Сварочный полуавтомат своими руками
Как сделать сварочный полуавтомат своими руками. Рано или поздно, я думаю, все в жизни сталкивались с тем что нужно было что-то подварить, а для этого нужен сварочный аппарат. Многие скажут, зачем его делать — проще купить, но ведь приятнее сделать своими руками!
Всегда хотел иметь собственный сварочный аппарат, и даже думал его купить, но впереди была зима (больше времени), и я решил сделать его сам. Больше нужен был полуавтомат, но и дуговая сварка не помешает, поэтому решил делать 2в1 п-полуавтомат и дуговую от одного трансформатора.
Для дуговой сварки мне пришлось только домотать на трансформаторе нужное количество витков провода, чтобы трансформатор выдавал 45 вольт, и все.
Изготовление магнитопровода
А теперь начнем все по порядку. Сначала я занялся изготовлением магнитопровода, его я сделал из двух магнитопроводов от ЛАТРов.
Один отрезал до нужного размера.
Приспособление для размотки намотки
Оба размотал и с помощью нехитрого приспособления смотал их в один.
Затем магнитопровод я пропитываю эпоксидным клеем для того, чтобы трансформатор не гудел и не было короткого замыкания пластин.
После этого магнитопровод обматываем картоном.
Затем все обмотал изолентой из Х/Б ткани и малярным скотчем.
Подробнее о сборке тороидального магнитопровода смотрите на видео ниже:
Намотка первичной и вторичной обмоток
Следующий этап — намотка первичной и вторичной обмотки. Я мотал по такой схеме исходя из моего сечения магнитопровода.
(рассчитывается индивидуально для каждого трансформатора).
Первичная обмотка мотается медным проводом сечением от 2 мм2 (у меня он набран из нескольких жил). Для удобства намотки под магнитопровод сделал подставку, которая крепится к столу.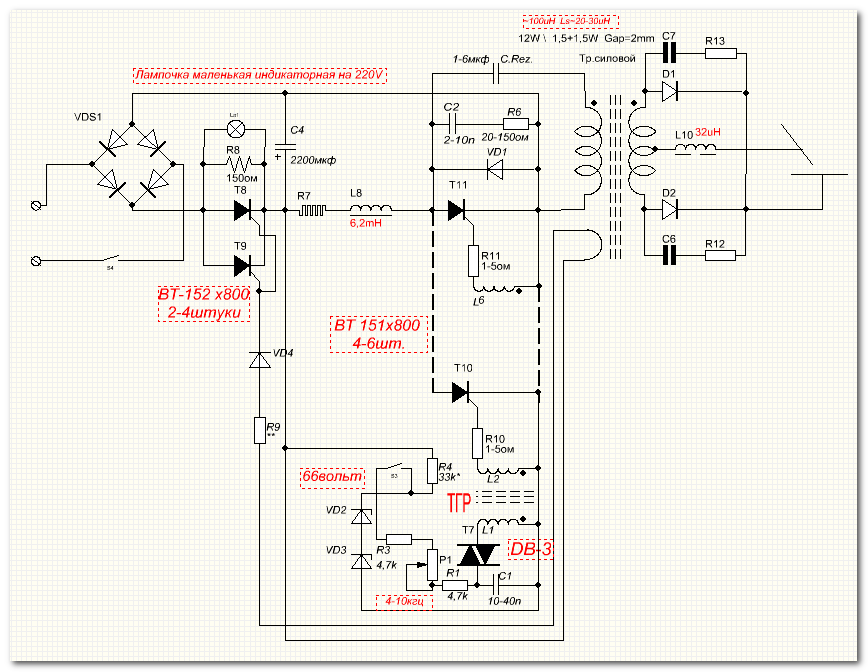
Провод наматываем на челнок — так намного проще мотать.
Каждый слой пропитываю лаком и мотаю сверху Х/Б тканью или изолентой.
Сечение провода на вторичной обмотке 16 мм2.
Подробнее о намотке я рассказал в видео ниже:
О результатах промежуточных испытаний также заснял видеоролик:
Изготовление механизма протяжки
Следующий этап — сделать механизм протяжки. В качестве мотора я использовал двигатель от стеклоочистителя автомобиля ВАЗ 2101.
Подающий ролик купил готовый, но его также можно выточить у токаря.
Для того, чтобы на ось двигателя было меньше нагрузки — поставил два подшипника, которые между собой соединяются и прижим к ролику регулируется винтом.
Сварочный рукав
Рукав длиной 2,5 метра на 160 ампер.
Намотка дросселя
Дальше мотаем дроссель, который является неотъемлемой частью полуавтомата. Он служит для сглаживания импульсов тока, и без него полуавтомат не будет работать полноценно. Он намотан на трансформаторе ТС 250 от телевизора.
Но лучше ТС 270.Намотать нужно столько сколько влезет до заполнения окна тем самым проводом не меньше 20 мм2.Между подковами трансформатора обязательно должен быть немагнитный зазор и он изначально ставится 2 мм (текстолитовая пластина) но лучший результат достигается экспериментальным путем увеличения или уменьшения зазора в результате чего получаем наилучший сварной шов.
Плата управления и схема
Также одной из главных составных полуавтомата является плата управления-делал я ее по такой схеме.
Схема была взята здесь: http://svapka.ru/sampoluavtom/svarochnyj-poluavtomat-svapka-ru-vol-2-0-svapka-ru.htm
Файл печатной платы (проект программы DipTrace), можно скачать с сайта Svapka.ru по ссылке: http://svapka.ru/down/svapka20smd.dip
Плата управления
Есть также альтернативная схема регулировки оборотов двигателя.
