготовки, детали. Эффективность достигается за счет исполнения всех переходов операции за единичную установку на станок или обрабатывающий много осевой центр по типу ЧПУ.
Принцип существенно уменьшает логистические операции внутри цеха. Снижается время, затрачивающееся на установку, отладку производственных единиц.
В примеры можно привести особо крупные и технически сложные детали, перемещение и установка которых вызывает особую сложность и забирает много времени.
Подход применим на станках револьверного типа, токарных с большим числом резцов, станках с числовым программным управлением.
Принцип расчленения операций
Операция делится на последовательность простейших переходов. Оборудование проходит наладку режима работы один раз на первую деталь из серии. Оставшиеся детали из партии обрабатываются на первоначально настроенном режиме.
Принцип показывает эффективность на крупных сериях изделий с относительно простой конфигурацией.
К плюсам относится снижении трудоемкости через оптимизацию организации рабочих мест. Персонал совершенствует навыки повторяющихся движение по установке и снятию заготовок, отладке оборудования и замене оснастки.
Растущее число установок снижает время на настройку режимов — именно это несет положительный эффект принципа.
На стадии проектирования для повышения эффективности технолог тщательно обдумывает применение специализированной оснастки и устройств для быстрой работы с заготовкой.
Обработка дерева и металла
Технологический процесс изготовления деталей из дерева и металла существенно отличается. Работа с древесиной включает в себя следующие этапы и особенности:
- Проверка влажности. В случае отклонения параметров от нормальных, материал направляется в сушильную камеру и доводится до рабочих показателей.
- Методы и оснастка для распиловки определяются исходя из сорта древесины.
- Метод распила зависит от диаметра бревна.
- При наличии сучков в пиломатериале потребуется дополнительное оборудование для их высверливания и вклеивания обычной деревянной пробки.
- В линейке оборудования должны присутствовать шлифовальные, строгальные станки.
- Хранение готовых изделий возможно в складах с нормальной влажностью для исключения порчи готового продукта.
Современные и традиционные методы обработки металлов включают направления:
- Электрической обработки. Пример — перфорирование металлических листов.
- Механическая обработка — крупная группа методов. Токарные, фрезерные работы и подобные взаимодействия механического резца с металлом.
- Химическая обработка. Процесс взаимодействия с реагентами — кислотами, щелочами, иными компонентами.
- Обработка давлением. Оборудование действует по типу штамповки под высоким давление с разогреванием заготовки.
- Термическая обработка. Закаливание (упрочнение), отпуск (смягчение) — температурная обработка, меняющая характеристики металлических деталей.
Направление подбирается технологом исходя из особенностей производства.
Средства выполнения технологических процессов
Технологический процесс реализуется с занесением в базы данных программ. Это софт, управляющий процессом жизненного цикла изделия. Автоматизированные системы позволяют быстрее вносить правки в техпроцесс для улучшения технико-экономических показателей.
Современные системы позволяют оперативно соотносить тип оборудования, материалов и оснастки на совместимость и актуальность. Производительность труда технолога и скорость выполнения работы возрастает кратно.
Технологическое оборудование предназначается для установки, ориентации и направления в рабочую зону заготовок, сырьевых элементов, отдельных деталей и сборных узлов.
Исходя из отрасли, к такому оборудованию относятся ЧПУ центры, реакторы, термические установки, кузнечные прессы, сборные комплексы оборудования.
Оборудование характеризуют длительные сроки эксплуатации. При смене оснастки возможно изменение функций.
Технологическая оснастка представляет собой список инструмента, пресс и литейных форм, просечек и штампов. Устройства для установок деталей и упрощения доступа рабочим в зону действия тоже относятся к оснастке. Оснастка является опцией, дополняющей оборудование, но имеет меньший срок службы. Технологи при работе над техпроцессом часто задействуют универсальную оснастку, применяемую на ряд типоразмеров изделия.
Инструмент реализует непосредственное воздействие на заготовку. Он доводит ее форму и размеры, а также иные характеристики до заданных техническими условиями показателей.
Технолог при подборе инструмента учитывает в первую очередь ресурс работы и универсальность. Чем большее количество раз он может задействовать в производстве продукции, тем выше экономический эффект производства. Современный инструмент позволяет оптимизировать операции обработки и сократить время выполнения техпроцесса.
Грамотный специалист-технолог при создании техпроцесса с учетом всех норм и средств автоматизации повышает конкурентную способность предприятия в сравнении с другими организациями.
Что такое технология производства в производстве? | Малый бизнес
Дэниел Р. Мюллер Обновлено 10 апреля 2019 г.
В простейшем смысле определение производственной технологии должно включать любое оборудование, которое делает возможным создание материального физического продукта для бизнеса. Для малого бизнеса это означает, по крайней мере, мастерскую с более сложными операциями, использующими машины и сборочные линии. Выбор масштабной модели производства в пределах капитальных средств компании важен; более простые мастерские, как правило, приводят к меньшим объемам производства, но и меньшим затратам на сборку, в то время как для операций с более высокой производительностью требуются более сложные и дорогостоящие машины, стоимость которых иногда непомерно высока.
Современная ремесленная мастерская
Ремесленная мастерская представляет собой базовый минимальный эффективный уровень современных производственных технологий. Ремесленная мастерская основана на традиционных мастерских мастеров, существовавших до промышленной революции, и заменяет большинство простых ручных инструментов на экономящие время инструменты с электрическим приводом. Эти инструменты дают опытному торговцу преимущество, в котором он нуждается, чтобы быстрее производить товары того же уровня качества, который он мог бы производить с помощью ручных инструментов. Настольная пила, сверлильный станок и ленточно-шлифовальный станок — все это примеры современных вариаций простых ручных инструментов, используемых для экономии времени современного мастера. Ремесленные мастерские сосредотачиваются на низком или среднем выпуске товаров более высокого качества, чем среднее, чтобы сохранить конкурентное преимущество по сравнению с крупномасштабными фабричными изделиями аналогичного типа.
Обработка с ЧПУ и расширение возможностей ремесленной мастерской
Станок с числовым программным управлением или станок с ЧПУ, также называемый автоматизированным производством, еще больше расширяет возможности ремесленной мастерской, позволяя квалифицированному мастеру программировать устройство для выполнения высокодетализированных работ. повторяющиеся задачи, такие как фрезерование и сверление. Станки с ЧПУ — это дорогостоящие инвестиции; однако, когда они используются для решения более трудоемких этапов производства предмета в стандартной мастерской ремесленника, они могут значительно повысить общую прибыльность этого производственного бизнеса. Из-за их высокой первоначальной стоимости по сравнению с ручным магазинным инструментом станки с ЧПУ, как правило, недоступны для всех, кроме наиболее успешного малого бизнеса. Инвестирование в производственное инженерное оборудование, такое как станок с ЧПУ, является ключевым решением для малого бизнеса, и его следует принимать с тщательным рассмотрением того, насколько станок фактически увеличит прибыль по сравнению с продолжением ручного метода.
Массовое производство по типу автоматизированной сборочной линии
Массовое автоматизированное конвейерное производство представляет собой вершину современного промышленного производства и является движущей силой промышленных титанов, таких как производители автомобилей и производителей бытовой техники. Чем выше степень механизации и использования робототехники в процессе сборки, тем меньше людей требуется для производства продукта; однако при замене людей роботами первоначальные инвестиционные затраты резко возрастают. Чрезвычайно высокая первоначальная стоимость массового производства на автоматизированных сборочных линиях ставит такие методы производства далеко за пределы понимания владельцев малого бизнеса с точки зрения практичности. Обслуживание передовых автоматизированных сборочных линий также требует профессиональных услуг высококвалифицированных специалистов по робототехнике, что опять-таки затрудняет практическую реализацию для владельца малого бизнеса.
Соображения практичности для малого бизнеса
Когда дело доходит до инвестиций в производственные технологии, малый бизнес должен сосредоточиться на получении максимальной отдачи от капитальных вложений в рамках разумного бюджета компании. IRS утверждает, что малый бизнес считается успешным, когда он приносит прибыль не менее трех раз в пять лет. Это общее правило означает, что для представителя малого бизнеса, если для погашения первоначальных капиталовложений в производственные технологии требуется более двух лет, предприятия, вероятно, превысили свой идеальный максимальный бюджет производственных технологий. Это не означает, что предприятия малого и среднего бизнеса должны полностью отказаться от передовых методов производства; вместо этого они могут адаптировать некоторые методы более крупной промышленности, которые соответствуют их собственным потребностям и возможностям. Например, малый и средний бизнес, стремящийся извлечь выгоду из метода массового производства промышленного производства, может взять страницу из книги Генри Форда и использовать простую конвейерную линию вместе с разделением труда, чтобы упростить и ускорить производственный процесс, при этом используя кустарное производство. инструменты магазинного типа с ручным управлением.
Ссылки
- Общественные школы Норт-Лоуренс: Технология производства: Производство
- ТехнологияСтудент: работа с ЧПУ: введение : Является ли ваше хобби коммерческим предприятием?
Биография писателя
Даниэль Р. Мюллер — канадец, который занимается профессиональным писательством с 2003 года. В своей работе Мюллер опирается на свой обширный опыт работы в сфере частной безопасности. Он также имеет профессиональный опыт работы в сфере информационных технологий в качестве специалиста по поддержке. Большая часть работ Мюллера посвящена вопросам бизнеса и экономики.
Подробный обзор производственной технологии от IT Chronicles
Любая деятельность, связанная с преобразованием сырья в готовую продукцию, является частью производственного процесса. Это может быть достигнуто за счет использования рабочей силы, машин, химикатов, методов рецептуры или биологических процессов, чтобы повысить ценность сырья перед его продажей. Но что такое технология производства?
Проще говоря, любая технология, формирующая или влияющая на производственный процесс, является формой производственной технологии, которая предоставляет инструменты, позволяющие производить все промышленные товары.
