Как варить тонкий металл полуавтоматом. Полезная информация
Полуавтоматическая сварка металлов обычно происходит в защитной газовой среде. Благодаря этому получается прочный шов, не имеющий пор и устойчивый к коррозии. Такой метод подойдет для соединения деталей любой толщины, однако сварка тонкого металла полуавтоматом имеет ряд нюансов. Прежде чем приступить к работе, ознакомьтесь с полезной информацией.
Содержание
Сварочный полуавтомат: конструкция и технология
Аппарат для полуавтоматической сварки состоит из следующих компонентов:
Технология сварки включает в себя использование защитных газов. Ацетилен, водород, пиролизный, коксовый, природные газы вытесняют собой те компоненты окружающей среды, которые могут значительно ухудшить качество соединения.
Перед началом работы выставляется сила тока, которая зависит от толщины свариваемых поверхностей, а также скорость подачи электрода и расхода защитного газа. Проверяется количество газа в баллоне, подлежащие соединению металлы очищаются от грязи, лака, краски и т. д. Затем, открутив вентиль подачи газа, можно зажигать дугу и начинать сваривание. Чтобы проволока поступила в зону сварки, достаточно нажать кнопку «пуск». В процессе расходный материал должен располагаться перпендикулярно к детали.
д. Затем, открутив вентиль подачи газа, можно зажигать дугу и начинать сваривание. Чтобы проволока поступила в зону сварки, достаточно нажать кнопку «пуск». В процессе расходный материал должен располагаться перпендикулярно к детали.
Что и какими методами можно сваривать полуавтоматом
сварка алюминия полуавтоматомНаиболее часто полуавтоматическая сварка применяется для сваривания листового металла – нержавеющей стали, алюминия, цветных металлов. Сварке подлежат изделия и из чугуна. Зная, как правильно варить черные металлы, можно приступать и к сварке цветных.
Без использования полуавтомата при соединении тонких металлов трудно представить услуги СТО, сборку и ремонт бытовых приборов, установку всевозможных ограждений, емкостей для сбора и нагрева воды на даче и т.д. В промышленных условиях (например, в автомобильной промышленности) полуавтоматическую сварку используют тогда, когда необходимо получить высокое качество шва.
Варить полуавтоматом машину или заменять участки поврежденных деталей можно стыковым методом, однако он требует некоторого опыта сварки.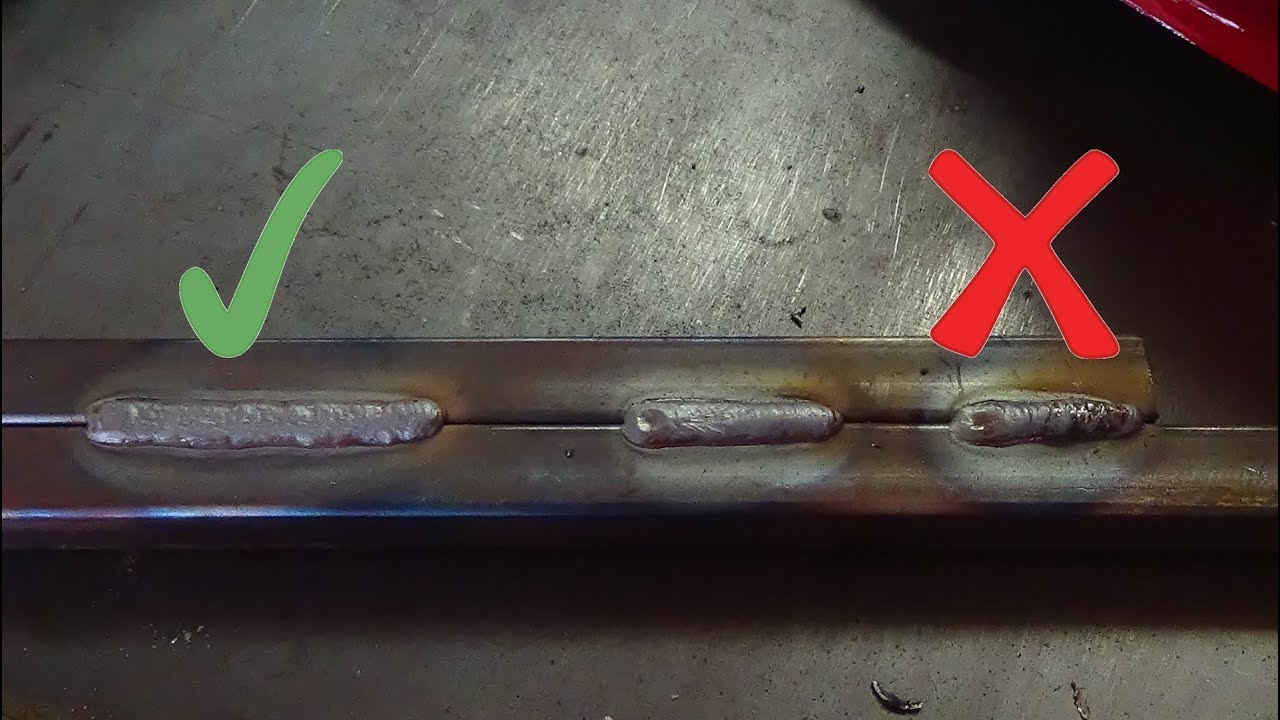 Соединение по готовым отверстиям стоит произвести там, где ставится заранее выкроенная заплатка. Сварка внахлест, при которой происходит точечное соединение поверхностей, доступна даже для новичков.
Соединение по готовым отверстиям стоит произвести там, где ставится заранее выкроенная заплатка. Сварка внахлест, при которой происходит точечное соединение поверхностей, доступна даже для новичков.
Плюсы и минусы сварки металла полуавтоматом
Полуавтоматическая сварка имеет ряд преимуществ:
- Подойдет для начинающих сварщиков.
- Нет необходимости постоянно удалять шлак из области сварного шва.
- Не требуется постоянно менять электроды.
- Металл при работе не разбрызгивается.
К минусам можно отнести:
- Невозможность использования аппарата в ветреных условиях: произойдет выдувание защитных газов из-под горелки.
- Газовый баллон делает конструкцию аппарата несколько громоздкой.
Подготовка прибора к сварке
зарядка полуавтомата проволокойПеред началом работ аппарат заправляется катушкой сварочной проволоки. С помощью механизма протяжки регулируется ее натяжение. Если посадочный диаметр катушки не соответствует, воспользуйтесь адаптером. Сняв сопло и наконечник, выведите проволоку из механизма примерно на 15 см, затем, установив детали на место, обрежьте лишнюю длину.
