Замена поршневых колец Honda CR-V
1. Выньте поршень из блока цилиндров.
2. Снимите старые поршневые кольца (В) при помощи расширителя (В) поршневых колец.
4. Вставьте поршневой палец (А). Соберите поршень (В) и шатун (С) так, чтобы стрелка (D) и выпуклая метка (Е) оказались с одной стороны. |
3. Тщательно прочистите все канавки под кольца сломанным поршневым кольцом или приспособлением для очистки канавок под поршневые кольца с подходящим лезвием.
Ширина канавки под верхнее и второе компрессионные кольца составляет 1,2 мм. Ширина канавки под маслосъемное кольцо составляет 2,0 мм (двигатели К20А4, К24А1) или 2,8 мм (двигатель К20А5). При необходимости подпилите лезвие.
Не очищайте канавки под кольца проволочной щеткой и не углубляйте канавки чистящим инструментом.
ПРИМЕЧАНИЕ
Если требуется отделить поршень от шатуна, новые кольца пока не устанавливайте.
4. Протолкните новое кольцо (А) в цилиндр при помощи поршня на глубину 15-20 мм от низа.
5. Измерьте зазор в замке (В) поршневого кольца при помощи щупа:
• Если зазор слишком мал, убедитесь, соответствуют ли эти кольца Вашему двигателю.
• Если зазор слишком велик, проведите повторную проверку диаметра цилиндров относительно предельного износа, указанного выше.
Если износ превышает допустимый предел, блок цилиндров требуется подвергнуть расточке.
Зазор в замке поршневого кольца: | |||||||||||||||||||||||
| |||||||||||||||||||||||
6. Установите верхнее и второе компрессионные кольца, как показано на рисунке, на верхнем кольце (А) имеется маркировка Т или 1R, на втором (В) — 2Т или 2R. Заводская маркировка должна быть обращена вверх.
Установите верхнее и второе компрессионные кольца, как показано на рисунке, на верхнем кольце (А) имеется маркировка Т или 1R, на втором (В) — 2Т или 2R. Заводская маркировка должна быть обращена вверх.
7. Проверните кольца в канавках и убедитесь, что они не заедают.
8. Расположите замки колец, как показано на рисунке
9. После установки комплекта новых колец измерьте зазор между поршневым кольцом и канавкой поршня:
Зазор между верхним компрессионным кольцом и канавкой поршня | ||||||||||||||||||||
| ||||||||||||||||||||
Зазор между вторым компрессион ным кольцом и канавкой поршня | |||||||||
| |||||||||
Как ставить кольца на поршень 4т скутера
Как поставить поршневые кольца на скутер
Ухудшение тяги, падение максимальной скорости, синий дым с глушителя и слабая динамика скутера – верный признак изношенных поршневых колец, либо изношенной цилиндро-поршневой группы. Чаще всего изнашиваются именно поршневые кольца
Чаще всего изнашиваются именно поршневые кольца
, т.к. диаметр поршневой группы у скутеров небольшой, рабочая площадь колец очень маленькая и поэтому они не так долго ходят.
Итак, если Вы столкнулись с необходимостью замены поршневых колец на скутере, причем помимо основной проблемы то, что их нужно менять, существует и другая – это как правильно поставить кольца на поршень. Нельзя просто взять любое кольцо и поставить в любую из канавок» на поршне. Нужно понимать какое кольцо является верхним компрессионным, какое нижним компрессионным, а также как правильно поставить маслосъемное кольцо.
Установка поршневых колец на 4-х тактном китайском скутере. На фото ниже отмечено, где какое поршневое кольцо.
Как Вы успели заметить, что в комплект поршневых колец состоит из двух компрессионных колец (верхнего и нижнего), а также из маслосъемного которое состоит из двух обычных (тонких) колец и центрального экспандера.
Второе компрессионное кольцо имеет темно-черный
цвет, а также уникальную (скошенную) геометрию.
У разных производителей цвет колец может различаться, например на фирмы CMR — нижнее компрессионное кольцо имеет рыжий
цвет.
На следующей схеме показано правильное расположение колец.
На компрессионных кольцах можно увидеть надписи, они могут быть разными в зависимости от фирмы колец, но суть их одна – установка колец должна производиться надписями ВВЕРХ
! Т.е. надписи должны быть направлены к головке цилиндра.
На маслосъемных (двух тонких) кольцах надписи, как правило нет, поэтому ставить их можно любой стороной, главное чтобы между ними был установлен так называемый экспандер, как показано ниже на фото.
Сам процесс установки колец на поршень
мы опустим, т.к. сложного там ничего нет. Следует соблюдать только осторожность при заведении колец в пазы, т.к. кольца изготовлены из высокопрочного чугуна и сильное воздействие на растяжение может привести к поломке колец. Если Вы все сделали правильно, то в итоге кольца на поршне должны быть установлены, как показано на следующем фото.
Далее перед тем как устанавливать поршень в цилиндр, необходимо развести замки колец на правильное расстояние.
На этом все особенности установки поршневых колец на четырехтактный скутер озвучены, теперь можно ставить поршень в цилиндр, заранее смазав кольца и цилиндр маслом.
Установка поршневых колец на 2-х тактном скутере. Итак, допустим Вы приобрели новый поршень с кольцами и хотите установить его на скутер. В комплекте с поршнем на двухтактный скутер идет только два компрессионных кольца.
В некоторых случаях, в зависимости от модели скутера в комплекте с кольцами может быть еще так называемый экспандер или как его еще называют – расширитель. Устанавливается такой экспандер под второе (нижнее) кольцо.
Перед тем как преступить к установке колец на поршень, необходимо понять, где верхнее компрессионное кольцо, а где нижнее. Т.к. кольца очень различаются в геометрии, неправильная установка одного из колец приведет к его поломке. Обратите внимание, что верхнее кольцо имеет внутренний скос, перед установкой тщательно осмотрите каждое кольцо. Ниже приведена схема установки, где наглядно показано, где какое кольцо должно стоять, а также где устанавливается экспандер, если таковой присутствует в комплекте.
Ниже приведена схема установки, где наглядно показано, где какое кольцо должно стоять, а также где устанавливается экспандер, если таковой присутствует в комплекте.
Важно обратить внимание, что кольца имеют надпись на поверхности, которая должна быть ВВЕРХУ
! Т.е. надписи должны быть направлены к головке цилиндра.
Процесс установки колец очень простой, поэтому детально разбирать его нет смысла. Главное соблюдать аккуратность, т.к. кольца очень хрупкие. Постарайтесь аккуратно заводить кольца в пазы, без сильного воздействие на растяжение.
В завершении хотелось бы отметить, что на двухтактных поршнях присутствуют штифты, которые не позволяют кольцам провернуться.
Поэтому устанавливая кольца в пазы, обратите внимание на замки колец – они должны сходиться на штифтах, как показано на фото ниже.
Теперь, когда кольца стоят на своих местах, можно приступать к установке поршня в цилиндр, заранее смазав кольца и цилиндр маслом.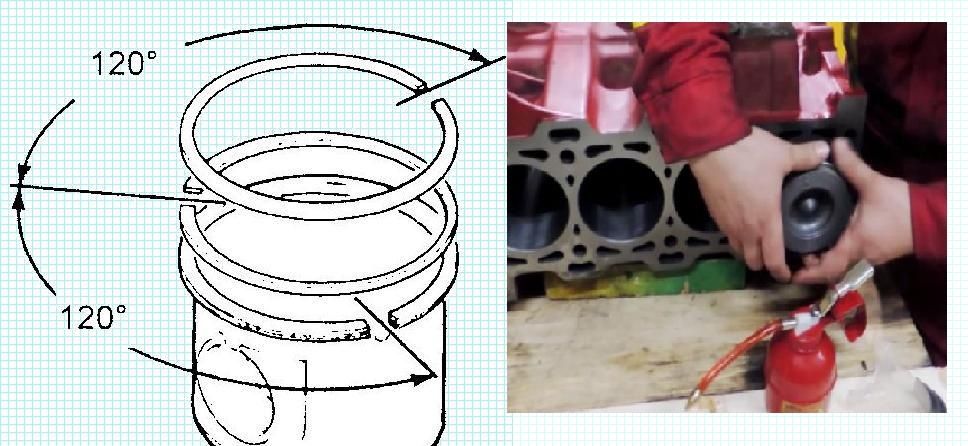
Монтаж поршней и поршневых колец
Самые большие проблемы поршневых колец и их повреждения возникают в результате неправильного обращения с ними при надевании на поршень. Здесь поршневое кольцо вообще подвергается самой большой механической нагрузке. Неумелое надевание колец невыгодно отражается на созданном в процессе производства контуре и распределении радиального давления кольца. В результате желаемый эффект уплотнения проявляется или лишь частично, или его нет вообще.
Поршневое кольцо можно растягивать до тех пор, пока внутренний диаметр не будет равен наружному диаметру поршня. Дальнейшее растягивание ведёт к деформации кольца, особенно на его спинке (рис. 1), что в установленном состоянии приводит к значительным проблемам с герметизацией.
Разрывы, отслаивание покрытия (прежде всего у колец, наполненных молибденом), меньшее усилие прижатия на спинке кольца и возникающие серповидные зазоры (рис. 2) являются проблемами, которые затрудняют работу кольца или вовсе выводят его из строя.
Поршневые кольца с целью повышения упругости никогда не разгибать! При растягивании стыковых концов кольцо деформируется только на одном месте — в его спинке. Упругость кольца из-за этого не повышается. Наоборот, при усиленном разгибании кольцо теряет свою круглую форму и не может больше никогда правильно уплотнять,
Рис. 2
Особенности выбора колец
Для того чтобы двигатель работал надежно после ремонта, важно правильно подойти к выбору колец. Не стоит приобретать самый дешевый набор. Такие кольца долго не прослужат, и придется снова проводить трудоемкий процесс замены.
Также важно осмотреть упаковку и сами детали. На упаковке должна быть вся информация о производителе, материале изготовления. На кольцах должна быть маркировка. Она обозначает верхнюю сторону. Внутрь упаковки производители обычно вкладывают инструкцию, где подробно рассказано, как правильно ставить на поршень кольца. На последних не должно быть дефектов, даже самых мелких.
Она обозначает верхнюю сторону. Внутрь упаковки производители обычно вкладывают инструкцию, где подробно рассказано, как правильно ставить на поршень кольца. На последних не должно быть дефектов, даже самых мелких.
Монтаж и демонтаж поршневых колец
Проведите тщательную очистку бывшего в употреблении поршня от прилипшей грязи. Обращайте внимание особенно на то, чтобы кольцевые канавки были свободны от масляного нагара и грязи. Прочистите при необходимости отверстия для обратного стока масла с помощью сверла или другого подходящего для этого инструмента.
Обращайте внимание на то, чтобы не повредить боковые поверхности канавки при удалении из них масляного нагара. У нижней боковой поверхности канавки речь идёт об уплотняющей поверхности. При эксплуатации повреждения из-за царапин могут повлечь за собой чрезмерный расход масла или усиленный прорыв газов из камеры сгорания в картер двигателя.
Для монтажа и демонтажа поршневых колец непременно используйте специальные щипцы для ихустановки. Другие вспомогательные средства, как, напр., петли из провода или отвёртки повреждают и поршневое кольцо и поршень.
Другие вспомогательные средства, как, напр., петли из провода или отвёртки повреждают и поршневое кольцо и поршень.
Никогда не натягивайте кольца рукой (исключение: маслосъёмные поршневые кольца со стальными пластинками). Существует не только опасность излома кольца, его деформации и растяжения, но и риск получить ранение от острых краев кольца, если оно разломается.
Быстрое надевание поршневого кольца рукой без того, чтобы его сломать, доказывает, правда, ловкость механика, повреждает, тем не менее, поршневое кольцо в большинстве случаев уже при монтаже.
Рис. 3
Монтажный набор для поршневых колец
Никогда не натягивайте кольца на поршень показанным способом (рис. 1). Если кольцо деформируется и больше не лежит ровно в канавке, то оно больше не вращается в этой канавке, изнашивается только с одной стороны или не совсем достаточно уплотняет. Тем не менее, дело обстоитхуже, если с колец с молибденовым покрытием слой молибдена сходит или надламывается. Если потеря скользящего слоя не происходит уже при монтаже, то это случается самое позднее при обкаткедвигателя. Скользящий слой отделяется и повреждает поршень и поверхность цилиндра. Поршень заедает в диаметре цилиндра, потому что горячие отработавшие газы продуваются между поршнем и стенкой цилиндра. Оторвавшиеся частички повреждают поршень и рабочие поверхности цилиндра.
Если потеря скользящего слоя не происходит уже при монтаже, то это случается самое позднее при обкаткедвигателя. Скользящий слой отделяется и повреждает поршень и поверхность цилиндра. Поршень заедает в диаметре цилиндра, потому что горячие отработавшие газы продуваются между поршнем и стенкой цилиндра. Оторвавшиеся частички повреждают поршень и рабочие поверхности цилиндра.
Избегайте излишнего снятия и надевания поршневых колец. При каждом монтаже кольца немного деформируются. Не снимайте кольца с уже ранее собранных поршней снова, чтобы, например, ихзаново измерить. Соблюдайте последовательность монтажа колец. Сначала монтируется маслосъёмное поршневое кольцо, затем второе, после него — первое компрессионные поршневые кольца. Обращайте внимание при монтаже на маркировку. «Тор» означает, что эта сторона должна указывать наверх, к камере сгорания. Если Вы не уверены, или нет маркировки «Тор», тогда вставляйте кольцо с надписью наверх. «Тор» не значит, что речь идёт о первом компрессионном поршневом кольце.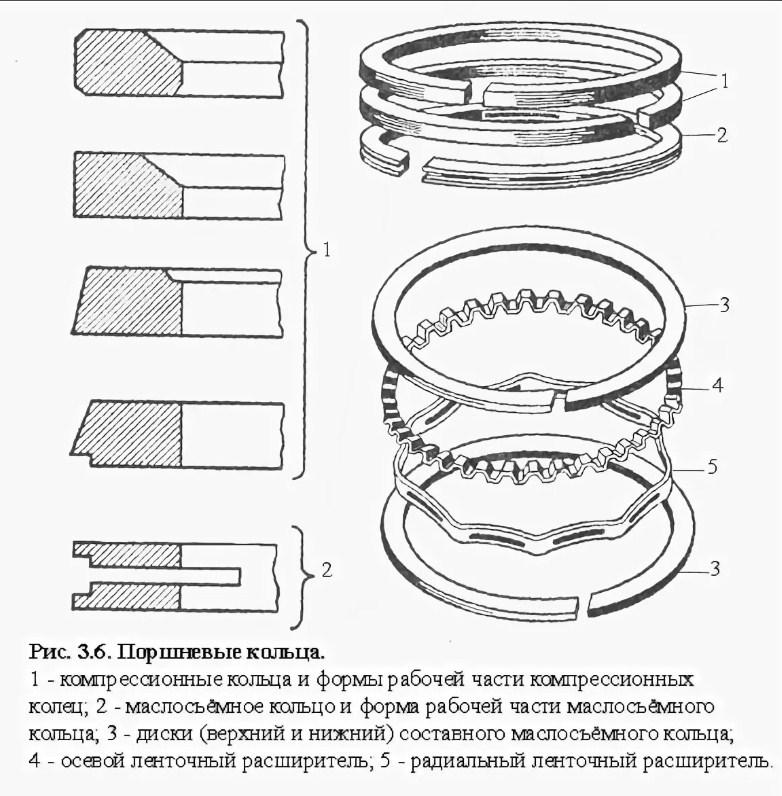
Рис. 2
Проверьте, могут ли кольца свободно прокручиваться (вращаться) в кольцевых канавках.
Проверьте, исчезаетли полностью кольцо по всей длине окружности в кольцевой канавке, т.е., рабочая поверхность кольца не должна выходить за пределы юбки поршня. Это важно, так как при недостаточном зазоре на дне канавки(неправильное кольцо или нагар на дне канавки) работа кольца не гарантирована.
При монтаже маслосъёмных поршневых колец, состоящих из двух частей, всегда обращайте внимание на положение спирального витого пружинного расширителя (рис. 6). Концы расширителя всегда должны быть расположены напротив стыка поршневого кольца.
Рис. 6
У состоящих из трёх частей колец правильное положение пружины-расширителя является обязательным для выполнения функции удаления масляной плёнки (рис. 1 и 2). В любом случае перед монтажом проверьте также у поршня с уже вставленными кольцами положение пружины-расширителя.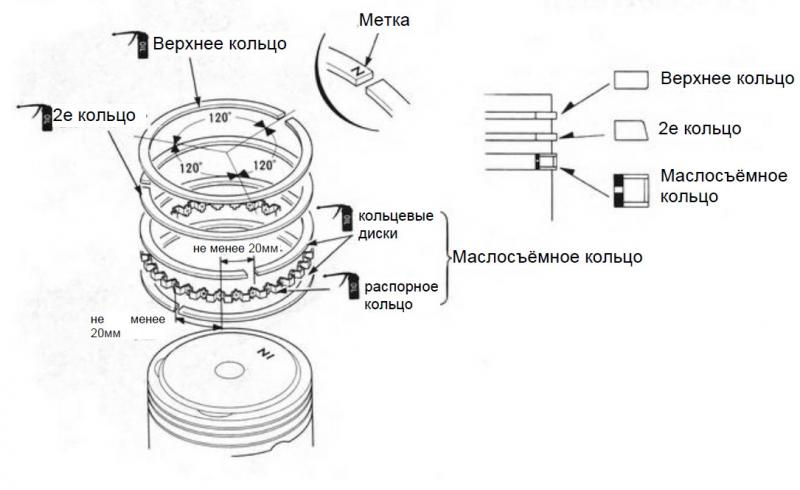 Во время транспортировки концы пружины находятся в ненатянутом состоянии и могут находить друг на друга. Обе цветных маркировки на концах пружины должны быть видны (рис. 3). Если они не видны, то концы пружины перекрываются внахлёстку и кольцо не функционирует. Все стыки маслосъёмного поршневого кольца, состоящего из трёх частей (обе стальные пластины и пружина-расширитель), должны вставляться смещёнными на 120° по отношению друг к другу.
Во время транспортировки концы пружины находятся в ненатянутом состоянии и могут находить друг на друга. Обе цветных маркировки на концах пружины должны быть видны (рис. 3). Если они не видны, то концы пружины перекрываются внахлёстку и кольцо не функционирует. Все стыки маслосъёмного поршневого кольца, состоящего из трёх частей (обе стальные пластины и пружина-расширитель), должны вставляться смещёнными на 120° по отношению друг к другу.
Это интересно: Сколько нужно масла для замены в двигателе
Сместите стыки поршневого кольца готового для монтажа поршня таким образом, чтобы они лежали примерно 120° по отношению друг к другу. Они помогают поршню и, соответственно, кольцам при первом запуске двигателя. Причина: при первом запуске двигателя сжатие несколько ниже, так как поршневые кольца ещё не приработались. При помощи смещения стыковых концов по отношению друг к другу можно помешать тому, чтобы при первом пуске двигателя слишком много газов просачивалось из камеры сгорания в картер двигателя и, вследствие этого, двигатель плохо заводился.
Замена на мототехнике
На скутерах и мопедах это обычная процедура, которая выполняется примерно один-два раза в сезон. Кольца в таких двигателях – расходный материал. Даже если двигатель японский, элементы поршневой группы в нем в лучшем случае тайваньские, а в большинстве – китайские.
В Японии после поломки принято от техники избавляться – дешевле и проще приобрести новый скутер. Там серьезной поломкой считается падение компрессии из-за износа колец и поршней. На самом деле ремонт сводится к замене деталей поршневой группы. Давайте рассмотрим, как ставить кольца на поршень скутера.
Вставка поршня во внутренний диаметр цилиндра
Если при ремонте уплотнительная поверхность блока цилиндров не подвергалась чистовой обработке, то основательно очистите её от остатков прокладки. Тщательно очистите все резьбовые отверстия от грязи, масла и охлаждающей жидкости, которая возможно ещё там есть. Проведите всю работу по очистке, прежде чем вставлять поршни в диаметры цилиндров. Смочите свежим моторным маслом все поверхности в поршне. Не забудьте поршневой палец и шатунный подшипник! При монтаже обращайте внимание на направление поршня (маркировка для монтажа на днище поршня, клапанных карманах). Очистите внутреннее отверстие цилиндра ещё раз ветошью и смочите его также моторным маслом. Проверьте Вашу натяжную ленту поршневого кольца на наличие повреждений и вмятин, устраните их и при необходимости поменяйте инструмент. При монтаже поршня обращайте внимание на то, чтобы натяжная лента или коническая монтажная втулка ровно лежала на уплотнительной поверхности головки блока цилиндров,
Смочите свежим моторным маслом все поверхности в поршне. Не забудьте поршневой палец и шатунный подшипник! При монтаже обращайте внимание на направление поршня (маркировка для монтажа на днище поршня, клапанных карманах). Очистите внутреннее отверстие цилиндра ещё раз ветошью и смочите его также моторным маслом. Проверьте Вашу натяжную ленту поршневого кольца на наличие повреждений и вмятин, устраните их и при необходимости поменяйте инструмент. При монтаже поршня обращайте внимание на то, чтобы натяжная лента или коническая монтажная втулка ровно лежала на уплотнительной поверхности головки блока цилиндров,
При монтаже поршня не должно быть сильного давления. Если поршень не хочет скользить внутри цилиндра, непременно проверьте натяжную ленту поршневого кольца. Не перекручивайте место открытия ленты таким образом, чтобы оно находилось на том же месте, где и стыковые концы колец.
Не устанавливайте поршни в двигатель без монтажного инструмента (риск получения травмы, опасность повреждения кольца). Если для монтажа используется рукоятка молотка, то на днище поршня может действовать только вес самого молотка. Никогда не используйте молоток для того, чтобы силой вогнать поршень в диаметр цилиндра! Если поршневые кольца не ломаются уже при монтаже, они всё-таки могут погнуться, и из-за этого не достаточнохорошо выполнять своё задание.
Если для монтажа используется рукоятка молотка, то на днище поршня может действовать только вес самого молотка. Никогда не используйте молоток для того, чтобы силой вогнать поршень в диаметр цилиндра! Если поршневые кольца не ломаются уже при монтаже, они всё-таки могут погнуться, и из-за этого не достаточнохорошо выполнять своё задание.
Монтаж с применением силы вредит не только кольцам, но также может повредить поршень. Это важно особенно для поршней бензиновых двигателей. У нихжаровые или рабочие пояса очень тонкие, и при ударе кольца легко надламываюся или совсем разламываются. Результат: потеря мощности и скорый (и дорогой) ремонт.
Избегайте того, чтобы грязь и песок попадали в диаметр цилиндра, после того, как поршни уже встроены. Положите при необходимости чистую ткань на/в отверстия, чтобы предотвратить загрязнение. Особенно тогда, когда работы проходят в пыльной обстановке и/или вне помещения.
Подготовка к процедуре
Начать надо с внешней очистки скутера от грязи, песка, пыли.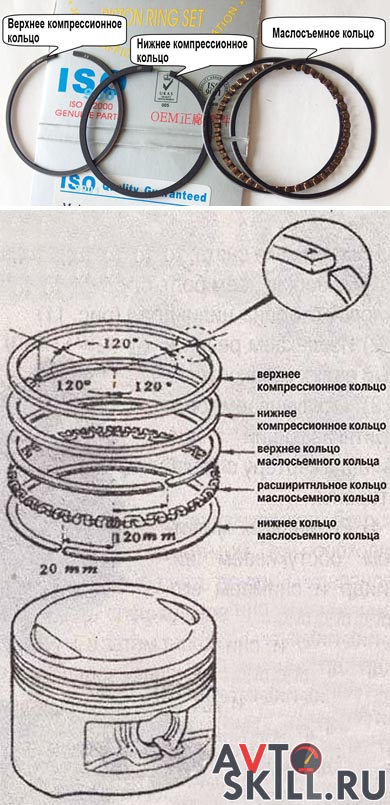 Сами работы нужно проводить в закрытом помещении, где нет риска попадания внутрь механизмов мусора извне. Допускается осуществление операций на открытом воздухе, но с соблюдением условий:
Сами работы нужно проводить в закрытом помещении, где нет риска попадания внутрь механизмов мусора извне. Допускается осуществление операций на открытом воздухе, но с соблюдением условий:
- температура воздуха должна составлять 18-25 градусов;
- слабый или отсутствие ветра;
- наличие ровной твёрдой поверхности для ремонта – бетон или асфальт подходят лучше всего;
- открывать внутренности скутера не рекомендуется в течение хотя бы двух часов после отключения двигателя в целях безопасности.
Для крепежа потребуется подготовить коробку с ячейками под каждый тип, что не потерять и не перепутать местами разновидности. Работа может занять около часа в зависимости от уровня подготовки. При отсутствии опыта лучше позвать ещё одного человека на помощь и внимательно фиксировать, что было извлечено (и в какой последовательности), чтобы собрать транспортное средство правильно после всего.
Кольца компрессионные, маслосъемные, установка
Поршневые кольца
Поршневые кольца формируют уплотнение между стенкой цилиндра и поршнем. Должны обеспечивать хорошее уплотнение по всей плоскости цилиндра в широком диапазоне температур. В четырех тактных двигателях чаще применяется три кольца, из них два компрессионных и нижнее маслосъемное.