Вместо клапана газа использовал клапан омывателя стекол ВАЗ 2108.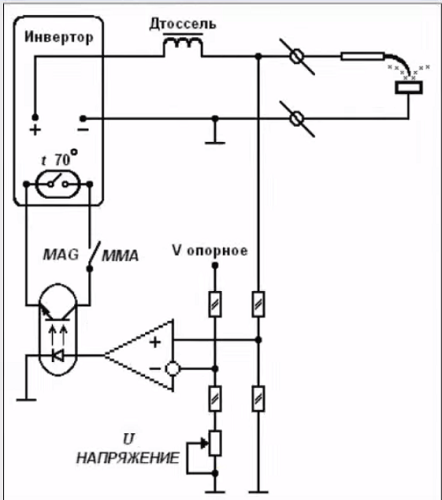
Силовые диоды на 200 ампер на радиаторах.
Провод для массы.
Переключатель напряжения первичной обмотки.
Тиристор Т-161-160 ампер.
Изготовление корпуса
Ну и наконец, завершающий этап — изготовление корпуса, компоновка всех элементов и сборка согласна схемы.
Ну и самое главное — как все это работает смотрим в финальном видео.
У кого возникнут вопросы — задавайте, всем отвечу.
Спасибо за внимание!
схема самодельного аппарата из инвертора
Изготовить своими руками под силу любому человеку, который неплохо разбирается в электротехнике.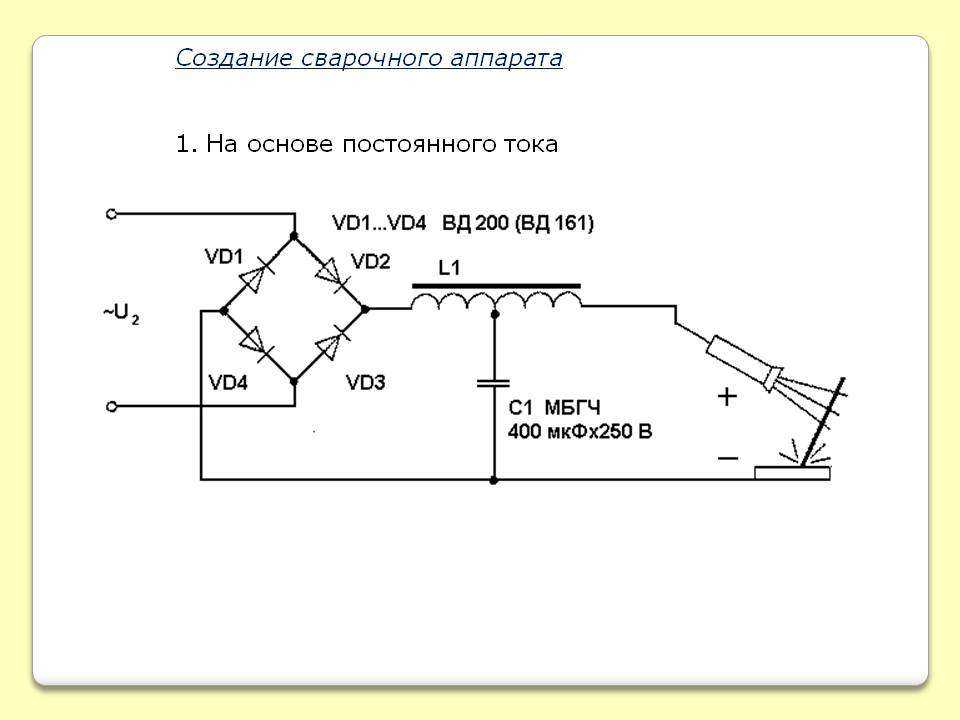 Все, что понадобится в выполнении поставленной задачи – определенный комплект деталей и инструментов.
Все, что понадобится в выполнении поставленной задачи – определенный комплект деталей и инструментов.
Давайте рассмотрим процесс создания подобного аппарата более подробно.
Содержание
- Принцип работы сварочного полуавтомата
- Особенности изготовления сварочного полуавтомата
- Что потребуется?
- Схема полуавтомата
- Особенности подготовки трансформатора
- Выбор корпуса
- Плата управления
- Совмещение катушек
- Система охлаждения
- Ремонт или доработка устройства скорости подачи электродной проволоки
- Итог
Принцип работы сварочного полуавтомата
Суть работы данного агрегата сводится к следующему принципу: на выпрямитель подается ток, в результате чего появляется пульсирующее напряжение, сглаживающееся фильтром. В результате указанных процессов на выходе получается постоянный ток.
Затем, с помощью специальных транзисторов, постоянный ток обратно преобразуется в переменный. Однако его частота уже отличается от исходной, соответствующей сетевой.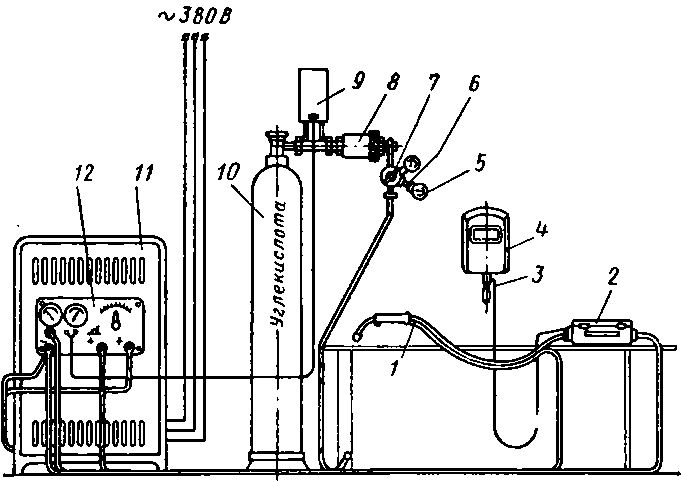 Обычно ее величина составляет двадцать герц и выше.
Обычно ее величина составляет двадцать герц и выше.