Средства производства включают станки, сопутствующее оборудование, их принадлежности и инструменты. Станки обычно представляют собой непереносные производственные машины и системы с механическим приводом, используемые для выполнения определенных операций с различными материалами для производства товарных продуктов или компонентов. Оборудование и технологии, относящиеся к этому описанию, включают системы автоматизированного проектирования (САПР), системы автоматизированного производства (АСАМ), а также системы сборки и тестирования, необходимые для производства сборочного узла или готового продукта.
Среди наиболее часто используемых производственных технологий:
Программные системы: К ним относятся автоматизированное проектирование (CAD), автоматизированное производство (CAM), компьютерное числовое управление (CNC), прямое числовое управление (DNC), Программируемое логическое управление (ПЛК), числовое управление (ЧПУ), программное обеспечение для системной интеграции и программное обеспечение для оптимизации процессов.
Инструменты и процессы для удаления материала: Сверление, фрезерование, токарная обработка, шлифовка, нарезание резьбы, распиловка, протяжка, электроэрозионные станки (EDM), водоструйная резка и оборудование для лазерной обработки — все это примеры.
Оборудование и процессы для формовки материалов: например, оборудование для холодной и горячей формовки, штамповка, гибка, соединение, резка, прессование и гидроформовка.
Рабочие держатели: Системы для удержания компонентов на месте, таких как зажимы, блоки, патроны, инструментальные колонны, угловые пластины и приспособления.
Инструментальные системы: К ним относятся сверла, метчики, пуансоны, матрицы, развертки, расточные оправки и шлифовальные круги.
Системы обработки материалов: Конвейеры, устройства смены поддонов, оборудование для обработки штампов, оборудование для подачи прутка, автоматизированные транспортные средства с проволокой и роботы относятся к этому классу.
Автоматизированные системы: К этому классу производственных технологий относятся сборочные системы, передаточные машины и гибкие производственные системы (FMS).
Аддитивные процессы: К ним относятся 3D-печать, лазерное спекание и оборудование для быстрого прототипирования.
Несколько типов производственных систем стало возможным благодаря применению различных форм производственных технологий. Среди наиболее широко используемых можно выделить следующие.
Компьютерное числовое управление (ЧПУ)
Компьютерное числовое управление или обработка с ЧПУ — это производственный процесс, в котором специальные компьютерные программы управляют работой заводских инструментов и машин. Используя ЧПУ, можно управлять целым рядом сложных механизмов, включая шлифовальные, токарные, фрезерные и фрезерные станки. Обработка с ЧПУ позволяет производителям использовать единый набор триггеров конфигурации для выполнения задач трехмерной резки.
Программы для станков с ЧПУ передаются на компьютеры через небольшие клавиатуры с использованием стандартного языка, известного как G-код. Этот код написан для управления различными режимами работы конкретного станка, такими как скорость, скорость подачи и координация. Новые подсказки могут быть добавлены к уже существующим программам с помощью измененного кода.
Когда работает система ЧПУ, программное обеспечение настраивается с набором желаемых разрезов, которые передаются соответствующим инструментам и механизмам, выполняющим назначенные задачи, аналогично роботу.
Производство с компьютерным управлением
Интегрированное компьютерное производство или CIM — это система, использующая компьютеры для управления всем производственным процессом. Это метод, обычно используемый на фабриках, руководство которых стремится автоматизировать проектирование, учет, закупки, распределение, управление запасами и другие бизнес-функции.
Как правило, центральная административная консоль связывает все эти разрозненные функции, чтобы обеспечить эффективную обработку материалов и управление ими, одновременно обеспечивая прямой контроль и мониторинг всех операций.
CIM представляет собой передовой производственный процесс, который часто включает следующее:
- Автоматизированное проектирование (САПР)
- Изготовление прототипов
- Расчет эффективности затрат и обработки материалов
- Автоматизированное производство продукции
- Сборка производственной линии с использованием роботов
- Меры по контролю качества
- Автоматическое распределение продукции
- Автоматическое обновление производственных журналов, финансовых данных и счетов
Благодаря оптимизации производственных процессов компьютеризированное производство снижает затраты на прямой и косвенный труд , сокращает время простоя, поддерживает правильный уровень запасов и повышает эффективность.
Гибкое производство
Гибкая производственная система или FMS — это средство производства, которое может легко адаптироваться к изменениям в видах производимых продуктов и количестве производимых товаров. Конфигурируя машины и компьютеризированные системы установки FMS, организации могут производить ряд различных компонентов и приспосабливаться к изменяющимся уровням производства.
Таким образом, гибкая производственная система может повысить эффективность организации и снизить производственные затраты компании. Производители также могут использовать FMS для реализации политики «изготовления на заказ», которая позволяет клиентам настраивать продукты, которые они хотят.
Типичная гибкая производственная система может включать набор взаимосвязанных рабочих станций с обрабатывающими терминалами, которые управляют полным жизненным циклом создания продукта: загрузкой, разгрузкой, механической обработкой и сборкой, хранением, контролем качества и обработкой данных. Это может привести к значительным капитальным затратам на настройку и потребовать найма квалифицированных технических специалистов для обеспечения работоспособности системы.
Производство передовых технологий
Сектор высоких технологий производит передовые технологии и характеризуется высокой степенью сложности, жесткой конкуренцией и высокими затратами. Продукция варьируется от компьютеров до реактивных двигателей, составных частей (печатных плат, полупроводников и т. п.), а также сложных машин, производящих все эти компоненты и готовую продукцию.
Проблемы стоимости и сложности, с которыми сталкиваются
производители высоких технологий, связаны с рядом факторов, включая непредсказуемые циклы спроса и предложения, длительные сроки изготовления критических компонентов, трудности с получением сырья и сложные производственные процессы.
Таким образом, высокотехнологичные производители должны иметь эффективные цепочки поставок и гибкость, чтобы они могли доставлять товары клиентам вовремя и в полном объеме (OTIF), сохраняя при этом свои затраты и уровень запасов на низком уровне.
Прикладная инженерия для промышленности
Технология производства — это прикладная инженерная дисциплина, которая занимается поиском улучшенных способов производства продукции. В области производственных инженерных технологий используется методический и научный подход с упором на соблюдение стандартов качества, сокращение времени цикла и поддержание затрат на разумном уровне.
На практике дисциплина использует практический подход к решению проблем, а не полагаясь на сложный математический анализ. Технологи-технологи обычно работают со многими отделами предприятия, от управления запасами до продаж.
Industry-Specific Press
Как и в большинстве специализированных областей в наши дни, существуют веб-сайты и литература, специально посвященные использованию технологий в промышленной сфере.
Информация о производственных технологиях 9Например, 0151 — это печатный журнал, который предлагает базу знаний и сети для ключевых лиц, принимающих решения в сфере производства. В публикации освещаются преобладающие тенденции, поведение потребителей и несколько технологических решений, меняющих отрасль. Журнал также консультирует производственные фирмы по инфраструктуре подключения и цифровым инструментам, которые могут дать представление об уровнях производства, запасах, доступных производственных мощностях, уровнях качества и статусе заказов от всех их поставщиков.
Различные типы производственных технологий
Хотя обрабатывающая промышленность обычно ассоциируется с копотью и металлообработкой, она охватывает различные сектора, включая производство продуктов питания, производство текстильных изделий, производство одежды, производство изделий из дерева, химическое производство, а также производство компьютеров и электронных продуктов. В каждом из этих различных типов производственного процесса используются характерные инструменты, методы и технологии.
Технология производства
Производственная технология — довольно широкий термин, относящийся к ряду инструментов, систем и методов науки, производства и техники, помогающих промышленному производству и различным производственным процессам. В современном контексте многие из различных типов производственных технологий напрямую связаны с Четвертой промышленной революцией или «Индустрией 4.0» и связаны с такими инновациями, как автоматизация, обмен данными, цифровые технологии, искусственный интеллект, машинное обучение и Интернет. вещей или IoT.
В этом отношении некоторые из наиболее известных типов производственных технологий включают:
Умные фабрики: Это высокоцифровые производственные среды с устройствами и датчиками, связанными через сетевое соединение. Используя автоматизацию и самооптимизацию, эти машины и системы могут обучаться и адаптироваться к ситуациям для повышения производительности. Способные производить товары в больших масштабах, умные фабрики также могут облегчать такие процессы, как планирование, логистика цепочки поставок и разработка продукта.
Кибер-физические системы: Эти системы объединяют компьютерные, сетевые и физические процессы, позволяя встроенным вычислительным технологиям контролировать и отслеживать процессы в режиме реального времени. Компьютерная система отслеживает процесс и определяет области, в которых требуются изменения, а физическая система реагирует соответствующим образом.
Аддитивное производство: Этот общий термин описывает ряд технологий и процессов, управляемых компьютером, в которых трехмерные объекты могут быть созданы из материалов, нанесенных слоями. Объекты могут быть изготовлены без использования механической обработки или других методов, что приводит к меньшему количеству лишнего материала.
Дополненная реальность (AR) и виртуальная реальность (VR): Технология дополненной реальности или AR отображает цифровой контент как наложение на реальный мир, а виртуальная реальность (VR) позволяет создавать в цифровом виде полные среды. Это позволяет визуализировать продукты или накладывать данные или планы на физические компоненты и оборудование.
Робототехника и автоматизация: Роботизированная автоматизация процессов (RPA) позволяет выполнять повторяющиеся задачи практически бесконечно, с точностью, высокой эффективностью и минимальным количеством ошибок. Роботизированные устройства могут работать в условиях или средах, недоступных для человека, реализуя такие процессы, как лазерная резка и аддитивное производство, которые полагаются на компьютерное числовое управление для эффективного и удаленного создания продуктов.
Производственные системы
Производственная или производственная система состоит из любых методов, используемых в промышленности для создания товаров и услуг из различных ресурсов. Такие системы представляют собой «процессы преобразования», поскольку они превращают ресурсы в полезные товары и услуги.