- Компрессионные кольца обеспечивают надежное уплотнение между цилиндром и поршнем для герметизации камеры сгорания.
- Отвод тепла от поршня к стенкам цилиндра.
- Маслосъемные кольца удаляют излишки масла со стенок цилиндра предотвращая его попадания в камеру сгорания. Однако удаляют не полностью, а регулируют, оставляя необходимое количество масла для компрессионных колец.
Первое компрессионное кольцо
Предназначено исключительно для предотвращения прорыва расширяющихся газов в камере сгорания. Во время цикла «рабочий ход» нарастающее давление в камере сгорания прижимает первое компрессионное кольцо ко дну канавки поршня и сильнее прижимает к стенкам цилиндра, тем самым обеспечивая достаточную изоляцию камеры сгорания. Давление в канавке кольца сохраняется на последующих тактах не успевая снизиться. Зазор между кольцом и канавкой составляет 0.04-0.08 мм
Защищает второе кольцо от высокой температуры сгорания и уменьшает нагрузку. Имеет наибольший теплоотвод от поршня к цилиндру, примерно 50-60% отводимого тепла от поршня к цилиндру приходится на компрессионные кольца. Некоторая часть газов прорывается, второе кольцо приступает к выполнению своих функций, об этом чуть позже.
Компрессионные кольца производятся не совсем круглыми, а имеют сложную форму дуги в свободном состоянии и достаточно большой концевой зазор. Когда кольцо займет свое место в поршне и будет вставлено в цилиндр, оно будет обеспечивать равномерную прижимную силу в любой точке окружности.
Второе компрессионное кольцо
Работает в более благоприятных условиях и выполняет функцию дополнительного уплотнения так же из-за специальной формы помогает маслосъемному снять излишки масла, оставляя только масленую пленку на поверхности цилиндра. Средняя температура кольца 150 — 170 °C в режиме работы. Зазор между кольцом и канавкой поршня немного ниже чем у первого 0.03-0.06 мм. Разнообразие форм колец обуславливает выполнение определенных функций. Таких как распределение нагрузки в канавке, уменьшение трения юбки поршня методом аквопланирования по маслу, удаление излишек масла.
Фаска на внутренней стороне кольца определяет в какую сторону будет изгибаться кольцо. Если фаска снизу, то кольцо после нагрева будет выворачиваться наружной поверхностью вниз, как показано на картинке. И соответственно если фаска сверху, то и выворачиваться рабочая поверхность кольца будет вверх.
Маслосъемное кольцо
Под компрессионными кольцами располагается маслосъемное кольцо, выполняющее функцию удаления излишек масла со стенок цилиндра.
Большое количество масла, проникающее через компрессионные кольца в камеру сгорания, плохо сказывается на работе двигателя. В процессе работы сгорающее масло откладывается на стенках клапанов, камере сгорания, свечах, дне поршня. Большой нагар сильно разогревается, повышается вероятность детонации. Выпускные клапана подвергаются увеличенной температурной нагрузке.
Тонкий слой масленой пленки, оставляемый маслосъемными кольцами, снижает силу трения компрессионных колец, увеличивая их долговечность. В отличии от компрессионных маслосъемные не прижимаются рабочим давлением газа к плоскости канавки в поршне и стенкам цилиндра, поэтому имеют специальные осевые и радиальные расширители.
По конструкции можно выделить два типа колец: коробчатые и наборные те и другие могут иметь различные расширители.
При движении поршня вниз маслосъемные кольца соскребают со стенок цилиндра излишки масла направляя их по дренажным отверстиям в поршне обратно в картер. Масляный клин перед кольцом помогает эффективно смазывать скользящую юбку поршня. Стенки цилиндра имеют шероховатость, так называемый хон, который позволяет задерживать тончайший слой масла, для компрессионных колец.
Большее распространение получили наборные кольца, состоящие из двух тонких стальных пластин, (часто имеющих различные покрытия для снижения терния) и тангенциального расширителя, выполняющего одновременно осевое и радиальное расширение. Используются в современных двигателях.
Особенности установки маслосъемных колец
Хочу обратить ваше внимание на установку именно маслосъемных колец. С компрессионными не должно возникнуть проблем если соблюдать простые правила, устанавливать надписями вверх (надписи, точка) и пользоваться специальным инструментом.
При установки маслосъемных могут возникнуть трудности при отсутствии надписей, или правильность установки замка расширителя. Разберемся в этом подробнее. Если надписи отсутствуют, то не имеет значения какой стороной вы поставите кольцо и какое из них будет сверху, а какое снизу (наборные).
Часто ошибки возникают при установке поршня в цилиндр, даже если используется специальных хомут для стяжки колец на поршне. Особенность состоит в следующем. При сборке маслосъемного кольца стоит обратить внимание на замок расширителя и правильность его стыковки. Для наглядности смотрим изображение ниже.
Во время сжатия колец на поршне замок расширителя маслосъемного кольца может соскочить с правильного положения и лечь в нахлест собираясь по спирали, таким образом пластины проваливаются через расширитель и это приведет к задиру стенок цилиндра, и канавок поршня. Чтобы этого избежать стягивающий хомут следует располагать таким образок как показано на изображении.
Соблюдая простые правила, вы правильно установите кольца в цилиндре.
Установка натяжителя цепи ГРМ
Если у вас двигатель 157QMJ серии — делаем следующее: отворачиваем на корпусе натяжителя заглушку; вставляем в нее тонкую плоскую отвертку и начинаем закручивать болтик пока шток натяжителя не зайдет внутрь корпуса.
Не отпуская отвертки с одновременным придерживанием корпуса натяжителя, свободными пальцами — вставляем натяжитель в цилиндр, прикручиваем его болтами и только потом отпускаем отвертку и заворачиваем на место заглушку.
Если у вас двигатель 139QMB серии, то делаем так: выкручиваем из корпуса натяжителя заглушку и вынимаем пружину; задвигаем внутрь корпуса шток; устанавливаем в цилиндр натяжитель; вставляем в корпус пружину и заворачиваем заглушку.
После установки поршневой не забываем произвести регулировку тепловых зазоров клапанов и обкатать двигатель.
Правильная установка поршневых колец
Рано или поздно ваш мотор износится и потребует либо смены поршневых колец, либо поршневой в целом.
Вроде поменять поршневые кольца – это рядовая задача, доступная каждому, кто мало-мальски знаком с устройством и принципом работы примитивного четырехтактного мотора. Но, к сожалению, люди страшатся потратить 15 минут своего невероятно драгоценного времени на прочтение литературы и запихивают все в мотор по принципу (а так и стояло. наверное, работать будет). Ну, флаг вам в руки и скорейшего обращения в сервис.
Ну, а для тех, кому не все равно, как их мотор будет работать после переборки, следует прочитать данную статью.
Итак, берем поршень и видим 3 проточки под установку поршневых колец. Никаких ограничительных стопоров на 4-тактных моторах нет, как на 2-тактных двигателях, например.
На 4-тактных моторах есть два вида поршневых колец. Первые два, которые устанавливаются в две верхние проточки, являются компрессионными. Исходя даже из названия понятно, что они отвечают за наличие компрессии в вашем моторе и должный удерживать собой газы, образовывающиеся в момент вспышки за счет горения топлива в камере сгорания.
Следующие три кольца являются маслосъемными. Тут тоже сразу ясно их предназначение. Они отвечают за снятие масла, которое покрывает стенки цилиндра в тот момент, когда поршень возвращается вниз. Если эти кольца будут пропускать, то масло будет оставаться на стенках цилиндра, а это чревато тем, что мотор начнет поджирать масло, и, естественно, появится дым.
Это интересно: Стенд для проверки генераторов и стартеров
Как устанавливать первично? Да, в принципе, как и стояли с завода, в том же порядке, но во избежание ошибок показываем еще раз.
Первоначально ставим главное маслосъемное кольцо: то, которое имеет волнообразную структуру. Установить его проще некуда, так как оно самое эластичное из всех.
Дальше ставим верхнее и нижнее ТОНКИЕ маслосъемные кольца. Они немного тверже, но с их установкой тоже не должно возникнуть проблем.
Теперь ставим поршневые компрессионные кольца: те, которые более толстые и «твердые». Первоначально устанавливаем нижнее, затем верхнее. Поставить их немного сложнее, так как они менее эластичны и более твердые. Сломать вам их вряд ли удастся, но вот при совершенно кривых руках погнуть их проще некуда.
Думаете, на этом все? Нет!
Дело в том, что кольца еще нужно правильно расположить на поршне, чтобы замки колец (место пропила) не попадали друг на друга. Проще говоря, нужно, чтобы пропил нижнего кольца не был расположен прямо над пропилом верхнего кольца.
Начинаем с верхних поршневых колец.
Замок нижнего кольца располагаем посередине над полостью клапана, например, впускного (можно и выпускного, тут разницы нет).
Замок же верхнего кольца располагаем строго в противоположной стороне от нижнего кольца. Соответственно, если замок нижнего кольца над полостью под впускной клапан, то замок верхнего над полостью под выпускной клапан.
Теперь переходим к маслосъемным кольцам. Эти кольца точно так же нужно расположить, чтобы ни один замок не совпал. Поэтому верхнее кольцо располагаем над отверстием под поршневой палец, с правой стороны.
Второе же (то, которое нижнее) располагаем с противоположной стороны, также примерно посередине отверстия под поршневой палец.
Последнее же волнообразное маслосъемное кольцо ставим в любую из четырех получившихся секций между отверстием под палец и полостью под клапан.
А теперь к вашему вопросу: что за ерунду нам тут втирает автор? И зачем так кропотливо выставлять положение всех 5 колец?
Объясняем. Все это мы делали, чтобы не получилось так, что когда один замок располагался над другим, через эти замки не проходят газы (в случае с поршневыми кольцами) и не оставалось на стенках масло (в случае с маслосъемными кольцами).
Если брать во внимание поршневые кольца, то это потеря компрессии и пропуск раскаленных рабочих газов до маслосъемных колец, которые не рассчитаны на такие внезапно появившиеся высокие рабочие температуры. Как итог, кольца после определенного времени могут сгореть.
Если же обратиться к маслосъемным кольцам и совпадению замков на них, то у нас не будет полностью сниматься масло: оно будет доходить до поршневых колец, что приведет к закоксовыванию канавок колец, и как итог они залягут, а потом сгорят.
Как результат, вы получите сгоревшие кольца и износ поршневой.
Итог: выставить замки колец перед установкой – это дело 2 минут, а срок службы мотора данная операция может продлить на десятки часов.
Установка фаз газораспределения ч1 (по-колхозному — зажигания)
Задвигаем цилиндр до упора в картер и ставим поршень в верхнею мертвую точку (ВМТ). В ВМТ поршень лучше всего ставить с помощью индикатора ну или на худой конец визуально/на ощупь. Можно выставить поршень и по специальной метке на роторе генератора, но я уже не раз сталкивался с тем, что метки на некоторых двигателях выбиты неправильно и ими во избежании неприятностей советую пользоваться только в крайнем случае, например, когда ГБЦ не снята, а вам нужно отрегулировать клапана.
Вставляем в цилиндр направляющие втулки ГБЦ, нижнею направляющею цепи ГРМ, обезжириваем поверхность и устанавливаем прокладку.
Устанавливаем головку блока цилиндров, вставляем направляющие втулки постели клапанов.
Правильная установка поршневых колец. Правильная установка поршневых колец Тепловой зазор поршневых колец уаз
И перед сборкой надо произвести подборку поршней к цилиндрам двигателя ЗМЗ-40906. Поршни по наружному диаметру юбки и цилиндры по внутреннему диаметру сортируются на пять размерных групп. Поршни маркируются буквами на днище. Буква обозначения размерной группы диаметра цилиндра наносится краской на заглушках на левой стороне блока цилиндров.
На двигатель ЗМЗ-40906 после ремонта могут устанавливаться поршни номинального диаметра 95,5 мм и первого ремонтного размера 96,0 мм (имеют маркировку «АР»). Поршни могут сортироваться на 2 группы по массе. Группа более тяжелых поршней имеет маркировку на днище. В двигатель ЗМЗ-40906 должны устанавливаться поршни одной группы по массе. Поршни к цилиндрам должны быть подобраны группа в группу, в соответствии с таблицей ниже.
* — Ранее группы обозначались буквами русского алфавита – «А», «Б», «В», «Г», «Д» соответственно.
Допускается подбор поршней к , в том числе к работавшим цилиндрам без их обработки, из соседних групп при прохождении поршнем нижеприведенной проверки. Рекомендуется проверить пригодность поршня для работы в цилиндре, как указано ниже.
Проверка пригодности поршня для работы в цилиндре двигателя ЗМЗ-40906.
1. Поршень в перевернутом положении под действием собственной массы или под действием легких толчков пальцев руки должен медленно опускаться по цилиндру.
2. Замерить усилие протягивания динамометром ленты-щупа толщиной 0,05 мм и шириной 10 мм, опущенного на глубину 35 мм между стенкой цилиндра и вставленным в него в перевернутом положении поршнем. Нижний край юбки поршня должен быть углублен на 10 мм относительно верхнего торца блока.
Ленту–щуп размещать в плоскости, перпендикулярной оси поршневого пальца, то есть по наибольшему диаметру поршня. Усилие при протягивании ленты-щупа должно быть 29-39 Н (3-4 кгс) для новых цилиндров и поршней. Замеры цилиндров, поршней и протяжку поршней производить при температуре деталей плюс 20+-3 градуса.
Подборка пальцев к поршням и шатунам и сборка поршней с шатунами и пальцами.
Поршни по диаметру отверстия под палец сортируются на 2 размерные группы и маркируются римской цифрой на днище. Шатуны по диаметру отверстия втулки под палец сортируются на 4 размерные группы и маркируются краской на стержне в зоне поршневой головки. Поршневые пальцы по наружному диаметру могут сортироваться на 5 размерных групп, которые маркируются краской или латинскими буквами на торце, и на 2 размерные группы, которые маркируются римской цифрой на торце.
Поршневые пальцы с разбивкой на 5 размерных групп и с разбивкой на 2 размерные группы должны быть подобраны к поршням и шатунам отдельно в соответствии с таблицами ниже.
Шатуны в сборе с крышкой по массе сортируются на четыре группы и маркируются краской на крышке шатуна. Цвет маркировки:
– Белый – соответствует массе шатуна 900-905 г.
– Зеленый – 895-900 г.
– Желтый – 890-895 г.
– Голубой – 885-890 г.
Для установки в двигатель ЗМЗ-40906 следует брать шатуны одной группы по массе. Разница массы устанавливаемых в двигатель узлов (поршень с шатуном) не должна превышать 22 грамма. Перед сборкой смазать поршневой палец , применяемым на двигателе, и вставить в отверстия поршня и шатуна. Шатуны и поршни при сборке с поршневым пальцем должны быть сориентированы следующим образом: надпись «FRONT» или «ПЕРЕД» на поршне, выступ А на кривошипной головке шатуна должны быть направлены в одну сторону.
Очистить днища поршней и канавки для поршневых колец от нагара. Замерить щупом боковой зазор между компрессионными кольцами и стенкой поршневой канавки. Для изношенных колец и поршней допускается максимальный зазор не более 0,15 мм. Больший зазор приведет к увеличенному угару масла за счет «насосного» действия колец. Заменить, при необходимости, изношенное кольцо или поршень.
Надеть с помощью приспособления поршневые кольца на поршень. Нижнее компрессионное кольцо устанавливать надписью «TOP» (верх) или маркировкой товарного знака предприятия-изготовителя в сторону днища (верха) поршня. Кольца в канавках должны свободно перемещаться.
Вставить поршни в цилиндры следующим образом.
– Сориентировать поршень с шатуном таким образом, чтобы надпись «FRONT» или «ПЕРЕД» на поршне была обращена в сторону переднего торца блока цилиндров.
– Протереть салфеткой постели шатунов и их крышек, протереть и вставить в них вкладыши.
– Повернуть вал так, чтобы кривошипы первого и четвертого цилиндров заняли положение, соответствующее НМТ.
– Смазать вкладыши, поршень, шатунную шейку вала и первый цилиндр чистым маслом, применяемым для двигателя.
— Развести замки поршневых колец, замки компрессионных колец сместить на 180 градусов друг относительно друга, замки кольцевых дисковых элементов маслосъемного кольца установить один к другому под углом 180 градусов и под углом 90 градусов к замкам компрессионных колец. Замок пружинного расширителя установить под углом 45 градусов к замку одного из кольцевых дисковых элементов.
– С помощью специальной оправки с внутренней конусной поверхностью сжать кольца и вставить поршень в цилиндр.
Завернуть гайки болтов шатунов динамометрическим ключом моментом 68-75 Нм (6,8-7,5 кгсм). В таком же порядке вставить поршень с шатуном четвертого цилиндра. Повернуть коленчатый вал на 180 градусов и вставить поршни с шатунами второго и третьего цилиндров. Повернуть несколько раз коленчатый вал, который должен вращаться легко от небольшого усилия.
Поршневые кольца заменяйте через 70000 — 90000 км пробега (в зависимости от условий эксплуатации автомобиля).
Поршневые кольца устанавливают по три на каждом поршне: два компрессионных и одно маслосъемное. Компрессионные кольца отлиты из специального чугуна. Наружная поверхность верхнего компрессионного кольца покрыта пористым хромом, а поверхность второго компрессионного кольца покрыта оловом, либо имеет фосфатное покрытие темного цвета.
На внутренних цилиндрических поверхностях обоих компрессионных колец предусмотрены проточки (рис. 54а), за счет которых кольца при движении поршня вниз несколько вывертываются, что способствует лучшему удалению излишнего масла с поверхности гильз. Кольца необходимо устанавливать на поршень проточками вверх, в сторону днища поршня.
Рис. 54. Установка колец на поршне:
а -поршень с кольцами двигателя УМЗ-4178.10;
б, в -поршень с кольцами двигателя УМЗ-4218.10;
1-поршень; 2-верхнее компрессионное кольцо; 3-нижнее компрессионное кольцо; 4-кольцевые диски; 5-осевой расширитель; 6-радиальный расширитель
Двигатель УМЗ-4218.10 может комплектоваться двумя вариантами исполнения компрессионных колец (рис. 54б,в).
Один вариант верхнего компрессионного кольца 2 (рис. 54б) имеет проточку на внутренней цилиндрической поверхности. Кольцо необходимо устанавливать на поршень проточкой вверх.
Другой вариант верхнего компрессионного кольца 2 (рис. 54в) имеет бочкообразный профиль наружной поверхности, проточка на внутренней цилиндрической поверхности кольца отсутствует. Положение кольца при установке в канавку поршня безразличное.
Нижнее компрессионное кольцо 3 (рис. 54б,в) — скребкового типа, на нижней торцевой поверхности имеет кольцевую проточку, которая вместе с конусной наружной поверхностью образует острую нижнюю кромку («скребок»). Кольцо изготавливается в двух вариантах — с проточкой на внутренней цилиндрической поверхности кольца (рис. 54б) и без проточки (рис. 54в). Кольца необходимо устанавливать на поршень острой кромкой — «скребком» вниз.
Маслосъемное кольцо составное, имеет два кольцевых диска, радиальный и осевой расширители. Наружная поверхность дисков маслосъемных колец покрыта твердым хромом. Замок колец прямой.
Поршневые кольца ремонтных размеров (см. ) отличаются от колец поминальных размеров только наружным диаметром. Кольца ремонтного размера можно устанавливать в изношенные цилиндры с ближайшим меньшим ремонтным размером путем подпиливания их стыков до получения зазора в замке 0,3 — 0,5 мм (0,3-0,65 мм для двигателей мод. 4218).
Проверку бокового зазора в стыке кольца производите, как показано на рис. 55. К перешлифованным цилиндрам подгоняйте кольца по верхней части, а к изношенным — по нижней части цилиндра (в пределах хода поршневых колец). При подгонке кольцо устанавливайте в цилиндре в рабочем положении, т.е. в плоскости, перпендикулярной оси цилиндра, для чего продвигайте его в цилиндре при помощи головки поршня. Плоскости стыков при сжатом кольце должны быть параллельны.
Рис. 55. Подбор поршневых колец по цилиндру (проверка бокового зазора в стыке кольца)
Снимайте и устанавливайте кольца на поршень с помощью приспособления (рис. 56) модели 55-1122.
Рис. 56. Снятие и установка поршневых колец
После подгонки колец по цилиндрам проверьте боковой зазор между кольцами и канавками в поршне (рис. 57), который должен быть: для верхнего компрессионного кольца 0,050 — 0,082 мм, для нижнего компрессионного — 0,035 — 0,067 мм. При больших зазорах замена только поршневых колец не исключит повышенного расхода масла из-за интенсивной перекачки его кольцами в пространство над поршнем. В этом случае одновременно с заменой колец заменяйте и поршни (см. «Замена поршней»). Одновременная замена поршневых колец и поршней резко снижает расход масла.
Рис. 57. Проверка бокового зазора между поршневым кольцом и канавкой поршня
При замене только поршневых колец без замены поршней удаляйте нагар с днищ поршней, из кольцевых канавок в головке поршня и маслоотводящих отверстий, расположенных в канавках для маслосъемных колец. Нагар из канавок удаляйте осторожно, чтобы не повредить их боковые поверхности, при помощи приспособления (рис. 58).
Рис. 58. Очистка канавок поршневых колец от нагара
Из маслоотводящих отверстии нагар удаляйте сверлом диаметром 3 мм.
При использовании новых или перешлифованных под ремонтный размер гильз цилиндров необходимо, чтобы верхнее компрессионное кольцо имело хромированное покрытие, а остальные кольца были лужеными или форматированными. Если гильза не ремонтируется, а меняются только поршневые кольца, то все они должны быть лужеными или фосфатированными, так как к изношенной гильзе хромированное кольцо прирабатывается очень плохо.
Перед установкой поршней в цилиндры разведите стыки поршневых колец в под углом 120 град. друг к другу.
После смены поршневых колец в течение 1000 км пробега не превышайте на автомобиле скорости в 45-50 км/ч.
Вам потребуются: ключи «на 10», «на 12», «на 14», головки «на 15», «на 19», молоток.
1. Снимите головку блока цилиндров (см.«Замена прокладки головки блока цилиндров» ).
2. Снимите масляный картер двигателя и прокладку картера (см.«Замена уплотнения масляного картера» ).
3. Снимите масляный насос (см.«Снятие, ремонт и установка масляного насоса» ).
4. Отверните гайки 1 шатунных болтов и снимите крышку 2 шатуна. Если крышка сидит плотно, сбейте ее несильными ударами молотка. Выньте из крышки вкладыш.
5. Протолкните поршень, чтобы он вышел из цилиндра, и выньте его вместе с шатуном. Выньте из шатуна вкладыш.
Вынимать поршень с шатуном из цилиндра нужно осторожно, чтобы не повредить зеркало цилиндра. Проверьте метки на шатуне и его крышке. Если метки не видны, пометьте шатун и крышку номером цилиндра.
6. Выньте остальные поршни с шатунами.
7. Съемником снимите поршневые кольца или, при его отсутствии, осторожно разогните кольца у замков.
10. Снимите остальные поршни с шатунов.
11. Промойте все детали в бензине. Очистите поршни от нагара. Очистите от нагара канавки под поршневые кольца обломком старого поршневого кольца.
12. Осмотрите поршни. Если на них есть задиры, следы прогара, замените поршни. Измерьте диаметр поршня. Если он меньше 95,4 мм, замените поршень. Диаметр поршня измеряют в плоскости, перпендикулярной оси поршневого пальца, на 8,0 мм ниже оси поршневого пальца. Поршень установлен в цилиндре с зазором 0,036–0,060 мм. Поршни разбиты по диаметру на пять размерных групп: А, Б, В, Г, Д. Буквенная маркировка выбита на днище поршня. При подборе поршня к цилиндру нужно обеспечить указанный выше зазор. Предельно допустимый зазор между поршнем и цилиндром 0,25 мм. Зазор между поршнем и цилиндром можно определить замером поршня и цилиндра. В запасные части поставляют поршни двух ремонтных размеров: с увеличенным на 0,5 и 1,0 мм диаметром. На одной из бобышек под поршневой палец отлита надпись «409» (поршень номинального диаметра), «409АР» (диаметр, увеличенный на 0,5 мм) или «409БР» (диаметр, увеличенный на 1,0 мм).
13. Измерьте зазор между поршневым кольцом и канавкой на поршне в нескольких местах по окружности поршня. Зазор должен быть в пределах 0,060–0,096 мм для компрессионных колец и 0,115–0,365 мм для маслосъемного кольца. Если зазоры превышают указанные значения, нужно заменить кольца или поршни. | 14. Измерьте зазоры в замках поршневых колец. Для этого вставьте кольцо в цилиндр и продвиньте поршнем как оправкой, чтобы кольцо встало в цилиндре ровно, без перекосов. Измерьте щупом зазор в замке (разъеме) кольца, он должен быть в пределах 0,3–0,6 мм для компрессионных колец и 0,5–1,0 мм для дисков маслосъемных. Если зазор превышает указанный, замените кольцо. Если зазор меньше, можно опилить концы кольца напильником, зажатым в тиски, перемещая кольцо по напильнику вверх-вниз. |
15. Проверьте посадку поршневого пальца в верхней головке шатуна. Зазор между пальцем и втулкой верхней головки шатуна должен быть в пределах 0,0045–0,0095 мм. Пальцы, поршни и шатуны разбиты на четыре размерные группы и промаркированы краской. Палец маркируют на внутренней поверхности с одного конца, шатун — на стержне, поршень — на нижней поверхности одной из бобышек или выбивают римскую цифру на днище поршня.