Напряжение в это же время становится меньшим и составляет 70-90 В, а сила тока возрастает вплоть до двухсот ампер.
Исходя из описанных выше параметров, становится ясно: самодельные сварочные полуавтоматы способны обеспечить такие же характеристики, как большая часть других аналогичных устройств.
С другой стороны подобные агрегаты не лишены и недостатков. В их конструкции предусмотрено наличие сложных электросхем, а значит ремонт данных приборов более сложен.
Полуавтомат для сварочных работ.Если было принято решение сделать своими руками, тогда следует, в первую очередь, определиться с некоторыми его функциями. Например, существенным фактором будет наличие или отсутствие возможности работы в среде защитных газов.
Современные приборы располагают данной функцией и обеспечивают работу в режиме MMA. Конечно же, сваривание в отсутствии защитной атмосферы будет обладать более низким качеством.
Работа полуавтомата подразумевает под собой использование защитной атмосферы, в роли которой используется углекислый газ. Также понадобится сварочная проволока, автоматически подаваемая в область сварки.
Как видно, существенно сложнее инвертора. Зато первый является более универсальным и позволяет решать более широкий спектр задач. В связи со всем вышесказанным, переделка сварочного инвертора в полуавтомат весьма выгодная и актуальная затея.
Особенности изготовления сварочного полуавтомата
Чтобы понять, как сделать сварочный полуавтомат, необходимо иметь определенные познания в электротехнике. Иначе говоря, создание подобного устройства – задача не из легких. От мастера потребуется наличие определенных навыков и знаний.
Что потребуется?
Конечно же, изготовление любого прибора проще всего начинать, используя в качестве основы какое-либо другое устройство. В нашем случае самым простым вариантом будет создание полуавтомата на базе инвертора. Сделать последний также можно самостоятельно. Рекомендуется, чтобы мощность инвертора не была меньше 150 А.
Рекомендуется, чтобы мощность инвертора не была меньше 150 А.
Еще одним принципиальным моментом, необходимым в изготовлении надежного прибора, является пусковая схема сварочного полуавтомата.
К основным элементам, которые должны быть в наличии, следует отнести:
- трансформатор, способный выдать 150 А;
- механизм подачи проволоки;
- шланг подачи газа;
- бобина;
- плата управления.
Самым распространенным и простым вариантом размещения указанных узлов является расположение инвертора и механического блока управления в одном корпусе. Обычно лучшим исполнением будет их установка в корпус от персонального компьютера.
Важным является наличие питания в блоке ПК, что существенно облегчит процесс создания агрегата.
Подачу проволоки можно выполнить на основе механизма стеклоподъёмника, позаимствованному из автомобиля.
Схема полуавтомата
Схема электрическая и устройство полуавтомата.Схема самодельного сварочного полуавтомата для изготовления прибора доступна на многих сайтах в виртуальном пространстве.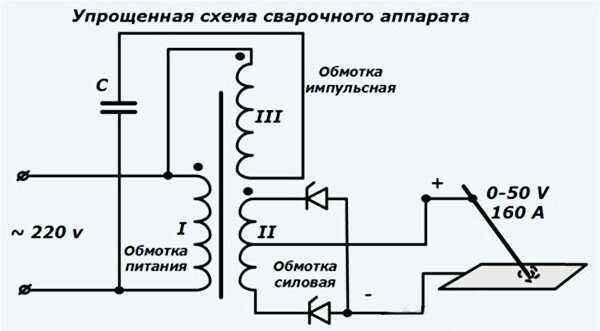 Принципиально они мало чем отличаются друг от друга, поэтому вполне возможно рассмотреть общий случай.
Принципиально они мало чем отличаются друг от друга, поэтому вполне возможно рассмотреть общий случай.
Подача проволоки в место сварки производится с помощью небольшого электромотора. Выше уже говорилось о хорошем кандидате на эту роль – автомобильном стеклоподъемнике. Работу указанного узла необходимо контролировать. В этих целях используется ШИМ-регулятор.
Качество сварочной работы непосредственно зависит от правильности подачи проволоки. Она должна поступать равномерно и без перебоев.
Подачу газа также необходимо отрегулировать соответствующим образом. Лучшим вариантом будет, если газовый клапан откроется раньше на несколько секунд, чем начнет подаваться электрод.
Неправильная регулировка приведет к преждевременному оплавлению в атмосфере и вместо ванны гореть будет электрод. Естественно, данный случай полностью исключает возможность получения качественного и надежного шва.
Реализовать нужную задержку в подаче к месту сварки проволоки можно с помощью реле. Что касается клапана подачи, то его тоже можно позаимствовать у автомобиля, взяв воздушный клапан. Неплохим вариантом будет использование электроклапана от редуктора баллона.
Что касается клапана подачи, то его тоже можно позаимствовать у автомобиля, взяв воздушный клапан. Неплохим вариантом будет использование электроклапана от редуктора баллона.
Такая схема сварочного полуавтомата является принципиальной, так как в ней присутствуют все основные узлы прибора. Конечно же, есть и другие разновидности, отличающиеся некоторыми модификациями. Однако на принцип работы агрегата они нисколько не влияют.
Особенности подготовки трансформатора
Сварочный полуавтомат из инвертора требует главным образом его силовую часть. Следует понимать, трансформатор, используемый в данном агрегате, обычно берется из микроволновки, если речь идет о самодельном варианте.
В случае аппарата, купленного в магазине, в нем трансформатор обладает такими же характеристиками, так что никакой разницы от «происхождения» инвертора нет.
Изготовление инвертора, главным образом, сводится к переделыванию трансформатора из микроволновки. Именно он осуществляет главные функции в приборе.
Данное устройство является основным прибором, обеспечивающим питание сварочного процесса. Обычно в нем используется понижающий принцип действия. Это связано с тем, что напряжение сети слишком велико и его необходимо понизить до нужной величины.