Сняв сопло и наконечник, выведите проволоку из механизма примерно на 15 см, затем, установив детали на место, обрежьте лишнюю длину.
Установите и зафиксируйте баллон с защитным газом. Удостоверьтесь, что сеть снабжена предохранителями, режим сварки выбран правильный, тип газа соответствует типу металла, в запасе имеются контактные наконечники и подающие ролики для проволоки. Механизм готов к работе.
Как самому настроить сварочный полуавтомат, можно узнать здесь.
Как варить тонкий металл полуавтоматической сваркой
Зная, как правильно варить тонкие металлы, можно использовать сварку полуавтоматическим инвертором при ремонте автомобилей, изготовлении труб небольшого диаметра, емкостей для воды и т.д. Толщина свариваемого металла находится в пределах 0,2-4 миллиметров. Прежде всего, нужно выбрать правильную толщину электродов, поскольку электроды с толщиной более 4 мм будут гасить сварочную дугу. Чтобы она горела непрерывно, металл до 1 мм варят электродами 0,5 – 2 мм. При толщине деталей 1,5 – 2 мм электрод будет иметь диаметр 2 – 2,5 мм. Профессионалы рекомендуют варить полуавтоматом с электродами 2-3 мм.
При толщине деталей 1,5 – 2 мм электрод будет иметь диаметр 2 – 2,5 мм. Профессионалы рекомендуют варить полуавтоматом с электродами 2-3 мм.
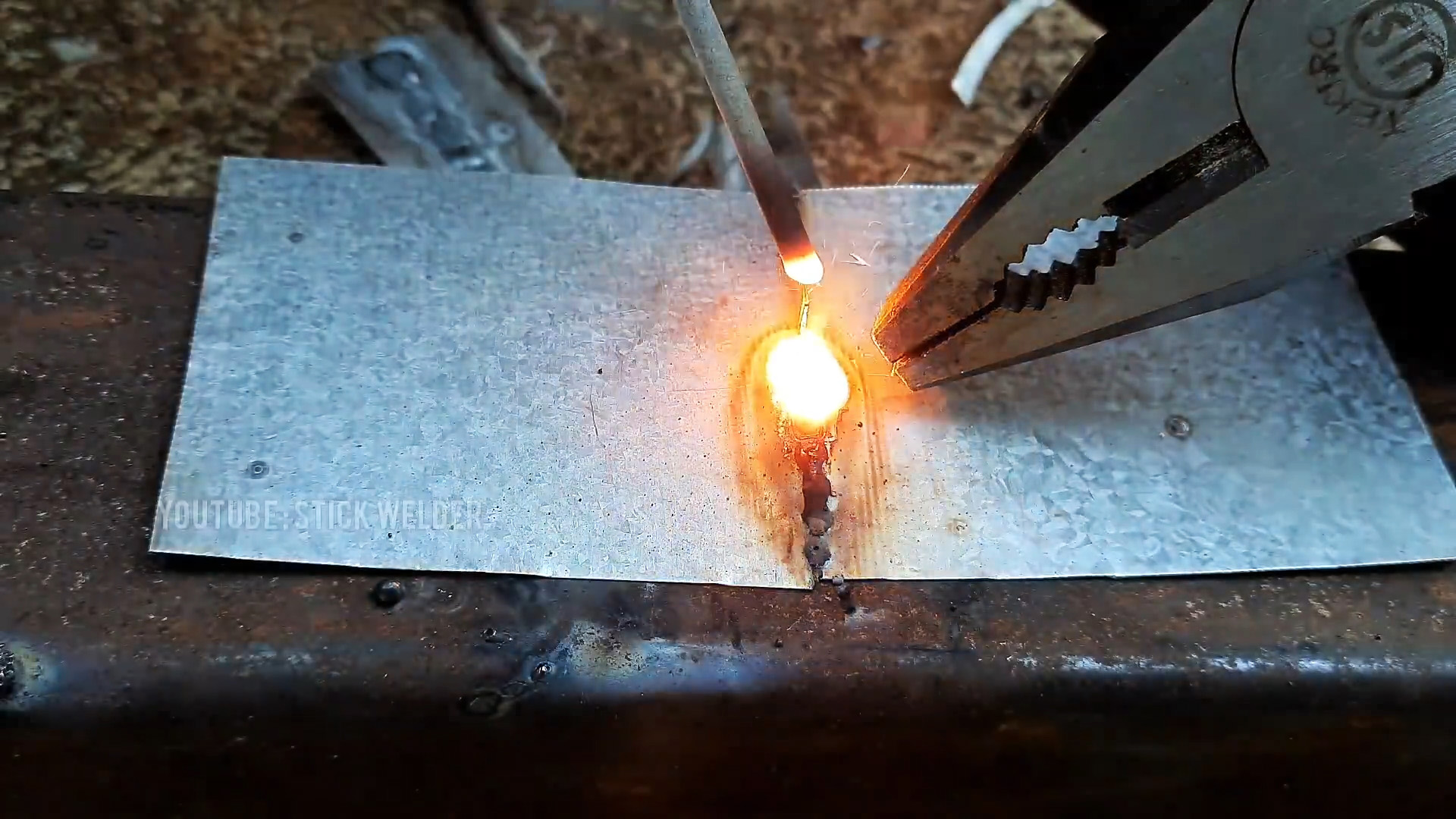
Произвести сварку металла толщиной 1 мм и тоньше – довольно сложная задача, так как есть большая вероятность сквозного прожога шва. Чтобы избежать дефектов, нужно соединить металл электросваркой при помощи прихваток. Расстояние между ними должно быть 1,5 – 2 см. Затем производятся короткие швы. После каждого из них нужно выдерживать небольшую паузу, чтобы металл успел остыть. Длинное сварочное соединение можно получить, поочередно сваривая металлические поверхности. Кроме того, для охлаждения деталей используется медный или латунный лист, расположенный непосредственно за ними, а также обычный увлажненный текстиль, которым протирают поверхность между швов.
Как правильно варить металл, если вы новичок в сварке? Полуавтомат значительно упрощает работу, однако некоторые нюансы стоит все же учесть:
- необходимо правильно подобрать режим сварки.

- Соединение поверхностей происходит на пониженных токах (10-75 А).
- Скорость подачи проволоки гораздо ниже, чем при сварке толстых металлов.
- Движения горелкой должны быть равномерными, иначе не избежать наплыва сварочного валика или прожога детали.
- При точечной сварке соединять начинают с центра заготовки, расположенной снизу. Это позволяет избежать заливания металлом отверстия.
- Очистив поверхности от ржавчины, загрязнений, следов краски и обезжирив их, вы не только получите более прочный шов, но и избежите токсичных испарений. При очистке не стоит снимать большой слой металла.
