Ремонт ходовой части гусеничных тракторов opex.ru
Array ( [DATE_ACTIVE_FROM] => 29.04.2021 17:42:00 [~DATE_ACTIVE_FROM] => 29.04.2021 17:42:00 [ID] => 513821488 [~ID] => 513821488 [NAME] => Ремонт ходовой части гусеничных тракторов [~NAME] => Ремонт ходовой части гусеничных тракторов [IBLOCK_ID] => 33 [~IBLOCK_ID] => 33 [IBLOCK_SECTION_ID] => [~IBLOCK_SECTION_ID] => [DETAIL_TEXT] =>Ходовая часть гусеничных тракторов значительно изнашивается в области балансиров кареток, опорных катков, которые поддерживают ролики, направляющих и ведущих колес, гусениц и рам тележек. Многие из деталей значительно изнашиваются: одна деталь, в среднем, теряет 40% металла. Поэтому необходимо знать, как правильно выполнить ремонт ходовой части гусеничных тракторов.
Опорные катки с поддерживающими роликами, натяжными колесами
Основными дефектами деталей служит износ рабочих поверхностей с трещинами обода со спицами, износом поверхности посадочных мест под подшипниковые наружные кольца.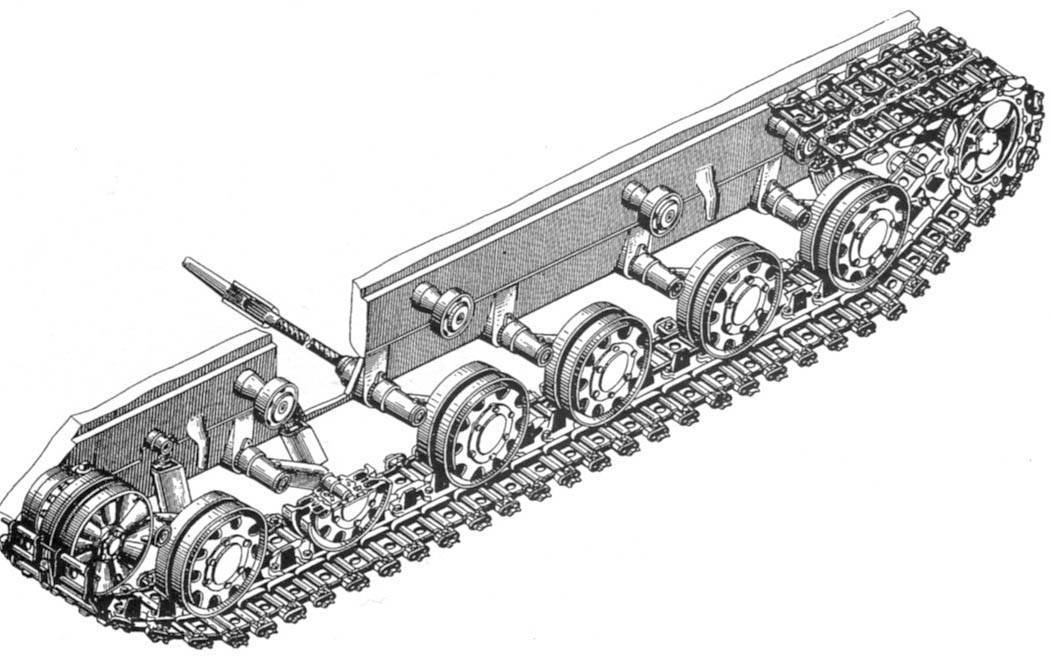
Опорные катки с направляющими колесами выбраковываются во время излома свыше двух спиц и во время одновременного износа обода до толщины меньше 10 миллиметров. Они быстро изнашиваются, если на ободе имеются две и более трещин.
Для восстановления опорных катков с направляющими колесами трещины завариваются через электродуговую сварку и электрод Э-42. Изношенные рабочие поверхности поддерживающих роликов восстанавливаются через автоматическую наплавку проволоки, флюса и порошковой ленты без обработки механическим способом.
При мелкосерийном производстве, чтобы восстановить опорные катки и поддерживающие ролики тракторов, применяется бандажирование. Рабочая поверхность деталей протачивается до выведения изношенных следов. Из стали изготавливается кольцо. Его приваривают к торцу под натяжением в 0,25 миллиметров.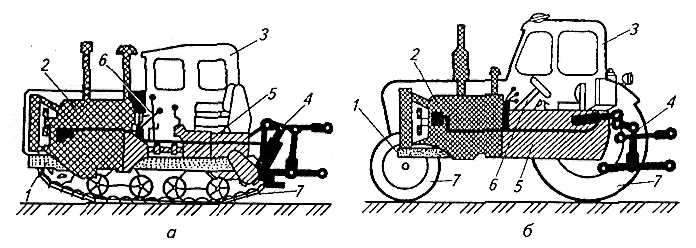
Чтобы восстановить опорные катки и поддерживающие ролики в промышленных специализированных компаниях нередко используется заливка с помощью жидкого металла (чугуна или стали). Изношенное отверстие под ось в катковой тракторной ступице третьего класса тяги проходит восстановление с помощью холодного обжатия ступицы в прессе. Во время восстановления опорных катков, которые поддерживают ролики и направляющие тракторных колес, используется обработка наплавленных поверхностей. При этом используется электроконтактная или токарная обработка поверхностей.
Ведущие колеса
Во время текущего ремонта ведущие колеса гусеничных устройств переставляются. При изнашивании зубьев с нескольких сторон, при мелкосерийном производстве происходит их наплавление через ручную электродуговую сварку. Во время ручной наплавки на ступице колеса закрепляется шаблон (применение нового зубчатого колеса). Вначале зуб наплавляется по кромке с обеих сторон через электроды. Потом происходит наплавление его по всему профилю через электроды ОМЧ-1. На специальных заводах восстановление ведущих колес происходит через накладную приварку.
Детали гусеничной цепи
У гусеничной цепи происходит износ отверстий проушин, беговых дорожек, почвозацепов, цевок в местах прикосновения с колесными ведущими зубьями. Это основные неисправности ходовой части гусеничного трактора. Ряд деформированных звеньев выравнивается через гидравлический пресс. Перечень небольших трещин подлежит сварке. Изношенные проушины, цевки идут на замену. Во время восстановления звеньев тракторных гусениц применяется деформирование с обжатием, заливкой жидким металлом, электродуговой наплавкой.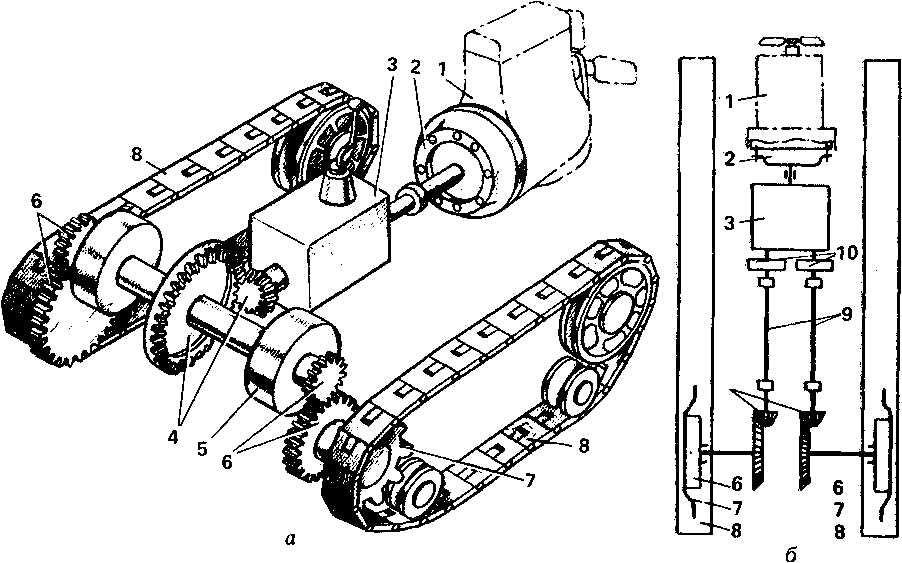
Через электрическую дугу угольного электрода
Через электрическую дугу угольного электрода в стенке со стороны износа осуществляется прожигание технологического отверстия, в часть проушины вставляется технологический тип стержня. Он дает закупорку ее со всех сторон с помощью огнеупорной глины. Металл расплавляется в частях тиглей или через ТВЧ. Он заливается в проушины с помощью технологических отверстий. Материал дает заполнение полости проушин и, проходя кристаллизацию, образует часть вкладыша, который удерживается благодаря применению неравномерной по износу поверхности проушин и металла, застывшего в техническом отверстии.
Восстановление проушин звеньев происходит кузнечно-сварочным методом. Изношенные элементы подвергаются нагреванию в горне то температурного режима в 900 градусов. Там они разрезаются, обжимаются через оправку с помощью молотка. Стыковка заваривается через электродуговую сварку. Слой металла направляется для получения оптимальной толщины стенок. Во время ремонта гусеничной тракторной цепи Т-130 ряд изношенных втулок и пальцев не подлежит восстановлению. Втулки с пальцами одностороннего износа поворачиваются полностью, а во время двустороннего износа идут на выброс.
Стыковка заваривается через электродуговую сварку. Слой металла направляется для получения оптимальной толщины стенок. Во время ремонта гусеничной тракторной цепи Т-130 ряд изношенных втулок и пальцев не подлежит восстановлению. Втулки с пальцами одностороннего износа поворачиваются полностью, а во время двустороннего износа идут на выброс.
Во время значительного износа отверстий под ряд втулок и пальцев звенья подлежат замене. Беговая дорожка звена восстанавливается через наплавку. Перечень изношенных почвозацепов башмаков направляется под флюсом через специальные приспособления. Разборка и сборка гусеничной цепи происходит под гидравлическим прессом.
У гусеничных цепных экскаваторных звеньев происходит износ боковых дорожек, гребней и отверстий в области проушин. Беговые дорожки, которые изнашиваются больше 6-ти мм, проходят восстановление с помощью автоматической наплавки под слоем флюса. Ряд поверхностей гребнев звеньев проходит ручную наплавку через шаблоны электродов ОЗН-250У или ОЗН-ЗООУ. По окончании наплавки происходит зачистка гребней через шлифовальный круг. Звенья со значительным износом отверстий проходят процедуру выбраковки.
По окончании наплавки происходит зачистка гребней через шлифовальный круг. Звенья со значительным износом отверстий проходят процедуру выбраковки.
Сварка с обкаткой элементов ходовой части
Для процедуры сборки применяются специальные стенды и приспособления. Тракторные каретки третьего класса тяги собираются с использованием того же стенда, на котором они разбирались. Конические подшипники осей регулируются посредством видоизменения толщины прокладочного набора. Во время правильно отрегулированного зазора в местах подшипников, ось начинает туго вращаться от рук. Компоненты опорных катков устанавливаются попарным образом с учетом их фактических размеров. Это объясняется присутствием отклонений по диаметру катков. Попарная установка деталей с минимальной разницей в диаметре увеличивает ходовую часть. Это дает возможность равномерного распределения нагрузки на компоненты опорных катков и снижает износ беговых дорожек опор с гусеничными звеньями.
После сборки каретка смазывается и обкатывается для обнаружения дефектов монтажа во время вращения катков в течение 20 минут. Проверяется в данном случае течь масла, прочность установленных крепежных элементов.
Проверяется в данном случае течь масла, прочность установленных крепежных элементов.
Сборка тележек гусениц происходит с рамы. Затем на них устанавливаются рессорные амортизаторы и опорные катки. На беговые дорожки накладываются рейки. Устанавливаются подкладки под ось катка в крепежных местах.
[~DETAIL_TEXT] =>Ходовая часть гусеничных тракторов значительно изнашивается в области балансиров кареток, опорных катков, которые поддерживают ролики, направляющих и ведущих колес, гусениц и рам тележек. Многие из деталей значительно изнашиваются: одна деталь, в среднем, теряет 40% металла. Поэтому необходимо знать, как правильно выполнить ремонт ходовой части гусеничных тракторов.
Опорные катки с поддерживающими роликами, натяжными колесами
Основными дефектами деталей служит износ рабочих поверхностей с трещинами обода со спицами, износом поверхности посадочных мест под подшипниковые наружные кольца. Поддерживающие ролики, имеющие резиновые бандажи, изнашиваются или разрушаются с течением времени. В таком случае они подлежат замене.
Поддерживающие ролики, имеющие резиновые бандажи, изнашиваются или разрушаются с течением времени. В таком случае они подлежат замене.
Опорные катки с направляющими колесами выбраковываются во время излома свыше двух спиц и во время одновременного износа обода до толщины меньше 10 миллиметров. Они быстро изнашиваются, если на ободе имеются две и более трещин.
Для восстановления опорных катков с направляющими колесами трещины завариваются через электродуговую сварку и электрод Э-42. Изношенные рабочие поверхности поддерживающих роликов восстанавливаются через автоматическую наплавку проволоки, флюса и порошковой ленты без обработки механическим способом.
При мелкосерийном производстве, чтобы восстановить опорные катки и поддерживающие ролики тракторов, применяется бандажирование. Рабочая поверхность деталей протачивается до выведения изношенных следов. Из стали изготавливается кольцо. Его приваривают к торцу под натяжением в 0,25 миллиметров.
Чтобы восстановить опорные катки и поддерживающие ролики в промышленных специализированных компаниях нередко используется заливка с помощью жидкого металла (чугуна или стали). Изношенное отверстие под ось в катковой тракторной ступице третьего класса тяги проходит восстановление с помощью холодного обжатия ступицы в прессе. Во время восстановления опорных катков, которые поддерживают ролики и направляющие тракторных колес, используется обработка наплавленных поверхностей. При этом используется электроконтактная или токарная обработка поверхностей.
Ведущие колеса
 При изнашивании зубьев с нескольких сторон, при мелкосерийном производстве происходит их наплавление через ручную электродуговую сварку. Во время ручной наплавки на ступице колеса закрепляется шаблон (применение нового зубчатого колеса). Вначале зуб наплавляется по кромке с обеих сторон через электроды. Потом происходит наплавление его по всему профилю через электроды ОМЧ-1. На специальных заводах восстановление ведущих колес происходит через накладную приварку.
При изнашивании зубьев с нескольких сторон, при мелкосерийном производстве происходит их наплавление через ручную электродуговую сварку. Во время ручной наплавки на ступице колеса закрепляется шаблон (применение нового зубчатого колеса). Вначале зуб наплавляется по кромке с обеих сторон через электроды. Потом происходит наплавление его по всему профилю через электроды ОМЧ-1. На специальных заводах восстановление ведущих колес происходит через накладную приварку.
Детали гусеничной цепи
У гусеничной цепи происходит износ отверстий проушин, беговых дорожек, почвозацепов, цевок в местах прикосновения с колесными ведущими зубьями. Это основные неисправности ходовой части гусеничного трактора. Ряд деформированных звеньев выравнивается через гидравлический пресс. Перечень небольших трещин подлежит сварке. Изношенные проушины, цевки идут на замену. Во время восстановления звеньев тракторных гусениц применяется деформирование с обжатием, заливкой жидким металлом, электродуговой наплавкой. Лучшее качество ремонта показывает пластическое деформирование через многосекционные пуансоны специализированных линий.
Лучшее качество ремонта показывает пластическое деформирование через многосекционные пуансоны специализированных линий.
Через электрическую дугу угольного электрода
Через электрическую дугу угольного электрода в стенке со стороны износа осуществляется прожигание технологического отверстия, в часть проушины вставляется технологический тип стержня. Он дает закупорку ее со всех сторон с помощью огнеупорной глины. Металл расплавляется в частях тиглей или через ТВЧ. Он заливается в проушины с помощью технологических отверстий. Материал дает заполнение полости проушин и, проходя кристаллизацию, образует часть вкладыша, который удерживается благодаря применению неравномерной по износу поверхности проушин и металла, застывшего в техническом отверстии.
Восстановление проушин звеньев происходит кузнечно-сварочным методом. Изношенные элементы подвергаются нагреванию в горне то температурного режима в 900 градусов. Там они разрезаются, обжимаются через оправку с помощью молотка. Стыковка заваривается через электродуговую сварку. Слой металла направляется для получения оптимальной толщины стенок. Во время ремонта гусеничной тракторной цепи Т-130 ряд изношенных втулок и пальцев не подлежит восстановлению. Втулки с пальцами одностороннего износа поворачиваются полностью, а во время двустороннего износа идут на выброс.
Стыковка заваривается через электродуговую сварку. Слой металла направляется для получения оптимальной толщины стенок. Во время ремонта гусеничной тракторной цепи Т-130 ряд изношенных втулок и пальцев не подлежит восстановлению. Втулки с пальцами одностороннего износа поворачиваются полностью, а во время двустороннего износа идут на выброс.
Во время значительного износа отверстий под ряд втулок и пальцев звенья подлежат замене. Беговая дорожка звена восстанавливается через наплавку. Перечень изношенных почвозацепов башмаков направляется под флюсом через специальные приспособления. Разборка и сборка гусеничной цепи происходит под гидравлическим прессом.
У гусеничных цепных экскаваторных звеньев происходит износ боковых дорожек, гребней и отверстий в области проушин. Беговые дорожки, которые изнашиваются больше 6-ти мм, проходят восстановление с помощью автоматической наплавки под слоем флюса. Ряд поверхностей гребнев звеньев проходит ручную наплавку через шаблоны электродов ОЗН-250У или ОЗН-ЗООУ. По окончании наплавки происходит зачистка гребней через шлифовальный круг. Звенья со значительным износом отверстий проходят процедуру выбраковки.
По окончании наплавки происходит зачистка гребней через шлифовальный круг. Звенья со значительным износом отверстий проходят процедуру выбраковки.
Сварка с обкаткой элементов ходовой части
Для процедуры сборки применяются специальные стенды и приспособления. Тракторные каретки третьего класса тяги собираются с использованием того же стенда, на котором они разбирались. Конические подшипники осей регулируются посредством видоизменения толщины прокладочного набора. Во время правильно отрегулированного зазора в местах подшипников, ось начинает туго вращаться от рук. Компоненты опорных катков устанавливаются попарным образом с учетом их фактических размеров. Это объясняется присутствием отклонений по диаметру катков. Попарная установка деталей с минимальной разницей в диаметре увеличивает ходовую часть. Это дает возможность равномерного распределения нагрузки на компоненты опорных катков и снижает износ беговых дорожек опор с гусеничными звеньями.