Суть модификации указанного узла сводится к формированию нужного количества витков на первичной и вторичной обмотке. Дело в том, что в микроволновке трансформатор повышающий, а инвертору нужен понижающий.
Основы работы подобного узла основан на едином принципе. После подключения к сети по первичному контуру проходит переменный ток, создающий магнитный поток. В обмотках индуцируется ЭДС, зависящая от количества витков провода.
Проще говоря, если намотать на первичную обмотку сто витков, а на вторую – пять, то коэффициент трансформации в таком случае будет равен двадцати.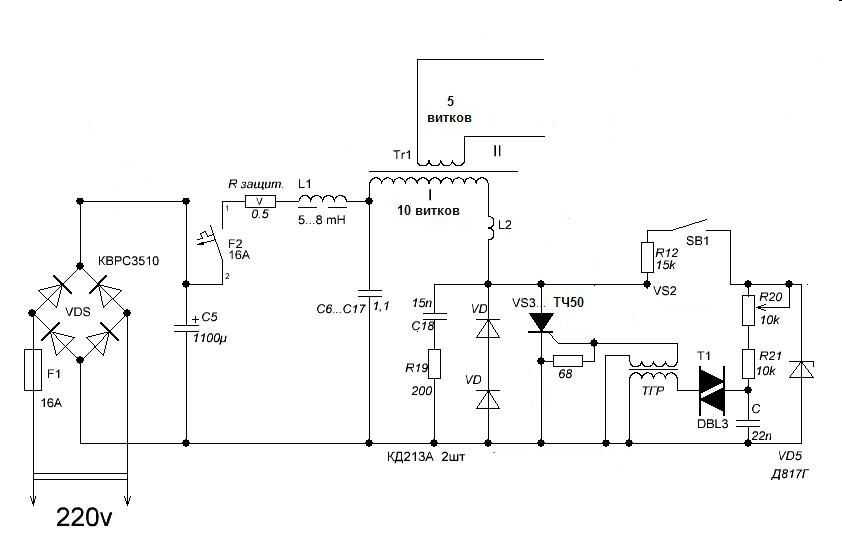 В конечном итоге, после включения устройства в обычную домашнюю сеть, он на выходе будет выдавать одиннадцать вольт, то есть значение в двадцать раз меньшее, чем в сети.
В конечном итоге, после включения устройства в обычную домашнюю сеть, он на выходе будет выдавать одиннадцать вольт, то есть значение в двадцать раз меньшее, чем в сети.
Смысл переделки заключается в изменении количества витков на вторичной обмотке. В исходном состоянии их существенно большее, чем надо, то есть намотка сварочного трансформатора – неправильная.
Важно не спешить с изменением количества витков. Если сила тока будет слишком большой, то может произойти возгорание проволоки и деталь повредиться. Слабый ток сделает невозможным работу с устройством.
Схема горелки полуавтомата.Оптимальное значение можно узнать только из расчетов. В первую очередь, нужно решить, какой будет величина напряжения на намотках, ток и другие характеристики. Применяя указанные данные осуществляется расчет намоток, сердечника, а также сечения проводов.
В расчёте учитывается большое количество параметров. Запутаться в этом нелегком деле может каждый, особенно если речь идет о человеке, давно не занимавшимся решением подобных задачек.![]()
Помочь выполнить правильный расчет призваны онлайн-калькуляторы. Они доступны на многих сайтах и являются абсолютно бесплатными. Используя отмеченный сервис, вероятность ошибки сведется к минимуму, а время будет сэкономлено.
После изготовления , в первую очередь, в глаза бросается его маленький вес, особенно если сравнивать с трансформаторными аппаратами советского производства.
Что касается самого трансформатора, то он обычно берется из микроволновой печи. Именно в ней установлен правильный элемент с необходимым количеством витков на первичной намотке.
Популярность такие трансформаторы получили благодаря относительной доступности отмеченных бытовых приборов. На вторичном рынке найти подходящую печь не составит труда.
Главное преимущество в нашем случае – отсутствие необходимости в приобретении рабочего устройства. Интерес представляет только трансформатор, а значит, поломанная микроволновка – прекрасный вариант. Ее стоимость существенно ниже новой или работающей и, наверняка, будет по карману каждому.
Еще одним «источником» трансформатора являются телевизоры, а также лабораторные автотрансформаторы. Указанные изделия, возможно, труднее найти. Тем не менее не стоит забывать об этих вариантах.
Выбор корпуса
Согласно схеме самодельные сварочные аппараты имеют достаточное количество различных узлов. Конечно же, их всех необходимо правильным образом разместить в корпусе. Этот элемент не будет оказывать существенного влияния на работу устройства и его принципиальную схему. Тем не мене от его выбора зависит комфорт работы.
В качестве отмеченного элемента можно использовать короб, изготовленный из тонколистового металла. Все размеры при создании короба необходимо продумать заранее. Лучшим вариантов является предварительная разработка чертежа, на котором будет учтена возможность размещения всех элементов агрегата.
После того, как будет сделан выбор в пользу одного из вариантов короба, в него устанавливается трансформатор, регулятор подачи проволоки сварочного полуавтомата и другие узлы согласно продуманной схеме.
Важным в создании короба является учет системы охлаждения. Она необходима для обеспечения стабильного . Именно эта составляющая прибора подвержена сильному нагреву.
Источником охлаждения выступают вентиляторы. Их лучше всего установить на боковых стенках корпуса. Не стоит экономить время на создании вентиляционных отверстий. Нагнетаемый воздух должен беспрепятственно удаляться наружу.
Еще одним вариантом является корпус от персонального компьютера. Преимуществом его применения является наличие всех необходимых вентиляционных отверстия, а также посадочных мест под вентиляторы. Так как там уже предусмотрена правильная система охлаждения, то это поможет существенно сэкономить время при проектировке.