- Угол между горелкой и зоной сварки должен составлять 45 градусов.
- Для получения полного провара сваривать рекомендуют с зазором.
- Присадочная проволока должна иметь продолжительный период плавления.
- Обязательно используйте защитную одежду.
- Предварительно почитайте рекомендации опытных сварщиков о том, как сварить тонкий металл.

точечный сварной шов полуавтоматомС охраной труда при сварке можно ознакомиться здесь.
Тонкий металл можно варить полуавтоматом в горизонтальном, вертикальном, потолочном, нижнем положениях. Последний способ пользуется большой популярностью. Многие начинающие сварщики задаются вопросом — как варить тонкий металл в вертикальном положении? Чтобы получить вертикальный шов, учитывают толщину свариваемого металла:
- До 3 мм. Варить полуавтоматом стоит сверху вниз.
- Более 3 мм. Сварка производится по направлению снизу вверх.
Как варить толстый металл при помощи полуавтомата
Предварительно осведомившись, какой толщины металл подлежит сварке, можно подготовить его к этому процессу по всем правилам. Сваривать толстый металл – детали с толщиной стенок более 4 мм – нужно, сняв фаску в предполагаемых местах соединения. Учтите, что можно это сделать с помощью газовой резки, но применяются также ручное и пневматическое зубила. Металлические листы с толщиной 5 – 15 мм оснащаются V-образными скосами, для деталей толщиной более 15 мм предполагается X-образный скос.
Металлические листы с толщиной 5 – 15 мм оснащаются V-образными скосами, для деталей толщиной более 15 мм предполагается X-образный скос.
Шов при соединении толстых поверхностей, особенно при тавровых соединениях, необходимо упрочнять при помощи еще двух, расположенных на верхней и нижней его кромках. Дугой необходимо не вести вдоль прямой линии, но совершать зигзагообразные или возвратно-поступательные движения. Металл шва должен заходить на поверхность изделия на ширину, равную толщине этой детали. Для получения надежного соединения чаще всего используют сварку каскадом или горкой.
При сварке толстого металла есть высокая вероятность, что повредится антикоррозийное покрытие детали. Поэтому после сварки деталь нужно обработать специальными составами. Если же она изготовлена из низколегированной стали, то не помешает предварительный подогрев. Термическая обработка размягчит изделие, подготовив его к дальнейшим работам.
Как варить толстый металл, сохранив первоначальные качества детали? Чтобы уменьшить деформацию или полностью предотвратить ее, изделия из толстого металла перед сваркой надежно фиксируются при помощи струбцин. Сделать это можно на верстаке, сборочном столе или плите из стали.
Сделать это можно на верстаке, сборочном столе или плите из стали.
Как вам статья?
руководство для начинающих и профессионалов
- Главная >
- Блог >
- Как варить тонкий металл: руководство для начинающих и профессионалов
19.09.2022
СваркаВремя чтения: 10 минут
Редакция сайта VT-Metall
Сохранить статью:Из этого материала вы узнаете:
- Сложности сварки тонкого металла
- Преимущества и недостатки сварки тонкого металла инвертором
- Выбор полярности для сварки тонкого металла
- Настройка оборудования перед сваркой металла
- Руководство для начинающих по сварке тонкого металла инвертором
- Техника сварки тонкого металла
- Правильная сварка тонкого металла: практические советы
- Сварка тонкого металла полуавтоматом
Соединять тонкостенные изделия – задача настолько сложная, что лишь единицы справляются с ней.
Наша статья – ваш гид в этом процессе. Вы узнаете, как выбирается полярность для сварки, как правильно подготовить оборудование и инструменты, а также мы поделимся тонкостями технического исполнения данной процедуры. С таким подробным руководством в арсенале вы сможете забыть про неприятные дырки в изделиях, которые получались из-за недостатка знаний, и начать качественно варить тонкий металл!
Сложности сварки тонкого металла
Даже опытные сварщики иногда задаются вопросом о том, как варить тонкий металл. Начинающим мастерам эта задача дается еще труднее. Дело в том, что при данном процессе действуют совсем иные правила, чем во время обработки толстостенных изделий. Иными словами, существует немало нюансов и сложностей, вызывающих проблемы при выборе режимов и электродов.
Самая главная сложность связана с тем, что металл нельзя сильно нагревать, ведь изделие быстро прогорает с образованием дыр. Потому чем быстрее ведется сварка, тем лучше, при этом электрод необходимо вести строго по линии шва.
Работы ведутся на малых токах с использованием короткой дуги, ведь даже при небольшом отрыве она гаснет. Нередко появляются трудности с розжигом дуги, потому важно варить аппаратами, обеспечивающими напряжение холостого хода более 70 В, то есть с хорошей вольт-амперной характеристикой. Не менее важна плавная регулировка сварного тока, а именно от 10 А.
Сильный нагрев металла приводит к искривлению тонких листов, из-за чего те принимают волнообразную форму. В дальнейшем исправить этот дефект бывает очень сложно, поэтому лучше сразу постараться не перегревать заготовку. Либо можно отвести тепло – о методе использования теплоотводящих прокладок будет говориться дальше.
В дальнейшем исправить этот дефект бывает очень сложно, поэтому лучше сразу постараться не перегревать заготовку. Либо можно отвести тепло – о методе использования теплоотводящих прокладок будет говориться дальше.
Обязательным этапом, предшествующим соединению встык кромок тонких листов металла, является их тщательная обработка и зачистка. Дело в том, что грязь и ржавчина вызывают дополнительные трудности при сварке, поэтому лучше не пожалеть времени и заняться выравниванием.
Так как вы собираетесь варить тонкий металл, важно разместить листы очень близко друг к другу, чтобы не оставалось зазора. Далее нужно зафиксировать их положение при помощи струбцин, прижимов и прочих доступных приспособлений. После чего необходимо прихватить элементы будущей конструкции швами-прихватками, делая их на расстоянии 7–10 см друг от друга. Таким образом удастся избежать смещения заготовок и минимизировать шансы их изгиба в процессе работы.
Преимущества и недостатки сварки тонкого металла инвертором
Использование современной сварочной техники позволяет добиться высокого качества соединений и меньше задумываться о том, как варить тонкий металл. Наличие у сварщика большого опыта становится гарантией того, что материал нормально прогрет, на нем отсутствуют прожоги и температурная деформация. Это связано с тем, что при использовании постоянного тока мастер может установить минимальную мощность. Таким образом снижается вероятность прогорания металла, и подобную ошибку могут совершить лишь недостаточно опытные специалисты.