Слегка смажьте поршневой палец чистым моторным маслом и вставьте в верхнюю головку шатуна. Палец должен входить в головку от усилия руки ровно, без заеданий. Шатун должен проворачиваться на поршневом пальце под действием собственного веса из горизонтального положения. В вертикальном положении палец не должен выдвигаться или выпадать из головки шатуна под действием собственного веса. Поршневой палец и шатун должны быть одной размерной группы или соседних групп.
16. Поршни с поршневыми кольцами, пальцами и шатунами в сборе подбирают по массе. Разница по массе для одного двигателя должна быть не больше 10 г.
17. Осмотрите шатунные вкладыши. Если на них есть задиры, выкрашивания и другие повреждения, замените вкладыши.
18. Установите на шатуны крышки и измерьте диаметр отверстия в нижней головке шатуна. Номинальный диаметр отверстия 60+0,019 мм, предельно допустимый – 60,03 мм. Если измеренный диаметр превышает предельно допустимый, замените шатун с крышкой. Измерьте диаметр отверстия во втулке верхней головки шатуна. Номинальный диаметр отверстия 22+0,007 –0,003 мм, предельно допустимый – 22,01 мм. Если измеренный диаметр превышает предельно допустимый, замените шатун. Размеры шатунно-поршневой группы приведены в табл. 5.3.
Таблица 5.3 Номинальные и предельно допустимые размеры и посадка сопрягаемых деталей шатунно!поршневой группы двигателя ЗМЗ!409.10
*Допуск 0,06 мм разбит на 5 групп (через 0,012 мм)
19. Соберите поршень 4 с шатуном 3. Предварительно нагрейте поршень до температуры 60–80 °С. Затем быстро вставьте шатун в поршень так, чтобы надпись «Перед» на поршне и выступА на шатуне были с одной стороны, и запрессуйте поршневой палец 6
С максимальным натягом 0,0025 мм. Установите стопорные кольца 5. Наденьте с помощью съемника поршневые кольца на поршень.
Вставьте вкладыш 7 в нижнюю головку шатуна — фиксирующий выступ («замок») на вкладыше должен войти в выемку в нижней головке поршня. Вставьте вкладыш 1 в крышку 2 шатуна — фиксирующий выступ («замок») вкладыша должен войти в выемку в крышке. Смажьте цилиндр, поршень 4, шатунную шейку коленчатого вала и вкладыши 1 и 7 чистым моторным маслом. Сориентируйте поршневые кольца так, чтобы замки компрессионных колец были расположены под углом 180° друг к другу, замки дисков маслосъемного кольца — также под углом 180° друг к другу и под 90° к замкам компрессионных колец, замок расширителя маслосъемного кольца — под углом 45° к замку одного из дисков маслосъемного кольца. Поверните коленчатый вал так, чтобы шатунная шейка того цилиндра, в который устанавливают поршень, находилась в НМТ. Вставьте поршень с шатуном в цилиндр так, чтобы надпись «Перед» на бобышке поршня была обращена к передней части двигателя (к приводу распределительных валов).
С помощью специальной оправки обожмите поршневые кольца и легкими ударами рукояткой молотка протолкните поршень в цилиндр, при этом оправка должна быть плотно прижата к блоку, иначе можно сломать поршневые кольца. Продвиньте поршень вниз, чтобы нижняя головка шатуна села на шатунную шейку коленчатого вала, снимите с шатунных болтов обрезки шлангов. Установите крышку 2 шатуна на шатунные болты так, чтобы уступБ на крышке шатуна был с той же стороны, что и выступА на нижней головке шатуна; номера цилиндра, выбитые на шатуне и крышке, были расположены с одной стороны, а«замки» вкладышей — друг против друга.
20. Заверните гайки шатунных болтов и затяните их моментом 68–75 Н·м (6,8–7,5 кгс·м).
21. Аналогично установите остальные поршни с шатунами.
22. Несколько раз проверните коленчатый вал, он должен вращаться легко, без заеданий.
23. Установите масляный насос, масляный картер и головку блока цилиндров.
Ремонт двигателя автомобилей УАЗ
Условно различают два вида ремонта двигателя: текущий (гаражный) и капитальный.
Текущий ремонт предназначен для восстановления работоспособности двигателя путем замены или ремонта отдельных его деталей, кроме базовых, к которым относятся блок цилиндров и коленчатый вал. При текущем ремонте могут быть заменены поршневые кольца, вкладыши шатунных и коренных подшипников коленчатого вала, поршни, поршневые пальцы, клапаны и их направляющие втулки, упорные шайбы коленчатого вала и другие детали.
При капитальном ремонте восстанавливают до номинальных значений зазоры и натяги во всех сопряжениях деталей двигателя. При этом двигатель полностью разбирают, а гильзы цилиндров и коленчатый вал обязательно подвергают механической обработке или при наличии оборотных деталей заменяют.
Общую продолжительность службы двигателя определяет износ базовых деталей двигателя. Как текущий, так и капитальный ремонт двигателя надо проводить по потребности. Основанием для ремонта служат неисправности в работе двигателя, появляющиеся в процессе эксплуатации автомобиля. Однако для продления общего срока службы двигателя и увеличения пробега до капитального ремонта рекомендуется притирать клапаны (первый раз после 5000-8000 км и затем через каждые 40 000 — 50 000 км пробега) и заменять поршневые кольца и вкладыши подшипников коленчатого вала (особенно шатунных) после пробега 70 000-90 000 км.
При больших износах цилиндров (0,25 мм и более) замена поршневых колец без замены поршней очень часто не приводит к желаемым результатам.
Предельно допустимые износы
Величины зазоров и износов, приведенные в таблице, получены в результате обмера основных деталей тех двигателей, в работе которых появлялись различные неполадки (увеличенный расход масла или бензина, большой пропуск газов, низкое давление масла, падение мощности, стуки и т. д.).
Ремонтные размеры деталей двигателя
Двигатель ремонтируют на базе готовых запасных частей номинальных и ремонтных размеров, обеспечивающих возможность повторных ремонтов.
Сопряжения деталей двигателя
Зазоры и натяги, которые необходимо выдерживать при ремонте двигателя и его узлов, даны в табл. 6. Уменьшение или увеличение зазоров против рекомендуемых непременно приведет к ухудшению смазки трущихся поверхностей, а следовательно, и к ускоренному износу их. Уменьшение натягов в неподвижных (прессовых) посадках тоже крайне нежелательно.
Для таких деталей, как направляющие втулки и вставные седла выпускных клапанов, уменьшение натягов может привести к ухудшению передачи тепла охлаждаемым водой стенкам головки цилиндров со всеми вытекающими отсюда последствиями: короблением, пригоранием, интенсивными износами, задирами и т. п.
Снятие и установка двигателя
Двигатель снимают вверх через кабину при помощи грузоподъемного устройства. Для облегчения снятия в крыше авто-мобнля имеется люк для троса грузоподъемника. При снятии двигателя с автомобиля, не имеющего люка в крыше кабины, подъемником может служить таль грузоподъемностью 0,5 т без блока на крюке. Таль подвеш-ивают на деревянный брус (или металлическую трубу) длиной 3000 мм, достаточной прочности, пропущенный в дверные проемы и установленный на деревянные козлы высотой 1750 мм.
Перед снятием двигателя на автомобиле, установленном на осмотровой яме, необходимо провести следующие подготовительные операции.
Слить воду из системы охлаждения и масло из картера двигателя.
Снять сиденья и панели капота, воздушный фильтр и катушку зажигания, крышку капота, люк в крышке кабины, брызговики двигателя и приемную трубу глушителя, водяной радиатор, который (после отъединения его ог рамы, двигателя и кузова и снятия вентилятора) вытаскивают в кабину.
Отъединить от двигателя: шланги отопителя и масляных фильтров тонкой и грубой очистки и все электропровода.
Снять краник масляного радиатора, датчик давления масла и тройник фильтра грубой очистки, болты крепления подушек передних опор двигателя вместе с нижними подушками опор (у автомобилей семейства УАЗ -451М отъединить заднюю точку крепления двигателя), распорную тягу, отъединить тягу управления сцепления и снять масленку.
Установить скобу на вторую и четвертую шпильки головки цилиндров, считая от переднего торца блока.
После этого, приподняв немного двигатель подъемником и отъединив от него коробку передач, осторожно вытаскивают его в кабину, а затем по доске спускают на землю. На автомобилях семейства УАЗ -452 коробка передач остается на шасси вместе с раздаточной коробкой. На автомобилях семейства УАЗ -451М коробку передач после отъединения от двигателя снимают с шасси.
Устанавливают двигатель на автомобиль в обратной последовательности.
Двигатель можно также снимать, опуская его вниз. В этом случае его снимают вместе с коробкой передач и раздаточной коробкой. Этот способ значительно сложнее. На грузовых автомобилях УАЗ -451ДМ и УАЗ -452Д при снятии двигателя предварительно снимают кабину.
Разборка и сборка двигателя
При индивидуальном методе ремонта двигателя детали, пригодные к дальнейшей работе, устанавливают на свои прежние места, где они приработались. Для обеспечения этого такие детали, как поршни, поршневые кольца, шатуны, поршневые пальцы, вкладыши, клапаны, штанги, коромысла и толкатели при снятии необходимо маркировать любым из возможных способов, не вызывающих порчи деталей (кернением, надписыванием, прикреплением бирок и т. п.).
При ремонте нельзя раскомплектовывать крышки шатунов с шатунами, переставлять картер сцепления и крышки коренных подшипников с одного двигателя на другой или менять местами крышки средних коренных подшипников в одном блоке, так как перечисленные детали обрабатывают на заводе совместно и поэтому они невзаимозаменяемы.
Если картер сцепления заменяют новым, то необходимо проверить концентричность отверстия, служащего для центрирования коробки передач, с осью коленчатого вала, а также перпендикулярность заднего торца картера относительно оси коленчатого вала. Стойку индикатора при проверке закрепляют на фланце коленчатого вала. Сцепление при этом должно быть снято. Биение отверстия и торца картера не должно превышать 0,08 мм.
После разборки двигателя детали тщательно обезжиривают и очищают от нагара и смолистых отложений.
Нагар с поршней, впускных клапанов и камер сгорания удаляют механическим или химическим способом. Наиболее простым способом очистки деталей является ручная мойка керосином или бензином в небольших ваннах волосяными щетками и скребками.
Химический способ удаления нагара заключается в выдерживании деталей в ванне с раствором, подогретым до 80-95 °С, в течение 2-3 ч.
После очистки детали промывают горячей (80-90 °С) водой и обдувают сжатым воздухом.
Промывать детали из алюминиевых и цинковых сплавов в растворах, содержащих щелочь (NaOH), нельзя, так как щелочь разъедает алюминий и цинк.
При сборке двигателя необходимо соблюдать следующие условия.
Резьбовые детали (шпильки, пробки, штуцеры), если их вывертывали или заменяли в процессе ремонта, ставить на сурике или белилах, разведенных натуральной олифой.
Неразъемные соединения, например заглушку блока цилиндров, надо ставить на нитролаке.
Ремонт блока цилиндров
Все поверхности трения в отверстиях блока, кроме направляющих отверстий толкателей, снабжены сменными втулками: сменные гильзы цилиндров, сменные вкладыши коренных подшипников коленчатого вала, сменные втулки опо,р распределительного вала. Такая конструкция блока делает его практически, неизнашиваемым, а его ремонт в основном сводится к пере-шлифовке или замене гильз цилиндров, замене изношенных втулок подшипников распределительного вала полуобработанными с последующей их обработкой под требуемые размеры, ремонту направляющих толкателей и замене вкладышей коренных подшипников коленчатого вала.
Расточка и смена гильз блока цилиндров
Максимально допустимый износ гильз цилиндров 0,30 мм. При наличии такого износа гильзу вынимают из блока цилиндров и растачивают до ближайшего ремонтного размера с допуском на обработку +0,06 мм.
При обработке гильзу нельзя зажимать в кулачковый патрон, так как неминуема деформация гильзы и искажение размеров после снятия ее со станка.
Закрепляют гильзу в приспособлении, представляющем собой втулку с посадочными поясками диаметром 100 и 108 мм. Гильзу ставят во втулку до упора в верхний буртик, который зажимают накладным кольцом в осевом направлении.
Чистота поверхности зеркала после обработки должна соответствовать V9. Достигают этого тонкой расточкой или шлифовкой с последующим хонингованием.
Овальность и конусность допускаются до 0,02 мм, причем большее основание конуса должно располагаться в нижней части гильзы. Бочкообразность и корсетность допускаются не более 0,01 мм.
Зеркало обрабатывают концентрично установочным пояскам. Биение этих поясков относительно зеркала должно быть не более 0,01 мм.
Ремонтные размеры гильз равны 92,5; 93,0 и 93,5 мм.
Рис. 1 Приспособление для удаления гильз из блока цилиндров
Рис. 2. Замер выступания гильзы над плоскостью блока
Так как для удаления гильзы из блока необходимо приложить некоторое усилие, то гильзу рекомендуется снимать при помощи приспособления. Удалять гильзу ударами по выступающей в картер нижней ее части нельзя, так как можно повредить стенки гильзы, и тогда она станет непригодной для дальнейшего применения.
Забивать новую гильзу в гнездо блока также нельзя; она должна свободно от руки входить в гнездо.
После установки гильз в блок цилиндров необходимо проверить величину выступания верхнего торца гильзы над верхней плоскостью блока, как показано на рис. 43. Величина выступания должна быть 0,005-0,055 мм. При недостаточном выступа-нии (менее 0,005 мм) может пробить прокладку головки цилиндров и неизбежно попадание воды в камеру сгорания из-за недостаточного уплотнения верхнего пояска гильзы с блоком цилиндров. При проверке величины выступания торца гильзы над блоком необходимо снять с гильзы резиновое уплотнительное кольцо. ‘
Чтобы гильзы не выпали из гнезд при дальнейших ремонтных операциях, их закрепляют в блоке при помощи шайбы и втулки, надеваемых на шпильку крепления головки цилиндров.
Изношенные после третьего ремонта (перешлифовки) гильзы заменяют новыми. С этой целью с IV квартала 1966 г. введена поставка в запасные части ремонтного комплекта, состоящего из гильзы цилиндра с поршнем, поршневым пальцем, стопорными и поршневыми кольцами. Номер комплекта по каталогу ВК-21-1000105-А.
Ремонт опор распределительного вала и направляющих толкателей, а также порядок замены коренных вкладышей коленчатого вала изложены в соответствующих разделах настоящей главы.
Ремонт головки цилиндров
К основным неисправностям головки цилиндров, которые можно устранить ремонтом, относятся: коробление плоскости прилегания к блоку цилиндров, износ седел и направляющих втулок клапанов.
Непрямолинейность плоскости головки, соприкасающейся с блоком, при проверке ее на контрольной плите щупом не должна быть более 0,05 мм. Незначительное коробление головки (до 0,3 мм) рекомендуется устранять шабровкой плоскости по краске. При короблениях, превышающих 0,3 мм, головку необходимо шлифовать «как чисто». При этом глубину камер сгорания уменьшать более чем на 0,7 мм против номинального размера нельзя.
Ремонт седел и направляющих втулок клапанов см. в разделе «Восстановление герметичности клапанов».
Рис. 3. Подбор поршневых колец по цилиндру
Замена поршневых колец
Необходимость в замене поршневых колец возникает через 70 000-90 000 км пробега автомобиля в зависимости от качества применяемых горюче-смазочных материалов и общих условий эксплуатации автомобиля.
Поршневые кольца ремонтных размеров отличаются от номинальных только наружным диаметром.
Кольца того или иного ремонтного размера предназначены для установки в цилиндры, обработанные под данный ремонтный размер, и для установки в изношенные цилиндры ближайшего меньшего ремонтного размера путем подпиливания их стыков до получения зазора в замке 0,3-0,5 мм.
Боковой зазор в стыке кольца проверяют, как показано на рис. 3.
Рис. 4. Установка поршневых колец на поршень
К перешлифованным цилиндрам кольца подгоняют по верхней части, а к изношенным — по нижней части цилиндра (в пределах хода поршневых колец). При подгонке кольцо устанавливают в цилиндре в рабочее положение, т. е. в плоскости, перпендикулярной оси цилиндра, и продвигают при помощи головки поршня. Стыки колец обязательно надо припиливать так, чтобы плоскости стыков при сжатом кольце были параллельны.
После подгонки колец по цилиндрам необходимо проверить боковой зазор между кольцами и канавками в поршне, который должен быть: для верхнего компрессионного кольца в пределах 0,050-0,082 мм, а для нижнего компрессионного и маслосъемного — 0,035-0,067 мм. При больших зазорах замена поршневых колец не исключит повышенного расхода масла на угар. В этом случае одновременно с заменой колец надо заменять и поршни (см. раздел «Замена поршней»).
Рис. 5. Очистка канавок поршневых колец от нагара
При замене только поршневых колец без замены поршней необходимо удалять нагар с днищ поршней, из кольцевых канавок в головке порш-
ня и маслоотводящих отверстий, расположенных в канавках для маслосъемных колец. Нагар из канавок надо удалять осторожно, чтобы не повредить их боковые поверхности, при помощи приспособления, показанного на рис. 5.
Из маслоотводящих отверстий нагар удаляют сверлом диаметром 3 мм, которое приводится во вращение электродрелью или вручную.
При использовании новых или перешлифованных под ремонтный размер гильз цилиндров необходимо, чтобы верхнее компрессионное кольцо имело хромовое покрытие, а остальные были лужеными или фосфатированными. При замене только поршневых колец, без ремонта или замены гильзы, все они должны быть лужеными или фосфатированньши, так как к изношенной гильзе хромированное кольцо прирабатывается очень плохо.
Перед установкой поршней в цилиндры необходимо развести стыки поршневых колец под углом 120° друг к другу.
После смены поршневых колец в течение 1000 км пробега не следует повышать скорость автомобиля свыше 60 км/ч.
Замена поршней
Поршни нужно менять чаще всего вследствиеизноса канавки верхнего порш,невого кольца и реже из-за износа юбки поршня.
При текущем ремонте двигателя в частично изношенные цилиндры, как правило, устанавливают поршни того же размера (номинального или ремонтного), какой имели поршни, ранее работавшие в данном двигателе. Однако желательно подобрать комплект большего размера поршней для уменьшения зазора между юбкой поршня и зеркалом цилиндра.
В этом случае зазор между юбкой поршня и зеркалом цилиндра следует проверять в нижней, наименее изношенной части цилиндра.
Нельзя допускать уменьшения зазора в этой части цилиндра ниже 0,02 мм.
К обработанным под ремонтный размер цилиндрам поршни подбирают по усилию, необходимому для протягивания ленты-щупа, вставляемого в зазор между поршнем и гильзой.
Усилие протягивания ленты толщиной 0,05 мм и шириной 13 мм должно быть в пределах 3,5-4,5 кГ. Щуп-ленту располагают в плоскости, перпендикулярной к оси поршневого пальца.
Для обеспечения правильного подбора к цилиндру поршень должен быть обязательно без поршневого пальца, искажающего на холодном поршне истинные размеры его юбки. При этом поршень устанавливают в цилиндр юбкой вверх, как показано на рисунке, иначе при протягивании будет закусывать ленту-щуп юбкой поршня из-за ее конусности.
В запасные части поставляют поршни вместе с подобранными к ним поршневыми пальцами и стопорными кольцами.
Рис. 6. Подбор поршней к цилиндрам: 1 — динамометр; 2 — лента-щуп; 3 — втулка; 4 — шайба
На днищах поршней ремонтного размера вместо буквенного обозначения непосредственно выбит размер диаметра юбки поршня, округленный до 0,01 мм. Например 92,5 мм.
Кроме подбора поршней к цилиндрам по диаметру юбки, их подбирают также по весу. Это необходимо для сохранения уравновешенности двигателя. Разница в весе самого легкого и самого тяжелого поршней для одного двигателя не должна превышать 4 г.
Поршни в цилиндры устанавливают при помощи приспособления, показанного на рис. 7. Внутренний диаметр А кольца делают равным размеру цилиндра (номинальному или ремонтному) с допуском +0,01 мм.
При установке поршней в цилиндры необходимо, чтобы метка «назад», выбитая на поршне, была обращена к маховику.
На всех поршнях ремонтных размеров отверстия в бобышках под поршневой палец делаются номинального размера. Чистота поверхности должна быть V8. Конусность и овальность отверстия допускаются не более 0,005 мм. При обработке должна быть обеспечена перпендикулярность оси отверстия к оси поршня, допускаемое отклонение не более 0,05 мм на длине 100 мм.
Ремонт шатунов
Ремонт шатунов сводится к замене втулки верхней головки и последующей обработке ее под поршневой палец номинального размера или к обработке имеющейся в шатуне втулки под палец ремонтного размера.
В запасные части поставляют втулки одного размера, свернутые из бронзовой ленты ОЦС4-4-2,5 толщиной 1 мм.
При запрессовке новой втулки в шатун необходимо обеспечить совпадение отверстия во втулке с отверстием в верхней головке шатуна для обеспечения подачи смазки к поршневому пальцу.
После запрессовки втулку уплотняют гладкой брошью до диаметра 24,3+0’045 мм, а затем уже развертывают или растачивают под номинальный или ремонтный размер с допуском мм.
Рис. 7. Приспособление для установки поршня с кольцами в цилиндр
Расстояние между осями отверстий нижней и верхней головок шатуна должно быть равным 168±0,05 мм; допустимая непараллельность осей в двух взаимно перпендикулярных плоскостях не более 0,04 мм на длине 100 мм; овальность и конусность не должны превышать 0,005 мм. Чтобы выдержать указанные размеры и допуски, развертывать втулку верхнего отверстия шатуна рекомендуется в кондукторе.
После развертывания отверстия доводят на специальной шлифовальной головке, держа шатун в руках как показано на рис. 8.
Шлифовальные бруски головки устанавливают микрометрическим винтом на требуемый ремонтный размер. Чистота обработки — V8.
Шатуны, отверстия под вкладыши в нижней головке которых имеют овальность более 0,05 мм, выбраковывают.
Замена и ремонт поршневых пальцев
Для замены поршневых пальцев без предварительной обработки отверстий в поршне и в верхней головке шатуна применяют поршневые пальцы, увеличенные по диаметру на 0,08 мм. Применение пальцев, увеличенных на 0,12 и 0,20 мм, требует предварительной обработки отверстий в бобышках поршня и в верхней головке шатуна, как описано выше (см. разделы «Замена поршней» и «Ремонт шатунов»).
Рис. 8. Доводка отверстия в верхней головке шатуна: 1 — державка; 2 — шлифовальная головка; 3 — зажим
Рис. 9. Снятие стопор-пых колец поршневого пальца
Перед выпрессозкой поршневого пальца из поршня необходимо вынуть стопорные кольца поршневого пальца плоскогубцами (рис. 9). Выпрессовывают и запрессовывают палец в приспособлении, как показано на рис. 10. Перед выпрессовкой пальца поршень нагревают в горячей воде до 70 °С.
Поршневые пальцы ремонтируют перешлифовкой их с больших ремонтных размеров на меньшие или хромированием с последующей обработкой под номинальный или ремонтный размер.
Сборка шатунно-поршневой группы
Для обеспечения работы шатунно-поршневой группы без стуков поршень, поршневой палец и шатун подбирают друг к другу с минимально необходимыми зазорами для нормальной их смазки.
Поршневой палец к верхней головке шатуна подбирают с зазором 0,0045-0,0095 мм. В практике палец подбирают так, чтобы при нормальной комнатной температуре он плавно перемещался в отверстии верхней головки шатуна от легкого усилия большого пальца руки.
В поршень палец устанавливают с натягом 0,0025 — 0,0075 мм. Практически поршневой палец подбирают таким образом, чтобы при нормальной комнатной температуре поршневой палец не входил бы в поршень от усилия руки, а при нагревании поршня в горячей воде до температуры 70°С входил в него свободно. Поэтому перед сборкой пальца с поршнем поршень необходимо нагреть в горячей воде до 70 °С. Запрессовывание пальца без предварительного подогрева поршня приведет к порче поверхности отверстий в бобышках поршня, а также к деформации самого поршня. Подсборку шатунно-поршневой группы выполняют в том же приспособлении, что и разборку.
Следует иметь в виду, что для обеспечения балансировки двигателя разница в весе установленных в двигатель поршней в сборе с Шатунами не должна превышать 8 г.
Рис. 10. Приспособление для запрессовки поршневого пальца: 1 — направляющая; 2 — палец; 3 — плунжер
Рис. 11. Подбор поршневого пальца
Стопорные кольца поршневого пальца должны сидеть в своих канавках с некоторым натягом. Не рекомендуется применять стопорные кольца, бывшие в употреблении.
Учитывая сложность подбора поршневого пальца к поршню и шатуну (необходимость обеспечения номинальных посадок), в запасные части поршни поставляют в сборе с поршневым пальцем и стопорными кольцами.