Кроме того, приобрести корпус от ПК – не проблема. У многих мастеров он может уже даже есть в наличии и валяется где-то в гараже «без дела». Так почему бы не найти ему достойное применение?
У многих мастеров он может уже даже есть в наличии и валяется где-то в гараже «без дела». Так почему бы не найти ему достойное применение?
Плата управления
Важной составляющей самодельного сварочного агрегата является плата управления.
Принципиальная схема сварочного полуавтомата.Она включает в себя:
- задающий генератор;
- реле;
- обратную связь;
- защиту от температурных перегрузок.
Также, когда делаем аппарат, не следует забывать о функциональности. Ее можно повысить, добавив регулятор тока. Данный элемент можно сделать самостоятельно на схеме из транзисторов.
После завершения всех работ, описанных выше, плата управления соединяется с силовой частью устройства и его подключением к электрической сети.
Совмещение катушек
Итак, в корпус полуавтомата, сделанного , устанавливаются трансформаторы. После чего необходимо совместить их первичные и вторичные катушки.
Делается это следующим образом: первичные намотки соединяются параллельно, в то время как вторичные – последовательно.
В результате станет возможным получать на выходе большую силу тока, которой с лихвой хватит при выполнении практически любой работы в быту.
Система охлаждения
Немного ранее уже упоминалось о важности охлаждения инверторного сварочного полуавтомата. Данный узел подвержен наибольшему нагреву в процессе работы и именно он может определять то, как долго будет продолжаться сварка.
Лучшим решением является применение кулеров от персонального компьютера. Расположить их необходимо по обе стороны от инвертора, не забыв при этом о необходимости создания отверстий, для удаления теплых воздушных потоков.
Ремонт или доработка устройства скорости подачи электродной проволоки
Практически все сварочные полуавтоматы любого типа отличаются низкой надежностью механизма подачи проволоки. Именно данное место является наиболее уязвимым в их конструкции. Оно же приводит и к частым поломкам агрегата.
Выход из строя указанного узла может либо нарушить качество работы прибора, либо привести к более серьезным проблемам в его работе.
Особенности устройства полуавтоматического сварочника.В первом случае можно обойтись банальной заменой проволоки. Однако драгоценное время все равно будет потрачено на зачистку контактной зоны насадки, из-за фиксации проволоки во время подачи.
Возникновение неисправностей, в первую очередь, свидетельствует о нарушении скорости подачи. Выходом из сложившейся ситуации будет доработка данного механизма.
Выходом из сложившейся ситуации будет доработка данного механизма.
Если же было принято решение сделать полуавтомат самостоятельно своими руками, то механизм подачи сварочной проволоки тоже может быть изготовлен собственноручно.
В указанных целях нам понадобятся два подшипника. Еще одной необходимой деталью является электрический двигатель небольших габаритов.
На вал электрического моторчика следует установить ролик. Радиус данной детали составляет около 12.5 миллиметров. Подшипники устанавливаются на металлических пластинах. Именно между пластинами и располагается электродвигатель.
Сбору указанного механизма следует осуществлять на текстолитовой плите толщиной около пяти миллиметров. На ней же устанавливается и бобина со сварочной проволокой.
В случае правильной сборки и отсутствия каких-либо ошибок, самодельный прибор прослужит достаточно долго.
Итог
Сварочный полуавтомат – устройство, которое должно быть в хозяйстве любого мастера. Данный прибор позволит решить большое количество работы, постоянно появляющейся на даче или в гараже. Тем не менее не стоит спешить покупать агрегат в специализированных магазинах, ведь подобное устройство можно изготовить самостоятельно из инвертора.
Тем не менее не стоит спешить покупать агрегат в специализированных магазинах, ведь подобное устройство можно изготовить самостоятельно из инвертора.
Сварка MIG с использованием защитного газа 100% Co2
Смеси углекислого газа (CO2) и аргона являются наиболее распространенными защитными газами для сварщиков MIG. Итак, зачем использовать чистый CO2 вместо смеси аргона и CO2?
Любителям сварки в домашних условиях использование чистого CO2 позволяет сэкономить деньги.
Но 100% CO2 повлияет на ваши сварные швы, со своими плюсами и минусами. Таким образом, понимание преимуществ и недостатков является обязательным.
Без этих знаний вы рискуете качеством сварки при использовании чистого CO2.
Зачем использовать чистый CO2?
Да, CO2 более экономичен. Но это общее смелое утверждение, и вы, возможно, спросите, насколько это рентабельно?
Рад, что вы спросили. Давайте разберем это…
C100 против C25
| 20# чистого CO2 | 80CF C25 | |
|---|---|---|
| Высота x Ширина | 26 дюймов x 8 дюймов | 35 дюймов x 7 дюймов |
| Полный вес | 45 фунтов | 56 фунтов |
| Том | 175 в сравнении с | 80 см |
| Время работы при 20cfh | 8,8 часа. | 4,0 часа. |
| Начальный $ | 150 долларов (пустой) | $311 (полный) |
| Начальный $/час | 21 долл. США (включая начальное пополнение) | $78 |
| Пополнение $ | $35 | $75 |
| Пополнение $/час | $4 | $19 |
Чтобы провести справедливое сравнение затрат, мы добавили первоначальную заправку резервуара CO2 к первоначальным затратам, чтобы рассчитать первоначальные эксплуатационные расходы в долларах США в час (цистерны C25 поставляются полными).
Эта разбивка свидетельствует об экономии за счет использования чистого CO2.
Исходя из затрат на заправку, эксплуатационные расходы составляют менее ¼ от C25 $/час. А первоначальные инвестиции составляют ½ первоначальных затрат в долларах в час.
Это означает; Значительная экономия реальна при использовании C100 в качестве защитного газа.
Читайте также : Сварка GMAW – что это такое?