Наличие у сварщика большого опыта становится гарантией того, что материал нормально прогрет, на нем отсутствуют прожоги и температурная деформация. Это связано с тем, что при использовании постоянного тока мастер может установить минимальную мощность. Таким образом снижается вероятность прогорания металла, и подобную ошибку могут совершить лишь недостаточно опытные специалисты.
Аппарат защищен от сбоев в работе, поскольку управляется микропроцессором, обеспечивая необходимый ток. Правда, при низкой температуре инвертор не может обеспечить стабильность во время сварки – эта проблема актуальна даже для оборудования от известных брендов.
Выбор полярности для сварки тонкого металла
Говоря о том, как варить тонкий металл, нужно понимать, что сварочная техника инверторного типа имеет два вида полярности:
- прямой, при котором держак подключен к минусовой клемме, а масса – к плюсовой;
- обратный, предполагающий, что держак соединен с плюсовой клеммой, а масса – с минусовой.
Нагрев обеспечивается за счет плюсовой клеммы, поэтому подсоединенный к ней элемент нагревается сильнее. Данную особенность необходимо использовать при сварке аппаратом постоянного тока.
При помощи прямой полярности достигается проплавление заготовки на большую глубину, поскольку при ней, в первую очередь, нагревается металл изделия, а не электрод. Этот подход позволяет резать материал и соединять элементы толстостенных конструкций.
При обратной полярности изделие прогревается меньше, а температура концентрируется на электроде. Подобное распределение приводит к таким последствиям:
- металл имеет меньшую температуру, снижается вероятность его прожигания;
- происходит быстрое плавление электрода, лучше формируется шов.
Настройка оборудования перед сваркой металла
Так как нам важно качественно варить тонкий металл электродом, то в первую очередь необходимо грамотно выбрать соотношение параметров работы аппарата, инструмента и толщины заготовки.
Слой материала, мм
0,5
1
1,5
2
2,5
Диаметр электрода, мм
1
1,6–2
2
2–2,5
3
Сила тока, ампер
10–20
32–35
45–55
60–70
75–80
Говоря о том, каким током варить тонкий металл, нужно понимать, что инвертор позволяет работать с двумя видами тока:
- постоянным;
- переменным.
При использовании постоянного тока цепь подключают способом обратной полярности, то есть «минус» подсоединяют к заготовке, а «плюс» – к держателю. В результате нагрев смещается с изделия на инструмент, защищая основной материал от прогорания, деформации, наплывов.
Сварка тонкого металла переменным током связана с осуществлением работ при высокой частоте и более низком показателе силы тока, в сравнении с обработкой толстых листов. Необходимо снизить стартовые показатели тока на20–30 % и более.
Руководство для начинающих по сварке тонкого металла инвертором
Сварка изделий из тонкого металла инвертором всегда должна производиться за кратчайшее время. Мастер проводит электрод по прямой всего раз, избегая остановок. При этом устанавливается минимальная сила тока.
Но прежде чем приступить к сварке, необходимо подготовить поверхность металлических элементов:
- Оценить изначальную геометрию и принять меры, позволяющие сохранить ее в процессе работы, если это требуется. А именно: снизить нагрев, использовать зажимы.
- Удалить с краев заготовок ржавчину, грязь, краску и другие загрязнения.
Зафиксированные заготовки скрепляют друг с другом при помощи предварительных точечных прихватов. Последние выполняются с шагом в 5–10 см, они защищают от множества ошибок, таких как прожиг, наплывы, деформация.
Последние выполняются с шагом в 5–10 см, они защищают от множества ошибок, таких как прожиг, наплывы, деформация.
Обеспечивающая постоянный ток сварочная техника позволяет работать с обратной полярностью. В таком случае к «плюсу» подключают кабель с держателем электрода, а к «минусу» – металлические заготовки. В итоге электрод нагревается сильнее, чем само изделие.
Так как вы хотите научиться варить тонкий металл, нужно выбирать самые тонкие электроды, то есть в пределах 1,5-2 мм. Для получения действительно качественного шва даже при малых токах необходимо, чтобы электроды имели высокий коэффициент расплавления. Для электродов размером 1,5 мм требуется ток 30–45 ампер, для 2 мм этот показатель устанавливается на уровне 40–60 ампер. Можно выставить и более низкую силу тока, но тут важно справиться с настолько трудной задачей.
Добиться меньшего нагрева металла позволяет еще одна хитрость: заготовки располагают вертикально или под наклоном. Сварку осуществляют сверху вниз, не меняя направление движения кончика электрода. Работают углом вперед величиной 30–40°, за счет чего обеспечивается минимальный прогрев материала, что всегда очень важно при сварке тонких металлов.
Сварку осуществляют сверху вниз, не меняя направление движения кончика электрода. Работают углом вперед величиной 30–40°, за счет чего обеспечивается минимальный прогрев материала, что всегда очень важно при сварке тонких металлов.
Чтобы работать с изделиями небольшой толщины, лучше приобрести качественные импортные электроды – так вы защитите себя от целого ряда трудностей.