После сборки каретка смазывается и обкатывается для обнаружения дефектов монтажа во время вращения катков в течение 20 минут. Проверяется в данном случае течь масла, прочность установленных крепежных элементов.
Проверяется в данном случае течь масла, прочность установленных крепежных элементов.
Сборка тележек гусениц происходит с рамы. Затем на них устанавливаются рессорные амортизаторы и опорные катки. На беговые дорожки накладываются рейки. Устанавливаются подкладки под ось катка в крепежных местах.
[DETAIL_TEXT_TYPE] => html [~DETAIL_TEXT_TYPE] => html [PREVIEW_TEXT] =>Ходовая часть гусеничных тракторов значительно изнашивается в области балансиров кареток, опорных катков, которые поддерживают ролики, направляющих и ведущих колес, гусениц и рам тележек. Многие из деталей значительно изнашиваются: одна деталь, в среднем, теряет 40% металла. Поэтому необходимо знать, как правильно выполнить ремонт ходовой части гусеничных тракторов.
[~PREVIEW_TEXT] =>Ходовая часть гусеничных тракторов значительно изнашивается в области балансиров кареток, опорных катков, которые поддерживают ролики, направляющих и ведущих колес, гусениц и рам тележек. Многие из деталей значительно изнашиваются: одна деталь, в среднем, теряет 40% металла. Поэтому необходимо знать, как правильно выполнить ремонт ходовой части гусеничных тракторов.
Многие из деталей значительно изнашиваются: одна деталь, в среднем, теряет 40% металла. Поэтому необходимо знать, как правильно выполнить ремонт ходовой части гусеничных тракторов.
 04.2021
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Ремонт ходовой части гусеничных тракторов
[SECTION_META_KEYWORDS] => Ремонт ходовой части гусеничных тракторов
[SECTION_META_DESCRIPTION] => Ремонт ходовой части гусеничных тракторов
[SECTION_PAGE_TITLE] => Ремонт ходовой части гусеничных тракторов
[ELEMENT_PAGE_TITLE] => Ремонт ходовой части гусеничных тракторов
[SECTION_PICTURE_FILE_ALT] => Ремонт ходовой части гусеничных тракторов
[SECTION_PICTURE_FILE_TITLE] => Ремонт ходовой части гусеничных тракторов
[SECTION_DETAIL_PICTURE_FILE_ALT] => Ремонт ходовой части гусеничных тракторов
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Ремонт ходовой части гусеничных тракторов
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Ремонт ходовой части гусеничных тракторов
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Ремонт ходовой части гусеничных тракторов
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Ремонт ходовой части гусеничных тракторов
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Ремонт ходовой части гусеничных тракторов
[ELEMENT_META_TITLE] => Ремонт ходовой части гусеничных тракторов | Opex.
04.2021
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Ремонт ходовой части гусеничных тракторов
[SECTION_META_KEYWORDS] => Ремонт ходовой части гусеничных тракторов
[SECTION_META_DESCRIPTION] => Ремонт ходовой части гусеничных тракторов
[SECTION_PAGE_TITLE] => Ремонт ходовой части гусеничных тракторов
[ELEMENT_PAGE_TITLE] => Ремонт ходовой части гусеничных тракторов
[SECTION_PICTURE_FILE_ALT] => Ремонт ходовой части гусеничных тракторов
[SECTION_PICTURE_FILE_TITLE] => Ремонт ходовой части гусеничных тракторов
[SECTION_DETAIL_PICTURE_FILE_ALT] => Ремонт ходовой части гусеничных тракторов
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Ремонт ходовой части гусеничных тракторов
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Ремонт ходовой части гусеничных тракторов
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Ремонт ходовой части гусеничных тракторов
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Ремонт ходовой части гусеничных тракторов
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Ремонт ходовой части гусеничных тракторов
[ELEMENT_META_TITLE] => Ремонт ходовой части гусеничных тракторов | Opex. ru
[ELEMENT_META_DESCRIPTION] => Неисправности ходовой части гусеничного трактора — консультации специалистов по ремонту и выбору запчастей. Широкий ассортимент запчастей для грузовых автомобилей любых марок, тракторной и спецтехники. Осуществляем доставку по Москве, области и в регионы.
[ELEMENT_META_KEYWORDS] => Ремонт ходовой части гусеничных тракторов
) [FIELDS] => Array
(
[DATE_ACTIVE_FROM] => 29.04.2021 17:42:00
) [DISPLAY_PROPERTIES] => Array
(
) [IBLOCK] => Array
(
[ID] => 33
[~ID] => 33
[TIMESTAMP_X] => 29.04.2021 14:36:58
[~TIMESTAMP_X] => 29.04.2021 14:36:58
[IBLOCK_TYPE_ID] => content
[~IBLOCK_TYPE_ID] => content
[LID] => s1
[~LID] => s1
[CODE] => articles
[~CODE] => articles
[API_CODE] =>
[~API_CODE] =>
[NAME] => Статьи
[~NAME] => Статьи
[ACTIVE] => Y
[~ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[LIST_PAGE_URL] => /press/articles/
[~LIST_PAGE_URL] => /press/articles/
[DETAIL_PAGE_URL] => #SITE_DIR#press/articles/#ELEMENT_CODE#/
[~DETAIL_PAGE_URL] => #SITE_DIR#press/articles/#ELEMENT_CODE#/
[SECTION_PAGE_URL] =>
[~SECTION_PAGE_URL] =>
[CANONICAL_PAGE_URL] =>
[~CANONICAL_PAGE_URL] =>
[PICTURE] =>
[~PICTURE] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[RSS_TTL] => 24
[~RSS_TTL] => 24
[RSS_ACTIVE] => N
[~RSS_ACTIVE] => N
[RSS_FILE_ACTIVE] => N
[~RSS_FILE_ACTIVE] => N
[RSS_FILE_LIMIT] => 10
[~RSS_FILE_LIMIT] => 10
[RSS_FILE_DAYS] => 7
[~RSS_FILE_DAYS] => 7
[RSS_YANDEX_ACTIVE] => N
[~RSS_YANDEX_ACTIVE] => N
[XML_ID] =>
[~XML_ID] =>
[TMP_ID] => bb54a993677d00c7337704f59ed12453
[~TMP_ID] => bb54a993677d00c7337704f59ed12453
[INDEX_ELEMENT] => Y
[~INDEX_ELEMENT] => Y
[INDEX_SECTION] => Y
[~INDEX_SECTION] => Y
[WORKFLOW] => N
[~WORKFLOW] => N
[BIZPROC] => N
[~BIZPROC] => N
[SECTION_CHOOSER] => L
[~SECTION_CHOOSER] => L
[LIST_MODE] =>
[~LIST_MODE] =>
[RIGHTS_MODE] => S
[~RIGHTS_MODE] => S
[SECTION_PROPERTY] => N
[~SECTION_PROPERTY] => N
[PROPERTY_INDEX] => N
[~PROPERTY_INDEX] => N
[VERSION] => 2
[~VERSION] => 2
[LAST_CONV_ELEMENT] => 0
[~LAST_CONV_ELEMENT] => 0
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[EDIT_FILE_BEFORE] =>
[~EDIT_FILE_BEFORE] =>
[EDIT_FILE_AFTER] =>
[~EDIT_FILE_AFTER] =>
[SECTIONS_NAME] => Разделы
[~SECTIONS_NAME] => Разделы
[SECTION_NAME] => Раздел
[~SECTION_NAME] => Раздел
[ELEMENTS_NAME] => Элементы
[~ELEMENTS_NAME] => Элементы
[ELEMENT_NAME] => Элемент
[~ELEMENT_NAME] => Элемент
[REST_ON] => N
[~REST_ON] => N
[EXTERNAL_ID] =>
[~EXTERNAL_ID] =>
[LANG_DIR] => /
[~LANG_DIR] => /
[SERVER_NAME] => www.
ru
[ELEMENT_META_DESCRIPTION] => Неисправности ходовой части гусеничного трактора — консультации специалистов по ремонту и выбору запчастей. Широкий ассортимент запчастей для грузовых автомобилей любых марок, тракторной и спецтехники. Осуществляем доставку по Москве, области и в регионы.
[ELEMENT_META_KEYWORDS] => Ремонт ходовой части гусеничных тракторов
) [FIELDS] => Array
(
[DATE_ACTIVE_FROM] => 29.04.2021 17:42:00
) [DISPLAY_PROPERTIES] => Array
(
) [IBLOCK] => Array
(
[ID] => 33
[~ID] => 33
[TIMESTAMP_X] => 29.04.2021 14:36:58
[~TIMESTAMP_X] => 29.04.2021 14:36:58
[IBLOCK_TYPE_ID] => content
[~IBLOCK_TYPE_ID] => content
[LID] => s1
[~LID] => s1
[CODE] => articles
[~CODE] => articles
[API_CODE] =>
[~API_CODE] =>
[NAME] => Статьи
[~NAME] => Статьи
[ACTIVE] => Y
[~ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[LIST_PAGE_URL] => /press/articles/
[~LIST_PAGE_URL] => /press/articles/
[DETAIL_PAGE_URL] => #SITE_DIR#press/articles/#ELEMENT_CODE#/
[~DETAIL_PAGE_URL] => #SITE_DIR#press/articles/#ELEMENT_CODE#/
[SECTION_PAGE_URL] =>
[~SECTION_PAGE_URL] =>
[CANONICAL_PAGE_URL] =>
[~CANONICAL_PAGE_URL] =>
[PICTURE] =>
[~PICTURE] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[RSS_TTL] => 24
[~RSS_TTL] => 24
[RSS_ACTIVE] => N
[~RSS_ACTIVE] => N
[RSS_FILE_ACTIVE] => N
[~RSS_FILE_ACTIVE] => N
[RSS_FILE_LIMIT] => 10
[~RSS_FILE_LIMIT] => 10
[RSS_FILE_DAYS] => 7
[~RSS_FILE_DAYS] => 7
[RSS_YANDEX_ACTIVE] => N
[~RSS_YANDEX_ACTIVE] => N
[XML_ID] =>
[~XML_ID] =>
[TMP_ID] => bb54a993677d00c7337704f59ed12453
[~TMP_ID] => bb54a993677d00c7337704f59ed12453
[INDEX_ELEMENT] => Y
[~INDEX_ELEMENT] => Y
[INDEX_SECTION] => Y
[~INDEX_SECTION] => Y
[WORKFLOW] => N
[~WORKFLOW] => N
[BIZPROC] => N
[~BIZPROC] => N
[SECTION_CHOOSER] => L
[~SECTION_CHOOSER] => L
[LIST_MODE] =>
[~LIST_MODE] =>
[RIGHTS_MODE] => S
[~RIGHTS_MODE] => S
[SECTION_PROPERTY] => N
[~SECTION_PROPERTY] => N
[PROPERTY_INDEX] => N
[~PROPERTY_INDEX] => N
[VERSION] => 2
[~VERSION] => 2
[LAST_CONV_ELEMENT] => 0
[~LAST_CONV_ELEMENT] => 0
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[EDIT_FILE_BEFORE] =>
[~EDIT_FILE_BEFORE] =>
[EDIT_FILE_AFTER] =>
[~EDIT_FILE_AFTER] =>
[SECTIONS_NAME] => Разделы
[~SECTIONS_NAME] => Разделы
[SECTION_NAME] => Раздел
[~SECTION_NAME] => Раздел
[ELEMENTS_NAME] => Элементы
[~ELEMENTS_NAME] => Элементы
[ELEMENT_NAME] => Элемент
[~ELEMENT_NAME] => Элемент
[REST_ON] => N
[~REST_ON] => N
[EXTERNAL_ID] =>
[~EXTERNAL_ID] =>
[LANG_DIR] => /
[~LANG_DIR] => /
[SERVER_NAME] => www. opex.ru
[~SERVER_NAME] => www.opex.ru
) [SECTION] => Array
(
[PATH] => Array
(
) ) [SECTION_URL] =>
[META_TAGS] => Array
(
[TITLE] => Ремонт ходовой части гусеничных тракторов
[ELEMENT_CHAIN] => Ремонт ходовой части гусеничных тракторов
[BROWSER_TITLE] => Ремонт ходовой части гусеничных тракторов | Opex.ru
[KEYWORDS] => Ремонт ходовой части гусеничных тракторов
[DESCRIPTION] => Неисправности ходовой части гусеничного трактора — консультации специалистов по ремонту и выбору запчастей. Широкий ассортимент запчастей для грузовых автомобилей любых марок, тракторной и спецтехники. Осуществляем доставку по Москве, области и в регионы.
) [IMAGES] => Array
(
) [FILES] => Array
(
) [VIDEO] => Array
(
) [LINKS] => Array
(
) [BUTTON] => Array
(
[SHOW_BUTTON] =>
[BUTTON_ACTION] =>
[BUTTON_LINK] =>
[BUTTON_TARGET] =>
[BUTTON_JS_CLASS] =>
[BUTTON_TITLE] =>
) )
opex.ru
[~SERVER_NAME] => www.opex.ru
) [SECTION] => Array
(
[PATH] => Array
(
) ) [SECTION_URL] =>
[META_TAGS] => Array
(
[TITLE] => Ремонт ходовой части гусеничных тракторов
[ELEMENT_CHAIN] => Ремонт ходовой части гусеничных тракторов
[BROWSER_TITLE] => Ремонт ходовой части гусеничных тракторов | Opex.ru
[KEYWORDS] => Ремонт ходовой части гусеничных тракторов
[DESCRIPTION] => Неисправности ходовой части гусеничного трактора — консультации специалистов по ремонту и выбору запчастей. Широкий ассортимент запчастей для грузовых автомобилей любых марок, тракторной и спецтехники. Осуществляем доставку по Москве, области и в регионы.
) [IMAGES] => Array
(
) [FILES] => Array
(
) [VIDEO] => Array
(
) [LINKS] => Array
(
) [BUTTON] => Array
(
[SHOW_BUTTON] =>
[BUTTON_ACTION] =>
[BUTTON_LINK] =>
[BUTTON_TARGET] =>
[BUTTON_JS_CLASS] =>
[BUTTON_TITLE] =>
) )Устройство и назначение ходовой части гусеничного и колесного трактора, а также основные возможные неисправности ходовой системы машин в виде таблицы
28. 08.2019
08.2019
Во время длительной эксплуатации спецтехники неизбежно возникают поломки, причем обычно в наиболее нагруженных функциональных узлах. Так, сравнительно часто возникает необходимость провести ремонт ходовой части гусеничных тракторов, поэтому стоит всесторонне рассмотреть те неисправности, которые к этому приводят, и общую технологию починки. Зная факторы риска, провоцирующие выход каретки, цепей и других элементов из строя, вы будете понимать, как их защитить и продлить тем самым время беспроблемного использования машины.
В силу своей конструкции данный вид спецтехники хорошо показывает себя на слабонесущих грунтах и в условиях сложно-пересеченной местности, поэтому важно поддерживать ее в идеальном работоспособном состоянии.
Ходовая часть трактора – что это такое
Это ключевой функциональный узел транспортного средства, обеспечивающий его непосредственное перемещение в пространстве с заданной в рабочем диапазоне скоростью. Фактически это платформа (тележка) с установленными на борту агрегатами, и, помимо уже названной, главной роли, она предназначена для решения еще 3 важных задач:
Фактически это платформа (тележка) с установленными на борту агрегатами, и, помимо уже названной, главной роли, она предназначена для решения еще 3 важных задач:
- поддержка остова со всеми смонтированными и эксплуатируемыми механизмами;
- преобразование вращательного момента (идущего от звездочек или ведущих колес) в поступательное движение;
- генерация силы тяги, достаточной для буксировки прицепов и/или других машин.
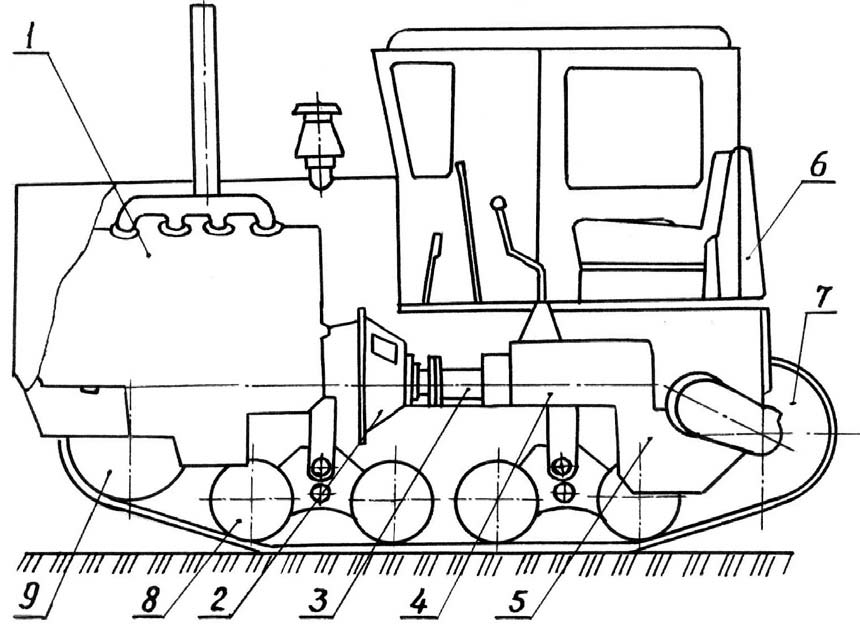
Устройство ходовой части гусеничного трактора
Она состоит из 3 частей:
- Остов – выполняет несущую функцию. Это система, соединяющая остальные узлы.
- Движитель – воспринимает от всех установленных агрегатов (а также от трансмиссии) момент нагрузки, который и превращает в поступательное перемещение по заданной траектории.
- Подвеска – соединяет мосты с кузовом (рамой), передает вес спецтехники на почву, смягчает вибрации, удары и толчки, тем самым улучшая плавность хода.
Каждая из этих частей заслуживает более подробного рассмотрения.
Есть три варианта остова:
- Рамный – хребтовой или лонжеронный, то есть из пары продольных балок из стали с поперечинами. Он образует цельную или шарнирно-связанную конструкцию, но обязательно жесткую, прочную, предоставляющую легкий доступ к используемым механизмам.
- Полурамный – получается при соединении корпуса трансмиссии и опорной металлоконструкции в форме буквы «Н». Именно к последней крепится передняя ось движителя. Отличается малым весом (по сравнению с прошлым подвидом) при сохранении достаточной стойкости к нагрузкам и вибрациям.