Плюсы и минусы
Баллоны CO2 отправляются пустыми. Это связано с тем, что CO2 существует в виде жидкости под высоким давлением внутри резервуара, которую нельзя безопасно перевозить полностью.
Итак, помните о первой афере при использовании CO2; вам нужно будет заполнить новый бак, чтобы использовать его .
Портативность
В баллоне C25 представляет собой сжатый газ и может перевозиться полным. Это немного усложнило наш первоначальный расчет $/час. Но это также означает, что C25 нужны большие баки, чтобы вмещать меньше.
Мы включили размеры именно для того, чтобы показать, что бак C25 больше, с меньшим CF газа. Что это означает для сварщиков; C100 занимает меньше места для хранения.
Итак, CO2 более портативный, чем с меньшими баками. Но вы также можете довести это до крайности, поскольку CO2 доступен в размерах менее 20 фунтов.
На самом деле, вы можете найти настоящие маленькие баллоны с CO2, используемые для пейнтбольных ружей (таких как эти) и домашних производителей газировки. Вы жертвуете временем работы, но можете сохранить компактность и легкость для мобильных работ, не требующих много времени на сварку.
Связанное чтение : Размеры сварочных баллонов и время сварки
Заправки
Поскольку CO2 используется не только для сварки, у вас есть больше возможностей для заправки баллонов CO2 . Кроме того, некоторые варианты пополнения более удобны для потребителей. Вы даже можете найти некоторые открытые по выходным и в нерабочее время.
Некоторые места, помимо центров сварки, где вы можете заполнить баллон CO2, включают:
- Магазины домашнего пивоварения
- Спортивные магазины (в которых продается снаряжение для пейнтбола, например Dick’s Sporting Goods)
- Центры обслуживания огнетушителей
- Принадлежности для аквариума
Связанное чтение : Сколько стоит сварочный газ?
Соображения по оборудованию
Газ CO2
Конечно, ваши баллоны должны быть заполнены. Но имейте в виду, когда вы идете, чтобы заполнить баллон с углекислым газом, вы найдете CO2 промышленного и пищевого качества.
Пищевой немного чище, но не обязателен для сварки. Промышленный сорт обычно немного дешевле и будет работать нормально, если это то, что вы можете получить.
Сварочный аппарат MIG
Всегда возникает один вопрос… Нужна ли мне специальная машина для использования CO2?
Нет, приличные сварочные аппараты MIG с надлежащим контролем работают с CO2.
Однако, чем больше у вас настроек, тем лучше. Улучшенные устройства обеспечивают дополнительные элементы управления и могут помочь настроить оптимальные параметры при использовании чистого CO2.
Например, контроль наклона может помочь сгладить дугу. (его также можно назвать контролем индуктивности). Примером может служить Lincoln 210, предлагающий любителям большой контроль при использовании газа C100.
Вы платите больше за сварочный аппарат с улучшенным управлением. Но они более универсальны.
Если вы планируете использовать 100% CO2, возможно, стоит заплатить немного больше за сварочный аппарат.
Регулятор
Переходник CGA-320 на CGA-580Резьба регулятора, используемого для смесей аргона/CO2, отличается от резьбы регулятора CO2.
Кроме того, большинство регуляторов CO2 обычно отображают только давление.
Но вам нужен регулятор, который сообщает вам расход газа. Итак, у вас есть два варианта.
- Используйте адаптер для подключения существующего регулятора аргона/CO2 или
- Купите качественный регулятор CO2 с индикатором расхода (как этот).

Имейте в виду, что если вы используете существующий аргоновый регулятор для чистого CO2, убедитесь, что он рассчитан на это. Не все регуляторы аргона могут работать с CO2. Холод и мороз от CO2 могут повредить некоторые регуляторы.
Приведенный выше связанный регулятор аргона (т. е. резьба CGA580) поставляется со шкалами расхода как для аргона, так и для CO2. Таким образом, вы можете использовать его в любом случае, если у вас есть адаптер баллона с CO2 (например, резьба CGA320 на CGA580).
Расходные материалы
Стандартные расходные материалы MIG работают с чистым защитным газом CO2.
Однако повышенное окисление из-за CO2 может увеличить пористость сварного шва. Поэтому выбирайте сварочную проволоку для сварки MIG с мощными раскислителями, например, некоторые изделия из твердой проволоки ER70S-6.
Хотя найти его немного сложно, вы также можете найти провода с флюсовой сердцевиной и газовой защитой (например, этот).
Это означает, что вы можете защитить сварочную ванну от атмосферных газов и обеспечить защиту от окисления CO2, вызывающего пористость сварного шва.
Сварка с защитным газом 100 % CO2
При сварке с использованием 100 % CO2 имеются заметные отличия, поскольку при высоких температурах сварки CO2 из инертного газа превращается в активный газ.
Это означает лучшее сцепление по сравнению с аргоновыми смесями, и в целом чистый CO2 имеет:
- Лучшее проникновение в швы.
- Более высокая скорость сварки.
- Агрессивное чистящее действие.
Эти свойства означают , что вы можете сваривать более толстый металл с помощью сварочного аппарата MIG, иметь более высокую скорость перемещения и легче резать ржавчину и прокатную окалину при использовании чистого углекислого газа.
Но это также означает, что тонкий металл будет трудно сваривать . Увеличение скорости перемещения при сварке помогает, но на очень тонком металле это будет сложно.
Родственные : Сварочные газы: различные типы и применение
Воздействие на дугу
Несомненно, низкое качество дуги является самым большим недостатком использования 100% CO2.
Электропроводность углекислого газа ниже, чем у аргона. Когда его добавляют к добавленному аргону, до 25%, это помогает стабилизировать дугу.
Но чистый CO2 дает грубую, непостоянную дугу, и вы видите больше брызг. Тем не менее, можно найти золотую середину, и когда вы это сделаете, дуга станет лишь «немного» более непостоянной.