Рекомендуем статьи
- Как варить инверторной сваркой: инструкция для новичков и не только
- Теплопроводность металлов: характеристики, методы изучения
- Аргоновая сварка труб: особенности технологии
К сварке приступают с прихватки, электрод ведут вперед, избегая колебательных движений. Нужно постараться останавливаться как можно реже, пока вы варите тонкий металл. Когда пауза в работе неизбежна, допустим, для установки нового электрода, то дугу зажигают на сварочном шве. Чтобы избежать прожога, сначала удалите шлак и переходите с соединения на кромки.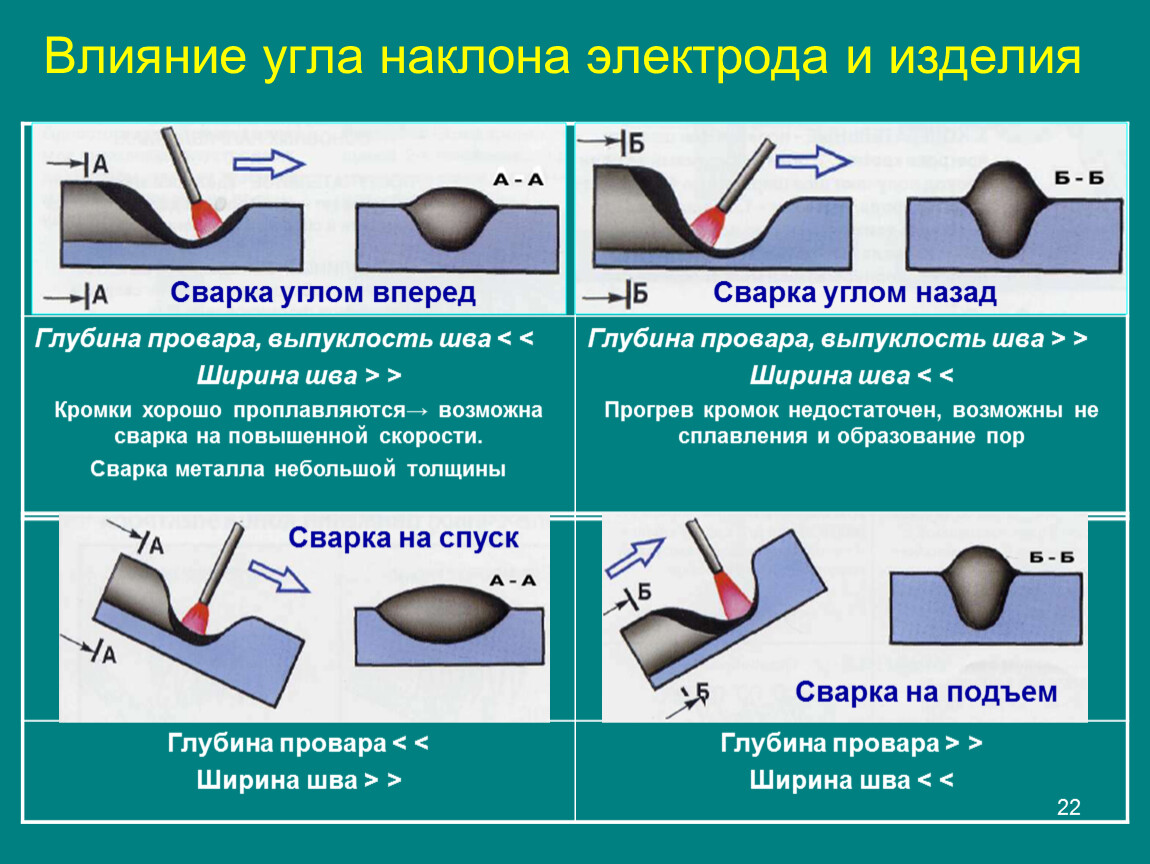 В итоге вы сформируете качественный шов с дополнительной жесткостью за счет отбортовки.
В итоге вы сформируете качественный шов с дополнительной жесткостью за счет отбортовки.
Техника сварки тонкого металла
Одной из составляющих ответа на вопрос о том, как варить тонкий металл, является грамотный подвод краев пластин друг к другу. При соединении встык нередко остаются прожоги, поэтому подобный подход может использоваться лишь мастерами с большим опытом. По возможности рекомендуется расположить заготовки внахлест, чтобы обеспечить основание для наплавляемого металла и избежать его прожигания. Тогда электрод направляют на нижнюю пластину, чтобы не допустить подрезов верхнего элемента.
Сварка встык не предполагает разделки кромок, как и обеспечения зазора. Наоборот, сварщик как можно более плотно сводит кромки заготовок и делает прихватки. При этом работа сильно упрощается благодаря низкой силе тока и тонким электродам. После чего для соединения элементов используют один из таких методов:
- Выставляют малый ток и быстро ведут шов, не отклоняясь от линии соединения.

- Немного увеличивают силу тока, но шов накладывают прерывистой дугой. В этом случае металл успевает остыть, прежде чем на него ляжет новая порция присадки.
- Варят указанными способами, но применяют при этом специальную подложку – она поддерживает разогретый участок, не давая ему провалиться. Лучше всего с этой целью использовать графитовую подкладку, иначе изделие может частично привариться к металлическому столу.
- Накладывают швы в шахматном порядке либо небольшими участками длиной по 100 мм, чтобы не допустить сильной деформации заготовок за счет нагрева шва по всей длине. Если выбран подход со сваркой участками, второй шов заканчивают на месте начала первого.
Так как варить тонкий металл нужно короткой дугой, соединение формируется быстро и без перегрева металла. При увеличении дуги не происходит визуального прожигания пластины, однако оказывается невозможно формирование сварочного валика. По правилам, электрод держат на себя под углом 45° либо мастер может располагать его под наклоном в сторону. Сварка под углом в 90° чревата появлением отверстий в металле.
Сварка под углом в 90° чревата появлением отверстий в металле.
Правильная сварка тонкого металла: практические советы
1. Тонкий металл требует использования тонких электродов.
Речь идет об электродах толщиной 1,6–2 мм, применение которых сопровождается понижением сварочного тока. Дело в том, что более толстые электроды в сочетании с малым током гасят дугу. Если же для электрода диаметром 3 мм устанавливается необходимая сила тока, тонкий металл начинает гореть.
2. Выбирайте пониженный ток.
Это необходимо, чтобы не допустить прогорания тонкого металлического изделия. Обычно придерживаются таких норм:
- толщина металла 1-2 мм предполагает использование электрода диаметром 1,6 мм и тока 25–50 ампер;
- металл толщиной 2-3 мм варят электродом диаметром 2 мм и с силой тока 40–80 ампер;
- при толщине изделия 3-4 мм используют электрод диаметром 3 мм и ток 80–160 ампер.
3. Сохраняйте короткую дугу.
На длинной дуге в тонком металле образуются отверстия. Говоря о том, как варить тонкий металл, нужно понимать, что длинная дуга появляется, как только электрод слишком сильно поднимается над свариваемой поверхностью. Чтобы избежать прогорания тонкостенных конструкций, важно обеспечить стабильную короткую дугу: чем она короче, тем меньше вероятность подобных дефектов.
Если вы будете точно следовать указанным советам, вы не допустите прожигания тонкого металла во время сварки.
Сварка тонкого металла полуавтоматом
Для соединения изделий из тонкого металла, помимо инверторов, сегодня активно используется сварка полуавтоматом. Второй подход наиболее актуален при работе с корпусами автомобилей.
В этом случае не требуется менять электрод, поскольку оборудование обеспечивает непрерывную подачу проволоки. В итоге работа занимает гораздо меньше времени, что важно при осуществлении крупных проектов. Так как отсутствует сгораемая часть электрода, проще отслеживать расстояние от изделия до грелки.
Так как отсутствует сгораемая часть электрода, проще отслеживать расстояние от изделия до грелки.
Все перечисленные особенности приводят к тому, что неопытным сварщикам легче понять, как варить тонкий металл именно полуавтоматом. Кроме того, здесь может использоваться проволока толщиной 0,8 мм, поэтому у специалиста появляется возможность обрабатывать еще более тонкие листы стали. Однако для домашних условий инверторный способ остается наиболее востребованным из-за доступности оборудования.
Итак, теперь вы знаете больше о том, как варить тонкий металл. Пусть приведенные выше рекомендации облегчат вам работу и принесут пользу!