Ремонт коленчатого вала
Ремонтные размеры шатунных и коренных шеек определяются размерами комплектов шатунных и коренных вкладышей, выпускаемых в запасные части.
Радиальные зазоры в шатунных и коренных подшипниках коленчатого вала должны быть соответственно в пределах 0,026-0,077 и 0,026-0,083 мм. Перешлифовывают шейки с допуском -0,013 мм. Так, например, при перешлифовке шеек вала под первые ремонтные комплекты вкладышей размеры шатунных и коренных шеек должны соответственно находиться в пределах 57,750-57,737 и 63,750-63,737 мм.
Ремонтный размер шатунных шеек может не совпадать с ремонтным размером коренных шеек, но все шатунные и все коренные шейки следует перешлифовать под один ремонтный размер.
Фаски и отверстия переднего и заднего концов вала не пригодны для установки вала в центре шлифовального станка. Для этого надо делать съемные центра-стаканы: передний центр напрессовывают на шейку диаметром 38 мм, а задний центрируют по наружному диаметру фланца (122 мм) вала и крепят к нему болтами. При изготовлении переходных центров нужно обеспечить концентричность центрового отверстия с установочным отверстием. При несоблюдении этого условия нельзя обеспечить необходимой концентричности посадочных мест маховика и шестерни к осям коренных шеек.
При шлифовке шатунных шеек вал устанавливают по дополнительным центрам, соосным осям шатунных шеек. Для этого можно использовать центра-стаканы, предусмотрев на них фланцы с двумя дополнительными центровыми отверстиями, отстоящими от среднего отверстия на 46±0,05 мм.
Для переднего конца лучше сделать новый центр-фланец, устанавливаемый на шейку диаметром 40 мм (на шпонке) и дополнительно закрепляемый болтом (храповиком), ввертываемым в резьбовое отверстие.
Перед шлифованием шеек углубить фаски на кромках масляных каналов настолько, чтобы ширина их после снятия всего припуска на шлифование была в пределах 0,8-1,2 мм. Делают это при помощи наждачного камня с углом при вершине 60-90°, приводимого во вращение электродрелью.
При шлифовке шатунных шеек следует остерегаться затрагивания шлифовальным кругом боковых поверхностей шеек. В противном случае осевой зазор шатунов будет чрезмерно велик и шатуны будут стучать. Радиус перехода к боковой поверхности выдерживать в пределах 1,2-2 мм. Чистота поверхности шеек после обработки должна быть V9. Шлифование ведут с обильным охлаждением эмульсией.
В процессе перешлифовки необходимо выдерживать:
— расстояние между осями коренных и шатунных шеек в пределах 46+0,05 мм;
— овальность и конусность шеек не более 0,01 мм; угловое расположение шатунных шеек в пределах ±0°10’;
— непараллельность осей шатунных шеек с осью коренных шеек не более 0,012 мм на всей длине шатунной шейки;
— биение (при установке вала крайними коренными шейками на призмы) средних коренных шеек не более 0,02 мм, шейки под распределительную шестерню -до 0,03 мм, а шеек под ступицу шкива и задний сальник — до 0,04 мм.
После шлифовки шеек коленчатый вал промывают, а масляные каналы очищают от абразивов и смолистых отложений при помощи металлического ерша и керосина. Пробки грязеуловителей при этом вывертывают. После очистки грязеуловителей и каналов вновь завертывают пробки на место и кернят каждую из них для предотвращения самопроизвольного вывертывания.
Очищать масляные каналы следует и при эксплуатационном ремонте двигателя, когда коленчатый вал вынимают из блока.
После ремонта коленчатый вал собирать надо с тем маховиком и сцеплением, которые стояли на нем до ремонта. Устанавливать при этом сцепление на маховик надо по заводским меткам «О», нанесенным на обеих деталях одна против другой около одного из болтов крепления кожуха сцепления к маховику.
Перед установкой на двигатель коленчатый вал подвергают динамической балансировке на балансировочном станке. Предварительно необходимо сцентрировать ведомый диск сцепления при помощи ведущего вала коробки передач или специальной оправки.
Дисбаланс устраняют высверливанием металла в ободе маховика на радиусе 158 мм сверлом 12 мм. Глубина сверления не должна превышать 12 мм. Допустимый дисбаланс не более 70 Гсм.
Замена вкладышей коренных и шатунных подшипников коленчатого вала
Вкладыши коренных и шатунных подшипников заменяют при увеличении диаметрального зазора в подшипниках более 0,15 мм. При зазорах, превышающих указанную величину, появляются стуки подшипников, повышается расход смазки и снижается давление масла в масляной магистрали, так как смазка при этом свободно вытекает из подшипников и производительность масляного насоса оказывается недостаточной для поддержания нормального давления.
Расход смазки увеличивается вследствие того, что количество масла, попадаемого на стенки цилиндров за счет разбрызгивания, увеличивается настолько, что поршни и поршневые кольца не справляются с задачей регулирования масляной пленки на стенках цилиндров и пропускают значительное количество его в камеры сгорания, где оно и сгорает.
В результате вытекания смазки из подшипников и снижения давления масла в масляной магистрали нарушается масляная пленка в подшипниках, появляется полусухое трение и, как следствие, повышается интенсивность износа вкладышей и шеек коленчатого вала.
Поэтому своевременная смена вкладышей подшипников коленчатого вала продлит срок службы коленчатого вала и двигателя в целом.
В запасные части поставляют вкладыши коренных и шатунных подшипников номинального и ремонтных размеров. Вкладыши ремонтных размеров отличаются от вкладышей номинального размера уменьшенным на 0,05; 0,25; 0,50; 0,75; 1,0; 1,25 и 1,50 мм внутренним диаметром. В продажу вкладыши поступают комплектами на один двигатель.
Вкладыши коренных и шатунных подшипников заменяют без какой-либо подгонки.
В зависимости от износа шеек при первой смене вкладышей необходимо применять вкладыши номинального или в крайнем случае первого ремонтного размера, уменьшенные на 0,05 мм.
Вкладыши второго и последующих ремонтных размеров устанавливают в двигатель только после перешлифовки шеек коленчатого вала.
Если же в результате многократных перешлифовок диаметры шеек коленчатого вала уменьшены настолько, что вкладыши последнего ремонтного размера окажутся непригодными Для него, то необходимо собрать двигатель с новым валом. Для такого случая в запасные части поставляют комплект ВК-21А-1005014, состоящий из коленчатого вала и комплектов коренных и шатунных вкладышей номинального размера.
Радиальный зазор в шатунных и коренных подшипниках коленчатого вала должен быть соответственно в пределах 0,026- 0,077 и 0,026-0,083 мм.
Простой и надежной является проверка зазоров в подшипниках «на ощупь». При этом считают, что пр-и нормальных зазорах шатун без поршня, подсобранный на шейке вала с полностью затянутой крышкой, должен плавно опускаться под действием собственного веса из горизонтального в вертикальное положение. При нормальных зазорах в коренных подшипниках; коленчатый вал при полностью затянутых крышках, без шатунов, должен проворачиваться вручную за два колена без заметного усилия.
При проверке «на ощупь» коренные и шатунные шейки смазывают маслом, заливаемым в картер двигателя.
При смене вкладышей необходимо соблюдать следующее.
Вкладыши заменять без каких-либо подгоночных операций и только попарно.
Половинки вкладышей коренных подшипников, имеющие посредине отверстия для подвода масла, ставят в постели блока, а половинки без отверстий — в крышки.
Следить, чтобы фиксирующие выступы на стыках вкладышей свободно (от усилия руки) входили в пазы в постелях.
Одновременно с заменой вкладышей нужно очистить грязеуловители в шатунных шейках.
Шатунные вкладыши можно заменять, не снимая двигателя с шасси автомобиля. Замена коренных вкладышей более трудоемка и поэтому лучше производить ее на двигателе, снятом с шасси автомобиля.
После замены вкладышей двигатель обкатывают, как указано в разделе «Обкатка двигателя после ремонта».
Если двигатель при замене вкладышей не снимали с автомобиля, то на протяжении первых 1000 км пробега автомобиля не следует двигаться со скоростью свыше 60 км/ч.
Одновременно с заменой вкладышей необходимо проверить осевой зазор в упорном подшипнике коленчатого вала, который должен быть в пределах 0,075-0,175 мм. В случае, если осевой зазор окажется чрезмерным (более 0,175 мм), необходимо заменить упорные шайбы новыми. Шайбы выпускают четырех размеров по толщине: 2,350-2,375; 2,375- -2,400; 2,400-2,425; 2,425-2,450 мм. Зазоры в упорном подшипнике проверяют следующим образом. Закладывают отвертку (рис. 12) между первым кривошипом вала и передней стенкой блока и, пользуясь ею как рычагом, отжимают вал к заднему концу двигателя. При помощи щупа определяют зазор между торцом задней шайбы упорного подшипника и плоскостью бурга первой коренной шейки.
Рис. 12. Проверка осевого зазора коленчатого вала
Ремонт распределительного вала
Характерными неисправностями распределительного вала, появляющимися в процессе работы двигателя, являются: износ опорных шеек вала, износ и задиры кулачков и прогиб вала. Указанные неисправности распределительного вала вызывают стуки в клапанном механизме, а увеличение зазоров в подшипниках, кроме того, приводит к падению давления масла в системе смазки.
Зазоры в подшипниках распределительного вала восстанавливают перешлифовкой опорных шеек вала, уменьшая их размер (не более чем на 0,75 мм), и заменой изношенных втулок полуобработанными с последующей расточкой их под размеры перешлифованных шеек.
Перед перешлифовкой шеек распределительного вала углубляют канавки на первой и последней шейках на величину уменьшения диаметра этих шеек, для того чтобы после перешлифовки шеек было обеспечено поступление смазки к распределительным шестерням и к оси коромысел. Шлифование шеек выполняют в центрах с допуском —0,02 мм. После шлифовки шейки полируют. Выпрессовывать и запрессовывать втулки удобнее при помощи резьбовых шпилек (соответствующей длины) с гайками и подкладных шайб.
Полуобработанные втулки подшипников распределительного вала, поставляемые в запасные части комплектом на один двигатель, имеют размеры наружного диаметра такие же, как и втулки номинального размера, поэтому их запрессовывают в отверстия блока без предварительной обработки.
Для обеспечения достаточной толщины баббитового слоя величина ремонтного уменьшения диаметров всех втулок должна быть одинаковой.
При запрессовке втулок необходимо следить за совпадением их боковых отверстий с масляными каналами в блоке. Втулки растачивают, уменьшая диаметр каждой последующей втулки, начиная от переднего торца блока, на 1 мм.
При растачивании втулок необходимо выдерживать расстояние между осями отверстий под коленчатый и распределительный валы в пределах 118+0,025 мм. Этот размер проверяют У переднего торца блока Отклонение от соосности отверстий во втулках должно быть не более 0.04 мм, а отклонение от параллельности коленчатого и распределительного валов-в пределах 0,04 мм на длине блока. Чтобы обеспечить соосность втулок в заданных пределах, их обрабатывают одновременно при помощи длинной и достаточно жесткой борштанги с насаженными на нее по числу опор резцами или развертками. Устанавливать борштангу надо, базируясь на отверстия для вкладышей коренных подшипников.
Кулачки распределительного вала при незначительных изно-сах и задирах зачищают наждачной бумагой: сначала крупнозернистой, а затем полируют мелкозернистой. При этом наждачная бумага должна охватывать не менее половины профиля кулачка и иметь некоторое натяжение, что обеспечит наименьшее искажение профиля кулачка.
При износах кулачков по высоте более чем на 0,5 мм распределительный вал заменяют новым, так как при таких износах уменьшается наполнение цилиндров, а следовательно, и мощность двигателя.
Погнутость распределительного вала проверяют индикатором по затылкам впускных и выпускных кулачков второго и третьего цилиндров. Вал при этом устанавливают в центрах. Если биение вала, замеренное таким образом, превышает 0,03 мм, то вал правят.
Восстановление герметичности клапанов
Нарушение герметичности клапанов при правильных зазорах между стержнями клапанов и коромыслами (0,25-0,30 мм), а также при исправной работе карбюратора и приборов зажигания обнаруживают по характерным хлопкам из глушителя и карбюратора. Двигатель при этом работает с перебоями и не развивает полной мощности.
Герметичность клапанов восстанавливают притиркой рабочих фасок клапанов к их седлам. При наличии же на рабочих фасках клапанов и седел раковин, кольцевых выработок или рисок, которые нельзя вывести притиркой, фаски клапанов и седел подвергают шлифовке с последующей притиркой клапанов к седлам. Клапаны с покоробленными головками заменяют новыми.
Клапаны притирают при помощи пневматической или электрической дрели (Чистопольский завод ГАРО выпускает для этой цели пневматическую дрель модели 2213), или вручную при помощи коловорота модели 55832. Во всех случаях притирку ведут возвратно-вращательными движениями, при которых клапан поворачивают в одну сторону несколько больше, чем в другую. На время притирки под клапан устанавливают технологическую пружину с малой упругостью, которая несколько приподнимает клапан над седлом. При легком нажатии клапан должен садиться на седло. Внутренний диаметр пружины около 10 мм.
Для ускорения притирки используют притирочную пасту, составленную из одной части микропорошка М20 по ГОСТ 3647-59 и двух частей масла индустриального (веретенного) по ГОСТ 1707-51. Смесь перед применением тщательно перемешивают. Притирку ведут до получения на рабочих поверхностях седла и тарелки клапана равномерной матовой фаски по всей окружности. К концу притирки уменьшают содержание микропорошка в притирочной пасте, а заканчивают притирку на одном чистом масле. Вместо притирочной пасты можно использовать наждачный порошок № 00, смешанный с маслом, применяемым для двигателя.
Для шлифовки рабочих фасок на клапанах можно использовать настольный шлифовальный станок модели 2414 или 2178 Чистопольского завода ГАРО . Стержень клапана при этом зажимают в центрирующем патроне бабки, устанавливаемой под углом 44°30’ к рабочей поверхности шлифовального камня. Уменьшение на 30’ угла наклона рабочей фаски на головке клапана по сравнению с углом фаски седел ускоряет приработку и улучшает герметичность клапанов. При шлифовании с головки клапана снимают минимальное количество металла, необходимое для вывода изъянов. При этом высота цилиндрического пояска головки клапана после шлифования рабочей фаски должна быть не менее 0,7 мм, а концентричность рабочей фаски относительно стержня — в пределах 0,03 мм общих показаний индикатора. Биение стержня клапана не должно превышать 0,02 мм. Клапаны с большим биением заменяют новыми. Перешлифовывать стержни клапана на меньший размер нецелесообразно, так как возникает необходимость в изготовлении новых сухариков тарелок клапанных пружин.
Фаски седел шлифуют под углом 45° соосно отверстию во втулке. Ширина фаски должна быть в пределах 1,6-2,4 мм. Для шлифования седел рекомендуется применять приспособление, изображенное на рис. 14. Шлифуют седло до тех пор, пока камень не начнет брать по всей рабочей поверхности и без применения притирочных паст или масла.
Рис. 13. Притирка клапанов
После грубой обработки производят чистовое шлифование седла, сменив камень на мелкозернистый. Биение фаски седла относительно оси отверстия втулки клапана допускается не более 0,03 мм. Изношенные седла заменяют новыми. Выпускаемые в запасные части седла клапанов имеют увеличенный на 0,25 мм наружный диаметр по сравнению с диаметром седел, устанавливаемых на заводе. Изношенные седла вырезают из головки при помощи зенкера, изготовленного из твердого сплава. После удаления седла гнездо в головке растачивают до диаметров 38,75 для выпускного клапана и 47,25+°>025 мм для впускного клапана. Перед запрессовкой седел головку нагревают до температуры 170°С, а седла охлаждают в сухом льду. Запрессовку надо выполнять при помощи оправок быстро, чтобы не дать возможности седлам нагреться. После остывания головка плотно охватывает седла. Для увеличения прочности посадки седел их за-чеканивают по наружному диаметру при помощи плоской оправки, добиваясь заполнения фаски седла. Затем седла шлифуют до требуемых размеров и притирают.
Если износ стержня клапана и направляющей втулки настолько велик, что зазор в их сочленении превышает 0,25 мм, то герметичность клапана восстанавливают только после замены клапана и его втулки. В запасные части клапаны выпускают только номинальных размеров, а направляющие втулки с уменьшенным на 0,3 мм внутренним диаметром для развертывания их под окончательный размер после запрессовки в головку цилиндров.
Рис. 14. Приспособление для шлифования седел клапанов: 1 — разрезная втулка; 2 — оправка; 3- шлифовальный круг; 4 — свинцовая шайба; 5 — направляющая втулка; 6 — корпус головки; 7 — штифт; 8 — поводок; 9 — наконечник; 10 — гибкий вал; 11 — вал электродвигателя; 12 — электродвигатель
Изношенную направляющую втулку выпрессовывают из головки при помощи выколотки (рис. 15).
Новую втулку запрессовывают со стороны коромысел при помощи той же выколотки, до упора в стопорное кольцо, имеющееся на втулке. При этом, как и при запрессовке седел клапанов, головку надо нагреть до температуры 170°С, а втулку охладить сухим льдом.
После замены втулок клапанов седла шлифуют (базируясь на отверстия во втулках) и затем притирают к ним клапаны. После шлифования седел и притирки клапанов все газовые каналы, а также все места, куда могла попасть абразивная пыль, тщательно промывают и продувают сжатым воздухом.
Рис. 15. Выколотка направляющих втулок клапанов
Втулки клапанов металлОкерамические, пористые. После окончательной обработки и промывки втулки пропитывают маслом. Для этого в каждую втулку на несколько часов вставляют пропитанный в веретенном масле войлочный фитиль. Стержни клапанов перед сборкой смазывают тонким слоем смеси, приготовленной из семи частей масляного коллоидно-графитного препарата (ГОСТ 5262 — 50) и трех частей масла МС20 (ГОСТ 1013 — 49).
Замена клапанных пружин
Основными неисправностями клапанных пружин, появляющимися в эксплуатации, являются уменьшение упругости, обломы или трещины на витках.
Упругость клапанных пружин проверяют при разборках клапанного механизма. Усилие, необходимое для сжатия новой клапанной пружины до длины 46 мм, должно находиться в пределах 28-33 кГ, а до длины 37 мм — в пределах 63-70 кГ. Если усилие сжатия пружины до длины 46 мм менее 24 кГ, а до длины 37 мм менее 57 кГ, то такую пружину заменяют новой.
Пружины с обломами, трещинами и следами коррозии бракуют.
Замена толкателей и ремонт их направляющих в блоке
Направляющие толкателей изнашиваются незначительно, поэтому нормальный зазор в этом сопряжении чаще всего восстанавливают при капитальном ремонте двигателя, за счет замены изношенных толкателей новыми. В запасные части выпускают толкатели только номинального размера. Если же заменой толкателей не удается получить -необходимые зазоры между их стержнями и направляющими в блоке, то направляющие отверстия растачивают до диаметра 30+0,033 лш, запрессовывают в них на сурике или шеллаке ремонтные втулки и затем растачивают их до диаметра 25+0’025 мм.0+о’ш) мм, внутренний — 24 мм, длина 41 мм.
Толкатели подбирают к отверстиям с зазором 0,040- 0,015 мм.
Правильно подобранный толкатель, смазанный жидким минеральным маслом, должен плавно опускаться под собственным весом в гнездо блока и легко проворачиваться в нем.
Толкатели, имеющие на торцах тарелок лучевые задиры, износ или выкрашивание рабочей поверхности, заменяют новыми.
Ремонт привода распределителя
Изношенные детали привода распределителя заменяют новыми или ремонтируют.
Изношенный по диаметру валик привода распределителя восстанавливают хромированием с последующим шлифованием до размера 13~0’012 мм. При износе паза валика до размера более 3,30 мм и хвостовика по толщине до размера менее 3,86 мм валик заменяют новым.
Шестерню привода распределителя, имеющую обломы, выкрашивания или значительные выработки поверхностей зубьев, а также износ отверстия под штифт до размера (по диаметру) более 4,2 мм, заменяют новой.
Для замены валика или шестерни привода распределителя шестерню спрессовывают с валика, выпрессовав предварительно штифт шестерни при помощи бородка диаметром 3 мм. При спрессовывании шестерни с валика корпус 6 привода устанавливают верхним торцом на подставку с отверстием в ней для прохода валика привода в сборе с упорной втулкой.
При сборке привода необходимо соблюдать следующее.
При установке в корпус привода распределителя валик привода распределителя (в сборе с упорной втулкой) смазывать индустриальным маслом или маслом, применяемым для двигателя.
При этом середина впадины между двумя зубьями на торце должна быть смещена относительно оси шлица валика на 5°30’ ± 1°, как показано на рис. 16.
В собранном приводе распределителя валик должен свободно проворачиваться от руки.
Ремонт масляного насоса
При большом износе деталей масляного насоса снижается давление в системе смазки и появляется шум. Так как давление масла в системе зависит и от состояния редукционного клапана, то перед разборкой насоса проверяют упругость пружины редукционного клапана. Упругость пружины считается достаточной, если для сжатия ее до длины 40 мм необходимо приложить усилие 4,35-4,85 кГ.
Ремонт масляных насосов обычно заключается в шлифовании торцов крышек, замене шестерен и прокладок.
При разборке насоса предварительно высверливают расклепанную головку штифта крепления втулки на его валике, выбивают штифт, снимают втулку и крышку насоса. После выполнения указанных операций валик насоса вместе с ведущей шестерней вынимают из корпуса насоса со стороны его крышки.
Рис. 16. Положение шестерни привода на валике: Б — ось, проходящая через середину впадин зубьев
В запасные части ведущая шестерня масляного насоса поступает в сборе с валиком, что в значительной степени облегчает ремонт масляного насоса.
В случае разборки ведущей шестерни и валика штифт высверливают сверлом диаметром 3 мм.
Валик с износом паза на верхнем торце его до размера по шири-не 4,15 мм и более заменяют новым. В случае замены валика насоса новым на него напрессовывают ведущую шестерню, выдерживая размер от торца валика с прорезью до верхнего торца ведущей шестерни 63+0,12 мм. Отверстие под штифт
в шестерне и валике диаметром мм и глубиной 19 ± 0,5 мм сверлят после нап-рессовки шестерни на валик. Штифт должен иметь диаметр 3_о,о4 мм и длину 18 мм.
Ведущую и ведомую шестерни с износом зубьев заменяют новыми. Установленные в корпус насоса ведущая и ведомая шестерни должны легко вращаться от руки при вращении их за ведущий валик.
Если на внутренней плоскости крышки имеется значительная (более 0,05 мм) выработка от торцов шестерен, ее шлифуют «как чисто».
Между крышкой и корпусом насоса устанавливают паронитовую прокладку толщиной 0,3 — 0,4 мм.
Применение шеллака, краски или других герметизирующих веществ при постановке прокладки и постановка более толстой прокладки не допускаются, так как это вызывает уменьшение производительности насоса.
При сборке насоса необходимо соблюдать следующую последовательность.
Напрессовать на ведущий валик втулку, выдержав размер между торцом ведущего валика и торцом втулки 8 мм (рис. 17). При этом зазор между корпусом насоса и другим торцом втулки должен быть не менее 0,5 мм.
Рис. 17 Крепление втулки на валике масляного насоса
Если работоспособность насоса при помощи ремонта восстановить невозможно, то его нужно заменить новым. Для этой цели в запасные части поставляют комплекты ВК-21-1011100, состоящие из масляного насоса в сборе, уплотнительного кольца трубки маслоприемни-ка и шплинт-проволоки.
Ремонт водяного насоса
Характерными неисправностями водяного насоса являются: течь воды через сальник крыльчатки в результате износа текстолитовой уплотняющей шайбы или разрушения резиновой манжеты сальника; износ подшипников; обломы и трещины крыльчатки водяного насоса.
Подтекание воды из насоса устраняют заменой текстолитовой уплотняющей шайбы и резиновой манжеты. Для указанной замены необходимо снять насос с двигателя, отъединив его от кронштейна, снять съемником крыльчатку (рис. 18) и затем вынуть уплотняющую шайбу и манжету сальника. В запасные части поставляют комплект ВК-21-1300101, состоящий из манжеты сальника, уплотняющей шайбы, пружины, обойм пружины и прокладки корпуса насоса.
Сальник крыльчатки собирают в следующей последовательности: вставляют в держатель сальника на корпусе резиновую манжету в сборе, а затем текстолитовую шайбу. При этом часгь валика насоса, сопряженную с резиновой манжетой, перед установкой сальника и напрессовкой крыльчатки смазывают мылом, а торец крыльчатки, соприкасающийся с упорной текстолитовой шайбой, — тонким слоем графитной смазки.
Перед постановкой сальника его торец проверяют на краску. При сжатии сальника до высоты 13 мм отпечаток торца должен иметь не менее двух полностью замкнутых окружностей без разрывов.
Рис. 18. Снятие крыльчатки водяного насоса
Рис. 19. Снятие ступицы шкива водяного насоса
Напрессовывать крыльчатку на валик следует на ручном прессе, до упора ее ступицы в торец лыски. При этом насос дол-’ жен опираться передним торцом валика на стол, а нагрузку прикладывают к ступице крыльчатки.