Существуют различные типы производственных систем, использование которых будет зависеть от того, что организация хочет производить, как они хотят это производить, насколько велико предприятие и от различных других факторов. Наиболее распространенные системы, используемые сегодня, включают:
Система непрерывного производства: Классический сценарий массового производства, в котором продукт движется вдоль сборочной линии, а рабочие выполняют различные специализированные действия по сборке продукта на станциях по пути. Это позволяет увеличить производительность и снизить удельные затраты, но требует больших капитальных вложений в рабочую силу и оборудование.
Система прерывистого производства: Здесь производитель производит несколько идентичных изделий одновременно, используя систему с небольшими или вообще без допусков к индивидуальной настройке, в которой продукты должны быть стандартизированы. Прерывистое производство обычно наиболее эффективно для мелкосерийного или ограниченного производства.
Гибкая производственная система: Стремясь сделать организацию более адаптируемой к меняющимся рыночным условиям, гибкая производственная система позволяет компаниям инвестировать в несколько машин, которые они могут легко переконфигурировать для производства большого количества продуктов за короткий период времени. . Роботы или другие автоматизированные устройства, заменяющие или дополняющие человеческий труд, являются характерными чертами этих систем.
Система производства на заказ: В системе производства на заказ каждый продукт изготавливается вручную или одним оператором с использованием машины, специально разработанной для этой цели. Компании обычно используют заказное производство для очень специфических линеек продуктов.
Производственные процессы
Помимо конкретной отраслевой вертикали, различные типы производственных организаций будут выбирать свой производственный процесс на основе ряда факторов, таких как потребительский спрос, технология производства конечного продукта и доступные ресурсы. Каждый процесс отличается, и все они имеют свои преимущества при выполнении определенной задачи.
Существует несколько типов производственного процесса, которые можно обобщить следующим образом:
Серийное производство: Организации обычно используют серийное производство для повторного производства, которое обязывает к определенной производительности. Специальные производственные линии для повторяющихся производственных процессов могут производить одно и то же изделие или множество изделий круглосуточно и без выходных в течение всего года. Требования к настройке часто минимальны, поэтому скорость работы можно увеличивать или уменьшать в соответствии с требованиями заказчика или изменяющимися требованиями.
Дискретное Производство: Для типов производства, которые требуют различных настроек и частоты переналадки, дискретная производственная сборка или производственные линии позволяют организациям адаптироваться к факторам в зависимости от того, похожи ли требуемые продукты по конструкции или значительно различаются.
Job Shop Производство: Этот процесс позволяет производить небольшие партии нестандартных изделий, которые могут изготавливаться на заказ (MTO) или на складе (MTS). В результате в цеховом производстве используются производственные площади, а не сборочные линии. Рабочие станции могут быть организованы для создания одной или нескольких версий пользовательского продукта.
Непрерывное производство: Также известное как непрерывное производство, оно похоже на серийное производство в режиме 24/7. Сырьем обычно являются газы, жидкости, порошки, суспензии или гранулы. Проекты продуктов, как правило, схожи, если дисциплины, необходимые для создания конечного продукта или производственного процесса, не являются более разнообразными.
Серийное производство: Еще одна форма непрерывного производства, которая имеет сходство с процессами дискретного и мелкосерийного производства. Периодические процессы носят непрерывный характер, и после завершения партии оборудование очищается и готово к производству следующей партии. Ингредиенты для серийного производства аналогичны ингредиентам для непрерывного производства, но производственные процессы, как правило, более разнообразны.
Аддитивное производство: Набор технологий, позволяющих производить продукцию из различных композитов и материалов вместо традиционных методов физического труда или автоматизации. Наиболее известной формой является 3D-печать, при которой компоненты собираются слоями материала.
Помимо 3D-печати
Как мы уже отмечали в предыдущем разделе, 3D-печать — это лишь один из множества различных типов аддитивного производства. Существует несколько отдельных аддитивных процессов, каждый из которых различается по способу создания слоев материала, а также по используемым веществам и оборудованию.
Организация по стандартизации, известная как Американское общество по испытаниям и материалам (ASTM), классифицирует различные аддитивные технологии по семи категориям:
НДС Фотополимеризация
Этот метод использует жидкую пластиковую смолу или фотополимер, который обеспечивает питание материал для построения модели слоями.
Распыление материала
Здесь струя материала выбрасывается на платформу непрерывным потоком или калиброванными каплями, аналогично работе двухмерного струйного принтера.
Впрыскивание связующего
В этом аддитивном процессе используется конструкционный материал в виде порошка и связующая среда, которая обычно представляет собой жидкость. При струйной заливке связующего печатающая головка машины перемещается вбок, нанося слой строительного материала, а затем связующего, пока не будет достигнута желаемая форма.
Экструзия материала
В этом методе конструкционный материал нагревается при прохождении через сопло, а затем наносится слоями для построения модели.
Насадка перемещается из стороны в сторону, а платформа смещается вертикально до уровня каждого нового слоя.Сплав в порошковом слое
Сплав в порошковом слое использует тепловую энергию, направленную на определенные зоны порошкового материала, чтобы расплавить или сплавить порошок в желаемую форму. Это относительно простой и экономичный процесс, который подходит для изготовления производственных компонентов. Селективное лазерное спекание (SLS) является аддитивной методологией в этой категории.
Листовое ламинирование
При листовом ламинировании соединение тонких слоев или листов материала создает трехмерные объекты. Одним из вариантов ламинирования листа является ультразвуковое аддитивное производство (УАМ). Здесь физическое давление и ультразвуковые волны соединяют металлические листы при комнатной температуре. Другим вариантом является производство ламинированных объектов (LOM), где связующим агентом является слой клеящих веществ.
Направленное осаждение энергии (DED)
Направленное осаждение энергии или DED — это сложный процесс, часто используемый при ремонте существующих компонентов или добавлении к ним дополнительного материала. Материалы, используемые в DED, нагреваются до точки плавления по мере их осаждения, что сплавляет их вместе. Лазерное формирование сетки (LENS) и производство направленного света (DLF) являются инновационными процессами в этой категории.
С помощью различных типов аддитивных технологий можно соединять или манипулировать различными материалами. Они варьируются от более традиционных производственных материалов, таких как пластик, металлы и керамика, до пищевых продуктов и тканей человека.
Использование производственных технологий
Вообще говоря, инвестиции в производственные технологии и их внедрение могут повысить эффективность бизнес-систем и оптимизировать отношения организации с поставщиками и клиентами. Технологии производства также могут значительно увеличить скорость, гибкость и эффективность производственного процесса, а также расширить ассортимент продукции, которую можно производить.
Эти преимущества не ограничиваются традиционной тяжелой промышленностью. Например, в виноделии используются технологии для максимального повышения качества продукции и снижения производственных затрат. Технологии играют ключевую роль в принятии решений о производственном процессе, а технологические процессы напрямую влияют на контроль качества и себестоимость продукции.
Внедрение инновационных технологий может улучшить работу предприятий в производственном секторе. Использование технологий в производстве оказалось полезным со времен первой промышленной революции. Сегодня оцифровка производства знаменует собой Четвертую промышленную революцию, или Индустрию 4.0, — эпоху, в которой движут данные, возможности подключения и киберфизические системы.
В этой среде технология производства способствует ряду изменений к лучшему, таких как:
- Программное обеспечение для управления ресурсами, способное координировать производственный процесс.
- Учетные системы, которые могут связывать книги заказов с системами производства, отправки, выставления счетов и пополнения запасов.
- Оптимизированные системы складского хранения, контроля запасов и управления запасами.
- Программное обеспечение для онлайн-закупок и управления цепочками поставок, которое снижает затраты и способствует внедрению подхода «точно в срок» к производству.
Катализаторы перемен
Исторически многие изменения в обрабатывающей промышленности были вызваны потребительским спросом, и нынешнее стремление к технологическому прогрессу не является исключением. Сегодняшним потребителям нужны новейшие и лучшие вещи — более быстрые, качественные, персонализированные и уникальные. И производители все чаще обращаются к технологиям, чтобы удовлетворить эти требования.
Многие из строительных блоков Индустрии 4.0 предоставляют производителям инструменты и методы, необходимые им для адаптации к изменяющимся рыночным условиям и моделям поведения клиентов. Среди них:
Облачные службы: Онлайн-платформы и предложения услуг позволяют организациям быстро обмениваться данными и ресурсами из любого места.
Интернет вещей (IoT): Интеллектуальное подключение позволяет осуществлять обслуживание и мониторинг устройств, используемых в производственных процессах.
Нанотехнология: Эта развивающаяся область обеспечивает более быструю компьютерную обработку, более длительный жизненный цикл продукции, сверхточные технологии производства и новаторские достижения в таких секторах, как космическая техника и биотехнология.
Усовершенствованная аналитика данных: Большие данные и технологии прогнозной и предписывающей аналитики облегчают и улучшают управление процессами, раннее обнаружение дефектов, профилактическое обслуживание и более быстрое реагирование на производство.
Искусственный интеллект (ИИ) и промышленная робототехника: ИИ, робототехника и связанные с ними технологии открывают новые способы повышения производительности, улучшения качества и снижения затрат за счет автоматизации сложных или повторяющихся задач.
Технологии моделирования: Дополненная реальность (AR) и виртуальная реальность (VR) в сочетании с системами аналитики и машинного обучения обрабатывают данные в реальном времени и отражают физический мир в виртуальных моделях, которые могут включать машины, продукты и людей.
Аддитивное производство: Такие технологии, как 3D-печать, теперь позволяют создавать практически любые компоненты из металла, пластика и других материалов, сокращая время выполнения заказов и оптимизируя процесс от проектирования до производства.
Горизонтальная и вертикальная системная интеграция: Эти интеграции позволяют компаниям, отделам и функциям стать более сплоченными, эффективно превращая их в автоматизированные цепочки создания стоимости.
Важность производственной технологии
В условиях цифровой экономики быстрорастущие производители, как правило, в большей степени ориентированы на технологии. Из-за важности технологий в приложениях обрабатывающей промышленности организации, использующие производственные технологии, могут существенно повысить производительность и эффективность своих операций, снизить затраты и потери и, в конечном итоге, увеличить свою прибыль.