Читайте также
24.05.2023
Анодирование: что это такое, применение, процесс
Подробнее
22.05.2023
Чем снять краску с металла: методы и подходы
Подробнее
17.05.2023
Цинкование металла: суть технологии, методы и области применения
Подробнее
12. 05.2023
05.2023
Что такое силумин
Подробнее
10.05.2023
Чем сверлить нержавейку
Подробнее
05.05.2023
Рессорная сталь: характеристики, сферы применения
Подробнее
04.05.2023
Перехлест арматуры: виды, стыковка, особенности
Подробнее
03.05.2023
Метод штамповки: плюсы и минусы, виды
Подробнее
Как сваривать тонкий металл: пошаговое руководство (2023)
Последнее обновление
Работа с более тонкими металлическими листами усложнена. Избыток тепла может привести к выгоранию. Меньшее количество тепла приводит к недостаточному проплавлению сварного шва и создает хрупкие соединения. Выбранная вами процедура сварки играет решающую роль в успехе процесса.
Есть несколько моментов, о которых следует помнить, чтобы убедиться, что у вас есть плодотворное соединение, если вы будете работать с тонким металлом. Большинство опытных сварщиков рекомендуют метод дуговой сварки, когда речь идет о соединении тонколистовых металлов.
Большинство опытных сварщиков рекомендуют метод дуговой сварки, когда речь идет о соединении тонколистовых металлов.
Тем не менее, вы можете решить проблемы соединения тонких материалов с помощью нескольких сварочных процедур. Если вы хотите узнать, как сваривать тонкий металл, продолжайте читать, чтобы узнать больше. Во-первых, давайте рассмотрим несколько вещей, которые вы должны иметь в виду.
Уменьшение выгорания
Выгорание происходит, если расплавленная сварочная ванна прогибается и отделяется от заготовки. В результате получается большая дыра, а не идеальное соединение. Неисправность возникает из-за высокотемпературных выходов, работать с которыми невыносимо. Если такое случается, то сварщику приходится начинать все сначала со свежей заготовкой.
Внешний вид наплавленного валика
Поскольку из-за тонкого металла требуется меньшее тепловложение, внешний вид наплавленного валика может привести к большему количеству брызг. Как сварщик, вы столкнетесь с этой проблемой, если будете работать с присадочными металлами из нержавеющей стали.
Угол наклона факела
Место, где вы разместите факел, значительно повлияет на количество передаваемой энергии. При определении рабочего угла и скорости перемещения необходимо учитывать характеристики металла и его температуру плавления.
Изображение предоставлено: Katya123ua, ShutterstockВсе эти факторы будут влиять на количество энергии, к которой предрасположен металл в один момент времени. Либо это может увеличить или уменьшить опасности, связанные с выгоранием.
Защитный газ
Выбор газа существенно влияет на производительность процесса сварки. Если он не передает энергию должным образом, он может создавать слабые суставы.
Генерирует значительное количество брызг, если обладает невероятно высокой скоростью передачи энергии. При этом вы рискуете продуть материал.
Как использовать сварочные аппараты MIG для сварки тонкого металла?
Настройка стиля сварки С помощью модели SCT (Short-Circuit Transfer) для тонких металлов вы можете выполнять идеальные сварные швы даже для тонких металлов. SCT также уменьшает искривление сварных швов над стыком. Кроме того, он уменьшает появление прогаров (лужи расплавленного металла).
SCT также уменьшает искривление сварных швов над стыком. Кроме того, он уменьшает появление прогаров (лужи расплавленного металла).
Включает передачу слабого тепла. Тем не менее, некоторые аппараты MIG оснащены предустановленными режимами, когда речь идет о транспортировке импульс-на-импульсе и импульс-на-коротком замыкании. Это функция, которую вы можете запрограммировать и выбрать различные условия сварки.
A Защитный газЗащитный газ имеет решающее значение, поскольку он определяет внешний вид валика. Выберите защитные газы с более высокой концентрацией аргона для параметров сварки с переносом дробовой смеси. Лучше всего подойдет смесь 25% углекислого газа и 75% аргона.
В сварном шве будет меньше брызг, поскольку аргон выделяет меньше тепла по сравнению с углекислым газом. Анод положительной или обратной полярности подходит, если вы хотите сваривать сплошные проволоки с использованием тонких листов основного металла.
Изображение предоставлено: Вадим Куликов, Shutterstock Выбор присадочного металла Используйте присадочный металл (проволоку), который тоньше по сравнению с тростниковым листовым металлом. Многие сварщики используют проволоку диаметром 0,023 дюйма и 0,024 дюйма для более тонкого листового металла. Металлы 18-го калибра, такие как нержавеющая сталь, имеют диаметр проволоки 0,030 и 0,034 дюйма.
Многие сварщики используют проволоку диаметром 0,023 дюйма и 0,024 дюйма для более тонкого листового металла. Металлы 18-го калибра, такие как нержавеющая сталь, имеют диаметр проволоки 0,030 и 0,034 дюйма.
Выровняйте угол резака, чтобы предотвратить выгорание в модели SCT. Независимо от положения сварки (потолочное, горизонтальное и горизонтальное) следите за соблюдением расстояния между короткоконтактным наконечником и заготовкой. Если между контактными наконечниками и металлическими деталями есть большое расстояние, это приведет к нестабильной дуге.
Преимущества использования сварочного аппарата MIG для сварки тонкого металла
- Если у вас есть опыт, вы можете легко использовать сварочный пистолет MIG.
- Спусковой крючок сварочной горелки оснащен функцией пуска и остановки.
- Сварные швы MIG эстетичны.
- Если вы хотите сваривать скульптуры из тонких металлических листов, сварка MIG — идеальный подход.
Недостатки сварочного аппарата MIG
- Имеет ограниченную область применения.
- Сварочные аппараты MIG могут быть не лучшим выбором, если основной металл слишком толстый или тонкий.
- Они выделяют тепло, слишком мощное для алюминиевых материалов. Тем не менее, это слабо, когда дело доходит до чугуна.
- Если вы находитесь во влажной и ветреной среде, то метод сварки MIG не является идеальным вариантом.
В зависимости от типа сварного шва и размера листа можно использовать обычную сварку MIG. Кроме того, вы можете комбинировать его с пульсирующей техникой, чтобы избежать сквозного удара.
Импульсный метод
В этом подходе нагрейте небольшой сегмент пластин, который вы хотите соединить, а затем дайте сварочной ванне полностью остыть. Не пытайтесь заполнить шов сразу. При этом в заготовке образуется отверстие.