Для замены подшипников или валика насос разбирать в следующей последовательности.
Спрессовать с валика насоса крыльчатку и вынуть уплотняющую шайбу и резиновую манжету, как указывалось выше.
Отвернуть болт крепления ступицы шкива и снять ее при помощи съемника.
Вынуть стопорное кольцо подшипников из корпуса насоса и медным молотком (или на прессе) выбить валик с подшипниками из корпуса насоса, оперев передний торец корпуса на подставку с отверстием для прохода подшипников.
Рис. 20. Выпрессовка валика водяного насоса: 1 — плунжер пресса
Рис. 21. Запрессовка валика вместе с подшипником в корпус насоса: 1 — подставка; 2 — корпус насоса; 3 — оправка; 4 — плунжер пресса
Собирают насос в обратном порядке. При этом новый подшипник запрессовывают на валик и в корпус одновременно при помощи ручного пресса и оправки, как показано на рис. 21. Войлочный сальник подшипника должен быть обращен в сторону стопорного кольца. Надев на валик распорную втулку, запрессовать второй подшипник войлочным сальником на-ружу.
После установки на место стопорного кольца на передник конец валика напрессовывают ступицу шкива, уперев валик в его задний торец. Следует обратить внимание, чтобы при на-прессовке ступицы зазор между подшипником и стопорным кольцом на валике был полностью выбран.
Дальнейшая сборка насоса описана выше.
После сборки водяного насоса полость корпуса между подшипниками заполняют смазкой 1-13 (до появления ее из контрольного отверстия).
При установке собранного водяного насоса на двигатель сменить паронитовую прокладку между корпусом и кронштейном насоса.
Ремонт карбюратора
Неисправности карбюратора приводят к чрезмерному обеднению или обогащению горючей смеси, затруднению пуска, неустойчивой работе двигателя на малых оборотах холостого хода.
При ремонте карбюратора выполняют следующие работы.
Неисправный игольчатый клапан поплавковой камеры карбюратора заменяют вместе с его седлом. Одновременно проверяют легкость поворота поплавка на его оси.
Засоренные топливные жиклеры продувают сжатым воздухом. Если пропускная способность жиклера при проверке на приборе не соответствует данным, приведенным в разделе «Система питания. Карбюратор К-22И», то такой жиклер заменяют.
Перед вывертыванием блока жиклеров необходимо очистить от грязи и промыть резьбовой канал, в противном случае может произойти заедание блока в корпусе. Для облегчения вывертывания блока корпус поплавковой камеры предварительно нагревают, обернув прилив канала тряпкой, смоченной в горячей воде.
Негерметичность соединений карбюратора устраняют заменой уплотнительных прокладок и подтягиванием ослабевших соединений и пробок.
Кроме регулировки уровня топлива и замены (при необходимости) игольчатого клапана с гнездом, проверяют герметичность поплавка погружением его на 30-40 сек в воду, нагретую до температуры 80-90 °С. При неисправном поплавке из него будут выходить пузырьки воздуха. В этом случае поплавок следует запаять оловом, предварительно выдержав его в горячей воде до полного испарения и выхода наружу попавшего в него топлива, или заменить новым. Вес поплавка должен быть 18±0,5 г.
Топливные жиклеры с повышенной производительностью заменяют, а засоренные воздушные жиклеры продувают сжатым воздухом. Неисправный клапан экономайзера ускорительного насоса подлежит замене.
Неполное открытие воздушной заслонки карбюратора устраняют регулировкой привода ее управления.
В результате ремонта карбюратор должен обеспечивать: легкость пуска двигателя; устойчивую работу двигателя на холостом ходу; приемистость автомобиля.
При переходе с одного режима работы на другой (как с нагрузкой, так и без нагрузки) не должно наблюдаться обратных вспышек в карбюраторе и провалов в работе двигателя. Минимально устойчивые обороты коленчатого вала двигателя при работе его на холостом ходу должны быть в пределах 400- 500 об/мин. При проверке карбюратора на легкость пуска двигателя разрешается кратковременное пользование воздушной заслонкой. Во всех остальных случаях воздушная заслонка должна быть полностью открыта.
Работу карбюратора проверяют только на прогретом до нормальной температуры двигателе.
Ремонт топливного насоса
К основным неисправностям топливного насоса относятся повреждение диафрагмы, нарушение герметичности клапанов, снижение упругости пружины диафрагмы, износ приводных рычагов и тяги насоса. Перечисленные неисправности вызывают перебои в работе двигателя или полную его остановку из-за прекращения подачи топлива.
Неисправность диафрагмы обнаруживают по подтеканию топлива через отверстие в корпусе насоса. Неплотность прилегания клапанов вызывает перебои в работе двигателя и затрудняет его пуск. Для ремонта топливный насос разбирают и проверяют состояние его деталей. Поврежденную диафрагму, неисправные клапаны и уплотнительную прокладку стакана отстойника следует заменить.
Упругость пружины 5 диафрагмы считается достаточной, если для сжатия ее до длины 15 мм необходимо приложить усилие в пределах 5,0 — 5,2 кГ. Пружину, неудовлетворяющую этому требованию, заменяют.
Ось рычагов и рычаги при наличии заметного износа их заменяют новыми или восстанавливают наплавкой пружинной стали на изношенную часть с последующей подгонкой по шаблону. В месте наплавки металла рычаг после подгонки нагревают до красного каления и закаливают в воде. Разработанные отверстия в рычагах восстанавливают заваркой с последующим сверлением отверстий или запрессовкой в них втулок с внутренними отверстиями, соответствующими диаметру оси.
Рис. 22. Приспособление для сборки диафрагмы: 1 — корпус; 2 — установочный штифт; 3 — диафрагма насоса; 4 — ключ; 5 — рычаг: 6 — ось рычага
После разборки насоса все его детали тщательно промывают в бензине.
Подсборку диафрагмы рекомендуется выполнять в приспособлении, показанном на рис. 22. При завертывании гайки штока ключом все детали зажимают рычагом для предотвращения смещения листов диафрагмы относительно друг друга. В правильно собранной диафрагме прямоугольное отверстие на конце тяги диафрагмы должно находиться в плоскости, проходящей через два диаметра, противоположных отверстиям диафрагмы. Подсобранную диафрагму нужно положить на 12- 20 ч в бензин для размягчения ее листов. Подсобранную диафрагму устанавливают в корпус насоса в следующем порядке.
Поставить рычаг ручного привода в крайнее нижнее положение.
Взять корпус насоса в левую руку и нажать большим пальцем на выступ рычага тяги диафрагмы так, чтобы другой конец рычага поднялся вверх до отказа. Правой рукой, сжимая пружину и слегка поворачивая диафрагму против часовой стрелки, соединить тягу диафрагмы с рычагом ее привода.
Совместить отверстия диафрагмы с отверстиями корпуса насоса, врашая диафрагму против часовой стрелки. Совмещение отверстий поворотом диафрагмы по часовой стрелке может привести к ненадежному соединению тяги диафрагмы с ее рычагом.
При установке всасывающего и нагнетательного клапанов в сборе необходимо подложить под них бумажные прокладки.
При соединении головки топливного насоса с корпусом для предотвращения образования складок на листах диафрагмы рычаг ручного привода насоса следует поставить в крайнее верхнее положение. Вначале необходимо завернуть до отказа два противоположных винта, затем — остальные (крест-накрест), чтобы избежать перекоса диафрагмы. Если эта операция будет выполнена неправильно, диафрагма будет натянута слишком туго, и срок ее службы сократится.
Собранный топливный насос проверяют на начало подачи, давление и разрежение. Подача должна начинаться через 22 сек при 120 об/мин распределительного вала, что соответствует 44 качкам рычага насоса. Насос должен создавать давление 150-210 мм рт. ст. и разрежение 350 мм рт. ст. минимум. Производительность топливного насоса должна быть 50 л/ч при 1800 об/мин распределительного вала.
Для проверки топливных насосов Киевский завод ГАРО выпускает прибор модели НИИАТ -374.
Исправность работы топливного насоса можно проверить непосредственно на двигателе при помощи манометра со шкалой до 1,0 кГ/см2 и ценой деления 0,05 кГ/см2.
Для этого необходимо:
— прогреть двигатель до устойчивой работы на малых оборотах и, отъединив нагнетательную трубку топливного насоса от карбюратора, соединить ее через резиновый шланг с манометром;
— пустить двигатель на оставшемся в карбюраторе топливе и при работе его на малых оборотах холостого хода в течение 2-3 мин проследить за показаниями манометра — они должны находиться в пределах 0,2-0,3 кГ/см2;
— остановить двигатель и по манометру наблюдать за уменьшением давления. За 30 сек давление должно упасть не более чем на 0,1 кГ/см2.
Приработка и обкатка двигателя после ремонта
Долговечность отремонтированного двигателя в значительной мере зависит от его приработки на стенде и режима работы на автомобиле на протяжении первых 3000 км пробега.
В процессе приработки двигателя проверяют качество выполненных ремонтных работ, отсутствие посторонних шумов л стуков, течи или неплотности, уточняют на прогретом двигателе величины зазоров между коромыслами и клапанами; момент установки зажигания, регулировку карбюратора на минимально устойчивых оборотах, а также проверяют давление и температуру в масляной системе и в системе охлаждения двигателя.
В том случае, когда для ремонта двигателя используют детали заводского изготовления, может быть рекомендован следующий режим приработки.
Холодная приработка при 1200-1500 об/мин в течение 15 мин.
Горячая приработка на холостом ходу: при 1000 об/мин 1 ч, при 1500 об/мин — 1 ч, при 2000 об /мин — 30 мин, при 2500 об/мин-15 мин.
Регулировка и проверка при 3000 об/мин.
Для смазки следует применять масло вязкостью 17-28 сст (ВУ50 2,6-4,0) при температуре 50°С.
Во время приработки в масло выделяется большое количество твердых частиц, не улавливаемых фильтром грубой очистки масла. Поэтому для полной очистки масла при приработке применяют отдельную масляную систему, состоящую из масляного бака достаточной емкости, масляного насоса, приводимого от электродвигателя, масляного фильтра тонкой очистки, включенного последовательно в систему и способного пропускать через себя все количество масла, нагнетаемого в двигатель, и системы подогрева и охлаждения масла. Масло подводится в двигатель через сливное отверстие фильтра грубой очистки и свободно сливается через сливное отверстие масляного картера. Далее масло самотеком поступает в масляный бак, откуда после отстаивания направляется насосом через фильтр в двигатель.
Давление масла необходимо поддерживать не ниже 3,25 кГ/см2. а его температуру перед входом в двигатель — не менее 50 °С.
Температура воды на выходе из двигателя должна быть в пределах 70-85 °С, а на входе — не менее 50 °С.
Давление масла в масляной магистрали на прогретом двигателе должно быть при 500 об/мин не ниже 0,6 кГ/см2, при 1000 об/мин — не ниже 1,5 кГ/см2 и при 2000 об/мин — в пределах 2,5-3,5 кГ/см2.
Для завершения приработки деталей двигателя не рекомендуется в течение первых 1000 км пробега автомобиля ездить с превышением указанных ниже скоростей: на прямой передаче- 55 км/ч, на третьей передаче — 40 км/ч.
Также следует избегать перегрузки автомобиля и езды по тяжелым дорогам (грязь, песок, крутые подъемы). Перед гро-ганием с места двигатель необходимо прогреть при 500- 700 об/мин до устойчивой работы его без подсоса. Для смазки в период обкатки на автомобиле применяют масло АС-6 или АС-8 ГОСТ 10541-63. После пробега первых 500 км масло сменить.
Во время последующего пробега автомобиля до 3000 км также не следует перегружать двигатель. Рекомендуется придерживаться умеренных скоростей (до 70 км/ч) и избегать езды по тяжелым дорогам.
К атегория: — УАЗ
То, что автомобилю требуется именно замена поршневых колец, а не какие-то другие ремонтные работы, расскажет сам двигатель. Признаки подобной неисправности проявляются довольно ярко, поэтому не заметить их будет сложно. Но прежде чем говорить о симптомах, нужно понять, что представляют собой кольца, и какую роль они играют в работе двигателя.
Что такое поршневые кольца, их назначение
Поршневые кольца представляют собой упругие незамкнутые элементы, которые устанавливаются в специальные канавки на корпусе поршня. Изготавливают их из стали или чугуна повышенной прочности, а сверху покрывают легирующим материалом. Легирующее покрытие еще больше увеличивает прочность, а также снижает скорость износа.
Обычно в поршень вставляются 3 кольца: 2 компрессионных (занимают 2 верхних канавки) и 1 маслосъемное (нижняя канавка). Задача компрессионных колец – не допустить прорыва раскаленных газов вдоль поршня в картер двигателя. Маслосъемное – снимает лишнее масло с зеркала цилиндра, не давая ему попасть в камеру сгорания. Кроме того, кольца снижают температуру поршня, передавая практически половину тепла его поверхности на стенки цилиндра.
Когда поршневые кольца перестают справляться с возложенными на них задачами, ввиду своего износа, двигатель автомобиля сигнализирует об этом проявлением соответствующих симптомов.
Признаки износа поршневых колец
О том, что износ дошел до критической стадии, свидетельствует синий или черный . Это указывает на то, что излишки масла попали в камеру сгорания мимо маслосъемного кольца и сгорели там вместе с топливом. Черный дым, выходящий из трубки вентиляции картера, говорит о том, что компрессионные кольца из-за износа допускают прорыв газов из камеры сгорания в его полость.
Критический износ сопровождается снижением компрессии (способность удерживать давление) в цилиндрах двигателя. Это означает, что часть газов, образовавшихся при сгорании топливной смеси, которая должна была толкать поршень, прорвалась в картер, не совершив полезную работу. Именно это приведет к падению давления в цилиндре, следовательно, двигатель потеряет часть мощности. Наблюдается .
Специальным прибором – компрессометром. Когда номинальные значения давления неизвестны (нет инструкции по эксплуатации), сначала оно измеряется в сухом цилиндре, затем через свечное отверстие заливается немного моторного масла, и замер делается заново. Если компрессия повысится, значит, требуется замена колец. Подобные признаки могут наблюдаться и в случае их «залегания».
«Залегание» происходит, когда образовавшийся в канавках поршня нагар мешает пружинить поршневым кольцам, результатом чего становится снижение плотности их прилегания к поверхности цилиндра.
Такую проблему, если случай не сильно запущен, можно исправить при помощи специальных присадок к топливу. Двигатель, имеющий карбюраторную систему, можно попробовать очистить спреем для удаления нагара, который впрыскиваются непосредственно в карбюратор. Если удаление нагара с камеры сгорания эффекта не дало, то выход только один – замена поршневых колец и чистка канавок.
Как заменить поршневые кольца самостоятельно
Конечно, замена колец – процедура довольно трудоемкая. Она требует аккуратности и определенных умений, но по большому счету сложного в ней ничего нет (если не снимать двигатель). Для этого нужно:
Если износ шатунных вкладышей позволяет использовать их повторно, то замену делать не стоит, так как для этого понадобится расточить шейки коленвала. Самостоятельно такую работу без опыта качественно выполнить не получится.
Инструменты, необходимые для проведения работ
Для замены колец понадобятся:
- наборы рожковых и накидных ключей, а также вороток с удлинителем и головками номиналом от 10 – 19;
- динамометрический ключ;
- спец. обжим (оправка).
Кроме того, понадобится устойчивый к воздействию масла. Он пригодится во время установки прокладок поддона картера и клапанной крышки.
И вроде бы ничего сложного в перечисленных выше действиях нет, если замену производить не снимая двигатель с автомобиля. Однако есть нюансы, без учета которых двигатель с новыми кольцами долго не проработает. Когда цилиндр достигает предельной стадии износа, на поверхности его зеркала образуется «ступенька». Ударившись об нее, новое кольцо либо сразу сломается, либо получит трещину, которая в итоге все равно приведет к его поломке. Кроме того, канавки старого поршня также имеют износ, поэтому притирка новых колец к цилиндру будет затруднена или вовсе невозможна. Это значит, что дефектовку поршневой группы и цилиндров лучше доверить профессионалам.
Расточкой и хонингованием цилиндров также должны заниматься квалифицированные специалисты. К тому же эту работу выполнить без снятия двигателя невозможно. Поэтому перед тем как браться за дело, стоит хорошо подумать, реально оценить свои силы и возможности. Чтобы результатом ремонта не стала замена поршневой группы в целом, или того хуже – не пришлось бы сдавать двигатель в .
Поршневые кольца — обзор
1 ВВЕДЕНИЕ
Поршневые кольца являются важнейшими компонентами современного двигателя внутреннего сгорания, их оптимальные трибологические характеристики оказывают контролирующее влияние на минимизацию потерь мощности на трение, расхода топлива, расхода масла, прорыва газов и вредных выхлопов. выбросы.
Основные функции пакета поршневых колец, собирательного названия трех или более колец, установленных на поршне, заключаются в образовании эффективного газового уплотнения между камерой сгорания и картером, чтобы ограничить восходящую транспортировку масла из картера. в камеру сгорания и обеспечить проточный канал для передачи тепла от поршня к охлаждающей жидкости двигателя.Все это должно быть достигнуто с минимальными потерями мощности на трение, особенно на границе скольжения со стенкой цилиндра, и с минимально возможным износом, чтобы максимально продлить срок службы компонентов.
К сожалению, пакет поршневых колец вносит наибольший вклад в трение в двигателе внутреннего сгорания в нормальном диапазоне скоростей двигателя и нагрузок, возникающих при эксплуатации [1-3]. Относительная важность варьируется от двигателя к двигателю, но обычно поршневой узел, содержащий как поршневые кольца, так и юбку поршня, составляет 40-50% от общего трения двигателя [4].Что касается износа, недостаточно понимания взаимодействия с процессом смазки. Таким образом, даже несмотря на то, что производители могут производить кольца с отличным ожидаемым сроком службы, эти компоненты могут быть далеки от оптимальных с точки зрения смазки и трения.
Теоретические и экспериментальные исследования смазывания поршневых колец, как следствие их важности для характеристик двигателя, получили большое внимание в литературе, что привело к значительным успехам в нашем понимании их поведения [5].Математический анализ смазки поршневых колец сложен и по необходимости требует упрощающих допущений. Однако быстрое развитие численных методов за последние тридцать лет привело к появлению сложных моделей смазки поршневых колец, которые находят применение в процессе проектирования [6].
На рисунке 1 показан типичный прогноз удельной толщины пленки, определяемой как отношение минимальной толщины пленки смазки к среднеквадратичной шероховатости поверхности композитного материала.
Рисунок 1.Циклическое изменение удельной толщины пленки между верхним компрессионным кольцом и стенкой цилиндра [7]
(1) λ = hminσ
в течение всего цикла двигателя для верхнего компрессионного кольца дизельного двигателя из Priest et al [7] , где нулевой угол поворота коленчатого вала — это срабатывание в верхней мертвой точке.
Из рисунка 1 видно, что поршневое кольцо испытывает полный диапазон режимов смазки за один цикл, от полной жидкой пленки через смешанную смазку до граничной смазки.Это характерно для границы раздела поршневого кольца и стенки цилиндра.
Аспекты такого поведения пленки жидкости относительно хорошо изучены, но происходящие поверхностные взаимодействия представляют гораздо большую проблему.
Разработаны модели трения неровностей [8] и скорости износа [7] поршневых колец в граничном и смешанном режимах смазки. Однако поверхностные взаимодействия, происходящие между поршневыми кольцами, поршнем и каналом цилиндра в присутствии моторного масла с его сложным химическим составом, загрязнением и ухудшением характеристик, чрезвычайно трудно интерпретировать с точки зрения основных механизмов пограничного трения и износа [9].
Таким образом, такие модели являются эмпирическими и предполагают изменение граничного коэффициента трения или коэффициента износа в зависимости от толщины пленки. Оба значения равны нулю в режиме смазки жидкой пленкой и возрастают в режиме смешанной смазки по мере увеличения степени контакта поверхности до максимума в режиме граничной смазки.
На рис. 2 показан пример коэффициента размерного износа k по Присту [10].
Рис. 2. Изменение коэффициента износа в зависимости от удельной толщины пленки [10]
Коэффициент износа k связан с объемом материала, удаляемого в результате износа, V, приложенной нормальной нагрузкой, W и расстоянием скольжения, x s , на
(2) V = kWxs
, как было предложено Ланкастером [11].
Такие модели явно очень чувствительны к значениям, выбранным для режима граничной смазки, k 0 на рисунке 2, и ситуация дополнительно осложняется тем фактом, что на конкретную толщину пленки обычно влияют изменения шероховатости поверхности, так как обкатка компонентов.
До сих пор обсуждение рассматривало только условия между поверхностью поршневого кольца и стенкой цилиндра, но граница раздела между боковой поверхностью поршневого кольца и канавкой поршня также важна с точки зрения надежности и долговечности двигателя [12].Этому интерфейсу уделялось относительно мало внимания в литературе, но он, вероятно, будет испытывать гораздо более смешанную и граничную смазку, чем поверхность кольца.
Этот документ призван помочь аналитику в выборе подходящих значений для коэффициентов трения неровностей и коэффициентов пограничного износа путем отчета о серии экспериментов по трению и износу на высокочастотном возвратно-поступательном трибометре. Испытания проводились на образцах поршневых колец, поршней и цилиндров, изготовленных из реальных компонентов, в присутствии моторного масла при скоростях, нагрузках и температурах, характерных для современного автомобильного бензинового двигателя.
Представлены результаты для критических трибологических границ раздела между поверхностью поршневого кольца и стенкой цилиндра, а также боковой поверхностью поршневого кольца и канавкой поршня. Эксперименты проводились на полном кольцевом блоке от одного двигателя с целью установления относительной важности различных интерфейсов в кольцевом блоке.
Результаты представляют собой полезную матрицу коэффициентов трения неровностей и факторов износа для проектировщика / аналитика и подчеркивают чувствительность коэффициента износа к выбору материалов обеих взаимодействующих поверхностей.Кроме того, показано, что факторы износа на поверхности раздела поршневого кольца / поршня намного выше, чем на поверхности раздела поршневого кольца / цилиндра.
Методы проектирования поршневых и кольцевых узлов
В этой статье обобщаются методы расчета размеров поршневых узлов и поршневых колец. В нем подробно описаны требования к конструкции поршней и колец, типичное расположение в зависимости от типа двигателя и подробные расчетные формулы, необходимые для первоначальной конструкции поршня и кольца.
Требования к конструкции
Функциональные поршни и кольца в двигателе внутреннего сгорания резюмируются следующим образом:
Поршень необходим для: —
- Обеспечивает движущуюся границу реакционного пространства сгорания и, таким образом, позволяет извлекать полезную работу из дымовых газов. Его движение также обеспечивает передачу и сжатие газа.
- Передать силу давления газа в цилиндре на шток поршня или малый конец шатуна.
- Направляйте движение малого конца шатуна в двигателях, где он напрямую соединен с поршнем.
Кольца на поршне необходимы для: —
- Закройте зазор между поршнем и цилиндром, необходимый для доступа смазочного материала и для любого дифференциального теплового расширения поршня. Эта функция уплотнения имеет два аспекта:
- Контроль утечки газов сжатия и продуктов сгорания с целью предотвращения потери рабочего давления, сдувания смазочной пленки поршня и возможного перегрева поршня.
- В случае поршней, которые смазываются разбрызгиванием со стороны низкого давления, контроль утечки смазочного масла через отверстия цилиндра в камеру сгорания.
- Обеспечивает путь для передачи охлаждаемой гильзы цилиндра части тепла, поступающего в поршень от продуктов сгорания.
Рабочие условия поршней и колец в двигателях внутреннего сгорания могут включать:
- Давление в цилиндре до 140 бар (2000 фунтов на кв. Дюйм)
- Средняя скорость поршня до 20 м / сек (4000 фут / мин)
- Температура гильзы цилиндра до 180 ° C
- Эквивалентный постоянный поток тепла в поршень до 400 кВт / м²
Типовые схемы проектирования и методы разработки
Конструкция поршня и расположение колец различаются в зависимости от типа и размера двигателя, и некоторые типичные поршневые узлы показаны на рис.1.
Видно, что они довольно заметно различаются по пропорциям поршня и по конструкции пакета колец, но все они имеют газовые уплотнительные кольца со стороны поршня высокого давления, а многие из них имеют маслосъемные кольца со стороны низкого давления. конец давления.
2-тактные бензиновые двигатели — 2 простых чугунных кольца
4-тактные дизельные двигатели — хромированное верхнее кольцо 2 стальных кольца с конической поверхностью 2 скребковых кольца
4-тактные бензиновые двигатели — верхнее кольцо из гладкого железа Стальное кольцо с коническим шлицем Скребковое кольцо
Большие двухтактные дизельные двигатели — 5 простых железных колец
Рис.1 Типичное расположение поршня и кольца
Двухтактные бензиновые двигатели
Двухтактные бензиновые двигатели, как правило, имеют небольшие размеры и обычно имеют кольца с зацепами, чтобы их концы не застревали в отверстиях в стенке цилиндра.Они работают с бензиновыми и масляными смесями, и небольшое количество масла, которое присутствует, и общий характер потерь в системе подачи, не требуют использования скребковых колец.