Роль технологий в промышленности
Повсеместно такие технологии, как автоматизация, робототехника, обмен данными, облачные вычисления и искусственный интеллект, становятся все более распространенными. И на этом этапе развития Четвертой промышленной революции («Индустрия 4.0») многие из различных технологических инноваций в производственном секторе начинают сходиться. По мере того как это происходит, все больше и больше организаций ищут способы интеграции новых систем и внедрения их в свои рабочие процессы.
Хотя у некоторых есть опасения, что растущее распространение робототехники и автоматизации может оказать пагубное влияние на занятость, по крайней мере на данный момент расширение использования производственных технологий не снижает потребность в человеческом участии и сокращает количество рабочих мест. Наоборот, он подпитывает потребность в специалистах и техническом персонале и создает больше ролей для инновационных, дальновидных производителей, чтобы помочь продвинуть отрасль в новую эру увеличения производства.
Factors Fueling Progress
Одним из ключевых аспектов важности технологий в современном производстве является влияние автоматизации. Благодаря предварительному конфигурированию и роботизированной автоматизации процессов производители по всему миру могут оставить повторяющиеся, утомительные и трудоемкие задачи технологиям. Такие технологии, как коллаборативные роботы (коботы), частично облегчают нагрузку и риски, связанные с человеческими производственными работниками, и в то же время позволяют организациям повысить производительность, улучшить качество и повысить эффективность своих производственных операций.
Скорость, качество и точность являются основными факторами, отличающими успешных производителей от остального рынка. Компьютеризированные системы планирования производства во многих случаях снижают риск ошибок и обеспечивают поставку качественной продукции потребителям. В сочетании с прогнозной аналитикой системы искусственного интеллекта и машинного обучения способны создавать автоматизированные рабочие процессы, в которых используются совместные роботы для повышения качества производственного процесса и производства в целом.
Повышению производительности также способствуют производственные технологии, позволяющие фабрикам работать 24 часа в сутки и семь дней в неделю — часто круглый год. Автоматизированные системы позволяют сделать больше за короткое время, а передовая автоматизация и цифровые технологии способствуют повышению точности и уровня качества.
Технологии, улучшающие производство
Инновационные методы и использование материалов играют центральную роль в важности технологий в производстве. В этом плане набирает обороты аддитивное производство — категория технологий, к которой относится 3D-печать. Аддитивные процессы позволяют производителям производить нестандартные компоненты в соответствии с точными спецификациями и с минимальными потерями. По мере того, как технология становится все более доступной, изобретателям, новаторам и небольшим компаниям становится проще быстро и с минимальными затратами проектировать и производить детализированные компоненты, а также продавать их в глобальном масштабе.
«Умное» производство использует возможности промышленного Интернета вещей (IIoT) для оснащения производственных помещений машинами, которые могут общаться друг с другом и работать вместе, чтобы сократить время простоя, свести к минимуму ошибки и повысить качество при одновременном снижении трудозатрат, отходов и затрат на производство.
Устройства IoT также могут собирать, обрабатывать и анализировать данные, управлять оборудованием, регулировать графики обслуживания, отслеживать запасы и измерять производительность. Используя интеллектуальные технологии в сочетании с расширенной аналитикой, организации могут отслеживать весь производственный процесс, устранять производственные проблемы, оптимизировать производительность и получать информацию для принятия бизнес-решений — и все это в реальном или близком к реальному времени.
Искусственный интеллект (ИИ) играет роль во всем этом, с алгоритмами, способными обучать машины принимать сложные решения, касающиеся пользовательских конфигураций продукта, контроля качества, предиктивного или адаптивного обслуживания оборудования и других функций.
Предиктивная аналитика с использованием больших данных также открывает перед производственными организациями возможности делать предсказания и прогнозы будущего спроса на товары, тенденций в поведении клиентов и других рыночных факторов. Это может позволить производителям судить, когда производить свою продукцию, чтобы максимизировать прибыль, и какие отраслевые тенденции следовать, поскольку они только начинают развиваться.
Хотя технология все еще развивается, блокчейн дает производителям возможность создавать более интеллектуальные цепочки поставок, способные отслеживать каждую деталь пути продукта, записывать точные контрольные журналы и обеспечивать видимость в режиме реального времени.
Преимущества технологии производства
Такие технологии, как аддитивное производство, автономные роботы, компьютерное числовое управление и интегрированная вычислительная инженерия материалов, радикально меняют промышленный ландшафт, позволяя производителям гарантировать лучший контроль над производственным процессом и обеспечивать эффективные производственные стандарты.
Преимущества технологии производства, которые делают это возможным, включают:
Повышение уровня качества
Поскольку робототехника и автоматизация в настоящее время играют существенную роль в производственном процессе, снижается вероятность человеческих ошибок и упущений, которые могут привести к дефектам или ухудшению качества продукции. . Таким образом, одним из основных преимуществ передовых производственных технологий является повышение качества.
Большая гибкость
Передовые производственные технологии могут применяться в различных производственных сценариях, предоставляя производителям большую гибкость при планировании и выполнении своих операций. Производители могут производить продукцию небольшими партиями для нишевых клиентов, корректировать свои производственные линии в соответствии с изменениями конструкции и сокращать время выхода на рынок за счет быстрого создания прототипов с использованием таких технологий, как 3D-печать.
Повышение производительности
Автоматизированная сборка и машины для массового производства позволяют производителям увеличить выпуск продукции до уровня, ранее недостижимого с помощью исключительно человеческого труда. Технологии автоматизации также могут помочь работникам сконцентрироваться на стратегических задачах более высокого уровня, требующих принятия решений.
Сокращение времени на инновации
Такие технологии, как автоматизированное проектирование (САПР) и виртуальное моделирование, позволяют промышленным проектировщикам быстро создавать и изменять планы компонентов или готовых деталей. Эти методы часто более рентабельны, чем традиционные процессы проектирования и испытаний. Использование передовых технологий также позволяет производителям производить товары высокого качества, которые могут быть изготовлены на заказ специально под требования покупателя.
Расширенное стратегическое планирование
Цифровые производственные системы, использующие виртуализацию, позволяют производителям создавать цифровые фабрики, которые могут имитировать весь производственный процесс. Это позволяет инженерам экономить деньги и время, оптимизируя схемы производства, выявляя недостатки в производственной последовательности и моделируя выпуск и качество продукции.
С помощью моделирования проектирования и процессов компании могут опробовать множество сценариев «что, если» с минимальными затратами, чтобы проверить свои процессы и прийти к наиболее оптимальным решениям. Для организаций, планирующих расширение, цифровое моделирование может предоставить производителям экономичный способ воспроизвести целые сборочные линии в разных местах.
Повышенная безопасность
Эргономическое моделирование человека помогает организациям определить наилучшие способы выполнения задачи вручную, чтобы вызвать минимально возможный физический стресс у людей, работающих в цеху. Это снижает вероятность несчастных случаев и профессиональных рисков.
Заводы, использующие роботизированную автоматизацию или коллаборативных роботов (коботов) для работы вместе с людьми, также получают преимущество, делегируя опасные или физически сложные задачи этим машинам, вместо того, чтобы рисковать здоровьем и безопасностью своей рабочей силы.
Преимущества аддитивного производства
Несмотря на то, что в средствах массовой информации много говорится о перспективах 3D-печати и других связанных с ней технологий, некоторые компании остаются в стороне от аддитивного производства и не уверены, что за ним будущее. Однако преимущества технологии аддитивного производства довольно многочисленны. К ним относятся следующие:
Более доступная стоимость входа
В течение некоторого времени стоимость оборудования, необходимого для аддитивного производства, была слишком высокой для мелких производителей, чтобы ее можно было даже предположить. Тем не менее, развитие новых технологий сделало начальную стоимость намного более доступной: стоимость оборудования теперь составляет всего 3500 долларов за надежную машину промышленного качества.
Еще одним преимуществом аддитивного производства является его способность сокращать объем капитала, необходимого для расширения производства без внесения серьезных изменений, что дает производителям преимущества как большей рентабельности, так и гибкости.
Большая свобода проектирования
В традиционном производстве изменение конструкции во время производства может привести к значительному увеличению затрат или временным задержкам, поскольку инструменты на производственной линии заменяются. Аддитивное производство дает инженерам свободу творчества для быстрого и экономичного создания нескольких версий одной конструкции.
Сокращение количества отходов
Традиционные методы производства, как правило, приводят к большим потерям материала. Фрезерный станок, например, работает, удаляя материал из блока, который больше, чем конечный продукт — материал, который обычно находится в форме, которую нельзя использовать повторно.
Аддитивное производство выгодно производителям за счет значительного сокращения количества отходов и избыточного материала. Вместо того, чтобы удалять материал, технология добавляет ингредиенты слой за слоем, так что используется только тот материал, который конкретно требуется. В результате аддитивное производство может снизить материальные затраты и количество отходов на 9%.0%.
Меньшее потребление энергии
Тот факт, что в аддитивном производстве используется меньше материалов, приводит к общему снижению затрат на энергию для предприятия. Эта технология также обеспечивает экономию за счет устранения этапов производственного процесса, которые в противном случае потребляли бы энергию и ресурсы.
Кроме того, повторное производство деталей с помощью процессов аддитивного производства может вернуть отслужившие свой срок изделия в состояние «как новое», используя всего от 2 до 25 % энергии, необходимой для создания совершенно нового часть.
Индивидуализация продукта
Аддитивное производство дает производителям возможность предложить услугу «сделано на заказ», адаптируя дизайн для индивидуальных клиентов. Например, 3D-печать используется для создания изделий, предназначенных для конкретных нужд, и с малыми тиражами в таких секторах, как нефть и газ, продукты питания и напитки, фармацевтика и автомобилестроение.
Быстрое прототипирование
До окончательного производства аддитивное производство позволяет организациям создавать несколько прототипов, оттачивая дизайн и уменьшая возможность ошибки. Как мы уже отмечали, изменения исходной спецификации можно вносить в цифровом виде, что снижает затраты, связанные с традиционными модификациями конструкции.