- Безрамный – создается путем жесткого стыка корпусных элементов силовой передачи и блок-картера, а также, опционально, муфты сцепления и заднего моста. Несколько ограничивает доступ к навешенным на борт агрегатам, поэтому применяется сравнительно редко.
Движитель – конструкционно сложный узел ходовой части гусеничных тракторов, устройство его выглядит следующим образом:
- ведущая звездочка, отвечающая за перемещение, задействует цепь;
- последняя состоит из шарнирно соединенных звеньев и создает замкнутый контур (обвод), огибая поддерживающие ролики, направляющее колесо и опорные катки;
- почвозацепы формируют дорожку для качения спецтехники;
- опорные катки равномерно распределяют действующую силу тяжести по всей поверхности трака;
- ролики выполняют поддерживающую функцию, предотвращая боковое раскачивание;
- натяжной механизм и направляющее колесо задают и сохраняют правильную траекторию перемещения с сохранением должной амортизации.

Такая конструкция движителя обеспечивает ходовому устройству гусеничных машин высокое качество сцепления с грунтом при сравнительно низком давлении на него, а также хорошую проходимость. Отсюда – частота эксплуатации на болотистых или песчаных почвах, на сложно-пересеченных участках. Но есть и недостаток – это меньшая, чем у колесных моделей, скорость, что несколько ограничивает универсальность использования.
Подвеска может быть:
- Эластичная – представляет собой систему рычагов и катков (упругих и попарно составленных в каретку), которые при помощи шарниров присоединены к раме. Помогает траку повторять рельеф поверхности, что способствует повышению плавности движения.
- Полужесткая – это тележка с балками различного диаметра и располагающимися на них элементами. Ее рама сзади подключена к остову, а спереди контактирует с плоской рессорой. Ее конструкция проще, чем у предыдущего варианта (а значит меньше деталей могут выйти из строя), но качество поглощения вибраций хуже.

Основные неисправности ходовой части гусеничного трактора
Прежде чем их подробно рассмотреть, объясним природу их возникновения. Ключевая причина появления и развития дефектов – неравномерность воспринимаемых нагрузок.
Следует учитывать, что функциональные узлы спецтехники эксплуатируются в абразивной среде, зачастую при наличии сухого трения. А те же траки еще и постоянно контактируют с почвой, самой разной твердости и состояния. Добавьте сюда сезонные изменения климата, а также резкие скачки влажности, и получите все предпосылки для интенсивного износа.
Два простых примера:
- У ряда советских моделей (допустим, у того же Т-74) задняя опора в процессе использования испытывает нагрузку в 3 раза серьезнее, чем передняя. Естественно, в таких условиях придется периодически проводить ремонт – в рамках технического обслуживания ходовой части гусеничного трактора.
- Если на эту же машину навесить плуг, при работе ее передние цапфы и втулки будут нагружены на 24 кН, тогда как задние – уже на 41 кН.
 Понятно, что раньше выйдет из строя.
Понятно, что раньше выйдет из строя.
Еще один фактор риска – температура, ведь ее падение приводит к изменению вязкости масла. Так, уже при -15 0С движение спецтехники с той же скоростью, что при +5 0С, требует в 2,5 раза больших энергозатрат. Сила трения при этом возрастает пропорционально, а значит и износ контактирующих друг с другом деталей ускоряется.
Также стоит помнить, что в процессе постоянного контакта друг с другом детали механически деформируются. Происходит истирание соприкасающихся поверхностей, что приводит к ухудшению качества сцепления.
В качестве примера разнообразия возникающих дефектов – сводная таблица неисправностей заднего моста гусеничного трактора.
| Поломка | Причина появления и развития | Метод устранения |
| Подтекает масло | Повреждение прокладок или уплотнителей. Ослабление крепления составляющих. |
Заменяете изношенный элемент. Хорошо (но не излишне сильно) затягиваете болты. |
| АБД не работает | Диски муфты замаслились. Фрикционные накладки износились. | Промываете загрязнившиеся комплектующие или ставите новые вместо отживших свое. |
| Корпус перегревается или шумит |
Зазор между коническими шестернями или подшипниками превышает допустимый. Масла недостаточно. | Регулируете расстояние, доводя его до подходящего. Доливаете смазочный материал. |
| При движении по ровной местности спецтехника уходит в сторону | Ослабла пружина, тормозящая солнечную шестерню. Рычаги управления перемещаются не свободно. Накладки тормозных лент изношены. | Заменяете отслужившую деталь/элемент. Регулируете ход до свободного. |
| Плохо выполняется команда поворота | Механизм совершения маневров не настроен должным образом. Накладки остановочных тормозов замаслены или стерты. Накладки остановочных тормозов замаслены или стерты. |
Отлаживаете работу устройства управления. Устанавливаете новые комплектующие. |
Ремонт заднего моста гусеничного трактора можно предотвратить, если периодически его осматривать и прослушивать. Регулярные проверки позволяют своевременно выявить и с минимальными последствиями устранить неполадки и ошибки функционирования, затянуть разболтавшиеся гайки крепления, откалибровать подшипники, убрать скапливающиеся подтеки масла. При этом важно заливать смазочный материал не выше метки (контрольного уровня), чтобы он не вытекал через сальники. Далее мы отдельно рассмотрим те случаи, которые встречаются чаще и более критичны.
Поломка каретки подвески
В процессе эксплуатации под воздействием неравномерных нагрузок, у данного элемента развиваются следующие дефекты:
- трещины и сколы по внутренней или наружной поверхности;
- изломы проушин и/или истирание их отверстий;
- преждевременный износ внешних колец конических роликоподшипников и втулок балансиров;
Такие проблемы характерны для многих моделей советского и российского производства, в частности, для Т-150, ДТ-75 и ДТ-75М. Хотя и зарубежная спецтехника, активно используемая на слабых грунтах и в сложно-пересеченной местности в условиях нашего климата, тоже сталкивается с появлением аналогичных повреждений.
Хотя и зарубежная спецтехника, активно используемая на слабых грунтах и в сложно-пересеченной местности в условиях нашего климата, тоже сталкивается с появлением аналогичных повреждений.
Поэтому ремонт кареток гусеничного трактора, в принципе, универсален и заключается в выполнении следующих действий:
- При трещинах зачищаете поверхность возле дефектного участка, укрепляете проушину штифтами (5-6 мм диаметром), загибаете их и завариваете место стыка электродами Э-46, Э-42 (или другими, но с меловой обмазкой).
- При изнашивании технологического отверстия, предназначенного для оси качания, растачиваете место под внутренний балансир, берете подходящую по сечению втулку из стали, запрессовываете ее, привариваете на торцах, просверливаете посадочную точку под клин (сечением в 28 мм). Всю процедуру можно легко произвести при помощи мобильных расточных станков от компании «Сармат».
- При истирании самих втулок – для цапфы поперечных брусьев или для оси качания – просто заменяете поврежденные элементы (так как они уже не подлежат восстановлению).

- При преждевременном износе наружных колец роликоподшипников расширяете технологические отверстия, ставите в них ремонтные втулки большего диаметра.
Поломка гусениц
Они функционируют в самых жестких условиях, так как работают в абразивной среде и при изменениях температуры, и находятся в непосредственном контакте с другими деталями и полотном грунта. Поэтому со временем у них изнашиваются:
- проушины звеньев и пальцы – на участках их сопряжения;
- цевки – в точках их соединения с зубцами ведущей звездочки;
- почвозацепы и беговые дорожки.
Порядок действий здесь зависит от того, что именно вышло из строя. Есть элементы, восстанавливать которые или экономически невыгодно, или небезопасно, так как дальнейшая их эксплуатация может привести к аварии.
Другие виды ремонта гусениц тракторов выполняются в зависимости от характера дефекта. Например, отверстия проушин чинят путем обжатия, подвергая их пластической деформации. Для этого звено помещают в емкость с расплавом солей, нагревают до высокой температуры, после чего обжимают при помощи штампов. В результате происходит перераспределение материала детали с возвращением исходных размеров. Дальше производят закалку, чтобы элемент приобрел достаточную надежность. Параллельно восстанавливаются и поврежденные цевки (в этом преимущество способа).
Для этого звено помещают в емкость с расплавом солей, нагревают до высокой температуры, после чего обжимают при помощи штампов. В результате происходит перераспределение материала детали с возвращением исходных размеров. Дальше производят закалку, чтобы элемент приобрел достаточную надежность. Параллельно восстанавливаются и поврежденные цевки (в этом преимущество способа).
Еще один метод – заливка жидким металлом:
- В проушине прожигают отверстие – с той стороны, где износ наиболее серьезен, используя угольный электрод или электрическую дугу.
- После чего в полученное посадочное место вставляют втулку и с обеих сторон закрывают ее огнеупорной глиной.
- Параллельно расплавляют сталь, либо с подключением ТВЧ, либо в тиглях, а затем заливают металл в проушину.
- Металл заполняет образовавшиеся полости, остывает и затвердевает, превращается в своего рода вкладыш (или заклепку), позволяющую восстановить исходную форму элемента.

Аналогичными способами проводится и ремонт гусеничных кранов, так как ходовая система у них практически такая же, что и у тракторов, а значит получает похожие повреждения.
Поломка цепей
Чаще всего в процессе эксплуатации, особенно в условиях перегруза спецтехники, возникают следующие дефекты:
- провисание трака из-за проблем с цилиндром натяжителя;
- ослабление качества стыка на участке крепления ведущей звездочки с башмаком;
- критическое изнашивание 20% втулок и более;
- отсутствие заднего хода;
- истирание почвозацепов из-за их постоянного контакта с твердой поверхностью грунта.
Большинство неполадок визуально заметны, что дает возможность исправить их на самых ранних этапах проявления. Однако для собственного успокоения и безопасности работы стоит проводить ультразвуковую дефектоскопию, которая выполняется в рамках технического обслуживания ходовой части колесного трактора или планового ремонта цепи гусеничной машины.
Обнаруженные дефекты исправляются в зависимости от их природы. Так, при провисании трака восстанавливается целостность поверхностей цилиндра натяжителя (путем шлифовки и напайки), а в том случае, если это невозможно или нецелесообразно, проводится замена детали.
Ремонт крепления башмака проводится при наличии трещин глубже 4 см, площади обломов, превышающей 200 квадратных см, или истирании гребней более 3 см. Его форму возвращают к исходной при помощи гидравлического пресса.
Опорные катки и почвозацепы чинятся наплавкой металлов подходящей твердости с последующим выравниванием рельефа до нужного посредством элекроконтактной или токарной обработки.
Технология ремонта гусеничных тракторов
Со стороны она выглядит следующим образом:
- Вы замечаете неисправность и обращаетесь в компанию, занимающуюся профессиональным ремонтом спецтехники.
- Специалисты проводят всестороннюю диагностику и по ее итогам составляют дефектную ведомость, в которую вносят все обнаруженные проблемы и указывают, какие операции необходимо выполнить для их решения.
- Заручившись согласием заказчика, мастера выполняют оговоренные работы – растачивают проушины, наплавляют опорные катки, устраняют цевки и провисания трака, меняют вышедшие из строя элементы – делают все, что можно в цеху.
Внимание, есть детали, которые можно восстановить только в заводских условиях. Например, звенья – их направляют либо непосредственному производителю, либо крупному промышленному предприятию, выпускающему их аналоги.
Также есть детали, которые можно восстановить на месте нахождения спецтехники, без транспортировки в ремонтный цех, если использовать для этого мобильные расточные и наплавочные станки.
Мы постарались как можно подробнее рассмотреть назначение ходовой системы, основные части гусеничного трактора, неисправности, чаще всего возникающие в процессе решения дорожно-транспортных задач. Теперь вы знаете, что делать при поломках, но стоит ли до них доводить? Напоследок хотим дать банальный, но действенный совет: старайтесь не нарушать условия эксплуатации спецтехники и регулярно отправляйте ее на диагностику – это позволит предотвратить развитие многих проблем.
Ремонт ходовой части гусеничных машин
Многие детали ходовой части гусеничных машин в процессе работы испытывают большие контактные нагрузки и подвергаются абразивному изнашиванию. В результате некоторые из них изнашиваются на значительную величину, а потеря металла для одной детали доходит до 30-40%, что необходимо учитывать при выборе способа восстановления.
Опорные катки, поддерживающие ролики и натяжные колеса
Основные дефекты деталей:
- износ рабочих поверхностей
- трещины обода и спиц
- износ поверхности посадочных мест под наружные кольца подшипников
У поддерживающих роликов с резиновыми бандажами происходит износ или разрушение бандажей, которые заменяют новыми.
Опорные катки и направляющие колеса выбраковывают при изломе более двух спиц и одновременном износе обода до толщины менее 10 мм, а также при наличии двух трещин на ободе.
При восстановлении опорных катков и направляющих колес трещины заваривают электродуговой сваркой электродом Э-42.
Изношенные рабочие поверхности поддерживающих роликов, ободьев опорных катков и направляющих колес тракторов класса тяги 3 восстанавливают автоматической наплавкой проволокой Св-08 под флюсом АНК-18, проволокой Нп-65Г под флюсом АН-348А, порошковой проволокой ПП-АН122 или порошковой лентой без последующей механической обработки.
В условиях мелкосерийного производства для восстановления опорных катков и поддерживающих роликов этих тракторов применяют бандажирование. Рабочую поверхность детали протачивают до выведения следов износа. Из полосовой стали толщиной 8-10 мм изготавливают кольцо, напрессовывают после нагрева на обод натягом 0,15—0,25 мм и приваривают по торцу. Долговечность катков, восстановленных бандажированием, составляет 50—60% от уровня новых. На специализированных ремонтных предприятиях опорные катки восстанавливают зкектрошпаковой наплавкой. Опорные катки, восстановленные этим способом, по износостойкости не уступают новым.
Для восстановления опорных катков и поддерживающих роликов в условиях специализированных предприятий может быть использована заливка жидким металлом (чугуном или сталью).
Изношенное отверстие под ось в ступице катка трактора класса тяги 3 восстанавливают холодным обжатием ступицы в специальном приспособлении на прессе.
При восстановлении опорных катков, поддерживающих роликов и направляющих колес тракторов Т-4А и Т-130 требуется обработка наплавленных поверхностей. В зависимости от твердости наплавленного металла применяют электроконтактную (разновидность анодно-механической обработки) или токарную обработку поверхностей. Наплавленные под слоем флюса проволокой Нп-50, Нп-65Г беговые дорожки роликов, опорных катков и направляющих колес после обработки на токарных станках до нормального размера закаливают с нагрева НВЧ на глубину 5 мм до твердости НКС 45.
Ведущие колеса
При текущем ремонте ведущие колеса гусеничных машин с односторонним и?носом переставляют с одной стороны на другую. Если зубья изношены с двух сторон, в условиях мелкосерийного производства их наплавляют ручной электродуговой сваркой. При ручной наплавке на ступице колеса закрепляют шаблон (используют новое зубчатое колесо). Вначале зуб наплавляют по кромкам с обеих сторон электродами УОНИ- 15/35, а затем по всему профилю электродами ОМЧ-1.
Вначале зуб наплавляют по кромкам с обеих сторон электродами УОНИ- 15/35, а затем по всему профилю электродами ОМЧ-1.
На специализированных предприятиях ведущие колеса восстанавливают приваркой накладок.
Детали гусеничной цепи
У звена гусеничной цепи изнашиваются отверстия проушин, беговые дорожки, почвозацепы, цевки в местах соприкосновения с зубьями ведущего колеса. Деформированные звенья правят на гидравлическом прессе, небольшие трещины заваривают.
Износ проушин допускается до толщины стенки 3 мм, а износ цевки — до 7 мм. Изношенные пальцы заменяют новыми.
При восстановлении звеньев гусениц тракторов класса тяги 3 наибольшее распространение получили способы пластического деформирования (обжатие), заливка жидким металлом, элекгро-дуговая наплавка. Наилучшие показатели качества обеспечивает способ пластического деформирования многосекционными пуансонами на специализированных линиях.
С помощью электрической дуги угольным электродом в стенке проушины со стороны наибольшего износа прожигают технологическое отверстие, в проушину вставляют технологический стержень и закупоривают ее с обеих сторон огнеупорной глиной. Металл расплавляют в тиглях или с помощью ТВЧ и заливают в проушины через технологические отверстия. Он заполняет полость проушины и, кристаллизуясь, образует вкладыш, удерживаемый за счет неравномерно изношенной поверхности проушины и металлом, застывшим в технологическом отверстии.
Металл расплавляют в тиглях или с помощью ТВЧ и заливают в проушины через технологические отверстия. Он заполняет полость проушины и, кристаллизуясь, образует вкладыш, удерживаемый за счет неравномерно изношенной поверхности проушины и металлом, застывшим в технологическом отверстии.
Проушины звеньев восстанавливают также кузнечно-сварочным способом. Изношенные проушины нагревают в горне до температуры 800-900°С, разрубают и обжимают на оправке молотком. Место стыка заваривают электродуговой сваркой и наплавляют слой металла для получения нормальной толщины стенки.
При ремонте гусеничной цепи трактора Т-130 изношенные втулки и пальцы не восстанавливают. Втулки и пальцы, имеющие односторонний износ, поворачивают на 180°, а при двустороннем — выбраковывают. При значительном износе отверстий под втулки и пальцы звенья заменяют. Беговую дорожку звена восстанавливают наплавкой. Изношенные почвозацепы башмаков наплавляют под слоем флюса в специальных приспособлениях. Разбирают и собирают гусеничную цепь с помощью гидравлического пресса.
У звеньев гусеничных цепей экскаваторов изнашиваются боковые дорожки, гребни и отверстия в проушинах.
Беговые дорожки, изношенные более чем на 6 мм, восстанавливают автоматической наплавкой под слоем флюса. Изношенные поверхности гребней звеньев наплавляют вручную по шаблонам электродами ОЗН-250У или ОЗН-ЗООУ. После наплавки зачищают гребни шлифовальным кругом. Звенья, имеющие значительный износ отверстий в проушинах, выбраковывают.
Сварка и обкатка агрегатов ходовой части
Для сборки применяют специальные стенды и приспособления. Каретки тракторов класса тяги 3 собирают на том же стенде, на котором их разбирали (ОПР-1402М). Конические подшипники осей регулируют изменением толщины набора прокладок. При правильно отрегулированном зазоре в подшипниках ось туго вращается от руки. Опорные катки устанавливают попарно с учетом их фактических размеров. Это объясняется тем, что по диаметру катков установлены широкие отклонения. Установка их попарно с минимальной разницей в диаметре повышает ресурс ходовой части, поскольку дает возможность равномерно распределить нагрузку на опорные катки и тем самым уменьшить износ беговых дорожек опорных катков и звеньев гусениц.