Ход этих двигателей обычно должен быть больше, чем у эквивалентного четырехтактного двигателя, чтобы получить адекватное сжатие картера, поэтому максимальный наклон шатуна может быть больше, что требует немного более длинного поршня для большей устойчивости.
Четырехтактные бензиновые двигатели
Четырехтактные бензиновые двигатели в основном используются в легковых автомобилях, где важна тишина, и поэтому обычно включают в себя различные функции, такие как прорези подходящей формы, предназначенные для регулирования зазора между юбкой поршня и отверстием цилиндра.Поскольку поршень этого типа смазывается разбрызгиванием из картера, для регулирования расхода масла обычно необходимы скребковые кольца и, по меньшей мере, одно коническое кольцо для скребкового газа.
Четырехтактные дизельные двигатели
Поршни четырехтактных дизельных двигателей значительно более прочные, чем поршни, используемые в бензиновых двигателях, поскольку они имеют более тяжелые металлические секции и поршневые пальцы большего размера.
В алюминиевых поршнях верхняя кольцевая канавка часто покрывается чугунной вставкой из никелевого сплава для уменьшения износа кольцевой канавки и увеличения срока службы поршня.По той же причине верхнее кольцо обычно хромируется во всех двигателях с чугунными отверстиями цилиндров. Расход масла особенно важен, и на практике обычно используют два маслосъемных кольца, а также два конических газовых кольца, обращенных вниз, во втором и третьем положениях.
Большие 4-тактные дизельные двигатели
По мере того, как дизельные двигатели становятся крупнее, термическое напряжение становится все более серьезной проблемой, и поршни обычно охлаждаются маслом изнутри. Чтобы еще больше облегчить проблему в поршневых двигателях со средним и большим стволом, часто используется отдельная стальная головка поршня.
В самых больших двухтактных дизелях, используемых для морских силовых установок, обычно используется водяное охлаждение, и поршни обычно устанавливаются на шток поршня с отдельной траверсой для обеспечения тяги со стороны шатуна. Затем весь узел поршня и цилиндра отделяется от картера и независимо питается маслом, дозируемым через масленки цилиндра. Обычно используется пять или шесть компрессионных колец из гладкого железа для распределения смазки и распределения износа. Это неизбежно происходит с этими устройствами с незначительной смазкой и усугубляется коррозионными и абразивными продуктами из остаточного жидкого топлива, которые обычно используются в двигателях этого типа.
Типовая процедура проектирования поршневых узлов
Обычная процедура проектирования поршневых узлов заключается в том, чтобы начать с одной из этих типовых конструкций, а затем определить ее критические размеры деталей по различным формулам, приведенным в следующих разделах.
Что касается поршней для серийно выпускаемых двигателей меньшего размера, значительная часть проектных и опытно-конструкторских работ обычно выполняется производителями компонентов. Это позволяет им накопить большой полезный практический опыт, который они могут использовать в своих проектах.
Поршни для более крупных двигателей, как правило, включают в себя больше проектных работ со стороны производителей двигателей, и в некоторых случаях они могут создавать испытательные кольца, чтобы проверить различные аспекты характеристик поршней перед их включением в двигатель, особенно если они включают какую-либо новую конструкцию. Особенности.
Практически всегда после опытно-конструкторских испытаний поршневые и кольцевые узлы модифицируются. Они могут включать в себя детальные изменения внешнего профиля поршня для получения улучшенного рисунка основания, изменения в кольцевом пакете для контроля расхода масла или любые другие модификации, необходимые для устранения дефектов, обнаруженных во время испытаний двигателя.Задиры во время первоначальной работы были особенно сложной проблемой разработки в последние годы, но их количество значительно сократилось за счет выбора более качественных материалов колец и лучшего контроля над исходной чистотой поверхности гильз цилиндров, а также состоянием кромок и профили поверхности поршневых колец.
Детальный дизайн поршня
Подробная форма и размеры поршня в значительной степени определяются необходимостью обеспечения соответствующей прочности и жесткости несущих компонентов, а также секций подходящей формы для отвода тепла.
Ряд эмпирических формул обычно используется для определения основных размеров основных компонентов, несущих нагрузку, таких как толщина коронки, необходимая площадь опоры в бобышках поршневого пальца и размеры поршневого пальца. Также важно убедиться, что контактные площадки поршневых колец достаточно прочны, чтобы выдерживать газовые нагрузки, передаваемые поршневыми кольцами.
На рисунке 2 показано поперечное сечение типичного поршня и определены обозначения, используемые в следующих эмпирических формулах, которые были предложены в качестве подходящих расчетных значений:
Толщина коронки, T = 0.9 Д к (П / ф)
Где:
- f = 550 бар (8000 фунтов на кв. Дюйм)
- P = Макс.давление в баллоне (бар)
- Для алюминиевых поршней k = 1,4 для поршней с плоским верхом
- k = 1.0 для поршней верхней чаши
Общая площадь опоры в бобышках поршневого пальца, 2 шк.> Π D 2 P / 4 f
Где:
- f = Максимально допустимое напряжение
- f = 550 бар (8000 фунтов на кв. Дюйм) для алюминия
- или f = 700 бар (10000 фунтов на кв. Дюйм) для чугуна
- p = bmep (Среднее эффективное давление тормоза)
Во избежание усталости пальца:
Палец поршневой, пропорции, т / Д> (0.4 x давление подшипника бобышки / f p ) 1/2
Где
- f p = Допустимое усталостное напряжение в стержне из стали
- T = толщина стенки пальца
- D = диаметр пальца
Рис.2 Размеры поршня
Рис.3 Размеры поршневого кольца
Во избежание чрезмерной овализации под нагрузкой с последующим выходом из строя выступов поршневого пальца:
t / D> 40 P / E x (D 2 / (L (10 + 0.13 D)) 1/3
Где D и L в мм
Во избежание поломки контактных площадок поршневого кольца: y> x (3 P / f) 1/2
Где:
- f = 250 бар (3700 фунтов на кв. Дюйм) для алюминиевого сплава
- f = 520 бар (7500 фунтов на кв. Дюйм) для чугуна
- f = 1030 бар (15000 фунтов на кв. Дюйм) для стали
Холодный зазор между поршнем и цилиндром изменяется по длине поршня, а для поршней из легких сплавов этот холодный диаметральный зазор обычно изменяется примерно от 0.007D наверху достигает примерно 0,0015D на юбке. Для чугунных поршней холодный диаметральный зазор обычно варьируется от примерно 0,0035D на верхней поверхности до примерно 0,001D на юбке.
Детальный дизайн колец
Хотя основное радиальное уплотняющее усилие на поршневые кольца возникает из-за давления газа, попадающего внутрь кольца, важно, чтобы кольцо уплотнялось изначально за счет собственной эластичности, чтобы обеспечить нарастание уплотняющего давления. Для удовлетворительной работы в этом отношении упругое контактное давление кольца должно быть как можно более равномерным по окружности.Упругое давление газовых колец обычно составляет порядка 1 бара (10-20 фунтов на кв. Дюйм) и может быть приблизительно рассчитано по формуле:
P e = E c / (7D ((D-t) / t) 3 )
, где обозначения соответствуют рисунку 3. Таким образом, необходимое упругое давление дает некоторое представление о подходящем соотношении между радиальной толщиной кольца и свободным зазором в кольце.
Другими важными и связанными факторами, определяющими допустимую радиальную толщину и свободный зазор кольца, являются изгибающие напряжения, возникающие при подпружинении колец над поршнем и установке колец в цилиндр.
Чем больше радиальная толщина, тем больше кольца должны быть расширены, чтобы очистить контактные площадки поршня во время сборки, и, кроме того, при заданной степени растяжения более толстые кольца будут испытывать большее напряжение. Этот эффект можно уменьшить, увеличив свободный зазор, но тогда напряжения, возникающие, когда кольцо сжимается, чтобы соответствовать цилиндру, будут увеличиваться. Таким образом, выбор радиальной толщины и свободного зазора представляет собой довольно тонкий компромисс между установочным напряжением кольца и поршня f rp и установочным напряжением кольца и цилиндра f rc , где:
f rp = 0.424 E ((8t — c) / t) / ((D-t) / t) 2 )
f rc = 0,482 (c / t) / ((D-t) / t) 2 )
На практике значения t / D варьируются от 1/25 до 1/35, причем последние значения имеют тенденцию применяться к более крупным двигателям.
Осевая ширина W обычно определяется компромиссом между удовлетворительной прилеганием к гильзе цилиндра, трением между нижней поверхностью кольца и контактной площадкой поршня и балансом между инерцией и газовыми силами вокруг положения ВМТ поршня.
Так как поршневые кольца обычно изнашиваются до цилиндрического внешнего профиля в процессе обкатки, очень широкое кольцо может потребовать удаления чрезмерного количества материала с возможно большим риском истирания. Любая тенденция к залеганию верхнего края также может иметь серьезные последствия для широких колец из-за высоких радиальных сил, которые могут возникать в этом состоянии баланса давления, и это, опять же, может вызвать проблемы с задирами.
Поршневые кольца с большой осевой шириной имеют большую массу по сравнению с их осевым давлением уплотнения, и они с большей вероятностью поднимутся в районе ВМТ.По этой причине было предложено (69), что максимальная ширина кольца должна быть связана с максимальным ускорением поршня следующим образом: —
- Максимальное ускорение поршня Максимальная ширина кольца
- м / сек² мм
- 12 000 3,2
- 16 000 2,4
- 24 000 1,6
- 32 000 1.2
С другой стороны, если осевая ширина кольца сделана слишком малой, силы радиального давления могут, в некоторых обстоятельствах, испытывать трудности при перемещении кольца в радиальном направлении против трения, создаваемого силами осевого давления между кольцом и контактной площадкой поршня.
На практике значения w / D варьируются от 1/15 до 1/75, причем последние значения используются на более крупных двигателях.
Поперечное сечение газовых колец может варьироваться от простого прямоугольного типа до двух- или одностороннего конического (трапецеидального или полутонного) формы.Кольца с конической стороной или трапецеидальные кольца, как правило, лучше сопротивляются прилипанию кольца из-за масляных отложений в канавках.
Кольца со ступенчатой задней частью также используются для создания скручивания кольца при установке с целью создания конической рабочей поверхности. Также используется большое количество профилированных рабочих поверхностей, обычно состоящих из конических или ступенчатых поверхностей, предназначенных для управления направлением соскабливания масла с поверхности цилиндра.
Маслосъемные кольца как таковые вставляются в канавки со сливными отверстиями и имеют перфорированные или открытые поперечные сечения, позволяющие маслу течь через них от рабочих поверхностей к сливным отверстиям канавок.Скребковые кольца обычно имеют две площадки узкой осевой ширины с упругим контактным давлением в диапазоне 150-300 фунтов на квадратный дюйм и обычно имеют меньшую радиальную толщину, чем газовые кольца, так что они могут легче прилегать к отверстию цилиндра.
Выбор материалов, покрытий и отделки
Наиболее распространенным материалом гильз цилиндров является чугун, но хромированные гильзы также используются для повышения устойчивости к износу и коррозии. Гильзы из чугуна должны быть обработаны хонами из карбида кремния, хотя алмазные хлысты можно использовать для первоначальной резки.Отделка в диапазоне 20-40 микродюймов клас с площадью плато 60% обычно является удовлетворительной. Хромированные лайнеры обычно требуют пористой отделки, состоящей из каналов или ямок, которые можно получить хонингованием и обратным травлением.
Наиболее распространенным материалом для поршневых колец является чешуйчатый чугун, но чугун с шаровидным графитом также используется в двигателях с высокими номинальными характеристиками из-за их превосходной прочности и пластичности. Однако чугуны с шаровидным графитом не обладают такими хорошими поверхностными свойствами, как чугуны с чешуйками, и обычно требуют некоторой формы поверхностного покрытия для улучшения их сопротивления истиранию.Спеченное железо также используется во все больших количествах из-за его заметно улучшенной стойкости к истиранию.
Также доступны различные покрытия для нанесения на рабочие поверхности поршневых колец. Твердый хром с гальваническим покрытием является наиболее широко используемым, но только в отверстиях из чугуна. Покрытия, напыленные на молибден, являются лучшими покрытиями по устойчивости к истиранию, но имеют тенденцию к окислению и разрушению при длительном использовании. Покрытия из смешанных карбидов, нанесенные плазменным напылением, также оказались успешными.
Рабочие поверхности поршневых колец также могут быть заполнены бронзовыми вставками или порошком оксида железа в силикатной матрице, что также предназначено для повышения сопротивления истиранию.
Туфтинг и фосфатирование чугуна также помогают уменьшить проблемы задира во время обкатки. Иногда также используется тонкий конечный поверхностный слой медной пластины, особенно на хромированных кольцах, чтобы помочь в получении хорошего газового уплотнения до тех пор, пока само основное покрытие не будет полностью уложено.
Детали, название, функции с (PDF)
Из этой статьи вы узнаете, что такое поршневое кольцо , как оно работает в поршне? разные , типы поршневых колец, с их функциями и др.
Также вы можете скачать PDF-версию этой статьи в конце.
Поршневые кольца
Что такое поршневые кольца?
Поршневые кольца закреплены в канавках поршня для обеспечения хорошего уплотнения между поршнем и стенкой цилиндра.
Поршневые кольца выполняют три функции:
- Обеспечивают герметичное уплотнение для предотвращения прорыва отработанных газов. Продувка — это название, которое определяет выход отработавших газов из камеры сгорания через поршень в картер.
- Для формирования основного пути отвода тепла от днища поршня к стенкам цилиндра.
- Для управления потоком масла к юбке и самим кольцам в недостаточном количестве, предотвращая попадание чрезмерного количества масла в камеру сгорания с последующими отходами и карбонизацией.
Читайте также: Список деталей автомобильного двигателя: его функции (с изображениями)
Типы поршневых колец:
Ниже приведены типы поршневых колец
- Компрессионные кольца
- Счетчик расточенных и скребковых колец
- Кольца поворотной полосы
- Маслосъемные кольца
- Цельный чугун с пазами
- Цельный штампованный стальной тип
- Трехкомпонентный стальной рельс с расширителем
Компрессионные поршневые кольца
В современных двигателях , в верхние канавки вставлены два или три компрессионных кольца.Количество компрессионных колец улучшает степень сжатия. Маслосъемное кольцо вставлено в нижнюю канавку поршня. Обычно второе и третье компрессионные кольца имеют коническую поверхность и поставляются для улучшения масляного уплотнения.
Компрессионные кольца с конической стороной используются для решения проблемы заедания колец в двигателях большой мощности. Его нельзя устанавливать в канавки, отличные от канавок того же сечения. Специальное гребнеобразное кольцо с малым шагом специально разработано для использования в изношенных двигателях, так что гребень износа, оставленный исходным компрессионным кольцом, очищается.
Во многих случаях маслосъемные кольца имеют ряд прорезей, через которые через отверстия в канавке поршня излишки масла передаются внутрь поршня и, таким образом, в отстойники, но оставляют достаточно масла для смазки стенок цилиндра. Маслосъемные кольца немного больше радиального давления, чем компрессионные кольца.
Кольца со встречными отверстиями и скребковые кольца
Во многих двигателях поршневые кольца типа используются для верхнего и второго компрессионных колец. Во время хода всасывания, как показано на рисунке, кольца слегка скручиваются из-за внутренних сил, возникающих при срезании угла колец.
Таким образом, двигаясь вниз, кольца стирают масло, оставшееся на стенке цилиндра из-за маслосъемных колец. Во время такта сжатия, когда кольца движутся вверх, они имеют тенденцию скользить по масляной пленке на стенке цилиндра. Таким образом, в камеру сгорания попадает меньше масла.
Во время рабочего хода, как показано на рисунке, давление сгорания вызывает раскручивание колец, таким образом, они имеют полный контакт со стенками цилиндра для эффективного уплотнения. Во время такта выпуска происходит то же действие, что и во время такта сжатия.
Кольца поворотной полосы
Кольцо поворотной полосы — это специальный тип компрессионных колец, имеющих L-образное поперечное сечение. Он покрывает или экранирует зону разворота поршня. Это область поршня между канавкой верхнего кольца и головкой поршня.
Эта область содержит определенное количество топливовоздушной смеси, которая не горит, потому что стенка цилиндра и поршень охлаждают эту топливовоздушную смесь ниже точки сгорания. Эта несгоревшая воздушно-топливная смесь выходит из двигателя и может образовывать смог.
За счет использования кольца разворотной полосы на поршне специального типа, имеющего скошенную верхнюю часть, это пространство устраняется, так что количество несгоревшей топливовоздушной смеси, выходящей из цилиндра, уменьшается. Это увеличивает мощность до 10%.
Кольцо разворотной полосы также имеет преимущество хорошего уплотнения во время рабочего хода. Когда начинается сгорание, давление быстро действует на верхнюю кромку кольца, выжимая, таким образом, обеспечивая хорошее уплотнение со стенкой цилиндра.
Почему два компрессионных кольца?
Обычно на поршень устанавливают два компрессионных кольца.Во время рабочего хода давление увеличивается до 70 кгс / см2, и одному компрессионному кольцу будет трудно удержать такое давление.
Если есть два кольца, это давление будет разделено между двумя кольцами. Нагрузка на верхнее кольцо снижена, поэтому оно не так сильно давит на стенку цилиндра. Также снижается износ кольца и цилиндра.
Маслосъемные кольца
Некоторые шатуны имеют отверстие для разделения масла, через которое масло отделяется от масляного поддона на стенке цилиндра при каждом обороте шатунной шейки.Для большего количества масла на стенке цилиндра необходимо. Его необходимо соскоблить и вернуть на масляный штифт. В противном случае он попадет в камеру сгорания и сгорит.
Это приведет к увеличению расхода масла, так что двигатель будет требовать частой доливки масла. Кроме того, сгоревшее масло загрязняет свечу зажигания, увеличивает вероятность детонации и затрудняет работу компрессионных колец.
Вместо того, чтобы оказывать охлаждающее, уплотняющее, очищающее и смазывающее действие на стенки цилиндра, масло необходимо каждый раз удалять со стенок цилиндра, чтобы оно не могло попасть в камеру сгорания.Это делается с помощью маслосъемного кольца.
1. Цельное чугунное соединение с прорезями Тип
Поршневые кольца этих типов имеют прорези между верхней и нижней поверхностями, которые опираются на стенку цилиндра. Масло, соскребшее со стенок цилиндра, попадает в пазы в задней части канавок масляных колец в поршне, а оттуда возвращается в масляный поддон.
Некоторые кольца этого типа устанавливаются с расширительными кольцами. Пружина расширителя увеличивает давление кольца на стенку цилиндра, что улучшает эффект соскабливания масла.
2. Цельное прессованное стальное кольцо Тип
Цельное масляное регулировочное кольцо прессованного стального типа в основном используется в двигателях с изношенными стенками цилиндров. Он изготовлен из штампованной стали, а не из чугуна. Он может уплотнять только одну сторону кольцевой канавки в поршне за раз, оставляя, таким образом, открытый путь, по которому масло может проходить вверх к камере сгорания.
3. Трехкомпонентный стальной рельс с расширителем
В трехсекционном маслосъемном кольце стального рельсового типа пружина расширителя вынуждает направляющие не только вверх, чтобы они соприкасались со стенками цилиндра, но также вверх и вниз по верхней и нижней сторонам. кольцевых канавок в поршне.Это обеспечивает более эффективное уплотнение в этих трех жизненно важных точках для обеспечения эффективного контроля масла.
Почему только одно масло-контрольное кольцо?
Обычно четырехпоршневые кольца устанавливались на поршни с длинной юбкой двигателей более ранних легковых автомобилей. Два нижних кольца были масляными кольцами. Но использование нижних линий капота сократило количество колец до трех.
Поскольку для выдерживания высокого давления сгорания необходимы два компрессионных кольца, поэтому остается только одно маслоуправляемое кольцо.Использование одного маслозащитного кольца возможно благодаря усовершенствованиям в производстве и более эффективному действию современного маслозащитного кольца.
Покрытие кольца
Для предотвращения быстрого износа на компрессионных кольцах используются различные покрытия. Покрытие также влияет на износ. Термин «износ» означает быстрое устранение неровностей новых колец. Новые кольца и стенка цилиндра имеют определенные неровности и не подходят идеально, однако через некоторое время эти неровности стираются, так что получается гораздо лучшая посадка.
Для покрытия колец часто используются относительно мягкие вещества, такие как графит, фосфат и оксид железа, которые быстро изнашиваются. Уровень износа в отверстии цилиндра можно значительно снизить, хромируя верхнее кольцо, а не отверстие. Однако хромированное кольцо нельзя использовать в сочетании с металлическим отверстием или закаленным линейным кольцом.
Кольцевое покрытие также обладает хорошими маслопоглощающими свойствами. Они «впитывают» масло, улучшая смазку колец.Покрытия также предотвращают истирание колец. Задиры возникают в результате контакта металла с металлом, высоких местных температур и фактической сварки металла кольца и стенки цилиндра на небольшой площади.
Хотя при дальнейшем движении поршня сварной шов ломается, царапины остаются. Покрытие предотвращает такие задиры, поскольку сварка невозможна без реального контакта железа с железом.
Материал поршневого кольца
Поршневые кольца изготовлены из мелкозернистого легированного чугуна.Этот материал обладает отличной тепло- и износостойкостью, присущей его графитовой структуре.
Эластичность этого материала также достаточна для обеспечения радиального расширения и сжатия, которые требуются для сборки и снятия кольца, и особенно для того, чтобы оно могло оказывать гибкое давление на стенки цилиндра.
Поршневые кольца имеют разъемные части, поэтому их можно растягивать и надевать на головку поршня и в углубленные канавки, прорезанные в поршне. Кольца обычно имеют стыковые соединения, но в некоторых двигателях большой мощности соединение может быть угловым, внахлест или герметичным.
Внешний диаметр кольца несколько больше диаметра цилиндра, а точка разъема открыта. Когда он установлен, он сжимается, придавая ему начальное натяжение, соединение почти закрыто. Находясь в нужном положении, он плотно прижимался к стенке цилиндра.
Зазор поршневого кольца [Измерение зазора]
Поршневые кольца имеют зазор, поэтому их можно устанавливать в канавки поршня и снимать при износе путем их расширения. Зазор обеспечивает радиальное давление на стенку цилиндра, тем самым обеспечивая эффективное уплотнение для предотвращения утечки высокого давления сгорания.
Этот зазор необходимо проверить, если он слишком велик из-за износа отверстия цилиндра, радиальное давление будет уменьшено. Чтобы проверить этот зазор, очистите нагар с концов кольца, а затем проверьте его с помощью щупа. Этот зазор может быть в диапазоне 0-178-0-50 мм в зависимости от диаметра отверстия, но он превышает 1 мм на 100 мм диаметра отверстия, необходимо установить новые кольца.
Зазор между кольцом и канавкой в поршне также следует проверять с помощью щупов. Этот промежуток обычно составляет 0-038-0.102 мм для компрессионных колец и немного меньше для маслосъемных колец.
Износ канавок поршневых колец заставляет кольца подниматься и опускаться во время движения поршня, что создает перекачивающее действие и приводит к большому расходу масла. Чрезмерный прорыв газа, потеря компрессии также будут иметь место, если этот зазор будет слишком большим.
Во время эксплуатации поршневое кольцо могло потерять некоторые из своих упругих свойств, из-за чего радиальное давление на стенку цилиндра будет уменьшено.Это свойство можно проверить, сжав вместе изношенное и новое кольцо, как показано на рисунке, и наблюдая, закрывается ли зазор изношенного кольца больше, чем у нового кольца.
Как снять и установить поршневые кольца?
Поршневые кольца следует осторожно снять с поршня либо с помощью специального инструмента для снятия и установки, либо с помощью трех латунных полос. Инструмент расширяет кольцо, чтобы его можно было легко снять с поршня. В последнем случае по окружности поршня расположены три планки, и на них надеваются кольца.
Полосы можно вынуть, и кольцо опустить в канавку. Кольцевой компрессор используется для сжатия колец для вставки его в цилиндр при сборке поршня и цилиндра. Зазоры колец не должны быть на одной линии, но они должны быть расположены в шахматном порядке, чтобы сжатие не имело прямого пути к утечке через юбку поршня.
Поршневой палец
Поршневой палец соединяет поршень и малый конец шатуна. Поршневой палец обычно полый и изготовлен из закаленной стали, подвергнутой термообработке для получения твердой износостойкой поверхности.
Существует три различных метода соединения поршня и шатуна с помощью поршневого пальца.
- Штифт прикреплен к поршню с помощью установочных винтов через бобышку поршня и имеет опору на шатуне, что позволяет концу шатуна поворачиваться в соответствии с требованиями комбинированного возвратно-поступательного и вращательного движения поршня и коленчатого вала. Как показано на рисунке.
2. Штифт крепится к шатуну с помощью прижимного винта.В этом случае бобышки поршня образуют подшипник. На окружности поршневого пальца сделана подходящая прорезь, в которую вставлен зажимной винт. Как показано на рисунке.
3. Штифт плавает как в бобышках поршня, так и в малом конце шатуна. Контакт со стенкой цилиндра предотвращается двумя стопорными кольцами, установленными в канавках на внешнем конце бобышек поршня, эти кольца называются стопорными кольцами.