Однако добиться нужного результата с помощью настроек довольно сложно. Но когда вы это сделаете, возможны хорошие сварные швы. Кроме того, вы можете уменьшить длину дуги, чтобы уменьшить разбрызгивание.
Можно ожидать передачи короткого замыкания при малых токах и шаровидной передачи при более высоких токах. При использовании чистого CO2 перенос распылением невозможен.
Все это означает, что вам придется немного поэкспериментировать. Но со временем вы сможете определить, какие настройки нужны вашему сварочному аппарату для стабильной дуги.
Если вы помните, мы упоминали, что сварочный аппарат с большим количеством элементов управления действительно имеет значение для C100. И получение стабильной дуги — это то, где это действительно может помочь. С практикой вы найдете настройки для качественной и стабильной сварки.
И получение стабильной дуги — это то, где это действительно может помочь. С практикой вы найдете настройки для качественной и стабильной сварки.
Прочтите также : Причины разбрызгивания при сварке и как его уменьшить
Настройка сварочного аппарата
Обычно производители сварочных аппаратов рекомендуют настройки для прямого CO2. Как правило, для данной настройки скорости подачи проволоки («WFS») напряжение будет выше.
Таким образом, вы можете уменьшить подачу проволоки в соответствии с желаемой скоростью подачи газа. Или вы можете увеличить напряжение для работы с предпочитаемой скоростью провода.
Но имейте в виду, что зона наилучшего восприятия узка. Потребуется некоторое время, чтобы найти его для вашей установки.
Кроме того, если у вас есть возможность регулировать индуктивность (или управление наклоном), ее увеличение поможет стабилизировать дугу.
Внешний вид сварного шва
Газ 100% CO2 проникает лучше и образует широкий валик с глубоким проникновением. Так у вас получится широкая, плоская бусина.
Так у вас получится широкая, плоская бусина.
Это означает, что машины меньшего размера могут сваривать более толстый металл, но более тонкий металл становится проблемой.
Читайте также : Как сваривать тонкий листовой металл
Кроме того, вы можете получить больше брызг.
Таким образом, если вам нужна чистая, презентабельная отделка, вам, вероятно, потребуется выполнить некоторую очистку после завершения сварки.
Часто задаваемые вопросы
Когда мой баллон с CO2 пуст?
Поскольку CO2 находится в баллоне в жидком состоянии, падение давления не является хорошим индикатором того, сколько газа осталось. Вес является лучшим показателем. Однако, когда PSI падает примерно до 200 фунтов на квадратный дюйм, вам необходимо получить пополнение.
Разгон бутылки до 0 фунтов на квадратный дюйм может создать проблемы. Он пропускает воду и загрязняющие газы внутрь бака.
Почему CO2 замерзает на регуляторе?
CO2 расширяется и претерпевает фазовые переходы по мере того, как вытекает из резервуара.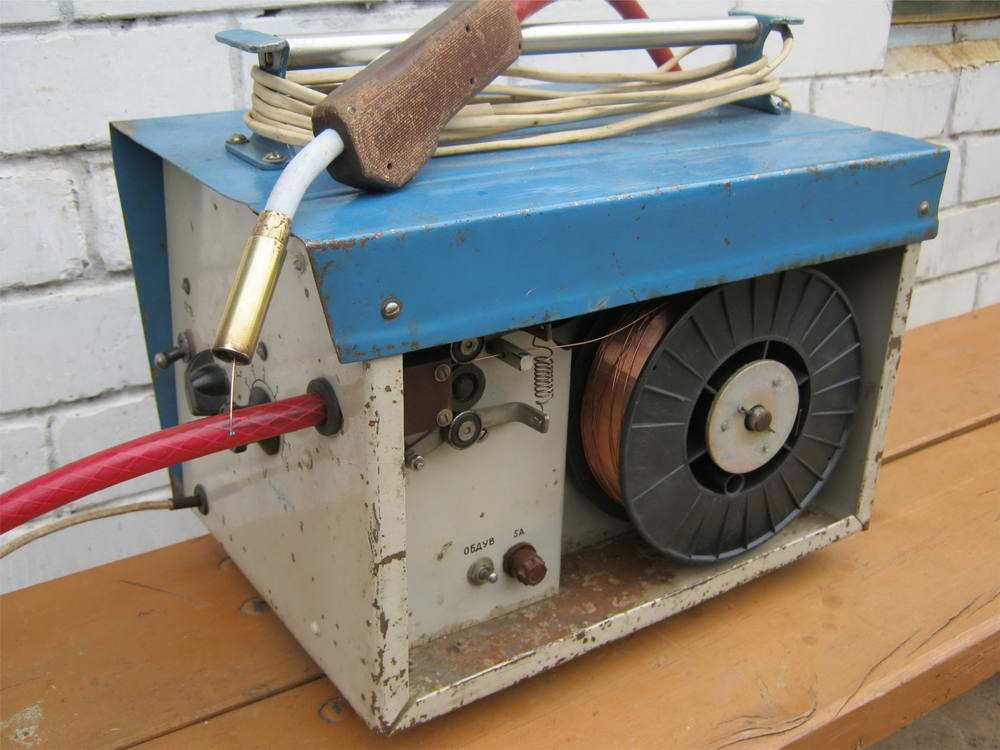 Это означает, что он извлекает большое количество тепла из окружающей среды. Во влажных условиях это приводит к образованию инея. Не удивляйтесь, если это произойдет при скорости потока выше 25 CFM.
Это означает, что он извлекает большое количество тепла из окружающей среды. Во влажных условиях это приводит к образованию инея. Не удивляйтесь, если это произойдет при скорости потока выше 25 CFM.
Добавляет ли защитный газ 100% CO2 углерод?