После сборки и заправки смазкой каретки обкатывают для выявления дефектов сборки и приработки уплотнительных колец и других деталей в течение 15 мин при частоте вращения катков 150 мин-1. Во время обкатки проверяют отсутствие течи масла, надежность креплений деталей.
Тележки гусениц тракторов Т-4, Т-100М и Т-130 собирают на специальной подставке или стенде. Сборку начинают со сборки рамы, установки амортизатора рессоры и опорных катков. У тележек тракторов Т-100М и Т-130 однобортные катки устанавливают по краям и в середине, между ними — двубортные. У тележек трактора Т-4 первым, третьим и пятым по ходу трактора должны быть установлены двубортные катки, а вторым, четвертым и шестым — однобортные. После монтажа опорных катков на их беговые дорожки накладывают линейку (рейку). Зазор между линейкой и минимальным по диаметру катком не должен превышать 1,5 мм. Допускается установка прокладок под ось катка в местах ее крепления. Смещение катков относительно продольной оси тележки не должно превышать 1,5 мм. После сборки тележки обкатывают на специальном стенде. Гусеницы тракторов класса тяги 3 в условиях мастерских хозяйств собирают вручную на специальных подставках. Соединительные пальцы устанавливают головками на наружную сторону звеньев. С противоположной стороны — шайбы и шплинты. На специализированных предприятиях для сборки гусеничных цепей используют гидрофицированный стенд ОР-7748, обеспечивающий запрессовку (выпрессовку) пальцев и дискретное перемещение гусеницы на один шаг.
При сборке гусениц тракторов Т-4, Т-100М и Т-130 используют пресс ПБ-002 и специальное приспособление. Втулки пальцев гусениц после напрессовки звеньев должны выступать на 6 мм. Втулки замыкающих пальцев выступают над наружными торцами звеньев на 0,5 мм. Моменты затяжки болтов гаек башмаков должны быть 140-150 Нм.
Ремонт ходовой части гусеничных машин
Категория:
Техническое обслуживание дорожных машин
Публикация:
Ремонт ходовой части гусеничных машин
Читать далее:
Ремонт ходовой части гусеничных машин
Тележки гусениц. Неисправностями тележек гусениц тракторов Т-100МЗ и Т-130 являются: деформация наружной и внутренней труб с отклонением от симметричности относительно горизонтальной и вертикальной плоскостей симметрии; трещины в трубах, сварных швах, раскосе, кронштейне; деформация пяты раскоса; отклонение от прямолинейности конца трубы в месте установки концевого подшипника относительно вертикальной и горизонтальной плоскостей; отклонение от перпендикулярности общей плоскости симметрии, проходящей через трапецеидальный профиль опор, относительно общей плоскости, проходящей через оси отверстий под концевой подшипник и кулака раскоса; износ составных частей тележек — опорных и поддерживающих катков, натяжных колес и др.
Для разборки тележек разъединяют гусеницу, устанавливают домкрат под балансирную рессору, поднимают корпус бортовых фрикционов и ставят его на жесткие опоры. Снимают крышки пяты раскоса в сборе с вкладышем. Опускают тележку на гусеницу, наклоняют в наружную сторону до выхода балансирной рессоры из кронштейна. Затем перемещают тележку на место ее разборки и снимают последовательно поддерживающие катки, механизм натяжения, натяжное колесо, опорные катки.
Опорные катки разбирают в такой последовательности. Снимают с катка крышки и вынимают ось с внутренними кольцами роликоподшипников. Спрессовывают их с оси с помощью пресса и разъемной обоймы.
Рекламные предложения на основе ваших интересов:
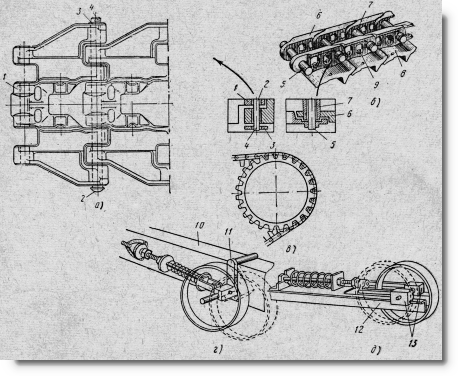
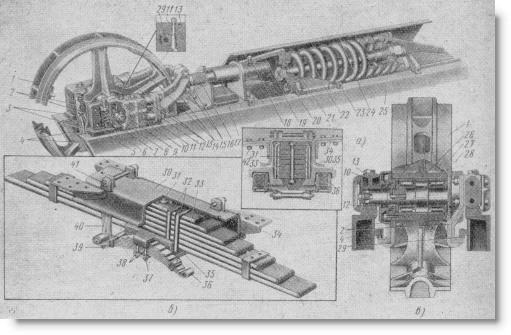
Выпрессовывают из ролика с помощью пресса и оправки наружные кольца роликоподшипников с дистанционной втулкой. В заводских условиях опорные катки разбирают на поточной линии (рис. 1).
Разбираемые катки краном укладывают на накопитель. После очистки они вручную перекатываются в барабан кантователя, в котором предусмотрен поворотный упор для фиксации катков. Затем барабан поворачивают вручную в удобное для работы положение и фиксируют педалью. После этого поочередно с помощью вертикального гидроцилиндра снимают крышки с одной стороны катков, затем барабан поворачивают на 180° и снимают крышки с другой стороны катков. Вынимают оси и подают каток на гидравлический пресс, где выпрессовывают наружные обоймы подшипников.
Рис. 1. Линия разборки опорных катков:
1 — начальный накопитель, 2 — гидравлический пресс, 3,4 — промежуточные накопители, 5 — кантователь опорных катков, 6—гидроцилиндр, 7— накопитель опорных
катков, 8 — гидростанция
При разборке натяжных колес отвертывают гайки, снимают опоры натяжного колеса в сборе с упорами, вынимают из отверстия ступицы ось с внутренними кольцами роликоподшипников. С помощью съемника или пресса спрессовывают внутренние кольца подшипника. Затем вынимают из колеса дистанционные кольца и выпрессовывают с помощью оправки и пресса наружные кольца роликоподшипников.
Рис. 2. Стенд для правки рам тележек:
1,2 — прижимы, 3 — стол, 4 — портал, 5 — пневмогидравлический насос, 6 — призмы, 7 — рельсовая колея, 8, 9, 15 — гидроцилиндры, 10 — цапфа, 11 — упорные болты, 12 — фиксатор, 13 — стопорные балки, 14 — скоба
Рама тележки. Действующие на раму тележки нагрузки вызывают сложные деформации сжатия и растяжения с одновременным изгибом и кручением жестко соединенных между собой элементов.
В результате знакопеременных нагрузок деформации элементов рамы тележки часто превышают предельно допустимые: нарушается перпендикулярность оси, проходящей через пяту раскоса и отверстие концевого подшипника к трапециевидным пла- тикам (опорам катков), возникают трещины в раскосе тележки, трубы изгибаются в горизонтальной и вертикальной плоскостях и т. д. Тележки бракуют при наличии трех ремонтных усиливающих накладок на боковых стенках каждой трубы.
Соосность расположения трапецеидального профиля опор на раме, перпендикулярность оси опор к оси, проходящей через пяту раскоса и отверстие под концевой подшипник, проверяют на специальном стенде (рис. 2). Конструкцией стенда предусматривается возможность при необходимости переустановки пяты раскоса и трапециевидных платиков. Стенд может быть также использован для правки труб рамы в горизонтальной и вертикальной плоскостях.
Расположение трапецеидальных опор катков рамы контролируют шаблоном, начиная с первой опоры (наиболее близко расположенной к пяте раскоса). Наиболее удаленная от пяты раскоса опора (пятая) может иметь отклонение 1 мм от расположения первой опоры. Остальные (промежуточные) опоры должны находиться на одной оси, проходящей через первую и пятую опоры. При отклонении от общей оси одной или двух опор их переустанавливают. Если три и более опоры имеют одностороннее отклонение свыше 1 мм относительно первой опоры (шаблон не устанавливается), переустанавливают пяту раскоса.
Правильность расположения передних концов труб рамы проверяют шаблоном.
При переустановке кулака раскоса раму на стенде устанавливают так, чтобы трапецеидальные опоры осей были расположены параллельно контрольной линейке. Затем раму закрепляют на стенде, удаляют автогеном сварной шов пяты в гнезде раскоса и приваривают кулак, закрепленный на опоре стенда. Трубы рамы правят при закрепленном кулаке раскоса с помощью винтов, поперечин и упора с нагревом мест изгиба.
Натяжное колесо. Его заменяют при толщине стенки беговой дорожки менее 9 мм. Трещины на спицах разделывают под заварку фаской 4X45° и заваривают. Беговые дорожки и торцовые поверхности направляющих реборд колеса и отверстие под подшипник наплавляют под флюсом. Беговые дорожки и торцовые поверхности направляющих реборд наплавляют на специальной установке (рис. 3). На ней монтируют сварочную головку для автоматической сварки и наплавки типа АДС-1000-2. Деталь устанавливают на шпиндель редуктора.
Наружную поверхность беговой дорожки наплавляют до диаметра 750+6 мм. Наплавку следует вести по шаблону для замера высоты направляющих реборд. Наплавленные поверхности должны иметь твердость не менее НВ 350.
При наплавке отверстия под подшипники используют приспособление — вращатель, на котором устанавливают деталь, электрод заводят в отверстие детали под углом 30° к оси поверхности.
Наплавку производят электродной проволокой Св-08 диаметром 1,6 мм под флюсом АН-348А аппаратом А-580 до диаметра 150 мм.
Рис. 3. Стенд для наплавки натяжных колес:
1 — электродвигатель, 2 — стойка для крепления, 3 — редуктор со шпинделем, 4 — сварная станина
После наплавки деталь обрабатывают на токарном станке, отверстие под подшипник растачивают на проход до чертежного размера. Поверхности беговых дорожек и торцовых поверхностей направляющих реборд колеса не обрабатывают.
При обрыве болтов в отверстиях ступицы после засверливания болты удаляют экстрактором. При износе резьбы в отверстиях ступицы их заваривают, после чего вновь высверливают отверстия и нарезают резьбу.
Ось натяжного колеса. Ось восстанавливают наплавкой проволокой ЗОХГСА. Если для наплавки используют малоуглеродистую электродную проволоку, то наплавленный металл подвергают цементации и последующей термообработке.
Ось при непрерывной наплавке сильно разогревается, что затрудняет удаление шлака и исключает непрерывность наплавки. Хорошие результаты обеспечиваются при наплавке с охлаждением, для чего используют отверстие в оси, через которое подают воду.
Рис. 4. Механизированная линия сборки натяжных колес:
1 — кантователь, 2 — накопитель, 3 — монтажный стол, 4 — гидростанция, 5 — пресс
Для восстановления детали наплавляют один или два слоя металла. При непрерывной наплавке осей по винтовой линии деталь деформируется незначительно и последующей правки не требует.
Изношенные поверхности оси (под подшипники и опору) можно наплавлять в среде углекислого газа. После наплавки деталь обрабатывают на токарном станке до чертежного размера.
При сборке натяжного колеса необходимо соблюдать следующие требования: – осевой зазор колеса должен быть 0,10—0,65 мм; при регулировке зазора допускается устанавливать не более шести прокладок с одной стороны; – трущиеся поверхности следует смазать трансмиссионным маслом; – стопоры должны быть запрессованы с усилием не менее 500 Н; – вращение натяжного колеса должно быть свободным, без заеданий.
На специализированных предприятиях натяжные колеса собирают на механизированной линии, показанной на рис. 4. Перед сборкой наружные кольца подшипников укладывают в лоток пресса, а внутренние — на стержни штырьевой тары и опускают в ванну масляного подогревателя.
Собираемое колесо краном устанавливают на лоток пресса, вставляют в него с обеих сторон наружные кольца подшипников, закатывают колесо в зону действия гидроцилиндров пресса и запрессовывают наружные колеса одновременно с двух сторон. Затем колесо перекатывают на накопитель.
На монтажном столе на ось натяжного колеса надевают нагретые внутренние кольца подшипников и вставляют оси в натяжное колесо, находящееся на накопителе. Затем колесо перекатывают на кантователь, где его собирают окончательно.Катки. Катки тракторов Т-100МЗ и Т-130 изготовлены из двух литых стальных роликов, соединенных дуговой сваркой. В соответствии с техническими условиями твердость поверхностного слоя роликов должна быть HRG, 52. Ролики бракуют при обломах буртов. Толщина буртов должна быть не менее 5 мм, а износ поверхностей роликов по диаметру беговых дорожек не должен превышать 10 мм, т. е. 5 мм на сторону.
Поверхность отверстия под подшипники наплавляют аппаратом А-580 до диаметра 120 мм электродной проволокой марки Св-08 диаметром 1,6 мм под слоем флюса. При наплавке отверстия используют приспособление — вращатель, на котором деталь устанавливают под углом 30° к оси поверхности. После наплавки деталь обрабатывают на токарном станке, отверстие под подшипник растачивают на проход до чертежного размера.
Сборка
При сборке опорных катков необходимо соблюдать следующие требования: местный зазор между буртом оси и торцом подшипника допускается не более 0,17 мм; осевой зазор ролика должен быть 0,10—0,65 мм; при сборке трущиеся поверхности следует смазать трансмиссионным маслом; вращение ролика должно быть свободным, без заеданий.
Перед сборкой осматривают резиновые манжеты и уплотни- тельные кольца, протирают и смазывают маслом посадочное отверстие в ролике.
Запрессовывают в ролик с помощью оправки и пресса наружное кольцо роликоподшипника маркировкой наружу. Переворачивают ролик другой стороной кверху, устанавливают дистанционную втулку и запрессовывают второе наружное кольцо подшипника. Нагревают в масляной ванне до температуры 90—110° С внутренние кольца подшипников и напрессовывают их в ось до упора в бурт маркировкой наружу.
На специализированных ремонтных предприятиях опорные катки собирают на поточных линиях (рис. 119). Катки поступают по склизу в кассетное устройство пресса усилием 400 кН, на котором запрессовывают наружные кольца подшипников. После запрессовки каток поступает по направляющим склиза в следующее кассетное устройство, которое снабжено гайковертом, подвешенным на укосине. На этом устройстве каток собирают окончательно: вращая кассету, надевают крышки с двух сторон и заворачивают болты.
Собранный каток проверяют на герметичность воздухом под давлением 50—70 кПа в течение с (допускается падение давления до 20 кПа) и обкатывают на стенде в течение 30 мин. Течь масла через уплотнения не допускается.
Сборка тележек
При сборке тележек необходимо соблюдать следующие требования: – катки устанавливают через один, причем первым от натяжного колеса устанавливают однобортный каток; – катки и натяжные колеса устанавливают пробками для смазывания подшипников наружу; – вкладыши раскомплектовывать не допускается; клейма должны быть расположены с одной стороны; – отклонение от параллельности осей натяжного колеса и опорных катков в горизонтальной плоскости должно быть не более 1,5 мм на длине 408 мм; регулировку катков и натяжных колес следует производить установкой не более четырех прокладок; – натяжное колесо, опорные и поддерживающие катки заправляют трансмиссионным маслом ТЭп-15 (летом) или ТСп-10 (зимой) в количестве 0,32—0,35 кг; – течь масла через уплотнения и прокладки не допускается.
Рис. 5. Линия и сборка опорных катков:
1 – рама, 2 — поворотная кассета, 3 – пресс, 4 – гайковерт, 5 – укосина
Рис. 6. Линия для разборки гусениц:
1 — стол для раскладки и перемещения гусениц, 2 — стойка для установки гайковерта и каретки, 3 — каретка для перемещения гайковерта, 4 — гайковерт, 5 — установка для выпрессовки пальцев, втулок и срезания головок башмачных болтов, 6 — поддерживающие ключи для удержания гаек башмачных болтов при отворачивании, 7 — гидравлическая установка для привода гайковерта
Раму тележки устанавливают на подставку опорами нижних катков вверх. Прикрепляют однобортный опорный каток приспособлением к подъемнику и устанавливают на крайние задние опоры катков. Устанавливают последовательно таким же образом двубортный, однобортный, снова двубортный и однобортный катки.
Закрепляют катки болтами с пружинными шайбами; момент затяжки болтов 220—280 Н-м. Устанавливают защитные щитки. Переворачивают тележку катками вниз и устанавливают механизмы сдавания на раму тележки. Заводят в раму тележки натяжное колесо и прикрепляют опоры натяжного колеса к плечам вилки болтами с пружинными шайбами; момент затяжки болтов 220—280 Н-м. После сборки тележку направляют на пост обкатки, где проверяют катки на отсутствие течи.
Гусеницы. Гусеницы, имеющие износ гребней башмаков, звеньев и втулок, заменяют. Пальцы и втулки запрессованы в звенья усилием 500 кН, поэтому для разборки гусениц пользуются специальным гидравлическим прессом. На ремонтных предприятиях пальцы распрессовывают с помощью пресса типа ПБ-002 усилием 1000 кН. Болты крепления башмаков звеньев гусениц отворачивают гайковертом.
Для комплексной механизации процессов разборки гусениц применяют механизированную линию, показанную на рис. 6. Линия работает следующим образом. Гусеницу укладывают на стол и подают под гайковерт, где отворачивают башмачные болты. При этом гайки башмачных болтов удерживают от проворачивания поддерживающими ключами. После окончания отворачивания болтов одного башмака гусеницу с помощью пневмоцилиндра перемещают на один шаг и отворачивают следующие башмачные болты. После того как гусеница попадает на установку, операции отворачивания болтов и выпрессовки пальцев и втулок производятся одновременно.
Звено гусеницы
Звено бракуют при наличии трещин, обломов любого размера и расположения, износов поверхности беговой дорожки по высоте более 13 мм.
Восстановление звеньев гусениц заключается в наплавке беговых дорожек по высоте и ширине до нормального размера. Высоту звена восстанавливают автоматической дуговой наплавкой под слоем флюса, а ширину беговых дорожек — полуавтоматической дуговой наплавкой в среде углекислого газа.
Башмак гусеницы. Башмак бракуют при общей площади обломов более 2000 мм2, при трещинах длиной более 40 мм и при износе гребней по высоте более 30 мм.
Погнутость башмака устраняют на 100-тонном гидравлическом прессе. Неплоскостность поверхности должна быть не более 2 мм на длине 500 мм.