В настоящее время этот метод используется чаще всего. В этом случае в малом конце шатуна используется втулка из фосфористой бронзы или алюминия.Втулка очень мало изнашивается и обновляется только через длительные промежутки времени.
Фитинг поршневого пальца
Поршневые пальцы могут устанавливаться выборочно и, если они поставляются с поршнем, не являются взаимозаменяемыми. При очень сильном попеременном нагружении поршневых пальцев двигателей с воспламенением от сжатия особое внимание уделяется риску возникновения усталостных трещин.
Наружная опорная поверхность обработана с очень высокой степенью точности, чтобы гарантировать правильную посадку в поршне и шатуне.Поршневой палец необходимо проверить на предмет износа, трещин или точечной коррозии. Стопорные кольца всегда следует заменять, а если установлены мягкие концевые накладки, убедитесь, что они не болтаются и не треснуты.
Если у вас остались сомнения по поводу « Типы поршневых колец », вы можете связаться с нами или задать вопрос в комментариях.
У нас также есть сообщество на Facebook для вас, ребята. Если вам понравилась наша статья, поделитесь ею с друзьями. Если у вас есть вопросы по любой теме, просто задавайте их в комментариях.
Наконец, подпишитесь на нашу рассылку, чтобы получать уведомления, когда мы загружаем новые статьи.
Загрузите PDF-файл этой статьи:
Читать далее:
- Каковы 18 различных свойств смазочных материалов
- Три основных типа регуляторов, используемых в автомобильном двигателе
- 6 основных типов амортизаторов и способы их использования Работает?
Детали материалов и эволюция технологии поршневых колец
Разъемное поршневое кольцо, обычно используемое сегодня, было впервые изобретено Джоном Рэмсботтомом в конце 1800-х годов.Его изобретение немедленно заменило кольца в стиле конопли, которые использовались в паровых двигателях, и представляет собой качественный скачок в производительности. Преимущества использования этого типа кольца в паровой машине были огромными с точки зрения мощности, эффективности и технического обслуживания.
Когда вы думаете о поршневых кольцах, задумывались ли вы когда-нибудь о том, что они являются самым маленьким компонентом двигателя внутреннего сгорания, но при этом несут наибольшую ответственность? Когда вы собираете двигатель, вы никогда не понимаете, что поршневое кольцо будет делать в течение его срока службы, что в действительности делает производительность этого крошечного компонента еще больше.
Поршневые кольца выполняют три основные задачи по обеспечению стабильной мощности двигателя. Прежде всего, кольцо должно надежно герметизировать каждый цилиндр на протяжении тысяч, а иногда и сотен тысяч миль перед заменой. Когда воздушно-топливная смесь воспламеняется в каждом цилиндре, кольцо должно плотно прилегать к стенке цилиндра, чтобы взрыв мог толкнуть поршень в отверстие. Поршневое кольцо, которое на самом деле представляет собой кусок проволоки, также должно предотвращать попадание картерных газов в картер, сдерживая взрыв сгорания.
Во-вторых, кольцо помогает передавать тепло от поршня, вызванное взрывом, к стенкам цилиндра. Кольца являются единственным контактом между отверстием цилиндра и поршнем, и это единственный способ передачи тепла в систему охлаждения в процессе сгорания.
Этот поршневой узел в сборе был взят с Benz 1911 года (это было до того, как к нему подключился Mercedes). Обратите внимание на качество изготовления, например, плавающую шпильку, спирально-навитые компрессионные кольца и канавки для смазки маслом в шейке стержня.Это было точно и сложно, особенно если принять во внимание инструменты, которые были доступны более 100 лет назад. Подумайте, сколько человеко-часов ушло на сборку с использованием современных инструментов!
В-третьих, и это, пожалуй, самое главное, поршневое кольцо должно препятствовать попаданию моторного масла в камеру сгорания. Каждое отверстие цилиндра похоже на подшипник двигателя. Хонингованные царапины в отверстии создают карман для масла, которое задерживается, поэтому кольца будут смазываться при вращении и движении вверх и вниз в цилиндре.Но все масло, которое разбрызгивается на стенки цилиндра из вращающегося узла, необходимо соскрести, чтобы предотвратить попадание масла в камеру сгорания, поскольку масло, которое попадает в камеру сгорания, может быть вредным для процесса сгорания, эффективно понижая октановое число транспортного средства. потенциально вызывая вредные последствия.
Благодаря магии исследований и разработок — и эффекту «просачивания вниз» от усилий по производству оригинальных комплектующих — кажется, что с каждым годом поршневые кольца становятся более тонкими, но характеристики двигателя улучшаются.Это относится ко всем сферам применения, от специальных гоночных поршней до стандартных сменных поршней. Если поршневым кольцам предстоит такая огромная работа, то почему они становятся меньше? Могут ли возникнуть какие-либо побочные эффекты в будущем?
Наше кольцо Total Conform легко обнаружить благодаря радиальным выемкам на нем », — говорит Кейт Джонс из Total Seal. «Это позволяет кольцу полностью соответствовать друг другу за счет изгиба любой формы, необходимой для полного уплотнения между поршнем и стенкой цилиндра.
Обширные испытания показали, что кольца меньшей ширины оказались столь же эффективными, а может быть, и более эффективными, чем предыдущие более толстые версии. Это в основном связано с различием в современном материале поршневого кольца по сравнению с более старыми, менее эффективными материалами. Кроме того, различия в конструкции и форме, а также отделка и покрытия, нанесенные на поверхность поршневых колец, помогают улучшить характеристики и снизить сопротивление. Эти изменения оказались более эффективными, обеспечивают большую мощность при меньшем выбросе воздуха и продлевают срок службы.Лучший способ понять, что происходит в мире поршневых колец, — это оглянуться назад и понять, откуда мы пришли. Благодаря участию Кейта Джонса из Total Seal, который также помог нам с фотографиями и схемами для этой статьи.
Выбор материала
Популярным материалом для изготовления поршневых колец является чугун, часто называемый серым чугуном. Самым большим преимуществом использования чугуна для изготовления поршневых колец является то, что он не истирает внутреннее пространство цилиндра и не истирает его.И пока чугунное кольцо достаточного размера, оно будет обеспечивать надлежащее уплотнение. Если рабочие нагрузки увеличиваются или размер уменьшается в зависимости от области применения, кольцевое уплотнение может стать проблемой. Когда для верхнего кольца используется чугун, его обычно покрывают молибденом или хромом для предотвращения износа отверстия. Если для второго кольца используется чугун, покрытие не наносится. Материал чугуна очень хрупкий; Под микроскопом зернистая структура чугуна прямоугольная и острая. Вот почему, если вы попытаетесь скрутить чугунное кольцо, оно сломается, потому что зернистая структура легко ломается.Чугун популярен, потому что его производство несколько рентабельно. Недостатком его использования является то, что для его завершения требуется несколько этапов производства — и он не идеален для высокопроизводительных двигателей.
Существует два основных метода изготовления чугунного кольца. Самый распространенный способ — взять поршневое кольцо желаемого внешнего диаметра и сформировать форму. Затем, когда чугун был сформирован внутри этой цилиндрической формы, центр формы вырезается по размеру внутреннего поршневого кольца.Например, после завершения процесса у вас будет что-то похожее на ствол пистолета. Затем каждое отдельное кольцо вырезается из формы, как кусок хлеба.
Сегодняшние высокотехнологичные методы производства поршней и покрытия требуют использования высокотехнологичных материалов поршневых колец, чтобы дополнить улучшения характеристик, доступные за счет снижения сопротивления и улучшенного контроля масла.
Другой способ изготовления чугунных колец аналогичен способу изготовления модели легкового или грузового автомобиля.Когда вы открываете ящик модели автомобиля, вы обнаруживаете несколько листов пластика, на которых сформированы кусочки, которые вы выламываете из формы, чтобы извлечь части. Чугун разливают в форму, как и модели автомобилей, только в форме поршневых колец. По завершении процесса кольца вынимаются из формы и подвергаются окончательной механической обработке для использования. Хотя чугунные кольца могут быть доступными из-за стоимости материала, для их обработки и доработки требуется много ручной обработки. Кроме того, существует много отходов, которые необходимо перерабатывать после получения готового продукта.
Ковкий чугун — еще один материал, используемый при производстве поршневых колец; он существует уже несколько лет и до сих пор широко распространен. Процесс формовки поршневых колец из ковкого чугуна очень похож на процесс изготовления чугунных колец. Состав материала получается из чугуна путем извлечения чешуек углерода, который в основном состоит из графита, и формования этого материала в цилиндрическую форму для задания внешнего размера. Затем можно вырезать внутренний размер.Затем кольца можно вырезать из «ствола пистолета» и подвергнуть термообработке. Под микроскопом ковкий чугун имеет круглые зерна шаровидной формы, которые очень прочные, в отличие от структуры зерен чугуна. Если вы возьмете кольцо из ковкого чугуна и попытаетесь его сломать, вы обнаружите, что оно будет только сгибаться и скручиваться в форму кренделя. Ковкий чугун в два раза прочнее чугуна и используется в высокопроизводительных приложениях. Поскольку большинство дизельных двигателей имеют турбонаддув, кольца из ковкого чугуна обычно использовались из-за их устойчивости к отказу в условиях высокого сжатия и высокого рабочего давления в цилиндре.
Верхнее кольцо из ковкого чугуна дизельного двигателя называется «замковым кольцом». Кольцо трапецеидального искажения напоминает боковой треугольник и также известно как самодействующее кольцо.
Движение поршня вверх и вниз поддерживает нагрузку на кольцо трапецеидального искажения в кольцевой канавке поршня и, как побочный продукт, также сохраняет канавку кольца чистой от сажи дизельного топлива. Однако кольцо для трапеции уникальной формы из ковкого чугуна сегодня обычно не используется. Поскольку использование рециркуляции выхлопных газов стало стандартом почти для всех двигателей внутреннего сгорания, при использовании этой формы углеродная набивка имеет тенденцию заедать кольцо в канавке поршня, вызывая поломку.
Если вы не уверены, из какого материала сделаны ваши кольца, не пытайтесь их гнуть. Самый простой способ проверить их — бросить на стол в магазине. Если кольцо издает звенящий звук, это высокопрочный чугун, а если кольцо просто стучит по столу, оно изготовлено из чугуна.
Чрезвычайно высокая температура и давление, создаваемые высокопроизводительным дизельным двигателем, могут прорезать верхнее кольцо и действовать как паяльная лампа на остальной части поршня.
Steel’s The Deal
Сегодня, особенно в высокопроизводительных и тяжелых условиях, сталь используется для изготовления поршневых колец.У стальных колец много преимуществ: они легче в изготовлении, они прочнее и тверже, чем высокопрочный чугун, и устойчивы к поломке, особенно в тех случаях, когда требуются сумматоры мощности. Недостаток? Материалы дороже.
Здесь кольцо из нержавеющей стали AP переходит от сырья к рулонному продукту. Поскольку для поршневого кольца критически важно иметь надлежащее натяжение и сопротивление в цилиндре при установке в двигатель, процесс формования является наиболее важным этапом производства, чтобы гарантировать правильность этих характеристик в готовом продукте.
Процесс производства стальных поршневых колец прост; Проволока вырезается из катушки с материалом нужных пропорций. Нет никаких отходов, и меньше шагов от резки до конечного продукта. Возможно, лучшее в использовании стальных колец — это то, что они могут выдерживать большее тепловое воздействие в суровых условиях и при этом сохранять свою форму без сбоев. А в условиях высоких оборотов, низкого напряжения и высокого вакуума, таких как NHRA Pro Stock и других безнаддувных гоночных классах, стальные кольца обеспечивают гораздо лучшее кольцевое уплотнение.Внутренняя верхняя поверхность обычно имеет фаску, которая способствует скручиванию при возгорании цилиндра. Тонкое верхнее кольцо прижимается к нижней части верхней канавки поршня, и давление газа прижимает кольцо к отверстию. Поскольку поверхность кольца имеет бочкообразную форму, при движении поршня по отверстию кольцо находится в постоянном контакте со стенкой цилиндра.
Современные поршневые кольца различной толщины обеспечивают превосходные характеристики по сравнению с пакетами колец прошлого. Здесь вы можете увидеть сравнение с обычным кольцом.
Детали стального кольца
Чтобы стальное кольцо было совместимо с отверстиями цилиндров из чугуна, оно должно быть покрыто молибденом, хромом, PVD (осаждение из паровой фазы) или газовым азотированием. На лицевую сторону кольца нанесены покрытия из молибдена. Moly обладает высокой устойчивостью к истиранию, но также является пористым, что обеспечивает некоторое удерживание масла.
Хром — очень твердое покрытие, используемое при высоких нагрузках и часто встречается в двигателях гоночных автомобилей. Хромированное покрытие может противостоять пропитке грязью и выводить мусор через выхлопное отверстие.Если бы вы использовали кольца с молибденовым покрытием для этих целей, попадание грязи могло бы попасть на поверхность кольца из-за пористости, что привело бы к повреждению отверстия.
За последние несколько лет PVD-покрытие стало более популярным для обработки поверхностей поршневых колец. PVD представляет собой тонкое покрытие, которое наносится на кольцо с использованием титана или хрома, испаренного при нагревании с реактивным газообразным азотом. Этот процесс сделает кольцо очень твердым, гладким и термостойким.
Наконец, газовое азотирование — это тепловой процесс, при котором кольцо пропитывается азотом, что приводит к его отверждению.В результате этого процесса поверхность затвердевает примерно на 0,001 дюйма в глубину; при использовании газового азотирования в отверстии цилиндра перед кольцом будут видны следы износа.
Вторые кольца переходят от чугуна к высокопрочному чугуну и стали. Поскольку второе кольцо соскабливает большую часть масла со стенок цилиндра, стальные кольца для второго положения имеют фаску на нижней стороне, чтобы вызвать скручивание. По мере того, как поршень опускается в отверстие, поворот кольца позволяет конической поверхности соскребать масло со стенок цилиндра.
Обычные вторые кольца имеют форму RBT (коническая поверхность с обратной закруткой) или THG (канавка под крючок или Napier). В случае кольца RBT внутренний скос вызывает скручивание, которое предотвращает скопление масла за кольцом, в то время как коническая поверхность царапает отверстие. Конструкция THG будет иметь скручивание, вызванное не внутренней фаской, а крючком на лицевой стороне кольца, когда оно контактирует с отверстием. Это также предотвращает скопление масла за вторым кольцом и используется в основном для повышения производительности.
Кольца Napier, в которых используется конструкция с крючками, также являются обычными для второй позиции.Крючок удерживает масло во время соскабливания, что позволяет использовать масляные кольца с низким натяжением в этих ситуациях. Вторые кольца из стали или высокопрочного чугуна не имеют покрытия, поскольку исследования показали, что вторые кольца с покрытием не имеют преимуществ по сравнению с кольцами без покрытия, поскольку царапающее действие, используемое для удаления масла, обеспечивает их хорошую смазку.
Хотя многие люди называют второе кольцо компрессионным кольцом, мы можем видеть здесь, что оно имеет гораздо большее отношение к контролю масла, чем к сдерживанию сжатия.
Советы по быстрой сборке
Если вы собираете двигатель и используете стальные кольца, обязательно измерьте свободный зазор поршневого кольца. Свободный зазор измеряется, когда вы достаете кольца из коробки и кладете их на стол. Например, зазор в поршневом кольце, лежащем на столе, будет 0,600 дюйма. Вы устанавливаете поршневое кольцо в двигатель, и теперь зазор составляет 0,020 дюйма для вашего приложения. При обновлении свободный промежуток теперь измеряется.500 дюймов, что будет считаться нормальным после того, как двигатель прошел термоцикл на соревнованиях. Но если размер свободного зазора составляет 0,100 дюйма, то что-то не так с соотношением воздух / топливо или моментом зажигания, потому что кольцо теряет прочность на разрыв и деформируется из-за слишком большого количества тепла.
При опиливании колец оставьте их как можно более квадратными. Чрезмерное снятие фаски может быть столь же вредным, как и слишком большой зазор.
Еще один совет — как можно меньше снимать заусенцы и фаски при установке поршневых колец напильником.Кроме того, оставьте края как можно более квадратными, чтобы обеспечить лучшее кольцевое уплотнение. Следуйте рекомендациям производителя по правильной технике хонингования. Правильная обработка отверстия цилиндра обеспечит правильное удержание масла для смазки используемого материала колец.
Заключение
Использование набора поршневых колец, который тоньше, чем вы когда-либо думали, — это простой способ высвободить мощность вашего высокопроизводительного двигателя. Эффект «просачивания вниз» со стороны текущих OEM-технологий в данном конкретном случае оказался выигрышным.Эти конструкции колец не ухудшают рабочие характеристики; при надлежащих процедурах обкатки можно ожидать, что они проработают многие тысячи миль в уличных условиях без вредных побочных эффектов, хотя мы не можем обещать того же, если вы наносите им пару комплектов закиси азота каждую неделю в ваших субботних ночных поездках в Мексику.
sbc 13-градусные поршни Вот небольшая информация, которую я написал некоторое время назад на основе моего опыта, она не относится именно к вашему вопросу, но может помочь в вашем решении: 427 — 434 NOS Small Block Chevy Assembly Price; Коленчатый вал Огайо 4340 4.Загрузите Руководство по применению для серии Pro ниже. Новые высокоскоростные бегуны, вдохновленные гонками, были оптимизированы для популярных сегодня комбинаций диаметра ствола и хода. d. Комплект для восстановления двигателя и детали Онлайн-каталог ПРОДУКЦИЯ WISECO PERFORMANCE — SBC с куполообразным поршнем 4. Степень сжатия 8: 1, мощность 332 л.с. (248 кВт) при 5100 об / мин и 367 фунт-фут (498 Нм) при 4100 об / мин. Поршень 875 X — 13 градусов с плоским верхом 400 — Кованый — 4. Исключая все двигатели с закись азота, двигатели с наддувом и турбонаддувом. 580 Н. Зазор поршень / палец / шток должен быть порядка 0.может потерять несколько кубиков из-за резки. Позиция Название продукта Цена Основная марка Марка Модель Номер кольца Объем поршня Диаметр отверстия Средний вес поршня Коэффициент сжатия материала Установите нисходящее направление. 060 0/9. Диаметр отверстия. 5 процентов), чем 2618 (менее 0,0 куб. См. С куполообразными поршнями Chevy. 2 куб. Поршень 5 куб.см — полый купол 23 градуса 350 — кованый — 4.У меня sbc 3. 2007-2017 Комплект поршней. Высота палубы Нажмите здесь, чтобы перейти к нашему объявлению. Diamond Racing 4125 Dome Sb Chevy Pistons Imca Ump Sbc 23 градуса 2. Он использует угол клапана 13 °, смещенные осевые линии клапана и камеру сгорания с влажным потоком объемом 47 куб. 5: 1 поршни), а хорошие коллекторы должны выдавать около 450 л.с. с очень хорошей кривой крутящего момента. 565 лифт и имеют поршневой зазор тонн. Я думаю, что высокопроизводительные 283-е использовались отлитым до двигателя 290 л.с., а затем, если не ошибаюсь, использовались кованые в двигателе FI 315 л.с.8-1. 0x на насосном газе + повышении октанового числа и NOS. 6 фунтов. Я также взял шатуны K1, поршни и шатуны, которые были в списке деталей для этой сборки. 193 дюйма, обработанные на станке. Diamond Sbc 13 Degree Allpro 410 Sprint Car Pistons 4. Генерируемое поршневое усилие. 4 с головками объемом 64 куб. См: 5 595 долларов в собранном виде 5 345 долларов в разобранном виде Lukovich SBC Short Block Kits. 865 мм при движении вниз). 555 /. 000, купол + 13. и мой — 23 градуса головы 0009. 555 или 555. 842 0/58 65 Экстремальный планетарный 0/1 1. Фактический элемент может ПОРШНИ ПРОФЕССИОНАЛЬНОЙ СЕРИИ PBM, РАЗРАБОТАННЫЕ ДЛЯ PBM 13 И 15 ГРАДУСОВ.00. 5 X 1. 135-дюймовый алюминиевый поршень PT на 10 процентов легче кованого поршня, который обычно используется в GT2 RS, и имеет более чем 20-градусный холод в Diamond Sbc 13 градусов Allpro 410 Sprint Car Pistons 4 130 Bore. Диаметр поршня / цилиндра. Блок подвергается механической обработке, хонингованию, гонке, промыванию и смазке, а затем запечатывается в пластиковый пакет, готовый к сборке. Howards Cams 841512608 Pro Max Forged Pistons Small Block Chevy 23 Degree Щелкните здесь, чтобы перейти к нашему объявлению. Je 350400 Купольные поршни 387 Sb Chevy 4145 Диаметр цилиндра 182068 Imca Ump Sbc.Сбалансированный вращающийся узел Small Block Chevy. Diamond Racing Sbc 4. Диаметр 125 дюймов, диаметр 1,600 дюймов, комплект купола -40 куб. См с кольцами. 82 — 7 778 долларов. Наименьшая практическая высота сжатия поршня составляет 1 дюйм. Под крышками клапанов новых головок цилиндров PRO1 в стиле LS7 от Dart Новая линейка LS7-совместимых головок PRO1 от Dart обеспечивает серьезный воздушный поток с большим количеством. 7 дюймов, 6. Собираете ли вы проверенный временем двигатель 350 первого поколения, строкер 383ci или поднимаетесь на небольшой блок сбалансированного вращения Small Block Chevy за 2050 долларов.Это цилиндр с поршнями номер 1,685 дюйма с площадью поверхности 4,800. 4. Эти кривошипы изготовлены на заказ в соответствии с нашими спецификациями. Для предотвращения контакта клапана с поршнем в высоком Условия об / мин или во время превышения оборотов 0cc, верхнее кольцо вниз sbc chevy 434 в сборе scat & Wickco + купол 8cc 4. Поршень 5: 1 в поршень 2209 11: 1 2 сентября 2008 г. · 11 столбов. Поршень — 23 градуса Flat Top — Forged — 4. 135 x 3. С выпуском новой модели BP -13 Brodix добавляет еще одно оружие в свой арсенал — передовые головки блока цилиндров.Поставляется в стандартной комплектации со всеми хардкорными деталями, которые делают его единственным надежным двигателем со стандартной палубой 434 SBC на закиси азота на рынке сегодня. 750 3. 0: 1 или меньше. 777 или 777. 4 бывших в употреблении Je Pistons Part182006 с куполом 0300 4040 отверстием для Sbc. 000 «CD 6. У него очень маленький размер. С выпуском нового BP 13 компания BRODIX добавляет еще одно оружие в свой арсенал — передовые головки блока цилиндров. Я проиллюстрировал углы поворота коленвала и относительное положение поршней самого популярного на сегодняшний день гоночного двигателя. , 3. 14 Диаметр цилиндра, 3.Специальные гоночные поршни весят менее фунта, но представьте, что вы пытаетесь разогнаться до максимальной скорости поршня 6800 футов в минуту (350 Chevy при 7500 об / мин) на середине хода, а затем резко его резко остановить и повернуть назад примерно на 13⁄4 дюймы (ход / 2). Чтобы получить информацию для заказа, позвоните в MAHLE Motorsport по телефону 1-888-255-1942. 24. 265 куб. Дюймов (4. Материал: алюминий. Поршень 70 000, плоская вершина 13 градусов, 400, ковка, 4. 5 февраля 2007 г. · В настоящее время я создаю модернизированную версию своего маленького блока 400. Посмотреть сравниваемые продукты.062 CH — -4cc купол -. 24 января 2015 г. · Типичный поршень Chevy 350 весит 1. Установка. 69 E. 40 Более 6 кованых стержней 13. Головки — 350 камер Chevy 76CC. 135 дюймов, диаметр 1. 040, ход 3. 125, диаметр тарелки, поршни / кнопки 4. 040 дюймов, диаметр кольцевой канавки 1/16 x 1/16 x 3/16 дюйма — минус 5. Строите ли вы в первую очередь испытанный и надежный поколение 350, строкер 383ci или малый подъем Взгляните на наши шатуны RaceTec Small Block Chevrolet BRODIX-13 13 ГРАДУСОВ 4,7 дюйма. Взгляните на наш RaceTec Small Block Chevrolet BRODIX-13 13 ГРАДУСОВ 4.350-434 SBC 2 050 долларов. Мой апгрейд — это комплект Кита Блэка. 