Обучение и приобретение навыков
В отличие от ранних стадий развития технологии, в настоящее время предлагается широкий спектр программ обучения для разработчиков и производителей аддитивного производства. Курсы проводятся от начального до продвинутого уровней и включают обучение инструментам и технологиям аддитивного производства, методам и передовым методам использования технологий, а также инструкции по обработке материалов и процессам постпроизводства.
История технологии производства
До появления тяжелой техники и автоматизации производство производилось вручную. Большинство этих квалифицированных ремесел выполнялись в сельской местности, а знания передавались от мастеров к ученикам.
По мере роста спроса на ремесленные товары были введены системы выпуска продукции для объединения коллектива производителей в рамках единого делового центра — центрального поставщика, который мог отдавать определенные заказы сельским производителям, распределяя рабочую нагрузку и предоставляя им более широкую клиентская база.
С развитием технологии производства в последующие века разработка взаимозаменяемых частей привела к более эффективному использованию труда и массовому производству. Усовершенствование приспособлений, приспособлений и калибров проложило путь к быстрому изготовлению идентичных деталей, прежде чем они были переданы менее квалифицированным сборщикам.
Хронология производственных технологий
Ключевые события в истории производственных технологий включают:
Важные разработки в области машиностроения
Инженеры-технологи занимаются проектированием и эксплуатацией интегрированных систем для производства высококачественной, экономически конкурентоспособной продукции. Эти системы могут включать компьютерные сети, роботов, станки и погрузочно-разгрузочное оборудование.
Что касается истории машиностроения, то большинство историков считают мануфактуру Мэтью Боултона в Сохо (открытую в 1761 году) первым настоящим производственным предприятием, которое заложило основу для современного машиностроения. Среди историков существует общее мнение, что технология производства появилась в середине 18 века.
Хлопчатобумажные фабрики использовали изобретения, такие как паровой двигатель и механический ткацкий станок, в 19 веке, и в то время точные станки и сменные детали способствовали повышению эффективности производства с меньшим количеством отходов. Это заложило базовые принципы для более поздних исследований в области технологии производства.
Эволюция аддитивного производства
Еще в 1800-х годах начали формироваться идеи, связанные с 3D-сканированием. Ключевые события в истории аддитивного производства включают:
Будущее производственных технологий
Мировой рынок обрабатывающей промышленности включает в себя переработку и производство широкого спектра товаров, охватывающих потребительские товары, продукцию тяжелой промышленности, хранение и транспортировку сырья, а также распределение и продажу готовой продукции. товары. Чтобы поддерживать рост, производители в настоящее время сосредоточены на трех ключевых областях.
Во-первых, повысить уровень использования дорогостоящих основных фондов. Во-вторых, это восполнение существующей и ожидаемой нехватки специализированной рабочей силы. В своих прогнозах «Будущее производственных технологий» некоторые аналитики считают, что к 2028 году дефицит навыков в США приведет к появлению 2,4 млн вакантных рабочих мест из 16 млн производственных рабочих мест. В-третьих, производители должны защищать операционную прибыль, поскольку средняя маржа по отрасли продолжает снижаться.
Многие стартапы в настоящее время предлагают продукты и услуги, разработанные по индивидуальному заказу, чтобы помочь традиционным производителям достичь этих целей. В связи с этим в настоящее время в производственных технологиях появляются шесть ключевых тем:
- Робототехника: транспортные средства с автоматическим управлением, сортировочные руки
- Программное обеспечение как услуга (SaaS): особенно программное обеспечение для машинного зрения и профилактическое обслуживание
- Программное обеспечение для оцифровки/данных: К ним относятся решения для анализа данных и торговых площадок.
- Дополненная/виртуальная реальность (AR/VR): носимые гарнитуры, программное обеспечение для сбора изображений
- Материаловедение: аддитивное производство, разработка и использование инновационных материалов
- Аккумуляторы: бесконтактные зарядные системы, ультразвук передатчики
Заглядывая вперед, робототехника и SaaS выделяются как самые прорывные технологии, которые могут оказать сильное влияние на производство, и две области, которые создадут наибольшую ценность для производителей, универсально решая самые серьезные проблемы, стоящие перед отраслью, такие как как нехватка талантов, оптимизация пропускной способности и использование машин.
Аддитивное производство в центре внимания
Аддитивное производство в настоящее время становится массовым явлением, поскольку цены на технологии падают, а исследователи разрабатывают новые материалы для использования с аддитивными системами, новыми производственными процессами и новыми системами с большей адаптируемостью.
Глядя в будущее аддитивного производства, эта технология, похоже, будет играть постоянную роль в дополнении традиционных производственных процессов, а в некоторых случаях и в полной их замене.
Системы аддитивного производства и уникальные материалы будут способствовать более широкому спектру вертикальных применений. Будущее аддитивного производства в машиностроении, вероятно, откроется за счет разработки новых материалов, которые достаточно универсальны, чтобы их можно было использовать с более широким спектром коммерческих систем аддитивного производства.
Новые системы и более широкий спектр разрабатываемых материалов также помогут увеличить пропускную способность с помощью систем аддитивного производства, повысив производительность, разрешение печати, объемы сборки и процедуры загрузки/разгрузки.
Примеры производственных технологий
Искусственный интеллект (ИИ), Интернет вещей (IoT), робототехника, 3D-печать и виртуальная реальность (VR) — вот некоторые типичные примеры производственных технологий. Другие включают:
Интеллектуальное производство
Интеллектуальное производство делает информацию и производственные процедуры доступными по запросу, так что можно использовать аналитику для принятия решений относительно хода любой важной бизнес-операции, а компьютеризированные производственные технологии и механизмы для их реализации решения в действие.
Облачные вычисления
Облачные вычисления позволяют производителям использовать сеть удаленных услуг и инструментов, подключенных через Интернет, а также различные средства и ресурсы для хранения, управления и обработки информации. Так, например, облачное программное обеспечение как услуга (SaaS) может сделать платформы планирования ресурсов предприятия (ERP) доступными для предприятий без ресурсов или навыков для их развертывания на месте.
Нанотехнологии
Хотя нанотехнологии все еще находятся на ранней стадии развития, в настоящее время они используются в секторах биотехнологии и космической техники. На техническом уровне это обеспечивает более быструю компьютерную обработку и меньшие карты памяти с большим объемом памяти. Нанотехнологии также являются основой для одежды, которая служит дольше и помогает владельцу сохранять прохладу летом, и бинтов, способных быстрее заживлять раны.
Производственная технология
Вот 5 примеров производственных технологий:
Аддитивное производство
Класс технологий, чаще всего связанный с 3D-печатью, аддитивное производство состоит из нескольких методов изготовления продуктов и компонентов путем нанесения тонких слоев материала. с помощью цифрового чертежа.
Нанопроизводство
Это производство, происходящее на атомном уровне. Это может быть либо сверху вниз (уменьшение больших материалов до наномасштаба), либо снизу вверх (создание вещей из молекулярных компонентов).
Самособирающиеся компоненты
Это процесс, при котором компоненты самопроизвольно взаимодействуют друг с другом для создания упорядоченной структуры.
Биопроизводство
Это процесс производства продуктов из биологических материалов, таких как фармацевтические препараты, химикаты, бумага и продукты питания.
Робототехника
Благодаря достижениям в области машинного обучения и предиктивной аналитики производители считают более рентабельным перемещение производственных мощностей с промышленными роботами ближе к потребителям.
Гибкое производство
Гибкое производство обычно включает в себя сеть взаимосвязанных рабочих станций с компьютерными терминалами, которые обрабатывают сквозное создание продукта. Пример гибкой производственной системы будет иметь соединения, начиная от функций загрузки / разгрузки, обработки и сборки, хранения, проверки качества и обработки данных.
Вот 5 примеров гибкого производства:
- Гибкая производственная система (FMS) для ковки металлических деталей обычно состоит из четырех или более производственных машин с модулями компьютерного управления с системами для производства, обработки, сборки, сварки и ковки деталей. металл.
- Организации могут использовать FMS для имитации производственной линии, обучения и обучения. Это позволяет студентам ознакомиться с оборудованием и обязанностями при работе на современном производственном предприятии.
- Гибкая производственная система может помочь производителям потребительских товаров улучшить управление запасами за счет интеграции систем отслеживания деталей и планирования производства.
- Для производителей автозапчастей FMS может помочь устранить узкие места в производстве, например, те, которые влияют на поток материалов. Системы могут позволить фабрике интегрировать сборку, тестирование, проверку и упаковку в одну непрерывную линию.
- Производители нефтегазового оборудования могут упростить свои запасы и оптимизировать свои линии поставок с партнерами по цепочке создания стоимости, используя гибкую систему производства. Это может позволить им заказывать только те материалы, которые им действительно нужны, доставлять их непосредственно в мастерскую, где детали должны быть собраны, и хранить детали в POU (точке использования) внутри мастерской.
Люди также спрашивали
Каковы недостатки аддитивного производства?
Требуются значительные капитальные затраты на покупку оборудования, необходимого для поддержки аддитивного производства. А поскольку сырье, необходимое для процесса, часто должно состоять из очень мелких частиц, стоимость этих порошков может еще больше увеличить бюджет.
Поскольку обычно нет возможности успешно ввести дополнительные материалы и характеристики позже в процессе 3D-печати, аддитивное производство не подходит для компонентов, для которых требуются сплавы.
Технология аддитивного производства все еще развивается, и текущие итерации часто слишком медленны для экономичного массового производства.
Что является примером аддитивного производства?
Spirit AeroSystems использует 3D-печать для производства аэрокосмических компонентов почти чистой формы для Boeing 787. Используемый для дверных защелок на пассажирских самолетах, 3D-печать этого компонента до формы, близкой к чистой, перед механической обработкой обеспечивает более низкую стоимость передаточное отношение, чем обработка детали непосредственно из исходных материалов.
Какие существуют виды аддитивного производства?
Международная организация по стандартизации (ISO/ASTM 52900) классифицирует семь типов технологии аддитивного производства:
- Фотополимеризация в ванне: Также известный как стереолитография (SLA), процесс, при котором жидкость отверждается источником света, превращая ее в твердое тело.