Гребень башмака наплавляют на специальной установке (рис. 121). На стол установки укладывают башмаки, присадочный материал, засыпают флюс и наплавляют гребень по высоте. При большом износе гребня башмака целесообразно приваривать профильный пруток.
Износ отверстий устраняют на полуавтомате для сварки в среде углекислого газа. Вставляют в отверстия фланцы диаметром 16 мм, толщиной мм из стали СтЗ, заплавляют четыре отверстия. Затем сверлят по кондуктору отверстия на радиально- сверлильном станке и зенкуют фаски.
К вершинам изношенных почвозацепов звеньев (башмаков) трактора Т-75 приваривают круглые прутки диаметром 5—7 мм. При износе стенки проушины звена трактора Т-75 до толщины менее 3,5 мм звенья заменяют. Износ поверхности отверстия под палец звена трактора Т-75 допускается до 30 мм, а допустимый износ пальца звена — 17 мм. При большем износе звенья и пальцы заменяют.
Сборка. При сборке гусениц тракторов Т-100МЗ и Т-130 нужно соблюдать следующие требования: при несовпадении отверстий под болты на звеньях и башмаках допускается производить развертку отверстий по месту до диаметра 20,3+‘28 мм; перед сборкой допускается поверхности резьбы гайки покрывать олифой; торцы втулки замыкающего пальца после запрессовки должны быть выполнены заподлицо со звеньями.
Для механизации процесса сборки гусениц на специализированных предприятиях применяют линию С416—465 (рис. 7). Гусеничную цепь собирают на прессе П0930. Собранная цепь пневмоцилиндром подается на стол секции окончательной сборки, на нее укладывают башмаки, вставляют башмачные болты и наживляют гайки. Затем гусеничную цепь подают под гайковерт, где заворачиваются башмачные болты. При этом гайки от проворачивания удерживаются поддерживающими ключами. Собранная гусеница поступает на роликовый конвейер — кантователь, затем сбрасывается на пол. Поднимается и опускается гайковерт пневмоцилиндром.
Рис. 7. Механизированная линия сборки гусениц:
1— секция сборки звеньев, 2—секция окончательной сборки гусениц, 3—гайковерт, 4 — колонна, 5— направляющие, 6 — толкатели, 7 — кантователь, 8,9 — пневмоцилиндры, 10 — поддерживающие ключи
В связи с тем, что расстояние между осями башмачных болтов у тракторов Т-100МЗ и Т-130 различно, гайковерт выполнен с изменяемым расстоянием между осями ключей, что достигается поворотом эксцентриков.
Рекламные предложения:
Читать далее: Ремонт ходовой части пневмоколесных машин
Категория: — Техническое обслуживание дорожных машин
Главная → Справочник → Статьи → Форум
Ремонт ходовой части гусеничных тракторов
Ремонт ходовой части гусеничных тракторов
Ремонт и восстановление балансиров кареток подвески и рам тележек гусениц. Основными дефектами балансиров кареток являются: трещины, изломы проушин и износ их отверстий (тракторы ДТ-75, ДТ-75М), износ втулок балансиров и отверстий под них и под наружные кольца конических роликовых подшипников (тракторы ДТ-75, ДТ-75М, Т-150).
Поверхность проушин вокруг трещины зачищают, ставят на резьбы штифты диаметром 5 или 6 мм, загибают и обваривают их и заваривают трещины стальным электродом с меловой обмазкой или электродами типа Э-42, Э-46.
При износе отверстия под ось качания в проушине внутреннего балансира проушину растачивают, изготовляют стальную втулку, запрессовывают ее в проушину, приваривают по торцам и сверлят отверстие диаметром 28 мм под клин. Изношенные отверстия под втулки в проушинах наружных балансиров растачивают и ставят ремонтные втулки с увеличенным наружным диаметром. Изношенные втулки для оси качания и втулки цапф поперечных брусьев тракторов ДТ-75, ДТ-75М и Т-150 заменяют.
При износе отверстий в балансирах под кольца конических роликовых подшипников до диаметра более 100,1 мм отверстия растачивают и запрессовывают или ставят на клею промежуточные втулки из стали Ст. 3 или Ст. 5, или растачивают отверстия, производят железнение (местное) их поверхности и затем растачивают на нормальный размер.
У рамы тележки гусениц тракторов Т-4 и Т-4А изнашиваются накладки для установки составных частей тележки, приклепанные или приваренные к швеллерам ее рамы. Изношенные накладки и ослабленные заклепки заменяют новыми. Трещины на сварочных швах на раме тележки, трещины и разрывы листов и балок рамы исправляют сваркой или приваркой накладок.
У рам тележек наблюдается изгиб продольных балок, упоров, раскосов, который устраняют правкой кувалдой, винтовым и гидравлическим приспособлением. Для облегчения правки место изгиба нагревают пламенем газовой горелки.
При износе поверхности пяты и крышки раскоса под вкладышами отверстие растачивают на увеличенный размер с помощью приспособления и ставят вкладыши ремонтного размера.
Изношенные резьбовые отверстия и отверстия под болты рассверливают и нарезают резьбу ремонтного размера или их заваривают и сверлят вновь под резьбу нормального размера.
Ремонт и восстановление опорных катков, поддерживающих роликов и направляющих колес. Основными дефектами этих деталей являются: износ рабочей поверхности обода, трещины обода или спиц, износ внутренней поверхности ступиц в местах сопряжений с наружными кольцами подшипников качения или с осями. У поддерживающих роликов, имеющих резиновые бандажи (ДТ-75М, Т-150), наблюдается износ или разрушение бандажей. Изношенные или разрушенные бандажи заменяют.
Износ рабочей поверхности ободов поддерживающих роликов, опорных катков и направляющих колес допускается обычно для разных машин на глубину 5…7 мм (до 10 мм).
Широко применяют восстановление обода наплавкой проволокой под слоем керамического флюса, порошковой проволокой или порошковой лентой под флюсом или с внутренней защитой.
В специализированных предприятиях применяют восстановление ободов катков и роликов электрошлаковой наплавкой.
Изношенный каток, предварительно покрытый с торцов огнеупорной глиной, устанавливают между габаритными медными дисками на оправку, закрепленную в патроне станка. К дискам плотно прилегает охлаждаемая форма. Пространство между ободом катка, дисками и формой является наплавочной ванной, в которой расплавляют флюс АН-348А. Первую порцию расплавленного флюса подготавливают в отдельном тигле и заливают в ванну. Сюда же подают две электродные проволоки Св-08 03 мм и легирующие добавки из дозатора.
При восстановлении размеров обода опорных катков и поддерживающих роликов тракторов Т-74, ДТ-75 постановкой колец рабочую поверхность обода ролика или катка обтачивают до выведения следов износа. Из полосовой стали толщиной 8… 10 мм изготавливают кольцо (кузнечным способом или с помощью гибочного приспособления). Стык кольца сваривают электросваркой. Внутреннюю поверхность кольца растачивают до размера, обеспечивающего посадку кольца на обод с натягом 0,15…0,25 мм, и напрессовывают на обод ролика с нагревом до 300…400°С, после чего кольцо приваривают к ободу по торцу. Лучшие результаты получают, если кольца изготавливать со скосами для приварки к ободу.
Для восстановления размеров обода опорных катков применяют также заливку жидким (расплавленным) металлом — чугуном или сталью. Поверхность обода катка тщательно очищают, зачищают до металлического блеска, наносят на нее слой толщиной 1…2 мм специального флюса (флюс АНШ-200, АНШ-400, разведенный на лаке №302) и просушивают. Затем каток подогревают до 350,..900°С, устанавливают в чугунную форму (кокиль), также предварительно подогретую до 200…250°С, и заливают расплавленный металл.
Трещины на ободе и спицах катков и направляющих колес устраняют сваркой.
В ступицах опорных катков тракторов ДТ-75, ДТ-75М, Т-150 изнашиваются отверстия под ось. Наиболее распространенным способом устранения этого дефекта является холодное обжатие ступицы в специальном приспособлении с помощью пресса с усилием 1 МН. Изношенные отверстия под подшипники качения в ступицах опорных катков тракторов Т-4 и Т-4А и в ступицах поддерживающих роликов и направляющих колес всех тракторов чаще всего восстанавливают расточкой с последующей запрессовкой промежуточных колец толщиной 3…4 мм. В том случае, когда проводится наплавка обода опорного катка или поддерживающего ролика, одновременно под действием внутренних напряжений происходит уменьшение диаметра отверстий под подшипники качения, обычно на величину, достаточную для компенсации износа.
Может применяться восстановление отверстий под подшипники местным железнением.
Ремонт Ведущих Колес. Основным дефектом ведущих колес является износ их зубьев.
Износ зубьев односторонний, поэтому после износа боковой поверхности зубьев с одной стороны можно переставить ведущее колесо на другую сторону трактора (поменять местами).
Зубья ведущего колеса чаще всего восстанавливают приваркой накладок. Для этого зубчатый венец обрезают газовой горелкой по контуру с помощью специального копирного устройства. Во впадину и боковые поверхности двух соседних зубьев укладывают вкладыш, изготовленный из полосовой стали 45, и прихватывают к колесу вручную электродуговой сваркой. После прихватывания всех вкладышей ведущее колесо помещают на установку АСШ-70 и приваривают вкладыши по контуру сваркой под флюсом.
Применяют также наплавку зубьев ведущего колеса вручную.
Восстановление гусениц. У гусениц изнашиваются пальцы и отверстия проушин звеньев в местах их сопряжения. Изношенные пальцы заменяют.
У звеньев гусениц, кроме отверстий проушин, изнашиваются цевки в местах соприкосновения с зубьями ведущего колеса, беговые дорожки, почвозацепы. Износ проушин допускается до толщины стенок 3,5 мм, износ цевки до 7 мм.
Суммарный износ гусеничной цепи можно определить на тракторе. Для этого натягивают гусеничную цепь, плавно трогая трактор с места задним ходом до начала движения, затем останавливают и измеряют рулеткой расстояние между крайними пальцами десяти звеньев по верхней ветви гусеницы. Предельная длина десяти звеньев гусеницы у тракторов ДТ-75, ДТ-75М, Т-150 — 1890… 1900 мм (номинальная длина 1705…1730 мм), у тракторов Т-4, Т-4А — 1790…1800 мм (номинальная длина 1715… 1720 мм).
Отверстия проушин восстанавливают пластической деформацией — обжатием. Звено гусеницы нагревают в расплаве солей до 950…1050С и обжимают в специальных штампах. При этом металл звена перераспределяется так, что проушина приобретает нормальный размер. Одновременно восстанавливают цевки. После этого звено закаливают.
Восстанавливают проушины звеньев также заливкой жидким металлом. С помощью электрической дуги угольным электродом в стенке проушины со стороны наибольшего износа прожигают технологическое отверстие, в проушину вставляют технологический стержень и закупоривают ее с обеих сторон огнеупорной глиной. Металл расплавляют в тиглях или с помощью ТВЧ и заливают в проушины через технологические отверстия. Металл заполняет изношенную полость проушины и, кристаллизуясь, образует вкладыш, удерживаемый за счет неравномерно изношенной поверхности проушины и своеобразной заклепки, образованной застывшим в технологическом отверстии металлом.
У гусениц тракторов Т-100, Т-100М восстанавливают изношенные беговые дорожки звеньев наплавкой под слоем флюса. Изношенные пальцы и втулки не восстанавливают.
Изношенные цевки гусениц тракторов класса 30 кН восстанавливают наплавкой вручную специальными электродами ОМГ-Н или ВСН-6 или полуавтоматами порошковой проволокой.
Изношенные почвозацепы наплавляют до нормальной высоты или приваривают к их вершинам прутья диаметром 5…7 мм. Покоробленные звенья правят под прессом. Звенья, имеющие трещины, заваривают или выбраковывают (при большом их количестве).
Звенья гусениц восстанавливают только на специализированных предприятиях с большой программой.
Разборка и сборка ходовой части. Разборку кареток типа Т-74, ДТ-75, ДТ-75М, Т-150 начинают со сжатия и снятия рессорных пружин с помощью приспособлений. После этого снимают катки и остальные детали, применяя съемники, прессы и другие приспособления. Для разборки кареток имеются стенды ОПР-1402М. С помощью гидроцилиндра и комплекса приспособлений можно проводить сжатие пружины и прессовые работы: выпрессовывание и запрессовку втулок балансиров, снятие с осей и напрессовку на них опорных катков, напрессовку и снятие подшипников и т. д. Повернув стол вместе с кареткой на 90°, отвертывают и завертывают гайки крепления катков гайковертом.
При сборке опорных катков, поддерживающих роликов и направляющих колес регулируют их продольный разбег на оси или зазор в конических роликовых подшипниках. Регулировка осуществляется постановкой прокладок или вращением гайки на оси (направляющее колесо тракторов ДТ-75, ДТ-75М, Т-150, поддерживающий ролик тракторов Т-4, Т-4А). Для опорных катков и направляющих колес тракторов Т-74, ДТ-75, ДТ-75М, Т-150 и поддерживающих роликов тракторов Т-4, Т-4А этот разбег должен быть равен 0,3…0,5 мм, а для опорных катков и направляющих колес трактора Т-4, Т-4А — 0,1…0,65 мм.
При сборке механизма натяжения гусениц пружины натяжного устройства необходимо затянуть (сжать) до определенной длины, например, для трактора ДТ-75 — 640 мм; Т-4, Т-4А — 652±1,5 мм; для Т-150 — 525±3 мм.
Затяжку пружин целесообразно выполнять с помощью специальных стендов.
Тележки гусениц тракторов Т-4, Т-4А собирают на стенде, позволяющем поворачивать тележку вокруг ее продольной оси. Сборку начинают с установки опорных катков. Нечетные по ходу трактора катки двубортные, остальные — однобортные. После установки опорных катков проверяют герметичность их уплотнения, подавая сжатый воздух в масляный канал оси. О герметичности уплотнения судят по скорости падения давления.
Такого же рода стенды применяют для сборки тележек гусениц тракторов Т-100, Т-100М.
Катки должны вращаться на осях без заедания. Диаметры ободьев опорных катков, установленных на одной тележке, не должны отличаться более чем на 5 мм. После постановки катков накладывают линейку (рейку) на беговые дорожки. Отклонение катков от линейки должно быть не более 1,5 мм. Допускается регулировка постановкой прокладок под оси. После сборки для проверки ее качества и приработки деталей каретки подвески тракторов Т-74, ДТ-75, Т-150и тележки гусениц тракторов Т-4, Т-4А проходят обкатку на специальных стендах. На рисунке 160 показан стенд для обкатки кареток тракторов Т-74 и ДТ-75. Каретку, полностью заправленную смазкой, устанавливают на колесо, сквозь отверстия балансира каретки вставляют ось, концы которой прижимают призмами и винтами. При этом катки каретки опираются на резиновый обод колеса, приводимого во вращение от электродвигателя через коробку передач. Во время обкатки (2 ч) наблюдают, чтобы опорные катки вращались свободно, без торможения. Наблюдают также за отсутствием течи масла через уплотнения. Стенд подобного устройства может быть применен для обкатки кареток трактора Т-150.
В специализированных мастерских Госкомсельхозтехники разборку и сборку гусениц проводят на специальном стенде. Стенд имеет три гидроцилиндра: гидроцилиндр служит для закрепления (прижатия) гусеницы, с помощью гидроцилиндра выпрессовывают или запрессовывают пальцы, а гидроцилиндр позволяет перемещать гусеницу на один шаг после запрессовки (выпрессовки) пальца. После запрессовки и шплинтовки пальцев концы шплинтов загибают при помощи специального приспособления.
Гусеницы тракторов Т-100 (100М) собирают с помощью специальных горизонтальных стотонных прессов, на которых соединяют звенья с пальцами и втулками. Пресс снабжен рольгангом, на котором к гусенице присоединяют башмаки.
Восстановление деталей ходовой части гусеничных тракторов
Восстановление деталей ходовой части гусеничных тракторов
Основные дефекты и причины их возникновения. Детали ходовой части работают непосредственно в абразивной среде, часто при сухом трении, воспринимают значительные динамические нагрузки, вследствие чего они довольно интенсивно изнашиваются.
Условия работы деталей ходовой части гусеничных тракторов весьма разнообразны и зависят от климата, почвы, состояния и качества деталей, распределения воспринимаемых нагрузок и т. д.
Наибольшему износу подвержены детали задних кареток подвески в результате неравномерного распределения нагрузок на опоры. Установлено, что у трактора типа Т-74 нагрузка на задние каретки больше в 3 раза, чем на передние, при изменении ее в пределах от 0 до 30 кН.
Повышенный износ цапф и втулок задних кареток происходит при работе с навесным плугом также из-за неравномерной нагрузки. При работе трактора с навесным плугом при тяговом сопротивлении 30 кН (3000 кгс) нагрузка на ось передней каретки составляет 24 кН (2430 кгс), а на ось задней — 41 кН (4140 кгс), т. е. значительно больше, чем на переднюю.
Существенное влияние на работу деталей ходовой части гусеничных тракторов оказывает температура, поскольку с ее понижением значительно изменяется вязкость масла.
При температуре воздуха —15° С на преодоление сопротивления провертыванию механизмов силовой передачи и перекатывание трактора ДТ-75 требуется затратить энергии в 2,5—2,7 раза больше, чем при температуре +5° С.
Зацепление ведущих колес с гусеницами представляет собой наиболее сложный и важный узел в конструкции ходовой части. Качество его работы непосредственно отражается на износе самих элементов зацепления и оказывает значительное влияние на работу, износ и к. п. д. всех механизмов трактора.
По мере износа шарниров гусениц нарушаются нормальные условия работы зацепления. При движении трактора изнашиваются не только элементы зацепления на самом ведущем колесе, но и элементы зацепления на гусеницах, несмотря на то, что их больше по сравнению с первыми в 6—8 раз.
Характерный дефект опорных катков — износ обода. Наиболее важный параметр — износ обода по наружному диаметру, интенсивность которого для опорных катков гусеничных тракторов класса 30 кН составляет- 3—3,5 мкм/ч. Потери металла на одном опорном катке трактора класса 30 кН составляют от 6 до 2 кг. Кроме того, опорные катки имеют и другие дефекты, такие, как износ шпоночной канавки, трещины в спицах и ободе, смятие защитного колпака, износ посадочного отверстия, износ поверхности под сальник.