Изображение предоставлено: kinganowak_22, Pixabay Эта процедура обеспечивает высокую проникающую способность материалов и металлических отложений.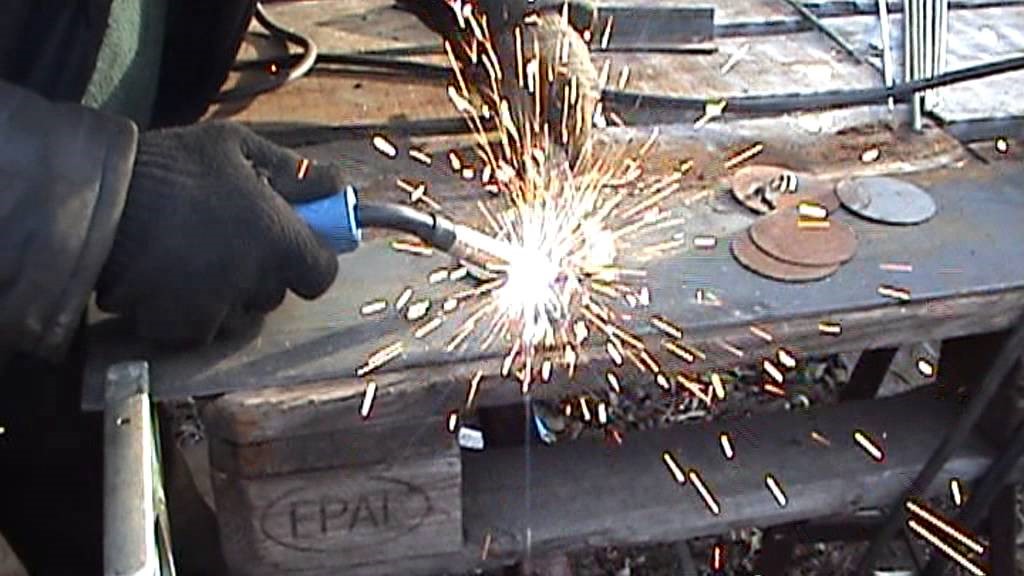 А поскольку при этом методе сварки происходит интенсивное воздействие энергии, вы должны быть особенно осторожны, если работаете с хрупким материалом.
А поскольку при этом методе сварки происходит интенсивное воздействие энергии, вы должны быть особенно осторожны, если работаете с хрупким материалом.
В процессе убедитесь, что вы постоянно используете самый короткий диаметр провода. Предполагается, что это минимизирует связанные с этим риски, поскольку для плавления требуется меньше тепла. Он ограничивает количество теплопередачи к основному металлу.
Одна из причин, по которой этот метод сварки широко используется при работе с тонкими металлическими листами, заключается в том, что вы можете регулировать выходную мощность. Кроме того, он позволяет лучше контролировать внешний вид сварного шва. Таким образом, будет легче исправить ошибки, которые могут возникнуть из-за более низкой скорости осаждения.
Как использовать сварочные аппараты TIG для сварки металлических листов Reedy?
В отличие от процедуры сварки MIG, метод сварки TIG обеспечивает чистые и прочные сварные швы. Этот подход к сварке идеально подходит для сварки металлов толщиной более шести миллиметров.
Тем не менее, прежде чем использовать его для сварки тонких металлических листов, необходимо настроить аппарат TIG на идеальные параметры.
Применение подходящей настройки мощности и правильной педалиВ нормальных условиях машины TIG поставляются с ножными педалями. Педаль регулирует тепловую мощность сварочного аппарата. Если вы используете аноды меньшего размера с более низкой настройкой мощности, вы легко остановите перегорание.
Выберите подходящий присадочный металлТорированные вольфрамовые аноды размером 0,020 и 0,040 дюйма и цериевый вольфрам диаметром 1/16 дюйма лучше всего подходят, если вы хотите сосредоточить дугу на тростниковых металлах. Тем не менее, обычные аппараты для сварки TIG используют аноды с острым наконечником, которые обеспечивают хороший контроль дуги.
Изображение предоставлено: Prowelder87, Commons Wikimedia под лицензией Creative Commons Attribution-Share Alike 4.0 International Они помогают точно концентрировать дугу в сварных швах. При производстве металлов с использованием тонких листов крайне важно уменьшить деформацию за счет использования подходящих присадочных металлов. Если вы выполняете TIG-сварку стальных металлов с использованием тонких листов, сконцентрируйте вольфрам на сварном шве. Затем стачиваем его под углом, параллельным длине.
При производстве металлов с использованием тонких листов крайне важно уменьшить деформацию за счет использования подходящих присадочных металлов. Если вы выполняете TIG-сварку стальных металлов с использованием тонких листов, сконцентрируйте вольфрам на сварном шве. Затем стачиваем его под углом, параллельным длине.
Некоторые основные подходы, используемые сварщиками TIG
Как правило, если вы бьете или плетете факел, это вызывает деформацию или выгорание. Если дуга концентрируется на определенной области, она выделяет больше тепла на основном металле. Если вы используете горелку TIG, убедитесь, что есть прямая линия подачи с максимальной скоростью.
Неравномерное распределение тепла приводит к искривлению и короблению сварных швов. Чтобы избежать деформаций, используйте подход сварки с пропуском, чтобы выполнить последовательность сварных швов.
Как сваривать тонкий металл методом TIG?
Несмотря на то, что вы можете сваривать тонкий металл в самых разных положениях, при надлежащем контроле легко выполнять быструю сварку вниз по склону. Сварка тростникового металла позволяет вам двигаться с постоянной скоростью без особых усилий.
Сварка тростникового металла позволяет вам двигаться с постоянной скоростью без особых усилий.
Отлично подходит для менее опытных сварщиков TIG. Убедитесь, что вы поддерживаете тугую дугу, а лужа движется ровно и ровно. Сварите при несколько меньшей силе тока, если хотите сваривать в гору.
Преимущества использования сварочных аппаратов TIG для сварки тонкого металла
- Создает тонкие сварные швы на тростниковых металлах и снижает вероятность разбрызгивания.
- Это идеальный выбор для профессионалов, которым нужна точная сварка.
- С помощью вольфрамовой палочки можно легко сваривать как тонкие алюминиевые, так и стальные материалы.
Ограничения для сварщиков TIG
- Технику сварки TIG могут применять только профессиональные сварщики.
- Этот режим сварки использует гораздо более крутую кривую обучения.
- По сравнению с методом сварки MIG новичкам требуется больше времени для изучения аппарата TIG.
 Таким образом, начинающие сварщики должны начать со сварочного аппарата MIG (или гибридных устройств), прежде чем приобретать навыки сварки TIG.
Таким образом, начинающие сварщики должны начать со сварочного аппарата MIG (или гибридных устройств), прежде чем приобретать навыки сварки TIG.