- Экструзия материала: Общий термин для всех процессов аддитивного производства, в которых материал распределяется через сопло для формирования форм.
- Листовое ламинирование: Процесс, при котором листы материала скрепляются друг с другом слой за слоем для формирования трехмерного объекта.
- Плавление в порошковом слое: Использование источника тепловой энергии для плавления определенных участков порошкообразного материала.
- Распыление связующего: В этих процессах используется связующее вещество для соединения порошкообразных материалов.
- Струйная обработка материала: Здесь капли строительного материала выборочно наносятся и отверждаются для формирования детали.
- Направленное осаждение энергии (DED): Эти процессы сплавляют материалы, расплавляя их по мере их осаждения.
Как технологии помогли промышленности?
В настоящее время Интернет является важной частью любого бизнеса, и производство не является исключением. Интернет и облачные технологии обеспечивают доступ к информации, инструментам, платформам и услугам, которые приносят пользу отрасли. Скорость также имеет решающее значение в современном деловом мире, и благодаря цифровым технологиям многие процессы могут выполняться в реальном или близком к реальному времени.
Широкий спектр технологий оказывает положительное влияние на производство. Компьютерное программное обеспечение, аналитика больших данных, оптоволокно, дроны, распознавание изображений, искусственный интеллект (ИИ), виртуальная реальность (ВР) и другие технологии играют большую роль в различных отраслях промышленности.
Какие есть производственные навыки?
Аналитики ожидают, что в течение следующего десятилетия 2,2 миллиона рабочих мест в передовом производстве останутся незаполненными из-за нехватки должным образом обученного персонала. Среди навыков, необходимых для карьеры в передовом производстве, следующие:
- Компьютерная грамотность / владение цифровыми технологиями
- Способность писать и понимать код
- Способность программировать определенные производственные устройства и машины
- Опыт механической обработки, изготовления и сложной сборки
- Навыки анализа больших данных
- Опыт кибербезопасности
- Способность решать проблемы
- Навыки общения, сотрудничества и управления изменениями
- Навыки межличностного общения
Является ли производство хорошей карьерой?
Короткий ответ: «Да». В условиях современной экономики рабочих мест в обрабатывающей промышленности предостаточно, они используют новейшие технологии, обеспечивают возможность роста и являются безопасными.
Каждый квартал производители вносят в экономику США более 2,3 трлн долларов, и в настоящее время в США насчитывается 12,85 млн рабочих мест в обрабатывающей промышленности, или около 8,5% рабочей силы. В среднем американские производственные работники зарабатывают почти на 30% больше, чем работники других отраслей, включая заработную плату и льготы.
Какая самая большая производственная компания?
По состоянию на ноябрь 2020 года Volkswagen Group в Германии является крупнейшей производственной компанией в мире с годовым доходом около 282,9 миллиарда долларов. На втором месте находится Toyota Group Engineering из Японии с предполагаемым годовым доходом в 265,1 миллиарда долларов.
В первую десятку крупнейших производственных компаний мира входят организации из автомобильной промышленности, электроники, медицины и технологий. В настоящее время Китай лидирует в мире по объему промышленного производства с объемом производства более 2,01 триллиона долларов.
404: Страница не найдена
Страница, которую вы пытались открыть по этому адресу, похоже, не существует. Обычно это результат плохой или устаревшей ссылки. Мы приносим свои извинения за доставленные неудобства.
Что я могу сделать сейчас?
Если вы впервые посещаете TechTarget, добро пожаловать! Извините за обстоятельства, при которых мы встречаемся. Вот куда вы можете пойти отсюда:
Поиск- Ознакомьтесь с последними новостями.
- Наша домашняя страница содержит самую свежую информацию об ERP.
- Наша страница о нас содержит дополнительную информацию о сайте, на котором вы находитесь, SearchERP.
- Если вам нужно, свяжитесь с нами, мы будем рады услышать от вас.
Поиск по категории
ПоискOracle
- Oracle ставит перед собой высокие национальные цели в области ЭУЗ с приобретением Cerner
Приобретя Cerner, Oracle нацелилась на создание национальной анонимной базы данных пациентов — дорога, заполненная .
.. - Благодаря Cerner Oracle Cloud Infrastructure получает импульс
Oracle планирует приобрести Cerner в рамках сделки на сумму около 30 миллиардов долларов. Второй по величине поставщик электронных медицинских карт в США может вдохнуть новую жизнь в …
- Верховный суд встал на сторону Google в иске о нарушении авторских прав на Oracle API
Верховный суд постановил 6-2, что API-интерфейсы Java, используемые в телефонах Android, не подпадают под действие американского закона об авторском праве, положив конец …
SearchDataManagement
- Google упрощает миграцию облачных баз данных, улучшает поток данных
Google хочет упростить переход на новую базу данных AlloyDB для своих пользователей, а также предоставить новую поддержку базы данных …
- Oracle предоставляет сервис облачной базы данных MySQL Heatwave для AWS
Технический гигант запустил новую службу облачной базы данных MySQL, работающую на инфраструктуре AWS, которая будет поддерживать как аналитические, так и .
.. - Соавтор Kafka подробно описывает эволюцию потоковой передачи данных о событиях
Технология потоковой передачи Apache Kafka с открытым исходным кодом и коммерческий поставщик Confluent за последнее десятилетие выросли как …
ПоискSAP
- Сантандер присоединяется к SAP MBC, чтобы внедрить финансы в процессы
SAP Multi-Bank Connectivity добавил Santander Bank в свой список партнеров, чтобы помочь компаниям упростить внедрение …
- В 50 лет SAP оказалась на очередном распутье
За свою 50-летнюю историю компания SAP вывела бизнес и технологические тренды на вершину индустрии ERP, но сейчас она находится на перепутье …
- Сторонняя поддержка SAP обеспечивает гибкость миграции
Сторонние поставщики услуг поддержки заявляют, что они могут обеспечить большую гибкость при меньших затратах, но клиенты должны подумать.
..
ПоискБизнесАналитика
- Ricoh модернизирует свою аналитику с помощью Qlik
Компания, занимающаяся управлением информацией и цифровыми услугами, начинает развивать культуру данных, и платформа поставщика BI имеет …
- Данные потребителей нуждаются в лучшей защите со стороны правительства
Несмотря на то, что в Конгрессе находится законопроект, касающийся конфиденциальности данных, он может не устанавливать достаточно четких руководящих принципов или не давать отдельным лицам…
- Опасения по поводу конфиденциальности данных растут по мере отставания законодательства
Несмотря на то, что медицинские и финансовые данные защищены федеральным законодательством, частные лица практически не контролируют, как данные о потребителях …
SearchContentManagement
- Как создать контент-стратегию электронной коммерции для увеличения продаж
Контент-стратегия, включающая автоматизированную CMS, полезную информацию о продукте и визуальные эффекты, может привлечь внимание клиентов к вашему .
.. - 5 безбумажных офисных программных инструментов, на которые следует обратить внимание
Выбор подходящего безбумажного программного обеспечения для офиса, казалось бы, бесконечен, и выбор нужного программного обеспечения начинается с понимания того, что …
- Викторина: проверьте свои знания в области управления цифровыми активами
Системы
DAM помогают отделам маркетинга управлять мультимедийным контентом, с которым они работают каждый день. С помощью этого теста проверьте свои знания о …
SearchHRSoftware
- SAP SuccessFactors HXM нацелен на изменение рабочей силы
На конференции SuccessConnect представители SAP SuccessFactors сосредоточились на меняющемся мире труда и на том, как компании могут управлять более …
- Старое снова становится новым, поскольку Workday стремится разрушить разрозненность
На пользовательской конференции Workday представила истории технологий и клиентов о разрушении стен между HR, ИТ и финансами.
Это … - Будущее HR — за Agile большой пятерки.
Принципы Agile-разработки продуктов могут служить руководством по учету мнения сотрудников в процессах и обеспечению …
Определение технологии производственного процесса | Инсайдер права
означает любые и все патенты, патентные заявки, ноу-хау и все связанные с ними права интеллектуальной собственности, которые принадлежат или контролируются Лицензиаром, включая все их материальные воплощения, которые необходимы или полезны для производства аденоассоциированных вирусы, аденоассоциированные вирусные векторы, исследовательские или коммерческие реагенты, связанные с ними, лицензионные продукты или другие продукты, включая производственные процессы, техническую информацию, касающуюся методов производства, протоколов, стандартных операционных процедур, записей о партиях, анализов, составов, контроля качества данные, спецификации, масштабирование, любые улучшения, модификации и изменения к ним, а также любые и все действия, связанные с таким производством. Любые и все химические процессы, производство и контроль (CMC), основные файлы лекарств (DMF) или аналогичные материалы, предоставленные регулирующим органам, и содержащаяся в них информация считаются Производственными технологиями.
означает запатентованную технологию Заказчика, в том числе дизайн операций Заказчика в Интернете, контент, программные инструменты, аппаратные разработки, алгоритмы, программное обеспечение (в исходной и объектной формах), проекты пользовательского интерфейса, архитектуру, библиотеки классов, объекты и документацию (как печатную, так и электронные), ноу-хау, коммерческие секреты и любые соответствующие права на интеллектуальную собственность во всем мире (независимо от того, принадлежат ли они Заказчику или предоставлены Заказчику по лицензии третьей стороной), а также любые производные, усовершенствования, улучшения или расширения Технологий Заказчика, задуманные, сведенные к практику, или разработанные в течение срока действия настоящего Соглашения Заказчиком.