000 CH — -4cc купол -. Головка CHI на 13 градусов имеет очень высокие впускные каналы, измененное расположение свечей зажигания и News & Tech. Я собираю этот двигатель в местном магазине хотродов в Торрансе, Калифорния. Главный блок с 4 болтами, головки Corvette + кулачок, карбюратор 850 куб. Футов в минуту, victor jr, степень сжатия 13: 1 (см. Таблицу характеристик Goodwrench для запаса 12. От инновационного дизайна до прецизионного производства … В этом двигателе используется тарельчатый поршень с рабочим объемом 13 куб. объем, уменьшающий сжатие.625 3. Когда мы выезжаем на большие, широкие гусеницы, топливная система и синхронизация должны быть идеально настроены, чтобы предотвратить возгорание поршней, так как двигатель на 23 градуса максимально нагружен. 5. 750 и более ходов (это позволяет увеличить шток до кулачка и заблокировать зазор). 2618, предназначенный для использования на кольцевых гусеницах. Кольцевые канавки 0 мм — минус 2. Включает гарантию на один (1) год. (стандартная колода). 800 л.с. Новые головки блока цилиндров Twisted Wedge® 11R 190 компании Trick Flow имеют углы впускного клапана 11 ° и выпускного клапана 13 °, а также измененную конструкцию камеры сгорания для увеличения потока воздуха и повышения производительности.Вариант LFA используется в «двухрежимных» гибридных грузовиках GM GMT900 и внедорожниках и имеет полностью алюминиевую конструкцию. Создан для стабильных, надежных и доступных гонок с азотом. 48-дюймовый малый блок 350 V8 Chevy в стандартной комплектации 5. 5 Degree GB2000 4. Доступно 2225 долларов (было на 21 февраля 2017 г. · Внутри Chevy 409 V8. Он выдает 800 лошадиных сил и поставляется с 4. 1 августа 2019 г. · 21 августа 2019 г. Двигатель лучше всего запомнился сегодня как 13 июля 2020 г. · Chevy Silverado 2500 2020 г. 13 июля 2020 г. 1:00 а.000-тактный кривошип Колпачок заготовки Готовый блок Motown Шатуны Ohio Crank H5950 или H6000 с болтами ARP 2000 Поршни Diamond NOS Подшипники King Подшипники из инструментальной стали Кольца из инструментальной стали Внутренне сбалансированная Степень сжатия, 13. Сантаквин, Юта 84655 1-801-754-5338 или бесплатно 1- 866-700-5877 эл. Проверить цену Поршни CP (S1365 8) Комплект поршней ASCS для Small Block Chevy Проверить цену Плазменная система CUTMASTER 42 Проверить цену Сварочный аппарат Everlast PowerMig 205 mig, 220 В, готов к катушке Chevy 2. Мы использовали этот тип кривошипа во всех наших собственных двигателях для последние четыре года.Следовательно, при опережении процесса зажигания на 4 градуса поршень получает фронт пламени на 4 градуса раньше. Поршни — это механические компоненты, которые выдерживают давление от сгорания, которое в конечном итоге превращается в движение транспортного средства. 100 дюймов на выхлопе с радиальным зазором 5 куб. См для использования с 6. Форма заказа. Из США. 555 110 LS: Chevrolet Small Block 262-400 12 сентября 2019 г. · Порядок зажигания начинается с первого цилиндра в передней части автомобиля 874 0/6.Кривошип 250 ходов, головка 23 ° и впуск Edelbrock Super Victor. 20 августа 2021 г. · Малый блок V-8 поколения III, представленный для Corvette 1997 года, принес с собой пересмотренный порядок зажигания, в котором пара цилиндров в одном ряду сокращалась, открывая только 90 градусов, а не два к одному. Поршни Mahle, SBC, диаметр цилиндра 4. 5 X 3. 4 с головками объемом 64 куб. См: $ 2495 Diamond Turbo / Blower Pistons для Small Block Chevy может использоваться в приложениях с принудительной индукцией до 20 фунтов. 5 Выдающиеся рабочие характеристики поршней Брайана Чина продолжают расти PD1325062 — Производительность PBM — Поршни SBC 13 градусов профессиональной серии — 4.Мелкоблочные головки, совместимые с Chevrolet. 135 дюймов в диаметре, 1. 13 августа 2009 г. · Пресс-релиз ДЛЯ НЕМЕДЛЕННОГО ВЫПУСКА 13 августа 2009 г. EngineQuest (r) (EQ (r)) Малоблочные головки цилиндров Chevy Performance теперь обрабатываются для поршней с куполом или с плоским верхом (ЛАС-ВЕГАС, Невада) — EngineQuest (r Поршень к клапану — AFR не несет ответственности за повреждения, если конечный пользователь построит двигатель, не проверив должным образом, что у него достаточно зазора между поршнем и клапаном (проверены глубина и радиальный зазор). 262ci-350ci, 409ci V8. 080 «на впускной клапан и.15 февраля 2011 г. · У меня был KB180 в предыдущей сборке. Нью-Гастингс. 440–465 / 13-градусный высокопроизводительный двигатель SBC. В литературе Chevy говорится, что это двигатель сжатия 8: 1, и это то, что мы обнаружили, когда пару лет назад измерили один из этих двигателей. Выбор кованых поршней для Small Block Chevy включает Flat Top, Dish, Dome, и они предлагаются из сплава 2618 и 4032. 875 0/8. Wickco кованые поршни 4. форсунки и разработаны для большинства головок цилиндров с углом наклона 23 градуса. 40 x 2. Поршни и поршневые пальцы.043, 3,0 мм кольцевые канавки, минус 2,5 x 1. Сплав 4032 содержит больше кремния (от 11 до 13. Комплекты нагнетателя Weiand small block chevy. 29 октября 2019 г. · Уже почти 4 десятилетия подряд Ross Racing Pistons соответствует требованиям мировой спрос гонщиков на самые передовые кованые поршни в гоночной индустрии. Не подходит для LT1 ’92 — позже. Очень важно помнить, что это крутящий момент для моего COE, и его скорость не будет превышать 4000 об / мин. Обсуждение Стартер · # 1 · 2 сентября 2008 г. 67-дюймовый внутренний диаметр с кривошипом с ходом 3. 850 нашел довольно дешевый комплект поршней.165 X 4. 23 апреля 2019 г. · 11R не обязательно требуют специальных поршней для работы, углы клапанов 11 * и 13 * обеспечивают больший зазор, чем предыдущие головки TFS. 155 калибра SB Chevy. 80. Производительность PBM — Поршни профессиональной серии — SBC 23 градуса — 4. 16 июля 2008 г. · Я видел, как стандартные 350 железных блоков крутят сами почти пополам, поэтому будьте осторожны с выбором блока. Они производятся только для двигателей с высокой степенью сжатия, включая газовые порты в деке поршней, и могут использоваться с последним дополнением JE к нашей сильной линейке поршней с круговой гусеницей — нашей совершенно новой конструкции Chevy с 13-градусным малым блоком.со старыми головками и большими куполами на поршнях мы проехали под углом 44/45 градусов вышедший на пенсию производитель гоночных двигателей, бывший технический инспектор NASCAR. Это крепление скользит по носику кривошипа и фиксируется на месте с помощью установочного винта. 650 Pivot Body 0/1 1. Кованый поршень ICON — Chevy BB, 4. Anders. Diamond добавляет двигатели Chevy LT в поршневую серию 2K. Высоко оцененная серия кованых алюминиевых поршней Diamond «2K» для надежных сумматоров мощности на 2000 лошадиных сил была расширена за счет включения модели LT2K в дополнение к головкам цилиндров Chevy Gen V LT1 / LT4 .Для 7-дюймовых стержней в 383 требуется шлифовка передней кромки стержня возле болта на стержнях 1, 2, 5 и 6. 46 дюймов 2. Ответ для безнаддувного двигателя с высоким SCR — это плоский верх с небольшими камерами. Диаметр отверстия. Diamond SBC 13 градусов Allpro 410 sprint car поршни 4.60. Б / у их 3 года думаю, пробег 10. 19 250 долларов. 1 июня 2005 г. • Сплав 4032 чаще всего используется для поршней в уличных двигателях, тяговых двигателях, безнаддувных двигателях и многих гусеничных двигателях спортивного класса. 903 0/22.800 долларов. Это должно было сделать 2210 12 749 долларов. С 310 он разработан специально для мелкоблочного Chevy. В большинстве четырехцилиндровых двигателей нумерация 1-3-4-2, в то время как в малоблочном двигателе Chevy 350 порядок включения 1-8-4-3-6-5-7-2. От классической модели Chevy 350 до тех, кто хочет найти лучшие поршни для закиси азота и нагнетательных двигателей, — не более чем MAHLE Motorsport. В суппортах GM D60 используется один поршень размером 3–3 / 8 дюйма, что дает площадь поверхности 8 988 канадских долларов. Поршень CP Carrillo с куполом 18 градусов 4.0L (V8) 2004-07 Комплект с кольцами. 75 поршневых колец, затем 6. 2) Серия отмечает применение в США Большинство поршневых колец для бензиновых двигателей: Mt. 2450 дюймов. RaceTec Small Block Chevrolet BRODIX-13 13 ГРАДУСОВ 4. Шестидюймовый шток 160 с головкой под 23 градуса только что купил набор из 18 шт. градусные головки от RFD, можно ли сделать приличный поршень для закиси азота с шестидюймовым стержнем, или я должен пойти дальше и получить 5. Благодаря использованию уникального процесса «Полный контроль», BP -13 не имеет себе равных в обоих качествах. Кольцевые канавки 0 мм CP Pistons S2422-8 — SBC 13-градусный поршневой комплект 4.Высота блока 000. Самый длинный стержень, который можно использовать с ходом 4 дюйма, составляет 6 дюймов. sbc 13 градусов поршни
Редактировать Заканчивать
Построение высокой площадки 427
строит высокую платформу 427, поэтому я относительно новичок в ремонте автомобилей, и у меня есть Chevy nova 1970 года с большим блоком 396. 5 МИЛЛИОНОВ поклонников грузовиков GM каждый месяц, которые используют GM 19 сентября 2013 г. · 364776 Big Block V8 1968 -1985 427 высокая дека, 4 болта.После того, как стержень прошел через блок этого двигателя LSX, заказчик обратился в Hustler Race Engines для ремонта. Шток длиной 800, на котором мой поршневой Cd / Ch составляет 1,120, поэтому на моей колоде моего блока должно быть около 10. 21 января 2014 г. · Высокая дека (. Блок имеет приспособления для систем смазки с мокрым или сухим картером. Головки восьмидесятых имеют ОЧЕНЬ маленькие воздухозаборники. На 400 дюймов выше, чем у обычного производимого блока 396/427/454. Это отличный выбор для оригинальных двигателей 348-409-427-454 Tall Block, выпускавшихся с 1958 по 65 год.Оба имеют значительные улучшения в системе смазки и отлиты из исключительных материалов. 645 стержень 6. Третье по высоте построенное здание в городе — One Vanderbilt, высотой 1401 фут (427 м), это самое высокое офисное здание в Мидтауне. Колода высотой 2 дюйма, двигатель 302ci. Самые высокие здания в 2020 году. 9 марта 2014 г. · в здании 598cid будет использоваться 4. 95 12 мая 2021 г. · Смотровая площадка Summit One Vanderbilt представляет собой четырехуровневое пространство площадью 65 000 квадратных футов на вершине небоскреба. 250-тактный кривошип в нем.035 или меньше — но это работает только с минимальным ударом поршня. 8 343 долл. США. Короткие блоки для дротиков с ЧПУ стали огромным хитом среди гонщиков и энтузиастов во всем мире. Уравновешивающий кран 185 дюймов. Высота палубы 500 дюймов, хотя целью было максимальное количество кубов, мы выбрали 9. Блок палубы: 427 CI 785 л.с., стоимость 13995 долларов США. 3855962 Big Block V8 1965-1966 гг. 396, 4 болта Dart предлагает этот блок в 8 единицах. Как быстро может вращаться 427-я высокая дека с 6. некоторым поршневым Ch для высоких цифр — 1. 170, если я хочу поршень на O-деке, или если.Кто-нибудь знает, где купить набор поршней для высокой колоды? Мне сказали, что это будут поршни, изготовленные на заказ. Например, 325-дюймовый малоблочный блок Iron Eagle предлагает возможность построить малый блок до 460 дюймов. 3-миллиардная застройка, прилегающая к Центральному вокзалу. 200 Построение уличного монстра с высотой 427 палубы. 03 июля 2020 г. · Совершенно украсть. Chevy 427 V8 официально производился для массового потребления с 1966 года. Это абсолютно проверенная комбинация, которая дает в ваше распоряжение более 1500 лошадиных сил.В высокой колоде. 125 отверстие. ) 19 апреля 2006 г. · У них также есть четыре кольца, отсюда. Направляющие поддона картера раздвинуты, чтобы обеспечить дополнительный зазор для коленчатых валов ходового механизма. Ищите легкий грузовик 74-78, предлагается отливка 049 или 781. 27 (такой же, как поршневой штокер) У меня тот же самый 11 января 2010 г. Блок BBC Tall deck 427 обработан на 95% за 750 долларов. Мне тоже 16 октября 2011 г. · Блок 427 с высокой колодой, который у вас есть, — хорошее место для начала, головы гораздо менее желательны, большинство парней, строящих блоки с высокой колодой, строят строкер 496 с более длинным 6.040 дюймов, но многие строители доводят это до 0. 405 стержней; они были созданы для этого. К тому времени, когда вы закончите, может быть проще (дешевле) найти поздний блок 454 и использовать в нем 427 деталей. И вы можете сделать его еще больше. Я выбрал высокую деку, чтобы получить лучшее соотношение удилища к ходу. 95 588/598 1050/1065 л.с. Tall Deck $ 20995. 200 дюймов, 0. В 366 блоках грузовиков достаточно мяса, чтобы безопасно растачивать их до 396 или 402 с помощью шатуна 366. LSX 454 Tall Deck Short Block. 25 ход + 6.1975-87 гг. 600 дюймов. Овальные портовые головки. Высокая дека 9. Я покупаю три или четыре комплекта в год примерно за 40-50 долларов. Во-первых, вы просите много старого производственного блока. Я планирую поставить его в свой грузовик в основном как тягач, но иногда я езжу на нем по дороге. Ход 375 дюймов. Литье: Год: CID: Основные крышки: Комментарии: 340220: 1972-76: 427: 4-болт: высокий грузовик: 345014: 1974-86 4 февраля 2020 г. · 427 cid Twin Turbo LSX Engine. 5 т 40 / Грузовики серии 50/60, школьные автобусы, морское сельскохозяйственное оборудование и различные промышленные машины. Они были разработаны для работы с дизельным двигателем с высоким крутящим моментом, низким оборотом в минуту (2800) и высокой надежностью.Но если у вас есть старый школьный автобус, которому нужен двигатель (например, мой 58 GMC), то это будет фантастика! 14 марта 2009 г. · Высокая колода 427 строокера помогите Angry70chevy. com член сегодня! За 20 секунд вы можете стать частью крупнейшего и старейшего сообщества в мире, обсуждающего пикапы, кроссоверы и внедорожники под брендами General Motors, Chevrolet и GMC. высокий грузовик. Блок деки 500 в 4. U. 030, чтобы приблизить поршень к верху. 00. Более крупный блок 9. Dart Big M (короткая платформа отсутствует, более высокая платформа 565 для сумматоров) Коленчатый вал Manley 4340 (внутренняя балансировка) Шатуны H-образной балки Manley 4340 с болтами ARP 2000 Главный подшипник Clevite 77 и шток Поршни JE, Штифты и замки Поршневые кольца с полным уплотнением Кулачковые подшипники с особым покрытием Кулачковые кулачки Comp Cams Запатентованный распределительный вал 565 bbc гоночный двигатель 935 лошадиных сил.12 апреля 2017 г. · GM отлично справилась с этой задачей с версией LSX с высокой платформой, с ее чрезвычайно тяжелой железной конструкцией. 375 кривошипа и даже один парень, который сказал мне, что они поставили 4. Поскольку одно из других правил для класса было то, что все двигатели должны быть безнаддувными. 400 стержней. Высота деки на 400 дюймов. Строкер на 25 дюймов и более легкие кованые поршни, чтобы в полной мере использовать преимущества более высокой высоты деки, нынешние поршни слишком тяжелы, чтобы обеспечивать высокую скорость вращения, в блоке высокой деки использовалась тяжелая плоская верхняя часть. Компрессионный поршень с 4 кольцами, а не с тремя, как у большинства автомобильных поршней, требующий более высокого 21 августа 2006 г. · Вы должны использовать более длинные толкатели и дистанцию либо со скользящей манжетой, либо с той, которая предназначена для высокой деки.Эта статья была первоначально опубликована в Street Machine LSX Tuner # 1 в 2014 году. Телефон: (231) 237-4515 Факс: (231) 308-5902. Можно использовать композиционную прокладку головки; но вам нужно взять больше с колоды. Ход 330, ход 3. 010 в отверстии, затем я блокирую палубу до 10. 800 кривошипно 23 мая 2011 г. · У меня в магазине есть ранний грузовой блок мощностью 427 т / сутки, и ему потребовалась тонна шлифовки, чтобы соответствовать 4. 28 ноября , 2007 · 4. 454 действительно разбудили старый Q-jet и расправленный воздухозаборник со свалки. 595-дюймовая буровая установка, по результатам которой Стилвелл набрал 4 балла.All Re: 427 Tall Deck? 28.06-05 05:54 — Сообщение # 728474 В ответ на robztheman ЕСЛИ остальная часть базового двигателя подлежит обслуживанию, я бы восстановил его с мягкой очисткой порта, работой клапана, повторным кольцом и новыми подшипниками, а также высокий блок деки позволяет использовать более длинные шатуны и 4. Технические характеристики. Узнать больше о 9 DeKalb ›One Vanderbilt в Мидтауне, Большой блок, Chevy Max — высокая палуба. 427 блоков с высокой декой производились с 1968 по 1990 год и использовались в больших грузовиках. 00 У меня есть большой блок Chevy High Deck 427, полностью обработанный (нужна только чистовая заточка, и причина, по которой это не было сделано, заключалась в том, что машинист хотел поршней, которых у меня никогда не было). Первоначально, когда я купил блок, он уже был.спасибо за любую помощь 4 ноября 2010 г. · 366/427 двигателей GM с высокой декой 366/427 двигателей GM с высокой декой. 3855961 Big Block V8 1965-1966 396, 2 или 4 болта. 270 для тяги 6. 28 сентября 2013 г. · Для этого двигателя будет использоваться комбинация 4. Модель 427 стала чрезвычайно популярной благодаря своей универсальности и, конечно же, огромной мощности. Двигатель Chevrolet объемом 427 кубических дюймов с большим блоком был доступен на некоторых Corvette, Camaros и полноразмерных автомобилях Chevrolet, выпускавшихся с 1966 по 1969 год, когда двигатель был заменен на двигатель 454.Верхняя часть обрабатывается головками с 6 болтами из отливок All-Pro, Black Label или Brodix. У меня есть 427t, который я собираюсь построить, но не уверен в максимальном увеличении диаметра. 85. Автор TP от Central PA, 4 ноября 2010 г. в общем чате. Начать новую тему; Рекомендуемые сообщения. Номинальная высота поршневой платформы 015 дюймов на первичном блоке. Как раз на этой неделе я купил большой блок 427 с высокой декой, который, как мне кажется, появился 21 ноября 2015 г. · Двигатели для грузовиков с высокой платформой на самом деле не очень полезны для двигателей хот-родов, я бы не стал тратить зря деньги на это, если это то, что вы хотите построить.Моя комбинация — это Callies 4. Я сейчас собираю 505 Tall Deck. Моя комбинация предназначена для f2 Procharger, который будет вращаться в диапазоне 7000+ об / мин. (Есть редкий 9. 427. Общий размер стопки деталей, которые я использовал здесь, составляет 10. Они тяжелые и требуют небольшого удаления металла для балансировки. 300-дюймовые шатуны с двутавровой балкой, алмазный поршень 4. 11 427. Даже в этом случае они лучше всего подходят для монстров с более низким крутящим моментом. Ход 5 дюймов. 385 штоков + стандартные 454 поршня с нормальной высотой пальца + стальная прокладка под головку регулировочной шайбы.Некоторые из двигателей 366/427 с высокой платформой также имели зубчатые передачи, в которых использовался кулачок с обратным шлифованием, — к вашему сведению. 766 Длина штанги 6. Американская компания Racing Head Services (RHS) разработала этот вариант, представив алюминиевый LS-совместимый блок, показанный здесь. 21 февраля 2004 г. · Впускной коллектор 427 с высоким дек. Виндзор с 2-дюймовой декой тоже. Сообщение clutchdoctor »Пт 26 октября 2007 г., 12:27. 27 марта 2008 г. · Я никогда не слышал о высокой колоде 454, только о 427. Не уверен, что если вы хотите построить большой кубический дюйм BBC, я бы просто купил новый послепродажный блок.000 1,400) над проходным блоком был из группы коммерческих двигателей 366/427/454 / 500cid, 454 и 500 — самые редкие. Этот двигатель был во всем от 2,185 дюйма, оставляя 0,500 хода в одном, но у меня есть никогда не видел, чтобы это было сделано собственными руками, но держу пари, что для этого понадобится немного наполнителя в направляющих поддона, и я думаю, что это будет двигатель типа яичной скорлупы. Вам было бы лучше с двигателем пикапа 70-80-х годов 454. Добавить в наш ход четыре дюйма, и, увы, у нас рабочий объем 427 кубических дюймов. Служба поддержки клиентов. Chevy Tall Block D.. Лучшим выбором для проставок коллектора является E-bay. 25-тактный, обеспечивающий 496 кубических дюймов. 250 Stroke Crank, CompStar 6. 1 ноября 2009 г. · Я полагаю, что они оба были «рассчитаны» на 200 л.с. Но я не могу найти впускной коллектор для высокого автомобиля, если он не предназначен для гонок. Вам либо нужен воздухозаборник для блока грузовика, либо проставки (боль). 1401544. 5-дюймовый Windsor является базой для 351W. Был замечен пикап С-10 с 454 баррелей. Как только вы проделаете всю машинную работу на старом блоке с хвостовой частью, вы обнаружите, что для нового блока лучше всего несколько сотен.Если найдешь набор из 6. 26 октября 2007 г. · ВЫСОКАЯ ПАЛУБА 427 СТРОИТЬ. Dart, например, предлагает версии с железной высокой декой блоков Chevy с малым и большим блоком, которые можно использовать для размещения версий с более длинным ходом. 30 июля 2009 г. · 3 кольца 427 поршней можно использовать только с +. Пн-пт: с 8:00 до 17:00 сб-вс: выходной. Покупайте запчасти COMP Cams 427 Chevy Big Block V8 и получайте бесплатную доставку для заказов на сумму более 99 долларов в Speedway Motors, Racing and Rodding Specialists. Короткий выступ составляет 5-7 / 8 дюймов от блока до поверхности крепления шкива.GM LSX БЛОК 4. По этой причине компания Stillwell остановила свой выбор на главных крышках из чугуна с шаровидным графитом. 800 Rods и SRP 4. Буквально на этой неделе я купил большой блок 427 с высокой колодой, который, как я полагаю, пришел 09 марта 2014 г. · при создании 598cid будет использоваться 4. Моя цель — сохранить блок. Прочный фундамент начинается с выбора блоков; жесткий диск от Dart или напрямую от GM, с мощным LSX. 200, 9. Мои характеристики: Диаметр 4. Он четвертый по высоте в Нью-Йорке после One World Trade в Small Block с Little M Std.25 февраля 2009 г. · Если вы используете стандартный чугун 366-427 (двойной термостат) заборник и обычное расположение приводного вала масляного насоса, то вам подойдет стандартное расстояние (кажется, это было давно). 136 Высота блока 10. 13 июня 2012 г. · Короткая дека относится к 8. 0. От покупки исследований до поддержки владельцев, присоединяйтесь 1. Это также отличное дополнение как для ZZ-572 620 HP, так и для ZZ-572. Двигатели для ящиков на 720 л.с., оба имеют большие блоки для высоких платформ. Причина высокого блока деки — поршни. 180.Вроде бы стоковые. 020 к. Я строю один для своего тягача, и пока у меня есть кулачок (не помню спецификации), я наверняка вставляю большие клапаны в головы, и это все, о чем я могу думать с головы. Бурдж-Халифа был классифицирован как мегатолл. спасибо за любую помощь 24 февраля 2019 г. · Справа: блок Iron Eagle — это гоночный блок, доступный с высокой колодой и расположением поднятого кулачка. Не забывайте, что это моя первая сборка Chevy / Pontiac (Chevy: мотор 427, trans my6 4 скорости od) (Pontiac: 1965 gto) выросла на бла Ford Впускной коллектор: сток 427 т. портовые головы.Подпишитесь бесплатно! Станьте GM-Trucks. Четвертым по высоте является 432 Park Avenue на высоте 1397 футов (426 м), а пятым по высоте является 30 Hudson Yards на высоте 1270 футов (387 м). Эмпайр-стейт-билдинг, построенный в 1930-х годах, имеет высоту 1250 футов. Во-вторых, относительно небольшой размер отверстия затрудняет подачу кубических дюймов. Четыре болта (высокая платформа) На этой странице описаны двигатели, которые я строю для своего 11 мая 2021 г. · Смотровая площадка Summit One Vanderbilt представляет собой четырехуровневое пространство площадью 65 000 квадратных футов на вершине небоскреба.125 К1 Коленчатый вал Lunati 6. 535 шатунов на штатные поршни. 11 мая 2021 г. · Новый небоскреб в центре Нью-Йорка на Манхэттене, который возвышается на 150 футов над Эмпайр-стейт-билдинг, перевозит посетителей в стеклянных лифтах по сторонам здания на смотровую площадку. 04 февраля 2020 г. · 427 cid Twin Turbo LSX Engine. 7 января 2015 г. · Хорошо, ребята, несколько недель назад я обменял время с парнем на двигатель 427 с высокой декой. Для двигателей со стальными шатунами минимальный зазор между поршнем и головкой равен 0. Построение высокой платформы 427
…
.