Вы можете использовать TIG для различных материалов. Он работает исключительно хорошо практически на всех материалах. В зависимости от соединения и того, что требуется, вы можете соединить TIG с любым из следующих подходов к сварке.
Изображение предоставлено: Pxhere под лицензией Public Domain CC0 Skip WeldingВы уменьшаете деформацию и неравномерный вид сварного шва, создавая спазматические швы меньшего размера. В этом способе сварки разделите соединение на две равные части. Убедитесь, что энергия направлена на другие разделы.
Вы уменьшаете количество энергии, которая предрасположена к каждой секции за один раз, с помощью скиповой сварки. Делая это, вы уменьшите риск отказа сустава. Это приводит к опрятному виду соединения, которое также является долговечным.
Опорные стержни Прикрепите заготовку к охлаждающим стержням, чтобы уменьшить риск сжигания листа. Когда вы нагреваете их спереди, опорные стержни охлаждают их сзади. Снижает риск повреждения сварного соединения за счет контроля тепловыделения.
Когда вы нагреваете их спереди, опорные стержни охлаждают их сзади. Снижает риск повреждения сварного соединения за счет контроля тепловыделения.
Создание соединений в тонких листах затруднено. Вы должны убедиться, что они плотно прилегают друг к другу, потому что даже самые маленькие отверстия считаются прогаром и образуют слабый стык. Чтобы предотвратить это, убедитесь, что два металла соответствуют друг другу, прежде чем начинать сварку.
Более тонкие металлические листы не допускают ошибок. Это потому, что вы не можете отвлечь много материала в одном месте. Основное правило – дважды снять размеры и один раз отрезать. Если вы справитесь с этим, то вы не рискуете повредить сустав.
Как использовать сварочный аппарат для сварки тонкого металла?
Другим названием процедуры дуговой сварки является SMAW (дуговая сварка защищенным металлом). Этот метод сварки является более старым по сравнению с другими типами. Тем не менее, это простая процедура, которая гарантирует вам прочные сварные швы.
Тем не менее, это простая процедура, которая гарантирует вам прочные сварные швы.
Если вы используете сварку электродом, анод нагревается и расплавляет заготовку. Это специальный расходный стержень с флюсовым покрытием. Флюс помогает уменьшить опасность загрязнения, образуя экран вокруг сварных швов.
Тем не менее, большинство профессиональных сварщиков не используют электродуговую сварку, так как эта процедура производит слишком много тепла на тростниковых материалах. Вероятность выгорания высока. SMAW также представляет собой подход, при котором сварной шов остается со шлаком.
Какой метод сварки тонкого металла лучше всего?
Для сварки тонких металлических листов MIG и TIG являются лучшим вариантом. Оба прекрасно работают почти со всеми типами материалов. Тем не менее, если ваши металлические листы из алюминия или нержавеющей стали слишком тонкие, мы рекомендуем вам использовать метод TIG. Это потому, что это дает вам улучшенный контроль над тепловой мощностью.
Сварка MIG значительно удобнее в использовании. Большинство людей используют автоматизированных роботов для выполнения задачи. Однако сварка MIG не подходит, если у вас рыхлые листы.
Выберите свой идеальный метод сварки тонкого металла
Сварка тонкого металла не должна вас пугать. Это еще одна часть задачи, которую вы должны научиться осваивать и развивать свой опыт. Не каждый из нас каждый раз начинает сварку каждого типа металла безупречно.
Сварка требует практики, опыта и концентрации, чтобы выполнять ее хорошо. Кроме того, некоторые материалы гораздо труднее сваривать, чем другие.
Не забудьте потратить время и воспользоваться приведенными выше советами по сварке тонкого металла. Возникают ошибки. Однако эти советы сделают вас более продуктивными, если вы уделите поставленной задаче то внимание, которого она требует.
Рекомендуемое изображение: Studio 72, Shutterstock
Методы сварки — Versatile Welding, LLC
Versatile Welding Group
Сварка — это важнейший процесс, используемый в производстве и строительстве для соединения двух металлических частей. Для этого используется несколько методов сварки, каждый из которых имеет свои преимущества и недостатки.
Для этого используется несколько методов сварки, каждый из которых имеет свои преимущества и недостатки.
1- Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) GTAW также известна как сварка вольфрамовым электродом в среде инертного газа (TIG) и представляет собой точный и универсальный метод сварки. Он обычно используется для сварки тонких металлических листов, нержавеющей стали и алюминия. В этом процессе для получения сварного шва используется неплавящийся вольфрамовый электрод, защищенный инертным газом, обычно аргоном.
Преимущества:
Точный контроль процесса сварки обеспечивает высокое качество и надежность сварных швов.
Сварку можно выполнять в любом положении, в том числе горизонтальном и вертикальном.
При этом процессе образуется минимальное количество брызг и дыма, что делает его более безопасным для сварщика.

Недостатки:
2- Дуговая сварка металлическим газом (GMAW) GMAW , также известная как сварка в среде инертного газа (MIG), представляет собой полуавтоматический сварочный процесс, в котором для создания сварного шва используется электрод с подачей проволоки. Электрод защищен инертным газом, например аргоном, для предотвращения окисления.
Преимущества:
GMAW — это быстрый и эффективный метод сварки, что делает его идеальным для крупносерийного производства.
Процесс относительно прост и может быть легко автоматизирован.
Сварные швы, произведенные GMAW, прочны и однородны.
Недостатки:
3- Дуговая сварка металлическим электродом в среде защитного газа (SMAW) SMAW — это метод ручной сварки, при котором для создания сварного шва используется электрод с покрытием. Электрод покрыт флюсом, который обеспечивает защиту от атмосферы и создает присадочный металл для сварного шва. Этот процесс обычно является предпочтительным вариантом для сварки в полевых условиях или когда проекты требуют сварки на месте.
Электрод покрыт флюсом, который обеспечивает защиту от атмосферы и создает присадочный металл для сварного шва. Этот процесс обычно является предпочтительным вариантом для сварки в полевых условиях или когда проекты требуют сварки на месте.
Преимущества:
SMAW — это универсальный метод сварки, который можно использовать для широкого спектра материалов и в различных положениях.
Этот процесс относительно прост и не требует источника питания, что делает его идеальным для удаленных или полевых работ.
Недостатки:
Процесс относительно медленный, что делает его менее эффективным для крупномасштабного производства.
Сварщику приходится часто менять электрод, что может замедлить процесс сварки.
4- Дуговая сварка флюсом (FCAW) FCAW – это метод сварки, в котором используется электрод с непрерывной подачей проволоки, заполненный флюсом.