означает, в отношении каждого Продавца, следующую информацию, принадлежащую такому Продавцу или в той степени, в которой он лицензирован для такого Продавца, которая существует и находится в распоряжении такого Продавца на Дату закрытия: технология производства, частная или конфиденциальная информация. , процессы, методы, протоколы, методы, улучшения и ноу-хау, которые необходимы для производства Продуктов в соответствии с текущим применимым ANDA Продукта, в зависимости от обстоятельств, включая, помимо прочего, производственный процесс, утвержденный в применимом ANDA продукта, спецификации и методы испытаний, сырье, упаковка, стабильность и другие применимые спецификации, инструкции по производству и упаковке, основная формула, отчеты о валидации, насколько это возможно, данные о стабильности, аналитические методы, записи жалоб, ежегодные обзоры продукта в той мере, в какой это возможно. имеющиеся, и другие основные документы, необходимые для производства, контроля и выпуска Продукции в соответствии с таким Продавцом или любым из его Аффилированных лиц или от его имени до Даты вступления в силу. Технология Продукта включает в себя, помимо прочего, права, которыми владеет или в какой-то степени контролирует такой Продавец в соответствии с любым патентом, выданным на Территории или подлежащим рассмотрению на Территории на Дату закрытия, а также любые права в соответствии с любым патентом или патентной заявкой за пределами Территории. исключительно в той мере, в какой это необходимо для производства Продуктов за пределами Территории для ввоза и продажи на Территории. Для целей данного определения компания Allergan и ее Аффилированные лица не считаются Аффилированными лицами Продавца.
означает Базовую технологию и Разработанную технологию.
имеет значение, указанное в разделе 12.3.
означает производство, приготовление, распространение, преобразование или переработку лекарственного средства или устройства, прямо или косвенно, путем извлечения из веществ природного происхождения или независимо с помощью химического или биологического синтеза, и включает любую упаковку или переупаковку вещества или маркировка или перемаркировка его контейнера, а также продвижение и маркетинг таких лекарств и устройств. Производство также включает подготовку и продвижение коммерчески доступных продуктов из нерасфасованных соединений для перепродажи фармацевтами, практикующими врачами или другими лицами.
означает Права собственности, которые (а) были впервые созданы, задуманы или реализованы на практике, в зависимости от обстоятельств, компанией Allergan или любой третьей стороной в ходе осуществления деятельности, осуществляемой в соответствии с Соглашением об исследованиях и разработках, или ( b) каким-либо образом приобретены или иным образом получены от имени ASTI в течение срока действия Соглашения об исследованиях и разработках от лиц, не являющихся Allergan, и необходимы или полезны для исследований, разработки или коммерциализации продуктов ASTI или предварительных -Выбор продуктов.
означает все технологии, конструкции, формулы, алгоритмы, процедуры, методы, открытия, процессы, методы, идеи, ноу-хау, исследования и разработки, технические данные, инструменты, материалы, спецификации, процессы, изобретения (будь то патентоспособные или непатентоспособные и вне зависимости от того, применяются они или нет), аппаратура, творения, усовершенствования, авторские работы на любых носителях, конфиденциальная, частная или непубличная информация и другие подобные материалы, а также все записи, графики, чертежи, отчеты, анализы и другие письменные документы, и другие материальные воплощения вышеизложенного в любой форме, независимо от того, перечислены они здесь или нет, в каждом случае, кроме Программного обеспечения.
означает всю информацию, технологии, изобретения, открытия, усовершенствования, практические методы, методы, знания, навыки, опыт и другие технологии, независимо от того, являются ли они патентоспособными или охраняемыми авторским правом, а также любые основанные на них авторские права, относящиеся к или необходимые или полезные для производство, очистка, упаковка, хранение и транспортировка Продуктов совместной работы, включая, помимо прочего, спецификации, критерии приемки, записи производственных партий, стандартные операционные процедуры, инженерные планы, протоколы установки, эксплуатации и аттестации процессов для оборудования, записи о валидации, основные файлы, представленные в FDA, отчеты о проверке процессов, процессы мониторинга окружающей среды, данные испытаний, включая данные фармакологических, токсикологических и клинических испытаний, данные о затратах и материалы для обучения сотрудников.
означает документы и информацию, предоставленные Администратором Программы, в которых указаны соответствующие EEM, технологические требования, затраты и другие требования Программы, которые включают, помимо прочего, руководящие принципы и требования программы, формы заявок и письма об утверждении.
означает проект, использующий средства, выделенные под заголовком «Министерство энергетики — Чистая угольная технология», на общую сумму до 2 500 000 000 долларов США для коммерческой демонстрации экологически чистой угольной технологии или аналогичные проекты, финансируемые за счет ассигнований Агентства по охране окружающей среды. Федеральный взнос для квалификационного проекта должен составлять не менее 20 процентов от общей стоимости демонстрационного проекта.
означает клеточную линию млекопитающих, разработанную с использованием технологии Selexis.
означает все Программное обеспечение, данные, ноу-хау, идеи, методологии, спецификации и другие технологии, в отношении которых Подрядчик владеет такими Правами на интеллектуальную собственность, которые необходимы Подрядчику для предоставления прав и лицензий, изложенных в Разделе 14.1, и для Государству (включая его лицензиатов, правопреемников и правопреемников) осуществлять такие права и лицензии, не нарушая никаких прав какой-либо Третьей стороны или какого-либо Закона и не беря на себя каких-либо обязательств по оплате какой-либо Третьей стороне. Фоновая технология должна: (a) быть идентифицирована как Фоновая технология в Техническом задании; и (b) были разработаны или иным образом приобретены Подрядчиком до даты RFP.
означает любое изобретение, открытие, усовершенствование или инновацию, которые не были доступны приобретающему агентству на дату вступления в силу контракта, независимо от того, патентоспособны они или нет, включая, помимо прочего, новые процессы, появляющиеся технологии, машины , а также улучшения или новые применения существующих процессов, машин, производителей и программного обеспечения. Сюда также входят новые компьютерные программы и улучшения или новые применения существующих компьютерных программ, независимо от того, защищены они авторским правом или нет, и любые новые процессы, машины, включая программное обеспечение, а также усовершенствования или новые применения существующих процессов, машин, производств и программного обеспечения.
означает SAP NetWeaver Foundation для сторонних приложений, SAP Cloud Platform (за исключением случаев использования исключительно в качестве приложения для подключения между приложением SAP и S/4 EM) и SAP Leonardo IoT, Business Services (включая любые переименованные, предшествующие и/или или более поздние версии любого из вышеперечисленных, которые были общедоступны SAP, если таковые имеются, за исключением случаев, когда любой из вышеперечисленных используется в качестве пользовательского интерфейса для S/4 EM).
означает лицензированные патенты и лицензированные ноу-хау.
означает Права на интеллектуальную собственность в отношении Результатов и всех других товаров, материалов, документов или данных, созданных при выполнении Поставщиком своих обязательств по Контракту;
означает Ноу-хау, являющееся частью интеллектуальной собственности Совместной работы.
означает Программное обеспечение, разработанное или регулярно используемое, которое: (i) было продано, сдано в аренду или лицензировано для широкой публики; (ii) было предложено для продажи, аренды или лицензирования широкой публике; (iii) не предлагался, не продавался, не сдавался в аренду или не лицензировался населению, но будет доступен для коммерческой продажи, аренды или лицензирования со временем, чтобы удовлетворить требования поставки по настоящему Контракту; или (iv) удовлетворяет критерию, указанному в пунктах (i), (ii) или (iii) выше, и требует лишь незначительных модификаций для выполнения требований настоящего Контракта.
означает Патенты Лицензиара и Ноу-хау Лицензиара.
означает в отношении Продукта все технические, научные и другие ноу-хау и информацию, коммерческую тайну, знания, технологии, средства, методы, процессы, практики, формулы, инструкции, навыки, приемы, процедуры, опыт, идеи, техническая помощь, проекты, чертежи, процедуры сборки, компьютерные программы, аппаратура, спецификации, данные, результаты и другие материалы, включая результаты доклинических и клинических испытаний, производственные процедуры, процедуры испытаний, а также методы очистки и выделения ( независимо от того, являются ли они конфиденциальными, запатентованными, запатентованными или патентоспособными) в письменной, электронной или любой другой форме, известной в настоящее время или разработанной в будущем, а также все другие открытия, разработки, информация и изобретения (независимо от того, являются ли они конфиденциальными, запатентованными, запатентованными или патентоспособными) и материальные воплощения любого из вышеперечисленного, включая любые открытия, разработки, информацию или изобретения, относящиеся к стабильности, безопасности, эффективности, действие, производство, ингредиенты, приготовление, показания, форма выпуска, рецептура, средства доставки или дозировка любой фармацевтической композиции или препарата.
означает определение видов, количеств или концентраций и, в некоторых случаях, местонахождения радиоактивных материалов в организме человека путем прямого измерения, подсчета in vivo или путем анализа и оценки материалов, выделяемых или удаляемых из организма. человеческое тело. Для целей настоящих правил эквивалентным термином является «радиобиоанализ».
означает корпус трубы в сборе с прикрепленным устройством ограничения луча.
означает Ноу-хау Лицензиата и Патенты Лицензиата.
означает все Права на интеллектуальную собственность, которые возникают, приобретаются или развиваются любой из сторон или подрядчиком от имени любой из сторон в отношении Результатов в ходе или в связи с Проектом;
означает любую технологию, включая технологии, применяемые на стадии предварительного сжигания, сжигания или дожигания на новом или существующем объекте, которая позволит добиться значительного сокращения выбросов в атмосферу диоксида серы или оксидов азота, связанных с использованием угля в производство электроэнергии или технологического пара, которые не были широко распространены по состоянию на 15 ноября 19 г. 90.
Пять технологических приложений, влияющих на производственные инновации
«Давайте изобретать завтра вместо того, чтобы беспокоиться о том, что было вчера». – Стивен Джобс
Производитель может быть инновационным во многих отношениях, помимо использования технологий. Инновации могут включать использование новых бизнес-моделей, разработку новых процессов и услуг, а также усовершенствование существующих продуктов.
Технологии поддерживают и стимулируют инновации. Технологические достижения могут позволить производителям создавать товары более высокого качества быстрее, чем раньше, с меньшими затратами и помочь им реализовать более эффективные операции, чтобы стать более конкурентоспособными.
Новаторы и инженеры постоянно совершенствуют существующие технологии, чтобы удовлетворять неудовлетворенные потребности, поставлять товары на неосвоенные рынки и, самое главное, стремятся оставаться впереди конкурентов!