Углекислый газ состоит из углерода и кислорода. Таким образом, в сварной шов можно добавить небольшое количество углерода. Но это нормально для мягкой стали. Однако на низколегированные металлы влияет небольшое количество добавок, и использование защитного газа CO2 может создать проблему.
Резюме
Использование чистого CO2 экономит ваши деньги на газе. Но дуга получается более неустойчивой, и вам необходимо определить, какие настройки сварочного аппарата MIG работают лучше всего. Для многих это стоит усилий, чтобы реализовать экономию по сравнению с аргоновыми смесями.
Вы получаете проникающую способность, что позволяет работать с более толстым металлом. Кроме того, ваша скорость возрастает, а CO2 лучше удаляет ржавчину, прокатную окалину и загрязнения. Но он дает больше брызг, и работать с тонким материалом сложно, если не невозможно.
Но он дает больше брызг, и работать с тонким материалом сложно, если не невозможно.
Суть в том, что если CO2 дает вам больше времени на сварку, используйте его. Улучшение ваших навыков происходит только с опытом. Чем больше времени вы сварите, тем лучше у вас получится. Таким образом, вы очень мало жертвуете, используя чистый CO2, чтобы получить больше знаний в области сварки.
Читайте также:
Сварка MIG со 100% аргоном
Лучшие газы для сварки TIG
Смеси аргона и CO2 — Eureka Oxygen
Как и для всех сварочных газов, используемая смесь зависит от области применения. Если у вас когда-нибудь возникнут сомнения, профессиональные сварщики Eureka Oxygen помогут вам выбрать! Инвестирование в правильную газовую смесь поможет вам получить наилучшие результаты. Это небольшая инвестиция по сравнению со стоимостью и головной болью, связанной с доработкой или шлифовкой после сварки.
CO2 является одним из наиболее часто используемых реактивных газов при сварке TIG, MIG и MAG. Это самый дешевый из защитных газов, и его можно использовать отдельно без инертного газа. Аргон является еще одним распространенным защитным газом, который обеспечивает более узкий профиль проникновения, что обеспечивает чистый, небольшой и прочный сварной шов. Хотя аргон можно использовать отдельно, добавление углекислого газа к аргону углубляет проникновение и делает дугу более жесткой, улучшая сварку в нерабочем положении. Аргон переносит меньше тепла, чем чистый CO2, и производит меньше брызг. Комбинация аргона и CO2 обеспечивает недорогой, точный и чистый сварной шов.
Это самый дешевый из защитных газов, и его можно использовать отдельно без инертного газа. Аргон является еще одним распространенным защитным газом, который обеспечивает более узкий профиль проникновения, что обеспечивает чистый, небольшой и прочный сварной шов. Хотя аргон можно использовать отдельно, добавление углекислого газа к аргону углубляет проникновение и делает дугу более жесткой, улучшая сварку в нерабочем положении. Аргон переносит меньше тепла, чем чистый CO2, и производит меньше брызг. Комбинация аргона и CO2 обеспечивает недорогой, точный и чистый сварной шов.
Смеси аргона с CO2 — это универсальные смеси для сварки углеродистых, низколегированных и некоторых видов нержавеющей стали. Увеличение содержания CO2 увеличивает проплавление сварного шва и характеристики смачивания валика. При более высоких уровнях тока и содержании CO2 может увеличиться разбрызгивание. Смеси аргона с CO2 можно использовать для соединения материалов различной толщины с использованием различных способов переноса металла.
Наиболее распространенными смесями аргона и CO2 являются:
C2 или 2% углекислого газа и 98 % аргона
C25 или 25 % двуокиси углерода и 95 % аргона
100 % двуокиси углерода
100 % аргона
Защитный газ C2 чаще всего используется для сварки в домашних условиях и хобби. Он популярен, особенно для домашней сварки, потому что он находится посередине между стоимостью и качеством готового сварного шва. C25 является хорошей многоцелевой газовой смесью, которая представляет собой желаемый баланс между очень узким профилем шва, получаемым при сварке со 100% аргоном, и летучестью при сварке со 100% диоксидом углерода.
Сварка нержавеющей стали обычно выполняется с использованием C2 или 2% углекислого газа и 98% аргона. Более низкое содержание CO2 означает более низкое содержание углерода в сварном шве, что является предпочтительным для сварки нержавеющей стали. И углерод, и кислород реагируют с нержавеющей сталью под действием тепла дуги, что приводит к некоторому окислению и снижению коррозионной стойкости. В случае ферритных нержавеющих сталей, используемых, когда требуется некоторое повышение коррозионной стойкости, смеси аргона с 5-10% CO2 (в сочетании с соответствующей присадочной проволокой) обычно дают приемлемый химический состав сварного шва. Такой подход сводит к минимуму увеличение содержания углерода в сварном шве, но может снизить скорость перемещения сварного шва.
И углерод, и кислород реагируют с нержавеющей сталью под действием тепла дуги, что приводит к некоторому окислению и снижению коррозионной стойкости. В случае ферритных нержавеющих сталей, используемых, когда требуется некоторое повышение коррозионной стойкости, смеси аргона с 5-10% CO2 (в сочетании с соответствующей присадочной проволокой) обычно дают приемлемый химический состав сварного шва. Такой подход сводит к минимуму увеличение содержания углерода в сварном шве, но может снизить скорость перемещения сварного шва.
100% CO2 является наиболее распространенным из реактивных газов, используемых при сварке MIG, а также наименее дорогим, что делает его хорошим выбором, когда материальные затраты являются основным приоритетом. Чистый CO2 обеспечивает очень глубокое проникновение в сварной шов, что полезно при сварке толстых материалов. Однако он также дает менее стабильную дугу и больше брызг, чем при смешивании с другими газами. Если важны качество сварки и внешний вид, газовая смесь может быть более подходящей.