В процессе работы у ведущих колес тракторов класса 30 кН появляются такие дефекты, как износы зубьев по толщине, отверстий под болты крепления, торцовых поверхностей и впадин зубьев Исследования показали, что основная неисправность ведущих колес — износ зубьев и впадин, причем в 98—99 случаях из 100 наблюдается односторонний износ. Износ ведущих колес по массе (в основном вследствие абразивного износа) достигает 12 кг. В большинстве же случаев (75—80%) ведущие колеса выбраковываются значительно раньше, чем это предусмотрено типовой технологией ремонта тракторов, что недопустимо, поскольку приводит к перерасходу деталей.
Средняя интенсивность изнашивания ведущих колес по толщине зуба составила 2,13 мкм/ч. Такой большой износ объясняется недостаточно высокой твёрдостью металла колес, во многих случаях значительно ниже, чем указано в заводских чертежах.
В свою очередь, известно, что повышенная твердость способствует повышению износостойкости особенно деталей, работающих в абразивной среде. Ведущие колеса и опорные катки тракторов, закаленные Т. В. Ч. на глубину 5—6 мм до твердости НRС 45—50, износоустойчивее обычных в 1,5—2 раза.
Износ поддерживающих роликов происходит от трения беговой Дорожки гусеницы по их ободу. При слишком тугом проворачивании поддерживающего ролика на оси, особенно в зимних условиях, когда загустевает смазка и он покрывается грязью, льдом и снегом, происходит полное торможение, что приводит к одностороннему износу обода ролика и сквозному протиранию ступицы. Последнее вызывает поломку поддерживающего ролика и других деталей (осей, подшипников и т. д.).
Максимальный износ поддерживающих роликов тракторов класса 30 кН по массе составляет 8 кг, а интенсивность изнашивания—3,63— 4,0 мкм/ч.
Гусеницы тракторов класса 30 кН с открытым металлическим шарниром изнашиваются по отверстиям проушин, почвозацепам, цевкам и беговым дорожкам. Износ проушин приводит к нарушению шага зацепления и удлинению гусеничных цепей. Поскольку, помимо возрастания общей длины, увеличивается шаг зацепления, который уже не соответствует шагу ведущего колеса, это приводит к нарушению правильной работы гусеничных цепей и вызывает форсированный износ этих деталей или может вызвать заклинивание гусеницы а ведущем колесе.
Восстановление направляющих колес. С целью улучшения условий труда и повышения производительности для восстановления направляющих колес гусеничных тракторов различных марок испольуют специальные приспособления и установки в зависимости от арактера дефекта колеса.
Характерные дефекты: износ обода и торцовых поверхностей, посадочных поверхностей отверстий под ступицы, трещины на ободе и ступицах, обломы буртов и т. д. Направляющее колесо восстанавливают при износе обода по диаметру до 10 мм, износе направляющей части до 25 мм (у тракторов класса 60 кН), износе поверхности отверстия под ступицу на 0,3— 0,35 мм (у тракторов Т-74) и появлении трещин на ободе и ступице.
Ступицу направляющего колеса восстанавливают при износе посадочного отверстия под обод более чем на 0,3—0,35 мм (у тракторов класса 30 кН), отверстий под подшипники более чем на 0,05— 0,1 мм и износе резьбы под болты крепления крышек и корпусов сальников.
Наплавка обода на токарном станке. Для наплавки обод направляющего колеса надевают на оправку К торцам обода прикрепляют кольца из красной меди толщиной 3—4 мм, чтобы защитить кромки от оплавления, а также удержать флюс и расплавленный металл.
Изношенную наружную поверхность обода направляющего колеса тракторов класса 30 кН наплавляют под слоем флюса на переоборудованном токарном станке типа 1Д63 на следующих режимах: частота вращения 0,65 об/мин; скорость подачи электрода 3 м/мин; вылет электрода от конца мундштука до поверхности обода 20—25 мм; ток 240—260 А; напряжение 26—30 В; полярность — обратная.
Для наплавки применяют электродную проволоку Св-08 диаметром 1,6—2 мм. Наплавку ведут под флюсом АН-348А с добавлением 30—40% чугунной стружки и 5—10% ферромарганца или проволокой ОВС под флюсом АН-348А.
Заварка трещин. Трещины у краев отверстия обода под ступицу и у наружной поверхности обода заваривают на этой же установке. Для заварки пользуются электродом из проволоки Св-08 диаметром 1,5—2,0 мм и применяют флюс АН-348А. Перед заваркой на концах трещин сверлят отверстия диаметром 3—4 мм.
Трещины также могут быть устранены ручной электродуговой сваркой электродом типа Э-42 диаметром 4—5 мм.
Трещины на буртах обода устраняют постановкой заплат из листовой стали толщиной 5 мм с внутренней стороны и заваркой, электродуговой сваркой.
Наплавка обода в приспособлении. Ободья направляющих колес тракторов класса 60 кН, изношенные менее 640 мм, восстанавливают на установках для автоматической наплавки под слоем флюса.
Для наплавки ободьев направляющих колес и опорных катков, служит специальное приспособление, состоящее из рамы, на которой шарнирно закреплена плита (ее с помощью рукоятки и червячного редуктора можно поворачивать на 90°). Наплавляемую деталь укладывают на ступицу, приводимую во вращение электродвигателем через двухступенчатый червячный редуктор и сменные шестерни. Для крепления плиты с наплавочной головкой предусмотрен кронштейн и стойка. На кронштейне имеется винтовая пара с рукояткой для перемещения мундштука в горизонтальной плоскости. Отдельные варианты приспособления предназначены для приварки к ободьям бандажа, который вальцуется роликами одновременно с приваркой.
Напрессовка кольца. При большом износе на обод направляющего колеса напрессовывают кольцо (бандаж) следующим образом. Берут полосу толщиной 5—10 мм и шириной, равной ширине обода, и приваривают с торцов. При сварке торцов под слоем флюса на токарном станке используют конические редукторы и специальное приспособление для сжатия обода с бандажом. Затем сваривают стык. Для повышения производительности при восстановлении наружных поверхностей применяют многоэлектродную наплавку и наплавку ленточным электродом, электрошлаковую наплавку и заливку жидким металлом.
Рассмотрим технологический процесс формовки посадочного отверстия эпоксидным компаундом.
1. Зачищают заусенцы, забоины на детали и обезжиривают поверхность.
2. Приготавливают эпоксидный компаунд и наносят на деталь.
3. Наносят тонкий слой разделителя (универсальной смазки УС) на поверхность оправки и поверхность отверстия с нанесенным полимером.
4. Помещают деталь для отверждения эпоксидного компаунда в сушильный шкаф и выдерживают в нем при температуре 50° С — 1 ч, 100° С — 2 ч. 150е С — 1,5 ч.
5. Охлаждают в сушильном шкафу с отключением питания.
6. Зачищают подтеки и наплывы компаунда и проверяют диаметр отверстия.
Восстановление резьбы. У направляющего колеса износ или повреждение резьбы отверстий под болты крепления корпуса уплотнения и крышки восстанавливают нарезанием резьбы ремонтного размера или нарезанием резьбы нормального размера и смещением отверстий, которые сверлят по кондуктору.
Восстановление поддерживающих роликов проводят в соответствии с типовой технологией или применяют новые, наиболее прогрессивные методы, разработанные передовыми предприятиями и научными учреждениями.
Ходовая часть гусеничных тракторов — Энциклопедия по машиностроению XXL
ДЕТАЛИ ХОДОВОЙ ЧАСТИ ГУСЕНИЧНЫХ ТРАКТОРОВ 375 [c.375]Детали ходовой части гусеничных тракторов быстро изнашиваются и очень металлоемки. Их износ исчисляется миллиметрами и даже десятками миллиметров, а по массе достигает нескольких килограммов. [c.375]
Катки опорные ходовой части гусеничного трактора — Восстановление обода заливкой жидким металлом 377, 378 электрошлаковой наплавкой 376, 377 — Износ обода 376 [c.468]
Ходовая часть гусеничных тракторов [c.450]
При ремонте ходовой части гусеничных тракторов используют оборудование и приспособления, указанные в табл. 8.15. [c.450]
Оборудование и приспособления для ремонта ходовой части гусеничных тракторов [c.451]
Износ деталей машин, особенно ходовой части гусеничных тракторов. при работе на песчаных почвах с большим содержанием кварцевых частиц в несколько раз выше, чем на черноземах. Так, гусеницы тракторов, эксплуатируемых в Белорусской ССР, работают 600…800 ч, а в Краснодарском крае — свыше 4000 ч. [c.18]
Общие сведения. Многие детали ходовой части гусеничных тракторов и других машин, постоянно работая в абразивной среде, изнашиваются по толшине на несколько десятков миллиметров, а по массе — на несколько килограммов. Так, опорные катки тракторов типа ДТ-75М, Т-150 изнашиваются по массе на 4 кг и более каждый, поддерживающие ролики — на 8 кг, а ведущие колеса (звездочки) при двустороннем износе — до 12 кг. Восстановление такого количества металла даже самыми производительными способами автоматической наплавки и применением дополнительных деталей (кольцевание) приводит к большим затратам времени и материалов. В некоторых случаях эти способы восстановления вообще неприменимы, например при одностороннем износе и огранке (искажение правильной геометрической формы) таких деталей, как поддерживающие ролики, опорные катки и др. Поэтому для восстановления деталей с большими и неравномерными износами предложен весьма эффективный способ заливки жидким металлом (сталью или чугуном). Сущность этого способа заключается в следующем. [c.109]
Ходовая часть гусеничного трактора предназначена для поддержания остова трактора и преобразования вращательного движения зубчатых ведущих колес конечной передачи в поступательное движение трактора. [c.344]
Ходовая часть гусеничного трактора состоит из гусеничных движителей и подвески остова трактора. [c.344]
Неисправности ходовой части гусеничного трактора [c.199]ГЛАВА 2 ХОДОВАЯ ЧАСТЬ ГУСЕНИЧНЫХ ТРАКТОРОВ [c.331]
ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ ХОДОВОЙ ЧАСТИ ГУСЕНИЧНЫХ ТРАКТОРОВ И СПОСОБЫ ИХ УСТРАНЕНИЯ [c.338]
Ходовая часть гусеничных тракторов состоит из гусеничного движителя и подвески. [c.409]
Водоустойчивая смазка для подшипников, катков и ходовой части гусеничных тракторов [c.381]
Материалы для изготовления деталей ходовой части. Ответственные детали ходовой системы гусеничных тракторов (опорные катки, ведущие и направляющие колеса, ролики, звенья гусениц, пальцы и втулки звеньев гусениц) в процессе эксплуатации подвергаются интенсивному абразивному износу. [c.582]
Основными частями гусеничного трактора являются двигатель, силовая передача, ходовое устройство и устройства управления — рычаги и тормоза. [c.63]
Основными частями гусеничного трактора являются ходовая часть с рамой, на которой смонтированы двигатель, силовая передача и механизм управления. [c.296]
Экономичность работы трактора в большой степени зависит от его ходовой части. Из сравнения рабочих балансов (фиг. 13), составленных по материалам испытаний на стерне нормальной влажности, следует 1) тракторы на металлических колёсах со шпорами имеют большие потери на самопередвижение потери на буксование у них быстро растут с увеличением тягового усилия 2) у тракторов аа пневматических шинах низкого давления потери на самопередвижение невелики, но буксование сильно растёт с увеличением тяговых усилий, особенно на рыхлых почвах н при повышенной влажности 3) у тракторов на гусеничном ходу потери на самопередвижение несколько выше, чем у тракторов на пневматиках, но благодаря хорошему сцеплению с почвой и малому буксованию суммарные потери у них ниже. [c.305]
Гусеничный трактор состоит из остова или рамы, двигателя, трансмиссии, ходовой части, вспомогательного оборудования, механизмов управления и кабины с сиденьем водителя. [c.80]
Ходовая часть трактора с эластичной подвеской состоит из двух гусеничных тележек, двух гусениц, их подвески к остову и балансирного устройства. [c.119]
Конструкция гусеничной ходовой части обусловливает низкую скорость движения — в пределах 2,5—10 км/ч-, только у отдельных моделей тракторов (Т-180) наибольшая транспортная скорость достигает 12 км/ч. Низкие скорости ограничивают производительность гусеничных погрузчиков, так как рабочее маневрирование с груженым и порожним ковшом выполняется такими погрузчиками медленно. [c.129]
По типу движителя (ходовой части) базовой машины рыхлители разделяют на гусеничные и колесные. Наибольшее распространение получили рыхлители на гусеничных тракторах (мощностью до 800 я. с.) и тяжелых колесных тягачах (мощностью до 2500 л. с.). Рыхлители, навешиваемые на легкие колесные тракторы и тягачи, а также на автогрейдеры, катки, скреперы и другие машины имеют вспомогательное назначение. [c.140]
Усовершенствование конструкций пневматических шин (пневмошин) улучшило их сцепление с грунтом и тяговые качества, а следовательно, и проходимость почти до уровня одноименных показателей ходовых частей гусеничных тракторов. Благодаря этому одноковшовые погрузчики и погрузчики непрерывного действия, работающие на базе колесных пневмошинных тягачей и шасси, обеспечивают при высокой маневренности большую производительность, чем погрузчики на базе гусеничных тракторов. Кроме того, для пневмошинных колесных машин нет ограничений для движения по дорогам с усовершенствованными покрытиями в общем потоке транспорта, что позволяет перебазировать их своим ходом (без трейлеров) и обеспечивает высокую оперативность использования на строительстве. [c.129]
При некоторых типах подвески гусениц (полужесткая, баланснрная н др.) часть их веса не может быть использована для заглубления зубьев. Тогда эксплуатационный вес рыхлителя Ор соответственно уменьшают. Вес ходовой части гусеничных тракторов составляет до 20—50% обп его конструктивного веса трактора. [c.153]
На реках с быстрым течением трактор нужно вести по течению под углом 30° к ррегу для уменьшения захлестьгаания трактора водой, а при переезде горных рек — для снижения вероятности заклинивания ходовой части гусеничного трактора. [c.223]
Ходовая часть гусеничного трактора, подобно колесному, состоит из несущей системы, движителя и подвески. Несущие системы (остовы) гусеничных тракторов бывают рамные или полурамные. [c.331]
Расскажите о преимуществах и недостатках гусеничного движителя по сравнению с колесным. 2. Из каких основных элементов состоит гусеничный движитель, и какие функции они выполняют 3. Какие виды зацеплений гусеничной цепи с ведущим колесом применяют на тракторах 4. Назовите типы подвесок гусеничных сельскохозяйственных тракторов, их достоинства и недостатки. 5. Для чего применяют гидроамортизаторы в балансирных подвесках и как они работают 6. Что такое проходимость гусеничного трактора и от каких факторов она зависит 7. Чем отличается ходовая часть болотоходного трактора от обычного 8. Какие регулировки проводят в ходовой части гусеничного трактора [c.339]
Транспортер ТГС-4 имеет в качестве ходовой части трелевочный трактор Онежского завода ТДТ-55 с двигателем СМД-НБ мощностью 62 л. с. Вынесенные вперед двигатель и кабина создают свободное пространство в задней часта р.амы, где размещены механизм передвижения, гадрокран, лебедка с тяговым усилием 7 тс и установлена платформа для грузов. Таким образом, транспортер ТГС-4 представляет собой самоходную машину на гусеничном ходу с кузовом, с гадравличеоким краном, производящим погрузку перевозимых грузов в кузов и выгрузку из него, и с бульдозерным устройством впереди машины. [c.342]
Трактор имеет полужесткую ходовую часть. Гусеничные тележки шарнирно подвешены на полуосях с опорой на рессору в передней части. Кабина трактора двухместная, имеет вентиляцию и отопление. На тележках трактора с наружной и внутренней сторон приварены опорные площадки, на которых установлены опоры погрузочного оборудования. [c.292]
Один из таких одноковшевых погрузчиков конструкции ВНИИПТМАШпоказаннафиг.23. Он состоит из ковша 1, укреплённого на скобе 2, которая, вращаясь вокруг точки 3, поднимает по направляющим 4 ковш вверх, где и происходит его опрокидывание. Силовой и ходовой частью погрузчика служит типовой гусеничный трактор С-80, для большей устойчивости которого впереди добавляется опорный каток 5 Загрузка ковша происходит посредством внедрения его в штабель от напорного усилия гусениц. Привод механизма подъёма, опрокидывания и спуска ковша осуществляется от первого вала коробки передач трактора через коробку отбора мощности [c.1135]
Рамы [(см. также каркасы) В 62 ( аппюлюСшлей, тракторов и т. п. (см. также шасси) D 21/(00-20) велосипедов (К 3/(02-10, 14), 5/06 7/(02-04), 13/08 общие вопросы К 19/(00-48)) мотоциклов, мотороллеров и т. п. К 11/(02-10) прицепных колясок для велосипедов, мотоциклов и т. п. К 27/02 ходовой части в гусеничных транспортных средствах D 55/10) В 61 (вагонов-самосвалов D 9/08 тележек ж.-д, транспортных средств F 5/52) дверей камер сгорания F 23 М 7/02 лесопильные В 27 В /(3/00-3/40) пильные полотна для них 33/(00-20) машин и двигателей F 16 М (1/00-1/08 переносные и транспортируемые 3/00) для металлообрабатывающих станков В 23 Q 1/02 опорные для печей или нлщ F 24 С 15/08 опрокидные как детали опок В 22 С 21/04 подъемные В 66 F 1100-1 j2 , В 65 1юликовые для рольгангов G 13/(11-12) для упаковочноопорных устройств FI 49/(16,32) для упаковываемых изделий D 57/00, 61/(00-02) для эластичных контейнеров большой вместимости D 88/20) станков для шлифования или полирования В 24 В 41/02 топочных дверец F 27 D 1/18 транспортных средств (В 62 D 21/00 ж.-д. В 61 F 1/00-1/14)] Рангоут парусных судов В 63 FI 9/10 Раскисление сплавов цветных металлов С 22 С 1/06 стали и ферросплавов С 21 С 7/06) [c.159]
Для выполнения строительно-монтажных и погрузо-разгрузочных работ в условиях бездорожья применяют также тракторные краны на базе гусеничных или пнев-моколесных промышленных тракторов. При этом базовый трактор обычно переоборудуют, удлиняя его ходовую часть, заменяя рессорную подвеску рамы жесткой и смешая вперед силовую установку. На освободившееся место в задней части устанавливают по- [c.179]
Обслуживание ходовой части оборудования | Track Service
Тяжелая техника должна работать в самых сложных условиях. На пересеченной местности ходовая часть оборудования является наиболее изнашиваемым компонентом. По этой причине регулярное обслуживание ходовой части является ключевой частью профилактического обслуживания.