Итак, в этом духе, вот пять технологий, которые влияют на производственные инновации. Я понимаю, что это ни в коем случае не исчерпывающий или полный список, поэтому здесь представлены лишь некоторые из них для вашего рассмотрения:
1. Аддитивное производство / 3D-печать
Аддитивное производство фактически было разработано в 1980-х годах, но в последние несколько лет оно вызвало более значительный интерес. Он охватывает все без исключения процессы, связанные с печатью трехмерного продукта, поэтому его обычно называют 3D-печатью. Аддитивное производство включает в себя метод, называемый холодным напылением, который включает взрыв металлических частиц через сопло на высоких скоростях, связывание частиц вместе для формирования форм. Это создает часть строительных материалов слой за слоем с помощью компьютера. Поскольку конечным результатом является высокоточная копия оригинального дизайна, во время производственного процесса возникает меньше отходов, что может сэкономить деньги производителя.
Исторически технология аддитивного производства была дорогой и обычно использовалась «крупной рыбой» в этой области. Однако последние достижения позволили аддитивному производству стать более доступным, и ожидается, что оно станет обычным вариантом для небольших производителей. 3D-принтеры будут продолжать менять производственный ландшафт, создавая более эффективные способы изготовления нестандартных деталей и товаров.
2. Передовые материалы
В отчете Совета советников президента по науке и технологиям (PCAST) отмечается, что «почти все мегатенденции будущего — энергоэффективность или альтернативные источники энергии, новые материалы для борьбы с нехваткой ресурсов, следующие — потребительские устройства поколения и новые парадигмы в области химической безопасности и защиты — в значительной степени зависят от передовых материалов», и что эти передовые материалы «будут питать развивающиеся многомиллиардные отрасли». Это включает в себя передовые композиты, использование которых на сегодняшний день в значительной степени ограничено в ограниченном числе дорогостоящих приложений. Тем не менее, предпринимаются усилия по разработке производственных процессов, которые снижают стоимость и ускоряют производство, чтобы в ближайшие годы усовершенствованные композиты были интегрированы в гораздо более широкий спектр продуктов и приложений.
3. Облачные вычисления
Облачные вычисления используют подключенные к сети удаленные службы для управления и обработки данных. Жизнь в облаке будет набирать обороты, но необходимо постоянно решать проблемы безопасности. Компании все чаще используют эту технологию в разных географических точках для обмена данными и принятия более эффективных бизнес-решений. Облачные вычисления помогают снизить затраты, улучшить контроль качества и сократить время производства.
4. Интернет вещей (IoT)
Многие из нас сейчас не могут представить жизнь до появления смартфона… добро пожаловать в идею умного производственного предприятия. Умные технологии не новы, но они неуклонно развиваются в будущее для производства.
Представьте себе рабочее место, где подключенное оборудование сможет общаться через Интернет, а компьютеризированное производственное оборудование сможет «разговаривать друг с другом» и отправлять/получать уведомления о рабочих условиях. При обнаружении проблемы на другие сетевые устройства отправляется уведомление, чтобы весь процесс можно было настроить автоматически. Конечным результатом будет сокращение времени простоя, повышение качества, сокращение отходов и снижение затрат. Эта технология приведет к развитию новых типов должностей для производственной рабочей силы.
5. Нанотехнологии
Нанотехнологии имеют дело с материей размером от 1 до 100 нанометров; нанометр — это одна миллиардная часть метра. Нанотехнологии традиционно использовались в аэрокосмической и биомедицинской сферах, но теперь они используются для производства легких прочных материалов для лодок, спортивного оборудования и автозапчастей, а также для создания предметов личной гигиены, таких как очки.
Наноструктурированные катализаторы делают химические производственные процессы более эффективными за счет экономии энергии, сокращения отходов, а также находят более широкое применение в здравоохранении и фармацевтике.
Быть в курсе технологий
Если вы небольшой производитель, особенно важно иметь дальновидный подход и адаптироваться к технологиям. В конечном итоге это может помочь компаниям стать более прибыльными и конкурентоспособными.
NIST MEP, центры MEP и партнеры MEP предлагают многочисленные программы и услуги, помогающие ускорить развитие технологий для производителей США. Для получения дополнительной информации ознакомьтесь с тем, как мы помогаем.
Инновации, технологии и тренды
Маршрут технологического процесса — MorekTECHTechniki Wytwarzania i Procesy Technologiczne
Маршрут технологического процесса также называют производственным маршрутом, другими словами, план работ, подробное структурированное описание действий в рамках технологического процесса. Маршрут технологического процесса описывает последовательность действий, необходимых для изготовления детали, машины или устройства. Полное описание технологического маршрута включает индивидуальное определение каждой технологической операции (инструкционная карта). Каждый маршрут касается одного компонента или машины и устройства, хотя при обобщенном подходе, после внесения необходимых модификаций, он может быть использован для изготовления других компонентов того же класс деталей [1]. Следует подчеркнуть, что для данного производства данной детали существует не только и не только один подходящий технологический процесс. Практически в каждом случае возможна разработка нескольких вариантов технологического процесса, включающих различные технологические маршруты. Многовариантность технологического процесса зависит от имеющихся производственных ресурсов (прежде всего технологических машин, инструментов, технологических возможностей), а также вопросов логистики, в том числе количества станков и расстановки технологических машин в производственных цехах, или видов транспорта субподрядчикам. ).
Согласно [2], производственный маршрут включает определение времени из технологического норматива времени. Уточнение маршрута производства – это полное документирование технологического процесса (технологическая карта, карты инструкций на каждую технологическую операцию, карты норм времени). В машиностроении термин производственный маршрут или технологический процесс используется редко. Термин «технологический процесс» широко используется при изучении технологий в университетах, а также в металлургической и машиностроительной промышленности. Именно в рамках этого термина функционирует полное описание технологического процесса. В дидактическом контексте используется термин «маршрут технологического процесса», которого в технологической документации фактически нет. Однако она играет важную роль в процессе обучения, будь то на технических факультетах вузов или средних профессиональных учебных заведениях, и представляет собой укороченную схему технологического процесса. Какие данные должны быть включены, является договорным вопросом. Минимальное содержание должно включать следующие данные:
- номер технологической операции;
- полный технологический эскиз на данную технологическую операцию — условные обозначения закрепления и закрепления и правильные размеры; Станция обработки
- .
Расширенный вариант маршрута технологического процесса включает:
- номер технологической операции;
- словесное описание технологических обработок;
- полный технологический эскиз на данную технологическую операцию — условные обозначения закрепления и закрепления и правильные размеры; Станок
- (обрабатывающие станции).
На рис. 1 представлен скан фрагмента иллюстративного маршрута технологического процесса. Маршрут технологического процесса должен в первую очередь описывать ход процесса пошагово, технологическую операцию за технологической операцией. Эскизы могут включать словесное описание технологических операций, но на этапе разработки маршрута это не обязательно.
Технологический маршрут в принципе может быть подготовлен любым способом, вручную или с использованием программного обеспечения САПР. Однако в каждом из этих случаев маршрут должен быть разборчивым и давать однозначное описание.
Рис. 1. Иллюстративный фрагмент маршрута технологического процесса.
Маршрут технологического процесса играет ключевую роль в упражнениях, в ходе которых участники должны отработать технологический процесс данной детали. Только на основании утвержденного варианта технологического маршрута разрабатываются инструктивные карты и карты норм времени.
В данном посте описывается маршрут технологического процесса в разрезе производственного процесса с использованием обычных технологических машин. Современное документирование технологических процессов может использовать бумажную документацию, но чаще для этого используется специальное программное обеспечение и ИТ-системы – в т.ч. САМ и ПЛМ. Трудно предположить, что присмотр за программами ЧПУ для станков с ЧПУ в бумажном варианте уместен. Следует подчеркнуть, что каждое производственное предприятие имеет свои закономерности и правила создания и ведения технологической документации. Точнее, в реальных промышленных условиях есть и такие производства, где технологическая документация не ведется или ведется недобросовестно. В таких ситуациях чаще всего все технологические знания, включая управление производством, являются прерогативой одного или нескольких человек. Таким образом, такие люди становятся стратегическим ресурсом, без которого невозможно ведение производственной деятельности.
Номер технологической операции
В случае обычной, только бумажной, технологической документации принят метод нумерации последующих технологических операций через каждые 10. Благодаря этому стало намного проще вносить изменения в ход процесса путем добавления новая технологическая операция. Новая технологическая операция между операциями, т.е. 20 и 30, взяли за номер 25.
Эскиз технологический
Заготовку зарисовывают тонкой или толстой линией, а поверхности, обрабатываемые на данной технологической операции, соответственно толстой или очень толстой линией, должны быть четко обозначены. Приведенные размеры относятся только к поверхностям, обрабатываемым на данной технологической операции, и хотя бы один из них должен определяться исходя из принятой основной контактной базы обработки. На технологическом эскизе также наносим технологические обозначения, определяющие способ крепления заготовки. В случае проведения производственного технического осмотра эскиз не требуется. Считается достаточным лишь упомянуть, что такая операция происходит в данном месте. Кроме того, можно численно определить, какой размер или размеры (шероховатость) должны быть проверены.
Не для каждой технологической операции требуется технологический эскиз. В случае операций технического контроля ее основным описанием является карта технического контроля, разрабатываемая на каждую технологическую операцию, в которой проводятся плановые измерения геометрических величин. Следовательно, маршрут лишь на словах описывает операцию технического контроля.
Станция механической обработки
Определение станции механической обработки направлено на улучшение выбора производственных ресурсов. В упрощенной версии дается только общий термин, такой как поворотная станция. Конкретный тип технологической машины (станков) должен быть указан много раз, напр. производственный токарный станок (рис. 1). Иногда доступный парк техники предоставляется заранее. Затем следует выбрать конкретную модель технологической машины (станка).
Sources
- Chrobot J., Konfigurowalne systemy sterowania przepływem produkcji
- Зык А.