MacAllister Machinery обеспечивает ремонт, техническое обслуживание и поддержку оборудования Cat ® и других производителей. Мы призываем всех, с кем мы работаем, сделать обслуживание ходовой части постоянным приоритетом.
Что входит в наши услуги по обслуживанию ходовой части
Профилактическое обслуживание — важная часть обслуживания ходовой части. Регулярные проверки — это возможность выявить потенциальные проблемы до того, как они станут более серьезными. Техник MacAllister Machinery будет искать следующие вещи:
- Незакрепленные или отсутствующие детали
- Физическое повреждение ходовой части, колес / гусениц или трансмиссии
- Аномальные рисунки износа, указывающие на скрытую проблему
- Ослабленные подшипники, шестерни или гусеничные тяги
Помимо выявления повреждений, профилактическое обслуживание также помогает вашей ходовой части работать наилучшим образом в повседневной работе.Чтобы снизить нагрузку на компоненты ходовой части, мы можем:
- Убедитесь, что гусеницы правильно натянуты
- Порекомендуйте и предоставьте лучший тип обуви для вашего приложения
- Подготовьте ходовую часть к суровым условиям
Каждая машина уникальна — опытный техник рассмотрит множество факторов, чтобы определить оптимальное сервисное решение для вашего парка.
Каковы преимущества?
На обслуживание ходовой части может приходиться до 50% затрат на ремонт парка.Инвестируя в регулярное техническое обслуживание MacAllister Machinery, вы можете:
- Сэкономьте на срочном ремонте
- Предвидеть необходимость ремонта и заранее спланировать
- Минимизировать время простоя за счет снижения риска поломки
- Продлите жизнь вашим ключевым активам
- Повышение безопасности и производительности
Для строительных бригад, ландшафтных дизайнеров и других специалистов тяжелая техника — это инвестиция. Без него вы не сможете выполнить свою работу.Забота о ходовой части гарантирует, что нужные инструменты всегда будут доступны, когда они вам понадобятся.
Наши решения по обслуживанию ходовой части
MacAllister Machinery предлагает широкий спектр услуг по обслуживанию ходовой части в соответствии с вашим бюджетом. Мы можем обеспечить как экстренный ремонт на месте, так и обслуживание в магазине. Наши удобные соглашения о ценностях для клиентов обеспечивают самую низкую стоимость часа и делают планирование бюджета более предсказуемым.
Мы работаем со всей компактной и тяжелой строительной техникой Cat и аналогичных марок.Свяжитесь с нами для обслуживания вашего:
- Экскаваторы
- Бульдозеры
- Погрузчики гусеничные
- Мини-погрузчики гусеничные
- Погрузчики повышенной проходимости
И многое другое. Будь то профилактическое обслуживание, плановый ремонт или комплексная реконструкция, мы обладаем квалификацией и всем необходимым для выполнения любой работы.
Работа с оборудованием MacAllister
MacAllister Machinery является официальным дилером Cat в Индиане. Наши клиенты пользуются передовым опытом, передовыми технологиями и глубоким пониманием всей линейки продуктов компании.
Мы используем эксклюзивные инструменты дилеров для диагностики и устранения распространенных проблем ходовой части. Наши технические специалисты проходят специализированное обучение на всех новейших и самых современных машинах компании.
Если при ремонте требуются запасные части, мы можем поставить оригинальные изделия OEM. Если у нас нет на складе того, что вы ищете, мы предоставим его одному из наших партнеров-дилеров.
Мы можем предоставлять услуги в магазинах и на местах на всей территории наших продаж. Свяжитесь с нами, чтобы назначить встречу в удобное для вас время.
Снижение износа ходовой части | NMC Cat
Категория: Оборудование и решения
Для многих типов тяжелой техники уход за ходовой частью является наиболее значительными расходами для владельцев.Профилактическое обслуживание ходовой части — это эффективный способ поддерживать работу ваших машин в оптимальном состоянии и выдерживать их в самых суровых условиях и в самых суровых условиях. Хотя это требует немного больше усилий и внимания к деталям, эти советы по обслуживанию ходовой части могут помочь продлить срок ее службы.
Обучите операторов
Мастерство и опыт ваших водителей играют важную роль в снижении износа ходовой части. Если вы стремитесь продлить срок службы гусеничных машин, расскажите своим сотрудникам, как избегать ударов и принимать меры предосторожности для уменьшения износа.Умные операторы знают, как избегать уклонов от уклонов, которые создают нагрузку на компоненты, а также снижать скорость в зависимости от дорожных условий. Это тонкие различия в том, как используется машина, которая позволяет оборудованию работать дольше при минимальных затратах на техническое обслуживание и ремонт.
Ежедневные проверки
Обходная проверка — это то, что должно быть частью повседневной работы каждой организации и иметь решающее значение для профилактического обслуживания ходовой части. Помимо осмотра шин, тестирования гидравлики и выполнения множества других задач, убедитесь, что вы также проверяете оборудование на предмет повреждений и трещин на деталях ходовой части.Эта процедура поможет выявить проблемы на раннем этапе и избежать более обширного и дорогостоящего ремонта. Дополнительные красные флажки включают признаки утечки масла или ослабления оборудования и компонентов. Операторы также должны включать машины и выполнять серию движений, чтобы ходовая часть находилась в отличном состоянии перед каждой сменой.
Поддерживайте чистоту ходовой части
Для тяжелого оборудования, такого как бульдозеры и гусеничные погрузчики, загрязнение является частью работы. С другой стороны, регулярная чистка и техническое обслуживание значительно продлят срок службы вашей ходовой части.Рекомендуется проводить промывку на регулярной основе, и вы всегда должны оперативно удалять любые крупные камни, грязь или мусор, застрявшие между гусеницами.
Знайте свои точки смазки
Хорошо смазанная ходовая часть — признак здоровой системы. Использование правильного типа и количества смазки предохраняет втулки рамы от износа, а также выталкивает грязь с гусениц. Прежде чем приступить к работе, убедитесь, что ваша ходовая часть смазана правильно, — это важный и часто упускаемый из виду совет по техническому обслуживанию.
Следить за натяжением
Натяжение правой гусеницы ходовой части зависит от конкретной модели машины и состояния почвы. Проконсультируйтесь с вашим руководством по эксплуатации и техническому обслуживанию, чтобы убедиться, что вы работаете с соответствующим напряжением для ваших приложений. Последовательная регулировка и проверка натяжения — один из лучших способов продлить срок службы ходовой части. Это также поможет вашим машинам работать с повышенной точностью и эффективностью.
Если вы хотите получить максимальную отдачу от тяжелого оборудования, сосредоточьтесь на снижении износа ходовой части.Хотя вы и ваша команда являетесь первой линией защиты ваших машин, важно иметь надежный источник для обслуживания и ремонта.
NMC Cat — местный дилер, предлагающий широкий спектр услуг для операторов тяжелого оборудования в Небраске и окрестностях. Мы предлагаем все: от комплексного профилактического обслуживания и ремонта ходовой части до комплектных деталей, мониторинга машин и договоров на управление парком. Посетите нашу страницу обслуживания оборудования, чтобы узнать больше о наших предложениях, и свяжитесь с нами через Интернет или посетите наш офис в вашем регионе, чтобы поговорить со знающим представителем.
Теги:
4 совета Caterpillar по техническому обслуживанию ходовой части со стальными гусеницами
Обходной осмотр позволяет выявить и исправить любые проблемы на раннем этапе, что может продлить срок службы ходовой части и существенно снизить стоимость часа работы.
Поскольку почти половина расходов на владение и эксплуатацию гусеничного трактора приходится на стальные компоненты ходовой части, надлежащие процедуры технического обслуживания существенно влияют на чистую прибыль.Независимо от типа компонентов ходовой части или типа трактора или экскаватора, несколько простых шагов могут продлить срок службы ходовой части.
Срок службы ходовой части определяется множеством переменных, многие из которых невозможно контролировать, например состояние почвы и количество осадков. Однако техническое обслуживание ходовой части поддается контролю. Тим Ненн, специалист по рынку ходовой части, компания Caterpillar, дает следующие советы по техническому обслуживанию, которые могут снизить затраты на ходовую часть.
№1: Следите за правильной регулировкой гусениц
Неправильно отрегулированные гусеницы — причина № 1 снижения срока службы и производительности. Таким образом, очень важно, чтобы гусеницы соответствовали спецификациям производителя, чтобы снизить затраты на ходовую часть.
Узкие гусеницы ускоряют износ ходовой части в четыре раза! Когда гусеницы слишком плотные, контактные нагрузки между компонентами существенно возрастают (см. График справа). Эти более высокие нагрузки увеличивают скорость износа компонентов и снижают общий срок службы ходовой части.Узкие гусеницы также увеличивают риск образования сухих соединений, создают дополнительную нагрузку на компоненты трансмиссии и увеличивают расход топлива.
Если гусеницы слишком рыхлые, они могут задеть верхнюю часть рамы катка, что является дополнительной точкой износа звеньев.
При изменении области применения дайте машине поработать час на новом месте, а затем установите натяжение гусеницы в соответствии с правильными характеристиками. Повторно проверяйте натяжение при изменении условий. Например, если ночью или в рабочее время идет дождь, это приведет к изменению количества набивки, и необходимо будет отрегулировать натяжение гусеницы.
№ 2: Содержите в чистоте
Были случаи, когда материал на верхней части рамы катка сокращал срок службы ходовой части на 50%. Очистка упакованных материалов в конце рабочего дня — простой способ увеличить срок службы ходовой части.
Материал может легко скапливаться на верхней части рамы катка при нормальной работе. Если материалу дать высохнуть и затвердеть в течение ночи, он станет гораздо более абразивным для компонентов ходовой части. Удаление этого материала в конце рабочего дня проще и увеличивает срок службы компонентов.
No. 3: Направляйте вправо
Направляющие гусеницы удерживают вашу ходовую часть там, где она должна быть — на роликах! Если гусеница не направляется должным образом, узел звена может попасть на внешнюю сторону роликов во время перехода или во время столкновения с более крупными наземными объектами. Это приводит к высоким внутренним и внешним нагрузкам в сборе звеньев и, в конечном итоге, может привести к сухим соединениям или растрескиванию звеньев. Неправильное направление — одна из главных причин случайных сухих швов.
Следуйте инструкциям производителя, чтобы определить, какой направляющий уровень лучше всего подходит для вашего приложения.
№ 4: Ежедневный обход
В рамках ежедневного обходного осмотра каждое утро или в начале смены рекомендуется проводить визуальный осмотр ходовой части на предмет ослабленных или отсутствующих болтов, утечек масла, необычных признаков износа, ослабления или погнутости. башмаки, мусор, застрявший в ходовой части, и т. д. Выявление и устранение любых проблем за несколько минут может продлить срок службы ходовой части и существенно снизить стоимость часа работы.
Обслуживание | Тяжелый гусеничный ход | Ходовая часть
# 1 Качество восстановления
Тяжелые гусеницы и ходовая часть Обслуживание тяжелых гусеничных машин и ремонт ходовой части — это то, чем начала заниматься компания National Tractor Parts, и почти полвека спустя мы гордимся тем, что являемся ведущими специалистами Среднего Запада в этой области.У нас есть более чем 100-летний опытный персонал, который сможет удовлетворить все ваши потребности в ремонте тяжелого оборудования и обслуживании ходовой части. NTP специализируется на предоставлении широкого спектра услуг, чтобы свести к минимуму время простоя. Мы обеспечиваем обслуживание и ремонт тяжелого оборудования для большинства основных моделей, включая, помимо прочего, Caterpillar, Komatsu, John Deere, Volvo, International и другие.
Полевой обрыв? Без проблем. National Tractor Parts бесплатно отправит наш полностью готовый к эксплуатации грузовик для техобслуживания, чтобы оценить вашу ситуацию.NTP может снять и отремонтировать вашу ходовую часть на стройплощадке. Если вам нужно больше, наша мастерская с полным спектром услуг может удовлетворить любые требования по обслуживанию тяжелого оборудования или ходовой части.
После разделения мы без дополнительной оплаты промываем под давлением все компоненты ходовой части, такие как ролики, верхние ролики, направляющие, гусеничную цепь и башмаки, и начинаем оценку отдельных деталей.
NTP имеет самые современные инструменты, включая 200-тонный гусеничный пресс WTC-WS200 и электронный прецизионный гайковерт WTC-WS5E-3 для полной разборки тяжелых гусеничных гусениц.Нужны новые гусеницы, но у вас все еще достаточно крепких болтов? Без проблем. Вам нужно повернуть штифт и втулку, чтобы сэкономить на стоимости ненужных деталей? National Tractor Parts тоже может это сделать. Требуется ли замена всего оборудования по минимально возможной цене людьми, которые знают, что делают? Наш отдел продаж может облегчить ваши проблемы.
Бездельники утомляют вас? Больше не ощущайте измельчения. Одна из наших специализаций — полный ремонт холостого хода. Мы — одна из немногих мастерских на Среднем Западе, где есть машина WTC для восстановления натяжного ролика, которая используется для восстановления изнашиваемой поверхности натяжного ролика с правильными размерами.Мы были в авангарде этой услуги на протяжении десятилетий и установили стандарт. NTP разобьет ваш холостой ход и осмотрит все компоненты, включая уплотнения и уплотнительные кольца, восстановит поверхность износа вашего холостого колеса и вернет его в состояние «как новое» при значительной экономии затрат по сравнению с полной заменой.
NTP — одна из немногих компаний, предлагающих перетяжку нижних катков ходовой части, включая модели Caterpillar D8 и D9. Мы также обеспечиваем бесплатный прием и доставку ваших гусениц или компонентов ходовой части в пределах нашей зоны обслуживания.
Свяжитесь с нами, чтобы узнать, что мы можем для вас сделать.
* Все названия производителей, символы, номера и описания используются только в справочных целях и не подразумевают, что какая-либо из перечисленных частей является продуктом этих производителей.
Наземное сражение Когда дело доходит до ваших потребностей в наземных операциях, National Tractor Parts также является лидером в этой области. Мы заработали репутацию благодаря качественной работе по замене зубьев ковша, лезвий скребков и траншеекопателей и многого другого.У нас есть опытные сварщики, способные восстановить большинство ковшей на погрузчиках и экскаваторах, сэкономив ваши деньги, не жертвуя качеством или долговечностью.
Позвоните нам по телефону 866.687.2400 или напишите нам по адресу [email protected].
Обслуживание ходовой части | Yancey Bros. Co.
Обслуживание ходовой части | Yancey Bros. Co. МенюХодовая часть — источник жизненной силы вашей машины
РАБОТАЙТЕ ТЯЖЕЛО, СДЕЛАЙТЕ ПОСЛЕДНИЕ, ИСПОЛЬЗУЙТЕ ЭТО ПРАВИЛЬНО.
Получите максимальную отдачу от инвестиций в ходовую часть.Ходовая часть составляет в среднем 50% затрат на владение и эксплуатацию вашей машины, поэтому имеет смысл инвестировать в систему, которая принесет наибольшую пользу. Мы проектируем и производим собственную ходовую часть, что дает нам 100% контроль качества для соответствия продукции конкретной машине и низкие эксплуатационные и эксплуатационные расходы.
МАКСИМИЗИРУЙТЕ ЖИЗНЬ ВАШЕЙ НЕДОСТАТОЧНОСТИ.
Ходовая часть Cat® спроектирована для работы и износа как единая система, чтобы продлить срок ее службы при правильной эксплуатации и техническом обслуживании. Затраты на техническое обслуживание ходовой части могут занять значительную часть вашего бюджета на техническое обслуживание.Хорошо понимать, как это работает, чтобы снизить износ и минимизировать затраты.
ПОДДЕРЖИВАЙТЕ ОПТИМАЛЬНОЕ НАТЯЖЕНИЕ ГУСЕНИЦ
Узкие гусеницы создают избыточное напряжение по всей ходовой части, увеличивая износ втулок, звездочек, звеньев и направляющих роликов. Следуйте процедурам регулировки натяжения, приведенным в руководстве по эксплуатации вашей машины, или проконсультируйтесь с вашим дилером Cat.
ИСПОЛЬЗУЙТЕ ПРАВИЛЬНУЮ ШИРИНУ ОБОЛОЧКИ В УСЛОВИЯХ
Дополнительная проходимость широких башмаков, используемых в грязных условиях, может фактически увеличить износ и нагрузку на звенья, пальцы и втулки при использовании в условиях сильных ударов.
ПОДГОТОВИТЕ МАШИНУ ДЛЯ ПОДНОЖНЫХ УСЛОВИЙ
Вы можете оборудовать машину для работы в почвенных условиях конкретной среды. Используйте башмаки с перфорацией и оптимизируйте защиту в грязных условиях, чтобы уменьшить уплотнение, а также вызванное им повышенное натяжение и износ. Для работы в абразивных условиях используйте специальные башмаки и поддерживающие ролики.
Примечание: для этого содержимого требуется JavaScript.ОСТАВАЙТЕСЬ НА СВЯЗИ
Подпишитесь на нашу рассылку, чтобы получать специальные предложения по оборудованию, запасным частям и обслуживанию.
Примечание: для этого содержимого требуется JavaScript.© 2020 YANCEY BROS CO. ВСЕ ПРАВА ЗАЩИЩЕНЫ. CAT И CATERPILLAR ЯВЛЯЮТСЯ ТОВАРНЫМИ ЗНАКАМИ CATERPILLAR, INC.
Дисциплина управления ходовой частью
Вы слышали статистику: на ходовую часть гусеничного бульдозера обычно приходится 20 процентов покупной цены бульдозера, но 50 или более процентов срока его ремонта таб. Поскольку на карту поставлены потенциальные расходы на ремонт, то, что вы можете сделать, чтобы сократить расходы на ходовую часть, можно значительно снизить почасовые эксплуатационные расходы.По сути, это «управление ходовой частью» — дисциплина (отчасти наука, отчасти интуиция, все отточено опытом), которая включает в себя эксплуатацию машины, текущее обслуживание, периодическую оценку и, что самое сложное, суждение о том, как лучше справиться с износом. компоненты.
Игнорирование управления ходовой частью бульдозера может быть дорогостоящим: «Подождите, пока не произойдет что-то катастрофическое, например, разрыв цепи на стройплощадке, затем — выездное обслуживание, и вы будете там поднимать и укреплять, чтобы вытащить трактор из грязи», — говорит Стив Деллер, менеджер по поддержке продукции West Side Tractor Sales, продавца оборудования в пригороде Чикаго.«Если бы владелец в такой ситуации был немного проактивным — периодически измеряя износ и следуя нескольким основным рекомендациям, — таких расходов можно было бы избежать».
Ходовая часть премиум-класса, снижающая износ
Ряд производителей оборудования разработали системы ходовой части премиум-класса для устранения основного источника износа ходовой части, а именно внешнего износа втулки.
Конструкция John Deere SC-2, например, расплавляет сверхтвердую металлическую суспензию на внешней стороне втулки.По заявлению компании, покрытие может продлить срок службы в два раза по сравнению с обычными втулками, прежде чем потребуется поворот, или может устранить необходимость в точении в некоторых случаях. Компания Case также сообщает, что ее система CELT (гусеница с увеличенным сроком службы корпуса) может удвоить срок службы обычных втулок. Эта система помещает закаленную втулку поверх стандартной втулки, позволяя вращаться большей наружной втулке и, таким образом, устраняя трение между втулкой и звездочкой.
В системе SystemOneкомпании Caterpillar используются долговечные компоненты по всей ходовой части, а центральным элементом конструкции является вращающаяся втулка, в которой используются двойные уплотнения на стыке втулка / звено.Конструкция Komatsu PLUS (система ходовой части с параллельным соединением), в которой также используются вращающаяся втулка и двойные уплотнения, включает дополнительный сегмент втулки между уплотнениями на каждой стороне цепи.
По общему мнению, наибольшая ценность достигается за счет ходовой части премиум-класса, когда тракторы часто работают с особенно абразивными материалами. Брэд Дэвис, консультант Quick Trax из Техаса, предлагает тем не менее, чтобы владельцы машин, рассматривающие шасси премиум-класса, оценили соотношение цены и качества, прежде чем делать инвестиции.По его словам, в мастерской компании регулярно работают со всеми типами ходовой части, и «из того, что мы видели, стандартная ходовая часть в целом является самой надежной и наиболее экономичной —
эффективна с точки зрения ожидаемого срока службы и затрат на замену».
«Проактивное» управление начинается с надлежащей практики эксплуатации и технического обслуживания, — говорит Брюс Бобель, менеджер по продукции для гусеничных бульдозеров Komatsu America. Первое, по его словам, включает в себя предотвращение — насколько это практически возможно — высоких путевых скоростей, чрезмерного реверсирования, пробуксовки гусениц, встречного вращения и поворота в одном направлении при выполнении больших работ.По словам Бобеля, хорошее техническое обслуживание варьируется от ежедневной уборки гусениц и частой проверки натяжения гусениц до периодического измерения износа и принятия обоснованных решений на основе результатов.
Boebel также напоминает менеджерам по оборудованию, что функции машины могут помочь в управлении ходовой частью. Например, контроллер трансмиссии в некоторых машинах может быть запрограммирован на ограничение скорости заднего хода; Износ ходовой части наиболее выражен, когда машина движется задним ходом, а чрезмерная скорость ускоряет процесс.
Также могут быть полезны системы телематики, — говорит Бёбель. Поскольку эти системы сообщают рабочее время по сравнению с временем простоя, периодические измерения ходовой части могут быть запланированы на основе фактических рабочих часов (а не показаний счетчика моточасов). И если система также сообщает время движения вперед по сравнению со временем движения назад, и если работа в обратном направлении кажется чрезмерной, то, возможно, операцию необходимо изменить, чтобы уменьшить нагрузку на ходовую часть, или, возможно, операторы нуждаются в дополнительном обучении.
Основы трека
Большинство гусеничных бульдозеров выпускаются с завода с цепями SALT (гусеницы с уплотнением и смазкой), в которых используются пальцы с внутренним резервуаром масла, которое течет через радиальное отверстие в пальце в кольцевое пространство между пальцем и втулкой.Уплотнения в расточенных отверстиях звеньев (в которые входят концы втулки) удерживают масло. Пока уплотнения остаются эффективными, масло замедляет внутренний износ между штифтом и втулкой, поскольку штифт вращается внутри втулки во время нормальной работы.
(В некоторых конструкциях ходовой части премиум-класса, например, в системах Caterpillar SystemOne и Komatsu PLUS, используются втулки, которые обычным образом не входят в расточки звеньев.)
Большинство гидравлических экскаваторов поставляются с завода с «смазанными» цепями, которые собираются с густой смазкой между пальцем и втулкой.По словам Брэда Дэвиса, консультанта Quick Trax из Техаса, компании, которая продает и обслуживает компоненты ходовой части, смазанные гусеницы уплотнения обычно не так эффективны, как в цепях SALT, и в конечном итоге протекают, что приводит к износу между пальцем и втулкой.
Тим Ненн, специалист Caterpillar на рынке ходовой части, соглашается: «Смазка не остается на месте в течение длительного периода времени, как масло в цепи SALT. Обычно через 2500 часов работы на малых и средних экскаваторах начинается внутренний износ.Однако компания Caterpillar использует уплотнения SALT на своих больших экскаваторах, что позволяет этим машинам работать дольше без внутреннего износа ».
Износ пальца и втулки
Когда пальцы и втулки изнашиваются из-за отсутствия смазки, износ происходит в основном на одной стороне пальца и на сопрягаемой поверхности внутреннего диаметра втулки. Износ изменяет геометрию гусеницы, позволяя увеличивать шаг гусеницы (расстояние между центрами штифтов), что приводит к «растянутой» цепи, которая свободно движется.
Нормальный износ на внешней стороне втулки также происходит в основном с одной стороны, со стороны реверсивного привода, поскольку втулка вращается под значительной нагрузкой в верхней части звездочки, когда машина реверсирует. Хотя при движении вперед втулка вращается в одном месте, нагрузка минимальна.
Этот преимущественно односторонний износ пальцев и втулок позволяет «поворачивать» эти детали — втулки поворачиваются на 180 градусов, а пальцы перевернуты встык, чтобы получить новые поверхности в рабочих зонах как внутри, так и снаружи.Поворот восстанавливает шаг гусеницы и может продлить срок службы ходовой части, позволяя цепи прослужить до тех пор, пока звенья и ролики не потребуют внимания.
«Повороты» на современных машинах со смазанными гусеницами могут быть «мокрыми» или «смазанными». Во время «мокрого» поворота пальцы повторно заполняются маслом. Этот процесс включает создание вакуума в масляном резервуаре пальца (через самоуплотняющуюся пробку на конце пальца) и всасывание нового масла. Если сборка не создает вакуума, есть вероятность, что уплотнения потекут.С помощью поворота для смазки пальцы и втулки просто собираются заново с помощью густой смазки.
Хотя в прошлом точение штифтов и втулок было одним из основных элементов технического обслуживания, сегодня экономическая ценность этой практики становится все труднее.
Изменение «поворотной» экономики
Теоретически, говорит Дэвис из Quick Trax, штифты и втулки в цепи SALT должны нуждаться в повороте только из-за внешнего износа втулок, поскольку подача масла в узел сводит к минимуму внутренний износ.И с некоторыми машинами и с некоторыми приложениями это правда.
Но, по словам Дон Бэрфут-Линч, консультанта по обслуживанию клиентов, специализирующегося на ходовой части для отдела продаж тракторов West Side (который имеет 10 точек в северном Иллинойсе, южном Мичигане и по всей Индиане), ее опыт показывает, что внутренний износ обычно превышает внешний износ на SALT. цепь.
«Сухое соединение SALT — это всего лишь вопрос времени», — говорит Бэрфут-Линч. «К управляющим факторам относятся состояние почвы и ширина колеи — многие бульдозеры относятся к категории LGP [низкое давление на грунт], а более широкие колодки создают больший боковой крутящий момент на уплотнениях, концах втулок и расточенных каналах звеньев.
«Вы можете увидеть гусеницы, которые изначально выглядят хорошими кандидатами для поворота, с износом втулки менее 50 процентов. Но когда вы измеряете ходовую часть, получается 40-процентное растяжение. Скорее всего, когда вы поставите гусеницы на пресс, там будет так много сухих стыков, что мокрый поворот будет невозможен — уплотнительные поверхности скомпрометированы, вероятно, достаточно, чтобы стыки не удерживали масло так долго, как мы. хотелось бы даже с новыми сальниками и упорными шайбами.
«Мы видим отход от влажных поворотов», — говорит Бэрфут-Линч.«Работа стала дорогой, и, по крайней мере, в этой области в большинстве ситуаций ставится под угрозу не внешнее, а внутреннее. Это всегда суждение, но в некоторых случаях имеет смысл дать цепи поработать еще от 500 до 700 часов, а затем, если высота звена и состояние цековки в норме, вы можете установить комплекты штифтов и втулок — или, в зависимости от размера трактора, просто установите новые цепи. На небольших машинах разница между выполнением поворота и новой цепью может составлять всего 500 долларов.”(В комплект входят штифт, втулка, уплотнения, упорные шайбы и заглушка.)
Согласно Дэвису из Quick Trax, у большинства втулок есть канавки, образованные из старых уплотнений, и после поворота втулки могут не совмещаться с новыми уплотнениями должным образом. По его мнению, этим объясняется растущая популярность поворотов для смазки с использованием старых уплотнений для экономии средств.
«В нашем цехе разница в стоимости двух операций [обточка с мокрым маслом и обточка для смазки] обычно составляет от 30 до 40 процентов, в зависимости от конкретной машины и наличия запчастей», — говорит Дэвис.«Обычно мы видим не более 20-процентной разницы в жизни между ними».
Ненне из Caterpillar соглашается с тем, что рост затрат на рабочую силу для поворота втулок сделал эту практику менее экономичной, особенно для малых и средних тракторов. Он отмечает, однако, что «если большому гусеничному трактору требуется поворот втулки, чтобы максимально продлить срок службы системы звено / ролик, это все равно имеет смысл — даже при сегодняшних затратах на рабочую силу». Он также говорит, что достижения в области металлургии втулок и звездочек в некоторых случаях продлили срок службы этих компонентов «до такой степени, что многим владельцам больше не нужно делать поворот, чтобы получить максимальную отдачу от системы звено / ролик.”
Ненне также напоминает менеджерам автопарка, что некоторые производители предлагают то, что в отрасли обычно называют «гарантией поворота на мокрой дороге». Caterpillar, например, говорит он, гарантирует, что втулки SALT можно обрабатывать во влажном состоянии, и если канавка уплотнения на конце втулки будет сочтена неподходящей, компания заменит эти втулки, чтобы гарантировать качественный поворот во влажном состоянии. Barefoot-Lynch добавляет, что эти гарантии могут иметь ограничения по времени или часам использования, которые могут быть сокращены вдвое для тракторов с широкими башмаками.
Принятие решений о том, как лучше обращаться с изнашивающейся цепью, говорит Деллер, очевидно, связано с рядом факторов, включая размер трактора, его возраст, текущее состояние, область применения, стоимость компонентов и то, как владелец ожидает от эксплуатации машины. вперед.
«Посмотрите на все варианты — обточку с мокрым маслом, обточку для смазки, комплекты штифтов и втулок — или, может быть, лучше всего будет эксплуатировать цепи в течение оставшихся часов, а затем установить новые цепи. Вы можете обнаружить, что стоимость поворота составляет значительный процент от стоимости новых цепей.”
Ходовая часть экскаватора
«Раньше все ожидали, что ходовая часть экскаватора прослужит вечно, потому что они мало путешествуют», — говорит Деллер. «Но с современными ковшами большего размера каждый раз, когда экскаватор переворачивается на бок, он поворачивается на гусеничной цепи и изнашивает внутренние детали. Чем шире башмак, тем больше нагрузка на звенья и втулки ».
Стэн Тейлор, также являющийся профессионалом на рынке ходовой части Caterpillar, далее замечает, что гидравлические экскаваторы часто гусеницы неправильно — со звездочкой впереди — практика, которая уплотняет гусеницу, увеличивает внутренние напряжения и вызывает ускоренный износ.
говорит Barefoot-Lynch: «По крайней мере, в этой области внешний износ экскаватора минимален, но цепи растягиваются настолько, что, когда вы их разбираете, цековки« забиваются »[сильно изношены по кругу] , и если вы попытаетесь отодвинуть новый штифт и втулку, этого не произойдет. Некоторые клиенты фактически удаляют ссылку, чтобы сократить путь, чтобы поддерживать ее в разумном напряжении — это исправление, но оно работает. Я никогда не рекомендую ничего делать с цепью экскаватора; просто вытащите их и замените.”
Ненне изCaterpillar признает, что меньшее количество владельцев пытается управлять ходовой частью экскаватора, чем владельцы бульдозеров, но говорит, что «правильно управляемая ходовая часть [экскаватора] может получить дополнительную ценность, выполняя поворот пальцами и втулками».
«Во многих случаях, — говорит Ненне, — башмаки, ролики и направляющие колеса экскаватора можно повторно использовать для сборки второго рычага, но когда ходовая часть не управляется должным образом, это приведет к ненужной замене компонентов и увеличению затрат».
Основы практики
Очевидно, что управление ходовой частью — это не черно-белый вопрос; условия и ситуации меняются для каждой машины, равно как и мнения о том, как лучше всего поддерживать работу машин с наименьшими затратами.Но по некоторым вопросам достигнут всеобщий консенсус.
Во-первых, как заметил Бобель из Komatsu, проявление разумной осторожности при эксплуатации гусеничных машин, особенно бульдозеров, может существенно повлиять на срок службы ходовой части, равно как и хорошее регулярное техническое обслуживание.
«Мой опыт показывает, что клиенты, которые регулярно чистят гусеницы и следят за тем, чтобы натяжение гусениц было должным образом отрегулировано, определенно получают расширенное обслуживание ходовой части», — говорит Бэрфут-Линч.«Некоторые будут утверждать, что это неэффективно, но это действительно так».
Еще один пункт единодушного мнения — важность регулярных измерений и оценки ходовой части опытным дилером по ходовой части — чем больше опыта, тем лучше. Как часто? По общему соглашению от 800 до 1000 часов.
«У нас есть один менеджер по крупному автопарку, который измеряет каждые 500 часов, — говорит Деллер, — потому что он пытается отслеживать характеристики износа, ища ту золотую середину, которая обеспечит оптимальную окупаемость инвестиций в ходовую часть.Но обычно 1000 часов — это хорошо ».
Пожалуй, наиболее важным в управлении ходовой частью, считает Бэрфут-Линч, является непредвзятость по отношению к различным рекомендациям и ассортименту доступных OEM-производителей и запасных частей ходовой части — можно сочетать качественные компоненты из обоих источников с результатами экономии денег. она говорит. Она советует не застревать в колее «так-то-мы-всегда-делали», потому что старый способ, возможно, уже не самый разумный.
Ходовая частьобщего назначения | Foley, Inc.
Ходовая часть
Ходовая часть играет важную роль в работе таких машин, как гусеничные тракторы (бульдозеры), гидравлические экскаваторы и погрузчики, такие как CTL и MTL. Хотя мы склонны думать, что ходовая часть используется с оборудованием, которое выполняет очень сложные задачи на стройплощадке, это не всегда так. В некоторых ситуациях ходовая часть General Duty будет более экономичным вариантом и повысит производительность машины.Для любых деталей ходовой части машины, которые вам нужны, вы обнаружите, что выбор в Foley, Inc. имеет правильный баланс производительности и стоимости.
Когда выбирать ходовую часть общего назначения
Поскольку не для каждой единицы оборудования требуются детали ходовой части тяжелого оборудования, мы разработали недорогую, многофункциональную систему ходовой части. В таких случаях используйте детали ходовой части общего назначения:
- Легкие приложения
- Боковой уклон должен быть равен или меньше отношения 4: 1
- Конкурентная гарантия
- Применения, где удар не является фактором
- Втулка поворотная
- Машины реже используются (менее 30 часов в неделю)
Foley, Inc.Ваш универсальный штаб ходовой части общего назначения
Если вам нужно купить детали ходовой части Cat ® , которые идеально подходят для этих менее требовательных приложений, Foley, Inc. — ваш лучший ресурс в Нью-Джерси, северном Делавэре, восточной части Пенсильвании, Статен-Айленде и на Бермудских островах.
Инспекции ходовой части
В Foley, Inc. мы можем помочь вам определить размер ходовой части, подходящей для вашей машины, путем осмотра и измерения ходовой части.Детали General Duty и Heavy Duty изготавливаются по уникальным спецификациям, но у них есть взаимозаменяемые компоненты, которые подходят для всех необходимых моделей.
Полный комплекс услуг по техническому обслуживанию и ремонту ходовой части Cat
®Как дилер Cat с полным спектром услуг, Foley, Inc. занимается не только продажей деталей ходовой части Cat. Мы также обеспечиваем комплексное обслуживание ходового оборудования общего назначения в магазине или на местах, чтобы ваши машины оставались в оптимальном рабочем состоянии.Наши опытные технические специалисты выполнят плановое обслуживание и устранение неисправностей, чтобы предотвратить возникновение серьезных механических проблем. При необходимости мы также можем выполнить все виды мелкого и более интенсивного ремонта ходовой части общего назначения.
Продажа запчастей ходовой части нашего оборудования
Если вы используете машины среднего размера для работы в условиях слабого или среднего удара, вам могут не понадобиться детали ходовой части Cat® Heavy Duty. Детали общего назначения обеспечивают необходимую производительность по исключительной цене.Ходовая часть General Duty сокращает время простоя, продлевает срок службы вашего оборудования и контролирует эксплуатационные расходы.
Когда вы получите детали ходовой части общего оборудования от Foley, Inc., вы заметите, что наши детали производятся в точном соответствии со спецификациями Caterpillar ® . Эта забота о конкретных размерах гарантирует, что детали ходовой части вашего строительного оборудования поместятся в вашу машину. В нашем ассортименте запчастей ходовой части широкий выбор:
- Звездочки и метизы
- Холостые
- Нижние ролики
- Группы треков
- Опорные катки
На нашем складе также есть детали ходовой части с резиновыми гусеницами.Башмак гусеницы, который вы выберете для своего оборудования, повлияет на его тягу, проходимость и срок службы ходовой части. Для типичного применения в обычных условиях умеренное обслуживание обуви обеспечит максимальный срок службы и производительность.
Поскольку детали ходовой части Heavy Duty взаимозаменяемы с компонентами General Duty, вы можете менять их местами в соответствии с вашими требованиями. Foley, Inc. также предлагает исключительную доступность и быстрое выполнение заказов на запасные части для общего назначения, так что вы можете получить и установить свои новые компоненты как можно быстрее.
Свяжитесь с нами, чтобы узнать больше об услугах ходовой части общего назначения
Свяжитесь с представителем Foley, Inc.